EP4119247A1 - Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung - Google Patents
Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung Download PDFInfo
- Publication number
- EP4119247A1 EP4119247A1 EP21185929.3A EP21185929A EP4119247A1 EP 4119247 A1 EP4119247 A1 EP 4119247A1 EP 21185929 A EP21185929 A EP 21185929A EP 4119247 A1 EP4119247 A1 EP 4119247A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling stock
- treatment
- control device
- density
- thermal state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
Definitions
- the present invention is also based on a control program for a control device of a treatment device for treating a metal rolling stock, the control program comprising machine code which can be processed by the control device, the processing of the machine code by the control device causing the control device operates the treatment facility according to such a treatment method.
- the present invention is also based on a control device of a treatment device for treating a rolling stock made of metal, the control device being programmed with such a control program so that the control device operates the treatment device according to such a treatment method.
- the heat conduction equation is a differential equation that has to be solved iteratively in small time steps. Depending on the procedure, the heat conduction equation can be applied in different ways. Depending on the situation, it may also be necessary to iteratively solve a phase transformation equation in parallel to solving the heat conduction equation.
- Heat conduction equations are known in various configurations. For example, it is known to apply the heat conduction equation one-dimensionally or three-dimensionally. In the case of a one-dimensional approach, the heat conduction equation is solved only in the direction of the thickness of the flat rolling stock. Longitudinal and latitudinal heat flow is neglected. In the following - in the sense of an incomplete list - some possible one-dimensional approaches for the heat conduction equation are listed and explained. The corresponding three-dimensional approaches are not explained separately, but are (at least mostly) also specified in the prior art.
- Equation 1 The difference to Equation 1 is that the heat capacity c P is now temperature-dependent and thus indirectly variable over time, and a non-linear behavior of the rolling stock can be modeled.
- the thermal conductivity can be state dependent. This approach is also explained in the referenced book by Aslak Tveito and Ragnar Winther. It is non-linear and also based on temperature.
- ⁇ ⁇ ⁇ H ⁇ t ⁇ ⁇ s ⁇ H p ⁇ ⁇ T H p ⁇ s + Q s
- - H the enthalpy
- p a phase state.
- the phase state can be scalar or vectorial.
- Heat sources or heat sinks are modeled with Q. This approach is used, for example, in EP 1 397 523 A1 , the EP 1 576 429 A1 and the EP 1 711 868 B1 explained. This approach is non-linear, works with the enthalpy and the phase transition and with sources.
- the temperature is a variable derived from the enthalpy and the phase state. With this approach, heat sources and heat sinks can be taken into account.
- ⁇ is - as before - the density
- f i are fractions of phases
- ⁇ i are the densities of the phases.
- the heat conduction equation (among other things) always includes the density. This applies regardless of whether one of the approaches explained above is used for the heat conduction equation or another approach. It also applies regardless of whether the heat conduction equation is set as one-dimensional or multi-dimensional, and regardless of whether the heat conduction equation is set as linear or non-linear.
- the object of the present invention is to create possibilities by means of which the state-dependent density of the rolling stock can be correctly taken into account and the accuracy when solving the heat conduction equation can thus be improved.
- the dependence of the heat conduction equation on the density of the rolling stock can be fully taken into account by the factor a or a'. Beyond the factor a or a', the heat conduction equation is therefore independent of the density of the rolling stock.
- the coefficient xD can be determined such that it is equal to the third root of the quotient of the density dependent on the respective thermal state of the rolling stock and the normalized density related to the predetermined thermal state of the rolling stock.
- the temporal development of the thermal state of the rolling stock is modeled online - for example as part of a setup calculation - or even in real time.
- the type of treatment can be as needed.
- the treatment device it is possible for the treatment device to roll the rolling stock so that the thickness of the rolling stock is smaller after the treatment device has acted on the rolling stock than before the treatment device has acted on the rolling stock.
- the thermal conductivity determined by the model In this case, the state of the rolling stock can be used, for example, within the scope of determining the deformation resistance of the rolling stock and thus determining the required rolling force.
- the treatment device is used to influence the rolling stock purely thermally, without forming the rolling stock.
- a thermal influencing of the rolling stock can, if required, be, for example, heating (for example inductive heating) before a roughing train or before a finishing train. It can also be an effect in which cooling occurs as an unavoidable side effect, for example during descaling of the rolling stock. Above all, however, it can be intentional cooling.
- interstand cooling ie cooling between individual rolling processes in a multi-stand rolling train
- cooling in a cooling section downstream of a rolling device can be mentioned.
- control program with the features of claim 6.
- the execution of the control program causes the control device to operate the treatment device according to a treatment method according to the invention.
- control device with the features of claim 7.
- the control device is programmed with a control program according to the invention, so that the control device operates the treatment device according to a treatment method according to the invention.
- control device is designed as a control device according to the invention, so that the control device is the treatment device operates according to a treatment method according to the invention.
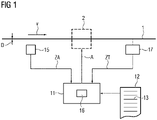
- a treatment plant for rolling stock 1 has a treatment device 2 .
- the rolling stock 1 can be acted on by means of the treatment device 2 .
- the rolling stock 1 consists of metal.
- the rolling stock 1 usually consists of steel. However, it can also consist of another metal, for example aluminum or copper.
- the rolling stock 1 extends - see FIG 2 - in a longitudinal direction over a overall length L and in a width direction over an overall width B. Furthermore, the rolling stock 1 also extends in a thickness direction—see FIG FIG 1 - Over a thickness D.
- the thickness D is smaller than the width B, usually considerably smaller.
- the width B is usually smaller than the length L. Typical values for the thickness D are in the range from less than 1 mm to 250 mm, sometimes a little more. Typical values for the width B are in the range between 500 mm and 2500 mm, in some cases even slightly more.
- the length L is several meters, for example several 100 m or even up to more than 1000 m.
- the rolling stock 1 is therefore a flat rolling stock 1.
- the rolling stock 1 is a warm rolling stock 1.
- the treatment device 2 can act on the rolling stock 1 at least essentially in the thickness direction. This is discussed below in connection with 3 explained in more detail.
- the rolling stock 1 can first be rough-rolled in a roughing mill, then finish-rolled in a finishing train, then cooled in a cooling section downstream of the finishing train and finally coiled into a bundle.
- the roughing mill has at least one roughing stand 3 for roughing the rolling stock 1 .
- the finishing train for finish-rolling the rolling stock 1 has at least one finish-rolling stand 4 .
- the cooling section has at least one application device 5, by means of which the rolling stock 1 can be subjected to cooling water.
- a heating device 6 (in particular an induction heater) and/or a descaling device 7 can be arranged upstream of the roughing mill.
- a heating device 8 (in particular an induction heater) and/or a descaling device 9 can be arranged upstream of the finishing train.
- 4 intermediate stand cooling systems 10 can also be arranged between the finishing rolling stands, by means of which the rolling stock 1 is between the individual finishing rolling stands 4 can be charged with cooling water.
- each of the components 3 to 10 mentioned can be a treatment device 2 within the meaning of the present invention.
- the rolling stock 1 is rolled.
- the thickness D of the rolling stock 1 after the action of the treatment device 2, 3, 4 on the rolling stock 1 is generally smaller than before the action of the treatment device 2, 3, 4 on the rolling stock 1.
- the heating devices 6, 8, the descaling devices 7, 9 and the interstand cooling 10 the action of the treatment device 2, 5 to 10 on the rolling stock 1 has a purely thermal effect on the rolling stock 1 without forming.
- the heating devices 6, 8 the purely thermal influence is a heating of the rolling stock 1.
- the descaling devices 7, 9 and the interstand cooling in 10 the purely thermal influence is a cooling of the rolling stock 1.
- the treatment device 2 (and optionally also other components of the treatment system) are in accordance with FIG 1 controlled by a control device 11.
- the control device 11 is programmed with a control program 12 .
- the control program 12 includes machine code 13 which can be processed by the control device 11 .
- the programming of the control device 11 with the control program 12 (or equivalently the processing of the machine code 13 by the control device 11) causes the control device 11 to
- Treatment device 2 operates according to a treatment method, as below - initially in connection with FIG 4 - is explained in more detail.
- an initial state ZA of the rolling stock 1 becomes known to the control device 11 in a step S1.
- the initial state ZA can, under certain circumstances, relate to the entire rolling stock 1 .
- he himself - see FIG 2 - Refer to a single section 14 of the rolling stock 1.
- the initial state ZA relates to an individual section 14 of the rolling stock 1 .
- This also represents the general case, since in the case of a uniform consideration of the entire rolling stock 1, only the number of sections 14 has to be reduced accordingly, namely to a single section 14.
- a thermal state of the section 14 is determined by the initial state ZA.
- the initial temperature T of the corresponding section 14 is determined by it—directly or indirectly.
- a phase state p can also be determined.
- the initial state ZA can contain the initial temperature or the initial enthalpy of the section 14, in both cases with or without phase components or at least one phase component.
- the rolling stock 1 as shown in the 1 to 3 be conveyed at a constant or variable speed v, the speed v running in the longitudinal direction of the rolling stock 1.
- the initial state ZA can be recorded and fed to the control device 11 with a fixed time cycle, for example by means of a corresponding measuring device 15 (for example by means of a temperature measuring station).
- the control device 11 assigns the initial state ZA to the corresponding section 14 .
- a fixed time cycle is the length of the respective section 14, to which the respective initial state ZA refers, is determined by the speed v during the respective timing cycle and the timing cycle itself.
- the timing is typically between 0.1 s and 0.5 s, in particular between 0.2 s and 0.4 s, for example 0.3 s.
- a step S2 the control device 11 sets a current state Z of the section 14 equal to the initial state ZA.
- the current state Z is therefore also a thermal state.
- step S3 the control device 11 updates the current state Z of the section 14.
- the control device 11 sets in a model 16 of the rolling stock 1 (see FIG 1 ) provides at least one heat conduction equation for section 14 and solves the heat conduction equation for a single time step. This will be explained later in detail. If required, the control device 11 can also apply and solve a phase transformation equation for the section 14 in step S3.
- control device 11 implements a path tracking for the section 14 in a step S4.
- a path tracking and its implementation is generally known to those skilled in the art.
- a step S5 the control device 11 checks whether a treatment time has been reached at which the section 14 of the rolling stock 1 should be treated in the treatment device 2, ie the treatment device 2 should act on the section 14 in the thickness direction.
- the treatment time is not a period of time detached from an absolute time, but a fixed point in time or a fixed period of time.
- the term “treatment time” therefore does not mean that the section 14 should be acted on in the treatment device 2 for--for example--5 s, regardless of when this happens.
- the term “treatment time” rather means that in the treatment facility 2 at a specific point in time - for example exactly at 1:39:22 p.m. - the section 14 should be acted on or from the specific point in time for a predetermined period of time - for example for 5 s - on the section 14 is to be acted upon.
- control device 11 goes back to step S3. If, on the other hand, the treatment time has been reached, the control device goes to a step S6.
- step S6 the control device 11 determines a control A for the treatment device 2 depending on the current state Z, which was determined using the model 16 for the section 14 for the treatment time.
- the control A for example, the Material strength of section 14 are also taken into account, as they result from the current state Z (among other things).
- the extent of the influence for example the amount of coolant that is to be applied to section 14—can be determined as a function of the current state Z.
- control device 11 controls the treatment device 2 according to the control A determined. Due to the control A, the treatment device 2 acts on the rolling stock 1 in the thickness direction.
- the procedure of FIG 4 the development over time of the current state Z of the rolling stock 1 is thus modeled at least for a period before the treatment time by means of the model 16 by iteratively solving at least one heat conduction equation. If necessary, as already mentioned, iteratively and with mutual coupling a phase transformation equation can be solved simultaneously with the heat conduction equation.
- step S7 in which the action is taken on section 14, is followed by steps S11 to S16.
- step S11 the control device 11 updates the current state Z of the section 14 according to the control A.
- the control device 11 updates the current state Z in a step S12.
- the content of step S12 corresponds to step S3. Furthermore, if necessary, the control device 11 implements path tracking for the corresponding section 14 in a step S13.
- a step S14 the control device 11 checks whether the section 14 has reached a detection point at which an actual thermal state ZT of the section 14 is detected by means of a further measuring device 17.
- the measuring device 17 can be a temperature measuring station, for example.
- step S15 the control device 11 accepts the actual thermal state ZT of the section 14 .
- step S16 the control device 11 then compares the last determined current state Z with the actual thermal state ZT recorded by measurement. Based on the comparison, the control device 11 takes further measures in step S16. For example, it can adapt the model 16 or track the control A in the sense of a target/actual regulation.
- Equation 8 H is the enthalpy (or energy density)
- t is the time
- s is the thickness variable
- ⁇ is the thermal conductivity
- ⁇ is the density
- T is the temperature.
- the arguments of the variables are not given in Equation 8, since they are not important in the context of the present invention.
- the present invention is explained below. However, the procedure according to the invention is also valid for other heat conduction equations, regardless of the approach taken.
- the density ⁇ and the thermal conductivity ⁇ of the rolling stock 1 go into the heat conduction equation.
- the thermal conductivity ⁇ is generally dependent on the respective thermal state Z of the rolling stock 1 (or the corresponding section 14).
- the control device 11 is therefore in accordance with FIG 7 the thermal conductivity ⁇ for a large number of possible thermal states Z is supplied.
- the density ⁇ is assumed to be constant and is therefore supplied to the control device 11 as a constant. This procedure is known in the prior art and is not (yet) the subject of the present invention. If the accuracy requirements are not too high, this procedure is completely satisfactory.
- the density ⁇ is not constant, but varies at least as a function of the temperature, and often also as a function of the phase state p.
- the density ⁇ is therefore dependent on the respective thermal state Z of the rolling stock 1.
- the fact that the variability of the density ⁇ in equation 8 is not taken into account leads to inaccuracies in the modelling.
- the - at least extensive - compensation of these inaccuracies is the subject of the present invention.
- the rolling stock 1 has a predetermined thermal state Z0, the rolling stock 1 has a specific density ⁇ 0 .
- This density ⁇ 0 is referred to below as normalized density.
- the current state Z of the rolling stock 1 deviates from the predetermined thermal state Z0, then the current density ⁇ of the rolling stock 1 usually also differs from the normalized density ⁇ 0 of the rolling stock 1.
- the change in density ⁇ corresponds to a change in volume.
- L, B and D are the length, width and thickness of the rolled stock 1 at the respective state Z and L 0 , B 0 and D 0 are the length, width and thickness of the rolled stock 1 at the predetermined thermal state Z0.
- the quantities related to the predetermined thermal state Z0 are referred to below as normalized length, normalized width and normalized thickness.
- the heat conduction equation is solved for predetermined interpolation points.
- the interpolation points are specified once and have specific (small) distances ds 0 from one another when specified, particularly in the direction of thickness.
- the position of the interpolation points also changes.
- This also changes the distances ds between the interpolation points.
- the distances ds would therefore have to be updated. This proves to be unwieldy in practice.
- the modeling is considerably simplified if the distances ds 0 can be retained uniformly, i.e. the distance ds 0 is used throughout the calculation. This affects the heat conduction equation.
- a small volume element 18 is considered below, ie a volume element 18 which is defined according to FIG 8 (see there on the left) has the normalized length L 0 , the normalized width B 0 and the normalized thickness ds 0 . In the currently considered state Z, however, the volume element 18 (see in 8 right) actually has the length L, the width B and the thickness ds.
- the thermal conductivity ⁇ is specified as a function of the state Z.
- the control device 11 therefore does not "know" the thermal conductivity ⁇ 0 in the untransformed state, but rather the thermal conductivity ⁇ in the transformed state.
- the control device 11 In addition to the thermal conductivity ⁇ (dependent on the current state Z), the normalized density ⁇ 0 and the coefficients xL, xB and xD (also dependent on the current state Z) must be specified.
- the thermal conductivity ⁇ and the coefficients xL, xB and xD are specified, for example, for predefined states between which interpolation is carried out. This is well known to those skilled in the art and need not be explained in detail.
- the normalized density ⁇ 0 and the coefficients xL, xB and xD also implicitly give the density ⁇ that is dependent on the current state Z, even if the density ⁇ that is dependent on the current state Z is no longer required to solve the heat conduction equation itself.
- the rolling stock 1 often behaves isotropically. This applies not only, but also to the density ⁇ .
- the control device 11 according to 11 in addition to the thermal conductivity ⁇ (dependent on the current state Z), the density ⁇ (also dependent on the current state Z) is specified.
- the control device 11, as shown in FIG 12 (for example before the execution of steps S1 to S7) first determine the normalized density ⁇ 0 independently in a step S21. For example, the control device 11 can determine, as the normalized density ⁇ 0 , the greatest density p, the smallest density ⁇ or a value between the greatest and the smallest density ⁇ from the predefined densities ⁇ .
- the control device 11 can determine the corresponding value x for the respective state Z by forming the quotient according to Equation 9. Furthermore, since the product of the coefficients xL, xB and xD must be equal to the value x according to Equation 13 and the coefficients xL, xB and xD must have the same value as one another due to the isotropy, the control device 11 finally, in a step S23, also determine the coefficient xD (and also the coefficients xL and xB).
- the rolling stock 1 behaves isotropically, it is still in the case of the embodiment according to FIG 10 it is not necessary to specify the coefficients xL, xB and xD individually. Since the coefficients xL, xB and xD are of equal size in the case of an isotropic behavior, it is sufficient to specify one of the coefficients xL, xB and xD individually.
- Equation 24 is very similar to Equation 19, but not identical to Equation 19. The difference is that in Equation 19 the untransformed thermal conductivity ⁇ 0 and the normalized density ⁇ 0 of the predetermined state are used, while in Equation 24 the thermal conductivity ⁇ and the density ⁇ as given to the controller 11 are used.
- the control device 11 in addition to the thermal conductivity ⁇ and the density ⁇ , the coefficient xD can be specified. If the rolling stock 1 behaves isotropically, it is still possible to control the control device 11 as in 11 only to specify the thermal conductivity ⁇ and the density ⁇ , since the control device 11 can independently determine the coefficient xD in this case. Alternatively it is according to 15 possible to specify the coefficient xD for the control device 11 in addition to the thermal conductivity ⁇ and the normalized density ⁇ 0 .
- Equation 8 it is well known to those skilled in the art that the heat conduction equation according to Equation 8 (this also applies analogously to other heat conduction equations) can be solved in real time.
- the modeling of the development over time of the thermal state Z of the rolling stock 1 takes place in real time. For example, in connection with the 3 and 4 explained procedures this is the case.
- control device 11 can be supplied with an expected initial thermal state ZA and an expected course over time for the speed v of rolling stock 1, so that control device 11 can determine in advance which current thermal state Z is expected when the Rolling stock 1 reaches the treatment device 2.
- the present invention has many advantages.
- the influence of the density ⁇ can be taken into account at least substantially correctly in the heat conduction equation even if the density ⁇ is state-dependent. This is an improved modeling of the thermal Behavior of the rolling stock 1 possible.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Control Of Metal Rolling (AREA)
- Control Of Heat Treatment Processes (AREA)
Abstract
Description
- Die vorliegende Erfindung geht aus von einem Behandlungsverfahren für ein Walzgut aus Metall, wobei das Walzgut ein flaches warmes Walzgut ist, das sich in einer Längsrichtung, in einer Breitenrichtung und in einer Dickenrichtung erstreckt,
- wobei zu einer Behandlungszeit mittels einer Behandlungseinrichtung zumindest im wesentlichen in Dickenrichtung auf das Walzgut eingewirkt wird,
- wobei zumindest für einen Zeitraum vor der Behandlungszeit mittels eines Modells des Walzguts durch iteratives Lösen zumindest einer Wärmeleitungsgleichung die zeitliche Entwicklung eines thermischen Zustands des Walzguts modelliert wird,
- wobei eine Ansteuerung der Behandlungseinrichtung, aufgrund derer die Behandlungseinrichtung auf das Walzgut einwirkt, in Abhängigkeit von demjenigen thermischen Zustand erfolgt, der mittels des Modells für das Walzgut für die Behandlungszeit ermittelt wird,
- wobei die Dichte des Walzguts in die Wärmeleitungsgleichung eingeht,
- wobei die Dichte vom jeweiligen thermischen Zustand des Walzguts abhängt.
- Die vorliegende Erfindung geht weiterhin aus von einem Steuerprogramm für eine Steuereinrichtung einer Behandlungseinrichtung zum Behandeln eines Walzguts aus Metall, wobei das Steuerprogramm Maschinencode umfasst, der von der Steuereinrichtung abarbeitbar ist, wobei die Abarbeitung des Maschinencodes durch die Steuereinrichtung bewirkt, dass die Steuereinrichtung die Behandlungseinrichtung gemäß einem derartigen Behandlungsverfahren betreibt.
- Die vorliegende Erfindung geht weiterhin aus von einer Steuereinrichtung einer Behandlungseinrichtung zum Behandeln eines Walzguts aus Metall, wobei die Steuereinrichtung mit einem derartigen Steuerprogramm programmiert ist, so dass die Steuereinrichtung die Behandlungseinrichtung gemäß einem derartigen Behandlungsverfahren betreibt.
- Die vorliegende Erfindung geht weiterhin aus von einer Behandlungsanlage zum Behandeln eines Walzguts aus Metall, wobei das Walzgut ein flaches warmes Walzgut ist, das sich in einer Längsrichtung, in einer Breitenrichtung und in einer Dickenrichtung erstreckt,
- wobei die Behandlungsanlage eine Behandlungseinrichtung aufweist, mittels derer zumindest im wesentlichen in Dickenrichtung auf das Walzgut einwirkbar ist,
- wobei die Behandlungsanlage eine Steuereinrichtung aufweist, von der zumindest die Behandlungseinrichtung gesteuert wird,
- wobei die Steuereinrichtung als entsprechende Steuereinrichtung ausgebildet ist, so dass die Steuereinrichtung die Behandlungseinrichtung gemäß einem derartigen Behandlungsverfahren betreibt.
- Bei der Herstellung eines flachen Walzguts, also in Verbindung mit dem Gießen, dem Vorwalzen, dem Fertigwalzen und dem Kühlen, ist es oftmals erforderlich, die Temperatur bzw. allgemein den thermischen Zustand des flachen Walzguts zu bestimmten Zeiten genau zu kennen. Eine Messung der Temperatur und damit des thermischen Zustands ist vielfach jedoch nicht möglich. Aus diesem Grund erfolgt eine entsprechende Modellierung des thermischen Zustands des flachen Walzguts.
- Zum ordnungsgemäßen Modellieren wird oftmals eine Wärmeleitungsgleichung verwendet. Die Wärmeleitungsgleichung ist eine Differenzialgleichung, die in kleinen zeitlichen Schritten iterativ gelöst werden muss. Je nach Vorgehensweise kann die Wärmeleitungsgleichung auf verschiedene Art und Weise angesetzt werden. Je nach Sachverhalt kann es weiterhin erforderlich sein, parallel zum Lösen der Wärmeleitungsgleichung auch eine Phasenumwandlungsgleichung iterativ zu lösen.
- Wärmeleitungsgleichungen sind in verschiedenen Ausgestaltungen bekannt. So ist es beispielsweise bekannt, die Wärmeleitungsgleichung eindimensional oder dreidimensional anzusetzen. Im Falle eines eindimensionalen Ansatzes wird die Wärmeleitungsgleichung nur in Dickenrichtung des flachen Walzguts gelöst. Der Wärmefluss in Längsrichtung und in Breitenrichtung wird vernachlässigt. Nachstehend werden - in Sinne einer unvollständigen Aufzählung - einige mögliche eindimensionale Ansätze für die Wärmeleitungsgleichung aufgeführt und erläutert. Die korrespondierenden dreidimensionalen Ansätze werden nicht separat mit erläutert, sind im Stand der Technik aber (zumindest meist) mit angegeben.
- So ist es beispielsweise möglich, die Wärmeleitungsgleichung in der Form

- Wenn alternativ die Wärmekapazität temperaturabhängig angesetzt wird, wird Gleichung 1 wie folgt umgeschrieben:

- Der Unterschied zu Gleichung 1 besteht darin, dass die Wärmekapazität cP nunmehr temperaturabhängig und damit indirekt zeitlich variabel ist und ein nichtlineares Verhalten des Walzguts modelliert werden kann. Die Wärmeleitfähigkeit kann zustandsabhängig sein. Dieser Ansatz ist ebenfalls in dem genannten Fachbuch von Aslak Tveito und Ragnar Winther erläutert. Er ist nichtlinear und basiert ebenfalls auf der Temperatur.
- Alternativ ist es beispielsweise möglich, die Wärmeleitungsgleichung in der Form

EP 1 397 523 A1 , derEP 1 576 429 A1 und derEP 1 711 868 B1 erläutert. Dieser Ansatz ist nichtlinear, arbeitet mit der Enthalpie und der Phasenumwandlung sowie mit Quellen. Die Temperatur ist eine aus der Enthalpie und dem Phasenzustand abgeleitete Größe. Bei diesem Ansatz können Wärmequellen und Wärmesenken mit berücksichtigt werden. - Der letztgenannte Ansatz kann dahingehend erweitert werden, dass zusätzlich die Konzentration eines gelösten Legierungselements in einer Phase (insbesondere bei Stahl die Konzentration von Kohlenstoff in der Phase Austenit) mit berücksichtigt wird. Diese Vorgehensweise ist in der
EP 1 910 951 B1 detailliert erläutert. - Als letztes Beispiel sei noch der Ansatz erwähnt, die Wärmeleitungsgleichung in der Form

WO 2017/092 967 A1 erwähnt. In derWO 2017/092 967 A1 ist weiterhin ausgeführt, dass für die einzelnen Phasen jeweils eine Dichte ermittelt werden kann, dass Phasengrenzen zwischen den Phasen ermittelt werden können und auf Basis der ermittelten Dichten und der ermittelten Phasengrenzen eine Dichteverteilung ermittelt werden kann. Die genaue Kenntnis der Dichteverteilung soll eine genauere Ermittlung der Temperaturverteilung ermöglichen. - In dem Fachaufsatz "Calculation of Thermophysical Properties of Carbon and Low Alloyed Steels for Modeling of Solidification Prozesses von Jyrki Miettinen und Seppo Louhenkilpi, Metallurgical and Materials Transactions, Volume 25B, Dezember 1994, Seiten 909 bis 916, sind in Verbindung mit Erstarrungsprozessen ebenfalls verschiedene Wärmeleitungsgleichungen erwähnt. Die Dichte ist als zustandsabhängige Größe formuliert. Konkret wird sie gemäß der Beziehung

- Unabhängig von der konkret verwendeten Wärmeleitungsgleichung geht in die Wärmeleitungsgleichung (unter anderem) stets die Dichte ein. Dies gilt unabhängig davon, ob für die Wärmeleitungsgleichung einer der obenstehend erläuterten Ansätze verwendet wird oder ein anderer Ansatz. Es gilt auch unabhängig davon, ob die Wärmeleitungsgleichung eindimensional oder mehrdimensional angesetzt wird, und unabhängig davon, ob die Wärmeleitungsgleichung linear oder nichtlinear angesetzt wird.
- Bei den weitaus meisten Ansätzen wird angenommen, dass die Dichte des Materials sich nicht ändert, so dass im Rahmen des Lösens der Wärmeleitungsgleichung die Dichte als Konstante angesetzt werden kann. Die
WO 2017/092 967 A1 erwähnt zwar, dass die Dichte als Variable angesetzt werden kann. Es finden sich aber keinerlei Ausführungen, wie diese variable Dichte in der Wärmeleitungsgleichung berücksichtigt werden soll. Der Ansatz von Miettinen und Louhenkilpi gilt nur speziell für Erstarrungsprozesse und ist für Walzgut, bei dem das Metall bereits erstarrt ist, nicht anwendbar. Der Grund hierfür ist, dass eine Änderung der Dichte bei einem Festkörper immer auch eine Änderung von dessen Abmessungen nach sich zieht, welche bei der Diskretisierung der Wärmeleitungsgleichung ebenso wie die Änderung der Dichte selbst mit berücksichtigt werden muss. Bei dem genannten Fachaufsatz hingegen wird insbesondere eine Änderung in Dickenrichtung durch Rollen, die am Walzgut anliegen, verhindert. - Die Aufgabe der vorliegenden Erfindung besteht darin, Möglichkeiten zu schaffen, mittels derer die zustandsabhängige Dichte des Walzguts korrekt berücksichtigt werden kann und so die Genauigkeit beim Lösen der Wärmeleitungsgleichung verbessert werden kann.
- Die Aufgabe wird durch ein Betriebsverfahren mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen des Betriebsverfahrens sind Gegenstand der abhängigen Ansprüche 2 bis 5.
- Erfindungsgemäß wird ein Behandlungsverfahren der eingangs genannten Art dadurch ausgestaltet, dass die Abhängigkeit der Dichte des Walzguts vom jeweiligen thermischen Zustand des Walzguts in der Wärmeleitungsgleichung durch einen Faktor der Form

- Durch den Faktor a bzw. a' kann die Abhängigkeit der Wärmeleitungsgleichung von der Dichte des Walzguts vollständig berücksichtigt werden. Über den Faktor a bzw. a' hinaus ist die Wärmeleitungsgleichung also von der Dichte des Walzguts unabhängig.
- Die Faktoren a und a' werden später für eine ganz bestimmte Wärmeleitungsgleichung hergeleitet werden. Sie sind jedoch völlig unabhängig von der konkret verwendeten Wärmeleitungsgleichung. Es kann also jede der Gleichungen 1 bis 4 verwendet werden, auch in ihrer mehrdimensionalen Form. Ebenso können auch andere Wärmeleitungsgleichungen verwendet werden. Auch ist es nach Bedarf möglich, die verwendete Wärmeleitungsgleichung mit gleichzeitiger Kopplung mit einer Phasenumwandlungsgleichung zu lösen und dadurch die bei der Phasenumwandlung auftretende Umwandlungswärme zu berücksichtigen.
- Im allgemeinen Fall müssen die Koeffizienten xL, xB und xD einzeln und individuell bekannt sein. Oftmals ist die Dichte jedoch isotrop. In diesem Fall sind auch Änderungen der Dichte isotrop. Somit muss nur die Dichte als solche bekannt sein. Denn in diesem Fall ist es möglich, die Koeffizienten xL, xB und xD derart zu ermitteln, dass sie untereinander gleich groß sind und ihr Produkt gleich dem Quotienten der vom jeweiligen thermischen Zustand des Walzguts abhängigen Dichte und der auf den vorbestimmten thermischen Zustand des Walzguts bezogenen normierten Dichte ist. Aufgrund der Gleichheit der Koeffizienten xL, xB und xD kann somit der Faktor a zu

- vereinfacht werden. Anstelle des Koeffizienten xD könnte natürlich (aufgrund der Gleichheit) ebenso der Koeffizient xL oder der Koeffizient xB oder die dritte Wurzel der Dichteänderung verwendet werden.
- Im Falle der Verwendung des Faktors a' ist es nur erforderlich den Koeffizienten xD zu ermitteln. In diesem Fall kann der Koeffizient xD derart ermittelt werden, dass er gleich der dritten Wurzel des Quotienten der vom jeweiligen thermischen Zustand des Walzguts abhängigen Dichte und der auf den vorbestimmten thermischen Zustand des Walzguts bezogenen normierten Dichte ist.
- In manchen Fällen kann es ausreichen, die Modellierung der zeitlichen Entwicklung des thermischen Zustands des Walzguts offline durchzuführen. In der Regel erfolgt die Modellierung der zeitlichen Entwicklung des thermischen Zustands des Walzguts jedoch online - beispielsweise im Rahmen einer Setup-Berechnung - oder sogar in Echtzeit.
- Die Art der Behandlung kann nach Bedarf sein. Beispielsweise ist es möglich, dass mittels der Behandlungseinrichtung ein Walzen des Walzguts erfolgt, so dass die Dicke des Walzguts nach dem Einwirken der Behandlungseinrichtung auf das Walzgut kleiner als vor dem Einwirken der Behandlungseinrichtung auf das Walzgut ist. Der mittels des Modells ermittelte thermisehe Zustand des Walzguts kann in diesem Fall beispielsweise im Rahmen der Ermittlung des Umformwiderstands des Walzguts und damit der Ermittlung der erforderlichen Walzkraft verwendet werden.
- Oftmals erfolgt mittels der Behandlungseinrichtung eine rein thermische Beeinflussung des Walzguts ohne Umformung des Walzguts. Eine derartige thermische Beeinflussung des Walzguts kann nach Bedarf beispielsweise ein ein Heizen (beispielsweise ein induktives Heizen) vor einer Vorstraße oder vor einer Fertigstraße sein. Auch kann es sich um eine Einwirkung handeln, bei welcher ein Kühlen als unvermeidbarer Nebeneffekt auftritt, beispielsweise beim Entzundern des Walzguts. Vor allem aber kann es sich um ein beabsichtigtes Kühlen handeln. Beispielsweise können in diesem Zusammenhang eine Zwischengerüstkühlung (also eine Kühlung zwischen einzelnen Walzvorgängen in einer mehrgerüstigen Walzstraße) oder eine Kühlung in einer einer Walzeinrichtung nachgeordneten Kühlstrecke genannt werden.
- Die Aufgabe wird weiterhin durch ein Steuerprogramm mit den Merkmalen des Anspruchs 6 gelöst. Erfindungsgemäß bewirkt die Abarbeitung des Steuerprogramms, dass die Steuereinrichtung die Behandlungseinrichtung gemäß einem erfindungsgemäßen Behandlungsverfahren betreibt.
- Die Aufgabe wird weiterhin durch eine Steuereinrichtung mit den Merkmalen des Anspruchs 7 gelöst. Erfindungsgemäß ist die Steuereinrichtung mit einem erfindungsgemäßen Steuerprogramm programmiert, so dass die Steuereinrichtung die Behandlungseinrichtung gemäß einem erfindungsgemäßen Behandlungsverfahren betreibt.
- Die Aufgabe wird weiterhin durch eine Behandlungsanlage mit den Merkmalen des Anspruchs 8 gelöst. Erfindungsgemäß ist die Steuereinrichtung als erfindungsgemäße Steuereinrichtung ausgebildet, so dass die Steuereinrichtung die Behandlungseinrichtung gemäß einem erfindungsgemäßen Behandlungsverfahren betreibt.
- Die oben beschriebenen Eigenschaften, Merkmale und Vorteile dieser Erfindung sowie die Art und Weise, wie diese erreicht werden, werden klarer und deutlicher verständlich im Zusammenhang mit der folgenden Beschreibung der Ausführungsbeispiele, die in Verbindung mit den Zeichnungen näher erläutert werden. Hierbei zeigen in schematischer Darstellung:
- FIG 1
- eine Behandlungsanlage von der Seite,
- FIG 2
- ein flaches Walzgut von oben,
- FIG 3
- eine Warmwalzanlage einschließlich Kühlstrecke,
- FIG 4
- ein Ablaufdiagramm,
- FIG 5
- ein Ablaufdiagramm,
- FIG 6
- eine Wärmeleitungsgleichung,
- FIG 7
- eine Steuereinrichtung,
- FIG 8
- ein Volumenelement,
- FIG 9
- eine Wärmeleitungsgleichung,
- FIG 10
- eine Modifikation der Steuereinrichtung,
- FIG 11
- eine weitere Modifikation der Steuereinrichtung,
- FIG 12
- ein Ablaufdiagramm,
- FIG 13
- eine Wärmeleitungsgleichung,
- FIG 14
- eine Modifikation der Steuereinrichtung und
- FIG 15
- eine weitere Modifikation der Steuereinrichtung.
- Gemäß
FIG 1 weist eine Behandlungsanlage für Walzgut 1 eine Behandlungseinrichtung 2 auf. Mittels der Behandlungseinrichtung 2 kann auf das Walzgut 1 eingewirkt werden. - Das Walzgut 1 besteht aus Metall. Meist besteht das Walzgut 1 aus Stahl. Es kann aber auch aus einem anderen Metall bestehen, beispielsweise Aluminium oder Kupfer. Das Walzgut 1 erstreckt sich - siehe
FIG 2 - in einer Längsrichtung über eine Gesamtlänge L und in einer Breitenrichtung über eine Gesamtbreite B. Weiterhin erstreckt sich das Walzgut 1 auch in einer Dickenrichtung - sieheFIG 1 - über eine Dicke D. Die Dicke D ist kleiner als die Breite B, meist erheblich kleiner. Die Breite B ist meist kleiner als die Länge L. Typische Werte für die Dicke D liegen im Bereich unter 1 mm bis 250 mm, manchmal auch etwas darüber. Typische Werte für die Breite B liegen im Bereich zwischen 500 mm und 2500 mm, in manchen Fällen sogar noch etwas darüber. Die Länge L liegt bei etlichen Metern, beispielsweise mehreren 100 m oder sogar bis zu über 1000 m. Es handelt sich bei dem Walzgut 1 somit um ein flaches Walzgut 1. Weiterhin ist das Walzgut 1 ein warmes Walzgut 1. - Mittels der Behandlungseinrichtung 2 kann zumindest im wesentlichen in Dickenrichtung auf das Walzgut 1 eingewirkt werden. Dies wird nachfolgend in Verbindung mit
FIG 3 näher erläutert. - Gemäß
FIG 3 kann das Walzgut 1 zunächst in einem Vorwalzwerk vorgewalzt werden, sodann in einer Fertigstraße fertiggewalzt werden, sodann in einer der Fertigstraße nachgeordneten Kühlstrecke gekühlt werden und schließlich zu einem Bund gehaspelt werden. Das Vorwalzwerk weist zum Vorwalzen des Walzguts 1 mindestens ein Vorwalzgerüst 3 auf. In analoger Weise weist die Fertigstraße zum Fertigwalzen des Walzguts 1 mindestens ein Fertigwalzgerüst 4 auf. Die Kühlstrecke weist mindestens eine Aufbringeinrichtung 5 auf, mittels derer das Walzgut 1 mit Kühlwasser beaufschlagt werden kann. - Dem Vorwalzwerk können eine Heizeinrichtung 6 (insbesondere eine Induktionsheizung) und/oder eine Entzunderungseinrichtung 7 vorgeordnet sein. In analoger Weise können der Fertigstraße eine Heizeinrichtung 8 (insbesondere eine Induktionsheizung) und/oder eine Entzunderungseinrichtung 9 vorgeordnet sein. Im Falle einer mehrgerüstigen Fertigstraße können weiterhin zwischen den Fertigwalzgerüsten 4 Zwischengerüstkühlungen 10 angeordnet sein, mittels derer das Walzgut 1 zwischen den einzelnen Fertigwalzgerüsten 4 mit Kühlwasser beaufschlagt werden kann.
- Jede der genannten Komponenten 3 bis 10 kann eine Behandlungseinrichtung 2 im Sinne der vorliegenden Erfindung sein. Im Falle der Walzgerüste 3, 4 erfolgt ein Walzen des Walzguts 1. In diesem Fall ist die Dicke D des Walzguts 1 nach dem Einwirken der Behandlungseinrichtung 2, 3, 4 auf das Walzgut 1 in aller Regel kleiner als vor dem Einwirken der Behandlungseinrichtung 2, 3, 4 auf das Walzgut 1. Eine Gleichheit ist lediglich ausnahmsweise gegeben, wenn das Walzgut 1 die Behandlungseinrichtung 2, 3, 4 umformungsfrei durchläuft. Im Falle der Aufbringeinrichtung 5, der Heizeinrichtungen 6, 8, der Entzunderungseinrichtungen 7, 9 und der Zwischengerüstkühlungen 10 erfolgt durch das Einwirken der Behandlungseinrichtung 2, 5 bis 10 auf das Walzgut 1 eine rein thermische Beeinflussung des Walzguts 1 ohne Umformung. Bei den Heizeinrichtungen 6, 8 ist die rein thermische Beeinflussung ein Aufheizen des Walzguts 1. Bei den Aufbringeinrichtungen 5, den Entzunderungseinrichtungen 7, 9 und den Zwischengerüstkühlung in 10 ist die rein thermische Beeinflussung ein Kühlen des Walzguts 1.
- Nachfolgend wird für die Behandlungseinrichtung stets nur das Bezugszeichen 2 verwendet. Die vollständige Auflistung der Bezugszeichen 2, 3, 4 usw. würde nur den Text aufblähen und unverständlicher machen, ohne zum Verständnis der vorliegenden Erfindung beizutragen.
- Die Behandlungseinrichtung 2 (und gegebenenfalls auch weitere Komponenten der Behandlungsanlage) werden gemäß
FIG 1 von einer Steuereinrichtung 11 gesteuert. Die Steuereinrichtung 11 ist mit einem Steuerprogramm 12 programmiert. Das Steuerprogramm 12 umfasst Maschinencode 13, der von der Steuereinrichtung 11 abarbeitbar ist. Die Programmierung der Steuereinrichtung 11 mit dem Steuerprogramm 12 (bzw. hiermit gleichwertig die Abarbeitung des Maschinencodes 13 durch die Steuereinrichtung 11) bewirkt, dass die Steuereinrichtung 11 die Behandlungseinrichtung 2 gemäß einem Behandlungsverfahren betreibt, wie es nachstehend - zunächst in Verbindung mitFIG 4 - näher erläutert wird. - Gemäß
FIG 4 wird der Steuereinrichtung 11 in einem Schritt S1 ein anfänglicher Zustand ZA des Walzguts 1 bekannt. Der anfängliche Zustand ZA kann sich unter Umständen auf das gesamte Walzgut 1 beziehen. Alternativ kann er sich - sieheFIG 2 - auf einen einzelnen Abschnitt 14 des Walzguts 1 beziehen. Nachfolgend wird angenommen, dass der anfängliche Zustand ZA sich auf einen einzelnen Abschnitt 14 des Walzguts 1 bezieht. Dies stellt auch den allgemeinen Fall dar, da im Falle einer einheitlichen Betrachtung des gesamten Walzguts 1 lediglich die Anzahl an Abschnitten 14 entsprechend reduziert werden muss, nämlich auf einen einzigen Abschnitt 14. - Durch den anfänglichen Zustand ZA ist ein thermischer Zustand des Abschnitts 14 bestimmt. Insbesondere ist durch ihn - direkt oder indirekt - zumindest die anfängliche Temperatur T des entsprechenden Abschnitts 14 bestimmt. Gegebenenfalls kann zusätzlich auch ein Phasenzustand p bestimmt sein. Beispielsweise kann der anfängliche Zustand ZA die anfängliche Temperatur oder die anfängliche Enthalpie des Abschnitts 14 enthalten, und zwar in beiden Fällen mit oder ohne Phasenanteile oder mindestens einen Phasenanteil.
- Beispielsweise kann das Walzgut 1 entsprechend der Darstellung in den
FIG 1 bis 3 mit einer konstanten oder variablen Geschwindigkeit v gefördert werden, wobei die Geschwindigkeit v in der Längsrichtung des Walzguts 1 verläuft. In diesem Fall kann beispielsweise mittels einer entsprechenden Messeinrichtung 15 (beispielsweise mittels eines Temperaturmessplatzes) mit einem festen Zeittakt jeweils der anfängliche Zustand ZA erfasst und der Steuereinrichtung 11 zugeführt werden. Die Steuereinrichtung 11 ordnet in diesem Fall den anfänglichen Zustand ZA dem entsprechenden Abschnitt 14 zu. Es sind aber auch andere Vorgehensweisen möglich. Im Falle eines festen Zeittaktes ist die Länge des jeweiligen Abschnitts 14, auf den sich der jeweilige anfängliche Zustand ZA bezieht, durch die Geschwindigkeit v während des jeweiligen Zeittaktes und den Zeittakt selbst bestimmt. Der Zeittakt liegt typisch zwischen 0,1 s und 0,5 s, insbesondere zwischen 0,2 s und 0,4 s, beispielsweise bei 0,3 s. - In einem Schritt S2 setzt die Steuereinrichtung 11 einen aktuellen Zustand Z des Abschnitts 14 gleich dem anfänglichen Zustand ZA. Auch der aktuelle Zustand Z ist somit ein thermischer Zustand.
- In einem Schritt S3 schreibt die Steuereinrichtung 11 den aktuellen Zustand Z des Abschnitts 14 fort. Insbesondere setzt die Steuereinrichtung 11 im Schritt S3 in einem Modell 16 des Walzguts 1 (siehe
FIG 1 ) zumindest eine Wärmeleitungsgleichung für den Abschnitt 14 an und löst die Wärmeleitungsgleichung für einen einzelnen Zeitschritt. Dies wird später noch detailliert erläutert werden. Soweit erforderlich, kann die Steuereinrichtung 11 im Schritt S3 zusätzlich auch eine Phasenumwandlungsgleichung für den Abschnitt 14 ansetzen und lösen. - Soweit erforderlich, implementiert die Steuereinrichtung 11 in einem Schritt S4 eine Wegverfolgung für den Abschnitt 14. Eine Wegverfolgung und deren Implementierung ist Fachleuten allgemein bekannt.
- In einem Schritt S5 prüft die Steuereinrichtung 11, ob eine Behandlungszeit erreicht ist, zu der der Abschnitt 14 des Walzguts 1 in der Behandlungseinrichtung 2 behandelt werden soll, also mit der Behandlungseinrichtung 2 in Dickenrichtung auf den Abschnitt 14 eingewirkt werden soll. Zur Klarstellung: Die Behandlungszeit ist keine von einer absoluten Zeit losgelöste Zeitspanne, sondern ein fester Zeitpunkt oder eine feste Zeitspanne. Der Begriff "Behandlungszeit" hat also nicht die Bedeutung, dass in der Behandlungseinrichtung 2 für - beispielsweise - 5 s auf den Abschnitt 14 eingewirkt werden soll, unabhängig davon, wann dies geschieht. Der Begriff "Behandlungszeit" hat vielmehr die Bedeutung, dass in der Behandlungseinrichtung 2 zu einem bestimmten Zeitpunkt - beispielsweise exakt um 13:39:22 Uhr - auf den Abschnitt 14 eingewirkt werden soll oder ab dem bestimmten Zeitpunkt für eine vorbestimmte Zeitspanne- beispielsweise für 5 s - auf den Abschnitt 14 eingewirkt werden soll.
- Ist die Behandlungszeit noch nicht erreicht, geht die Steuereinrichtung 11 zum Schritt S3 zurück. Ist die Behandlungszeit hingegen erreicht, geht die Steuereinrichtung zu einem Schritt S6 über.
- Im Schritt S6 ermittelt die Steuereinrichtung 11 in Abhängigkeit des aktuellen Zustands Z, der mittels des Modells 16 für den Abschnitt 14 für die Behandlungszeit ermittelt wurde, eine Ansteuerung A für die Behandlungseinrichtung 2. Im Falle eines Walzvorgangs kann bei der Ermittlung der Ansteuerung A beispielsweise die Materialfestigkeit des Abschnitts 14 mit berücksichtigt werden, wie sie sich (unter anderem) durch den aktuellen Zustand Z ergibt. Im Falle einer rein thermischen Beeinflussung kann das Ausmaß der Beeinflussung - beispielsweise die Menge an Kühlmittel, die auf den Abschnitt 14 aufgebracht werden soll - in Abhängigkeit von dem aktuellen Zustand Z ermittelt werden.
- In einem nachfolgenden Schritt S7 steuert die Steuereinrichtung 11 die Behandlungseinrichtung 2 entsprechend der ermittelten Ansteuerung A an. Aufgrund der Ansteuerung A wirkt die Behandlungseinrichtung 2 in Dickenrichtung auf das Walzgut 1 ein.
- Im Ergebnis wird durch die Vorgehensweise von
FIG 4 somit zumindest für einen Zeitraum vor der Behandlungszeit mittels des Modells 16 durch iteratives Lösen zumindest einer Wärmeleitungsgleichung die zeitliche Entwicklung des aktuellen Zustands Z des Walzguts 1 modelliert. Soweit erforderlich, kann wie bereits erwähnt, iterativ und unter gegenseitiger Kopplung mit der Wärmeleitungsgleichung simultan auch eine Phasenumwandlungsgleichung gelöst werden. - In vielen Fällen ist die Vorgehensweise von
FIG 4 entsprechendFIG 5 ergänzt. In diesem Fall schließen sich an den Schritt S7, in dem die Einwirkung auf den Abschnitt 14 erfolgt, Schritte S11 bis S16 an. - Im Schritt S11 aktualisiert die Steuereinrichtung 11 den aktuellen Zustand Z des Abschnitts 14 entsprechend der Ansteuerung A.
- In einem Schritt S12 schreibt die Steuereinrichtung 11 den aktuellen Zustand Z fort. Der Schritt S12 korrespondiert inhaltlich mit dem Schritt S3. Weiterhin implementiert die Steuereinrichtung 11, soweit erforderlich, in einem Schritt S13 eine Wegverfolgung für den entsprechenden Abschnitt 14.
- In einem Schritt S14 prüft die Steuereinrichtung 11, ob der Abschnitt 14 eine Erfassungsstelle erreicht ist, an der mittels einer weiteren Messeinrichtung 17 ein tatsächlicher thermischer Zustand ZT des Abschnitts 14 erfasst wird. Die Messeinrichtung 17 kann beispielsweise ein Temperaturmessplatz sein.
- Ist die Erfassungsstelle noch nicht erreicht, geht die Steuereinrichtung 11 zum Schritt S12 zurück. Ist die Erfassungsstelle hingegen erreicht, geht die Steuereinrichtung 11 zu einem Schritt S15 über. Im Schritt S15 nimmt die Steuereinrichtung 11 den tatsächlichen thermischen Zustand ZT des Abschnitts 14 entgegen. Sodann vergleicht die Steuereinrichtung 11 in einem Schritt S16 den zuletzt ermittelten aktuellen Zustand Z mit dem messtechnisch erfassten tatsächlichen thermischen Zustand ZT. Aufgrund des Vergleichs ergreift die Steuereinrichtung 11 im Schritt S16 weitere Maßnahmen. Beispielsweise kann sie das Modell 16 adaptieren oder die Ansteuerung A im Sinne einer Soll-Ist-Regelung nachführen.
- Bei den Vorgehensweisen des Standes der Technik kann als Wärmeleitungsgleichung, die in den Schritten S3 und S12 gelöst wird, beispielsweise entsprechend der Darstellung in
FIG 6 in dem Modell 16 eine Gleichung der Form
- Ersichtlich gehen in die Wärmeleitungsgleichung die Dichte ρ und die Wärmeleitfähigkeit λ des Walzguts 1 ein. Die Wärmeleitfähigkeit λ ist im allgemeinen vom jeweiligen thermischen Zustand Z des Walzguts 1 (bzw. des entsprechenden Abschnitts 14) abhängig. Der Steuereinrichtung 11 wird daher gemäß
FIG 7 die Wärmeleitfähigkeit λ für eine Vielzahl möglicher thermischer Zustände Z zugeführt. Die Dichte ρ wird als konstant angenommen und der Steuereinrichtung 11 daher als Konstante zugeführt. Diese Vorgehensweise ist im Stand der Technik bekannt und (noch) nicht Gegenstand der vorliegenden Erfindung. Bei nicht allzu hohen Genauigkeitsanforderungen ist diese Vorgehensweise vollauf befriedigend. - Wie allgemein bekannt ist, ist die Dichte ρ jedoch nicht konstant, sondern variiert zumindest in Abhängigkeit von der Temperatur, oftmals auch in Abhängigkeit vom Phasenzustand p. Die Dichte ρ ist daher ebenso wie die Wärmeleitfähigkeit λ vom jeweiligen thermischen Zustand Z des Walzguts 1 abhängig. Der Umstand, dass die Variabilität der Dichte ρ in Gleichung 8 nicht berücksichtigt wird, führt zu Ungenauigkeiten bei der Modellierung. Die - zumindest weitgehende - Kompensation dieser Ungenauigkeiten ist Gegenstand der vorliegenden Erfindung.
- Wenn das Walzgut 1 einen vorbestimmten thermischen Zustand Z0 aufweist, weist das Walzgut 1 eine bestimmte Dichte ρ0 auf. Diese Dichte ρ0 wird nachfolgend als normierte Dichte bezeichnet. Weicht der aktuelle Zustand Z des Walzguts 1 von dem vorbestimmten thermischen Zustand Z0 ab, so weicht üblicherweise auch die aktuelle Dichte ρ des Walzguts 1 von der normierten Dichte ρ0 des Walzguts 1 ab. Die Abweichung kann durch einen Wert x beschrieben werden, wobei x zu

- Die Änderung der Dichte ρ korrespondiert mit einer Änderung des Volumens. Für die Länge L, die Breite B und die Dicke D des Walzguts 1 ergeben sich somit die Beziehungen



- Da die Masse des Walzguts 1 sich nicht ändert und die Dichte ρ als Quotient von Masse und Volumen definiert ist, muss weiterhin zwangsweise die Beziehung

- Mit den Änderungen insbesondere der Dicke D, aber auch der Länge L und der Breite B, ist folgendes Problem verbunden: Die Wärmeleitungsgleichung wird in der Praxis für vorbestimmte Stützstellen gelöst. Die Stützstellen werden einmalig vorgegeben und weisen bei der Vorgabe insbesondere in der Dickenrichtung bestimmte (kleine) Abstände ds0 voneinander auf. Mit der Änderung der Dichte ρ ändert sich aber auch die Lage der Stützstellen. Damit ändern sich auch die Abstände ds der Stützstellen voneinander. Mit jeder erneuten Ermittlung des Zustand Z müssten daher die Abstände ds aktualisiert werden. Dies erweist sich in der Praxis als unhandlich. Die Modellierung vereinfacht sich erheblich, wenn die Abstände ds0 einheitlich beibehalten werden können, also durchgängig mit dem Abstand ds0 gerechnet wird. Dies hat Auswirkungen auf die Wärmeleitungsgleichung.
- Um die Auswirkungen auf die Wärmeleitungsgleichung darzulegen, wird nachstehend ein kleines Volumenelement 18 betrachtet, also ein Volumenelement 18, das gemäß
FIG 8 (siehe dort links) die normierte Länge L0, die normierte Breite B0 und die normierte Dicke ds0 aufweist. Im aktuell betrachteten Zustand Z weist das Volumenelement 18 hingegen (siehe inFIG 8 rechts) tatsächlich die Länge L, die Breite B und die Dicke ds auf. - Damit die Stützstellen, an denen die Wärmeleitungsgleichung gelöst wird, unabhängig vom jeweils betrachteten Zustand Z unverändert beibehalten werden können, wird eine (geometrische) Transformation des betrachteten Volumenelements 18 von den normierten Abmessungen L0, B0 und ds0 auf die Abmessungen L, B, ds vorgenommen. Um diese Transformation vornehmen zu können, muss die Wärmeleitungsgleichung geeignet angepasst werden. Zur Ermittlung dieser Anpassung werden nachstehend verschiedene Größen erwähnt werden, die sich mit dem Index "0" auf die normierten Abmessungen L0, B0 und ds0 des Volumenelements 18 und ohne den Index "0" auf die tatsächlichen Abmessungen L, B, ds des Volumenelements 18 beziehen. Der Kürze halber werden nachstehend anstelle der Formulierungen "bezogen auf die normierten Abmessungen L0, B0, ds0" und "bezogen auf die Abmessungen L, B, ds" nur kurz die Formulierungen "im untransformierten Zustand" und "im transformierten Zustand" verwendet.
- Durch die geometrische Transformation ändert sich zunächst nicht die Energiedichte H (Einheit: J/kg). Es gilt also

- Durch die geometrische Transformation ändert sich weiterhin nicht die Temperatur T. Es gilt also

- Aufgrund der geometrischen Transformation ändert sich jedoch die Dicke ds entsprechend dem Koeffizienten xD. Damit ändert sich auch der Temperaturgradient. Es gilt somit

- Weiterhin beeinflusst die Änderung der Dichte ρ die Wärmeleitfähigkeit λ. Aus physikalischen Gründen muss - zumindest für kleine Änderungen der Dichte ρ - eine Proportionalität bestehen. Es gilt somit

- Die Wärmestromdichte j ist das Produkt aus Wärmeleitfähigkeit λ und Temperaturgradient. Es gilt somit

- Durch Einsetzen der transformierten Größen in die Wärmeleitungsgleichung ergibt sich somit

- In der Praxis wird der Steuereinrichtung 11 gemäß
FIG 9 (und auch bereits gemäßFIG 7 ) die Wärmeleitfähigkeit λ als Funktion des Zustands Z vorgegeben. Die Steuereinrichtung 11 "kennt" daher nicht die Wärmeleitfähigkeit λ0 im untransformierten Zustand, sondern die Wärmeleitfähigkeit λ im transformierten Zustand. Aufgrund von Gleichung 17 ergibt sich somit - siehe auchFIG 9 - die Gleichung
- Dies ist eine aus Gleichung 8 abgeleitete Wärmeleitungsgleichung, bei der die Abhängigkeit der Dichte ρ vom aktuellen Zustand Z korrekt berücksichtigt wird und die demzufolge in den Schritten S3 und S12 gelöst werden kann.
- Zur Berücksichtigung der zustandsabhängigen Dichte ρ darf man somit nicht schlichtweg die vom aktuellen Zustand Z abhängige Dichte ρ in die ansonsten unveränderte Wärmeleitungsgleichung einsetzen. Vielmehr muss man zusätzliche Korrekturen vornehmen. Beispielsweise kann man entsprechend Gleichung 20 mit einer normierten Dichte ρ0 - also der auf den vorbestimmten thermischen Zustand Z0 bezogenen Dichte ρ0 - rechnen und den Einfluss der vom Zustand Z abhängigen Dichte ρ durch die Verwendung eines vom aktuellen Zustand Z abhängigen Faktors a berücksichtigen, wobei sich der Faktor a zu

- In der Praxis ist es somit möglich, der Steuereinrichtung 11 gemäß
FIG 10 zusätzlich zu der (vom aktuellen Zustand Z abhängigen) Wärmeleitfähigkeit λ die normierte Dichte ρ0 sowie die (ebenfalls vom aktuellen Zustand Z abhängigen) Koeffizienten xL, xB und xD vorzugeben. Die Vorgabe der Wärmeleitfähigkeit λ und der Koeffizienten xL, xB und xD erfolgt beispielsweise für vorab festgelegte Zustände, zwischen denen interpoliert wird. Dies ist Fachleuten allgemein bekannt und muss nicht detailliert erläutert werden. Durch die normierte Dichte ρ0 und die Koeffizienten xL, xB und xD ist implizit auch die vom aktuellen Zustand Z abhängige Dichte ρ gegeben, auch wenn die vom aktuellen Zustand Z abhängige Dichte ρ zum Lösen der Wärmeleitungsgleichung selbst nicht mehr benötigt wird. - In der Praxis verhält sich das Walzgut 1 oftmals isotrop. Dies gilt zwar nicht nur, aber auch für die Dichte ρ. In diesem Fall ist es möglich, dass der Steuereinrichtung 11 gemäß
FIG 11 zusätzlich zu der (vom aktuellen Zustand Z abhängigen) Wärmeleitfähigkeit λ die (ebenfalls vom aktuellen Zustand Z abhängige) Dichte ρ vorgegeben wird. In diesem Fall kann die Steuereinrichtung 11 entsprechend der Darstellung inFIG 12 (beispielsweise vor der Ausführung der Schritte S1 bis S7) zunächst in einem Schritt S21 eigenständig die normierte Dichte ρ0 ermitteln. Beispielsweise kann die Steuereinrichtung 11 als normierte Dichte ρ0 unter den vorgegebenen Dichten ρ die größte Dichte p, die kleinste Dichte ρ oder einen Wert zwischen der größten und der kleinsten Dichte ρ ermitteln. Sodann kann die Steuereinrichtung 11 in einem Schritt S22 durch Bildung des Quotienten entsprechend Gleichung 9 für den jeweiligen Zustand Z den entsprechenden Wert x ermitteln. Da weiterhin das Produkt der Koeffizienten xL, xB und xD gemäß Gleichung 13 gleich dem Wert x sein muss und aufgrund der Isotropie die Koeffizienten xL, xB und xD untereinander den gleichen Wert aufweisen müssen, kann die Steuereinrichtung 11 schließlich in einem Schritt S23 auch den Koeffizienten xD (und ebenso auch die Koeffizienten xL und xB) ermitteln. - Aufgrund der Gleichheit der Koeffizienten xL, xB und xD kann weiterhin die in den Schritten S3 und S12 gelöste Wärmeleitungsgleichung zu


- Sofern das Walzgut 1 sich isotrop verhält, ist es weiterhin im Falle der Ausgestaltung gemäß
FIG 10 nicht erforderlich, die Koeffizienten xL, xB und xD einzeln vorzugeben. Da die Koeffizienten xL, xB und xD bei einem isotropen Verhalten untereinander gleich groß sind, reicht vielmehr die Vorgabe eines einzelnen der Koeffizienten xL, xB und xD aus. - Anstelle der auf den vorbestimmten thermischen Zustand Z0 bezogenen Dichte ρ0 kann man auch die vom aktuellen Zustand Z abhängige Dichte ρ verwenden. In diesem Fall transformiert sich Gleichung 20 (siehe auch
FIG 13 ) durch Einsetzen von Gleichung 9 zu
- Gleichung 24 ist sehr ähnlich zu Gleichung 19, mit Gleichung 19 aber nicht identisch. Der Unterschied besteht darin, dass in Gleichung 19 die untransformierte Wärmeleitfähigkeit λ0 und die normierte Dichte ρ0 des vorbestimmten Zustands verwendet werden, während in Gleichung 24 die Wärmeleitfähigkeit λ und die Dichte ρ verwendet werden, wie sie der Steuereinrichtung 11 vorgegeben werden.
- Alternativ zur Verwendung der normierten Dichte ρ0 kann man also auch mit der vom Zustand Z abhängigen tatsächlichen Dichte ρ rechnen, wenn man zusätzlich einen vom aktuellen Zustand Z abhängigen Faktor a' berücksichtigt, wobei sich der Faktor a' zu

- Um den Faktor a' ermitteln zu können, kann der Steuereinrichtung 11 gemäß
FIG 14 zusätzlich zur Wärmeleitfähigkeit λ und zur Dichte ρ der Koeffizient xD vorgegeben werden. Sofern das Walzgut 1 sich isotrop verhält, ist es weiterhin möglich, der Steuereinrichtung 11 ebenso wie inFIG 11 nur die Wärmeleitfähigkeit λ und die Dichte ρ vorzugeben, da die Steuereinrichtung 11 in diesem Fall den Koeffizienten xD eigenständig ermitteln kann. Alternativ ist es gemäßFIG 15 möglich, der Steuereinrichtung 11 zusätzlich zur Wärmeleitfähigkeit λ und zur normierten Dichte ρ0 den Koeffizienten xD vorzugeben. - Um die korrekte Berücksichtigung der (vom aktuellen Zustand Z abhängigen) Dichte ρ darzulegen, wurde obenstehend von einer ganz bestimmten Wärmeleitungsgleichung ausgegangen, nämlich die Wärmeleitungsgleichung gemäß Gleichung 8. Wie bereits erwähnt, ist die Art und Weise der Berücksichtigung jedoch unabhängig von der konkret verwendeten Wärmeleitungsgleichung. Zur korrekten Berücksichtigung muss also stets - je nach Vorgehensweise - der Faktor a oder der Faktor a' berücksichtigt werden, wie sie in den Gleichungen 21, 23 und 25 angegeben sind. Dies gilt gleichermaßen für die Verwendung einer eindimensionalen, einer zweidimensionalen und einer dreidimensionalen Wärmeleitungsgleichung und gleichermaßen für jede Art von Wärmeleitungsgleichung. Wie ebenfalls bereits erwähnt, kann in Verbindung mit dem Lösen der Wärmeleitungsgleichung jeweils auch eine Phasenumwandlungsgleichung mit gelöst werden, sofern dies erforderlich ist.
- Die technische Anwendung ist prinzipiell stets möglich, wenn die Temperatur des Walzguts 1 modelliert werden soll. Beispiele entsprechender Sachverhalte wurden obenstehend in Verbindung mit
FIG 3 ausführlich erläutert. Es sind aber auch andere Anwendungen möglich. - Fachleuten ist allgemein bekannt, dass die Wärmeleitungsgleichung gemäß Gleichung 8 (dies gilt in analoger Weise auch für andere Wärmeleitungsgleichungen) in Echtzeit gelöst werden kann. In diesem Fall erfolgt also die Modellierung der zeitlichen Entwicklung des thermischen Zustands Z des Walzguts 1 in Echtzeit. Beispielsweise bei der in Verbindung mit den
FIG 3 und4 erläuterten Vorgehensweisen ist dies der Fall. - In analoger Weise ist auch eine Lösung online, d.h. zwar nicht in Echtzeit, aber in enger zeitlicher Kopplung mit einem realen Prozess möglich. Beispielsweise können der Steuereinrichtung 11 im Rahmen einer Setup-Berechnung ein erwarteter thermischer Anfangszustand ZA und ein erwarteter zeitlicher Verlauf für die Geschwindigkeit v des Walzguts 1 zugeführt werden, so dass die Steuereinrichtung 11 vorab ermitteln kann, welcher aktuelle thermische Zustand Z erwartet wird, wenn das Walzgut 1 die Behandlungseinrichtung 2 erreicht.
- Die Anforderungen an eine Ausführung online sind geringer als die Anforderungen an eine Ausführung in Echtzeit. Da obenstehend erläutert wurde, wie eine Ausführung in Echtzeit realisierbar ist, ist eine Ausführung online ebenfalls möglich.
- Die vorliegende Erfindung weist viele Vorteile auf. Insbesondere kann der Einfluss der Dichte ρ sogar dann, wenn die Dichte ρ zustandsabhängig ist, in der Wärmeleitungsgleichung zumindest im wesentlichen korrekt berücksichtigt werden. Dadurch ist eine verbesserte Modellierung des thermischen Verhaltens des Walzguts 1 möglich. Eine Verschiebung von Stützstellen, für welche die Wärmeleitungsgleichung gelöst wird, ist hingegen nicht erforderlich.
- Obwohl die Erfindung im Detail durch das bevorzugte Ausführungsbeispiel näher illustriert und beschrieben wurde, so ist die Erfindung nicht durch die offenbarten Beispiele eingeschränkt und andere Varianten können vom Fachmann hieraus abgeleitet werden, ohne den Schutzumfang der Erfindung zu verlassen.
-
- 1
- Walzgut
- 2
- Behandlungseinrichtung
- 3
- Vorwalzgerüst
- 4
- Fertigwalzgerüst
- 5
- Aufbringeinrichtungen
- 6, 8
- Heizeinrichtungen
- 7, 9
- Entzunderungseinrichtungen
- 10
- Zwischengerüstkühlungen
- 11
- Steuereinrichtung
- 12
- Steuerprogramm
- 13
- Maschinencode
- 14
- Abschnitte
- 15, 17
- Messeinrichtungen
- 16
- Modell
- 18
- Volumenelement
- A
- Ansteuerung
- a, a'
- Faktoren
- B, B0
- Breiten
- D, D0, ds, ds0
- Dicken
- H, H0
- Enthalpien bzw. Energiedichten
- j, j0
- Wärmestromdichten
- L, L0
- Längen
- p
- Phasenzustand
- s
- Ortsvariable in Dickenrichtung
- S1 bis S23
- Schritte
- T, T0
- Temperaturen
- t
- Zeit
- v
- Geschwindigkeit
- xL, xB, xD
- Koeffizienten
- Z, ZA, ZT, Z0
- thermische Zustände
- λ, λ0
- Wärmeleitfähigkeiten
- p, p0
- Dichten
Claims (8)
- Behandlungsverfahren für ein Walzgut (1) aus Metall, wobei das Walzgut (1) ein flaches warmes Walzgut ist, das sich in einer Längsrichtung, in einer Breitenrichtung und in einer Dickenrichtung erstreckt,- wobei zu einer Behandlungszeit mittels einer Behandlungseinrichtung (2) zumindest im wesentlichen in Dickenrichtung auf das Walzgut (1) eingewirkt wird,- wobei zumindest für einen Zeitraum vor der Behandlungszeit mittels eines Modells (16) des Walzguts (1) durch iteratives Lösen zumindest einer Wärmeleitungsgleichung die zeitliche Entwicklung eines thermischen Zustands (Z) des Walzguts (1) modelliert wird,- wobei eine Ansteuerung der Behandlungseinrichtung (2), aufgrund derer die Behandlungseinrichtung (2) auf das Walzgut (1) einwirkt, in Abhängigkeit von demjenigen thermischen Zustand (Z) erfolgt, der mittels des Modells (16) für das Walzgut (1) für die Behandlungszeit ermittelt wird,- wobei die Dichte (ρ) des Walzguts (1) in die Wärmeleitungsgleichung eingeht,- wobei die Dichte (ρ) vom jeweiligen thermischen Zustand (Z) des Walzguts (1) abhängt,dadurch gekennzeichnet,
dass die Abhängigkeit der Dichte (p) des Walzguts (1) vom jeweiligen thermischen Zustand (Z) des Walzguts (1) in der Wärmeleitungsgleichung durch einen Faktor (a, a') der Form
- Behandlungsverfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Koeffizienten xL, xB und xD derart ermittelt werden, dass sie untereinander gleich groß sind und ihr Produkt gleich dem Quotienten der vom jeweiligen thermischen Zustand (Z) des Walzguts (1) abhängigen Dichte (ρ) und der auf den vorbestimmten thermischen Zustand (Z0) des Walzguts (1) bezogenen normierten Dichte (ρ0) ist oder der Koeffizient xD derart ermittelt wird, dass er gleich der dritten Wurzel des Quotienten der vom jeweiligen thermischen Zustand (Z) des Walzguts (1) abhängigen Dichte (ρ) und der auf den vorbestimmten thermischen Zustand (Z0) des Walzguts (1) bezogenen normierten Dichte (ρ0) ist. - Behandlungsverfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass die Modellierung der zeitlichen Entwicklung des thermischen Zustands (Z) des Walzguts (1) online oder in Echtzeit erfolgt. - Behandlungsverfahren nach Anspruch 1, 2 oder 3,
dadurch gekennzeichnet,
dass mittels der Behandlungseinrichtung (2) ein Walzen des Walzguts (1) erfolgt, so dass die Dicke (D) des Walzguts (1) nach dem Einwirken der Behandlungseinrichtung (2) auf das Walzgut (1) kleiner als vor dem Einwirken der Behandlungseinrichtung (2) auf das Walzgut (1) ist. - Behandlungsverfahren nach Anspruch 1 2 oder 3,
dadurch gekennzeichnet,
dass mittels der Behandlungseinrichtung (2) eine rein thermische Beeinflussung des Walzguts (1) ohne Umformung des Walzguts (1) erfolgt, insbesondere ein Heizen oder ein Kühlen des Walzguts (1). - Steuerprogramm für eine Steuereinrichtung (11) einer Behandlungseinrichtung (2) zum Behandeln eines Walzguts (1) aus Metall, wobei das Steuerprogramm Maschinencode (13) umfasst, der von der Steuereinrichtung (11) abarbeitbar ist, wobei die Abarbeitung des Maschinencodes (13) durch die Steuereinrichtung (11) bewirkt, dass die Steuereinrichtung (11) die Behandlungseinrichtung (2) gemäß einem Behandlungsverfahren nach einem der obigen Ansprüche betreibt.
- Steuereinrichtung einer Behandlungseinrichtung (2) zum Behandeln eines Walzguts (1) aus Metall, wobei die Steuereinrichtung mit einem Steuerprogramm (12) nach Anspruch 6 programmiert ist, so dass die Steuereinrichtung die Behandlungseinrichtung (2) gemäß einem Behandlungsverfahren nach einem der Ansprüche 1 bis 5 betreibt.
- Behandlungsanlage zum Behandeln eines Walzguts (1) aus Metall, wobei das Walzgut (1) ein flaches warmes Walzgut ist, das sich in einer Längsrichtung, in einer Breitenrichtung und in einer Dickenrichtung erstreckt,- wobei die Behandlungsanlage eine Behandlungseinrichtung (2) aufweist, mittels derer zumindest im wesentlichen in Dickenrichtung auf das Walzgut (1) einwirkbar ist,- wobei die Behandlungsanlage eine Steuereinrichtung (11) aufweist, von der zumindest die Behandlungseinrichtung (2) gesteuert wird,- wobei die Steuereinrichtung (11) als Steuereinrichtung gemäß Anspruch 7 ausgebildet ist, so dass die Steuereinrichtung (11) die Behandlungseinrichtung (2) gemäß einem Behandlungsverfahren nach einem der Ansprüche 1 bis 5 betreibt.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21185929.3A EP4119247B1 (de) | 2021-07-15 | 2021-07-15 | Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung |
| US18/579,266 US20240344162A1 (en) | 2021-07-15 | 2022-06-21 | Making an allowance for state-dependent density when solving a heat conduction equation |
| PCT/EP2022/066806 WO2023285078A1 (de) | 2021-07-15 | 2022-06-21 | Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung |
| CN202280049974.1A CN117642235A (zh) | 2021-07-15 | 2022-06-21 | 在求解导热方程式时取决于状态的密度的考虑 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21185929.3A EP4119247B1 (de) | 2021-07-15 | 2021-07-15 | Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4119247A1 true EP4119247A1 (de) | 2023-01-18 |
| EP4119247B1 EP4119247B1 (de) | 2024-04-24 |
| EP4119247C0 EP4119247C0 (de) | 2024-04-24 |
Family
ID=76942944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21185929.3A Active EP4119247B1 (de) | 2021-07-15 | 2021-07-15 | Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240344162A1 (de) |
| EP (1) | EP4119247B1 (de) |
| CN (1) | CN117642235A (de) |
| WO (1) | WO2023285078A1 (de) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1397523A1 (de) | 2001-06-20 | 2004-03-17 | Siemens Aktiengesellschaft | Kühlverfahren für ein warmgewalztes walzgut und hiermit korrespondierendes kühlstreckenmodell |
| WO2004042480A1 (de) * | 2002-11-06 | 2004-05-21 | Siemens Aktiengesellschaft | Modellierverfahren für ein metall |
| WO2005076092A1 (de) * | 2004-02-06 | 2005-08-18 | Siemens Aktiengesellschaft | Rechnergestütztes modellierverfahren für das verhalten eines stahlvolumens mit einer volumenoberfläche |
| EP1910951B1 (de) | 2005-08-01 | 2017-01-04 | Primetals Technologies Germany GmbH | Modellierverfahren für den zeitlichen verlauf des zustands eines stahlvolumens durch einen rechner und hiermit korrespondierende gegenstände |
| WO2017092967A1 (de) | 2015-11-30 | 2017-06-08 | Sms Group Gmbh | Verfahren und system zum steuern und/oder regeln einer erwärmung eines gegossenen oder gewalzten metallprodukts |
| DE102019216261A1 (de) * | 2019-07-02 | 2021-01-07 | Sms Group Gmbh | Verfahren zur Steuerung einer Kühleinrichtung in einer Walzstraße |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2280323A1 (de) * | 2009-07-08 | 2011-02-02 | Siemens Aktiengesellschaft | Steuerverfahren für eine Beeinflussungseinrichtung für ein Walzgut |
| EP2540404A1 (de) * | 2011-06-27 | 2013-01-02 | Siemens Aktiengesellschaft | Steuerverfahren für eine Warmbandstraße |
| JP5811046B2 (ja) * | 2012-06-20 | 2015-11-11 | 新日鐵住金株式会社 | 熱延鋼板の温度むら予測方法、平坦度制御方法、温度むら制御方法、及び、製造方法 |
| JP6435234B2 (ja) * | 2015-05-20 | 2018-12-05 | 株式会社日立製作所 | 熱間圧延仕上げミル出側温度制御装置およびその制御方法 |
-
2021
- 2021-07-15 EP EP21185929.3A patent/EP4119247B1/de active Active
-
2022
- 2022-06-21 WO PCT/EP2022/066806 patent/WO2023285078A1/de not_active Ceased
- 2022-06-21 US US18/579,266 patent/US20240344162A1/en active Pending
- 2022-06-21 CN CN202280049974.1A patent/CN117642235A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1397523A1 (de) | 2001-06-20 | 2004-03-17 | Siemens Aktiengesellschaft | Kühlverfahren für ein warmgewalztes walzgut und hiermit korrespondierendes kühlstreckenmodell |
| WO2004042480A1 (de) * | 2002-11-06 | 2004-05-21 | Siemens Aktiengesellschaft | Modellierverfahren für ein metall |
| EP1576429A1 (de) | 2002-11-06 | 2005-09-21 | Siemens Aktiengesellschaft | Modellierverfahren für ein metall |
| WO2005076092A1 (de) * | 2004-02-06 | 2005-08-18 | Siemens Aktiengesellschaft | Rechnergestütztes modellierverfahren für das verhalten eines stahlvolumens mit einer volumenoberfläche |
| EP1711868B1 (de) | 2004-02-06 | 2008-05-07 | Siemens Aktiengesellschaft | Rechnergestütztes modellierverfahren für das verhalten eines stahlvolumens mit einer volumenoberfläche |
| EP1910951B1 (de) | 2005-08-01 | 2017-01-04 | Primetals Technologies Germany GmbH | Modellierverfahren für den zeitlichen verlauf des zustands eines stahlvolumens durch einen rechner und hiermit korrespondierende gegenstände |
| WO2017092967A1 (de) | 2015-11-30 | 2017-06-08 | Sms Group Gmbh | Verfahren und system zum steuern und/oder regeln einer erwärmung eines gegossenen oder gewalzten metallprodukts |
| DE102019216261A1 (de) * | 2019-07-02 | 2021-01-07 | Sms Group Gmbh | Verfahren zur Steuerung einer Kühleinrichtung in einer Walzstraße |
Non-Patent Citations (1)
| Title |
|---|
| JYRKI MIETTINENSEPPO LOUHENKILPI: "Calculation of Thermophysical Properties of Carbon and Low Alloyed Steels for Modeling of Solidification Prozesses", METALLURGICAL AND MATERIALS TRANSACTIONS, vol. 25B, December 1994 (1994-12-01), pages 909 - 916 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4119247B1 (de) | 2024-04-24 |
| WO2023285078A1 (de) | 2023-01-19 |
| EP4119247C0 (de) | 2024-04-24 |
| US20240344162A1 (en) | 2024-10-17 |
| CN117642235A (zh) | 2024-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10129565B4 (de) | Kühlverfahren für ein warmgewalztes Walzgut und hiermit korrespondierendes Kühlstreckenmodell | |
| EP2566633B1 (de) | Betriebsverfahren für eine fertigstrasse mit prädiktion der leitgeschwindigkeit | |
| DE19963186B4 (de) | Verfahren zur Steuerung und/oder Regelung der Kühlstrecke einer Warmbandstrasse zum Walzen von Metallband und zugehörige Vorrichtung | |
| EP1576429B1 (de) | Modellierverfahren für ein metall | |
| EP2548665B1 (de) | Ermittlungsverfahren für relativbewegungsabhängigen Verschleiß einer Walze | |
| DE10156008A1 (de) | Steuerverfahren für eine einer Kühlstrecke vorgeordnete Fertigstraße zum Walzen von Metall-Warmband | |
| EP2566989B1 (de) | Verfahren zum warmwalzen von stahlbändern und warmwalzstrasse | |
| EP1711868B1 (de) | Rechnergestütztes modellierverfahren für das verhalten eines stahlvolumens mit einer volumenoberfläche | |
| WO2008043684A1 (de) | Verfahren zur nachverfolgung des physikalischen zustands eines warmblechs oder warmbands im rahmen der steuerung einer grobblechwalzstrasse zur bearbeitung eines warmblechs oder warmbands | |
| DE4338607B4 (de) | Verfahren und Vorrichtung zur Führung eines Prozesses in einem geregelten System | |
| DE202014011231U1 (de) | System für dynamische Reduktionsverschiebung (DSR) zum Regeln einer Temperatur in Tandem-Walzwerken | |
| EP2527054A1 (de) | Steuerverfahren für eine Walzstraße | |
| EP3194087B1 (de) | Breiteneinstellung bei einer fertigstrasse | |
| DE2047984A1 (de) | Verfahren und Vorrichtung zur Korrektur eines Wertes der Walzgut temperatur | |
| EP4119247B1 (de) | Berücksichtigung der zustandsabhängigen dichte beim lösen einer wärmeleitungsgleichung | |
| DE102019216261A1 (de) | Verfahren zur Steuerung einer Kühleinrichtung in einer Walzstraße | |
| EP3858503B1 (de) | Walzwerk mit werkstoffeigenschaftsabhängiger walzung | |
| EP3384260B1 (de) | Verfahren und system zum steuern und/oder regeln einer erwärmung eines gegossenen oder gewalzten metallprodukts | |
| EP4101553B1 (de) | Kühlen eines walzguts vor einer fertigstrasse einer warmwalzanlage | |
| EP4122616A1 (de) | Verfahren und vorrichtung zum herstellen eines metallischen bandes | |
| EP3494239B1 (de) | Verfahren zum betreiben eines glühofens zum glühen eines metallbandes | |
| EP3974073B1 (de) | Walzen unter berücksichtigung von frequenzverhalten | |
| EP3363551A1 (de) | Steuerverfahren zum walzen von geschichtetem stahl | |
| DE102019203088A1 (de) | Verfahren zur Herstellung eines metallischen Bandes oder Blechs | |
| DE102019104419A1 (de) | Verfahren zur Einstellung verschiedener Kühlverläufe von Walzgut über der Bandbreite einer Kühlstrecke in einer Warmband- oder Grobblech-Straße |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230718 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231207 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021003441 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20240424 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT SE SI Effective date: 20240430 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20240731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240724 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240824 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240725 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502021003441 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240715 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 5 Effective date: 20250731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210715 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250715 |