EP3838528A1 - Fassdaube, holzfass mit fassdauben und verfahren zur herstellung von fassdauben - Google Patents
Fassdaube, holzfass mit fassdauben und verfahren zur herstellung von fassdauben Download PDFInfo
- Publication number
- EP3838528A1 EP3838528A1 EP20000467.9A EP20000467A EP3838528A1 EP 3838528 A1 EP3838528 A1 EP 3838528A1 EP 20000467 A EP20000467 A EP 20000467A EP 3838528 A1 EP3838528 A1 EP 3838528A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- barrel
- stave
- individual segments
- barrel stave
- raw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27H—BENDING WOOD OR SIMILAR MATERIAL; COOPERAGE; MAKING WHEELS FROM WOOD OR SIMILAR MATERIAL
- B27H5/00—Manufacture of tubes, coops, or barrels
- B27H5/02—Building up with staves
- B27H5/04—Forming staves into the final shape and assembling same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27H—BENDING WOOD OR SIMILAR MATERIAL; COOPERAGE; MAKING WHEELS FROM WOOD OR SIMILAR MATERIAL
- B27H3/00—Manufacture of constructional elements of tubes, coops, or barrels
- B27H3/02—Manufacture of barrel staves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27H—BENDING WOOD OR SIMILAR MATERIAL; COOPERAGE; MAKING WHEELS FROM WOOD OR SIMILAR MATERIAL
- B27H5/00—Manufacture of tubes, coops, or barrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27H—BENDING WOOD OR SIMILAR MATERIAL; COOPERAGE; MAKING WHEELS FROM WOOD OR SIMILAR MATERIAL
- B27H5/00—Manufacture of tubes, coops, or barrels
- B27H5/02—Building up with staves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D9/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of wood or substitutes therefor
- B65D9/02—Containers of curved cross-section, e.g. cylindrical boxes
- B65D9/04—Containers of curved cross-section, e.g. cylindrical boxes made up of staves, e.g. barrels for liquids
Definitions
- the invention relates to a barrel stave according to the preamble of claim 1, a wooden barrel according to claim 8 and a method for producing barrel staves according to claim 9.
- the invention is based on the object of being able to manufacture the barrel staves and the wooden barrels inexpensively in a resource-saving manner.
- the barrel stave according to the invention is characterized in that it is composed of individual segments that are firmly connected to one another at the end.
- the individual segments are shorter pieces of wood that are put together in such a way that the barrel stave can have the length required to manufacture the wooden barrel. In this way, you can also remove leftover pieces can be used so that the wooden barrels can be produced in a way that saves raw materials.
- the raw barrel stave formed from the joined individual segments is too long.
- the respective end-side individual element is separated before or after the assembly of the unfinished facade stave to such an extent that the unfinished facade stave has the desired length.
- the individual segments are advantageously connected to one another in a form-fitting manner at the end.
- the individual segments are firmly connected to one another to form the stave.
- the form fit must act primarily in the longitudinal direction of the stave and can take place in various ways, for example by means of a type of dovetail connection or so-called click profiles. Tongue-and-groove or finger-joint connections can be used as material or non-positive connections using a food-grade adhesive.
- the individual segments are straight.
- At least one end face of the individual segments is designed to be inclined at an acute angle to a plane running perpendicular to the outside of the individual segments.
- the individual segments are connected to one another in such a way that they are inclined to one another by the angle of inclination of the end faces. If several individual segments are attached to one another in this way, a barrel stave is obtained which is approximately curved over its length.
- the form-fit connection between the individual segments can advantageously be designed in such a way that adjacent individual segments lie flat against one another with their inclined end faces.
- the barrel staves formed from the individual segments have a high level of strength and stability. In particular, this prevents individual segments in the connection area from becoming detached from one another.
- the individual segments located at the two ends of the barrel stave advantageously have no form-locking element on their free end face, but are, for example, flat. These free end faces of the end-side individual segments then form the upper and lower edge of the wooden barrel, which is formed by the barrel staves.
- connection between the individual segments it is possible to connect the connection between the individual segments to one another not only in a form-fitting manner, but also in a materially bonded manner, for example with an adhesive. Then the connection areas between the adjacent individual segments are perfectly sealed.
- the barrel staves can be placed flat against one another with their narrow sides running in the longitudinal direction during the manufacture of the wooden barrels.
- the wooden barrel according to the invention is characterized in that it can be assembled from barrel staves in an efficient and resource-saving manner, which in turn are formed from individual segments. They can be put together very easily and with little effort to make a barrel stave.
- the individual segments formed by wooden parts are first joined together at the front to form a raw barrel stave.
- this can be done by pushing into one another and pressing in in the transverse direction or in the case of a finger joint with the addition of the adhesive by pressing together in the longitudinal direction.
- the joining can be done by machine, partially machine or manually.
- the individual segments are simply clicked into one another in a longitudinal arrangement.
- the method according to the invention enables simple, cost- and material-saving manufacture of the raw barrel staves.
- a particularly simple procedure results when the individual segments are machined on the front side in such a way that adjacent individual segments run at an angle to one another after they have been joined.
- the angular position of the individual segments relative to one another results in a barrel stave that is curved over its length.
- Straight wooden parts are advantageously used as individual segments.
- the curvature is not continuous, but consists of individual straight sections at an angle to one another.
- the raw barrel staves can then be processed in a continuous process on their upper side and on their lower side in order to form an outer or inner side running convexly or concavely curved over their length.
- the continuous process enables efficient, fast and inexpensive production of the barrel stave.
- the raw barrel stave formed after the individual segments have been put together is transported through a processing machine with a first narrow side resting on a support.
- the two long sides of the raw drum stave forming the outside and inside of the finished barrel stave are each machined with at least one tool. These two tools engage in the raw barrel stave on the opposite long sides.
- the two tools rotate around their axes and process the two long sides with high precision. With the processing machine an effective, quick and precise processing of the raw barrel staves is guaranteed.
- one tool is used to produce the outside convex transversely to the longitudinal direction and the inside of the barrel stave, which is concave transversely to the longitudinal direction, with the other tool.
- the corresponding tools accordingly have a concave or convex working area.
- the two tools are moved in a controlled manner transversely to the feed direction during the passage of the raw stave through the processing machine in accordance with the curvature of the raw stave in order to obtain the desired curvature over the length of the raw stave.
- the exposed second narrow side of the raw barrel stave is advantageously processed in the same processing machine with at least one further tool.
- the raw barrel stave is thus processed on three sides as it passes through the first processing machine.
- the curved raw barrel stave is transported linearly through the processing machine, which can accordingly be of simple construction.
- At least one guide groove extending in the feed direction is advantageously made in the first narrow side.
- a lower horizontal spindle can be provided in the processing machine, for example, on which a groove milling tool sits, with which the guide groove can be milled in the first narrow side.
- a machine-side guide web extending in the feed direction can engage in the guide groove, so that the raw barrel stave, which is curved in its longitudinal direction, can be transported perfectly linearly through the processing machine with the aid of feed elements.
- the raw barrel stave processed on the three sides is turned so that the first narrow side having the guide groove is exposed and can be processed with an appropriate tool, with the guide groove also being removed. Then the barrel stave is finished and can be used to manufacture the wooden barrel.
- the partially processed raw barrel stave is guided with its two ends against a stop. It runs parallel to the feed direction and ensures that the partially processed raw barrel stave is reliably guided when its corresponding narrow side is processed.
- the partially processed raw barrel stave is thus perfectly supported between the stop and the guide during the processing of the second narrow side.
- Fig. 1 shows a schematic representation of a wooden barrel 1, which is composed of barrel staves 2. They are designed to be curved over their length and their narrow longitudinal sides lie against one another in a known manner in a liquid-tight manner. They are surrounded on the outside by several rings from the upper to the lower end, as a result of which the barrel staves 2 are securely connected to one another.
- the barrel staves are assembled from individual segments, which enables the wooden barrels 1 to be manufactured efficiently and economically.
- the Figures 3 to 5 show an example of a barrel stave 2, which is composed of five segments 2a to 2e. They can have the same or different lengths.
- the individual segments 2a to 2e are straight. They are attached to one another in a form-fitting manner to form the stave 2.
- the segments are advantageously pre-planed on 4 sides and cut in length.
- Fig. 2 shows one of the segments, which is provided with a form-fit element 3, 4 on each of the two end faces 5, 15.
- the two form-fit elements 3, 4 are designed to be complementary and form within the barrel stave 2 a dovetail connection between adjacent segments.
- the form-fit element 3 protrudes over one end face 5 of the segment 2b and has two projections 3a, 3b that run diverging from one another and have face ends 6, 7 that run in alignment. Both projections 3a, 3b protrude from a foot part 8 adjoining the end face 5 of the segment 2b, the side walls 9, 10 of which merge into the end face 5 of the segment 2b in a continuously curved manner opposite to one another.
- the transitions from the side walls 9, 10 to the end face 5 and the end faces 6, 7 of the projections 3a and 3b and the projections 3a and 3b are each formed with radii.
- the foot part 8 of the form-fitting element 3 is advantageously approximately half the thickness 13 of the segment 2b.
- the foot part 8 has a thickness such that the segments 2a to 2e which are attached to one another have a sufficiently high strength.
- the form-fit elements 3 extend over the entire width 14 of the segment ( Fig. 4 ).
- the form-fit element 4 located on the other end face 15 of the segment 2b is designed as a recess complementary to the form-fit element 3 ( Fig. 2a ).
- the form-fit element 4 is provided with correspondingly shaped and arranged depressions 16, 17. In the plugged together position, the form-fit element 3 rests with its outer contour on the inner contour of the form-fit element 4.
- the segments 2b to 2d have the basis of the Fig. 2 and 2a described design.
- the two end-side segments 2a, 2e of the barrel stave 2 have the protruding form-fit element 3, 4, or formed as a recess, only on one end face the barrel stave 2 is provided with a closed end face 18, 19 at both of its ends.
- the end face 5 having the form-locking element 3 lies at a small acute angle ⁇ to a plane 20 running perpendicular to the top and bottom 21, 22 of the segment 2b ( Fig. 2a ).
- the opposite end face 15 of the segment 2b is inclined by the same angle ⁇ with respect to a plane 20a running perpendicular to the top and bottom sides 21, 22, but in the opposite direction to the end face 5.
- the segments 2a to 2e are plugged together to form the stave 2, adjacent segments are inclined to one another by the angle ⁇ .
- the size of the angle ⁇ determines the curvature of the barrel stave 2 to be produced from the segments 2a to 2e. This curvature of the barrel stave 2 is derived from the Figures 3 to 5 evident. In the finished barrel, the curvature of the barrel stave results from the height of the barrel and the size of its bulbous shape. In order to produce the raw barrel stave in the length ready for installation and with the curvature ready for installation, the number of segments and the angle ⁇ must be selected accordingly.
- the barrel stave 2 composed of the segments has an unsteady shape in the raw state. So that the barrel stave 2 has a continuously curved shape over its length, the in the Figs. 3 and 4 Barrel stave 2 shown in the raw state is still processed after being plugged together.
- the barrel staves 2 rest with a narrow side 23 on a machine table (not shown).
- appropriate advance elements such as feed rollers, are provided which load the barrel staves 2 resting on the machine table against the machine table and convey them in the direction of advance.
- the machine has a lower, horizontal spindle on which a tool sits non-rotatably with which the narrow side 23 ( Fig. 6 ) at least one groove 24 is milled. How out Fig. 6 As can be seen, a plurality of grooves 24 lying parallel to one another are milled into the narrow side 23 of the barrel stave 2.
- the machine table is interrupted in the area of the lower horizontal spindle so that the tool sitting on it can mill the grooves 24.
- the machine bed of the machine is provided in the feed direction behind the lower horizontal spindle with protruding webs running in the feed direction which engage in the grooves 24 and thereby guide the barrel stave 2 as it passes through the machine.
- Fig. 8 shows a plan view of the still unprocessed barrel stave 2, the long sides 21, 22 of which, which form the top and bottom, are processed with a right tool 25 and a left tool 26. Both tools 25, 26 sit non-rotatably on vertical spindles which are rotatably driven in the feed direction 27 as the barrel stave 2 passes.
- the grooves 24 extend parallel to the feed direction 27.
- the axes of rotation 28, 29 of the tools 25, 26 and their areas of engagement on the barrel stave 2 are advantageously located in the feed direction 27 at a small distance behind one another or opposite one another. This results in a high machining accuracy.
- Both tools 25, 26 are profile tools with which the longitudinal sides 21, 22 are milled with the contour that is convex or concave in the transverse direction.
- the longitudinal sides 21, 22 form the outside and the inside of the barrel stave 2.
- Both tools 25, 26 can be adjusted in a controlled manner transversely to the feed direction 27 in the adjustment direction 30, 31 so that they can produce the curved shape when the barrel stave 2 passes through the machine.
- the transport path of the individual barrel staves through the machine is recorded in a known manner and the tools 25, 26 are adjusted via the machine control according to the specified curvature so that the barrel stave 2 has the desired continuously curved outside and inside after machining.
- the thickness 13 of the stave 2 is taken into account, so that only so much material is removed that the stave 2 has a sufficient thickness over its length.
- the left tool 26, with which the outer contour of the barrel stave 2 is generated is designed in such a way that it has a concavely curved milling area 32.
- the right tool 25, with which the inner contour of the barrel stave 2 is produced, is accordingly designed in such a way that it has a convexly curved milling area 33.
- the axial length of the tools 25, 26 is greater than the width 14 of the barrel stave 2, which is thereby processed over its entire width by the two tools 25, 26.
- the barrel stave 2 is also processed by an upper tool 34 ( Fig. 6 ).
- the narrow side 35 opposite the narrow side 23 is machined with the tool 34. Since the narrow side 35 is at an angle to the horizontal, the axis of rotation 36 of the tool 34 is arranged correspondingly inclined.
- the tool 34 is a planing tool which is driven to rotate about its axis 36 and planes the narrow side 35 flat.
- the tool 34 Since the barrel stave 2 is curved over its length, the tool 34 has such an axial length that it can process the curved narrow side 35 over the length of the barrel stave 2. As a result, it is not necessary to adjust the tool 34 in the direction of its axis of rotation 36 when machining the stave 2.
- the tool 34 is advantageously located behind the two tools 25, 26 in the feed direction 27.
- the upper tool 34 can be adjusted relative to the machine table on which the barrel stave 2 is supported during its passage through the machine.
- the inclination of the tool 34 can also be adjusted for adaptation to different angles of inclination of the narrow side 35, so that the axis of rotation 36 of the tool 34 can be adapted to different angles of inclination of the narrow side 35. Given a desired diameter of the barrel to be produced, the number of staves required results from the width of the individual barrel staves and the angle of inclination of the narrow side 35 from the number of staves.
- the barrel stave 2 After passing through the machine, the barrel stave 2 is finished using the tools 25, 26, 34 on the inner and outer contours and on the narrow side 35.
- the narrow side 23 with the grooves 24 is then machined on a second machine.
- the partially finished barrel stave 2 is rotated so that it rests with its machined narrow side 35 on the machine bed of the second machine. In contrast to the first machine, this machine bed has no protruding webs.
- a left guide 37 and a right stop 38 are provided to guide the barrel stave 2 ( Fig. 7 and 9 ).
- the guide 37 extends parallel to the feed direction 27 and rests on the machine bed. On this left guide 37, seen in the feed direction 27, the barrel stave 2 rests approximately halfway along the highest point of the convex curvature.
- the stop 38 also extends in the feed direction 27 and is arranged at an incline in such a way that the barrel stave 2 rests in the region of its end face 18 and close to the end face 19. Since the side of the stave 2 facing the stop 38 has a concave curve, the stave 2 only rests against the stop 38 with its end regions 39, 40.
- the stop 38 has a greater height than the guide 37 ( Fig. 7 ).
- stop 37 is provided on the machine so that it can be adjusted transversely to the feed direction 27 so that it can be adjusted to different strengths curved barrel staves 2 can be adjusted.
- inclination of the stop 38 can be adjusted to adapt to different angles of inclination of the narrow side.
- the stop 38 To process barrel staves 2 of different widths, it is expedient for the stop 38 to have a height corresponding to the greatest width of the barrel stave.
- the narrow side 23 of the barrel stave 2 having the grooves 24 is machined with a tool 41 which is rotatably driven about its axis 42 and is preferably a planing tool with which the narrow side 23 is milled so that the grooves 24 are removed.
- the axis of rotation 42 of the tool 41 is inclined so that the narrow side 23 can be machined with the corresponding angle of inclination.
- the axial length of the tool 41 is so great that the narrow side 23 can be machined over the entire length of the drum stave 2 without the tool 41 having to be adjusted.
- the tool 41 is advantageously adjustable in height transversely to the machine table.
- the inclination of the tool 41 can also be adjusted so that narrow sides 23 of the barrel staves 2 that are inclined at different angles can also be machined.
- the second machine has feed elements with which the drum stave 2 can be transported through the machine.
- the feed elements are advantageously feed rollers which rest in a known manner on the narrow side 23 of the barrel stave 2 and transport them in the feed direction 27 while resting on the machine table.
- the barrel stave 2 is supported in the manner described on the guide 37 and on the stop 38, which are located on opposite sides of the upright barrel stave 2.
- the feed rollers are also advantageously arranged inclined and their inclination can be adjusted or pivoted in accordance with the angle of inclination of the narrow side, so that they rest neatly on the entire narrow side 23. It must be taken into account here that the inclination is different before and after machining by the tool 41.
- the finished barrel staves ( Fig. 5 ) are then joined together to form a wooden barrel 1 in a known manner.
- Adjacent barrel staves are here with their narrow sides 23, 35 butting against one another.
- the narrow sides 23, 35 can be provided with form-fitting elements, for example in order to achieve a V-shaped tongue and groove connection.
- the tools 36, 41 processing the narrow sides 23, 35 are not planing tools, but profiling tools with which the corresponding form-locking elements can be produced over the length of the narrow sides 23, 35.
- the tools 34, 41 can be adjusted in a controlled manner transversely to the feed direction 27 in the direction of their axis of rotation 36, 42 while the barrel staves 2 pass through the machine in order to attach the corresponding form-fitting elements over the curved length of the narrow sides 23, 35.
- the narrow sides 23, 35 can be connected by means of glue or the staves can be assembled with the interposition of sealing elements.
- the manufacture of the wooden barrels 1 by means of the barrel staves 2 is very economical in terms of raw materials, because the barrel staves 2 can be assembled from individual segments 2a to 2e. Remnants can thus be used to manufacture the barrel staves 2.
- the residual wood that often occurs during woodworking can in this way be used optimally for the production of the barrel staves 2 and thus the wooden barrels 1.
- the raw wood can be used more effectively because the pieces are comparatively short can be used that are of high quality and free of cracks and can be sawn from the raw wood without sacrificing favorable fiber orientation.
- only a percentage of the log can be used to obtain the raw staves in the required quality, free of cracks and with the appropriate fiber orientation.
- the end-face connection of the segments 2a to 2e can be carried out with and without adhesive.
- the wooden barrel 1 can be produced very inexpensively without this being associated with disadvantages in terms of stability or tightness.
- the form-fit elements 3, 4 can also be designed in such a way that a keyhole profile results. Such a design of the form-locking elements 3, 4 also makes it possible to place the segments 2a to 2e at an angle to one another.
- Another possibility is to introduce finger joints in the end faces of the segments 2a to 2e.
- mutually abutting segments 2a to 2e interlock with their finger teeth.
- This finger-joint connection is then made with the aid of an adhesive, so that adjacent segments 2a to 2e are firmly connected to one another.
- connecting elements can also be used, such as those used in furniture or frame construction, for example.
- the end-face form-fit elements can be machined using conventional machining methods and machines, for example double-end profilers, CNC machining centers, tapping and slotting machines.
- the barrel staves 2 are made from the angularly juxtaposed segments 2a to 2e and are already machined with the intended curvature, the manufacturing costs of the wooden barrel are further reduced, since the barrel molding step, as is necessary in the usual wooden barrel production, is eliminated. In particular, wood breakage, which often occurs when molding a barrel, is avoided.
- the end faces 5, 15 of the segments 2a to 2e are perpendicular to the top and bottom 21, 22.
- the segments 2a to 2e are aligned one behind the other in the assembled state.
- the barrel staves are initially straight, they are bent into the shape required for manufacturing the wooden barrel 1 by a molding process, such as the barrel molding process described above.
- the straight raw facade staves are processed in a known way in a linear, straight through process.
- the tools are controlled and adjusted transversely to the feed direction during the run.
- the tools are arranged inclined in accordance with the desired inclination of the narrow sides and, if necessary, can also be adjusted in their inclination in a controlled manner during the passage of the barrel stave 2.
- the advantage of using curved raw barrel staves which already have the curvature ready for installation, also lies in the simpler processing described.
- the tools for processing the narrow sides only have to be adjusted radially, axially and in their inclination, but remain rigid when the barrel stave passes through the machine and do not have to be adjusted in a controlled manner. This significantly reduces the control effort and the effort required to record the workpiece position during the run.
- the barrel staves Immediately after processing, have the flat narrow sides with which they lie close together when the barrel is assembled.
- segments that are curved in the longitudinal direction can also be used, which are joined together at right angles or at a different angle on the front side.
- millings for a cover can be made at the upper and / or lower end.
- the visible outside of the barrel staves 2 can be sanded.
- slots or perforations can be made in the inside of the barrel stave 2 to enlarge the surface.
- the narrow side 23 with the grooves 24 can already be processed in the first machine. It has a further lower spindle on which a planing tool sits, with which the grooves 24 can be removed in the manner described.
- the spindle is inclined accordingly.
- the machine table or the workpiece support is advantageously also inclined in the area after this lower spindle.
- the workpieces can be picked up by a transport unit in the area of this lower spindle, by means of which they are transported in the feed direction for processing.
- the top and bottom sides 21, 22 of the raw facade staves 2 are processed in the manner described on the first machine.
- the second machine is designed in such a way that special support elements pick up the curved, partially machined or raw barrel stave 2 in an exact position from below and transport it linearly through the second machine.
- the machine is provided with a chain feed on which the support elements are provided.
- the barrel staves are processed on their narrow sides 23, 35 in the pass by inclined right and left tools.
- the barrel staves 2 can, for example, be supplied by robots and removed by robots.
- the top and bottom sides 21, 22 of the barrel staves 2 are again advantageously processed in the manner described on the first machine.
- the second machine has a machine table which has a support for the barrel stave 2 that is curved in accordance with the curvature of the barrel stave 2.
- the Barrel staves 2 are not transported linearly through the machine, but rather along the machine table which is curved in the feed direction.
- the barrel stave 2 is machined on its narrow sides 23, 35 with a left and a right tool during its passage.
- the tools are adjusted in a controlled manner transversely to the feed direction during the passage.
- the tools are arranged inclined in accordance with the desired inclination of the narrow sides and, if necessary, can also be adjusted in their inclination in a controlled manner while the barrel stave 2 is passing through the second machine. As described, this procedure is known in today's processing of straight facade staves.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Forests & Forestry (AREA)
Abstract
Description
- Die Erfindung betrifft eine Fassdaube nach dem Oberbegriff des Anspruches 1, ein Holzfass nach Anspruch 8 sowie ein Verfahren zur Herstellung von Fassdauben nach Anspruch 9.
- Es ist bekannt, Holzfässer aus gekrümmt verlaufenden Fassdauben zu bilden, die mit ihren Längsseiten dicht aneinander liegen. Die Fassdauben erstrecken sich über die Höhe des Holzfasses und werden üblicherweise nahe dem oberen und dem unteren Ende von einem Ring umgeben, mit dem die Fassdauben zusammengehalten werden. Die Fassdauben werden in der Regel entlang der natürlichen Fasern des Holzes gespalten. Bei der Fassherstellung werden sie in einem Dampfbiegeverfahren in eine gewölbte Form gebracht und mit den Ringen zusammengehalten. Bei der Herstellung der Holzfässer fallen viele Reststücke an, die nicht genutzt werden und Abfall darstellen.
- Der Erfindung liegt die Aufgabe zugrunde, die Fassdauben und die Holzfässer in rohstoffsparender Weise kostengünstig herstellen zu können.
- Diese Aufgabe wird bei der gattungsgemäßen Fassdaube erfindungsgemäß mit den kennzeichnenden Merkmalen des Anspruches 1, beim Holzfass erfindungsgemäß mit den Merkmalen des Anspruches 8 und beim Verfahren erfindungsgemäß mit den Merkmalen des Anspruches 9 gelöst.
- Die erfindungsgemäße Fassdaube zeichnet sich dadurch aus, dass sie aus Einzelsegmenten zusammengesetzt wird, die stirnseitig miteinander fest verbunden sind. Die Einzelsegmente sind kürzere Holzstücke, die so zusammengesetzt werden, dass die Fassdaube die zur Herstellung des Holzfasses notwendige Länge haben kann. Auf diese Weise können auch Reststücke verwendet werden, so dass die Holzfässer rohstoffsparend hergestellt werden können. In der Regel ist die aus den zusammengefügten Einzelsegmenten gebildete Rohfassdaube zu lang. Das jeweilige endseitige Einzelelement wird vor oder nach dem Zusammensetzen der Rohfassdaube so weit abgetrennt, dass die Rohfassdaube die gewünschte Länge hat.
- Die Einzelsegmente werden in vorteilhafter Weise stirnseitig formschlüssig miteinander verbunden. Dadurch sind die Einzelsegmente fest zur Fassdaube miteinander verbunden. Der Formschluss muss hinsichtlich der späteren Belastung primär in Längsrichtung der Fassdaube wirken und kann auf verschiedene Weise erfolgen, beispielsweise durch eine Art Schwalbenschwanz-Verbindung oder durch sogenannte Klickprofile. Nut-Feder- oder Keilzinkenverbindungen kommen unter Einsatz eines lebensmitteltauglichen Klebemittels als stoff- bzw. kraftschlüssige Verbindungen in Frage.
- Bei einer einfachen Ausgestaltung sind die Einzelsegmente gerade ausgebildet.
- Bei einer vorteilhaften Ausbildung ist zumindest die eine Stirnseite der Einzelsegmente unter einem spitzen Winkel geneigt zu einer senkrecht zur Außenseite der Einzelsegmente verlaufenden Ebene ausgebildet. Dadurch werden die Einzelsegmente derart aneinanderstoßend miteinander verbunden, dass sie um den Neigungswinkel der Stirnseiten geneigt zueinander verlaufen. Werden auf diese Weise mehrere Einzelsegmente aneinandergesetzt, dann ergibt sich eine Fassdaube, die über ihre Länge annähernd gekrümmt verläuft.
- Die Formschlussverbindung zwischen den Einzelsegmenten kann in vorteilhafter Weise so gestaltet sein, dass benachbarte Einzelsegmente mit ihren geneigt verlaufenden Stirnseiten flächig aneinanderliegen. Dadurch haben die aus den Einzelsegmenten gebildeten Fassdauben eine hohe Festigkeit und Stabilität. Insbesondere wird dadurch verhindert, dass Einzelsegmente im Verbindungsbereich sich voneinander lösen.
- Die an den beiden Enden der Fassdaube befindlichen Einzelsegmente weisen vorteilhaft an ihrer freien Stirnseite kein Formschlusselement auf, sondern sind beispielsweise eben gestaltet. Diese freien Stirnseiten der endseitigen Einzelsegmente bilden dann den oberen und den unteren Rand des Holzfasses, das durch die Fassdauben gebildet wird.
- Mit der Formschlussverbindung ist es auch in sehr einfacher Weise möglich, die Einzelsegmente ausreichend dicht miteinander zu verbinden, so dass der Fassinhalt nicht über die Formschlussverbindungen nach außen austreten kann.
- Es ist möglich, die Verbindung zwischen den Einzelsegmenten nicht nur formschlüssig, sondern zusätzlich auch stoffschlüssig, beispielsweise mit einem Klebemittel, miteinander zu verbinden. Dann ergibt sich eine einwandfreie Dichtheit der Verbindungsbereiche zwischen den benachbarten Einzelsegmenten.
- Die Fassdauben können mit ihren in Längsrichtung verlaufenden Schmalseiten bei der Herstellung der Holzfässer flächig aneinandergesetzt werden. Es besteht aber auch die Möglichkeit, an diesen Schmalseiten Formschlusselemente vorzusehen, mit denen benachbarte Fassdauben dichtend aneinander gesetzt werden können. Dadurch wird eine sehr hohe Festigkeit des Holzfasses und eine zuverlässige Dichtung erzielt.
- Das erfindungsgemäße Holzfass zeichnet sich dadurch aus, dass es effizient und rohstoffsparend aus Fassdauben zusammengesetzt werden kann, die ihrerseits aus Einzelsegmenten gebildet sind. Sie lassen sich sehr einfach und mit geringem Aufwand zur Fassdaube zusammensetzen.
- Beim erfindungsgemäßen Verfahren werden die durch Holzteile gebildeten Einzelsegmente zunächst stirnseitig aneinanderliegend zu einer Rohfassdaube zusammengefügt. Je nach Ausbildung der stirnseitigen Verbindung kann dies durch Ineinanderschieben und Einpressen in Querrichtung oder bei einer Keilzinkenverbindung unter Zugabe des Klebemittels durch Zusammenpressen in Längsrichtung erfolgen. Das Zusammenfügen kann maschinell, teilmaschinell oder manuell ausgeführt werden. Beim Einsatz eines Klickprofils werden die einzelnen Segmente in Längsanordnung einfach ineinander geklickt. Das erfindungsgemäße Verfahren ermöglicht eine einfache, kosten- und materialsparende Fertigung der Rohfassdauben.
- Eine besonders einfache Verfahrensweise ergibt sich, wenn die Einzelsegmente stirnseitig so bearbeitet werden, dass aneinanderliegende Einzelsegmente nach dem Zusammenfügen winklig zueinander verlaufen. Durch die winklige Lage der Einzelsegmente relativ zueinander ergibt sich eine Fassdaube, die über ihre Länge gekrümmt verläuft.
- Vorteilhaft werden als Einzelsegmente gerade Holzteile verwendet. Hierbei ist die Krümmung nicht stetig, sondern besteht aus einzelnen geraden, winklig zueinander liegenden Abschnitten.
- Bei einer vorteilhaften Ausführungsform können die Rohfassdauben anschließend zur Bildung einer über ihre Länge konvex bzw. konkav gekrümmt verlaufenden Außen- bzw. Innenseite an ihrer Oberseite und an ihrer Unterseite im Durchlaufverfahren bearbeitet werden. Das Durchlaufverfahren ermöglicht eine effiziente, schnelle und kostengünstige Herstellung der Fassdaube.
- Die nach dem Zusammensetzen der Einzelsegmente gebildete Rohfassdaube wird mit einer ersten Schmalseite auf einer Auflage aufliegend durch eine Bearbeitungsmaschine transportiert. Beim Durchlauf werden die beiden die Außen- und die Innenseite der fertigen Fassdaube bildenden Längsseiten der Rohfassdaube mit jeweils wenigstens einem Werkzeug bearbeitet. Diese beiden Werkzeuge greifen an den einander gegenüberliegenden Längsseiten in die Rohfassdaube ein. Während des Durchlaufes der Rohfassdaube rotieren die beiden Werkzeuge um ihre Achsen und bearbeiten die beiden Längsseiten mit hoher Genauigkeit. Mit der Bearbeitungsmaschine ist eine effektive, rasche und genaue Bearbeitung der Rohfassdauben gewährleistet.
- Vorteilhaft wird mit dem einen Werkzeug die quer zur Längsrichtung konvexe Außenseite und mit dem anderen Werkzeug die quer zur Längsrichtung konkave Innenseite der Fassdaube erzeugt. Die entsprechenden Werkzeuge haben dementsprechend einen konkaven bzw. konvexen Arbeitsbereich.
- Da die Rohfassdaube über ihre Länge gekrümmt verläuft, werden die beiden Werkzeuge während des Durchlaufes der Rohfassdaube durch die Bearbeitungsmaschine entsprechend der Krümmung der Rohfassdaube quer zur Vorschubrichtung gesteuert bewegt, um über die Länge der Rohfassdaube die gewünschte Krümmung zu erhalten.
- Vorteilhaft wird in der gleichen Bearbeitungsmaschine mit wenigstens einem weiteren Werkzeug die freiliegende zweite Schmalseite der Rohfassdaube bearbeitet.
- Die Rohfassdaube wird somit bei ihrem Durchgang durch die erste Bearbeitungsmaschine an drei Seiten bearbeitet.
- Die gekrümmte Rohfassdaube wird linear durch die Bearbeitungsmaschine transportiert, die dementsprechend konstruktiv einfach ausgebildet sein kann.
- Zur Führung der Rohfassdaube durch die Bearbeitungsmaschine wird in die erste Schmalseite in vorteilhafter Weise wenigstens eine in Vorschubrichtung sich erstreckende Führungsnut eingebracht. Hierfür kann beispielsweise in der Bearbeitungsmaschine eine untere horizontale Spindel vorgesehen sein, auf der ein Nutenfräswerkzeug sitzt, mit dem in der ersten Schmalseite die Führungsnut gefräst werden kann.
- In die Führungsnut kann ein maschinenseitiger, in Vorschubrichtung sich erstreckender Führungssteg eingreifen, so dass die in ihrer Längsrichtung gekrümmt ausgebildete Rohfassdaube einwandfrei linear mit Hilfe von Vorschubelementen durch die Bearbeitungsmaschine transportiert werden kann.
- Nach dem Durchlauf durch die Bearbeitungsmaschine wird die an den drei Seiten bearbeitete Rohfassdaube so gewendet, dass die die Führungsnut aufweisende erste Schmalseite freiliegt und mit einem entsprechenden Werkzeug bearbeitet werden kann, wobei auch die Führungsnut entfernt wird. Dann ist die Fassdaube fertig bearbeitet und kann zur Herstellung des Holzfasses eingesetzt werden.
- Damit eine einwandfreie Bearbeitung dieser Schmalseite an der teilweise bearbeiteten Rohfassdaube möglich ist, wird diese an beiden Längsseiten in Vorschubrichtung geführt.
- Hierbei ist es vorteilhaft, wenn die teilweise bearbeitete Rohfassdaube mit ihren beiden Enden an einem Anschlag geführt wird. Er verläuft parallel zur Vorschubrichtung und stellt sicher, dass die teilweise bearbeitete Rohfassdaube zuverlässig bei der Bearbeitung ihrer entsprechenden Schmalseite geführt wird.
- Außerdem ist es von Vorteil, wenn an der zwischen ihren Enden konvexen Außenseite der teilweise bearbeiteten Rohfassdaube eine in Vorschubrichtung sich erstreckende Führung anliegt.
- Die teilweise bearbeitete Rohfassdaube wird somit zwischen dem Anschlag und der Führung während der Bearbeitung der zweiten Schmalseite einwandfrei abgestützt.
- Der Anmeldungsgegenstand ergibt sich nicht nur aus dem Gegenstand der einzelnen Patentansprüche, sondern auch durch alle in den Zeichnungen und der Beschreibung offenbarten Angaben und Merkmale. Sie werden, auch wenn sie nicht Gegenstand der Ansprüche sind, als erfindungswesentlich beansprucht, soweit sie einzeln oder in Kombination gegenüber dem Stand der Technik neu sind.
- Weitere Merkmale der Erfindung ergeben sich aus den weiteren Ansprüchen, der Beschreibung und den Zeichnungen.
- Die Erfindung wird nachstehend anhand einiger in den Zeichnungen dargestellter Ausführungsformen näher erläutert. Es zeigen
- Fig. 1
- in perspektivischer Darstellung ein erfindungsgemäßes Holzfass, das aus erfindungsgemäßen Fassdauben hergestellt ist, ohne Deckel,
- Fig. 2
- in vergrößerter Darstellung und in Seitenansicht ein Einzelsegment einer erfindungsgemäßen Fassdaube,
- Fig. 2a
- in vergrößerter Darstellung an den Enden des Einzelsegmentes gemäß
Fig. 2 vorgesehene Formschlusselemente, - Fig. 3
- in Seitenansicht eine aus Einzelsegmenten zusammengesetzte Fassdaube im Rohzustand,
- Fig. 4
- in perspektivischer Darstellung die Fassdaube gemäß
Fig. 3 , - Fig. 5
- in perspektivischer Darstellung die Fassdaube gemäß
Fig. 3 in bearbeitetem Zustand, wobei die Trennlinien zwischen den aneinandergesetzten Einzelsegmenten nicht dargestellt sind, - Fig. 6
- in vereinfachter Darstellung drei Werkzeuge zur Bearbeitung der Fassdaube,
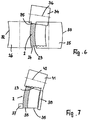
- Fig. 7
- in schematischer Darstellung zwei Führungen für die Fassdaube, die mit einem oberen Werkzeug bearbeitet wird,
- Fig. 8
- in schematischer Darstellung die Bearbeitung der erfindungsgemäßen Fassdaube auf einer ersten Bearbeitungsmaschine,
- Fig. 9
- in schematischer Darstellung die Bearbeitung der erfindungsgemäßen Fassdaube auf einer zweiten Bearbeitungsmaschine.
-
Fig. 1 zeigt in schematischer Darstellung ein Holzfass 1, das aus Fassdauben 2 zusammengesetzt ist. Sie sind über ihre Länge gekrümmt ausgebildet und liegen mit ihren schmalen Längsseiten in bekannter Weise flüssigkeitsdicht aneinander. Sie werden von dem oberen bis zu dem unteren Ende außenseitig von mehreren Ringen umfasst, wodurch die Fassdauben 2 sicher miteinander verbunden sind. - Die Fassdauben werden aus einzelnen Segmenten zusammengesetzt, wodurch eine effiziente, rohstoffsparende Herstellung der Holzfässer 1 möglich ist.
- Die
Fig. 3 bis 5 zeigen beispielhaft eine Fassdaube 2, die aus fünf Segmenten 2a bis 2e zusammengesetzt ist. Sie können gleiche, aber auch unterschiedliche Länge haben. Bei der dargestellten Ausführungsform sind die einzelnen Segmente 2a bis 2e gerade ausgebildet. Sie sind formschlüssig zur Fassdaube 2 aneinandergesetzt. Die Stirnseiten 5, 15, mit denen die Segmente 2a bis 2e aneinanderstoßen, sind winklig ausgebildet, was nachfolgend anhand vonFig. 2 beschrieben wird. Die Segmente sind vorteilhaft 4-seitig vorgehobelt und in der Länge gekappt. -
Fig. 2 zeigt eines der Segmente, das an beiden Stirnseiten 5, 15 mit jeweils einem Formschlusselement 3, 4 versehen ist. Die beiden Formschlusselemente 3, 4 sind komplementär ausgebildet und bilden innerhalb der Fassdaube 2 eine Schwalbenschwanzverbindung zwischen benachbarten Segmenten. - Das Formschlusselement 3 steht über die eine Stirnseite 5 des Segmentes 2b vor und weist zwei divergierend zueinander verlaufende Vorsprünge 3a, 3b mit fluchtend verlaufenden Stirnseiten 6, 7 auf. Beide Vorsprünge 3a, 3b stehen von einem an die Stirnseite 5 des Segmentes 2b anschließenden Fußteil 8 ab, dessen Seitenwände 9, 10 entgegengesetzt zueinander stetig gekrümmt in die Stirnseite 5 des Segments 2b übergehen. Die Übergänge der Seitenwände 9,10 zu der Stirnseite 5 und den Stirnseiten 6, 7 der Vorsprünge 3a und 3b sowie der Vorsprünge 3a und 3b sind jeweils mit Radien ausgebildet.
- Der Fußteil 8 des Formschlusselementes 3 liegt vorteilhaft in etwa halber Dicke 13 des Segmentes 2b. Der Fußteil 8 hat eine solche Dicke, dass die aneinandergesetzten Segmente 2a bis 2e eine ausreichend hohe Festigkeit haben.
- Die Formschlusselemente 3 erstrecken sich über die gesamte Breite 14 des Segmentes (
Fig. 4 ). - Das an der anderen Stirnseite 15 des Segmentes 2b befindliche Formschlusselement 4 ist als zum Formschlusselement 3 komplementäre Vertiefung ausgebildet (
Fig. 2a ). Zur Aufnahme der Vorsprünge 3a, 3b ist das Formschlusselement 4 mit entsprechend geformten und angeordneten Vertiefungen 16, 17 versehen. In zusammengesteckter Lage liegt das Formschlusselement 3 mit seiner Außenkontur an der Innenkontur des Formschlusselementes 4 an. - Wie aus
Fig. 3 hervorgeht, haben die Segmente 2b bis 2d die anhand derFig. 2 und2a beschriebene Gestaltung. Die beiden endseitigen Segmente 2a, 2e der Fassdaube 2 haben lediglich an einer Stirnseite das überstehende bzw. als Vertiefung ausgebildete Formschlusselement 3, 4. Dadurch ist die Fassdaube 2 an ihren beiden Enden mit einer geschlossenen Stirnseite 18, 19 versehen. - Da die Fassdaube 2 über ihre Länge gekrümmt ausgebildet sein soll, sind die Stirnseiten 5, 15 der aneinanderliegenden Segmente 2a bis 2e unter einem Winkel zur Außenseite der Segmente ausgebildet, wie anhand von
Fig. 2a erläutert wird. - Die das Formschlusselement 3 aufweisende Stirnseite 5 liegt unter einem kleinen spitzen Winkel α zu einer senkrecht zur Ober-und Unterseite 21, 22 des Segmentes 2b verlaufenden Ebene 20 (
Fig. 2a ). - Die gegenüberliegende Stirnseite 15 des Segmentes 2b ist um den gleichen Winkel α gegenüber einer senkrecht zur Ober- und Unterseite 21, 22 verlaufenden Ebene 20a geneigt, allerdings in entgegengesetzter Richtung wie die Stirnseite 5.
- Werden die Segmente 2a bis 2e zur Fassdaube 2 zusammengesteckt, liegen benachbarte Segmente um den Winkel α geneigt zueinander. Die Größe des Winkels α bestimmt die Krümmung der aus den Segmenten 2a bis 2e herzustellenden Fassdaube 2. Diese Krümmung der Fassdaube 2 ist aus den
Fig. 3 bis 5 ersichtlich. Beim fertigen Fass ergibt sich die Krümmung der Fassdaube aus der Höhe des Fasses und dem Mass seiner bauchigen Form. Um die Rohfassdaube in der einbaufertigen Länge und mit der einbaufertigen Krümmung herzustellen, müssen die Anzahl der Segmente und der Winkel α entsprechend gewählt werden. - Da die Segmente 2a bis 2e jeweils gerade ausgebildet sind, hat die aus den Segmenten zusammengesetzte Fassdaube 2 im Rohzustand eine unstetige Form. Damit die Fassdaube 2 eine über ihre Länge stetig gekrümmte Form hat, wird die in den
Fig. 3 und 4 im Rohzustand dargestellte Fassdaube 2 nach dem Zusammenstecken noch bearbeitet. - Durch die beschriebene Ausbildung der Formschlusselemente 3, 4 mit den stetig gekrümmten Konturübergängen lassen sich benachbarte Segmente so zusammenstecken, dass ihre Stirnseiten 5,15 und Formschlusselemente 3, 4 flächig aneinanderliegen und eine hohe Dichtigkeit der Formschlussverbindungen gewährleistet ist.
- Anhand der
Fig. 6 bis 9 wird die Bearbeitung der Fassdaube 2 im Rohzustand beschrieben. Die zur Bearbeitung der Fassdaube 2 eingesetzte Maschine ist nur schematisch dargestellt. Es handelt sich bei dieser Maschine um eine Durchlaufmaschine, bei der die Fassdauben 2 während ihres Transportes durch die Maschine an ihren Seiten bearbeitet werden. - Die Fassdauben 2 liegen bei ihrem Transport durch die Maschine mit einer Schmalseite 23 auf einem (nicht dargestellten) Maschinentisch auf. Zum Vorschub der Fassdaube 2 in der Maschine sind entsprechende Vorschubelemente, wie Vorschubwalzen, vorgesehen, die die auf dem Maschinentisch aufliegenden Fassdauben 2 gegen den Maschinentisch belasten und in Vorschubrichtung fördern.
- Die Maschine hat im Eintrittsbereich eine untere, horizontale Spindel, auf der ein Werkzeug drehfest sitzt, mit dem an der auf dem Maschinentisch aufliegenden Schmalseite 23 (
Fig. 6 ) wenigstens eine Nut 24 gefräst wird. Wie ausFig. 6 hervorgeht, werden in die Schmalseite 23 der Fassdaube 2 mehrere parallel zueinander liegende Nuten 24 gefräst. Der Maschinentisch ist im Bereich der unteren horizontalen Spindel unterbrochen, so dass das auf ihr sitzende Werkzeug die Nuten 24 fräsen kann. - Das Maschinenbett der Maschine ist in Vorschubrichtung hinter der unteren horizontalen Spindel mit vorstehenden, in Vorschubrichtung verlaufenden Stegen versehen, die in die Nuten 24 eingreifen und dadurch die Fassdaube 2 bei ihrem Durchlauf durch die Maschine führen.
-
Fig. 8 zeigt eine Draufsicht auf die noch unbearbeitete Fassdaube 2, deren die Oberseite und die Unterseite bildenden Längsseiten 21, 22 mit einem rechten Werkzeug 25 und einem linken Werkzeug 26 bearbeitet werden. Beide Werkzeuge 25, 26 sitzen drehfest auf vertikalen Spindeln, die beim Durchlauf der Fassdaube 2 in Vorschubrichtung 27 drehbar angetrieben werden. Die Nuten 24 erstrecken sich parallel zur Vorschubrichtung 27. - Die Drehachsen 28, 29 der Werkzeuge 25, 26 sowie deren Eingriffsbereiche an der Fassdaube 2 liegen vorteilhaft in Vorschubrichtung 27 mit geringem Abstand hintereinander oder gegenüber. Dadurch ergibt sich eine hohe Bearbeitungsgenauigkeit.
- Beide Werkzeuge 25, 26 sind Profilwerkzeuge, mit denen die Längsseiten 21, 22 mit der in Querrichtung konvexen bzw. konkaven Kontur gefräst werden.
- Wenn die Fassdauben 2 zum Holzfass 1 zusammengesetzt werden, bilden die Längsseiten 21, 22 die Außenseite und die Innenseite der Fassdaube 2.
- Beide Werkzeuge 25, 26 sind quer zur Vorschubrichtung 27 in Verstellrichtung 30, 31 gesteuert verstellbar, damit sie beim Durchlauf der Fassdaube 2 durch die Maschine die gekrümmte Form erzeugen können.
- Dabei wird in bekannter Weise der Transportweg der einzelnen Fassdaube durch die Maschine erfasst und die Werkzeuge 25, 26 über die Maschinensteuerung entsprechend der vorgegebenen Krümmung so verstellt, dass die Fassdaube 2 nach der Bearbeitung die gewünschte kontinuierlich gekrümmte Außen- und Innenseite aufweist.
- Bei der Verstellbewegung der Werkzeuge 25, 26 wird die Dicke 13 der Fassdaube 2 berücksichtigt, so dass nur so viel Material abgetragen wird, dass die Fassdaube 2 über ihre Länge eine ausreichende Dicke hat.
- Wie sich aus
Fig. 6 ergibt, ist das linke Werkzeug 26, mit dem die Außenkontur der Fassdaube 2 erzeugt wird, derart gestaltet, dass es einen konkav gekrümmten Fräsbereich 32 hat. - Das rechte Werkzeug 25, mit dem die Innenkontur der Fassdaube 2 hergestellt wird, ist dementsprechend so gestaltet, dass es einen konvex gekrümmten Fräsbereich 33 hat.
- Die axiale Länge der Werkzeuge 25, 26 ist größer als die Breite 14 der Fassdaube 2, die dadurch über ihre gesamte Breite durch die beiden Werkzeuge 25, 26 bearbeitet wird.
- Beim Durchlauf durch die Maschine wird die Fassdaube 2 außerdem durch ein oberes Werkzeug 34 bearbeitet (
Fig. 6 ). Mit dem Werkzeug 34 wird die der Schmalseite 23 gegenüberliegende Schmalseite 35 bearbeitet. Da die Schmalseite 35 winklig zur Horizontalen liegt, ist auch die Drehachse 36 des Werkzeuges 34 entsprechend geneigt angeordnet. - Das Werkzeug 34 ist ein Hobelwerkzeug, das um seine Achse 36 drehbar angetrieben wird und die Schmalseite 35 plan hobelt.
- Da die Fassdaube 2 über ihre Länge gekrümmt verläuft, hat das Werkzeug 34 eine solche axiale Länge, dass es die gekrümmt verlaufende Schmalseite 35 über die Länge der Fassdaube 2 bearbeiten kann. Dadurch ist eine Verstellung des Werkzeuges 34 in Richtung ihrer Drehachse 36 bei der Bearbeitung der Fassdaube 2 nicht erforderlich.
- Vorteilhaft befindet sich das Werkzeug 34 in Vorschubrichtung 27 hinter den beiden Werkzeugen 25, 26. Zur Anpassung an unterschiedlich breite Fassdauben 2 ist das obere Werkzeug 34 gegenüber dem Maschinentisch, auf dem die Fassdaube 2 während ihres Durchlaufes durch die Maschine abgestützt ist, verstellbar. Zusätzlich ist das Werkzeug 34 zur Anpassung an unterschiedliche Neigungswinkel der Schmalseite 35 auch in der Neigung einstellbar, so dass die Drehachse 36 des Werkzeuges 34 an unterschiedliche Neigungswinkel der Schmalseite 35 angepasst werden kann. Bei einem gewünschten Durchmesser des herzustellenden Fasses ergibt sich über die Breite der einzelnen Fassdaube die Anzahl der benötigten Dauben und über die Anzahl der Dauben der Neigungswinkel der Schmalseite 35.
- Nach dem Durchlauf durch die Maschine ist die Fassdaube 2 mittels der Werkzeuge 25, 26, 34 an der Innen- und der Außenkontur sowie an der Schmalseite 35 fertig bearbeitet. Auf einer zweiten Maschine wird anschließend die Schmalseite 23 mit den Nuten 24 bearbeitet. Hierzu wird die teilweise fertig bearbeitete Fassdaube 2 so gedreht, dass sie mit ihrer bearbeiteten Schmalseite 35 auf dem Maschinenbett der zweiten Maschine aufliegt. Im Unterschied zur ersten Maschine hat dieses Maschinenbett keine vorstehenden Stege. Zur Führung der Fassdaube 2 sind eine linke Führung 37 sowie ein rechter Anschlag 38 vorgesehen (
Fig. 7 und9 ). Die Führung 37 erstreckt sich parallel zur Vorschubrichtung 27 und liegt auf dem Maschinenbett auf. An dieser linken Führung 37, in Vorschubrichtung 27 gesehen, liegt die Fassdaube 2 etwa in halber Länge an der höchsten Stelle der konvexen Krümmung an. - Am gegenüberliegenden Anschlag 38 liegt die Fassdaube 2 mit ihren beiden Enden an, wie aus
Fig. 9 hervorgeht. - Der Anschlag 38 erstreckt sich ebenfalls in Vorschubrichtung 27 und ist derart geneigt angeordnet, dass die Fassdaube 2 im Bereich ihrer Stirnseite 18 und nahe der Stirnseite 19 anliegt. Da die dem Anschlag 38 zugewandte Seite der Fassdaube 2 konkav gekrümmt verläuft, liegt die Fassdaube 2 lediglich mit ihren Endbereichen 39, 40 am Anschlag 38 an.
- Der Anschlag 38 hat eine größere Höhe als die Führung 37 (
Fig. 7 ). - Vorteilhaft ist es, wenn der Anschlag 37 quer zur Vorschubrichtung 27 verstellbar an der Maschine vorgesehen ist, so dass er an unterschiedlich stark gekrümmte Fassdauben 2 angepasst werden kann. Darüber hinaus ist es vorteilhaft, wenn die Neigung des Anschlages 38 zur Anpassung an unterschiedliche Neigungswinkel der Schmalseite eingestellt werden kann.
- Zur Bearbeitung unterschiedlich breiter Fassdauben 2 ist es zweckmäßig, dass der Anschlag 38 eine der größten Breite der Fassdaube entsprechende Höhe aufweist.
- Die die Nuten 24 aufweisende Schmalseite 23 der Fassdaube 2 wird mit einem Werkzeug 41 bearbeitet, das um seine Achse 42 drehbar angetrieben wird und vorzugsweise ein Hobelwerkzeug ist, mit dem die Schmalseite 23 so gefräst wird, dass die Nuten 24 entfernt sind. Die Drehachse 42 des Werkzeuges 41 ist geneigt angeordnet, so dass die Schmalseite 23 mit dem entsprechenden Neigungswinkel bearbeitet werden kann.
- Die axiale Länge des Werkzeuges 41 ist so groß, dass die Schmalseite 23 über die gesamte Länge der Fassdaube 2 bearbeitet werden kann, ohne dass das Werkzeug 41 verstellt werden muss.
- Zur Anpassung an unterschiedlich breite Fassdauben 2 ist das Werkzeug 41 vorteilhaft quer zum Maschinentisch in der Höhe einstellbar.
- Es ist zusätzlich vorteilhaft, wenn auch die Neigung des Werkzeuges 41 eingestellt werden kann, so dass auch unterschiedlich schräg liegende Schmalseiten 23 der Fassdauben 2 bearbeitet werden können.
- Die zweite Maschine hat wie die erste Maschine Vorschubelemente, mit denen die Fassdaube 2 durch die Maschine transportiert werden kann. Die Vorschubelemente sind vorteilhaft Vorschubwalzen, die in bekannter Weise auf der Schmalseite 23 der Fassdaube 2 aufliegen und diese in Vorschubrichtung 27 auf dem Maschinentisch aufliegend transportieren. Die Fassdaube 2 ist hierbei in der beschriebenen Weise an der Führung 37 und am Anschlag 38 abgestützt, die sich auf einander gegenüberliegenden Seiten der hochkant stehenden Fassdaube 2 befinden. Vorteilhaft sind auch die Vorschubwalzen geneigt angeordnet und in der Neigung entsprechend dem Neigungswinkel der Schmalseite verstell- bzw. schwenkbar, so dass sie auf der gesamten Schmalseite 23 sauber aufliegen. Dabei ist zu berücksichtigen, dass die Neigung vor und nach der Bearbeitung durch das Werkzeug 41 unterschiedlich ist.
- Die fertig bearbeiteten Fassdauben (
Fig. 5 ) werden dann in bekannter Weise zum Holzfass 1 zusammengefügt. Benachbarte Fassdauben liegen hierbei mit ihren Schmalseiten 23, 35 stoßend aneinander. Zur Erhöhung der Dichtigkeit und Vereinfachung bei der Montage können die Schmalseiten 23, 35 mit Formschlusselementen versehen sein, um beispielsweise eine v-förmige Nut-Feder-Verbindung zu erreichen. In diesem Falle sind die die Schmalseiten 23, 35 bearbeitenden Werkzeuge 36, 41 keine Hobelwerkzeuge, sondern Profilierwerkzeuge, mit denen über die Länge der Schmalseiten 23, 35 die entsprechenden Formschlusselemente hergestellt werden können. Für diesen Fall sind die Werkzeuge 34, 41 quer zur Vorschubrichtung 27 in Richtung ihrer Drehachse 36, 42 während des Durchlaufes der Fassdauben 2 durch die Maschine gesteuert verstellbar, um die entsprechenden Formschlusselemente über die gekrümmt verlaufende Länge der Schmalseiten 23, 35 anzubringen. - Zur Erhöhung der Dichtigkeit können die Schmalseiten 23, 35 mittels Leim verbunden oder die Fassdauben unter Zwischenlage von Dichtelementen zusammengesetzt werden.
- Die Herstellung der Holzfässer 1 mittels der Fassdauben 2 ist sehr rohstoffsparend, weil die Fassdauben 2 aus einzelnen Segmenten 2a bis 2e zusammengesetzt werden können. So können Reststücke zur Herstellung der Fassdauben 2 herangezogen werden. Die bei der Holzbearbeitung häufig anfallenden Resthölzer können auf diese Weise optimal zur Herstellung der Fassdauben 2 und damit der Holzfässer 1 verwendet werden. Außerdem kann das Rohholz effektiver genutzt werden, da vergleichsweise kurze Stücke verwendet werden können, die qualitativ hochwertig und rissfrei sind und ohne Einbußen hinsichtlich eines günstigen Faserverlaufs aus dem Rohholz gesägt werden können. Demgegenüber kann bei der Verwendung einstückiger Rohdauben nur ein Prozentsatz des Holzstammes genutzt werden, um die Rohdauben in der geforderten Qualität, rissfrei und mit entsprechendem Faserverlauf zu gewinnen.
- Die stirnseitige Verbindung der Segmente 2a bis 2e kann mit und ohne Klebemittel durchgeführt werden.
- Da zur Herstellung der Fassdauben 2 Reststücke bzw. kurze und gesägte Rohholzteile verwendet werden können, lässt sich das Holzfass 1 sehr kostengünstig herstellen, ohne dass dies mit Nachteilen bei der Stabilität oder Dichtigkeit verbunden ist.
- Die Formschlusselemente 3, 4 können bei einer alternativen Ausführung auch derart gestaltet sein, dass sich ein Schlüssellochprofil ergibt. Auch eine solche Gestaltung der Formschlusselemente 3, 4 ermöglicht es, die Segmente 2a bis 2e winklig aneinanderzusetzen.
- Eine weitere Möglichkeit besteht darin, in die Stirnseiten der Segmente 2a bis 2e Keilzinken einzubringen. In diesem Falle greifen aneinanderstoßende Segmente 2a bis 2e mit ihren Keilzinken ineinander. Diese Keilzinkenverbindung wird dann mit Hilfe eines Klebemittels vorgenommen, so dass aneinanderliegende Segmente 2a bis 2e fest miteinander verbunden sind.
- Weiterhin können auch separate Verbindungselemente verwendet werden, wie sie zum Beispiel im Möbel- oder Rahmenbau zum Einsatz kommen, z. B. Doppelschwalbenschwanz/Doppelkeil. Dann muss in die einzelnen Segmente nur die entsprechende Gegenform als Vertiefung eingebracht werden.
- Die Bearbeitung der stirnseitigen Formschlusselemente kann mit herkömmlichen Bearbeitungsmethoden und -maschinen erfolgen, zum Beispiel Doppelendprofiler, CNC-Bearbeitungszentren, Zapf- und Schlitzmaschinen.
- Da die Fassdauben 2 aus den winklig aneinandergesetzten Segmenten 2a bis 2e hergestellt und bereits mit der vorgesehenen Krümmung bearbeitet werden, werden die Herstellkosten des Holzfasses weiter verringert, da der Arbeitsschritt des Fassformens entfällt, wie er bei der üblichen Holzfassherstellung erforderlich ist. Insbesondere wird Holzbruch vermieden, wie er beim Fassformen häufig auftritt.
- Das Fassformen erfolgt bei der herkömmlichen Holzfassherstellung durch Hammerschläge, was mit großem Lärm und mit erheblichem Krafteinsatz verbunden ist. Durch Wegfall dieses Fassformens mittels Hammerschlägen wird die Arbeitssicherheit erheblich erhöht.
- Da die Rohfassdaube mit den Werkzeugen 25, 26; 34, 41 bearbeitet wird, müssen die Segmente 2a bis 2e nicht exakt gleiche Dicke und/oder Breite haben. Mit den Werkzeugen 25, 26; 34, 41 werden ungleiche Dicken und/oder Breiten beseitigt.
- Es besteht auch die Möglichkeit, aus den Segmenten gerade Rohfassdauben zu bilden. In diesem Fall liegen die Stirnseiten 5, 15 der Segmente 2a bis 2e senkrecht zur Ober- und Unterseite 21, 22. Die Segmente 2a bis 2e liegen in zusammengestecktem Zustand fluchtend hintereinander. Auch in diesem Fall ergeben sich hinsichtlich der Holzausbeute die gleichen Vorteile, wie sie zuvor beschrieben worden sind. Da die Fassdauben zunächst gerade sind, werden sie durch einen Formvorgang, wie den oben beschriebenen Vorgang des Fassformens, in die zur Herstellung des Holzfasses 1 erforderliche Form gebogen.
- Die geraden Rohfassdauben werden in bekannter Weise in einem linearen, geraden Durchlaufprozess bearbeitet. Um die notwendige Taillierung der Fassdaube zu erzeugen, werden die Werkzeuge während des Durchlaufs quer zur Vorschubrichtung gesteuert verstellt. Die Werkzeuge sind entsprechend der gewünschten Neigung der Schmalseiten geneigt angeordnet und können bei Bedarf ebenfalls während des Durchlaufs der Fassdaube 2 in ihrer Neigung gesteuert verstellt werden.
- Der Vorteil des Einsatzes gekrümmter Rohfassdauben, die bereits die einbaufertige Krümmung haben, liegt auch in der beschriebenen, einfacheren Bearbeitung. Die Werkzeuge zur Bearbeitung der Schmalseiten müssen lediglich radial, axial und in ihrer Neigung eingestellt werden, bleiben aber beim Durchlauf der Fassdaube durch die Maschine starr und müssen nicht gesteuert verstellt werden. Dies reduziert den Steuerungsaufwand und den Aufwand zur Erfassung der Werkstückposition beim Durchlauf wesentlich. Die Fassdauben haben direkt nach der Bearbeitung die ebenen Schmalseiten, mit denen sie beim Zusammensetzen des Fasses dicht aneinander liegen.
- Zur Bildung der gekrümmten Rohfassdaube können anstelle gerader Segmentstücke, die stirnseitig winklig bearbeitet werden und winklig aneinander liegen, auch in Längsrichtung gekrümmte Segmente verwendet werden, die stirnseitig rechtwinklig oder auch in einem anderen Winkel zusammengefügt sind.
- Nach dem Zusammensetzen der Fassdauben 2 können am oberen und/oder unteren Ende Einfräsungen für einen Deckel angebracht werden.
- Für ein hochwertiges Aussehen kann die sichtbare Außenseite der Fassdauben 2 geschliffen werden.
- Es ist weiter möglich, nach oder vor dem Zusammensetzen der Fassdauben 2 zum Holzfass 1 die Teile an der Innenseite mittels einer thermischen Behandlung (Beflammen, Rösten, Toasten) anzukohlen bzw. zu rösten oder zu toasten. Diese Behandlung bringt Vorteile im Hinblick auf die Geschmacksbeeinflussung (Barrique-Geschmack) eines im Holzfass 1 gelagerten Weins.
- Zur Steigerung des Barrique-Geschmacks können in die Innenseite der Fassdaube 2 zur Oberflächenvergrößerung Schlitze oder Perforierungen eingebracht werden.
- Bei einer anderen Verfahrensweise zur Bearbeitung der Rohfassdauben kann die Schmalseite 23 mit den Nuten 24 bereits in der ersten Maschine bearbeitet werden. Sie hat eine weitere untere Spindel, auf der ein Hobelwerkzeug sitzt, mit dem die Nuten 24 in der beschriebenen Weise entfernt werden können. Die Spindel ist entsprechend geneigt angeordnet. Der Maschinentisch bzw. die Werkstückauflage ist im Bereich nach dieser unteren Spindel vorteilhaft ebenfalls geneigt angeordnet. Alternativ können die Werkstücke im Bereich dieser unteren Spindel von einer Transporteinheit aufgenommen werden, mittels derer sie zur Bearbeitung in Vorschubrichtung transportiert werden.
- Bei einer anderen Ausführungsform werden auf der ersten Maschine die Ober- und Unterseite 21, 22 der Rohfassdauben 2 in der beschriebenen Weise bearbeitet. Die zweite Maschine ist so ausgebildet, dass spezielle Stützelemente die gekrümmte teilbearbeitete bzw. rohe Fassdaube 2 in exakter Lage von unten aufnehmen und linear durch die zweite Maschine transportieren. Für den Transport ist die Maschine mit einem Kettenvorschub versehen, an dem die Stützelemente vorgesehen sind. Bei diesem Vorschub werden die Fassdauben an ihren Schmalseiten 23, 35 im Durchlauf durch geneigt angeordnete rechte und linke Werkzeuge bearbeitet. Die Fassdauben 2 können beispielsweise von Robotern zugeführt und mit Robotern entnommen werden. Bei einer weiteren Ausführungsform werden auf der ersten Maschine vorteilhaft wiederum die Ober- und Unterseite 21, 22 der Fassdauben 2 in der beschriebenen Weise bearbeitet. Die zweite Maschine hat einen Maschinentisch, der eine entsprechend der Krümmung der Fassdaube 2 gekrümmt verlaufende Auflage für die Fassdaube 2 hat. Die Fassdauben 2 werden nicht linear durch die Maschine transportiert, sondern entlang des in Vorschubrichtung gekrümmt verlaufenden Maschinentisches. Die Fassdaube 2 wird an ihren Schmalseiten 23, 35 mit einem linken und einem rechten Werkzeug während ihres Durchlaufs bearbeitet. Um die notwendige Taillierung der Fassdaube zu erzeugen, werden die Werkzeuge während des Durchlaufs quer zur Vorschubrichtung gesteuert verstellt. Die Werkzeuge sind entsprechend der gewünschten Neigung der Schmalseiten geneigt angeordnet und können bei Bedarf ebenfalls während des Durchlaufs der Fassdaube 2 durch die zweite Maschine in ihrer Neigung gesteuert verstellt werden. Diese Verfahrensweise ist, wie beschrieben, bei der heutigen Bearbeitung von geraden Fassdauben bekannt.
Claims (20)
- Fassdaube zur Herstellung von Holzfässern,
dadurch gekennzeichnet, dass die Fassdaube (2) aus Einzelsegmenten (2a bis 2e) zusammengesetzt ist, die stirnseitig fest miteinander verbunden sind. - Fassdaube nach Anspruch 1,
dadurch gekennzeichnet, dass die Einzelsegmente (2a bis 2e) formschlüssig miteinander verbunden sind. - Fassdaube nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die Einzelsegmente (2a bis 2e) gerade ausgebildet sind. - Fassdaube nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass zumindest die eine Stirnseite (5, 15) der Einzelsegmente (2a bis 2e) unter einem spitzen Winkel (a) geneigt zu einer senkrecht zur Ober- bzw. Unterseite (21, 22) der Einzelsegmente (2a bis 2e) verlaufenden Ebene (20, 20a) ausgebildet ist. - Fassdaube nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass die Formschlussverbindung (3, 4) zwischen den Einzelsegmenten (2a bis 2e) so gestaltet ist, dass benachbarte Einzelsegmente (2a bis 2e) mit ihren geneigt verlaufenden Stirnseiten (5, 15) flächig aneinander liegen. - Fassdaube nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass die Formschlussverbindung (3, 4) zwischen den Einzelsegmenten (2a bis 2e) eine Nut-Feder- oder eine Keilzinkenverbindung ist. - Fassdaube nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass die Fassdaube (2) an ihren Schmalseiten (23, 35) mit Formschlusselementen versehen ist, mit denen benachbarte Fassdauben (2) aneinandersetzbar sind. - Holzfass (1) mit Fassdauben (2) nach einem der Ansprüche 1 bis 7, die mit ihren Schmalseiten (23, 35) dichtend aneinandergesetzt sind.
- Verfahren zur Herstellung von Fassdauben (2) nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet, dass Einzelsegmente (2a bis 2e) stirnseitig aneinanderliegend miteinander zu einer Rohfassdaube zusammengefügt werden. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet, dass die Einzelsegmente (2a bis 2e) an ihren Stirnseiten (5, 15) derart bearbeitet werden, dass aneinanderliegende Einzelsegmente (2a bis 2e) nach dem Zusammensetzen winklig zueinander liegen und damit eine über die Länge gekrümmt verlaufende Rohfassdaube bilden. - Verfahren nach Anspruch 9 oder 10,
dadurch gekennzeichnet, dass die Rohfassdaube zur Bildung einer über ihre Länge konvex bzw. konkav verlaufenden Außen- (21) bzw. Innenseite (22) an ihrer Oberseite und an ihrer Unterseite im Durchlaufverfahren bearbeitet wird. - Verfahren nach einem der Ansprüche 9 bis 11,
dadurch gekennzeichnet, dass die Rohfassdaube mit einer ersten Schmalseite (23) auf einer Auflage durch eine Bearbeitungsmaschine transportiert wird, und dass beim Durchlauf die die Außenseite bzw. Oberseite und die Innenseite bzw. Unterseite bildenden Längsseiten (21, 22) der Rohfassdaube mit jeweils wenigstens einem Werkzeug (25, 26) bearbeitet werden. - Verfahren nach einem der Ansprüche 9 bis 12,
dadurch gekennzeichnet, dass mit dem einen Werkzeug (25) die quer zur Längsrichtung konvexe Außenseite und mit dem anderen Werkzeug (26) die quer zur Längsrichtung konkave Innenseite der Fassdaube erzeugt wird. - Verfahren nach einem der Ansprüche 9 bis 13,
dadurch gekennzeichnet, dass mit wenigstens einem weiteren Werkzeug (34) die gegenüberliegende zweite Schmalseite (35) der Rohfassdaube bearbeitet wird. - Verfahren nach einem der Ansprüche 9 bis 14,
dadurch gekennzeichnet, dass die über ihre Länge gekrümmte Rohfassdaube linear durch die Bearbeitungsmaschine transportiert wird. - Verfahren nach einem der Ansprüche 9 bis 15,
dadurch gekennzeichnet, dass in die erste Schmalseite (23) wenigstens eine in Vorschubrichtung (27) sich erstreckende Führungsnut (24) eingebracht wird. - Verfahren nach einem der Ansprüche 9 bis 16,
dadurch gekennzeichnet, dass die teilweise bearbeitete Rohfassdaube nach ihrem Durchlauf durch die Bearbeitungsmaschine so gewendet wird, dass die Führungsnut (24) in der ersten Schmalseite (23) in einem weiteren Bearbeitungsschritt mit einem Werkzeug (41) entfernt wird. - Verfahren nach einem der Ansprüche 9 bis 17,
dadurch gekennzeichnet, dass die teilweise bearbeitete Rohfassdaube an beiden Längsseiten (21, 22) in Vorschubrichtung (27) geführt wird. - Verfahren nach einem der Ansprüche 9 bis 18,
dadurch gekennzeichnet, dass die teilweise bearbeitete Rohfassdaube im Bereich ihrer beiden Enden (39, 40) an einem Anschlag (38) geführt wird. - Verfahren nach einem der Ansprüche 9 bis 19,
dadurch gekennzeichnet, dass an der zwischen ihren Enden (39, 40) konvexen Außenseite der teilweise bearbeiteten Rohfassdaube eine in Vorschubrichtung (27) sich erstreckende Führung (37) anliegt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019009022.5A DE102019009022A1 (de) | 2019-12-19 | 2019-12-19 | Fassdaube, Holzfass mit Fassdauben und Verfahren zur Herstellung von Fassdauben |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3838528A1 true EP3838528A1 (de) | 2021-06-23 |
| EP3838528B1 EP3838528B1 (de) | 2023-07-26 |
Family
ID=73855044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20000467.9A Active EP3838528B1 (de) | 2019-12-19 | 2020-12-14 | Fassdaube, holzfass mit fassdauben und verfahren zur herstellung von fassdauben |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11833709B2 (de) |
| EP (1) | EP3838528B1 (de) |
| DE (1) | DE102019009022A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3162014A1 (fr) * | 2024-05-07 | 2025-11-14 | Nzt | Merrain pour la réalisation de douelles de contenant en bois |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US300194A (en) * | 1884-06-10 | And emil m | ||
| GB102841A (en) * | 1915-05-16 | 1917-01-04 | Joseph Michael Hommel | Apparatus for Manufacturing Tubes with Staves. |
| FR504115A (fr) * | 1918-06-14 | 1920-06-25 | Erik Johansson | Perfectionnement apporté aux rampes et organes analogues et procédé pour leur fabrication |
| CH267460A (it) * | 1947-07-10 | 1950-03-31 | Cesare Gerosa | Recipiente con parete laterale costituita da elementi longitudinali di legno, quale mastello, secchio o simile. |
| FR2796587A1 (fr) * | 2000-06-09 | 2001-01-26 | Groupe Vicard | Barrique de bois, son procede de fabrication et dispositif pour sa mise en oeuvre |
| CN110653903A (zh) * | 2019-11-06 | 2020-01-07 | 吕志东 | 一种榫结构竹木桶盆 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8288A (en) * | 1851-08-12 | Machine fob jointing staves | ||
| US1162995A (en) * | 1914-06-17 | 1915-12-07 | John B Fair | Silo. |
| AT91180B (de) * | 1919-09-20 | 1923-02-10 | Ludwig Drexler | Einzelstück oder Daube zur Bildung von Behältern und Verfahren zu deren Herstellung. |
| GB797026A (en) * | 1956-01-20 | 1958-06-25 | Bataafsche Petroleum | Improvements in or relating to the manufacture of curved balsa wood members and structures incorporating such members |
| US8016144B2 (en) * | 2005-05-16 | 2011-09-13 | Donald Obergoenner | Wood joint for a barrelhead |
| US7654401B2 (en) * | 2005-05-16 | 2010-02-02 | Donald Obergoenner | Wood joint for a barrelhead |
| FR2949375A1 (fr) * | 2009-08-26 | 2011-03-04 | Seguin Moreau & C | Contenant en bois au moins en partie realise par aboutage et procede de fabrication correspondant |
-
2019
- 2019-12-19 DE DE102019009022.5A patent/DE102019009022A1/de not_active Withdrawn
-
2020
- 2020-12-14 EP EP20000467.9A patent/EP3838528B1/de active Active
- 2020-12-18 US US17/126,165 patent/US11833709B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US300194A (en) * | 1884-06-10 | And emil m | ||
| GB102841A (en) * | 1915-05-16 | 1917-01-04 | Joseph Michael Hommel | Apparatus for Manufacturing Tubes with Staves. |
| FR504115A (fr) * | 1918-06-14 | 1920-06-25 | Erik Johansson | Perfectionnement apporté aux rampes et organes analogues et procédé pour leur fabrication |
| CH267460A (it) * | 1947-07-10 | 1950-03-31 | Cesare Gerosa | Recipiente con parete laterale costituita da elementi longitudinali di legno, quale mastello, secchio o simile. |
| FR2796587A1 (fr) * | 2000-06-09 | 2001-01-26 | Groupe Vicard | Barrique de bois, son procede de fabrication et dispositif pour sa mise en oeuvre |
| CN110653903A (zh) * | 2019-11-06 | 2020-01-07 | 吕志东 | 一种榫结构竹木桶盆 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102019009022A1 (de) | 2021-06-24 |
| US11833709B2 (en) | 2023-12-05 |
| EP3838528B1 (de) | 2023-07-26 |
| US20210187780A1 (en) | 2021-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3214207A1 (de) | Verfahren und maschine zum fraesen von brettern fuer gespundete verkleidungen | |
| EP3546163B1 (de) | Verfahren zum konischen bearbeiten, insbesondere zum konischen hobeln, von werkstücken aus holz, kunststoff und dergleichen | |
| DE2937585A1 (de) | Rotierendes schneidwerkzeug sowie rohling zu seiner herstellung | |
| DE19504030C1 (de) | Verfahren und Vorrichtung zum Herstellen von Strands | |
| EP3653325B1 (de) | Verfahren zum spanenden erzeugen eines mit einer doppelschräg-verzahnung versehenen zahnrads | |
| EP3838528B1 (de) | Fassdaube, holzfass mit fassdauben und verfahren zur herstellung von fassdauben | |
| DE202005014619U1 (de) | Werkzeuganordnung für die Herstellung einer Schrägverzahnung bei Stirnrädern | |
| DE3030206A1 (de) | Maschine zum fraesen, hobeln u.dgl. | |
| DE2920755A1 (de) | Einrichtung und verfahren zum stirnseitigen zusammensetzen von hoelzern mittels keilzinkenverbindungen | |
| EP0663272B1 (de) | Verfahren zum Zerlegen eines Baumstammes in allseitig bearbeitete Holzerzeugnisse | |
| EP0744255B1 (de) | Vorrichtung zum Zerlegen von Baumstämmen in Holzerzeugnisse und Fräskopf für eine solche Vorrichtung | |
| DE2057778A1 (de) | Verfahren zum Herstellen von Profilhoelzern und Maschine zum Durchfuehren dieses Verfahrens | |
| DE3208377A1 (de) | Verfahren und vorrichtung zum ausfraesen der baumkanten von baumstaemmen | |
| DE3333623A1 (de) | Eckverbindung | |
| EP2665587B1 (de) | Kehlmaschine zum bearbeiten von stabförmigen werkstücken aus holz, kunststoff und dergleichen | |
| EP4458537B1 (de) | Fasenfräskopf und verfahren zur herstellung eines fasenfräskopfes | |
| DE2612134A1 (de) | Verfahren und vorrichtung zur bildung von verbindungsstellen in holz | |
| DE102009022345A1 (de) | Hobeleinrichtung, insbesondere Abricht- oder Fügeeinrichtung, für eine Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen | |
| AT527243B1 (de) | Verfahren und Vorrichtung zum Hobeln von Balken | |
| DE4120645C2 (de) | Splitterholz | |
| DE19700015C1 (de) | Verfahren zur Herstellung von Verleimprofilen an Hölzern | |
| EP1172166A1 (de) | Mehrteiliges Fräswerkzeug und Fräsverfahren | |
| DE102019002689A1 (de) | Verfahren zur Herstellung einer Längsnut mit Hinterschneidung in einem Werkstück aus Holz, Kunststoff und dergleichen sowie Maschine zur Durchführung eines solchen Verfahrens | |
| DE102012012706B4 (de) | Holzstück zum Ausbessern von Oberflächenfehlern an Bauteilen aus Holz oder Holzwerkstoff | |
| DE102016214701A1 (de) | Wälzfräser und Verfahren zur Herstellung eines Wälzfräsers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20211223 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B27H 5/00 20060101ALI20230120BHEP Ipc: B27H 5/04 20060101AFI20230120BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20230213 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502020004304 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231127 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231026 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231126 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231027 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502020004304 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20240102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231214 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20240102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20201214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20201214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230726 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251111 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20251217 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251203 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251117 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260225 Year of fee payment: 6 |