EP4119247A1 - Prise en compte de la densité dépendante de l'état lors de la résolution d'une équation de conduction thermique - Google Patents
Prise en compte de la densité dépendante de l'état lors de la résolution d'une équation de conduction thermique Download PDFInfo
- Publication number
- EP4119247A1 EP4119247A1 EP21185929.3A EP21185929A EP4119247A1 EP 4119247 A1 EP4119247 A1 EP 4119247A1 EP 21185929 A EP21185929 A EP 21185929A EP 4119247 A1 EP4119247 A1 EP 4119247A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling stock
- treatment
- control device
- density
- thermal state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
Definitions
- the present invention is also based on a control program for a control device of a treatment device for treating a metal rolling stock, the control program comprising machine code which can be processed by the control device, the processing of the machine code by the control device causing the control device operates the treatment facility according to such a treatment method.
- the present invention is also based on a control device of a treatment device for treating a rolling stock made of metal, the control device being programmed with such a control program so that the control device operates the treatment device according to such a treatment method.
- the heat conduction equation is a differential equation that has to be solved iteratively in small time steps. Depending on the procedure, the heat conduction equation can be applied in different ways. Depending on the situation, it may also be necessary to iteratively solve a phase transformation equation in parallel to solving the heat conduction equation.
- Heat conduction equations are known in various configurations. For example, it is known to apply the heat conduction equation one-dimensionally or three-dimensionally. In the case of a one-dimensional approach, the heat conduction equation is solved only in the direction of the thickness of the flat rolling stock. Longitudinal and latitudinal heat flow is neglected. In the following - in the sense of an incomplete list - some possible one-dimensional approaches for the heat conduction equation are listed and explained. The corresponding three-dimensional approaches are not explained separately, but are (at least mostly) also specified in the prior art.
- Equation 1 The difference to Equation 1 is that the heat capacity c P is now temperature-dependent and thus indirectly variable over time, and a non-linear behavior of the rolling stock can be modeled.
- the thermal conductivity can be state dependent. This approach is also explained in the referenced book by Aslak Tveito and Ragnar Winther. It is non-linear and also based on temperature.
- ⁇ ⁇ ⁇ H ⁇ t ⁇ ⁇ s ⁇ H p ⁇ ⁇ T H p ⁇ s + Q s
- - H the enthalpy
- p a phase state.
- the phase state can be scalar or vectorial.
- Heat sources or heat sinks are modeled with Q. This approach is used, for example, in EP 1 397 523 A1 , the EP 1 576 429 A1 and the EP 1 711 868 B1 explained. This approach is non-linear, works with the enthalpy and the phase transition and with sources.
- the temperature is a variable derived from the enthalpy and the phase state. With this approach, heat sources and heat sinks can be taken into account.
- ⁇ is - as before - the density
- f i are fractions of phases
- ⁇ i are the densities of the phases.
- the heat conduction equation (among other things) always includes the density. This applies regardless of whether one of the approaches explained above is used for the heat conduction equation or another approach. It also applies regardless of whether the heat conduction equation is set as one-dimensional or multi-dimensional, and regardless of whether the heat conduction equation is set as linear or non-linear.
- the object of the present invention is to create possibilities by means of which the state-dependent density of the rolling stock can be correctly taken into account and the accuracy when solving the heat conduction equation can thus be improved.
- the dependence of the heat conduction equation on the density of the rolling stock can be fully taken into account by the factor a or a'. Beyond the factor a or a', the heat conduction equation is therefore independent of the density of the rolling stock.
- the coefficient xD can be determined such that it is equal to the third root of the quotient of the density dependent on the respective thermal state of the rolling stock and the normalized density related to the predetermined thermal state of the rolling stock.
- the temporal development of the thermal state of the rolling stock is modeled online - for example as part of a setup calculation - or even in real time.
- the type of treatment can be as needed.
- the treatment device it is possible for the treatment device to roll the rolling stock so that the thickness of the rolling stock is smaller after the treatment device has acted on the rolling stock than before the treatment device has acted on the rolling stock.
- the thermal conductivity determined by the model In this case, the state of the rolling stock can be used, for example, within the scope of determining the deformation resistance of the rolling stock and thus determining the required rolling force.
- the treatment device is used to influence the rolling stock purely thermally, without forming the rolling stock.
- a thermal influencing of the rolling stock can, if required, be, for example, heating (for example inductive heating) before a roughing train or before a finishing train. It can also be an effect in which cooling occurs as an unavoidable side effect, for example during descaling of the rolling stock. Above all, however, it can be intentional cooling.
- interstand cooling ie cooling between individual rolling processes in a multi-stand rolling train
- cooling in a cooling section downstream of a rolling device can be mentioned.
- control program with the features of claim 6.
- the execution of the control program causes the control device to operate the treatment device according to a treatment method according to the invention.
- control device with the features of claim 7.
- the control device is programmed with a control program according to the invention, so that the control device operates the treatment device according to a treatment method according to the invention.
- control device is designed as a control device according to the invention, so that the control device is the treatment device operates according to a treatment method according to the invention.
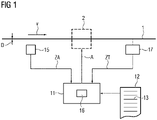
- a treatment plant for rolling stock 1 has a treatment device 2 .
- the rolling stock 1 can be acted on by means of the treatment device 2 .
- the rolling stock 1 consists of metal.
- the rolling stock 1 usually consists of steel. However, it can also consist of another metal, for example aluminum or copper.
- the rolling stock 1 extends - see FIG 2 - in a longitudinal direction over a overall length L and in a width direction over an overall width B. Furthermore, the rolling stock 1 also extends in a thickness direction—see FIG FIG 1 - Over a thickness D.
- the thickness D is smaller than the width B, usually considerably smaller.
- the width B is usually smaller than the length L. Typical values for the thickness D are in the range from less than 1 mm to 250 mm, sometimes a little more. Typical values for the width B are in the range between 500 mm and 2500 mm, in some cases even slightly more.
- the length L is several meters, for example several 100 m or even up to more than 1000 m.
- the rolling stock 1 is therefore a flat rolling stock 1.
- the rolling stock 1 is a warm rolling stock 1.
- the treatment device 2 can act on the rolling stock 1 at least essentially in the thickness direction. This is discussed below in connection with 3 explained in more detail.
- the rolling stock 1 can first be rough-rolled in a roughing mill, then finish-rolled in a finishing train, then cooled in a cooling section downstream of the finishing train and finally coiled into a bundle.
- the roughing mill has at least one roughing stand 3 for roughing the rolling stock 1 .
- the finishing train for finish-rolling the rolling stock 1 has at least one finish-rolling stand 4 .
- the cooling section has at least one application device 5, by means of which the rolling stock 1 can be subjected to cooling water.
- a heating device 6 (in particular an induction heater) and/or a descaling device 7 can be arranged upstream of the roughing mill.
- a heating device 8 (in particular an induction heater) and/or a descaling device 9 can be arranged upstream of the finishing train.
- 4 intermediate stand cooling systems 10 can also be arranged between the finishing rolling stands, by means of which the rolling stock 1 is between the individual finishing rolling stands 4 can be charged with cooling water.
- each of the components 3 to 10 mentioned can be a treatment device 2 within the meaning of the present invention.
- the rolling stock 1 is rolled.
- the thickness D of the rolling stock 1 after the action of the treatment device 2, 3, 4 on the rolling stock 1 is generally smaller than before the action of the treatment device 2, 3, 4 on the rolling stock 1.
- the heating devices 6, 8, the descaling devices 7, 9 and the interstand cooling 10 the action of the treatment device 2, 5 to 10 on the rolling stock 1 has a purely thermal effect on the rolling stock 1 without forming.
- the heating devices 6, 8 the purely thermal influence is a heating of the rolling stock 1.
- the descaling devices 7, 9 and the interstand cooling in 10 the purely thermal influence is a cooling of the rolling stock 1.
- the treatment device 2 (and optionally also other components of the treatment system) are in accordance with FIG 1 controlled by a control device 11.
- the control device 11 is programmed with a control program 12 .
- the control program 12 includes machine code 13 which can be processed by the control device 11 .
- the programming of the control device 11 with the control program 12 (or equivalently the processing of the machine code 13 by the control device 11) causes the control device 11 to
- Treatment device 2 operates according to a treatment method, as below - initially in connection with FIG 4 - is explained in more detail.
- an initial state ZA of the rolling stock 1 becomes known to the control device 11 in a step S1.
- the initial state ZA can, under certain circumstances, relate to the entire rolling stock 1 .
- he himself - see FIG 2 - Refer to a single section 14 of the rolling stock 1.
- the initial state ZA relates to an individual section 14 of the rolling stock 1 .
- This also represents the general case, since in the case of a uniform consideration of the entire rolling stock 1, only the number of sections 14 has to be reduced accordingly, namely to a single section 14.
- a thermal state of the section 14 is determined by the initial state ZA.
- the initial temperature T of the corresponding section 14 is determined by it—directly or indirectly.
- a phase state p can also be determined.
- the initial state ZA can contain the initial temperature or the initial enthalpy of the section 14, in both cases with or without phase components or at least one phase component.
- the rolling stock 1 as shown in the 1 to 3 be conveyed at a constant or variable speed v, the speed v running in the longitudinal direction of the rolling stock 1.
- the initial state ZA can be recorded and fed to the control device 11 with a fixed time cycle, for example by means of a corresponding measuring device 15 (for example by means of a temperature measuring station).
- the control device 11 assigns the initial state ZA to the corresponding section 14 .
- a fixed time cycle is the length of the respective section 14, to which the respective initial state ZA refers, is determined by the speed v during the respective timing cycle and the timing cycle itself.
- the timing is typically between 0.1 s and 0.5 s, in particular between 0.2 s and 0.4 s, for example 0.3 s.
- a step S2 the control device 11 sets a current state Z of the section 14 equal to the initial state ZA.
- the current state Z is therefore also a thermal state.
- step S3 the control device 11 updates the current state Z of the section 14.
- the control device 11 sets in a model 16 of the rolling stock 1 (see FIG 1 ) provides at least one heat conduction equation for section 14 and solves the heat conduction equation for a single time step. This will be explained later in detail. If required, the control device 11 can also apply and solve a phase transformation equation for the section 14 in step S3.
- control device 11 implements a path tracking for the section 14 in a step S4.
- a path tracking and its implementation is generally known to those skilled in the art.
- a step S5 the control device 11 checks whether a treatment time has been reached at which the section 14 of the rolling stock 1 should be treated in the treatment device 2, ie the treatment device 2 should act on the section 14 in the thickness direction.
- the treatment time is not a period of time detached from an absolute time, but a fixed point in time or a fixed period of time.
- the term “treatment time” therefore does not mean that the section 14 should be acted on in the treatment device 2 for--for example--5 s, regardless of when this happens.
- the term “treatment time” rather means that in the treatment facility 2 at a specific point in time - for example exactly at 1:39:22 p.m. - the section 14 should be acted on or from the specific point in time for a predetermined period of time - for example for 5 s - on the section 14 is to be acted upon.
- control device 11 goes back to step S3. If, on the other hand, the treatment time has been reached, the control device goes to a step S6.
- step S6 the control device 11 determines a control A for the treatment device 2 depending on the current state Z, which was determined using the model 16 for the section 14 for the treatment time.
- the control A for example, the Material strength of section 14 are also taken into account, as they result from the current state Z (among other things).
- the extent of the influence for example the amount of coolant that is to be applied to section 14—can be determined as a function of the current state Z.
- control device 11 controls the treatment device 2 according to the control A determined. Due to the control A, the treatment device 2 acts on the rolling stock 1 in the thickness direction.
- the procedure of FIG 4 the development over time of the current state Z of the rolling stock 1 is thus modeled at least for a period before the treatment time by means of the model 16 by iteratively solving at least one heat conduction equation. If necessary, as already mentioned, iteratively and with mutual coupling a phase transformation equation can be solved simultaneously with the heat conduction equation.
- step S7 in which the action is taken on section 14, is followed by steps S11 to S16.
- step S11 the control device 11 updates the current state Z of the section 14 according to the control A.
- the control device 11 updates the current state Z in a step S12.
- the content of step S12 corresponds to step S3. Furthermore, if necessary, the control device 11 implements path tracking for the corresponding section 14 in a step S13.
- a step S14 the control device 11 checks whether the section 14 has reached a detection point at which an actual thermal state ZT of the section 14 is detected by means of a further measuring device 17.
- the measuring device 17 can be a temperature measuring station, for example.
- step S15 the control device 11 accepts the actual thermal state ZT of the section 14 .
- step S16 the control device 11 then compares the last determined current state Z with the actual thermal state ZT recorded by measurement. Based on the comparison, the control device 11 takes further measures in step S16. For example, it can adapt the model 16 or track the control A in the sense of a target/actual regulation.
- Equation 8 H is the enthalpy (or energy density)
- t is the time
- s is the thickness variable
- ⁇ is the thermal conductivity
- ⁇ is the density
- T is the temperature.
- the arguments of the variables are not given in Equation 8, since they are not important in the context of the present invention.
- the present invention is explained below. However, the procedure according to the invention is also valid for other heat conduction equations, regardless of the approach taken.
- the density ⁇ and the thermal conductivity ⁇ of the rolling stock 1 go into the heat conduction equation.
- the thermal conductivity ⁇ is generally dependent on the respective thermal state Z of the rolling stock 1 (or the corresponding section 14).
- the control device 11 is therefore in accordance with FIG 7 the thermal conductivity ⁇ for a large number of possible thermal states Z is supplied.
- the density ⁇ is assumed to be constant and is therefore supplied to the control device 11 as a constant. This procedure is known in the prior art and is not (yet) the subject of the present invention. If the accuracy requirements are not too high, this procedure is completely satisfactory.
- the density ⁇ is not constant, but varies at least as a function of the temperature, and often also as a function of the phase state p.
- the density ⁇ is therefore dependent on the respective thermal state Z of the rolling stock 1.
- the fact that the variability of the density ⁇ in equation 8 is not taken into account leads to inaccuracies in the modelling.
- the - at least extensive - compensation of these inaccuracies is the subject of the present invention.
- the rolling stock 1 has a predetermined thermal state Z0, the rolling stock 1 has a specific density ⁇ 0 .
- This density ⁇ 0 is referred to below as normalized density.
- the current state Z of the rolling stock 1 deviates from the predetermined thermal state Z0, then the current density ⁇ of the rolling stock 1 usually also differs from the normalized density ⁇ 0 of the rolling stock 1.
- the change in density ⁇ corresponds to a change in volume.
- L, B and D are the length, width and thickness of the rolled stock 1 at the respective state Z and L 0 , B 0 and D 0 are the length, width and thickness of the rolled stock 1 at the predetermined thermal state Z0.
- the quantities related to the predetermined thermal state Z0 are referred to below as normalized length, normalized width and normalized thickness.
- the heat conduction equation is solved for predetermined interpolation points.
- the interpolation points are specified once and have specific (small) distances ds 0 from one another when specified, particularly in the direction of thickness.
- the position of the interpolation points also changes.
- This also changes the distances ds between the interpolation points.
- the distances ds would therefore have to be updated. This proves to be unwieldy in practice.
- the modeling is considerably simplified if the distances ds 0 can be retained uniformly, i.e. the distance ds 0 is used throughout the calculation. This affects the heat conduction equation.
- a small volume element 18 is considered below, ie a volume element 18 which is defined according to FIG 8 (see there on the left) has the normalized length L 0 , the normalized width B 0 and the normalized thickness ds 0 . In the currently considered state Z, however, the volume element 18 (see in 8 right) actually has the length L, the width B and the thickness ds.
- the thermal conductivity ⁇ is specified as a function of the state Z.
- the control device 11 therefore does not "know" the thermal conductivity ⁇ 0 in the untransformed state, but rather the thermal conductivity ⁇ in the transformed state.
- the control device 11 In addition to the thermal conductivity ⁇ (dependent on the current state Z), the normalized density ⁇ 0 and the coefficients xL, xB and xD (also dependent on the current state Z) must be specified.
- the thermal conductivity ⁇ and the coefficients xL, xB and xD are specified, for example, for predefined states between which interpolation is carried out. This is well known to those skilled in the art and need not be explained in detail.
- the normalized density ⁇ 0 and the coefficients xL, xB and xD also implicitly give the density ⁇ that is dependent on the current state Z, even if the density ⁇ that is dependent on the current state Z is no longer required to solve the heat conduction equation itself.
- the rolling stock 1 often behaves isotropically. This applies not only, but also to the density ⁇ .
- the control device 11 according to 11 in addition to the thermal conductivity ⁇ (dependent on the current state Z), the density ⁇ (also dependent on the current state Z) is specified.
- the control device 11, as shown in FIG 12 (for example before the execution of steps S1 to S7) first determine the normalized density ⁇ 0 independently in a step S21. For example, the control device 11 can determine, as the normalized density ⁇ 0 , the greatest density p, the smallest density ⁇ or a value between the greatest and the smallest density ⁇ from the predefined densities ⁇ .
- the control device 11 can determine the corresponding value x for the respective state Z by forming the quotient according to Equation 9. Furthermore, since the product of the coefficients xL, xB and xD must be equal to the value x according to Equation 13 and the coefficients xL, xB and xD must have the same value as one another due to the isotropy, the control device 11 finally, in a step S23, also determine the coefficient xD (and also the coefficients xL and xB).
- the rolling stock 1 behaves isotropically, it is still in the case of the embodiment according to FIG 10 it is not necessary to specify the coefficients xL, xB and xD individually. Since the coefficients xL, xB and xD are of equal size in the case of an isotropic behavior, it is sufficient to specify one of the coefficients xL, xB and xD individually.
- Equation 24 is very similar to Equation 19, but not identical to Equation 19. The difference is that in Equation 19 the untransformed thermal conductivity ⁇ 0 and the normalized density ⁇ 0 of the predetermined state are used, while in Equation 24 the thermal conductivity ⁇ and the density ⁇ as given to the controller 11 are used.
- the control device 11 in addition to the thermal conductivity ⁇ and the density ⁇ , the coefficient xD can be specified. If the rolling stock 1 behaves isotropically, it is still possible to control the control device 11 as in 11 only to specify the thermal conductivity ⁇ and the density ⁇ , since the control device 11 can independently determine the coefficient xD in this case. Alternatively it is according to 15 possible to specify the coefficient xD for the control device 11 in addition to the thermal conductivity ⁇ and the normalized density ⁇ 0 .
- Equation 8 it is well known to those skilled in the art that the heat conduction equation according to Equation 8 (this also applies analogously to other heat conduction equations) can be solved in real time.
- the modeling of the development over time of the thermal state Z of the rolling stock 1 takes place in real time. For example, in connection with the 3 and 4 explained procedures this is the case.
- control device 11 can be supplied with an expected initial thermal state ZA and an expected course over time for the speed v of rolling stock 1, so that control device 11 can determine in advance which current thermal state Z is expected when the Rolling stock 1 reaches the treatment device 2.
- the present invention has many advantages.
- the influence of the density ⁇ can be taken into account at least substantially correctly in the heat conduction equation even if the density ⁇ is state-dependent. This is an improved modeling of the thermal Behavior of the rolling stock 1 possible.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Control Of Metal Rolling (AREA)
- Control Of Heat Treatment Processes (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21185929.3A EP4119247B1 (fr) | 2021-07-15 | 2021-07-15 | Prise en compte de la densité dépendante de l'état lors de la résolution d'une équation de conduction thermique |
| US18/579,266 US20240344162A1 (en) | 2021-07-15 | 2022-06-21 | Making an allowance for state-dependent density when solving a heat conduction equation |
| PCT/EP2022/066806 WO2023285078A1 (fr) | 2021-07-15 | 2022-06-21 | Utilisation de marge de tolérance pour densité dépendant de l'état lors de la résolution d'une équation de conductivité thermique |
| CN202280049974.1A CN117642235A (zh) | 2021-07-15 | 2022-06-21 | 在求解导热方程式时取决于状态的密度的考虑 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21185929.3A EP4119247B1 (fr) | 2021-07-15 | 2021-07-15 | Prise en compte de la densité dépendante de l'état lors de la résolution d'une équation de conduction thermique |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4119247A1 true EP4119247A1 (fr) | 2023-01-18 |
| EP4119247B1 EP4119247B1 (fr) | 2024-04-24 |
| EP4119247C0 EP4119247C0 (fr) | 2024-04-24 |
Family
ID=76942944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21185929.3A Active EP4119247B1 (fr) | 2021-07-15 | 2021-07-15 | Prise en compte de la densité dépendante de l'état lors de la résolution d'une équation de conduction thermique |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240344162A1 (fr) |
| EP (1) | EP4119247B1 (fr) |
| CN (1) | CN117642235A (fr) |
| WO (1) | WO2023285078A1 (fr) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1397523A1 (fr) | 2001-06-20 | 2004-03-17 | Siemens Aktiengesellschaft | Procede de refroidissement d'un produit lamine a chaud et modele de ligne de refroidissement correspondant |
| WO2004042480A1 (fr) * | 2002-11-06 | 2004-05-21 | Siemens Aktiengesellschaft | Procede de modelisation pour metal |
| WO2005076092A1 (fr) * | 2004-02-06 | 2005-08-18 | Siemens Aktiengesellschaft | Procede de modelisation assiste par ordinateur pour le comportement d'un volume d'acier presentant une surface volumetrique |
| EP1910951B1 (fr) | 2005-08-01 | 2017-01-04 | Primetals Technologies Germany GmbH | Procédé de modélisation pour la variation dans le temps de l'état d'un volume d'acier au moyen d'un ordinateur et objets correspondants |
| WO2017092967A1 (fr) | 2015-11-30 | 2017-06-08 | Sms Group Gmbh | Procédé et système de commande et/ou de réglage du chauffage d'un produit métallique coulé ou laminé |
| DE102019216261A1 (de) * | 2019-07-02 | 2021-01-07 | Sms Group Gmbh | Verfahren zur Steuerung einer Kühleinrichtung in einer Walzstraße |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2280323A1 (fr) * | 2009-07-08 | 2011-02-02 | Siemens Aktiengesellschaft | Procédé de commande pour un dispositif d'influence destiné à un produit de laminage |
| EP2540404A1 (fr) * | 2011-06-27 | 2013-01-02 | Siemens Aktiengesellschaft | Procédé de commande pour un laminoir à bandes à chaud |
| JP5811046B2 (ja) * | 2012-06-20 | 2015-11-11 | 新日鐵住金株式会社 | 熱延鋼板の温度むら予測方法、平坦度制御方法、温度むら制御方法、及び、製造方法 |
| JP6435234B2 (ja) * | 2015-05-20 | 2018-12-05 | 株式会社日立製作所 | 熱間圧延仕上げミル出側温度制御装置およびその制御方法 |
-
2021
- 2021-07-15 EP EP21185929.3A patent/EP4119247B1/fr active Active
-
2022
- 2022-06-21 WO PCT/EP2022/066806 patent/WO2023285078A1/fr not_active Ceased
- 2022-06-21 US US18/579,266 patent/US20240344162A1/en active Pending
- 2022-06-21 CN CN202280049974.1A patent/CN117642235A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1397523A1 (fr) | 2001-06-20 | 2004-03-17 | Siemens Aktiengesellschaft | Procede de refroidissement d'un produit lamine a chaud et modele de ligne de refroidissement correspondant |
| WO2004042480A1 (fr) * | 2002-11-06 | 2004-05-21 | Siemens Aktiengesellschaft | Procede de modelisation pour metal |
| EP1576429A1 (fr) | 2002-11-06 | 2005-09-21 | Siemens Aktiengesellschaft | Procede de modelisation pour metal |
| WO2005076092A1 (fr) * | 2004-02-06 | 2005-08-18 | Siemens Aktiengesellschaft | Procede de modelisation assiste par ordinateur pour le comportement d'un volume d'acier presentant une surface volumetrique |
| EP1711868B1 (fr) | 2004-02-06 | 2008-05-07 | Siemens Aktiengesellschaft | Procede de modelisation assiste par ordinateur pour le comportement d'un volume d'acier presentant une surface |
| EP1910951B1 (fr) | 2005-08-01 | 2017-01-04 | Primetals Technologies Germany GmbH | Procédé de modélisation pour la variation dans le temps de l'état d'un volume d'acier au moyen d'un ordinateur et objets correspondants |
| WO2017092967A1 (fr) | 2015-11-30 | 2017-06-08 | Sms Group Gmbh | Procédé et système de commande et/ou de réglage du chauffage d'un produit métallique coulé ou laminé |
| DE102019216261A1 (de) * | 2019-07-02 | 2021-01-07 | Sms Group Gmbh | Verfahren zur Steuerung einer Kühleinrichtung in einer Walzstraße |
Non-Patent Citations (1)
| Title |
|---|
| JYRKI MIETTINENSEPPO LOUHENKILPI: "Calculation of Thermophysical Properties of Carbon and Low Alloyed Steels for Modeling of Solidification Prozesses", METALLURGICAL AND MATERIALS TRANSACTIONS, vol. 25B, December 1994 (1994-12-01), pages 909 - 916 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4119247B1 (fr) | 2024-04-24 |
| WO2023285078A1 (fr) | 2023-01-19 |
| EP4119247C0 (fr) | 2024-04-24 |
| US20240344162A1 (en) | 2024-10-17 |
| CN117642235A (zh) | 2024-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10129565B4 (de) | Kühlverfahren für ein warmgewalztes Walzgut und hiermit korrespondierendes Kühlstreckenmodell | |
| EP2566633B1 (fr) | Procédé pour faire fonctionner un train finisseur avec prédiction de la vitesse de commande | |
| DE19963186B4 (de) | Verfahren zur Steuerung und/oder Regelung der Kühlstrecke einer Warmbandstrasse zum Walzen von Metallband und zugehörige Vorrichtung | |
| EP1576429B1 (fr) | Procede de modelisation pour metal | |
| EP2548665B1 (fr) | Procédé de détermination de l'usure dépendant du mouvement relatif d'un cylindre | |
| DE10156008A1 (de) | Steuerverfahren für eine einer Kühlstrecke vorgeordnete Fertigstraße zum Walzen von Metall-Warmband | |
| EP2566989B1 (fr) | Procédé de laminage à chaud de bandes d'acier et train de laminage à chaud | |
| EP1711868B1 (fr) | Procede de modelisation assiste par ordinateur pour le comportement d'un volume d'acier presentant une surface | |
| WO2008043684A1 (fr) | ProcÉdÉ de suivi de l'État physique d'une tÔle À chaud ou d'un feuillard À chaud dans le cadre de la commande d'un train de laminage grossier de tÔle utilisÉ pour le traitement d'une tÔle À chaud ou d'un feuillard À chaud | |
| DE4338607B4 (de) | Verfahren und Vorrichtung zur Führung eines Prozesses in einem geregelten System | |
| DE202014011231U1 (de) | System für dynamische Reduktionsverschiebung (DSR) zum Regeln einer Temperatur in Tandem-Walzwerken | |
| EP2527054A1 (fr) | Procédé de commande pour une voie de laminage | |
| EP3194087B1 (fr) | Réglage de largeur d'une ligne de fabrication | |
| DE2047984A1 (de) | Verfahren und Vorrichtung zur Korrektur eines Wertes der Walzgut temperatur | |
| EP4119247B1 (fr) | Prise en compte de la densité dépendante de l'état lors de la résolution d'une équation de conduction thermique | |
| DE102019216261A1 (de) | Verfahren zur Steuerung einer Kühleinrichtung in einer Walzstraße | |
| EP3858503B1 (fr) | Laminoir à laminage dépendant de la propriété de matière | |
| EP3384260B1 (fr) | Procédé et système de commande et/ou de réglage du chauffage d'un produit métallique coulé ou laminé | |
| EP4101553B1 (fr) | Refroidissement d'un produit laminé en amont d'un train finisseur d'un laminoir à chaud | |
| EP4122616A1 (fr) | Procédé et dispositif de fabrication d'une bande métallique | |
| EP3494239B1 (fr) | Procédé de fonctionnement d'un four de recuit pour recuire une bande métallique | |
| EP3974073B1 (fr) | Laminage en fonction de la réponse de fréquence | |
| EP3363551A1 (fr) | Procédé de commande de laminage d'acier stratifié | |
| DE102019203088A1 (de) | Verfahren zur Herstellung eines metallischen Bandes oder Blechs | |
| DE102019104419A1 (de) | Verfahren zur Einstellung verschiedener Kühlverläufe von Walzgut über der Bandbreite einer Kühlstrecke in einer Warmband- oder Grobblech-Straße |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230718 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231207 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021003441 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20240424 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT SE SI Effective date: 20240430 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20240731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240724 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240824 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240725 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502021003441 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240424 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240715 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 5 Effective date: 20250731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210715 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250715 |