EP4101774A1 - Dispositif de scellement et procédé de scellement d'emballages - Google Patents
Dispositif de scellement et procédé de scellement d'emballages Download PDFInfo
- Publication number
- EP4101774A1 EP4101774A1 EP21179145.4A EP21179145A EP4101774A1 EP 4101774 A1 EP4101774 A1 EP 4101774A1 EP 21179145 A EP21179145 A EP 21179145A EP 4101774 A1 EP4101774 A1 EP 4101774A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- sealing
- moistening
- cover film
- operating state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/16—Applying or generating heat or pressure or combinations thereof by rotary members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
- B65B51/023—Applying adhesives or sealing liquids using applicator nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
- B65B51/026—Applying adhesives or sealing liquids using rotating applicators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/02—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/042—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for fluent material
Definitions
- the invention relates to a sealing device for sealing packages according to the preamble of claim 1 and a method for operating such a sealing device.
- Detergents and dishwashing detergents for domestic use are increasingly being packaged in the form of powders or liquids in water-soluble packaging.
- the packaging consists of water-soluble film and contains a unit dose of the detergent or dishwashing liquid.
- the filled and sealed packaging unit is placed in the washing machine or dishwasher. On contact with water, the foil packaging dissolves and releases the contents in the intended amount.
- a base film web and a cover film web are used, which are formed from water-soluble films.
- the base film is deep-drawn into appropriate matrices under the action of heat and vacuum.
- the molding process creates cavities in the base film that are filled with the product.
- a cover film is then sealed onto the base film. The contents in the molds are enclosed by the sealing of both foils.
- the sealed packaging units are separated from the coherent film webs so that they can be used individually by the user.
- water sealing can also be considered for sealing such packaging.
- dampening units with a felt roller are used, by means of which water is applied to the cover film.
- the moistened felt roll rolls on the water-soluble foil web, causing its surface to be dissolved.
- the cover film with the partially dissolved surface is then pressed onto the prepared base film by means of a pressure roller, the dissolving of the film surface causing a seal.
- Arrangement and method of this type are, for example, from GB 2 475 538 A known. Because of the cylindrical shape of the drum, filling and sealing must occur in quick succession and in close proximity to the top of the drum so that the product remains in the deep-drawn cavity and does not leak out. This limits the capacity of such a machine type.
- flatbed machines are used in which format plates with molded matrices are moved around in a manner comparable to a conveyor belt and perform a horizontal movement during the process steps relevant to deep-drawing, filling and sealing.
- larger output quantities per unit of time are possible because one or more format plates, each with several matrices, can run through a process step at the same time.
- the latter requires that the individual process stations along the horizontal movement path are locally relatively far apart from one another.
- the EP 3 323 740 B1 a device and a method in which an electromechanical spraying system with a row of outlet nozzles for contactless spraying of a water-containing liquid onto the web of cover foil is used in a manner comparable to an inkjet printer.
- the electromechanical spray system moistens the web of cover film on the circumference of the pressure roller, i.e. just before the sealing point. Nevertheless, a certain film section remains between the moistening point and the sealing point, which can dry out in the event of a machine standstill and can lead to the consequences described above when the machine is restarted.
- the invention is based on the object of further developing the generic sealing device in such a way that improved restart behavior is achieved.
- the invention is also based on the object of specifying a method for operating such a sealing device, which avoids the formation of defective packaging when restarting after a machine standstill.
- the moistening unit has a moistening roller and a spray device for the water-containing liquid, the moistening unit being switchable between a first operating state and a second operating state.
- the moistening roller acts on the web of cover film at a roller moistening point.
- the spraying device acts in the feed area on a spraying section of the web of cover film located between the roller moistening point and the sealing point.
- the cover film web in the first operating state, is wetted with the water-containing liquid by means of the moistening roller in the feed area at the roller moistening point, guided to the base film running horizontally on the flatbed machine and vertically pressed and sealed with it at the sealing point by means of the pressing device.
- the sealing device is switched to a second operating state.
- the spray section of the web of cover film lying in the feed area between the roller moistening point and the sealing point is wetted with the water-containing liquid by means of the spray device.
- the sealing device is then switched back to the first operating state and wetting by means of the moistening roller is resumed.
- the cover film web is guided with its wetted spray section to the base film running horizontally on the flatbed machine and is pressed and sealed vertically with this at the sealing point by means of the pressing device along the spray section.
- the basic idea is therefore to use the well-established dampening roller, which is known and proven from drum machines, in a flatbed machine in normal operation and to accept the comparatively large distance between the roller dampening point and the sealing point. This ensures reliable and uniform moistening of the upper web of cover foil in normal operation using simple means.
- the problems described above with temporary machine downtime and the subsequent restart of the machine are solved by using the spray device.
- the spray device When starting up again and shortly before the transition to normal operation, the dried film area is at least approximately completely moistened again and thus brought into a state capable of being sealed. This renewed moistening takes place in the feed area, in which the web of cover film is fed from top to bottom to the pressing device.
- the spray section extends at least approximately from the roller moistening point to the sealing point. This ensures that the partially dried film section is completely wetted again with moisture and consequently can be properly sealed on completely without gaps in the moistening and thus gaps in the sealing quality occurring.
- the spray device has a spray nozzle for dispensing the water-containing liquid in a jet fan and is designed to cover the entire spray section by means of the jet fan.
- the width of the spray fan ensures that the entire spray section is remoistened in just one single operation. The shortness of the time required for this contributes to the homogeneity of the moisture condition reached, to a rapid resumption of normal operation and to a seamless transition from the remoistened film section to the usually moistened cover film web.
- the spray device comprises a single spray nozzle mounted on a carriage, which can be moved transversely to the web of cover film by means of the carriage is. In connection with an even water supply, an even wetting can be achieved with minimal effort.
- a nozzle with intermittent piezo-delivery can be provided in order to generate a pulsating spray pattern.
- the spray nozzle can preferably be acted upon by a pressure source with the water-containing liquid and is designed for the continuous delivery of the water-containing liquid. In this way, a homogeneous water film can be generated with commercially available and inexpensive assemblies.
- the feed area is designed so that, in the second operating state, the cover film web is fed at least along the larger part of the spray section at an angle of 70° to 110° and in particular at an angle of 80° to 100° to the horizontal, i.e. at least approximately vertically to lead.
- the plane of the web of cover film in its spraying section is therefore at least approximately orthogonal to the plane of the horizontally guided web of base film.
- the spray direction is on the one hand approximately perpendicular to the spray section, which ensures effective wetting, and on the other hand approximately parallel to the base film, as a result of which it experiences practically no unintentional wetting.
- the pressing device is positioned at the sealing point in the first operating state and is remote therefrom in the second operating state.
- the sealing device has a stretching device which, in the second operating state, acts on the covering film web in the spraying section. After the pressing device has been removed, it is possible by means of the stretching device to bring the covering film web completely into the upright position, starting from the sealing point, and to keep it stretched there in a flat state. This enables an exact Remoistening right up to the sealing point without affecting the lower base film web. The sealing process can then be continued seamlessly.
- the moistening roller is preferably lifted off the web of cover film. This contributes to the fact that the remoistening can be carried out directly up to the roller dampening point, without the dampening roller being in the way. After reapplying the moistening roller, a seamless, continuous moistened film surface is created.
- FIG. 1 shows a side view of a section of a flatbed packaging machine for producing packaging units from a deep-drawn base film web 1 and a cover film web 2 sealed onto the base film web 1.
- At least the cover film web 2, here also the base film web 1 consist of a water-soluble film, for which PVOH (polyvinyl alcohol) is preferably selected.
- the packaging units are filled with detergent, detergent or the like.
- the packaging machine has several processing stations, but is in 1 for the sake of simplicity, only excerpts are shown in the area of their sealing station with the sealing device according to the invention. This is preceded by a deep-drawing station (not shown) and a filling station. The sealing device shown is followed by a separating station and a removal station.
- a cover film web 2 is then applied to the base film web prepared in this way in the sealing station shown here using the sealing device according to the invention and sealed, resulting in a multi-layer web with individually filled, tightly sealed film cavities. These are cut out as packaging units in the separating station already mentioned at the outset and finally removed from the format plates 18 in the removal station for further use.
- the sealing device has a moistening unit 4 for wetting the web of cover film 2 with the water-containing liquid 3 .
- the aqueous liquid here is water with added Surfactants provided. However, tap water can also be useful.
- the moistening unit 4 comprises a moistening roller 8 and a spray device 10, both of which are designed and provided for applying the water-containing liquid 3 to the web of cover film 2.
- the sealing device according to the invention also has a pressing device 5 which is designed and provided for the vertical pressing and sealing of the cover film web 2 moistened by means of the moistening unit 4 with the base film web 1 at a sealing point 6 .
- the pressing device 5 is designed in the embodiment shown as a laminating roller, which rests at the sealing point 6 in a line on the format plates with the interposition of the package of base and cover film web 1, 2 with vertical pressure.
- pressure stamps or the like can also be used.
- the cover film web 2 which has been moistened beforehand and thus partially dissolved on its surface, is sealed onto the base film web 1 in a cohesive manner.
- the sealing device has a feed area 7 in which the cover film web 2 is fed from top to bottom to the pressing device 5, i.e. essentially transversely to the conveying direction 17 of the format plates 18 with the base film web 1.
- the moistening unit 4 acts on the web of cover film 2 in this feed area 7 .
- the web of cover film 2 is moistened in the feed area 7, ie where the web of cover film 2 is moved from top to bottom.
- a stretching device 16 holds the cover film web 2 in position within the feed area 7 and in the stretched state under longitudinal tension.
- the sealing device 10 in a first operating state, in which a normal, continuous sealing process is carried out.
- the spray device 10 is passive. Rather, the moistening is carried out solely by means of the moistening roller 8 , which is designed here as a felt roller and rests on the surface of the web of cover film 2 in the feed area 7 at a roller moistening point 9 .
- the roller dampening point 9 can be in the form of a line.
- the web of cover film 2 lies above a small angle of wrap on the moistening roller 8, so that the roller moistening point 9 has the shape of a narrow but flat strip.
- the dampening roller 8 partially protrudes from above into a water bowl 19 filled with the liquid 3 .
- the moistening roller 8 may simply roll on the surface of the web of cover film 2 without its own drive.
- the moistening roller 8 preferably has its own drive, by means of which it rotates in the opposite direction to the direction in which the web of cover film 2 is pulled off.
- the web of cover film 2 moistened in this way is then continuously withdrawn in normal operation, fed to the pressing device 5 and sealed on as described above.
- Such interruptions in which there is no continuous movement and further processing, lead to undesired drying of the cover film webs 2, which have already been moistened but not yet sealed and are at a standstill, in the area between the roller moistening point 9 and the sealing point 6.
- the sealing device is switched to a second operating state, which 2 is shown.
- the changeover can take place while the machine is at a standstill or immediately afterwards when the packaging machine is restarted.
- the sealing device is thus placed in a state in which the moistening roller is initially passive when the machine is started up again, and in which the already mentioned spraying device is used instead.
- the spray device 10 acts in the supply area 7 on a between the roller moistening point 9 and the sealing point 6 lying spray section 11 of the cover sheet web 2 a.
- the spray section 11 of the web of cover film 2 in the feed area 7 between the roller moistening point 9 and the sealing point 6, which was previously wetted and has now dried on, is wetted again with the water-containing liquid 3 by means of the spraying device 10.
- “Hold in position” means here that in the second operating state the web of cover film 2 is guided at least along the larger part of the spray section 11 at an angle a of 70° to 110° and preferably of 80° to 100° to the horizontal.
- the stretching device 16 is towards the operating position 1 move to the right until it is positioned exactly above the sealing point 6 and thereby guides and holds the web of cover film 2 in the feed area 7, specifically in the spray section 11, at an angle (a) of approximately 90° to the horizontal.
- the repositioning of the pressing device 5 and the stretching device 16 also causes a repositioning of the cover film web 2 in the feed area 7 to the right, i.e.
- the dampening roller is still in the second operating state 2 compared to the first, normal operating state 1 including their water bowl 19 raised to the extent that the section of Cover sheet web 2 is exposed between the previous roller moistening point 9 and the sealing point 6 in the horizontal direction towards the spray device 10 .
- the spray section 11 The area of the web of cover film 2 reached by the spray device 10 between the roller moistening point 9 and the sealing point 6 is referred to here as the spray section 11 .
- the spray device 10 has a spray nozzle 13 for dispensing the water-containing liquid 3 in a jet fan 12 .
- the opening angle of the jet fan 12 and the distance between the spray nozzle 13 and the web of cover film 2 are matched to one another such that the spray section 11 is completely covered by the jet fan 12 in relation to the longitudinal direction of the second film web 2 .
- spray nozzles can be arranged side by side. This would open up the possibility of moistening the spray section 11 along the entire width of the web of cover film 2 by means of overlapping, conical jet fans 12 with a single spray blast.
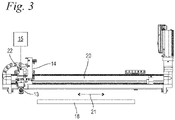
- a single spray nozzle 13 is provided, which is shown in the end view according to FIG 3 shown in additional detail. Accordingly, the spray nozzle 13 is mounted together with an associated control unit 22 on a carriage 14 and by means of this carriage 14 on a guide rail 20 according to a double arrow 21 transverse to In the longitudinal direction of the web of cover film 2, it can be moved.
- the control unit 22 includes a needle valve, not shown, and is responsible for setting and maintaining a specific flow rate of the water-containing liquid 3 through the spray nozzle 13 .
- a pressure source 15 is also provided for the water-containing liquid 3 , from which the spray nozzle 13 is acted upon and fed with the water-containing liquid 3 through the control unit 22 .
- the pressure source 15 can be a pump and in the present case is a pressure tank. However, other suitable pressure sources 15 can also be selected.
- the assembly of the liquid pump 15 and spray nozzle 13 is designed, in particular with the cooperation of the control unit 22, for a continuous delivery of liquid and thus for the continuous generation of the jet fan 12 as an upright flat jet. The jet fan 12 is thus moved continuously and in a continuous movement along the entire width of the web of cover film 2, with the result that the spray section 11 is wetted with the water-containing liquid 3 over the entire width.
- the sealing device returns to its first operating state 1 offset, the spray device 10 taken out of operation, and the wetting of the web of cover film 2 by means of the moistening roller 8 resumed.
- the cover film web 2 with its wetted spray section 11 must be guided to the base film 1 running horizontally on the flatbed machine and pressed vertically with it at the sealing point 6 by means of the pressing device 5 along the spray section 11 in the manner described above and sealed .
- the spray section 11 is completely sealed and the web of cover film 2 moistened in the usual way by means of the moistening roller 8 reaches the sealing point 6, normal sealing operation resumes and the restarting of the packaging machine can be regarded as complete.
- the packaging units sealed by means of the spray section 8 during the restart are tight. Depending on the requirement profile, they can be used as a regular product or sorted out. In any case, the tightness achieved is sufficient for proper operation of the packaging machine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21179145.4A EP4101774B1 (fr) | 2021-06-11 | 2021-06-11 | Dispositif de scellement et procédé de scellement d'emballages |
| PL21179145.4T PL4101774T3 (pl) | 2021-06-11 | 2021-06-11 | Urządzenie uszczelniające i sposób uszczelniania opakowań |
| ES21179145T ES2967199T3 (es) | 2021-06-11 | 2021-06-11 | Dispositivo de sellado y procedimiento para sellar envases |
| CN202210653204.XA CN115465498B (zh) | 2021-06-11 | 2022-06-10 | 用于密封包装的密封装置和方法 |
| US17/837,873 US11845579B2 (en) | 2021-06-11 | 2022-06-10 | Sealing apparatus and method for sealing packages |
| CA3162802A CA3162802A1 (fr) | 2021-06-11 | 2022-06-10 | Appareil de scellage et methode pour sceller des emballages |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21179145.4A EP4101774B1 (fr) | 2021-06-11 | 2021-06-11 | Dispositif de scellement et procédé de scellement d'emballages |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4101774A1 true EP4101774A1 (fr) | 2022-12-14 |
| EP4101774B1 EP4101774B1 (fr) | 2023-10-18 |
Family
ID=76444266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21179145.4A Active EP4101774B1 (fr) | 2021-06-11 | 2021-06-11 | Dispositif de scellement et procédé de scellement d'emballages |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11845579B2 (fr) |
| EP (1) | EP4101774B1 (fr) |
| CN (1) | CN115465498B (fr) |
| CA (1) | CA3162802A1 (fr) |
| ES (1) | ES2967199T3 (fr) |
| PL (1) | PL4101774T3 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4190707A1 (fr) * | 2021-12-03 | 2023-06-07 | Fameccanica.Data S.p.A. | Unité de mouillage et machine de formage et procédé de fabrication d'articles de dose unitaire |
| NL2036251B1 (en) * | 2023-11-13 | 2025-05-23 | Eme Engel Machf En Engineering B V | Packaging system for producing pouches comprising a water-soluble base film, a water-soluble cover film, and a fluid or powder |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2475538A (en) | 2009-11-23 | 2011-05-25 | Rideau Machinery Inc | Rotary thermoforming machine |
| CN105416638A (zh) * | 2015-12-15 | 2016-03-23 | 佛山市博维环保材料有限公司 | 一种水溶性薄膜自动包装机及包装工艺 |
| EP3323740B1 (fr) | 2016-11-17 | 2019-11-06 | Harro Höfliger Verpackungsmaschinen GmbH | Dispositif de scellement et procédé de scellement d'emballages |
| WO2020031096A1 (fr) * | 2018-08-10 | 2020-02-13 | T.M.E. S.p.A. | Procédé et machine de conditionnement permettant de fabriquer une dosette compostable pour des produits brassicoles et dosette compostable pour des produits brassicoles |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB991465A (en) * | 1961-10-16 | 1965-05-05 | Procter & Gamble Ltd | Sealing soluble film packets |
| WO2005012097A1 (fr) * | 2003-07-25 | 2005-02-10 | Lts Lohmann Therapie-Systeme Ag | Fixation et marquage de plaques |
| US20070119542A1 (en) * | 2005-11-30 | 2007-05-31 | Williams David R | Labeling method and apparatus |
| CN101873968A (zh) * | 2007-11-26 | 2010-10-27 | 埃克森美孚石油公司 | 贴标签方法和装置 |
| JP6178848B2 (ja) * | 2012-06-23 | 2017-08-09 | リデュー マシーナリー インク | 可溶性のパウチの回転可能な連続成型動作の改良 |
| CA2871901C (fr) * | 2014-10-24 | 2021-07-20 | Multi-Pack Solutions | Systemes et methodes de formation de paquets hydrosolubles a double couche |
| CA2943138A1 (fr) * | 2015-09-25 | 2017-03-25 | Multi-Pack Solutions, LLC | Machine de conditionnement dotee de mecanismes de deplacement controlables de maniere independante |
| PL3359470T3 (pl) * | 2015-10-06 | 2021-01-25 | Satellite Industries, Inc. | Opakowanie produktu do neutralizacji zapachu i sposób jego formowania |
| US20170101204A1 (en) * | 2015-10-07 | 2017-04-13 | Cloud Packaging Solutions, LLC | System for Forming Packages From Film Material |
| US20170101203A1 (en) * | 2015-10-07 | 2017-04-13 | Cloud Packaging Solutions, LLC | System for forming packages from film material |
| WO2018093787A1 (fr) * | 2016-11-15 | 2018-05-24 | Cloud Packaging Solutions Llc | Machine pour couper des poches ayant un bord péripherique façonné, procédé et poche |
| US10781000B2 (en) * | 2017-06-19 | 2020-09-22 | The Procter & Gamble Company | Apparatus and process for forming water soluble pouches |
| EP4159418A1 (fr) * | 2021-10-01 | 2023-04-05 | The Procter & Gamble Company | Procédé d'étanchéification de films d'alcool polyvinylique solubles dans l'eau |
-
2021
- 2021-06-11 PL PL21179145.4T patent/PL4101774T3/pl unknown
- 2021-06-11 EP EP21179145.4A patent/EP4101774B1/fr active Active
- 2021-06-11 ES ES21179145T patent/ES2967199T3/es active Active
-
2022
- 2022-06-10 CN CN202210653204.XA patent/CN115465498B/zh active Active
- 2022-06-10 CA CA3162802A patent/CA3162802A1/fr active Pending
- 2022-06-10 US US17/837,873 patent/US11845579B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2475538A (en) | 2009-11-23 | 2011-05-25 | Rideau Machinery Inc | Rotary thermoforming machine |
| CN105416638A (zh) * | 2015-12-15 | 2016-03-23 | 佛山市博维环保材料有限公司 | 一种水溶性薄膜自动包装机及包装工艺 |
| EP3323740B1 (fr) | 2016-11-17 | 2019-11-06 | Harro Höfliger Verpackungsmaschinen GmbH | Dispositif de scellement et procédé de scellement d'emballages |
| WO2020031096A1 (fr) * | 2018-08-10 | 2020-02-13 | T.M.E. S.p.A. | Procédé et machine de conditionnement permettant de fabriquer une dosette compostable pour des produits brassicoles et dosette compostable pour des produits brassicoles |
Also Published As
| Publication number | Publication date |
|---|---|
| US11845579B2 (en) | 2023-12-19 |
| US20220396384A1 (en) | 2022-12-15 |
| CN115465498B (zh) | 2025-12-19 |
| EP4101774B1 (fr) | 2023-10-18 |
| CA3162802A1 (fr) | 2022-12-11 |
| ES2967199T3 (es) | 2024-04-29 |
| PL4101774T3 (pl) | 2024-03-18 |
| CN115465498A (zh) | 2022-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0710605B1 (fr) | Procédé et dispositif pour la maximisation de la vitesse fréquentielle d'une machine d'emballage sous vide | |
| EP2423112B1 (fr) | Dispositif et procédé de fabrication d'emballages pour cigarettes | |
| EP4101774B1 (fr) | Dispositif de scellement et procédé de scellement d'emballages | |
| WO2008086992A1 (fr) | Chaîne de traitement pour des éléments du genre plaques, notamment des cellules solaires, et procédé de traitement d'éléments du genre plaques | |
| WO2013053484A1 (fr) | Thermoformeuse | |
| EP3323740B1 (fr) | Dispositif de scellement et procédé de scellement d'emballages | |
| EP1717150A1 (fr) | Procédé et dispositif pour fabriquer des emballages blister remplis et scellés. | |
| EP0113874B1 (fr) | Machine à envelopper et à cercler une pile compressible | |
| DE3215436C2 (de) | Vorrichtung zum Herstellen einer Packung | |
| DE10313370B3 (de) | Überführungseinrichtung für den Anfang einer Folienbahn oder eines Folienrestgitters von einer Thermoformmaschine zu einer Schneidmühle und Verfahren zum Betreiben der Überführungseinrichtung | |
| EP4368366B1 (fr) | Dispositif d'emboutissage profond, machine d'emballage dotée d'un dispositif d'emboutissage profond et procédé de fonctionnement du dispositif d'emboutissage profond | |
| EP3851271A1 (fr) | Procédé et dispositif de fabrication de pièces tubulaires individuelles, ainsi que pièces tubulaires et sacs | |
| DE102022128000A1 (de) | Verfahren zum betreiben einer verpackungsmaschine für lebensmittelprodukte, und verpackungsmaschine | |
| WO2011066911A1 (fr) | Procédé et dispositif pour remplacer des balles d'étoupe | |
| EP3967637B1 (fr) | Dispositif et procédé d'épissurage et de fourniture continue d'une bande continue de feuille | |
| EP1834531B1 (fr) | Préparation d'une bande de matériau de filtre de l'industrie de traitement du tabac | |
| DE10348182B4 (de) | Vorrichtung und Verfahren zum Herstellen von mit einer Banderole versehenen Behältern | |
| DE4017923C1 (en) | Thermoplastic films moulding machine - compensates for shrinkage of film and incorporates several work stations | |
| DE3710055C2 (fr) | ||
| EP4366919A1 (fr) | Procédé et appareil pour manipuler des parties d'une bande de matériau | |
| EP2394940A2 (fr) | Dispositif de formation de pile pour empiler des pièces plates | |
| WO2023202860A1 (fr) | Procédé pour faire fonctionner une machine d'emballage pour produits alimentaires, et machine d'emballage | |
| EP3981575B1 (fr) | Agencement d'alimentation en un demi-produit d'une machine de thermoformage, agencement de thermoformage ainsi que procédé | |
| EP3981574B1 (fr) | Agencement d'alimentation en un demi-produit d'une machine de thermoformage, agencement de thermoformage ainsi que procédé | |
| EP3613556A1 (fr) | Dispositif d'emboutissage profond et procédé d'emboutissage profond des feuilles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| 17P | Request for examination filed |
Effective date: 20230525 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 47/04 20060101ALI20230613BHEP Ipc: B65B 9/04 20060101ALI20230613BHEP Ipc: B65B 7/16 20060101AFI20230613BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20230628 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230717 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021001725 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2967199 Country of ref document: ES Kind code of ref document: T3 Effective date: 20240429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240218 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240119 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240118 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240118 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502021001725 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250602 Year of fee payment: 5 Ref country code: DE Payment date: 20250618 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250618 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250618 Year of fee payment: 5 Ref country code: BE Payment date: 20250618 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250627 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250721 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250603 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20250618 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231019 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250731 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250624 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210611 |