EP3808697A1 - Abfüllverfahren und -anlage zum abfüllen eines behälters für pumpfähige lebensmittel - Google Patents
Abfüllverfahren und -anlage zum abfüllen eines behälters für pumpfähige lebensmittel Download PDFInfo
- Publication number
- EP3808697A1 EP3808697A1 EP20201682.0A EP20201682A EP3808697A1 EP 3808697 A1 EP3808697 A1 EP 3808697A1 EP 20201682 A EP20201682 A EP 20201682A EP 3808697 A1 EP3808697 A1 EP 3808697A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- lamp
- radiating
- station
- filling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 32
- 230000008569 process Effects 0.000 title claims abstract description 31
- 235000013305 food Nutrition 0.000 title claims abstract description 18
- 238000011049 filling Methods 0.000 claims abstract description 39
- 230000001580 bacterial effect Effects 0.000 claims abstract description 14
- 238000010438 heat treatment Methods 0.000 claims abstract description 13
- 230000005855 radiation Effects 0.000 claims abstract description 10
- 238000010411 cooking Methods 0.000 claims abstract description 8
- 230000001954 sterilising effect Effects 0.000 claims abstract description 5
- 238000011282 treatment Methods 0.000 claims description 34
- 238000007664 blowing Methods 0.000 claims description 14
- 230000003750 conditioning effect Effects 0.000 claims description 10
- 238000004320 controlled atmosphere Methods 0.000 claims description 6
- 239000000356 contaminant Substances 0.000 claims description 4
- 239000000047 product Substances 0.000 description 28
- 241000196324 Embryophyta Species 0.000 description 16
- 238000009928 pasteurization Methods 0.000 description 10
- 239000000243 solution Substances 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 238000011109 contamination Methods 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 238000004659 sterilization and disinfection Methods 0.000 description 5
- 238000012371 Aseptic Filling Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 238000005265 energy consumption Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000032258 transport Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000012530 fluid Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 235000015113 tomato pastes and purées Nutrition 0.000 description 2
- 241000228245 Aspergillus niger Species 0.000 description 1
- 241001589086 Bellapiscis medius Species 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 235000013365 dairy product Nutrition 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- -1 for example Substances 0.000 description 1
- 229940068517 fruit extracts Drugs 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000012263 liquid product Substances 0.000 description 1
- 230000005923 long-lasting effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000000813 microbial effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 235000013570 smoothie Nutrition 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009424 underpinning Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0073—Sterilising, aseptic filling and closing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/003—Pretreatment of caps, e.g. cleaning, steaming, heating or sterilizing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/04—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus without applying pressure
- B67C3/045—Apparatus specially adapted for filling bottles with hot liquids
Definitions
- the present invention relates to a bottling process and plant for bottling a container for pumpable food products.
- Pumpable food products are herein intended as liquid and semi-liquid products with and without solid suspensions (i.e., pieces), which nevertheless have properties which allow pumping.
- This process can be used with any pumpable food product, but is particularly suitable for fluids such as tomato purees or more generally acidic products, as these require more severe bacterial load abatements than dairy or centrifuged products, fruit extracts or smoothies.
- the abatement of the bacterial load inside the container in the aseptic filling line takes place by washing the container with aqueous solutions containing, for example, surfactants, antibacterial agents, microbial agents and/or antiseptic agents. Thereafter, the container exposed to such aggressive chemicals is rinsed one or more times in an attempt to remove any chemical residues.
- the technical task underpinning the present invention is to propose a bottling process and plant for bottling a container for pumpable food products, which obviate the drawbacks of the above-cited prior art.
- an object of the present invention is to propose a bottling process for bottling a container for pumpable food products which preserves the organoleptic properties of the product.
- a further object of the present invention is to propose a bottling process for bottling a container for pumpable food products which results in lower energy consumption than the known solutions.
- Another object of the present invention is to provide a bottling plant for bottling a container for pumpable food products, in accordance with the process proposed herein, with a simplified structure and reduced overall dimensions compared to the known solutions.
- a bottling process for bottling a container for pumpable food products comprising the following steps:
- the product is subjected to a single heat treatment without further heatings so as to conserve the organoleptic properties thereof.
- the product is not subjected to further heat treatments following cooking.
- the steps of treating the inside of the container, introducing at least one first UV-C lamp and radiating the inner surface take place in a same treatment station.
- the treating step for treating the inside of the container comprises the following substeps:
- the steps of introducing at least one first UV-C lamp and radiating the inner surface take place subsequently to the blowing step for blowing air inside the overturned container and prior to the second overturning step for overturning the container.
- the first UV-C lamp is inserted from below inside the overturned container.
- the process comprises a heat conditioning step for heat conditioning the container at least partially contemporaneously to the radiating step for radiating the inner surface.
- the defined technical task and the specified objects are substantially achieved by a bottling plant for bottling a container for pumpable food products, in accordance with the process, comprising:
- the treatment station further comprises blower nozzles configured to blow air inside the container.
- the treatment station further comprises a heat conditioning system operatively active on the container in order to condition the temperature thereof.
- the treatment station further comprises movement means configured to overturn the container.
- the movement means comprises a guide conformed so that the container, during the advancement thereon, is positioned with the head thereof facing downwards.
- the treatment station, the filling station and the closing station are arranged in a controlled-atmosphere environment, i.e., a volume separated from the outside environment so as to limit the inlet of contaminants from the outside environment.
- the container 2 is a bottle or a vase.
- the container 2 is made of glass or plastic material, for example, PET.
- the process comprises introducing at least one first UV-C lamp 11 inside a container 2 and subsequently radiating the inner surface for a predefined period of time so as to reduce the bacterial load in a controlled way.
- the term "in a controlled way” means that the radiation of the inside of the container 2 with the first UV-C lamp 11 is used to partially abate the bacterial load and not to completely sanitise the container 2.
- the percentage of bacterial load abated with the radiating step depends on the type of product and the composition thereof.
- the process further comprises a heat conditioning step for heat conditioning the container 2 at least partially contemporaneously to the radiating step for radiating the inner surface.
- the heat conditioning step takes place contemporaneously to the radiating step for radiating the inner surface.
- the heat conditioning step comprises a cooling of the container 2.
- This cooling is of significant importance if the radiated container 2 is made of plastic material.
- the heat emitted by the first UV-C lamp 11 could result in unpleasant deformations of the container 2.
- the process comprises a filling of the container 2 with the hot product.
- the term "hot” herein is intended as a temperature comprised between 75 °C and 90 °C, preferably between 80 °C and 85 °C. This parameter is essential because it is a value which varies as a function of the composition of the product and must ensure the total abatement of the residual bacterial load following the exposure to the UV-C rays.
- the parameters for abating the bacterial load by radiation with UV-C rays and the temperature of the product for filling are chosen so as to ensure the sanitisation of the container 2 at the end of the filling process.
- the product is subjected to a single heat treatment for cooking without further successive heatings.
- the product is cooked, reaching temperatures comprised between 90 °C and 115 °C, and the temperature thereof is controlled so that, also considering the temperature decrease due to the transport to be poured into the container 2, it does not fall below the predefined temperature value for the "hot" filling, i.e., filling the container 2 with the hot product, as described above.
- the controlled temperature reduction of the product does not require further increases in heat. Therefore, the product is not subjected to rises in heat or sudden cooling below a temperature suitable for hot filling. This optimally preserves the organoleptic properties of the product itself.
- Successive heating herein means that the product is not subjected to temperature increases after cooking until the end of the production process, therefore even after the filling step.
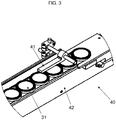
- the process further comprises a step of supplying a closing element 31 for closing the container 2, a step of sterilising at least the inside of the closing element 31 by radiating with at least one second UV-C lamp 41 during said supplying step and a capping step in which the sterilised closing element 31 is applied to the already filled container 2.
- the process further comprises a treatment of the inside of the container 2 to be filled by blowing air.
- such treatment takes place before the step of introducing one UV-C lamp 11 inside the container 2.
- the container 2 can be produced in a different factory and transported in uncontrolled contamination conditions.
- the container 2 can be produced in the same plant, but the transport from the production unit and to the bottling unit takes place under uncontrolled contamination conditions.
- the container 2 is potentially dirty and a treatment is provided by blowing air inside it in order to remove any dirt.
- this treatment step comprises the following steps:
- the step of treating the inside of the container 2, the step of introducing at least one first UV-C lamp 11 inside the container 2 and the step of radiating the inner surface take place in a same treatment station 10.
- the step of introducing at least one first UV-C lamp 11 inside the container 2 and the step of radiating the inner surface take place after the air blowing step inside the overturned container 2 and before the second overturning step of the container 2.
- steps take place when the container 2 is still overturned, with the head thereof facing downwards.
- this treatment takes place at least partially contemporaneously to the step of introducing at least one first UV-C lamp 11 and the step of radiating the inner surface of the container 2.
- such treatment takes place contemporaneously to the step of introducing at least one first UV-C lamp 11 and the step of radiating the inner surface of the container 2.
- the air used for the treatment of the inside of the container 2 is also used for the cooling of the container 2 during the exposure to the UV-C rays.
- the bottling plant 1 for bottling a container 2 for pumpable food products in accordance with this process, according to the present invention, is described below.
- the plant 1 comprises a treatment station 10 of the container 2.
- this station 10 at least one first UV-C lamp 11 is installed, configured for radiating the inner surface of the container 2.
- the first UV-C lamp 11 is conformed so as to be able to be inserted inside the container 2 and uniformly radiate the inner surface.
- This first UV-C lamp 11 is a known and commercially available device.
- the first lamp 11 used during the experiment is of the medium-pressure, multi-frequency, 400 W type with a single terminal.
- blower nozzles configured to blow air inside the container 2 so as to remove any dirt are also installed in the treatment station 10.
- the treatment station 10 further comprises movement means configured to overturn the container 2.
- the container 2 is vertical with the mouth facing upwards, as in a common situation of use, and is rotated substantially 180° so that it is vertical, but with the mouth facing downwards.
- the blower nozzles are installed in the treatment station 10 to blow air from below.
- the at least one first UV-C lamp 11 is installed so as to be inserted from below inside the overturned container 2.
- the movement means comprises a guide which has a trend so as to position the container 2 with the head thereof facing downwards during the advancement thereon.
- This guide is known as a twister guide.
- the container 2 is subjected to the blowing of air by the blower nozzles while it is overturned. In this way, the blown dirt falls out of the container 2 by gravity.
- the movement means comprises a robotic arm.
- the movement means comprises gripping elements, i.e., grippers.
- the treatment station 10 further comprises a heat conditioning system operatively active on the container 2 to condition the temperature thereof during the exposure to the UV-C rays.
- said system is operatively active to impose a cooling on the container 2.
- the blower nozzles are also configured to cool the container 2 radiated (and thus heated) by the at least one first UV-C lamp 11.
- the plant 1 comprises a filling station 20 for filling the container 2, located downstream of the treatment station 10 and a closing station 30 for closing the container 2, located downstream of the filling station 20.
- the treatment station 10, the filling station 20 and the closing station 30 have an in-line operation.
- a conveyor belt 50 transports the container 2 from the treatment station 10 to the closing station 30.
- the treatment station 10, the filling station 20 and the closing station 30 are of the rotating carousel type.
- the plant 1 further comprises a supply line 40 for supplying a closing element 31 for closing the container 2 to said closing station 30.
- At least one second UV-C lamp 41 configured to sterilise the closing element 31 during the supply to the closing station 30 is installed along the line 40.
- the supply line 40 comprises at least one guide 42 within which the closing element 31 slides until the closing station 30.
- the second UV-C lamp 41 is installed along the line 40 so as to be in proximity to, i.e., near, the closing element 31 to be sterilised.
- the second UV-C lamp is flat.
- the UV-C lamps (11, 41) installed on the plant 1 are controlled by an autonomous electronic system configured to reduce power in times of non-use.
- the treatment station 10, the filling station 20 and the closing station 30 are arranged in a controlled-atmosphere environment.
- Controlled-atmosphere environment is intended as a volume which is separated from the (dirty) outside environment by means of a physical separation which has the purpose of limiting the inlet of contaminants from the outside environment.
- the physical separation need not necessarily be sealed.
- the controlled-atmosphere environment is maintained at a preset overpressure value.
- microfiltered air flows from special devices are used to generate such overpressure.
- the purpose of preparing the controlled-atmosphere environment is to limit the re-contamination of the containers in the transfer from one station to the next.
- the organoleptic properties of the product are preserved by the use, in place of the pasteuriser, of UV-C lamps in combination with the hot filling to sanitise the container, thus rendering the heating after the filling typical of the pasteurisation step unnecessary.
- the product will gradually reduce the temperature thereof as it continues in the filling line and will no longer be heated.
- the radiating with UV-C lamps is not used for the total sterilisation of the container, so it is sufficient to use UV-C lamps with lower power compared to the known solutions and a shorter radiating time, which consequently leads to a reduction in consumption.
- the use of the heat of the cooked product to abate the residual bacterial load forms an energy recovery within the process which further reduces consumption.
- the sanitisation by radiation instead of pasteurisation also allows the adoption of 100% recyclable single-layer PET plastic containers, without however entailing the high costs of aseptic filling lines, the only option currently available to use containers of this material.
- the absence of the pasteurisation tunnel leads to a significant reduction in consumption and size, as well as in the cost of acquiring a traditional pasteurisation tunnel.
- the present invention also provides for the possibility of use in pre-existing systems with quite limited modifications.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Meat, Egg Or Seafood Products (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102019000019223A IT201900019223A1 (it) | 2019-10-17 | 2019-10-17 | Procedimento ed impianto di imbottigliamento di un contenitore per prodotti alimentari pompabili |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3808697A1 true EP3808697A1 (de) | 2021-04-21 |
Family
ID=69701411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20201682.0A Withdrawn EP3808697A1 (de) | 2019-10-17 | 2020-10-14 | Abfüllverfahren und -anlage zum abfüllen eines behälters für pumpfähige lebensmittel |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3808697A1 (de) |
| IT (1) | IT201900019223A1 (de) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2384778A (en) * | 1941-04-04 | 1945-09-11 | Whitman Helen | Irradiating bottle filling machine |
| US20030008044A1 (en) * | 1997-12-15 | 2003-01-09 | Le Froid S.A. | Process for packaging beverages in unmodified polyethylene terephthalate containers |
| EP2366657A2 (de) * | 2010-03-19 | 2011-09-21 | Krones AG | Vorrichtung und Verfahren zum Heißabfüllen von Getränken |
| EP2816002A1 (de) | 2013-06-21 | 2014-12-24 | Alex Guamis Alegre | Kontinuierliches Verpackungsverfahren unter Verwendung von ultraviolettem C-Licht zur Sterilisierung von Flaschen |
-
2019
- 2019-10-17 IT IT102019000019223A patent/IT201900019223A1/it unknown
-
2020
- 2020-10-14 EP EP20201682.0A patent/EP3808697A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2384778A (en) * | 1941-04-04 | 1945-09-11 | Whitman Helen | Irradiating bottle filling machine |
| US20030008044A1 (en) * | 1997-12-15 | 2003-01-09 | Le Froid S.A. | Process for packaging beverages in unmodified polyethylene terephthalate containers |
| EP2366657A2 (de) * | 2010-03-19 | 2011-09-21 | Krones AG | Vorrichtung und Verfahren zum Heißabfüllen von Getränken |
| EP2816002A1 (de) | 2013-06-21 | 2014-12-24 | Alex Guamis Alegre | Kontinuierliches Verpackungsverfahren unter Verwendung von ultraviolettem C-Licht zur Sterilisierung von Flaschen |
Also Published As
| Publication number | Publication date |
|---|---|
| IT201900019223A1 (it) | 2021-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103935734B (zh) | 一种用于处理容器并包括对输送器杀菌的装置 | |
| EP2816002B1 (de) | Kontinuierliches Verpackungsverfahren unter Verwendung von ultraviolettem C-Licht zur Sterilisierung von Flaschen | |
| CN110621609A (zh) | 无菌灌装机以及无菌灌装方法 | |
| JP4700946B2 (ja) | 容器の殺菌方法及び殺菌装置 | |
| JP7409452B2 (ja) | 無菌充填機及び無菌充填方法 | |
| CN103702688B (zh) | 用于生产灌装液体的饮料容器的方法及设备 | |
| CN1215372A (zh) | 用以对物品作表面灭菌的方法和设备以及适于对瓶子进行灭菌的系统 | |
| JP2011514292A (ja) | 包装材の殺菌のための装置及び方法、並びに包装材の充填および蓋付けのための設備 | |
| US20160229108A1 (en) | Blow molding device | |
| US20110225932A1 (en) | Apparatus and method for the hot filling of beverages | |
| JP2012001238A (ja) | 容器の殺菌、洗浄方法 | |
| JP7268350B2 (ja) | 充填システムおよび充填方法 | |
| EP3984943A1 (de) | Aseptische abfüllmaschine und verfahren zum kühlen des abfüllventils einer aseptischen abfüllmaschine | |
| EP3808697A1 (de) | Abfüllverfahren und -anlage zum abfüllen eines behälters für pumpfähige lebensmittel | |
| JP4668572B2 (ja) | 容器詰め飲料の製造方法 | |
| WO2018181494A1 (ja) | 内容物充填システムの検証方法および内容物充填システム | |
| JP2009113870A (ja) | 容器詰め飲料の製造方法 | |
| JP6664916B2 (ja) | 殺菌方法及び殺菌装置 | |
| JP5680316B2 (ja) | 容器詰め内容物の製造方法 | |
| JP6729741B2 (ja) | 内容物充填システムの検証方法および内容物充填システム | |
| JP2004269049A (ja) | 容器詰め飲料の製造方法 | |
| JPH0776324A (ja) | Petボトルの洗浄方法 | |
| JPH07187149A (ja) | プラスチックボトルの加熱殺菌及び除菌方法 | |
| JP2025006100A (ja) | 無菌成形装置 | |
| WO2025142912A1 (ja) | 容器殺菌方法および容器殺菌装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20211022 |