EP3885085B1 - Stanzwerkzeug - Google Patents
Stanzwerkzeug Download PDFInfo
- Publication number
- EP3885085B1 EP3885085B1 EP21161654.5A EP21161654A EP3885085B1 EP 3885085 B1 EP3885085 B1 EP 3885085B1 EP 21161654 A EP21161654 A EP 21161654A EP 3885085 B1 EP3885085 B1 EP 3885085B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- punching
- cutting
- die
- knife
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/14—Punching tools; Punching dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4454—Die heads carrying several moveable tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4472—Cutting edge section features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4481—Cutters therefor; Dies therefor having special lateral or edge outlines or special surface shapes, e.g. apertures
Definitions
- the invention relates to a punching tool for cutting PET-based film elements, with a punching unit which has a plurality of knife carriers, to each of which at least one punching knife is fastened, each having a cutting wedge tapering to a cutting edge, and with a die assigned to the punching unit and lying opposite it for receiving the film element to be processed, wherein the punching unit is mounted so as to be relatively movable relative to the die during a punching stroke taking place in a stroke direction between a starting position and a processing position, wherein the cutting wedges of the punching knives, in the processing position, plunge into the film element to be processed and, depending on their immersion depth, produce a cutting line or a perforation line in the film system along a processing length, wherein the cutting edges of the punching knives are contoured such that they each have an edge section which is inclined with respect to a reference line perpendicular to the stroke direction.
- Punching tools have been around for a long time. Their purpose is to cut large-area plastic film elements, which can be, for example, a two-dimensional large-area film or a three-dimensional film element. Such three-dimensional film elements can be, for example, yogurt cups, which, after production, are cut to specific They are to be processed in a variety of ways, for example, by singling them out or cutting them out in specific groups, such as four, six, or eight. Important components of such punching tools are punching knives, which, depending on the depth of penetration into the foil element, create either a cutting line or a breaking line. If a cutting line is created, the foil element is completely cut. If a breaking line is created, the foil element to be processed is weakened along this line.
- the EP 2 594 496 A1 discloses a cutting device, a packaging device with a cutting device, and a method for cutting a film.
- the cutting device comprises a knife comprising a blade, the blade comprising a plurality of first and a plurality of second teeth, the first teeth being longer than the second teeth, such that, in use, the first teeth contact a surface to be cut before the second teeth.
- a die cut is produced using the cutting device and the correspondingly contoured knife.
- the object of the invention is to create a punching tool of the type mentioned at the beginning, in which the load during the processing of plastic-based film elements, in particular for the punching blade is reduced compared to conventional punching tools.
- the punching tool according to the invention is characterized in that the cutting wedges are each formed by a wedge inner surface and a wedge outer surface and the die has a knife cavity which has a die edge associated with the wedge inner surface, wherein the wedge inner surface moves along the die edge at a certain distance transverse to the stroke direction during the punching stroke.
- the design of the cutting edges of the punching knives ensures that the cutting line or break line is gradually formed as the cutting wedges penetrate the film system.
- the cutting line or break line is thus formed in a "pulling cut” manner. This means that when a cutting line is formed, the entire edge length is not cut simultaneously, which significantly reduces the stress on the punching knives.
- perforations are also not formed simultaneously across the entire edge length, but gradually.
- the cutting wedges of the punching knives are each formed by a wedge inner surface and a wedge outer surface and the die has a die cavity which has a die edge assigned to the wedge inner surface, wherein the wedge inner surface moves at a certain distance transverse to the stroke direction along the die edge during the punching stroke.
- the cutting wedges plunge into the film element to be processed, they are pressed toward the die edge.
- the cutting edges of the punching knives are designed to have an edge section that is inclined relative to a reference line perpendicular to the stroke direction, this pressure is reduced toward the die edge, which reduces the load on the punching knives and thus improves the quality of the cut or break lines produced when cutting into the plastic material.
- the cutting edge has two edge sections arranged at an angle to each other, which together form a wedge shape.
- This wedge shape can be created, for example, in the manner of a diamond grind of the punching knife.
- An alternative geometry for the cutting edges of the punching knives is multiple edge sections that together form a wave-shaped contour.
- This wave shape can be created, for example, in the manner of a bread knife grind on the punching knife.
- the cutting edge it is possible for the cutting edge to have several edge sections that together form a zigzag or sawtooth-like contour.
- the punching unit comprises a plurality of, for example, star-shaped contour punches for punching out a surface section of the foil element, the underside of which is positioned closer to the die in the starting position than the cutting edges of the punching blades.
- the contour punches can precede the punching blades during the punching stroke and, for example, punch out a star-shaped contour before the punching blades come into contact with the foil element.
- the punching knives prefferably fastened to a knife seat of the associated knife carrier by means of fastening means, wherein the fastening means comprise a tuning element, in particular a disc-shaped element, inserted between the knife seat and the wedge inner surface for adjusting the distance between the die edge and the wedge inner surface.
- the fastening means comprise a tuning element, in particular a disc-shaped element, inserted between the knife seat and the wedge inner surface for adjusting the distance between the die edge and the wedge inner surface.
- the punching unit has a height adjustment device for adjusting the height of the punching knives between a cutting height position, in which the punching knives create a cutting line during the punching stroke, and a perforation height position, which is further away from the die than the cutting height position in the starting position and in which the punching knives create a breaking line in the form of a perforation line during the punching stroke.
- the height adjustment device is assigned a control device for individually controlling the punching knives in order to move them optionally to the cutting height position or the perforation height position. This makes it possible to create an individual punching pattern, whereby a wide variety of finishing processes for the film elements to be processed can be carried out with the same punching tool.
- the height adjustment device can, for example, have a type of switching system that can be controlled by the control device, whereby the height of the punching knives can be changed.
- the switching system can, for example, be operated fluidically, in particular pneumatically or electrically.
- the height adjustment device comprises height adjustment units for individually adjusting the height of the punching knives relative to the die.
- the height adjustment units enable fine adjustment of the height of the punching knives. While the height adjustment device ensures that the punching knives are adjusted between the cutting height and the perforation height, the height adjustment unit advantageously allows for continuous adjustment of the height of the punching knives over a specific adjustment range.
- the height adjustment units each have a base plate of the punching unit connected base body, on which the knife carrier with the punching knife is mounted so that it can move in the vertical direction via an adjustment drive.
- the adjustment drive is designed as a spindle drive, which allows for precise height adjustment.
- other types of adjustment drives can also be used.
- the punching unit has a hold-down device with at least one hold-down device which fixes the film element to be processed in the processing position on the die.
- the punching unit has at least one stop element, to which at least one counter-stop element is assigned on the die such that during the punching stroke, the stop element strikes the counter-stop element to limit the stroke of the punching unit.
- the die has at least one contour cavity which interacts with the associated contour punch during the punching stroke and into which the contour punch can be moved, wherein the contour cavity borders on adjacent knife cavities for the punching knives.
- the contour cavities are each surrounded by support sections that support the film element to be processed. These support sections can ensure that the film element to be processed is adequately supported and does not sag, which would negatively impact the cutting or perforation quality.
- the Figures 1 to 5 , 7 and 8 show a first exemplary embodiment of the punching tool 11 according to the invention for cutting plastic-based film elements 12.
- the punching tool 11 according to the invention is described below using a three-dimensional PET-based film element 12 as an example, which can be, for example, a yogurt cup.
- a three-dimensional PET-based film element 12 can be, for example, a yogurt cup.
- the punching tool 11 according to the invention can be used to process completely different plastic-based film elements 12, for example, two-dimensional plastic films.
- the punching tool 11 according to the invention can be used to process two- or three-dimensional PE, PP, PLA, or PVC-based film elements.
- the aim of the punching process of the plastic, especially PET-based film elements 12 is to assemble the film elements 12 from a virtually endless raw strand into individual groups or individual elements.
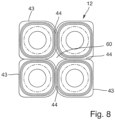
- An example of this is Figure 8 a group of four yogurt cups is shown.
- the punching tool 11 has a punching unit 13, which represents the movable part of the punching tool 11.
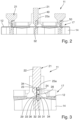
- a die 14 for receiving the film element 12 to be processed is arranged opposite the punching unit 13, wherein the punching unit 13 is moved relative to the die 14 during a punching stroke in a stroke direction 15 between a starting position 16 ( Figure 1 ) and a processing position 17 ( Figures 2 and 3) is mounted relatively movably.
- the punching unit 13 has a base plate 18, which is shown as an example in a rectangular shape.
- Several functional components of the punching unit 13 are attached to the base plate 18.
- Functional components include several punching knife modules 19, one of which is shown as an example in Figure 7
- the punching knife module 19 has an exemplary cube-shaped base body 20 on which a knife carrier 21 is movably mounted.
- the knife carrier 21 has a guide section 22 mounted on the base body 20 and a bearing section 23 forming the free end of the knife carrier 21, on which a flat and planar knife seat 24 for an associated punching knife 25a is formed.
- the punching knife 25a is detachably fastened to the associated knife seat 24 by means of fastening means.
- fastening means shown are fastening screws 26a, 26b, which penetrate associated through holes 27a, 27b in the punching knife and the associated recesses (not shown) are countersunk in the bearing section of the knife carrier 21.
- the punching knife 25a, 25b has a knife base 30 on which, as shown particularly in the Figures 4 to 6 shown, the through holes 27a, 27b are located, which penetrate the knife base 30 transversely to the stroke direction 15.
- the punching knife also has a cutting wedge 31 which tapers in the stroke direction to a cutting edge 32.
- the cutting wedge 31 is formed by a wedge inner surface 33 and a wedge outer surface 34, wherein the wedge outer surface 34 in the example is inclined to the stroke direction 15, while the wedge inner surface 33 runs substantially parallel to the stroke direction.
- the die 14 has a knife cavity 35 which has a die edge 36 associated with the wedge inner surface 33, wherein the wedge inner surface 33 moves along the die edge 36 during the punching stroke at a certain distance which is determined by the thickness of the adjusting disk 29 transversely to the stroke direction.
- the cutting edge 32 of the punching knife 25a is contoured such that it has an edge portion 37a, 37b which is inclined with respect to a reference line 38 perpendicular to the stroke direction 15.
- the cutting edge 32 has two edge sections 37a, 37b arranged at an angle to one another, which together form a wedge shape. This creates a wedge tip 40 or cutting tip approximately centrally with respect to the edge length 39, which first strikes the foil element 12 to be processed during the punching stroke.
- the characteristic contour of the cutting edge 32 according to the first embodiment is expediently produced in the manner of a diamond cut. As shown in particular in Figure 4 or 5, in this case, not only is the cutting edge 32 ground with the two edge sections 37a, 37b, but the grinding also extends into the wedge outer surface 34. For example, two flank surfaces 41a, 41b, also tapering towards each other in a wedge shape, are formed here.
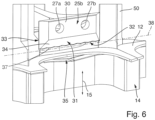
- the Figure 6 shows a second embodiment of the punching tool 11 according to the invention.
- the second embodiment differs from the previously described first embodiment in the different design of the punching blade 25b, which in this case has a differently contoured cutting edge 32.
- the cutting edge 32 has several edge sections 37 that together form a wave-shaped contour. This can be achieved, for example, in the manner of a "bread knife grind.”
- the cutting wedges 31 of the punching knives 37a, 37b plunge into the foil element 12 to be processed and, depending on their immersion depth, create a cutting line 43 or a breaking line 44 in the foil system 12 along an edge length of the cutting edge 32.
- a height adjustment device (not shown) belonging to the punching unit 13 is used to adjust the immersion depth of the punching knives 25a, 25b.
- the height adjustment device allows the punching knives 25a, 25b to be moved between a cutting height position 45, in which the punching knives 25a, 25b create a cutting line 43 during the punching stroke, and a perforation height position that is further away from the die 14 than the cutting height position 45 in the starting position 16.
- 46 in which the punching knives 25a, 25b create a breaking line during the punching stroke.
- punching knives 25b with a wave-shaped contour these are also suitable for forming breaking lines 44.
- the height adjustment device is a control device (not shown) that allows individual control of the punching knife modules 19, allowing them to be moved either to the cutting height position 45 or the perforation height position 46. This allows for a completely different grouping of punching knives that generate cutting lines 43 and punching knives that generate perforation lines 44 to be set in order to produce the foil element to be processed in a completely different way.
- the height adjustment unit can, for example, have a switching system that allows for fluidic, for example pneumatic, height adjustment of the punching knife modules 19.
- the height adjustment device comprises height adjustment units, of which Figure 7 One is shown as an example.
- the height adjustment units 47 include the base body 20 of the punching knife module 19, already described above, on which the knife carrier 21 is movably mounted in the stroke direction 15 via an adjustment drive 48, which also belongs to the height adjustment unit 47.
- the adjustment drive 48 is designed as a spindle drive.
- the punching unit 13 also includes other functional units.
- the punching unit 13 has a hold-down device 49 with at least one hold-down clamp that fixes the foil element to be processed in the processing position 17 on the die 14.
- the punching unit 13 comprises a plurality of, in the example, star-shaped contour punches 50 for punching out a surface section 60 ( Fig.8 ) of the film element 12 to be processed.
- a contour punch 50 is arranged between adjacent punching blades 27a, 27b.
- the undersides 51 of the contour punches are positioned closer to the die 14 in the starting position 16 than the cutting edges 32 of the punching blades 25a, 25b.
- the contour punches 50 precede the punching blades during the punching stroke and penetrate into the plastic material of the film element 12 before the punching blades 25a, 25b.
- the die 14 has a plurality of contour cavities 52 which interact with the associated contour punches 50 during the punching stroke and into which the contour punches 50 can be inserted, wherein the contour cavities each adjoin adjacent knife cavities 35 for the punching knives 25a, 25b.
- the contour cavities 52 are each surrounded by support sections 53 supporting the film element 12 to be processed.
- a step 54 is formed between the support sections 53 and the knife cavities.
- a further functional unit of the punching unit 13 is a stop element 55 arranged on the base plate 18, which interacts with a counter-stop element 56 arranged on the die 14 in such a way that the stop element 55 located on the movable punching unit 13 strikes the counter-stop element 56 to limit the punching stroke.
- a stop element 55 arranged on the base plate 18, which interacts with a counter-stop element 56 arranged on the die 14 in such a way that the stop element 55 located on the movable punching unit 13 strikes the counter-stop element 56 to limit the punching stroke.
- Fig. 1 shown are several pairs of stop elements 55 and counter-stop elements 56 distributed over the surface of base plate 18 on the one hand and die 14.
- a key aspect is that, before the first use of the punching tool, the distance between the wedge inner surface 33 and the die edge 36 of each individual punching blade 25a, 25b can be precisely adjusted using appropriately selected shims 29. This distance does not need to be readjusted during operation of the punching tool 11.
- the punching blades 25a, 25b can be replaced, for example, in the event of wear, but the shims remain in place, so that even with newly installed punching blades, the correct distance between the wedge inner surface 33 and the die edge 36 is always set.
- the packaging to be processed for the plastic-based film element 12 is first determined.
- An example of this is a group of four, such as four yogurt cups, which are still connected by break lines 44 and can then be separated from each other by tearing.
- groups of punching knives are then moved to the cutting height position 45, so that a cutting line 43 is created during the punching stroke, and other groups are moved to the perforation height position 46, so that break lines 44 are created here during the punching stroke.
- the punching unit 13 With the punching knives 25a, 25b correctly positioned at the height, moves downwards towards the die 14, on which the film element 12 to be processed was previously deposited.
- edge sections 42a, 42b of the cutting edges 32 of the punching knives 25, 25b are aligned obliquely to a reference line 38 oriented perpendicular to the stroke direction, cutting is not carried out simultaneously over the entire edge length, but gradually.
- the wedge tip 40 first penetrates the material of the film element 12.
- the cutting line 43 is therefore created in the manner of a pulling cut, which significantly reduces the forces on the punching knives 25a, 25b.
- the punching knives 25a, 25b move into the associated knife cavity 35 in the die 14.
- the punching knives 25b located at the perforation height 46 move into the foil element 12 to be processed, but do not penetrate as deeply, creating the previously described break line 44.
- the contour punches 50 Before the punching blades 25a, 25b, the contour punches 50 have already moved into the film element 12 to be processed and have punched out a star-shaped surface section 60, for example. Because the cutting line 43 is formed over the entire cutting edge 32 of the punching blade, the transition between the punched surface section 60 and the cutting line 43 is free of disruptive transitions, such as barb-like material residues. This is also supported by the fact that the film element 12 to be processed is supported in the area of the contour cavities 52 by the adjacent support sections 53.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
- Die Erfindung betrifft ein Stanzwerkzeug zum Schneiden von PET-basierten Folienelementen, mit einer Stanzstempeleinheit, die mehrere Messerträger aufweist, an denen jeweils wenigstens ein einen sich zu einer Schneidkante verjüngenden Schneidkeil aufweisendes Stanzmesser befestigt ist, und mit einer der Stanzstempeleinheit zugeordneten, diese gegenüberliegenden Matrize zur Aufnahme des zu bearbeitenden Folienelements, wobei die Stanzstempeleinheit gegenüber der Matrize bei einem in einer Hubrichtung erfolgenden Stanzhub zwischen einer Ausgangsposition und einer Bearbeitungsposition relativ beweglich gelagert ist, wobei die Schneidkeile der Stanzmesser in der Bearbeitungsposition in das zu bearbeitende Folienelement eintauchen und in Abhängigkeit von deren Eintauchtiefe entlang einer Bearbeitungslänge eine Schnittlinie oder eine Perforationslinie im Foliensystem erzeugen, wobei die Schneidkanten der Stanzmesser so konturiert sind, dass sie jeweils einen Kantenabschnitt aufweisen, der bezüglich einer zur Hubrichtung rechtwinkligen Referenzlinie geneigt ist.
- Stanzwerkzeuge sind bereits seit langem bekannt. Aufgabe solcher Stanzwerkzeuge ist es, großflächige aus Kunststoff bestehende Folienelemente, bei denen es sich beispielsweise um eine zweidimensionale großflächige Folie oder um ein dreidimensionales Folienelement handeln kann zu schneiden. Solche dreidimensionalen Folienelemente können beispielsweise Joghurt-Becher sein, die nach der Herstellung auf bestimmte Weise zu konfektionieren sind, beispielsweise zu vereinzeln oder in bestimmten, beispielsweise Vierer-, Sechser- oder Achter-Gruppen auszuschneiden. Wichtige Komponenten solcher Stanzwerkzeuge sind Stanzmesser, die in Abhängigkeit von der Eintauchtiefe in das Folienelement entweder eine Schnittlinie oder alternativ eine Brechlinie erzeugen. Wird eine Schnittlinie erzeugt, wird das Folienelement vollständig geschnitten. Wird eine Brechlinie erzeugt, wird das zu bearbeitende Folienelement entlang dieser geschwächt.
- Herkömmliche Stanzwerkzeuge, insbesondere deren Stanzmesser sind dazu eingerichtet, insbesondere Polystyrol-basierte Folienelemente zu bearbeiten. Aus Umweltschutzgründen werden derartige Polystyrol-basierte Folienelemente zunehmend durch andere kunststoffbasierte Folienelemente ersetzt, beispielsweise PET-basierte, PLA-basierte, PP-basierte Folienelemente. Insbesondere PET-basierte Folienelemente sind jedoch im Vergleich zu Polystyrol-basierten Folienelementen zäher, so dass das die Stanzmesser höheren Belastungen ausgesetzt sind.
- Die
EP 2 594 496 A1 offenbart eine Schneidevorrichtung, eine Verpackungsvorrichtung mit einer Schneidevorrichtung und ein Verfahren zum Schneiden einer Folie. Die Schneidevorrichtung umfasst ein Messer, das eine Klinge umfasst, wobei die Klinge mehrere erste und mehrere zweite Zähne umfasst, wobei die ersten Zähne länger sind als die zweiten Zähne, so dass im Gebrauch die ersten Zähne eine zu schneidende Oberfläche vor den zweiten Zähnen berühren. Mit der Schneidevorrichtung und dem dementsprechend konturierten Messer wird ein Stanzschnitt erzeugt. - Aufgabe der Erfindung ist es, ein Stanzwerkzeug der eingangs erwähnten Art zu schaffen, bei dem die Belastung bei der Bearbeitung kunststoffbasierter Folienelemente insbesondere für die Stanzmesser gegenüber herkömmlichen Stanzwerkzeugen verringert ist.
- Diese Aufgabe wird durch ein Stanzwerkzeug mit den Merkmalen des unabhängigen Anspruchs 1 gelöst. Weiterbildungen der Erfindung sind in den Unteransprüchen dargestellt.
- Das erfindungsgemäße Stanzwerkzeug zeichnet sich dadurch aus, dass die Schneidkeile jeweils von einer Keil-Innenfläche und einer Keil-Außenfläche gebildet sind und die Matrize eine Messerkavität aufweist, die eine der Keil-Innenfläche zugeordnete Matrizen-Kante aufweist, wobei sich die Keil-Innenfläche beim Stanzhub in einem bestimmten Abstand quer zur Hubrichtung entlang der Matrizen-Kante entlangbewegt.
- Die Ausgestaltung der Schneidkanten der Stanzmesser bewirken, dass die Schnittlinie oder Brechlinie beim Eintauchen der Schneidkeile in das Foliensystem nach und nach gebildet wird. Die Ausbildung der Schnittlinie oder Brechlinie erfolgt also nach Art eines "ziehenden Schnitts". Dadurch wird im Falle der Ausbildung einer Schnittlinie nicht gleichzeitig auf der gesamten Kantenlänge geschnitten, was die Belastung für die Stanzmesser wesentlich verringert. Auch bei der Ausbildung der Brechlinien werden Perforationen nicht über die gesamte Kantenlänge gleichzeitig ausgebildet, sondern ebenfalls nach und nach.
- Die Schneidkeile der Stanzmesser sind jeweils von einer Keil-Innenfläche und einer Keil-Außenfläche gebildet und die Matrize weist eine Matrizenkavität auf, die eine der Keil-Innenfläche zugeordnete Matrizen-Kante aufweist, wobei sich die Keil-Innenfläche beim Stanzhub in einem bestimmten Abstand quer zur Hubrichtung entlang der Matrizen-Kante entlang bewegt. Beim Eintauchen der Schneidkeile in das zu bearbeitende Folienelement, werden die Schneidkeile in Richtung zur Matrizen-Kante gedrückt. Dadurch, dass die Schneidkanten der Stanzmesser jedoch so konstruiert sind, dass sie einen Kantenabschnitt aufweisen, der bezüglich einer zur Hubrichtung rechtwinkligen Referenzlinie geneigt ist, wird dieser Druck in Richtung Matrizen-Kante verringert, was die Belastung auf die Stanzmesser verringert und damit die Qualität der erzeugten Schnitt- oder Brechlinien beim Schneiden in das Kunststoffmaterial erhöht.
- Bei einer Weiterbildung der Erfindung weist die Schneidkante zwei winkelig zueinander angeordnete Kantenabschnitte auf, die gemeinsam eine Keilform bilden. Diese Keilform kann beispielsweise nach Art eines Diamantschliffs des Stanzmessers erzeugt werden.
- Eine alternative Geometrie der Schneidkanten der Stanzmesser sind mehrere Kantenabschnitte, die gemeinsam eine wellenförmige Kontur bilden. Diese Wellenform kann beispielsweise nach Art eines Brotmesserschliffs des Stanzmessers erzeugt werden.
- Alternativ ist es möglich, dass die Schneidkante mehrere Kantenabschnitte aufweist, die gemeinsam eine zickzack oder sägezahnartige Kontur bilden.
- In besonders bevorzugter Weise weist die Stanzstempeleinheit mehrere beispielsweise sternförmige Konturstempel zum Ausstanzen eines Flächenabschnitts des Folienelements auf, deren Unterseite in der Ausgangsposition näher zur Matrize positioniert ist als die Schneidkanten der Stanzmesser. Die Konturstempel können beim Stanzhub den Stanzmessern vorauseilen und beispielsweise eine sternförmige Kontur ausstanzen bevor die Stanzmesser in Kontakt mit dem Folienelement kommen.
- Bei einer Weiterbildung der Erfindung ist es möglich, dass die Stanzmesser jeweils mittels Befestigungsmitteln lösbar an einem Messersitz des zugeordneten Messerträgers befestigt sind, wobei die Befestigungsmittel ein insbesondere scheibenförmiges zwischen dem Messersitz und der Keil-Innenfläche eingeschaltes Abstimmelement zur Einstellung des Abstandes zwischen der Matrizen-Kante und der Keil-Innenfläche aufweisen. Ist der Abstand zwischen der Keil-Innenfläche des Stanzmessers und der Matrizen-Kante über das Abstimmelement einmal eingestellt, so bedarf es beim Wechsel der Stanzmesser, beispielsweise in Folge von Verschleiß, keiner Nachjustierung oder Korrektur des Abstandes, da auch ein neu eingespanntes Stanzmesser stets den durch das Abstimmelement vorgegebenen Abstand seiner Keil-Innenfläche zur Matrizen-Kante einhält.
- In besonders bevorzugter Weise weist die Stanzstempeleinheit eine Höhenverstelleinrichtung zur Höhenverstellung der Stanzmesser zwischen einer Schnitt-Höhenlage, in der die Stanzmesser beim Stanzhub eine Schnittlinie erzeugen und eine gegenüber der Schnitt-Höhenlage in der Ausgangsstellung weiter von der Matrize entfernten Perforations-Höhenlage, in der die Stanzmesser beim Stanzhub eine Brechlinie in Form einer Perforationslinie erzeugen, auf. In besonders bevorzugter Weise ist der Höhenverstelleinrichtung eine Steuereinrichtung zugeordnet zur individuellen Ansteuerung der Stanzmesser, um diese wahlweise in die Schnitt-Höhenlage oder Perforations-Höhenlage zu bewegen. Dadurch lässt sich ein individuelles Stanzbild erzeugen, wodurch mit demselben Stanzwerkzeug unterschiedlichste Konfektionierungen der zu bearbeitenden Folienelemente durchführbar sind. Die Höhenverstelleinrichtung kann beispielsweise eine Art Schaltsystem aufweisen, das mittels der Steuereinrichtung ansteuerbar ist, wodurch die Höhenlage der Stanzmesser verändert werden kann. Das Schaltsystem kann beispielsweise fluidisch, insbesondere pneumatisch oder elektrisch betrieben werden.
- In besonders bevorzugter Weise weist die Höhenverstelleinrichtung Höhenjustiereinheiten zur individuellen Justierung der Höhenlage der Stanzmesser bezüglich der Matrize auf. Mit den Höhenjustiereinheiten ist eine Feinjustierung der Höhenlage der Stanzmesser möglich. Während die Höhenverstelleinrichtung dafür sorgt, die Stanzmesser zwischen der Schnitt-Höhenlage und der Perforations-Höhenlage zu verstellen, lässt sich zweckmäßigerweise mit der Höhenjustiereinheit eine stufenlose Verstellung der Höhenlage der Stanzmesser über einen bestimmten Verstellweg erzielen.
- In besonders bevorzugter Weise weisen die Höhenjustiereinheiten jeweils einen mit einer Grundplatte der Stanzstempeleinheit verbundenen Basiskörper auf, an dem der Messerträger mit dem Stanzmesser in Höhenrichtung über einen Verstellantrieb beweglich gelagert ist.
- Besonders bevorzugt ist der Verstellantrieb als Spindelantrieb ausgebildet, wodurch eine präzise Höhenjustierung eingeleitet werden kann. Es ist jedoch alternativ möglich, andere Arten von Verstellantrieben einzusetzen.
- Bei einer Weiterbildung der Erfindung weist die Stanzstempeleinheit eine Niederhalteeinrichtung mit wenigstens einem Niederhalter auf, der das zu bearbeitende Folienelement in der Bearbeitungsposition auf der Matrize fixiert.
- In besonders bevorzugter Weise weist die Stanzstempeleinheit wenigstens ein Anschlagelement auf, dem wenigstens ein Gegen-Anschlagelement an der Matrize derart zugeordnet ist, dass beim Stanzhub zur Hubwegbegrenzung der Stanzstempeleinheit das Anschlagelement auf das Gegen-Anschlagelement auftrifft.
- Bei einer Weiterbildung der Erfindung weist die Matrize wenigstens eine beim Stanzhub mit dem zugeordneten Konturstempel zusammenwirkende Konturkavität auf, in die der Konturstempel einfahrbar ist, wobei die Konturkavität an benachbarten Messerkavitäten für die Stanzmesser angrenzt.
- In besonders bevorzugter Weise sind die Konturkavitäten jeweils durch das zu bearbeitende Folienelement abstützende Stützabschnitte umrandet. Die Stützabschnitte können dafür sorgen, dass das zu konfektionierende Folienelement ausreichend abgestützt ist und nicht durchhängt, was negative Auswirkungen auf die Schnitt- oder Perforationsqualität hätte.
- Bevorzugte Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt und werden im Folgenden näher erläutert. In der Zeichnung zeigt:
- Figur 1
- eine perspektivische Darstellung eines bevorzugten Ausführungsbeispiels des erfindungsgemäßen Stanzwerkzeugs,
- Figur 2
- einen Längsschnitt durch einen Teil der Stanzstempeleinheit von
Figur 1 , - Figur 3
- eine vergrößerte Darstellung der Einzelheit X aus
Figur 2 , - Figur 4
- eine perspektivische Darstellung einer ersten Ausführungsform eines Stanzmessers gemäß dem ersten Ausführungsbeispiel des erfindungsgemäßen Stanzwerkzeugs,
- Figur 5
- eine perspektivische Darstellung der ersten Ausführung mit zu bearbeitendem Folienelement,
- Figur 6
- eine perspektivische Darstellung einer zweiten Ausführungsform eines Stanzmessers gemäß eines zweiten Ausführungsbeispiels des erfindungsgemäßen Stanzwerkzeugs,
- Figur 7
- eine perspektivische Ansicht auf ein Stanzmessermodul mit Messerträger und Stanzmesser sowie Verstellantrieb und
- Figur 8
- eine Draufsicht auf ein beispielhaft gemäß dem erfindungsgemäßen Stanzwerkzeug bearbeitetes PETbasiertes Folienelement.
- Die
Figuren 1 bis 5 ,7 und8 zeigen ein erstes Ausführungsbeispiel des erfindungsgemäßen Stanzwerkzeugs 11 zum Schneiden von kunststoffbasierten Folienelementen 12. Das erfindungsgemäße Stanzwerkzeug 11 wird im Folgenden beispielhaft anhand eines dreidimensionalen PET-basierten Folienelementes 12 beschrieben, bei dem es sich beispielsweise um JoghurtBecher handeln kann. Selbstverständlich ist es möglich, mit dem erfindungsgemäßen Stanzwerkzeug 11 auch ganz andere kunststoffbasierte Folienelemente 12 zu schneiden bzw. zu konfektionieren, beispielsweise zweidimensionale Kunststoff-Folien. Mit dem erfindungsgemäßen Stanzwerkzeug 11 ist es beispielsweise möglich zwei- oder dreidimensionale PE-, PP, PLA oder PVC-basierte Folienelemente zu konfektionieren. - Ziel bei der Stanzbearbeitung der kunststoff-, insbesondere PET-basierten Folienelemente 12 ist die Konfektionierung der Folienelemente 12 aus einem quasi endlosen Rohstrang zu einzelnen Gruppen oder Einzelelementen. Beispielhaft ist hier in
Figur 8 eine Gruppe aus vier Joghurtbechern gezeigt. - Wie insbesondere in
Figur 1 gezeigt weist das Stanzwerkzeug 11 eine Stanzstempeleinheit 13 auf, die das bewegliche Teil des Stanzwerkzeugs 11 darstellt. Der Stanzstempeleinheit 13 gegenüberliegend ist eine Matrize 14 zur Aufnahme des zu bearbeitenden Folienelements 12 angeordnet, wobei die Stanzstempeleinheit 13 gegenüber der Matrize 14 bei einem in einer Hubrichtung 15 erfolgenden Stanzhub zwischen einer Ausgangsposition 16 (Figur 1 ) und einer Bearbeitungsposition 17 (Figuren 2 und 3) relativ beweglich gelagert ist. - Wie in
Figur 1 gezeigt, besitzt die Stanzstempeleinheit 13 eine Grundplatte 18, die beispielhaft in rechteckiger Form dargestellt ist. An der Grundplatte 18 sind mehrere Funktionskomponenten der Stanzstempeleinheit 13 befestigt. Zu den Funktionskomponenten zählen mehrere Stanzmessermodule 19, von denen eines beispielhaft inFigur 7 gezeigt ist. Das Stanzmessermodul 19 besitzt einen beispielhaft kubusförmigen Basiskörper 20, an dem ein Messerträger 21 beweglich gelagert ist. Wie insbesondere inFigur 3 gezeigt, besitzt der Messerträger 21 einen am Basiskörper 20 gelagerten Führungsabschnitt 22 und einen das freie Ende des Messerträgers 21 bildenden Lagerabschnitt 23, an dem ein flächig und eben ausgebildeter Messersitz 24 für ein zugeordnetes Stanzmesser 25a ausgebildet ist. Wie insbesondere die Zusammenschau derFiguren 3 und7 zeigt, ist das Stanzmesser 25a mittels Befestigungsmitteln lösbar am zugeordneten Messersitz 24 befestigt. Als Befestigungsmittel sind beispielhaft Befestigungsschrauben 26a, 26b gezeigt, die zugeordnete Durchgangslöcher 27a, 27b im Stanzmesser durchsetzen und die zugeordnete Ausnehmungen (nicht dargestellt) im Lagerabschnitt des Messerträgers 21 versenkt sind. - Ein wichtiger Aspekt ist, dass zwischen der Sitzfläche 28 des Messersitzes 24 und dem Stanzmesser 25a ein Abstimmelement in Form einer relativ dünnen Abstimmscheibe 29 (
Figur 3 ) angeordnet ist. Die Abstimmscheibe 29 besitzt ebenfalls Durchgangslöcher, die von den Befestigungsschrauben 26a, 26b durchsetzt sind. Das Festschrauben des Stanzmessers 25a, 25b an der Sitzfläche 28 bewirkt also gleichzeitig ein Festklemmen der Abstimmscheibe 29 zwischen der Sitzfläche 28 und dem Stanzmesser 25a. - Wie insbesondere in
Figur 3 gezeigt, besitzt das Stanzmesser 25a, 25b eine Messerbasis 30 an der sich, wie insbesondere in denFiguren 4 bis 6 gezeigt, die Durchgangslöcher 27a, 27b befinden, die die Messerbasis 30 quer zur Hubrichtung 15 durchsetzen. - Das Stanzmesser besitzt darüber hinaus einen Schneidkeil 31, der sich in Hubrichtung zu einer Schneidkante 32 verjüngt.
- Wie insbesondere in
Figur 3 gezeigt, ist der Schneidkeil 31 von einer Keil-Innenfläche 33 und einer Keil-Außenfläche 34 gebildet, wobei die Keil-Außenfläche 34 im Beispielsfall geneigt zur Hubrichtung 15 ausgerichtet ist, während die Keil-Innenfläche 33 im Wesentlichen parallel zur Hubrichtung verläuft. - Wie ferner in
Figur 3 gezeigt, besitzt die Matrize 14 eine Messerkavität 35, die eine der Keil-Innenfläche 33 zugeordnete Matrizen-Kante 36 aufweist, wobei sich die Keil-Innenfläche 33 beim Stanzhub in einem bestimmten Abstand, der durch die Dicke der Abstimmscheibe 29 quer zur Hubrichtung festgelegt ist, entlang der Matrizen-Kante 36 entlang bewegt. - Wie insbesondere gemäß dem ersten Ausführungsbeispiel in den
Figuren 4 und 5 gezeigt, ist die Schneidkante 32 des Stanzmessers 25a so konturiert, dass sie einen Kantenabschnitt 37a, 37b aufweist, der bezüglich einer zur Hubrichtung 15 rechtwinkligen Referenzlinie 38 geneigt ist. - Wie insbesondere in den
Figuren 4 und 5 gezeigt, besitzt die Schneidkante 32 gemäß erstem Ausführungsbeispiel zwei winkelig zueinander angeordnete Kantenabschnitte 37a, 37b die gemeinsam eine Keilform bilden. Dadurch wird in etwa mittig bezüglich der Kantenlänge 39 eine Keilspitze 40 bzw. Schneidspitze gebildet, die beim Stanzhub zuerst auf das zu bearbeitende Folienelement 12 trifft. - Die charakteristische Kontur der Schneidkante 32 gemäß erstem Ausführungsbeispiel wird zweckmäßigerweise nach Art eines Diamantschliffs erzeugt. Wie insbesondere in
Figur 4 oder auch 5 gezeigt, ist in diesem Fall nicht nur die Schneidkante 32 mit den beiden Kantenabschnitten 37a, 37b angeschliffen, sondern der Schliff geht auch in die Keil-Außenfläche 34 über. Beispielsweise sind hier zwei ebenfalls keilförmig aufeinander zulaufende Freiflächen 41a, 41b ausgebildet. - Wie ferner in
Figur 4 gezeigt, ist die Messerkavität 35 an die Kontur der Schneidkante 32 angepasst. In diesem Fall besitzt die Messerkavität 35 zwei winklig zueinander angeordnete Kavitätsabschnitte 42a, 42b (Fig.4 ). - Die
Figur 6 zeigt ein zweites Ausführungsbeispiel des erfindungsgemäßen Stanzwerkzeugs 11. Das zweite Ausführungsbeispiel unterscheidet sich von dem zuvor beschriebenen ersten Ausführungsbeispiel durch die andersartige Ausgestaltung des Stanzmessers 25b, das in diesem Fall eine andersartig konturierte Schneidkante 32 aufweist. In diesem Fall weist die Schneidkante 32 mehrere Kantenabschnitte 37 auf, die gemeinsam eine wellenförmige Kontur bilden. Dies kann beispielsweise nach Art eines "Brotmesserschliff" erzielt werden. - Wie insbesondere in
Figur 3 gezeigt, tauchen die Schneidkeile 31 der Stanzmesser 37a, 37b in der Bearbeitungsposition in das zu bearbeitende Folienelement 12 ein und erzeugen in Abhängigkeit von deren Eintauchtiefe entlang einer Kantenlänge der Schneidkante 32 eine Schnittlinie 43 oder eine Brechlinie 44 im Foliensystem 12. Zur Einstellung der Eintauchtiefe der Stanzmesser 25a, 25b dient eine zur Stanzstempeleinheit 13 gehörende Höhenverstelleinrichtung (nicht dargestellt). Über die Höhenverstelleinrichtung lassen sich die Stanzmesser 25a, 25b zwischen einer Schnitt-Höhenlage 45, in der die Stanzmesser 25a, 25b beim Stanzhub eine Schnittlinie 43 erzeugen und einer gegenüber der Schnitt-Höhenlage 45 in der Ausgangsposition 16 weiter von der Matrize 14 entfernten Perforations-Höhenlage 46, in der die Stanzmesser 25a, 25b beim Stanzhub eine Brechlinie erzeugen, verstellen. Im Falle von Stanzmessern 25b mit wellenförmiger Kontur eignen sich diese auch zur Ausbildung von Brechlinien 44. - Der Höhenverstelleinrichtung ist eine Steuereinrichtung (nicht dargestellt), über die eine individuelle Ansteuerung der Stanzmessermodule 19 möglich ist, um diese wahlweise in die Schnitt-Höhenlage 45 oder die Perforation-Höhenlage 46 zu bewegen. Dadurch lässt sich eine ganz unterschiedliche Gruppierung von Stanzmessern, die Schnittlinien 43 erzeugen und Stanzmessern, die Perforationslinien 44 erzeugen, einstellen, um das zu bearbeitende Folienelement ganz unterschiedlich zu konfektionieren. Die Höhenverstelleinheit kann beispielsweise ein Schaltsystem aufweisen, über die sich fluidisch, beispielsweise pneumatisch eine Höhenverstellung der Stanzmessermodule 19 verwirklichen lässt.
- Wie insbesondere in
Figur 7 gezeigt, umfasst die Höhenverstelleinrichtung Höhenjustiereinheiten, von denen inFigur 7 eine beispielhaft gezeigt ist. Zu den Höhenjustiereinheiten 47 zählt der bereits vorstehend beschriebene Basiskörper 20 des Stanzmessermoduls 19 an dem der Messerträger 21 über einen Verstellantrieb 48, der ebenfalls zur Höhenjustiereinheit 47 gehört, beweglich gelagert ist und zwar in Hubrichtung 15. Im gezeigten Beispielsfall ist der Verstellantrieb 48 als Spindelantrieb ausgebildet. - Zu der Stanzstempeleinheit 13 zählen noch weitere Funktionseinheiten. Die Stanzstempeleinheit 13 weist eine Niederhalteeinrichtung 49 mit wenigstens einem Niederhalter auf, der das zu bearbeitende Folienelement in der Bearbeitungsposition 17 auf der Matrize 14 fixiert.
- Ferner umfasst die Stanzstempeleinheit 13 mehrere im Beispielsfall sternförmige Konturstempel 50 zum Ausstanzen eines Flächenabschnitts 60 (
Fig.8 ) des zu bearbeitenden Folienelements 12. Wie insbesondere inFigur 1 gezeigt, ist zwischen benachbarten Stanzmessern 27a, 27b jeweils ein Konturstempel 50 angeordnet. Die Unterseiten 51 der Konturstempel sind in der Ausgangsposition 16 näher zur Matrize 14 positioniert als die Schneidkanten 32 der Stanzmesser 25a, 25b. Damit eilen die Konturstempel 50 beim Stanzhub den Stanzmessern voraus und dringen vor den Stanzmessern 25a, 25b in das Kunststoffmaterial des Folienelements 12 ein. Wie insbesondere in denFiguren 1 bis 3 gezeigt, weist die Matrize 14 mehrere beim Stanzhub mit den zugeordneten Konturstempeln 50 zusammenwirkende Konturkavitäten 52 auf, in die die Konturstempel 50 einfahrbar sind, wobei die Konturkavitäten jeweils an benachbarte Messerkavitäten 35 für die Stanzmesser 25a, 25b angrenzen. Wie insbesondere inFigur 4 gezeigt, sind die Konturkavitäten 52 jeweils durch das zu bearbeitende Folienelement 12 abstützende Stützabschnitte 53 umrandet. Zwischen den Stützabschnitten 53 und den Messerkavitäten ist eine Stufe 54 ausgebildet. - Eine weitere Funktionseinheit der Stanzstempeleinheit 13 ist ein an der Grundplatte 18 angeordnetes Anschlagelement 55, das mit einem an der Matrize 14 angeordneten Gegen-Anschlagelement 56 derart zusammenwirkt, dass das an der beweglichen Stanzstempeleinheit 13 befindliche Anschlagelement 55 zur Begrenzung des Stanzhubs auf das Gegen-Anschlagelement 56 trifft. Wie insbesondere in
Fig. 1 gezeigt sind mehrere Paare von Anschlagelementen 55 und Gegen-Anschlagelementen 56 über die Fläche von Grundplatte 18 einerseits und Matrize 14 verteilt angeordnet. - Ein wesentlicher Aspekt ist, dass vor dem ersten Einsatz des Stanzwerkzeuges der Abstand zwischen der Keil-Innenfläche 33 und der Matrizen-Kante 36 jedes einzelnen Stanzmessers 25a, 25b durch entsprechend gewählte Abstimmscheiben 29 exakt eingestellt werden kann. Im Betrieb des Stanzwerkzeuges 11 muss dieser Abstand nicht nachgestellt werden. Die Stanzmesser 25a, 25b können, beispielsweise im Verschleißfall, ausgewechselt werden, jedoch bleiben die Abstimmscheiben vor Ort, so dass auch bei den neu montierten Stanzmessern stets der korrekte Abstand zwischen der Keil-Innenfläche 33 und der Matrizenkante 36 eingestellt ist.
- Im Betrieb wird zunächst festgelegt, welcher Konfektionierung das zu bearbeitende kunststoffbasierten Folienelement 12 erhalten soll. Beispielhaft sei hier eine Vierer-Gruppierung, beispielsweise Vierer-Joghurtbecher erwähnt, die jedoch noch an Brechlinien 44 zusammenhängen und dann durch Abreißen voneinander getrennt werden können.
- Je nach Konfektionierungsaufgabe werden dann Gruppen von Stanzmessern in die Schnitt-Höhenlage 45 bewegt, so dass beim Stanzhub eine Schnittlinie 43 erzeugt wird und andere Gruppen in die Perforations-Höhenlage 46, so dass hier beim Stanzhub Brechlinien 44 entstehen. Beim Stanzhub fährt die Stanzstempeleinheit 13 mit den korrekt in der Höhenlage positionierten Stanzmessern 25a, 25b nach unten in Richtung Matrize 14, auf der zuvor das zu bearbeitende Folienelement 12 abgelegt wurde.
- Dadurch, dass die Kantenabschnitte 42a, 42b der Schneidkanten 32 der Stanzmesser 25, 25b schräg zu einer senkrecht zur Hubrichtung ausgerichteten Referenzlinie 38 ausgerichtet sind, wird nicht gleichzeitig über die gesamte Kantenlänge geschnitten, sondern nach und nach. Beispielsweise schneidet bei dem ersten Ausführungsbeispiel zunächst die Keilspitze 40 in das Material des Folienelements 12 ein. Die Schnittlinie 43 wird daher nach Art eines ziehenden Schnitts erzeugt, was die Kräfte auf die Stanzmesser 25a, 25b erheblich reduziert.
- Beim Stanzschnitt fahren die Stanzmesser 25a, 25b in die zugeordnete Messerkavität 35 in der Matrize 14 ein. Den Stanzmessern nachgeordnet, fahren die in der Perforation-Höhenlage 46 befindlichen Stanzmesser 25b in das zu bearbeitende Folienelement 12 ein, jedoch tauchen nicht so tief ein, wodurch die bereits beschriebene Brechlinie 44 entsteht.
- Vor den Stanzmessern 25a, 25b sind bereits die Konturstempel 50 in das zu bearbeitende Folienelement 12 eingefahren und haben einen beispielsweise sternförmigen Flächenabschnitt 60 ausgestanzt. Dadurch, dass die Schnittlinie 43 über die gesamte Schneidkante 32 des Stanzmessers gebildet wird, ist der Übergang zwischen dem ausgestanzten Flächenabschnitt 60 und der Schnittlinie 43 ohne störende Übergänge, beispielsweise widerhakenartigen Materialresten. Dies wird auch dadurch unterstützt, dass das zu bearbeitende Folienelement 12 im Bereich der Konturkavitäten 52 durch die angrenzenden Stützabschnitte 53 abgestützt ist.
Claims (14)
- Stanzwerkzeug zum Schneiden von kunststoffbasierten Folienelementen (12), mit einer Stanzstempeleinheit (13), die mehrere Messerträger (21) aufweist, an denen jeweils wenigstens ein einen sich zu einer Schneidkante (32) verjüngenden Schneidkeil (31) aufweisendes Stanzmesser (25a, 25b) befestigt ist, und mit einer der Stanzstempeleinheit (13) zugeordneten, dieser gegenüberliegenden Matrize (14) zur Aufnahme des zu bearbeitenden Folienelements (12), wobei die Stanzstempeleinheit (13) gegenüber der Matrize (14) bei einem in einer Hubrichtung (15) erfolgenden Stanzhub zwischen einer Ausgangsposition (16) und einer Bearbeitungsposition (17) relativ beweglich gelagert ist, wobei die Schneidkeile (31) der Stanzmesser (25a, 25b) in der Bearbeitungsposition (17) in das zu bearbeitende Folienelement (12) eintauchen und in Abhängigkeit von deren Eintauchtiefe entlang einer Kantenlänge der Schneidkante (32) eine Schnittlinie (43) oder eine Brechlinie (44) im Foliensystem (12) erzeugen, wobei die Schneidkanten (32) der Stanzmesser (25a, 25b) so konturiert sind, dass sie jeweils einen Kantenabschnitt (37; 37a, 37b) aufweisen, der bezüglich einer zur Hubrichtung (15) rechtwinkligen Referenzlinie (38) geneigt ist, wobei
die Schneidkeile (31) jeweils von einer Keil-Innenfläche (33) und einer Keil-Außenfläche (34) gebildet sind und die Matrize eine Messerkavität (35) aufweist, die eine der Keil-Innenfläche (33) zugeordnete Matrizen-Kante (36) aufweist, wobei sich die Keil-Innenfläche (33) beim Stanzhub in einem bestimmten Abstand, der durch die Dicke einer Abstimmscheibe (29) quer zur Hubrichtung festgelegt ist, entlang der Matrizen-Kante 36 entlang bewegt. - Stanzwerkzeug nach Anspruch 1, dadurch gekennzeichnet, dass die Schneidkante (32) zwei winkelig zueinander angeordnete Kantenabschnitte (37a, 37b) aufweist, die gemeinsam eine Keilform bilden.
- Stanzwerkzeug nach Anspruch 1, dadurch gekennzeichnet, dass die Schneidkante (32) mehrere Kantenabschnitte (37) aufweist, die gemeinsam eine wellenförmige Kontur bilden.
- Stanzwerkzeug nach Anspruch 1, dadurch gekennzeichnet, dass die Schneidkante (32) mehrere Kantenabschnitte aufweist, die gemeinsam eine zickzackförmige Kontur bilden.
- Stanzwerkzeug nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Stanzstempeleinheit (13) mehrere beispielsweise sternförmige Konturstempel (50) zum Ausstanzen eines Flächenabschnitts des Folienelementes (12) aufweist, deren Unterseite (51) in der Ausgangsposition (16) näher zur Matrize (14) positioniert sind als die Schneidkanten (32) der Stanzmesser (25a, 25b).
- Stanzwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Stanzmesser (25a, 25b) jeweils mittels Befestigungsmitteln lösbar an einem Messersitz (24) des zugeordneten Messerträgers (31) befestigt sind, wobei die Befestigungsmittel ein insbesondere scheibenförmiges zwischen dem Messersitz (24) und der Keil-Innenfläche (33) angeordnetes Abstimmelement zur Einstellung des Abstandes zwischen der Matrizen-Kante (36) und der Keil-Innenfläche (33) aufweisen.
- Stanzwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Stanzstempeleinheit (13) eine Höhenverstelleinrichtung zur Höhenverstellung der Stanzmesser (25a, 25b) zwischen einer Schnitt-Höhenlage (45), in der die Stanzmesser (25a, 25b) beim Stanzhub eine Schnittlinie (43) erzeugen und einer gegenüber der Schnitt-Höhenlage (45) in der Ausgangsposition (16) weiter von der Matrize (14) entfernten Perforations-Höhenlage (46) in der die Stanzmesser (25a, 25b) beim Stanzhub eine Brechlinie (44) erzeugen, aufweist.
- Stanzvorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass der Höhenverstelleinrichtung eine Steuereinrichtung zugeordnet ist zur individuellen Ansteuerung der Stanzmesser (25a, 25b), um diese wahlweise in die Schnitt-Höhenlage (45) oder die Perforations-Höhenlage (46) zu bewegen.
- Stanzwerkzeug nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass die Höhenverstelleinrichtung Höhenjustiereinheiten (47) zur individuellen Justierung der Höhenlage der Stanzmesser (25a, 25b) bezüglich der Matrize (14) aufweist, wobei vorzugsweise die Höhenjustiereinheiten (47) jeweils einen mit einer Grundplatte (18) der Stanztempeleinheit (13) verbundenen Basiskörper (20) aufweisen, an dem der Messerträger (21) mit dem Stanzmesser in Hubrichtung (15) über einen Verstellantrieb (48) beweglich gelagert ist.
- Stanzwerkzeug nach Anspruch 9, dadurch gekennzeichnet, dass der Verstellantrieb als Spindelantrieb ausgebildet ist.
- Stanzwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Stanzstempeleinheit (13) eine Niederhalteinrichtung (49) mit wenigstens einem Niederhalter aufweist, der das zu bearbeitende Folienelement (12) in der Bearbeitungsposition (17) auf der Matrize (14) fixiert.
- Stanzwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Stanzstempeleinheit (13) wenigstens ein Anschlagelement (55) aufweist, dem wenigstens ein Gegen-Anschlagelement (56) an der Matrize (14) derart zugeordnet ist, dass beim Stanzhub zur Hubwegbegrenzung der Stanzstempeleinheit (13) das Anschlagelement (55) auf das Gegen-Anschlagelement (56) auftrifft.
- Stanzwerkzeug nach einem der Ansprüche 5 bis 13, dadurch gekennzeichnet, dass die Matrize (14) wenigstens eine beim Stanzhub mit dem zugeordneten Konturstempel (50) zusammenwirkende Konturkavität (52) aufweist, in die der Konturstempel (50) einfahrbar ist, wobei die Konturkavität (52) an benachbarte Messerkavitäten (35) für die Stanzmesser (25a, 25b) angrenzt.
- Stanzwerkzeug nach Anspruch 13, dadurch gekennzeichnet, dass die Konturkavitäten (52) jeweils durch das zu bearbeitende Folienelement (12) abstützende Stützabschnitte (53) umrandet sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020203752.3A DE102020203752B4 (de) | 2020-03-24 | 2020-03-24 | Stanzwerkzeug |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP3885085A2 EP3885085A2 (de) | 2021-09-29 |
| EP3885085A3 EP3885085A3 (de) | 2021-12-15 |
| EP3885085C0 EP3885085C0 (de) | 2025-04-30 |
| EP3885085B1 true EP3885085B1 (de) | 2025-04-30 |
Family
ID=74870648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21161654.5A Active EP3885085B1 (de) | 2020-03-24 | 2021-03-10 | Stanzwerkzeug |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3885085B1 (de) |
| DE (1) | DE102020203752B4 (de) |
| ES (1) | ES3030383T3 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021127601A1 (de) * | 2021-10-25 | 2023-04-27 | Slavoljub Stojanovski | Stanzvorrichtung |
| DE102022105660A1 (de) * | 2022-03-10 | 2023-09-14 | Rohrer Tools AG | Stanzwerkzeug |
| WO2023217487A1 (de) * | 2022-05-12 | 2023-11-16 | Weber Maschinenbau Gmbh Breidenbach | Trenneinheit |
| FR3146611B1 (fr) * | 2023-03-13 | 2025-03-07 | Synerlink | Outil de découpe à butées mobiles |
| EP4650125A1 (de) * | 2024-05-17 | 2025-11-19 | Rohrer Tools AG | Stanzwerkzeug |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4208565A1 (de) * | 1991-11-29 | 1993-09-23 | Roeder & Spengler Stanz | Stanzmesser |
| DE4139283A1 (de) | 1991-11-29 | 1993-06-03 | Roeder & Spengler Stanz | Stanzmesser und vorrichtung zum stanzen |
| DE19506292A1 (de) | 1995-02-23 | 1996-08-29 | Kiene Christel | Gerät zum Ausstanzen von Lichtbildern |
| DE202009001645U1 (de) | 2009-02-10 | 2009-04-30 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung zum bedarfsweisen Erzeugen eines Durchbruchs in einem Ausstattungsteil eines Fahrzeugs |
| EP2594496B1 (de) * | 2011-11-17 | 2015-04-08 | Cryovac, Inc. | Verpackungsvorrichtung mit Schneidgerät zum Schneiden einer Folie |
| ES2786824B2 (es) * | 2019-04-10 | 2021-05-11 | Ind Tecnologicas De Mecanizacion Y Automatizacion S A | Envase multiple y maquina para su fabricacion |
-
2020
- 2020-03-24 DE DE102020203752.3A patent/DE102020203752B4/de active Active
-
2021
- 2021-03-10 EP EP21161654.5A patent/EP3885085B1/de active Active
- 2021-03-10 ES ES21161654T patent/ES3030383T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3885085C0 (de) | 2025-04-30 |
| DE102020203752B4 (de) | 2021-10-07 |
| DE102020203752A1 (de) | 2021-09-30 |
| EP3885085A2 (de) | 2021-09-29 |
| ES3030383T3 (en) | 2025-06-27 |
| EP3885085A3 (de) | 2021-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3885085B1 (de) | Stanzwerkzeug | |
| EP2701861B1 (de) | Verfahren und vorrichtung zur herstellung von flanschlosen ziehteilen | |
| DE3623035C1 (de) | Verfahren und Vorrichtung zum Herstellen eines eine scharfe Schneidkante aufweisenden Stanzwerkzeugs | |
| EP1889696B1 (de) | Stanzvorrichtung und Verfahren zum Betrieb davon | |
| EP2903790B1 (de) | Verfahren und werkzeugeinheit zur einstellung eines stanzspalts | |
| DE1918780C2 (de) | Verfahren und Vorrichtung zum Feinschneiden von Werkstücken aus Blech | |
| EP0125667A1 (de) | Bandstahlstanzwerkzeug für Zuschnitte aus Karton od. dgl. | |
| EP4074478B1 (de) | Stanzwerkzeug | |
| DE102015222178B4 (de) | Perforationssystem und Verfahren | |
| EP2886231A1 (de) | Verfahren zum Herstellen eines Karosserieformteils | |
| EP1285405B1 (de) | Vorrichtung zum stanzen von kunststoffen | |
| DE4035792C1 (en) | Printed circuit board panel de-edging device - has two saw-blades mounted in bearingblockings which can be positionally adjusted | |
| EP0585576B1 (de) | Lochstanze | |
| EP1764194B1 (de) | Stanzvorrichtung und Verfahren zum Betrieb davon | |
| EP1486302A1 (de) | Vorrichtung zum Stanzen von Zuschnitten aus einem Materialbogen | |
| EP4241946B1 (de) | Stanzwerkzeug | |
| DE102017129367B4 (de) | Trägerelement zur Aufnahme von Stanzlinien, das Trägerelement umfassende Stanzform und Verfahren zur Herstellung der Stanzform | |
| EP4650125A1 (de) | Stanzwerkzeug | |
| DE10322302B4 (de) | Anlage zur Herstellung von Platinen aus bandförmigem Material | |
| EP4303026B1 (de) | Verfahren und vorrichtung zur erstellung eines booklets | |
| EP1555096A2 (de) | Gegenwerkzeug zum Schneiden von bahnartigem Material sowie Verfahren zur Erzeugung von Querschnitten in einem bahnartigen Material mit einem solchen Gegenwerkzeug | |
| EP1649989A1 (de) | Werkzeug zum Stanzen von Einfach- und Mehrfachbehältern aus Kunststofffolien | |
| EP1184127A1 (de) | Bearbeitungsvorrichtung für flache Bögen | |
| DE102021118127A1 (de) | Verfahren zur herstellung eines stanzwerkzeugs sowie zur herstellung eines puzzles mit demselben und entsprechendes stanzwerkzeug sowie stanzeinheit | |
| EP4263161A1 (de) | Verfahren, fertigungszelle und holzfurnier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26F 1/44 20060101ALI20211109BHEP Ipc: B26F 1/40 20060101AFI20211109BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220609 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240503 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LAUTZ, CARSTEN Inventor name: NICK, JUERGEN Inventor name: MOSER, AMOS |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241206 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20250319 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021007319 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20250515 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250521 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3030383 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250730 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260311 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 6 Effective date: 20260205 |
|
| 26N | No opposition filed |
Effective date: 20260202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260317 Year of fee payment: 6 |