EP3925746A1 - Verfahren und vorrichtung zum bearbeiten eines endbereichs eines profils - Google Patents
Verfahren und vorrichtung zum bearbeiten eines endbereichs eines profils Download PDFInfo
- Publication number
- EP3925746A1 EP3925746A1 EP21175284.5A EP21175284A EP3925746A1 EP 3925746 A1 EP3925746 A1 EP 3925746A1 EP 21175284 A EP21175284 A EP 21175284A EP 3925746 A1 EP3925746 A1 EP 3925746A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- along
- axis
- profile
- milling tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C5/00—Machines designed for producing special profiles or shaped work, e.g. by rotary cutters; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C5/00—Machines designed for producing special profiles or shaped work, e.g. by rotary cutters; Equipment therefor
- B27C5/02—Machines with table
- B27C5/04—Guide fences for work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
Definitions
- the invention relates to a method for machining an end region of a profile which extends along a longitudinal axis.
- the invention further relates to an associated device with which, for example, such a method can be carried out.
- Profiles can be used, for example, in window frames, in which case they can in particular form an outer circumference of such a window frame or also a subdivision between two windows, which is typically referred to as combatants.
- Profiles are often cut with a miter. Such a miter is typically also visible to a viewer of the window frame. In many cases, however, it is also desirable to have a miter only on the inside of the window frame in order to simplify production, but to achieve a different look on the outside, for example in such a way that one cheek of a profile is continuously visible when profiles abut at right angles another cheek is cut off. This requires special manufacture.
- the invention relates to a method for machining an end region of a profile which extends along a longitudinal axis.
- the machining takes place with a milling tool which rotates around a tool axis which is transverse to the longitudinal axis and which is displaceable relative to the profile along the longitudinal axis and transversely to the tool axis.
- the milling tool is displaceable along the tool axis relative to the profile.
- Such a configuration ensures that the milling tool can adapt to different circumstances, with the adjustability along the tool axis, for example, making it possible to take into account different expansions of profiles.
- the adjustability along the tool axis is implemented in particular in such a way that a device used to carry out the method has special means which are provided for making such adjustability along the tool axis. This can be done, for example, by loosening a fastening, moving the tool and tightening the fastening. Conversion work, such as dismantling the device, is not required for this.
- displaceable milling tool distinguishes the method according to the invention from the prior art, which uses non-displaceable milling tools when the milling tool is actually not displaced while the method is being carried out.
- the profile can in particular have a constant cross section along its longitudinal axis, in particular before machining.
- Such profiles can be available, for example, as raw material, which is then broken down into individual parts by cutting according to the respective desired lengths. The end regions which directly adjoin a longitudinal end are then formed in turn.
- the processing can in particular consist in the fact that part of the end region of the profile is removed. This can be, for example, an area between the side cheeks or the cheeks themselves.
- the position of the tool axis transversely to the longitudinal axis can ensure that uniform machining takes place along an outer contour of the milling tool.
- the displaceability along the longitudinal axis means, in particular, displaceability parallel to the longitudinal axis.
- the displaceability transversely to the tool axis means, in particular in connection with the displaceability along the longitudinal axis of the profile, that the milling tool can move at least within a plane to which the tool axis is transverse.
- the longitudinal axis of the profile typically also runs in the corresponding plane or parallel thereto.
- a miter surface of a central section between side cheeks of the profile can be formed at an angle of at least approximately 45 ° to the longitudinal axis.
- An angle of exactly 45 ° can also be used.
- profiles which abut at an angle of 90 ° to one another can have respective miter surfaces between the cheeks which abut at an angle of 45 ° to one another. Nevertheless, the cheeks of the profile are retained, so that an appearance is created on the outside as if there were no mitres. This can be referred to as a wood look, for example.
- the formation of the miter surface at an angle of at least approximately 45 ° to the longitudinal axis can simultaneously lead to the processing or production of a window frame or another arrangement being simplified, since established production processes, for example welding processes, can be used which are suitable for the corresponding Miter surfaces are optimized.
- the machining can take place without moving the milling tool along the tool axis. This can then be the case, for example be when the milling tool has dimensions that are already designed so that the desired machining effect is achieved. It is then no longer necessary to move the milling tool along its tool axis. Nevertheless, due to the fundamental displaceability of the milling tool, the method according to the invention makes it much easier to adapt to different geometries of profile bars or other requirements, since the displaceability is basically provided, even if it is not required for a special processing.
- the machining can be, for example, removing a middle section of the profile between lateral cheeks, the middle section between the cheeks having an extension along the tool axis which at least essentially corresponds to an embodiment of the milling tool along the tool axis.
- the expansion between the cheeks can also correspond exactly to the expansion of the milling tool along the tool axis.
- material between the side cheeks can be removed in just one processing step or in just one pass, for example in order to form the already mentioned miter surface.
- a displacement of the milling tool along its tool axis is typically not necessary, in particular if the setting of the milling cutter has been checked and, if necessary, adjusted beforehand during a sample milling.
- the machining can take place in at least two passes, with the milling tool being located at different positions along the tool axis, in particular during the passes.
- the milling tool can be moved along its tool axis between the passes.
- machining can be achieved along the tool axis which, in terms of extension, is more extensive than the dimensions of the milling tool.
- the milling tool can have a certain height along its tool axis, with machining being limited to this height without moving the milling tool along the tool axis. By moving, however, the area of possible machining can be enlarged beyond the height, so that larger-area machining is also possible.
- the milling tool can be moved along the tool axis during machining. As already mentioned, this can take place in particular between two passes so that, for example, during each pass the milling tool is at a constant position along its tool axis, which of course does not rule out a movement transverse to the tool axis.
- the milling cutter is then axially displaced along the axis of rotation to a second axial position and then held constant again during the second milling pass.
- This makes it possible to use only one milling tool, and thus a favorable configuration of the method, to make millings of different widths at the end of the profile, which increases the flexibility of such an arrangement accordingly.
- the milling tool it is also possible for the milling tool to be moved along its tool axis during a pass, i.e. during active machining.
- the machining can in particular be a removal of a middle section of the profile between lateral cheeks, the middle section between the cheeks having an extension along the tool axis which is larger or at least essentially twice as large as the extension of the milling tool along the tool axis.
- the above-mentioned processing which is aimed at removing material between cheeks, can also be used in cases in which the extension of the milling tool along the tool axis is insufficient to remove the desired material.
- Machining paths of the milling tool can overlap in particular in the case of different passes.
- a pass is understood to mean, in particular, a milling process along which the milling tool moves transversely to the tool axis, but is not shifted along its tool axis and performs a processing due to its rotation and due to its movement transversely to the tool axis.
- the machining is additionally carried out with a further milling tool, which rotates around a further tool axis which is parallel to the tool axis and which is particularly displaceable relative to the profile along the longitudinal axis and transversely to the further tool axis.
- At least two milling tools are now used. These can be rotated about respective tool axes, the further tool axis of the further milling tool being parallel, but typically not identical, to the tool axis of the milling tool.
- two milling tools for example, machining can be achieved which can also be achieved when using one milling tool, for example in two passes, but overall faster machining can be achieved by using at least two milling tools.
- the milling tool and the further milling tool can be designed to be identical to one another, for example. However, they can also be designed differently from one another, which can relate in particular to the formation of projections, which are explained in more detail below.
- the further milling tool cannot be displaced relative to the profile along the further tool axis.
- the further (second) milling tool always carries out a predetermined and unchangeable processing with each pass or with each processing.
- the displaceability of the (first) milling tool along its tool axis is retained, however, so that a high degree of variability is nevertheless maintained.
- the further milling tool can also be displaced along the further tool axis relative to the profile.
- This proposal allows a high level of convenience in the operation of a device equipped in this way.
- the method according to the invention or the device, which is also part of the invention is usually used for processing hollow plastic profiles. These have considerable dimensional tolerances of the outer surfaces (with regard to the position as well as their thickness), which especially with the processing desired here (after processing the side cheeks should remain standing) can lead to difficulties. If the axial position of the respective milling tools, in particular both milling tools, can now be adjusted along their respective axes of rotation, it is possible to be able to react individually to these dimensional tolerances.
- each milling tool is equipped with a corresponding drive for displacing the milling tool in its axial position with respect to its respective axis of rotation.
- the further milling tool can in particular be displaceable in a plane which is transverse to its further tool axis.
- a displaceability can be provided within this plane in order to achieve the machining effect together with the rotating milling tool.
- the further milling tool has an extension that is identical to the milling tool along the tool axis.
- the further milling tool can alternatively also have a different extent along the tool axis.
- the milling tool and the further milling tool can be arranged in an overlapping or covering manner when viewed along a common machining path. In this way it can be achieved in particular that machining takes place along a height which is greater than the height of each of the individual milling tools, but that incomplete machining is avoided due to an overlap.
- the two milling tools are arranged so as to cover, it can be achieved, for example, that with a different configuration of the two milling tools, machining with a combination of the respective configurations can be achieved.
- the milling tools can have respective projections which can ensure special processing, in particular at the lower and / or upper ends.
- a covering design it can be provided, for example, that the same area is machined by both milling tools, but that the projections produce different machinings.
- Machining can in particular be removing a middle section of the profile between lateral cheeks, the middle section between the cheeks having an extension along the tool axis which is at least essentially the Extension of the milling tool and the extension of the further milling tool along the further tool axis corresponds. Since the two tool axes are parallel to each other, the question of which tool axis is considered with regard to the extent is ultimately irrelevant. Due to the embodiment just described, the machining area can be combined along the tool axis or the further tool axis of both milling tools, so that higher machining or machining over a more extensive area is possible than if only one milling tool were used that was not along its Tool axis is moved.
- the tool and the further tool viewed along the tool axis, cannot overlap or, for example, only less than half, in particular less than 10% of their extent, overlap.
- a particularly large processing area is achieved, the overlap being able to compensate for a processing area that is not required, with the overlap at the same time avoiding incomplete processing.
- the machining can in particular be removing a middle section of the profile between lateral cheeks, the middle section between the cheeks having an extension along the tool axis which at least essentially corresponds to the sum of the extension of the milling tool and the extension of the further milling tool or is smaller .
- the processing area can be fully or partially used.
- the milling tool and / or the further milling tool can have a radially protruding groove formation projection, in particular at one end viewed along the tool axis, which during machining forms a groove in the profile.
- Such a groove can in particular be provided to accommodate a weld bead that is produced during welding, ie, molten material, and thus prevent the end product from becoming warped or distorted as a result of such a weld bead.
- Such a groove also avoids welding bead formation upwards.
- the groove formation projection can in particular protrude over another surface of the milling tool and along its extension, for example along its Expansion along the tool axis or along the other tool axis, ensure more in-depth processing, i.e. removal of material.
- cheeks of the profile can thus be selectively partially removed during machining.
- this can also be done in addition to a miter surface that was formed beforehand or afterwards.
- the cheeks can in particular be removed up to a line transverse to the longitudinal axis.
- a profile machined in this way can be used, in particular, at right angles to a profile with remaining cheeks, and the cheeks abut one another along a straight line.
- the cheeks can be removed by means of only one milling tool, which is displaced along its tool axis after one of the cheeks has been removed.
- one milling tool can be used, one of the two cheeks being removed in each passage.
- the milling tool can be moved between these two passes along its tool axis. A single milling tool is thus sufficient to remove both cheeks of a profile.
- two milling tools can also be used.
- a cheek can be removed by means of a milling tool and a further cheek can be removed by means of a further milling tool.
- the further milling tool rotates around a further tool axis which is parallel to the tool axis and which in particular is relative to the profile along the longitudinal axis and can be displaced transversely to the further tool axis.
- the further milling tool is preferably displaceable relative to the profile along the further tool axis.
- the milling tool and / or the further milling tool can in particular have a radially protruding structuring projection at one end along the tool axis.
- the structuring projection can in particular serve to form an undercut in one of the cheeks.
- a structuring projection can in particular be configured differently than the groove formation projection already mentioned above.
- the structuring projection can in particular be designed in such a way that it explicitly forms an undercut in a workpiece or profile to be machined.
- the structuring projection and the groove formation projection can be arranged at opposite ends as seen along the tool axis or the further tool axis.
- a groove formation projection can be formed at a first end
- a structuring projection can be provided at an opposite end along the tool axis or further tool axis.
- the groove formation projections can be arranged on the outside of the milling tool and on the further milling tool, and the structuring projections can be arranged on the inside of the milling tool and the further milling tool. In this way it can be achieved in particular that grooves are formed on the outside, whereas undercuts are formed on the inside.
- the milling tool and / or the further milling tool has a radially recessed one at one end, viewed along the tool axis Having structuring undercut, and the structuring undercut is used to form a projection in one of the cheeks.
- the invention also relates to a device for operating an end region of a profile which extends along a longitudinal axis.
- the device has at least one tensioner for holding the profile, so that the longitudinal axis extends along a predetermined direction.
- the profile can be held in a defined position and, in particular, in a defined direction relative to which the machining takes place.
- the device has a milling tool which is rotatable about a tool axis which is transverse to the longitudinal axis and which is displaceable relative to the profile along the longitudinal axis and transversely to the tool axis. With regard to this displaceability, reference is made to the statements made above with reference to the method.
- the milling tool is displaceable along the tool axis relative to the profile.
- displaceability does not mean displaceability after extensive reconstruction measures, but the explicit provision of simple displaceability with a few work steps, for example by operating an adjustment device provided for this purpose or by opening and closing a fastening.
- the device can in particular be designed to carry out a method according to the invention.
- all aspects of the device that are described with regard to the method can also otherwise be used, insofar as they are applicable accordingly. Reference is therefore made to the above statements.
- the milling tool can have a radially protruding groove formation projection for forming a groove at one end, as seen along the tool axis.
- the milling tool can also have a radially protruding structuring projection for forming an undercut, viewed along the tool axis at one end.
- the groove formation projection can in particular be arranged on an end of the milling tool opposite the structuring projection.
- the device can furthermore have a further milling tool which can be rotated about a further tool axis which is parallel to the tool axis and which is displaceable relative to the profile along the longitudinal axis and transversely to the further tool axis.
- the further milling tool can in particular be displaceable relative to the profile along the further tool axis. Alternatively, however, it can also be provided that the further milling tool cannot be displaced along the further tool axis relative to the profile.
- the further milling tool can have a radially protruding groove formation projection for forming a groove, in particular at one end along the further tool axis. With regard to such an embodiment, reference is made to the description of a groove formation projection already given above.
- the further milling tool can also have a radially protruding structuring projection for forming an undercut, as seen from one end along the further tool axis. In this regard, too, reference is made to the statements made above.
- the arrangement of the groove formation projection and the structuring projection in the case of the milling tool and the further milling tool can be opposite to one another. This can mean, in particular, that along a direction, which can in particular be parallel to both the tool axis and the further tool axis, initially, for example, a structuring projection of the milling tool, then a groove formation projection of the milling tool, then a groove formation projection of the further milling tool and finally a structuring projection of the other Milling tool are arranged.
- the milling tool and the further milling tool can in particular be designed to be displaceable entirely or partially independently of one another in a plane transverse to the tool axis. In this way, independent procedures can be implemented. Independent displaceability can in particular mean that there are separate drives which can position the tool and the further tool independently of one another, for example apart from restrictions such as mechanical limits or the fact that they should not collide with one another.
- the device can have a control device which is configured to control the milling tool and / or the further milling tool in such a way that the device carries out a method according to the invention.
- a control device which is configured to control the milling tool and / or the further milling tool in such a way that the device carries out a method according to the invention.
- all of the embodiments described can be used. This allows an automated and efficient process management.
- the device has a further, second milling tool which is rotatable about a further tool axis which is transverse to the longitudinal axis and which is displaceable relative to the profile along the longitudinal axis and transversely to the tool axis, and the further milling tool is designed to be displaceable along the tool axis relative to the profile or to be fixed for this purpose.
- a milling tool is provided, the axial position or position of which can be adjusted with respect to its axis of rotation so that the milling can be carried out at the desired position at the end of the profile and the cheek (s) remain on one or both sides.
- the axial adjustability of the position thus allows, for example, a central arrangement of the milling tool or some other alignment of the milling tool relative to the profile.
- the proposal according to the invention allows the production of a cutout, the height of which is significantly greater than the axial length of the milling tool.
- the proposal according to the invention can thus be used for a plurality of different profile or cheek types.
- the desired machining result is then typically achieved after two milling passes, in which the axial position of the milling tool on its axis of rotation is different.
- the axial position of the milling tool is changed after completion of the first milling pass.
- two milling tools are used. Typically, these move on a common drive carriage so that they can perform the profile finishing one after the other. In a first sub-variant, only one milling tool can be changed along its axial position, the other milling tool is fixed. In the second sub-variant, both milling tools can be adjusted with regard to their respective axial position on their axes of rotation (tool axes). It is mentioned at this point that the term axis of rotation or tool axis are synonymous in this application. It should also be mentioned that displaceability can in principle also be understood to mean displaceability.
- Fig. 1 shows a device 5 for machining an end region of a profile.
- the device 5 has a milling tool 10 and a further milling tool 20.
- the milling tools are each designed to be rotationally symmetrical.
- the milling tool 10 is rotatable about a tool axis W1.
- the further milling tool 20 can be rotated about a further tool axis W2.
- the two milling tools 10, 20 can be driven by means of respective motors 15, 25 to rotate about their respective tool axes W1, W2.
- the tool axes W1, W2 are aligned parallel to one another.
- the two milling tools 10, 20 are accommodated in the device 5 in such a way that they can both be moved three-dimensionally. Both milling tools 10, 20 are initially in one plane movable transversely to the respective tool axis W1, W2. Such mobility is typically also provided in embodiments according to the prior art. This means that a profile that is typically clamped can be machined.
- the additional mobility or displaceability along the tool axis W1 or the further tool axis W2 enables significantly more complex machining outputs to be carried out.
- the processing can also be easily adapted to different heights of profiles or desired processing.
- the milling tool 10 has a groove formation projection 12 on the top. This protrudes radially and is designed to form a groove in a workpiece, such as in a profile, during milling.
- the milling tool 10 also has a structuring projection 14 on the underside. This also protrudes radially and is designed to form an undercut in a workpiece during milling. Alternatively, this can also be a structuring undercut to form a projection.
- the further milling tool 20 has a further groove formation projection 22 on the underside. This protrudes radially and is designed to form a groove in a workpiece, such as in a profile, during milling.
- the further milling tool 20 also has a further structuring projection 24 on the top. This also protrudes radially and is designed to form an undercut in a workpiece during milling.
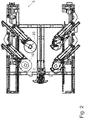
- Fig. 2 shows the device 5 in a plan view.
- the milling tools 10, 20 can be seen from above, so that the tool axes W1, W2 extend transversely to the plane of the paper.
- the device 5 can also be seen to have a tensioner 7. This is designed to attach a profile that is to be machined by means of the milling tools 10, 20. Different clamps are provided for the horizontal and vertical definition of the profile.
- Fig. 3 shows the device 5 in a side view.
- a profile 1 can also be seen, which is to be edited.
- the profile 1 has an upper cheek 2 and a lower cheek 3.
- the cheeks 2, 3 are thus arranged on the side of the profile 1.
- a recess 4 was milled out between the cheeks 2, 3 by means of the milling tools 10, 20 so that the cheeks 2, 3 protrude horizontally.
- Fig. 3 the already mentioned projections 12, 14, 22, 24 can also be clearly seen.
- the groove formation projections 12, 22 simply protrude with a rectangular cross-sectional profile beyond the rest of the milling tool 10, 20. When machining, they leave a groove in the workpiece.
- machining of the profile 1 between the cheeks 2, 3 is shown.
- a distance between the cheeks 2, 3 corresponds at least essentially to an extension of the milling tools along the tool axes W1, W2. It is therefore not necessary to move the milling tools 10, 20 along the tool axes W1, W2. Should the distance between the cheeks 2, 3 be greater, however, this could be taken into account in a simple manner by moving the milling tools 10, 20 along the tool axes W1, W2. For example, the milling tools 10, 20 could then be used offset from one another.
- Fig. 4 shows the device 5 in a further side view.
- the tensioner 7 can also be seen above the profile 1. In the state shown, the tensioner 7 is spaced from the profile 1. By moving the clamps 7 downwards, however, the profile 1 can be held, in particular for processing.
- Fig. 4 shows a different type of processing than Fig. 3 .
- material is not removed between the cheeks 2, 3, but the cheeks 2, 3 are partially removed.
- the two milling tools 10, 20 are offset from one another along their tool axes W1, W2. This is made possible by the already mentioned displaceability along the tool axes W1, W2. Complicated renovations can thus be avoided.
- Fig. 5 shows the same state as Fig. 3 , but in a further view.
- the tensioner 7 can also be seen above the profile 1. This can hold profile 1 for processing.
- the device and the method described herein can achieve a significantly more flexible processing of profiles than is possible with designs according to the prior art.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Milling Processes (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Bearbeiten eines Endbereichs eines Profils, welches sich entlang einer Längsachse erstreckt. Die Erfindung betrifft des Weiteren eine zugehörige Vorrichtung, mit welcher beispielsweise ein solches Verfahren ausführbar ist.
- Profile können beispielsweise in Fensterrahmen verwendet werden, wobei sie insbesondere einen Außenumfang eines solchen Fensterahmens oder auch eine Unterteilung zwischen zwei Fenstern, welche typischerweise als Kämpfer bezeichnet wird, bilden können.
- Häufig werden Profile auf Gehrung geschnitten. Eine solche Gehrung ist typischerweise auch für einen Betrachter des Fensterrahmens sichtbar. In zahlreichen Fällen ist es jedoch auch gewünscht, eine Gehrung lediglich im Inneren des Fensterrahmens zu haben, um die Herstellung zu vereinfachen, außenseitig jedoch eine andere Optik zu erzielen, beispielsweise derart, dass bei rechtwinklig aneinanderstoßenden Profilen eine Wange eines Profils durchgängig sichtbar ist, wohingegen eine andere Wange abgeschnitten ist. Dies erfordert eine spezielle Herstellung.
- Bekannte Herstellungsverfahren für derartige Ausführungen basieren typischerweise darauf, dass Fräswerkzeuge verwendet werden, welche sich entlang fest vorgegebener Bearbeitungsbahnen bewegen und vorgegebene Profile wie gewünscht ausfräsen. Dies hat sich jedoch als wenig flexibel herausgestellt.
- Es ist deshalb eine Aufgabe der Erfindung, ein Verfahren zum Bearbeiten eines Endbereichs eines Profils bereitzustellen, welches im Vergleich zu bekannten Ausführungen alternativ oder besser ausgeführt ist. Es ist des Weiteren eine Aufgabe der Erfindung, eine zugehörige Vorrichtung vorzusehen. Dies wird erfindungsgemäß durch ein Verfahren und eine Vorrichtung gemäß den jeweiligen Hauptansprüchen erreicht. Vorteilhafte Ausgestaltungen sind in den Unteransprüchen beansprucht.
- Die Erfindung betrifft ein Verfahren zum Bearbeiten eines Endbereichs eines Profils, welches sich entlang einer Längsachse erstreckt. Das Bearbeiten erfolgt dabei mit einem Fräswerkzeug, welches sich um eine Werkzeugachse dreht, welche quer zur Längsachse steht, und welches relativ zum Profil entlang der Längsachse und quer zur Werkzeugachse verschiebbar ist.
- Erfindungsgemäß ist vorgesehen, dass das Fräswerkzeug entlang der Werkzeugachse relativ zum Profil verschiebbar ist.
- Durch eine solche Ausgestaltung wird erreicht, dass das Fräswerkzeug sich unterschiedlichen Gegebenheiten anpassen kann, wobei durch die Verstellbarkeit entlang der Werkzeugachse beispielsweise unterschiedlichen Ausdehnungen von Profilen Rechnung getragen werden kann.
- Die Verstellbarkeit entlang der Werkzeugachse ist insbesondere derart realisiert, dass eine zur Ausführung des Verfahrens verwendete Vorrichtung spezielle Mittel aufweist, welche dafür vorgesehen sind, eine solche Verstellbarkeit entlang der Werkzeugachse vorzunehmen. Dies kann beispielsweise durch ein Lösen einer Befestigung, Verschieben des Werkzeugs und Festziehen der Befestigung erfolgen. Umbauarbeiten, wie beispielsweise ein Zerlegen der Vorrichtung, sind hierfür nicht erforderlich.
- Es sei erwähnt, dass sich das erfindungsgemäße Verfahren durch die Verwendung eines verschiebbaren Fräswerkzeugs selbst dann vom Stand der Technik abgrenzt, welcher nicht verschiebbare Fräswerkzeuge verwendet, wenn das Fräswerkzeug während der Ausführung des Verfahrens tatsächlich nicht verschoben wird.
- Das Profil kann insbesondere entlang seiner Längsachse einen konstanten Querschnitt aufweisen, insbesondere vor der Bearbeitung. Derartige Profile können beispielsweise als Rohware verfügbar sein, welche dann durch Abtrennen entsprechend jeweiliger gewünschter Längen in Einzelteile zerlegt wird. Dabei bilden sich dann wiederum die Endbereiche, welche unmittelbar an ein Längsende angrenzen.
- Das Bearbeiten kann insbesondere darin bestehen, dass ein Teil des Endbereichs des Profils entfernt wird. Dabei kann es sich beispielsweise um einen Bereich zwischen seitlichen Wangen oder auch um die Wangen selbst handeln. Durch die Lage der Werkzeugachse quer zur Längsachse kann sichergestellt werden, dass eine gleichmäßige Bearbeitung entlang einer Außenkontur des Fräswerkzeugs erfolgt.
- Die Verschiebbarkeit entlang der Längsachse bedeutet insbesondere eine Verschiebbarkeit parallel zur Längsachse. Die Verschiebbarkeit quer zur Werkzeugachse bedeutet insbesondere in Verbindung mit der Verschiebbarkeit entlang der Längsachse des Profils, dass sich das Fräswerkzeug zumindest innerhalb einer Ebene bewegen kann, zu welcher die Werkzeugachse quer steht. In der entsprechenden Ebene oder parallel dazu verläuft typischerweise auch die Längsachse des Profils. Durch die erfindungsgemäße Ausgestaltung, dass das Fräswerkzeug auch entlang der Werkzeugachse verschiebbar ist, wird nun auch zusätzlich eine Verschiebbarkeit dieser eben erwähnten Ebene relativ zum Profil erreicht.
- Beim Bearbeiten kann insbesondere eine Gehrungsfläche eines mittleren Abschnitts zwischen seitlichen Wangen des Profils mit einem Winkel von zumindest in etwa 45° zur Längsachse ausgebildet werden. Es kann auch ein Winkel von exakt 45° verwendet werden. Dadurch können Profile, welche in einem Winkel von 90° zueinander anstoßen, zwischen den Wangen jeweilige Gehrungsflächen haben, welche in einem Winkel von 45° zueinander anstoßen. Trotzdem bleiben die Wangen des Profils erhalten, so dass außenseitig eine Optik erzeugt wird, als sei keine Gehrung vorhanden. Dies kann beispielsweise als Holzoptik bezeichnet werden. Die Ausbildung der Gehrungsfläche mit einem Winkel von zumindest in etwa 45° zur Längsachse kann gleichzeitig dazu führen, dass die Bearbeitung bzw. Herstellung eines Fensterrahmens oder einer anderen Anordnung vereinfacht wird, da auf etablierte Herstellungsverfahren, beispielsweise Schweißverfahren, zurückgegriffen werden kann, welche für entsprechende Gehrungsflächen optimiert sind.
- Das Bearbeiten kann insbesondere gemäß einer Ausführung ohne Verschieben des Fräswerkzeugs entlang der Werkzeugachse erfolgen. Dies kann beispielsweise dann der Fall sein, wenn das Fräswerkzeug Abmessungen aufweist, welche bereits so gestaltet sind, dass die gewünschte Bearbeitungswirkung erreicht wird. Ein Verschieben des Fräswerkzeugs entlang seiner Werkzeugachse ist dann nicht mehr nötig. Trotzdem ermöglicht die erfindungsgemäße Verfahrensführung aufgrund der grundsätzlichen Verschiebbarkeit des Fräswerkzeugs, dass eine Anpassung an unterschiedliche Geometrien von Profilstäben oder andere Anforderungen wesentlich leichter möglich ist, da die Verschiebbarkeit grundsätzlich vorgesehen ist, auch wenn sie bei einer speziellen Bearbeitung nicht benötigt wird.
- Das Bearbeiten kann beispielsweise ein Entfernen eines mittleren Abschnitts des Profils zwischen seitlichen Wangen sein, wobei der mittlere Abschnitt zwischen den Wangen eine Ausdehnung entlang der Werkzeugachse aufweist, welche zumindest im Wesentlichen einer Ausführung des Fräswerkzeugs entlang der Werkzeugachse entspricht. Die Ausdehnung zwischen den Wangen kann auch exakt der Ausdehnung des Fräswerkzeugs entlang der Werkzeugachse entsprechen. Dadurch kann in nur einem Bearbeitungsschritt bzw. in nur einem Durchgang Material zwischen den seitlichen Wangen entfernt werden, beispielsweise um die bereits erwähnte Gehrungsfläche auszubilden. Ein Verschieben des Fräswerkzeugs entlang seiner Werkzeugachse ist dabei typischerweise nicht erforderlich, insbesondere dann, wenn die Einstellung des Fräsers vorab bei einer Musterfräsung kontrolliert und gegebenenfalls eingestellt wurde.
- Grundsätzlich ist es auch möglich, auch wenn dieser Anwendungsfall eher unwahrscheinlich ist, dass die axiale Position des Fräsers auch während des Fräsvorganges, also während dieses Teils der Bearbeitung, erfolgt.
- Das Bearbeiten kann gemäß einer Ausführung in zumindest zwei Durchgängen erfolgen, wobei sich das Fräswerkzeug insbesondere bei den Durchgängen an unterschiedlichen Positionen entlang der Werkzeugachse befindet. Beispielsweise kann zwischen den Durchgängen das Fräswerkzeug entlang seiner Werkzeugachse verschoben werden. Durch eine solche Ausführung kann entlang der Werkzeugachse eine Bearbeitung erreicht werden, welche bezüglich der Ausdehnung weitreichender ist als die Abmessungen des Fräswerkzeugs. Beispielsweise kann das Fräswerkzeug entlang seiner Werkzeugachse eine bestimmte Höhe haben, wobei ohne Verschieben des Fräswerkzeugs entlang der Werkzeugachse die Bearbeitung auf diese Höhe beschränkt wäre. Durch das Verschieben kann jedoch der Bereich einer möglichen Bearbeitung über die Höhe hinaus vergrößert werden, so dass auch großflächigere Bearbeitungen möglich sind.
- Das Fräswerkzeug kann insbesondere während der Bearbeitung entlang der Werkzeugachse verschoben werden. Dies kann wie bereits erwähnt insbesondere zwischen zwei Durchgängen erfolgen, so dass sich beispielsweise während jedes Durchgangs das Fräswerkzeug an einer konstanten Position entlang seiner Werkzeugachse befindet, was natürlich eine Bewegung quer zur Werkzeugachse nicht ausschließt. Am Ende eines ersten Fräsdurchganges in einer ersten axialen Position wird dann der Fräser entlang der Rotationsachse axial an eine zweite axiale Position verschoben und dann bei dem zweite Fräsdurchgang wieder konstant gehalten. Dadurch ist es möglich, mit nur einem Fräswerkzeug, und damit einer günstigen Ausgestaltung des Verfahrens, unterschiedlich breite Ausfräsungen an dem Ende des Profils vorzunehmen, was die Flexibilität einer solchen Anordnung entsprechend erhöht. Alternativ ist jedoch auch möglich, dass das Fräswerkzeug während eines Durchgangs, d.h. während einer aktiven Bearbeitung, entlang seiner Werkzeugachse verschoben wird.
- Das Bearbeiten kann insbesondere eine Entfernen eines mittleren Abschnitts des Profils zwischen seitlichen Wangen sein, wobei der mittlere Abschnitt zwischen den Wangen eine Ausdehnung entlang der Werkzeugachse aufweist, welche größer ist oder zumindest im Wesentlichen zweimal so groß ist wie die Ausdehnung des Fräswerkzeugs entlang der Werkzeugachse. Dadurch kann die bereits weiter oben erwähnte Bearbeitung, welche auf das Entfernen von Material zwischen Wangen gerichtet ist, auch in Fällen angewandt werden, in welchen die Ausdehnung des Fräswerkzeugs entlang der Werkzeugachse nicht ausreicht, um das gewünschte Material zu entfernen. Durch das Verschieben entlang der Werkzeugachse ist es jedoch in einfacher Weise möglich, die Bearbeitung durchzuführen, und zwar in zumindest zwei Durchgängen.
- Es sei erwähnt, dass auch beliebig viele weitere Durchgänge verwendet werden können, um den Bearbeitungsbereich entlang der Werkzeugachse zu erweitern. Dies ermöglicht eine besonders hohe Flexibilität.
- Bearbeitungsbahnen des Fräswerkzeugs können sich insbesondere bei unterschiedlichen Durchgängen überlappen. Unter einem Durchgang sei insbesondere eine fräsende Bearbeitung verstanden, entlang welcher das Fräswerkzeug sich quer zur Werkzeugachse bewegt, entlang seiner Werkzeugachse jedoch nicht verschoben wird und aufgrund seiner Drehung und aufgrund seiner Bewegung quer zur Werkzeugachse eine Bearbeitung vornimmt. Durch einen Überlapp von Bearbeitungsbahnen, welche jeweils zu entfernendes Material angeben, kann vermieden werden, dass durch geringfügige Toleranzen eine unvollständige Bearbeitung erfolgt.
- Gemäß einer Ausführung erfolgt das Bearbeiten zusätzlich mit einem weiteren Fräswerkzeug, welches sich um eine weitere Werkzeugachse dreht, welche parallel zur Werkzeugachse steht, und welches insbesondere relativ zum Profil entlang der Längsachse und quer zur weiteren Werkzeugachse verschiebbar ist.
- Im Gegensatz zu den bisher beschriebenen Ausführungen, welche lediglich die Verwendung eines einzigen Fräswerkzeugs erfordern, werden nun also zumindest zwei Fräswerkzeuge verwendet. Diese sind um jeweilige Werkzeugachsen drehbar, wobei die weitere Werkzeugachse des weiteren Fräswerkzeugs parallel, jedoch typischerweise nicht identisch zur Werkzeugachse des Fräswerkzeugs ist. Durch die Verwendung von zwei Fräswerkzeugen kann beispielsweise eine Bearbeitung erreicht werden, welche auch bei der Verwendung eines Fräswerkzeugs erreicht werden kann, beispielsweise in zwei Durchgängen, jedoch kann durch die Verwendung von zumindest zwei Fräswerkzeugen eine insgesamt schnellere Bearbeitung erreicht werden.
- Das Fräswerkzeug und das weitere Fräswerkzeug können beispielsweise identisch zueinander ausgebildet sein. Sie können jedoch auch unterschiedlich zueinander ausgebildet sein, was sich insbesondere auf die Ausbildung von Vorsprüngen beziehen kann, welche weiter unten näher erläutert sind.
- Für das weitere Fräswerkzeug sind unterschiedliche Ausführungen denkbar.
- So kann beispielsweise vorgesehen sein, dass das weitere Fräswerkzeug entlang der weiteren Werkzeugachse nicht relativ zum Profil verschiebbar ist. Dies bedeutet, dass das weitere (zweite) Fräswerkzeug bei jedem Durchgang bzw. bei jeder Bearbeitung grundsätzlich eine vorgegebene und nicht veränderbare Bearbeitung ausführt. Die Verschiebbarkeit des (ersten) Fräswerkzeugs entlang seiner Werkzeugachse bleibt jedoch erhalten, so dass eine hohe Variabilität trotzdem gewahrt bleibt.
- Alternativ kann auch vorgesehen sein, dass auch das weitere Fräswerkzeug entlang der weiteren Werkzeugachse relativ zum Profil verschiebbar ist. Dieser Vorschlag erlaubt einen hohen Komfort bei dem Betrieb einer so ausgestatteten Vorrichtung. Üblicherweise wird das erfindungsgemäße Verfahren bzw. die ebenfalls zur Erfindung zählenden Vorrichtung zur Bearbeitung von Kunststoffhohlkammerprofilen eingesetzt. Diese weisen durchaus erhebliche Maßtoleranzen der außenliegenden Flächen (bezüglich der Lage wie auch ihrer Stärke) auf, die gerade bei der hier erwünschten Bearbeitung (nach der Bearbeitung sollen seitliche Wangen stehen bleiben) zu Schwierigkeiten führen können. Ist nun die axiale Position des jeweiligen Fräswerkzeuge, insbesondere beider Fräswerkzeuge, entlang ihrer jeweiligen Rotationsachsen einstellbar, ist es möglich, auf diese Maßtoleranzen individuell reagieren zu können.
- Typischerweise ist dabei jedes Fräswerkzeug mit einem entsprechenden Antrieb zum Versetzen des Fräswerkzeuges in seiner axialen Position bezüglich seiner jeweiligen Rotationsachse ausgestattet.
- Das weitere Fräswerkzeug kann dabei insbesondere in einer Ebene verschiebbar sein, welche quer zu seiner weiteren Werkzeugachse liegt. Innerhalb dieser Ebene kann insbesondere eine Verschiebbarkeit vorgesehen sein, um die Bearbeitungswirkung zusammen mit dem sich drehenden Fräswerkzeug zu erzielen.
- Gemäß einer Ausführung ist vorgesehen, dass das weitere Fräswerkzeug eine zum Fräswerkzeug identische Ausdehnung entlang der Werkzeugachse hat. Das weitere Fräswerkzeug kann jedoch alternativ auch eine andere Ausdehnung entlang der Werkzeugachse haben.
- Beim Bearbeiten können das Fräswerkzeug und das weitere Fräswerkzeug entlang einer gemeinsamen Bearbeitungsbahn gesehen überlappend oder deckend angeordnet sein. Dadurch kann insbesondere erreicht werden, dass eine Bearbeitung entlang einer Höhe erfolgt, die größer ist als die Höhe von jedem der einzelnen Fräswerkzeuge, dass jedoch aufgrund eines Überlapps eine unvollständige Bearbeitung vermieden wird. Für den Spezialfall, dass die beiden Fräswerkzeuge deckend angeordnet sind, kann beispielsweise erreicht werden, dass bei einer unterschiedlichen Ausgestaltung der beiden Fräswerkzeuge eine Bearbeitung mit einer Kombination der jeweiligen Ausgestaltungen erreicht werden kann. Beispielsweise können die Fräswerkzeuge jeweilige Vorsprünge haben, welche für eine spezielle Bearbeitung, insbesondere an unteren und/oder oberen Enden, sorgen können. Bei einer deckenden Ausführung kann beispielsweise vorgesehen sein, dass der gleiche Bereich von beiden Fräswerkzeugen bearbeitet wird, dass jedoch die Vorsprünge unterschiedliche Bearbeitungen hervorrufen.
- Ein Bearbeiten kann insbesondere ein Entfernen eines mittleren Abschnitts des Profils zwischen seitlichen Wangen sein, wobei der mittlere Abschnitt zwischen den Wangen eine Ausdehnung entlang der Werkzeugachse aufweist, welche zumindest im Wesentlichen der Ausdehnung des Fräswerkzeugs und der Ausdehnung des weiteren Fräswerkzeugs entlang der weiteren Werkzeugachse entspricht. Da die beiden Werkzeugachsen parallel zueinander sind, kommt es letztlich auf die Frage, welche Werkzeugachse bezüglich der Ausdehnung betrachtet wird, nicht an. Durch die eben beschriebene Ausführung kann der Bearbeitungsbereich entlang der Werkzeugachse bzw. der weiteren Werkzeugachse beider Fräswerkzeuge kombiniert werden, so dass eine höhere Bearbeitung bzw. eine Bearbeitung über einen ausgedehnteren Bereich möglich ist, als wenn nur ein Fräswerkzeug verwendet werden würde, welches nicht entlang seiner Werkzeugachse verschoben wird. Insbesondere kann während der eben beschriebenen Verfahrensführung vorgesehen sein, dass sowohl das Fräswerkzeug wie auch das weitere Fräswerkzeug nicht entlang der Werkzeugachse bzw. der weiteren Werkzeugachse verschoben wird. Beispielsweise kann damit diejenige Bearbeitung, welche weiter oben mit nur einem Fräswerkzeug beschrieben wurde, jedoch mehrere Durchgänge erfordert, mit nur einem Durchgang erfolgen, so dass insgesamt Bearbeitungszeit eingespart wird.
- Beim Bearbeiten können sich das Werkzeug und das weitere Werkzeug entlang der Werkzeugachse gesehen nicht oder beispielsweise nur weniger als die Hälfte, insbesondere weniger als 10 % ihrer Ausdehnung, überlappen. Dadurch wird ein besonders großer Bearbeitungsbereich erreicht, wobei der Überlapp beispielsweise einen nicht benötigten Bearbeitungsbereich kompensieren kann, wobei durch den Überlapp gleichzeitig eine unvollständige Bearbeitung vermieden wird.
- Das Bearbeiten kann insbesondere ein Entfernen eines mittleren Abschnitts des Profils zwischen seitlichen Wangen sein, wobei der mittlere Abschnitt zwischen den Wangen eine Ausdehnung entlang der Werkzeugachse aufweist, welche zumindest im Wesentlichen der Summe der Ausdehnung des Fräswerkzeugs und der Ausdehnung des weiteren Fräswerkzeugs entspricht oder kleiner ist. Dadurch kann der Bearbeitungsbereich vollständig oder auch teilweise ausgenutzt werden. Das Fräswerkzeug und/oder das weitere Fräswerkzeug können insbesondere an einem Ende entlang der Werkzeugachse gesehen einen radial vorstehenden Nutausbildungsvorsprung aufweisen, welcher beim Bearbeiten eine Nut im Profil bildet. Eine solche Nut kann insbesondere dafür vorgesehen sein, eine beim Schweißen entstehende Schweißwulst, d.h. geschmolzenes Material, aufzunehmen und somit vermeiden, dass es aufgrund einer solchen Schweißwulst zu Verspannungen oder Verzerrungen des Endprodukts kommt. Eine solche Nut vermeidet auch eine Schweißraupenausbildung nach oben. Der Nutausbildungsvorsprung kann insbesondere über eine sonstige Fläche des Fräswerkzeugs hervorstehen und entlang seiner Ausdehnung, beispielsweise entlang seiner Ausdehnung entlang der Werkzeugachse bzw. entlang der weiteren Werkzeugachse, für eine tiefergehende Bearbeitung, also Entfernen von Material, sorgen.
- Es sei darauf hingewiesen, dass die bisherigen Verfahrensführungen insbesondere darauf gerichtet waren, Material zwischen seitlichen Wangen zu entfernen, so dass eine Gehrungsfläche erzeugt wird, welche zwischen unverändert bleibenden Wangen besteht. Nachfolgend werden Verfahrensführungen beschrieben, welche darauf gerichtet sind, Wangen zu entfernen. Durch ein Entfernen der Wangen können insbesondere komplementäre Profile ausgebildet werden, und zwar insbesondere komplementär zu Profilen, bei welchen die Wangen wie eben beschrieben am bearbeiteten Profil verbleiben. Somit können Gehrungsflächen bei beiden Profilen identisch bearbeitet werden, so dass sie zusammenpassen, jedoch können die Wangen so ausgebildet sein, dass sie in einem Produkt nach einem Schweißvorgang, beispielsweise in einem Fensterrahmen, direkt aneinander angrenzen.
- Gemäß einer Ausführung können somit beim Bearbeiten Wangen des Profils selektiv teilweise entfernt werden. Dies kann insbesondere auch zusätzlich zu einer vorher oder hinterher erfolgten Ausbildung einer Gehrungsfläche erfolgen.
- Die Wangen können insbesondere bis zu einer Linie quer zur Längsachse entfernt werden. Dadurch kann ein derart bearbeitetes Profil insbesondere rechtwinklig zu einem Profil mit verbleibenden Wangen verwendet werden, und die Wangen stoßen entlang einer geraden Linie aneinander.
- Die Wangen können gemäß einer Ausführung mittels nur eines Fräswerkzeugs entfernt werden, welches nach dem Entfernen einer der Wangen entlang seiner Werkzeugachse verschoben wird. Somit können beispielsweise zwei Durchgänge verwendet werden, wobei in jedem Durchgang eine der beiden Wangen entfernt wird. Insbesondere kann das Fräswerkzeug zwischen diesen beiden Durchgängen entlang seiner Werkzeugachse verschoben werden. Somit genügt ein einziges Fräswerkzeug für die Entfernung von beiden Wangen eines Profils. Es können jedoch auch zwei Fräswerkzeuge verwendet werden.
- Gemäß einer Ausführung kann eine Wange mittels eines Fräswerkzeugs entfernt werden und eine weitere Wange kann mittels eines weiteren Fräswerkzeugs entfernt werden. Das weitere Fräswerkzeug dreht sich dabei um eine weitere Werkzeugachse, welche parallel zur Werkzeugachse steht, und welches insbesondere relativ zum Profil entlang der Längsachse und quer zur weiteren Werkzeugachse verschiebbar sein kann. Das weitere Fräswerkzeug ist bevorzugt entlang der weiteren Werkzeugachse relativ zum Profil verschiebbar.
- Ähnlich wie bereits weiter oben mit Bezug auf die Bearbeitung eines ausgedehnteren Bereichs zwischen den Wangen beschrieben, kann somit ein Durchgang unter Verwendung von zwei Fräswerkzeugen ausreichen, um beide Wangen zu entfernen. Dadurch wird Zeit eingespart. Durch eine Verschiebbarkeit von Fräswerkzeugen kann sich die dafür verwendete Vorrichtung in sehr einfacher Weise an unterschiedliche Größen oder sonstige Dimensionen von Profilen anpassen.
- Das Fräswerkzeug und/oder das weitere Fräswerkzeug können insbesondere an einem Ende entlang der Werkzeugachse gesehen einen radial vorstehenden Strukturierungsvorsprung aufweisen. Der Strukturierungsvorsprung kann insbesondere zum Ausbilden einer Hinterschneidung in einer der Wangen dienen.
- Ein Strukturierungsvorsprung kann insbesondere anders ausgebildet sein als der bereits weiter oben erwähnte Nutausbildungsvorsprung. Der Strukturierungsvorsprung kann insbesondere derart ausgebildet sein, dass er explizit eine Hinterschneidung in einem zu bearbeitenden Werkstück bzw. Profil ausbildet.
- Bei dem Fräswerkzeug und/oder bei dem weiteren Fräswerkzeug können insbesondere Strukturierungsvorsprung und Nutausbildungsvorsprung an gegenüberliegenden Enden entlang der Werkzeugachse bzw. der weiteren Werkzeugachse gesehen angeordnet sein. Beispielsweise kann also, entlang der Werkzeugachse bzw. weiteren Werkzeugachse gesehen, ein Nutausbildungsvorsprung an einem ersten Ende ausgebildet sein, und ein Strukturierungsvorsprung an einem gegenüberliegenden Ende entlang der Werkzeugachse bzw. weiteren Werkzeugachse vorgesehen sein.
- Insbesondere können entlang der Werkzeugachse gesehen die Nutausbildungsvorsprünge außenseitig an dem Fräswerkzeug und an dem weiteren Fräswerkzeug angeordnet sein, und die Strukturierungsvorsprünge können innenseitig an dem Fräswerkzeug und dem weiteren Fräswerkzeug angeordnet sein. Dadurch kann insbesondere erreicht werden, dass außenseitig Nuten ausgebildet werden, wohingegen innenseitig Hinterschneidungen ausgebildet werden.
- Alternativ ist vorgesehen, dass das Fräswerkzeug und/oder das weitere Fräswerkzeug an einem Ende entlang der Werkzeugachse gesehen eine radial zurückstehende Strukturierungshinterschneidung aufweist, und die Strukturierungshinterschneidung zum Ausbilden eines Vorsprungs in einer der Wangen dient.
- Die Erfindung betrifft des Weiteren eine Vorrichtung zum Betreiben eines Endbereichs eines Profils, welches sich entlang einer Längsachse erstreckt. Die Vorrichtung weist mindesten einen Spanner zum Halten des Profils auf, so dass sich die Längsachse entlang einer vorgegebenen Richtung erstreckt. Dadurch kann das Profil in einer definierten Stellung und insbesondere in einer definierten Richtung gehalten werden, relativ zu welcher die Bearbeitung erfolgt. Die Vorrichtung weist ein Fräswerkzeug auf, welches um eine Werkzeugachse drehbar ist, welche quer zur Längsachse steht, und welches relativ zum Profil entlang der Längsachse und quer zur Werkzeugachse verschiebbar ist. Bezüglich dieser Verschiebbarkeit sei auf die bereits weiter oben mit Bezug auf das Verfahren gegebenen Ausführungen verwiesen.
- Erfindungsgemäß ist vorgesehen, dass das Fräswerkzeug entlang der Werkzeugachse relativ zum Profil verschiebbar ist. Dadurch können die bereits weiter oben mit Bezug auf das Verfahren beschriebenen Vorteile erreicht werden. Es sei auch hier darauf hingewiesen, dass mit einer Verschiebbarkeit hier nicht eine Verschiebbarkeit nach umfangreichen Umbaumaßnahmen gemeint ist, sondern das explizite Vorsehen einer einfachen Verschiebbarkeit mit wenigen Arbeitsschritten, beispielsweise durch das Betätigen einer hierfür vorgesehenen Verstelleinrichtung oder durch das Öffnen und Schließen einer Befestigung.
- Die Vorrichtung kann insbesondere zur Ausführung eines erfindungsgemäßen Verfahrens ausgeführt sein. Insbesondere kann auch ansonsten auf alle bezüglich des Verfahrens beschriebenen Aspekte bezüglich der Vorrichtung zurückgegriffen werden, soweit diese entsprechend anwendbar sind. Auf die obigen Ausführungen sei somit verwiesen.
- Insbesondere kann das Fräswerkzeug an einem Ende entlang der Werkzeugachse gesehen einen radial vorstehenden Nutausbildungsvorsprung zum Ausbilden einer Nut aufweisen. Das Fräswerkzeug kann auch an einem Ende entlang der Werkzeugachse gesehen einen radial vorstehenden Strukturierungsvorsprung zum Ausbilden einer Hinterschneidung aufweisen. Auf die obigen Ausführungen sei hierzu verwiesen.
- Der Nutausbildungsvorsprung kann insbesondere an einem dem Strukturierungsvorsprung gegenüberliegenden Ende des Fräswerkzeugs angeordnet sein.
- Die Vorrichtung kann ferner ein weiteres Fräswerkzeug aufweisen, welches um eine weitere Werkzeugachse drehbar ist, welche parallel zur Werkzeugachse ist, und welches relativ zum Profil entlang der Längsachse und quer zur weiteren Werkzeugachse verschiebbar ist. Das weitere Fräswerkzeug kann insbesondere entlang der weiteren Werkzeugachse relativ zum Profil verschiebbar sein. Alternativ kann jedoch auch vorgesehen sein, dass das weitere Fräswerkzeug nicht entlang der weiteren Werkzeugachse relativ zum Profil verschiebbar ist.
- Das weitere Fräswerkzeug kann insbesondere an einem Ende entlang der weiteren Werkzeugachse gesehen einen radial vorstehenden Nutausbildungsvorsprung zum Ausbilden einer Nut aufweisen. Bezüglich einer solchen Ausführung sei auf die bereits weiter oben gegebene Beschreibung eines Nutausbildungsvorsprungs verwiesen. Das weitere Fräswerkzeug kann auch von einem Ende entlang der weiteren Werkzeugachse gesehen einen radial vorstehenden Strukturierungsvorsprung zum Ausbilden einer Hinterschneidung aufweisen. Auch diesbezüglich sei auf die bereits oben gegebenen Ausführungen verwiesen.
- Insbesondere kann die Anordnung von Nutausbildungsvorsprung und Strukturierungsvorsprung bei Fräswerkzeug und weiterem Fräswerkzeug entgegengesetzt zueinander sein. Dies kann insbesondere bedeuten, dass entlang einer Richtung, welche insbesondere parallel zu sowohl der Werkzeugachse wie auch der weiteren Werkzeugachse sein kann, zunächst beispielsweise ein Strukturierungsvorsprung des Fräswerkzeugs, dann ein Nutausbildungsvorsprung des Fräswerkzeugs, dann ein Nutausbildungsvorsprung des weiteren Fräswerkzeugs und schließlich ein Strukturierungsvorsprung des weiteren Fräswerkzeugs angeordnet sind.
- Das Fräswerkzeug und das weitere Fräswerkzeug können insbesondere dazu ausgebildet sein, ganz oder teilweise unabhängig voneinander in einer Ebene quer zur Werkzeugachse verschiebbar zu sein. Dadurch können unabhängige Verfahrensführungen realisiert werden. Eine unabhängige Verschiebbarkeit kann insbesondere bedeuten, dass separate Antriebe vorhanden sind, welche das Werkzeug und das weitere Werkzeug unabhängig voneinander positionieren können, beispielsweise abgesehen von Einschränkungen wie mechanischen Grenzen oder der Tatsache, dass sie nicht aneinanderstoßen sollten.
- Die Vorrichtung kann gemäß einer bevorzugten Ausführung eine Steuerungsvorrichtung aufweisen, welche dazu konfiguriert ist, das Fräswerkzeug und/oder das weitere Fräswerkzeug so zu steuern, dass die Vorrichtung ein erfindungsgemäßes Verfahren ausführt. Bezüglich des Verfahrens können alle beschriebenen Ausführungen verwendet werden. Dies erlaubt eine automatisierte und effiziente Verfahrensführung.
- In einer bevorzugten Ausgestaltung der erfindungsgemäßen Vorrichtung ist vorgesehen, dass die Vorrichtung ein weiteres, zweites Fräswerkzeug aufweist, welches um eine weitere Werkzeugachse drehbar ist, welche quer zur Längsachse steht, und welches relativ zum Profil entlang der Längsachse und quer zur Werkzeugachse verschiebbar ist, und das weitere Fräswerkzeug entlang der Werkzeugachse relativ zum Profil verschiebbar oder hierzu feststehend ausgebildet ist.
- Die vorgestellte Erfindung löst die eingangs gestellte Aufgabe in verschiedener Weise:
In einer ersten Ausgestaltung ist ein Fräswerkzeug vorgesehen, dessen axiale Lage bzw. Position bezüglich seiner Rotationsachse so einstellbar ist, dass an der gewünschten Position am Ende des Profils die Ausfräsung vorgenommen werden kann und einseitig oder beidseitig die Wange/n stehen bleibt/en. - Entspricht dabei die axiale Länge des Fräswerkzeuges der gewünschten Höhe der Ausfräsung, so wird dieses Ergebnis bereits nach einem ersten Fräsdurchgang erreicht. Die axiale Einstellbarkeit der Position erlaubt somit zum Beispiel eine mittige Anordnung des Fräswerkzeuges oder eine sonstige Ausrichtung des Fräswerkzeuges relativ zum Profil.
- In einer zweiten Ausgestaltung erlaubt der erfindungsgemäße Vorschlag die Herstellung einer Ausfräsung, deren Höhe deutlich größer ist wie die axiale Länge des Fräswerkzeuges. Der erfindungsgemäße Vorschlag ist somit für eine Mehrzahl unterschiedlicher Profil- oder Wangentypen einsetzbar. Das gewünschte Bearbeitungsergebnis wird dann typischerweise nach zwei Fräsdurchgängen erreicht, bei welchen die axiale Position des Fräswerkzeug auf seiner Rotationsachse unterschiedlich ist. Dabei wird die axiale Position des Fräswerkzeug nach Beendigung des ersten Fräsdurchganges geändert.
- Bei der dritten Ausgestaltung der Erfindung wird mit zwei Fräswerkzeugen gearbeitet. Typischerweise bewegen sich diese auf einen gemeinsamen Antriebsschlitten, damit diese hintereinander die Profilendbearbeitung durchführen können. Bei einer ersten Untervariante ist dabei nur ein Fräswerkzeug längs seiner axialen Position veränderlich, das andere Fräswerkzeug ist festgelegt. Bei der zweiten Untervariante sind beide Fräswerkzeug bezüglich ihrer jeweiligen axialen Position auf Ihren Rotationsachsen (Werkzeugeachsen) einstellbar. Sein dieser Stelle erwähnt, dass der Begriff Rotationsachse oder Werkzeugachse in dieser Anmeldung gleichbedeutend sind. Es sei auch erwähnt, dass unter einer Verschiebbarkeit grundsätzlich auch eine Verfahrbarkeit verstanden werden kann.
- In diesem Zusammenhang wird insbesondere darauf hingewiesen, dass alle in Bezug auf die Vorrichtung beschriebenen Merkmale und Eigenschaften aber auch Verfahrensweisen sinngemäß auch bezüglich der Formulierung des erfindungsgemäßen Verfahrens übertragbar und im Sinne der Erfindung einsetzbar und als mitoffenbart gelten. Gleiches gilt auch in umgekehrter Richtung, das bedeutet, nur in Bezug auf das Verfahren genannte, bauliche also vorrichtungsgemäße Merkmale können auch im Rahmen der Vorrichtungsansprüche berücksichtigt und beansprucht werden und zählen ebenfalls zur Offenbarung.
- Die Erfindung wird nun anhand der Figuren erläutert. Es zeigen:
- Fig. 1:
- Eine Vorrichtung zum Bearbeiten eines Endbereichs eines Profils in einer perspektivischen Ansicht,
- Fig. 2:
- die Vorrichtung in einer Draufsicht,
- Fig. 3:
- die Vorrichtung in einer Seitenansicht,
- Fig. 4:
- die Vorrichtung in einer weiteren Seitenansicht, und
- Fig. 5:
- die Vorrichtung in einer weiteren Seitenansicht.
-
Fig. 1 zeigt ein Vorrichtung 5 zum Bearbeiten eines Endbereichs eines Profils. - Die Vorrichtung 5 weist ein Fräswerkzeug 10 und ein weiteres Fräswerkzeug 20 auf. Die Fräswerkzeuge sind jeweils rotationssymmetrisch ausgebildet. Das Fräswerkzeug 10 ist um eine Werkzeugachse W1 drehbar. Das weitere Fräswerkzeug 20 ist um eine weitere Werkzeugachse W2 drehbar. Die beiden Fräswerkzeuge 10, 20 sind mittels jeweiliger Motoren 15, 25 zur Drehung um ihre jeweilige Werkzeugachse W1, W2 antreibbar. Die Werkzeugachsen W1, W2 sind parallel zueinander ausgerichtet.
- Die beiden Fräswerkzeuge 10, 20 sind so in der Vorrichtung 5 aufgenommen, dass sie beide dreidimensional bewegbar sind. So sind beide Fräswerkzeuge 10, 20 zunächst in einer Ebene quer zur jeweiligen Werkzeugachse W1, W2 bewegbar. Eine solche Bewegbarkeit ist typischerweise auch bei Ausführungen gemäß dem Stand der Technik vorgesehen. Damit kann ein typischerweise festgespanntes Profil bearbeitet werden.
- Durch die zusätzliche Bewegbarkeit bzw. Verschiebbarkeit entlang der Werkzeugachse W1 bzw. der weiteren Werkzeugachse W2 wird ermöglicht, dass wesentlich komplexere Bearbeitungsausgaben ausgeführt werden. Beispielsweise kann sich damit die Bearbeitung auch einfach an unterschiedliche Höhen von Profilen oder gewünschte Bearbeitungen anpassen.
- Das Fräswerkzeug 10 weist obenseitig einen Nutausbildungsvorsprung 12 auf. Dieser steht radial vor und ist dazu ausgebildet, beim Fräsen eine Nut in einem Werkstück wie beispielsweise in einem Profil auszubilden. Das Fräswerkzeug 10 weist ferner untenseitig einen Strukturierungsvorsprung 14 auf. Dieser steht ebenfalls radial vor und ist dazu ausgebildet, beim Fräsen eine Hinterschneidung in einem Werkstück auszubilden. Alternativ kann dies auch eine Strukturierungshinterschneidung zur Ausbildung eines Vorsprunges sein.
- Das weitere Fräswerkzeug 20 weist untenseitig einen weiteren Nutausbildungsvorsprung 22 auf. Dieser steht radial vor und ist dazu ausgebildet, beim Fräsen eine Nut in einem Werkstück wie beispielsweise in einem Profil auszubilden. Das weitere Fräswerkzeug 20 weist ferner obenseitig einen weiteren Strukturierungsvorsprung 24 auf. Dieser steht ebenfalls radial vor und ist dazu ausgebildet, beim Fräsen eine Hinterschneidung in einem Werkstück auszubilden.
- Auf die Ausgestaltung und Funktionalität der Vorsprünge 12, 14, 22, 24 wird weiter unten näher eingegangen werden.
-
Fig. 2 zeigt die Vorrichtung 5 in einer Draufsicht. Dabei sind die Fräswerkzeuge 10, 20 von oben zu sehen, so dass sich die Werkzeugachsen W1, W2 quer zur Papierebene erstrecken. - Wie in
Fig. 2 zu sehen ist weist die Vorrichtung 5 ferner eine Spanner 7 auf. Diese ist dazu ausgebildet, ein Profil zu befestigen, welches mittels der Fräswerkzeuge 10, 20 bearbeitet werden soll. Dabei ist für die waagerechte und senkrechte Festlegung des Profils je unterschiedliche Spanner vorgesehen. -
Fig. 3 zeigt die Vorrichtung 5 in einer Seitenansicht. Dabei ist auch ein Profil 1 zu sehen, welches zu bearbeiten ist. - Das Profil 1 weist eine obere Wange 2 und eine untere Wange 3 auf. Die Wangen 2, 3 sind somit seitlich am Profil 1 angeordnet. Wie gezeigt wurde mittels der Fräswerkzeuge 10, 20 eine Ausnehmung 4 zwischen den Wangen 2, 3 herausgefräst, so dass die Wangen 2, 3 horizontal überstehen.
- In
Fig. 3 sind auch die bereits erwähnten Vorsprünge 12, 14, 22, 24 gut zu sehen. Die Nutausbildungsvorsprünge 12, 22 stehen dabei einfach mit einem rechteckigen Querschnittsprofil über den sonstigen Teil des Fräswerkzeugs 10, 20 hervor. Sie hinterlassen beim Bearbeiten eine Nut im Werkstück. - Die Strukturierungsvorsprünge 14, 24 weisen hingegen auch einen jeweiligen zurückgesetzten Bereich 16, 26 auf. Dieser ist außenseitig von einem Vorsprung 18, 28 mit abgeschrägter Innenfläche begrenzt. Dadurch wird eine Hinterschneidung in einem Werkstück ausgebildet.
- In
Fig. 3 ist eine Bearbeitung des Profils 1 zwischen den Wangen 2, 3 gezeigt. Dies stellt eine mögliche Bearbeitung dar. In der gezeigten Ausführung entspricht ein Abstand zwischen den Wangen 2, 3 zumindest im Wesentlichen einer Ausdehnung der Fräswerkzeuge entlang der Werkzeugachsen W1, W2. Somit ist ein Verschieben der Fräswerkzeuge 10, 20 entlang der Werkzeugachsen W1, W2 nicht erforderlich. Sollte der Abstand zwischen den Wangen 2, 3 jedoch größer sein könnte dem in einfacher Weise durch Verschieben der Fräswerkzeuge 10, 20 entlang der Werkzeugachsen W1, W2 Rechnung getragen werden. Beispielsweise könnten dann die Fräswerkzeuge 10, 20 versetzt zueinander verwendet werden. -
Fig. 4 zeigt die Vorrichtung 5 in einer weiteren Seitenansicht. Dabei ist auch die Spanner 7 über dem Profil 1 zu sehen. In dem dargestellten Zustand ist die Spanner 7 vom Profil 1 beabstandet. Durch Verfahren der Spanner 7 nach unten kann das Profil 1 jedoch festgehalten werden, insbesondere zu einer Bearbeitung. -
Fig. 4 zeigt eine andere Art der Bearbeitung alsFig. 3 . Dabei wird nicht zwischen den Wangen 2, 3 Material entfernt, sondern es werden die Wangen 2, 3 teilweise entfernt. Hierzu sind die beiden Fräswerkzeuge 10, 20 entlang ihrer Werkzeugachsen W1, W2 zueinander versetzt. Dies wird durch die bereits erwähnte Verschiebbarkeit entlang der Werkzeugachsen W1, W2 ermöglicht. Komplizierte Umbaumaßnahmen können dadurch vermieden werden. -
Fig. 5 zeigt den gleichen Zustand wieFig. 3 , jedoch in einer weiteren Ansicht. Dabei ist insbesondere auch die Spanner 7 über dem Profil 1 zu sehen. Diese kann für die Bearbeitung das Profil 1 festhalten. - Insgesamt kann durch die hierin beschriebene Vorrichtung und das Verfahren eine wesentlich flexiblere Bearbeitung von Profilen erreicht werden, als die bei Ausführungen gemäß dem Stand der Technik möglich ist.
-
- 1
- Profil
- 2
- Wange
- 3
- Wange
- 4
- Ausnehmung
- 5
- Vorrichtung
- 7
- Spanner
- 10
- Fräswerkzeug
- 12
- Nutausbildungsvorsprung / Vorsprünge
- 14
- Struckturierungsvorsprung / Vorsprünge
- 15
- Motoren
- 16
- zurückgesetzten Bereich
- 18
- Vorsprung
- 20
- Fräswerkzeug
- 22
- Nutausbildungsvorsprung / Vorsprünge
- 24
- Struckturierungsvorsprung / Vorsprünge
- 25
- Motoren
- 26
- zurückgesetzten Bereich
- 28
- Vorsprung
- W1
- Werkzeugachse
- W2
- Werkzeugachse
Claims (15)
- Verfahren zum Bearbeiten eines Endbereichs eines Profils, welches sich entlang einer Längsachse erstreckt, wobei das Bearbeiten mit einem Fräswerkzeug erfolgt, welches sich um eine Werkzeugachse dreht, welche quer zur Längsachse steht, und welches relativ zum Profil entlang der Längsachse und quer zur Werkzeugachse verschiebbar ist, dadurch gekennzeichnet, dass das Fräswerkzeug entlang der Werkzeugachse relativ zum Profil verschiebbar ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass beim Bearbeiten eine Gehrungsfläche eines mittleren Abschnitts zwischen seitlichen Wangen des Profils mit einem Winkel von zumindest in etwa 45° zur Längsachse ausgebildet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeiten ohne Verschieben des Fräswerkzeugs entlang der Werkzeugachse erfolgt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeiten in zumindest zwei Durchgängen erfolgt, wobei sich das Fräswerkzeug bei den Durchgängen an unterschiedlichen Positionen entlang der Werkzeugachse befindet, wobei bevorzugt das Fräswerkzeug während der Bearbeitung entlang der Werkzeugachse verschoben wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sich Bearbeitungsbahnen des Fräswerkzeugs bei unterschiedlichen Durchgängen überlappen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeiten zusätzlich mit einem weiteren Fräswerkzeug erfolgt, welches sich um eine weitere Werkzeugachse dreht, welche parallel zur Werkzeugachse steht, und welches relativ zum Profil entlang der Längsachse und quer zur weiteren Werkzeugachse verschiebbar ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das weitere Fräswerkzeug entlang der weiteren Werkzeugachse relativ zum Profil verschiebbar ist oder nicht verschiebbar ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass beim Bearbeiten das Fräswerkzeug und das weitere Fräswerkzeug entlang einer gemeinsamen Bearbeitungsbahn überlappend oder deckend angeordnet sind.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeiten ein Entfernen eines mittleren Abschnitts des Profils zwischen seitlichen Wangen ist, wobei der mittlere Abschnitt zwischen den Wangen eine Ausdehnung entlang der Werkzeugachse aufweist, welche zumindest im Wesentlichen der Ausdehnung des Fräswerkzeugs und der Ausdehnung des weiteren Fräswerkzeugs entlang der weiteren Werkzeugachse entspricht,
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Fräswerkzeug und/oder das weitere Fräswerkzeug an einem Ende entlang der Werkzeugachse gesehen einen radial vorstehenden Nutausbildungsvorsprung aufweist, welcher beim Bearbeiten eine Nut im Profil bildet und/oder beim Bearbeiten Wangen des Profils selektiv teilweise entfernt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Fräswerkzeug und/oder das weitere Fräswerkzeug an einem Ende entlang der Werkzeugachse gesehen einen radial vorstehenden Strukturierungsvorsprung oder eine radial zurückstehende Strukturierungshinterschneidung aufweist, wobei jeder Strukturierungsvorsprung zum Ausbilden einer Hinterschneidung in einer der Wangen dient oder jede Strukturierungshinterschneidung zum Ausbilden eines Vorsprungs in einer der Wangen dient.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass bei dem Fräswerkzeug und/oder bei dem weiteren Fräswerkzeug Strukturierungsvorsprung und Nutausbildungsvorsprung an gegenüberliegenden Enden entlang der Werkzeugachse bzw. der weiteren Werkzeugachse gesehen angeordnet sind.
- Vorrichtung zum Bearbeiten eines Endbereichs eines Profils (1), welches sich entlang einer Längsachse erstreckt, wobei die Vorrichtung (5) folgendes aufweist:■ einen Spanner (7) zum Halten des Profils (1), so dass sich die Längsachse entlang einer vorgegebenen Richtung erstreckt.■ ein Fräswerkzeug (10), welches um eine Werkzeugachse (W1) drehbar ist, welche quer zur Längsachse steht, und welches relativ zum Profil (1) entlang der Längsachse und quer zur Werkzeugachse (W1) verschiebbar ist,dadurch gekennzeichnet, dass das Fräswerkzeug (10) entlang der Werkzeugachse (W1) relativ zum Profil (1) verschiebbar ist.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Vorrichtung ein weiteres, zweites Fräswerkzeug (20) aufweist, welches um eine weitere Werkzeugachse (W2) drehbar ist, welche quer zur Längsachse steht, und welches relativ zum Profil (1) entlang der Längsachse und quer zur Werkzeugachse (W2) verschiebbar ist, und das weitere Fräswerkzeug (20) entlang der Werkzeugachse (W2) relativ zum Profil (1) verschiebbar oder hierzu feststehend ausgebildet ist.
- Vorrichtung nach einem der Ansprüche 13 bis 14, dadurch gekennzeichnet, dass die Vorrichtung (5) zur Ausführung eines Verfahrens nach einem der Ansprüche 1 bis 12 ausgeführt ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020116297.9A DE102020116297A1 (de) | 2020-06-19 | 2020-06-19 | Verfahren und Vorrichtung zum Bearbeiten eines Endbereichs eines Profils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3925746A1 true EP3925746A1 (de) | 2021-12-22 |
Family
ID=76059746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21175284.5A Pending EP3925746A1 (de) | 2020-06-19 | 2021-05-21 | Verfahren und vorrichtung zum bearbeiten eines endbereichs eines profils |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3925746A1 (de) |
| DE (1) | DE102020116297A1 (de) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0385056A2 (de) * | 1989-03-03 | 1990-09-05 | Wilhelm Hirsch | Fräsmaschine zum Längsprofilieren von Rahmenhölzern für Fenster oder Türen |
| DE19721521A1 (de) * | 1996-05-22 | 1997-11-27 | Celaschi S P A | Numerisch gesteuerte Zapfenschneidmaschine |
| DE19820409C2 (de) * | 1998-05-07 | 2000-02-17 | Ingbuero Roob Gmbh | Verfahren zur Herstellung überfälzter Glasleisten |
| US20060073320A1 (en) * | 2004-10-05 | 2006-04-06 | Valinge Aluminium Ab | Appliance And Method For Surface Treatment Of A Board Shaped Material And Floorboard |
| EP1923183A1 (de) * | 2006-11-15 | 2008-05-21 | Essetre S.P.A. | Fräsmaschine zur Bearbeitung von Holzbalken |
| US20160251859A1 (en) * | 2008-01-31 | 2016-09-01 | Valinge Innovation Ab | Mechanical locking of floor panels |
| EP2894018B1 (de) * | 2010-02-10 | 2018-03-14 | Hans Hundegger | Holzbearbeitungsanlage |
| EP3460136A1 (de) * | 2017-09-26 | 2019-03-27 | Toma Holz AG | Verfahren zur herstellung eines akustikelements |
| DE102017124967A1 (de) * | 2017-10-25 | 2019-04-25 | Homag Gmbh | Werkzeug zur Bearbeitung von Werkstücken |
| US20190262915A1 (en) * | 2009-07-31 | 2019-08-29 | Valinge Innovation Ab | Methods and arrangements relating to edge machining of building panels |
| EP3527770B1 (de) * | 2018-02-16 | 2020-05-13 | Zuani Deutschland GmbH | Verfahren zur herstellung eines systems zur glasscheiben-fixierung mit holzrahmen ohne trennverlust |
-
2020
- 2020-06-19 DE DE102020116297.9A patent/DE102020116297A1/de active Pending
-
2021
- 2021-05-21 EP EP21175284.5A patent/EP3925746A1/de active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0385056A2 (de) * | 1989-03-03 | 1990-09-05 | Wilhelm Hirsch | Fräsmaschine zum Längsprofilieren von Rahmenhölzern für Fenster oder Türen |
| DE19721521A1 (de) * | 1996-05-22 | 1997-11-27 | Celaschi S P A | Numerisch gesteuerte Zapfenschneidmaschine |
| DE19820409C2 (de) * | 1998-05-07 | 2000-02-17 | Ingbuero Roob Gmbh | Verfahren zur Herstellung überfälzter Glasleisten |
| US20060073320A1 (en) * | 2004-10-05 | 2006-04-06 | Valinge Aluminium Ab | Appliance And Method For Surface Treatment Of A Board Shaped Material And Floorboard |
| EP1923183A1 (de) * | 2006-11-15 | 2008-05-21 | Essetre S.P.A. | Fräsmaschine zur Bearbeitung von Holzbalken |
| US20160251859A1 (en) * | 2008-01-31 | 2016-09-01 | Valinge Innovation Ab | Mechanical locking of floor panels |
| US20190262915A1 (en) * | 2009-07-31 | 2019-08-29 | Valinge Innovation Ab | Methods and arrangements relating to edge machining of building panels |
| EP2894018B1 (de) * | 2010-02-10 | 2018-03-14 | Hans Hundegger | Holzbearbeitungsanlage |
| EP3460136A1 (de) * | 2017-09-26 | 2019-03-27 | Toma Holz AG | Verfahren zur herstellung eines akustikelements |
| DE102017124967A1 (de) * | 2017-10-25 | 2019-04-25 | Homag Gmbh | Werkzeug zur Bearbeitung von Werkstücken |
| EP3527770B1 (de) * | 2018-02-16 | 2020-05-13 | Zuani Deutschland GmbH | Verfahren zur herstellung eines systems zur glasscheiben-fixierung mit holzrahmen ohne trennverlust |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102020116297A1 (de) | 2021-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2616197B1 (de) | Vorrichtung und verfahren zur herstellung von zumindest teilweise geschlossenen hohlprofilen mit drehbaren gesenkhälften und geringer taktzeit | |
| DE3823635C2 (de) | ||
| EP3388179A1 (de) | Verfahren zur verzahnbearbeitung eines werkstücks | |
| EP3412393A2 (de) | Vorrichtung und verfahren zum anfasen eines innenverzahnten werkstücks | |
| WO2016150575A1 (de) | Verfahren zur materialabtragenden bearbeitung von ebenen flächen eines werkstückes | |
| AT515177A1 (de) | Antriebssystem sowie damit ausgerüstete Profilieranlage | |
| EP1442808B1 (de) | Walzstange | |
| EP3031547A1 (de) | Verfahren und vorrichtung zum herstellen einer eckverbindung | |
| DE3633448A1 (de) | Schneidvorrichtung | |
| EP1740327A1 (de) | Werkzeug, maschine sowie verfahren zum entgraten von schnittkanten an werkstücken | |
| EP4100186B1 (de) | Walzwerkzeug und verfahren zum walzen eines profils | |
| EP3807023A1 (de) | Kaltwalzmaschine und verfahren zur erzeugung eines profils an einem werkstück | |
| EP2829357A1 (de) | Zentrieranordnung für einen Bauteilträger | |
| DE102007014532A1 (de) | Vorrichtung zum Bearbeiten des Eckbereichs von aus Profilstücken geschweißten Rahmen | |
| EP1125670B1 (de) | Verputzvorrichtung, insbesondere Schweissraupenputzmaschine | |
| DE69008120T2 (de) | Vorrichtung zur stufenweisen Positionierung, Bearbeitung und Nachbehandlung von Ecken von aus Kunststoff hergestellten Fenster- oder Türrahmen in einer seitlich angeordneten Arbeitsstelle. | |
| AT508493B1 (de) | Verfahren und werkzeugvorrichtung zum profilfräsen | |
| EP3925746A1 (de) | Verfahren und vorrichtung zum bearbeiten eines endbereichs eines profils | |
| EP1375038B1 (de) | Decolletagewerkzeug in der Form einer Wendeschneidplatte | |
| EP0796720A2 (de) | Schweissmaschine und Verfahren zur Herstellung von Rahmen | |
| DE102016120139B4 (de) | Verfahren, Werkzeugmaschine und Schlitzwerkzeug zum mehrhubig fortschreitenden Schlitzen von plattenförmigen Werkstücken | |
| DE10115653B4 (de) | Spannsystem zum Spannen und ggf. Zentrieren von Profilrahmen in Kombination mit einer Putzvorrichtung mit wenigstens zwei Bearbeitungseinheiten und zugehöriges Verfahren | |
| DE69428332T2 (de) | Walzverfahren zur Herstellung von Riemenscheiben und Anlage für dieses Verfahren | |
| EP4667194A1 (de) | Vorrichtung und verfahren zur herstellung einer profilverbindung | |
| EP2527083B1 (de) | Verfahren zur Bearbeitung der Stirnseiten von Werkstücken aus Holz, Kunststoff und dergleichen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| B565 | Issuance of search results under rule 164(2) epc |
Effective date: 20211119 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220603 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20241008 |