EP4122607B1 - Beschichtungsverfahren, beschichtungsvorrichtung und beschichtungsanlage mit einer solchen beschichtungsvorrichtung sowie antriebsstrang - Google Patents
Beschichtungsverfahren, beschichtungsvorrichtung und beschichtungsanlage mit einer solchen beschichtungsvorrichtung sowie antriebsstrang Download PDFInfo
- Publication number
- EP4122607B1 EP4122607B1 EP22185720.4A EP22185720A EP4122607B1 EP 4122607 B1 EP4122607 B1 EP 4122607B1 EP 22185720 A EP22185720 A EP 22185720A EP 4122607 B1 EP4122607 B1 EP 4122607B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coating
- drive
- rotation
- containers
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/02—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material
- B05C3/04—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material with special provision for agitating the work or the liquid or other fluent material
- B05C3/08—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material with special provision for agitating the work or the liquid or other fluent material the work and the liquid or other fluent material being agitated together in a container, e.g. tumbled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/02—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material
- B05C3/09—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material for treating separate articles
- B05C3/10—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material for treating separate articles the articles being moved through the liquid or other fluent material
Definitions
- the present invention relates to a coating device, in particular a coating device with a spinning and/or distribution function for freeing parts that are at least partially wetted with excess liquid, a drive train for such a coating device and a coating method, in particular a method for freeing parts that are wetted with coating material.
- the present invention also relates to a coating system with such a coating device.
- a large number of parts or components are usually provided with a surface coating.
- this surface coating is often done by immersing them in a liquid coating agent or a coating agent dissolved in a liquid, which is summarized below under the term "coating liquid", but which is not done individually for each individual small part (part or component).
- the small parts are usually filled like bulk material into a container with perforated container walls, e.g. a basket, which is then immersed in the liquid. By circulating the small parts, it is ensured that no untreated contact surfaces remain on the small parts. Excess coating liquid is then spun off the small parts outside the coating liquid. Examples of such coating processes and devices for carrying them out are, for example, from the DE 199 31 663 C1 or the EP 2 913 284 A1 known.
- a method and a device for coating industrial parts are known.
- a coating drum is first dipped into a container with coating agent, which is then raised to the highest position by a lifting table.
- the drum is tilted around a swivel axis located outside the drum and driven by a threaded pinion.
- the coating container is then lowered and the excess coating agent is thrown off by rapid rotation of the coating drum around its own axis.
- a coating frame and a corresponding device for coating small parts is known.
- the coating is carried out by immersing a coating drum in a bath of coating agent, with several helical coating drums mounted on an adjusting wheel.
- the drums can each be rotated about an axis and the axis of rotation of the adjusting wheel, with these axes being parallel to one another.
- Excess coating agent is spun off in centrifugal drums.
- the coated small parts are conveyed from the coating drums into the centrifugal drums via a chute.
- the coating containers consist of a steel mesh.
- the screws in the two coating containers are coated by immersing the coating containers in coating baths. The excess coating material is then spun off by quickly rotating the shaft.
- the small parts to be coated have recesses, for example threads. It turns out that in these cases the known coating processes that work according to the principle just described lead to an undesirably high proportion of rejects, in particular because coating agents can escape from recesses the small parts are not sufficiently removed during conventional spinning and/or because the formation of air pockets means that the liquid used to apply the coating cannot spread to all parts of the small part, so that the small parts remain uncoated in places.
- KR 2016-0069654 A is directed to a coating device with increased coating efficiency by performing a multiaxial rotary movement, in the described coating device, a turntable rotates around a main shaft so that a basket attached to it can circle around the main shaft.
- EP 3 696 121 A1 which describes a machine 10 for handling baskets for receiving objects, comprising: a transport carriage for horizontal movement, a container holding group comprising a central body connected to the transport carriage, the central body being configured to support at least two gripping groups for blocking respective object holding containers, a first movement device configured to move the transport carriage with respect to a support structure, a second movement device configured to raise and lower the container holding group with respect to the transport carriage, first rotation means configured to rotate the container holding group with respect to the support carriage about a first axis of rotation, second rotation means configured to rotate each gripping group about a respective second axis of rotation of its own, third rotation means configured to adjust the inclination of the second axes of rotation of the gripping groups with respect to
- one object of the present invention is to provide a coating device, a drive train, a coating method and a coating system that are capable of improving the reliability and efficiency in the removal (spinning off) of excess liquid, in particular excess coating material, from wetted parts and, on the other hand, ensuring that the coated parts are completely coated. Furthermore, the proposed devices and methods are intended to optimize the mass throughput of parts to be coated. Furthermore, the proposed devices and methods are intended to drastically reduce the necessary electrical power.
- One of the basic ideas of the present invention is to create a coating device in which at least two holders attached to a rotor are provided, which are each designed to receive a container to be filled with parts to be coated, wherein a first drive for rotating the rotor is provided with a first rotary shaft that can be driven about a rotor axis of rotation. Furthermore, a second drive is provided in order to drive the at least two holders attached to the rotor in rotation about a holder axis of rotation, wherein the two holder axes of rotation do not coincide with the rotor axis of rotation and the second drive has a primary part that is rigidly connected to the first rotary shaft or the rotor. In other words, the second drive rotates together with the at least two holder axes of rotation about the rotor axis of rotation.
- a coating device which, on the one hand, can provide the two rotational movements of the holders required for the coating method according to the invention and thus of the containers held by the holders to be filled with parts to be coated, and on the other hand, by designing the second drive as a drive which rotates with the two holder rotation axes about the rotor rotation axis, in other words has a primary part which is rigidly connected to the first rotary shaft or the rotor, it enables the available drive forces/torques for the rotational movement of the containers about the holder rotation axes to be increased, and the reaction time of the drive for the rotational movement of the containers about the holder rotation axis to be shortened, while the electrical drive power required for this can be reduced.
- the electrical drive power can be significantly reduced by using rotating drives on the rotor axis or the rotor itself, which can generate the necessary high torque at very low speeds, in contrast to external drive concepts such as a belt drive from the outside via a flying drive shaft, where the necessary high torque must also be provided at high speeds.
- a coating device in particular a coating device with a spinning and/or distribution function for freeing parts that are at least partially wetted with excess liquid, in particular excess coating material, has: at least two holders attached to a rotor, each of which is designed to receive a container to be filled with parts to be coated, preferably in a hanging manner, wherein the containers preferably have an at least partially liquid-permeable container wall, a first drive, which has a first rotary shaft that can be driven about a rotor axis of rotation for rotating the rotor, a second drive, which is provided for rotating the two holders attached to the rotor about a holder axis of rotation that is preferably separate, wherein the rotor axis of rotation and the two holder axes of rotation are preferably aligned approximately parallel to one another, and a preferably active primary part of the second drive is rigidly connected to the first rotary shaft, wherein the primary part is attached to the first rotary shaft and a preferably
- the primary part is fastened to the first rotary shaft and a preferably passive secondary part of the second drive is rotatably mounted on the first rotary shaft, wherein the axis of rotation of the second drive is preferably designed or arranged collinearly with the rotor axis of rotation of the first rotary shaft.
- parts includes a variety of different components that are usually provided with a surface coating, such as screws or nuts, or bearing bolts and the like.
- liquid in particular "coating material” includes all liquids that can be used to coat the above-mentioned parts, whereby, as already described, the parts or small parts are not coated individually, but are picked up like bulk material in a container and immersed in the coating liquid.
- the primary part of the second drive can also be advantageous here for the primary part of the second drive to be rigidly connected directly or indirectly to the first rotary shaft or the rotor.
- the primary part of the second drive is rigidly connected to the rotary shaft or the rotor, the primary part of the second drive follows the rotary movement of the rotary shaft and/or the rotor. In other words, if the rotor is set in a rotary movement about the rotor rotation axis by the first drive, the primary part of the second drive follows this rotary movement.
- the second drive is designed as a direct drive, in particular a torque motor, a compressed air motor, a hydraulic motor or an electric motor with a gear.
- a direct drive in particular a torque motor, a compressed air motor, a hydraulic motor or an electric motor with a gear.
- any type of drive hydroaulic, compressed air, or a mechanical reduction gear with an electric motor
- the second drive is designed as a torque motor with a holding torque of more than 1000 Nm, in particular more than 4000 Nm.
- the two mounting axes of rotation are arranged on the rotor in such a way that the rotor axis of rotation is a central axis of the rotor that is equidistant from both mounting axes of rotation.
- the two mounting axes of rotation are arranged symmetrically to the rotor axis of rotation on the rotor, wherein the two The mounting axes of rotation are preferably arranged such that the axes of rotation lie within the received containers, in particular forming the central axis of the respective containers.
- the second drive has at least two drive units, each of which is assigned to a holder rotation axis and preferably drives the respective holder rotation axis directly.
- the number of drive units corresponds to the number of holders, so that each holder can be driven directly by its own co-rotating drive.
- the coating device can have a support structure, in particular a holding frame with a central beam, on which the first rotary shaft, which defines the rotor rotation axis of the rotor, is rotatably mounted, at the end of which facing away from the support structure the rotor is fastened, in particular detachably fastened.
- the coating device can further comprise two second rotary shafts which define the support rotary axes and are rotatably mounted on the rotor, wherein the two second rotary shafts can preferably be driven via drive wheels attached to the rotary shafts.
- the primary part of the second drive in particular the stator of the torque motor, is attached to the first rotary shaft preferably detachably, in particular by means of a clamping element, and a preferably passive secondary part, in particular the rotor of the torque motor, of the second drive is rotatably mounted on the first rotary shaft, in particular by means of a bearing element, more preferably by means of a bearing arrangement, wherein the rotor of the torque motor is preferably designed as an external rotor.
- the term "active primary part” defines a structural unit of the drive with regard to the second drive, which provides the drive energy or drive force.
- the primary part represents the stator equipped with electrical coils, which drives the passive secondary part (rotor with passive magnets). Accordingly, in this case only the primary part needs to be supplied with electrical power.
- the coating device has a drive pinion that is rotatably mounted on the rotary shaft.
- the drive pinion is mounted by means of a bearing element, in particular by means of the bearing arrangement of the rotor of the torque motor.
- the drive pinion is connected to the primary part of the second drive, in particular the rotor of the torque motor, in a force-transmitting and/or torque-transmitting manner, and the drive pinion is preferably in engagement with the drive wheels.
- the drive pinion can be connected to the drive wheels in a force-transmitting and/or torque-transmitting manner via a transmission element, such as a toothed belt or a chain.
- the coating device has an encoder system, in particular an encoder, which is designed to detect the rotational speed of the second drive or the drive pinion and/or to detect a rotary relative movement between the primary and secondary parts of the second drive.
- the rotor is designed as a double-blade rotor, in which two rotor blades are arranged at a distance from one another in the longitudinal direction of the first rotary shaft (in the direction of the rotor rotation axis), wherein the two rotor blades are connected to one another via two connecting elements, in particular connecting flanges.
- the rotor is rotatably arranged or mounted on a support structure, in particular a holding frame with a central beam, which can pivot about a pivot axis running parallel to the ground.
- the coating device has a reservoir that is at least partially filled with coating material, in particular coating liquid, into which the containers to be filled with parts to be coated can be immersed and removed. It is also advantageous if the reservoir is arranged movably on the coating device for immersing and/or removing the containers in/from the reservoir, in particular if the reservoir is designed to be movable in height relative to the ground. In other words, it is designed to be raised and lowered by a lifting device.
- the coating device can have a clamping mechanism for clamping the containers to the holders of the rotor, wherein the clamping mechanism can preferably be actuated by a drive, in particular a pneumatic drive.
- the drive is preferably designed to be able to actuate or drive the clamping mechanism into an open position in which the containers can be removed and a closed position in which the containers are firmly held in the holders.
- the coating device comprises a ventilation device which is designed to supply the second drive with purge air, with which an encapsulated receiving area (or engine compartment) of the second drive can preferably be subjected to overpressure.
- a further aspect of the present invention is directed to a drive train for a coating device, in particular for the coating device described above, wherein the drive train comprises: at least two holders fastened to a rotor, each of which is designed to receive a container to be filled with parts to be coated, preferably in a hanging manner, a first drive, which has a first rotary shaft that can be driven about a rotor rotation axis for rotating the rotor, a second drive, which is designed to rotate the two holders fastened to the rotor about a holder rotation axis is provided, wherein the rotor rotation axis and the two mounting rotation axes are preferably aligned approximately parallel to one another, and a preferably active primary part of the second drive is preferably directly or indirectly rigidly connected to the first rotary shaft, wherein the second drive is preferably designed as a torque motor, wherein the primary part is fastened to the first rotary shaft and a preferably passive secondary part of the second drive is rotatably mounted on the first rotary shaft,
- the primary part is fastened to the first rotary shaft and a preferably passive secondary part of the second drive is rotatably mounted on the first rotary shaft, wherein the axis of rotation of the second drive is preferably designed or arranged collinearly with the rotor axis of rotation of the first rotary shaft.
- the primary part is fastened to the first rotary shaft and a preferably passive secondary part of the second drive is rotatably mounted on the first rotary shaft, wherein the axis of rotation of the second drive is preferably designed or arranged collinearly with the rotor axis of rotation of the first rotary shaft.
- the direction and speed of rotation of the containers filled with the parts to be coated about the holder rotation axes located inside the containers and the direction and speed of rotation about the rotor rotation axes located outside the containers are controlled independently of one another.
- the containers filled with the parts to be coated are placed in the Coating liquid are immersed, the containers are rotated at least temporarily about the holder rotation axes located inside the containers and/or at least temporarily about the rotor rotation axis located outside the containers, which runs parallel to the holder rotation axes located inside the containers.
- a further aspect of the present invention is directed to a coating system having at least one coating device as described above.
- the coating system can further comprise: a filling device for filling containers to be filled with parts to be coated and/or an emptying device for emptying containers filled with the then coated parts and/or a drying device in which the parts can dry and evaporate after coating.
- the coating system additionally has a container handling system for transporting the containers between and for transferring the containers to the devices belonging to the coating system.
- the devices belonging to the coating system are arranged in a circle around the container handling system.
- FIG. 1 shows a schematic spatial sectional view of an embodiment of a coating device 200 according to the invention.
- the coating device 200 shown comprises a frame 250 as a support structure for a holding frame 220 (support structure) with two side parts 220a, 220b, which are perpendicular to a central beam 221 connecting them, which in the embodiment shown can be pivoted about a rotation axis A4 running horizontally to the ground.
- the holding frame 220 is thus pivotably mounted in the frame 250 about the rotation axis A4, with a motor 251 for carrying out the pivoting movement in the illustration of the Figure 1 can be seen.
- the pivot angle relative to the upright position of the holding frame 202, in which the two side parts 220a, 220b extend approximately vertically from the central beam 221 in the direction of the ground, is preferably +/- 50°.
- a first rotary shaft 204 is rotatably mounted on the center beam 221, which defines a rotor rotation axis A1 of a rotor 201.
- the first rotary shaft 204 is attached to the center beam 221 by means of a bearing flange 225, which has a bearing arrangement for rotatably supporting the first rotary shaft 204, and runs parallel to the side parts 220a, 220b of the holding frame 220.
- the rotor 201 is detachably attached to the side or end of the first rotary shaft 204 facing away from the support structure (holding frame 220). In other words, in Figure 1 the rotor 201 is arranged at the end of the first rotary shaft 204 facing the ground.
- first rotary shaft 204 extends through the bearing flange 225 and a first drive 202 is arranged at the second end of the first rotary shaft 204, which is designed to rotate the rotor about the rotor rotation axis A1 defined by the first rotary shaft 204.
- the first drive 202 is designed as a hollow shaft drive
- two holders 210A, 210B are provided on the rotor 201, which are each designed to receive a container 10A, 10B in a hanging manner, wherein the containers 10A, 10B serve to be filled with parts to be coated.
- the containers 10A, 10B are each designed with liquid-permeable container walls or side walls in the embodiment shown.
- the coating device 200 has a second drive 203, which is designed to drive the two holders 210A, 210B arranged or fastened to the rotor 201 in rotation about a holder rotation axis A2, A3, which in the embodiment shown runs through the center of the holders 210A, 210B and through the center of the two containers 10A, 10B accommodated.
- the two holder rotation axes A2, A3 and the rotor rotation axis A1 are aligned parallel to one another.
- the second drive 203 is designed according to the invention as a torque motor.
- Figure 2 shows a schematic spatial detail of the support device 220 with drive train 100 of the Figure 1 illustrated embodiment of a coating device 100 according to the invention.
- the Figure 2 can be very the two containers 10A, 10B for holding the parts to be coated and the support device 220 can be easily removed.
- the components of the rotor 201 are protected by a rotor hood.
- the first drive 202 is also protected by a motor hood.
- the two protective hoods also serve to protect people.
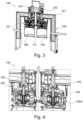
- Figure 3 shows a schematic spatial sectional view of the Figure 2 shown support device 220 with drive train 100.
- the two mounting axes of rotation A2, A3 are arranged on the rotor 201 in such a way that the rotor axis of rotation A1 forms a central axis of the rotor 201 that is equidistant from both mounting axes of rotation.
- the two mounting axes of rotation A2, A3 are defined by two second rotary shafts 205A, 205B that are rotatably mounted on the rotor 201.
- Figure 4 shows a schematic spatial detail of the sectional view in Figure 3 to the Figures 2 and 3 drive train 100 shown more clearly.
- the rotor 201 is designed as a so-called "double-blade rotor" in which two rotor blades 209 are arranged at a distance from one another in the longitudinal direction of the first rotary shaft 204, in other words in the direction of the rotor rotation axis A1.
- the two rotor blades 209 are connected to one another via two connecting elements 211.
- the two connecting elements 211 are preferably designed as hollow connecting flanges, in the through-bore of which a bearing arrangement for the rotatable mounting of the two second rotary shafts 205A, 205B is arranged.
- the Figure 4 also shows that the torque motor 203 has a stator 221 and a rotor 223, wherein the stator 221 (primary part of the second drive) is detachably attached, in particular rigidly attached, to the first rotary shaft 204 via a clamping element 222 and thus the rotary movement of the first Rotary shaft 204 follows.
- the rotor 223 (secondary part of the second drive) of the torque motor which is designed as an external rotor, is rotatably mounted on the first rotary shaft 204, in particular by means of a bearing arrangement 224.
- the drive train 100 further comprises a drive pinion 207, which is also rotatably arranged on the first rotary shaft 204, in particular by means of two bearings which belong to the bearing arrangement 224 of the rotor 223.
- the drive pinion 207 is connected to the rotor 223 (primary part of the second drive) of the torque motor 203 via a connecting element, in particular screws, in a force-transmitting and torque-transmitting manner.
- the drive pinion 207 serves to drive two drive wheels 206A, 206B, which are each attached to the end of one of the two second rotary shafts 205A, 205B facing the support structure 220, thereby enabling the two second rotary shafts 205A, 205B to be driven in rotation.
- By rotating the two second rotary shafts 205A, 205B it is possible to drive the two holders 10A, 10B and thus the containers 10A, 10B attached to the holders 10A, 10B in an additional rotational movement about the holder rotation axes A2, A3.
- the drive pinion 207 meshes directly with the two drive wheels 206A, 206B.
- the drive pinion 207 is in engagement with the two drive wheels 206A, 206B.
- a transmission element such as a toothed belt or a chain between the drive pinion 207 and the two drive wheels 206A, 206B, i.e. not to allow the gears to mesh directly. Due to the high torque of the torque motor, however, a direct engagement is not possible. the preferred embodiment.
- two torque motors could be provided that sit directly on the two mount rotation axes A2, A3.
- FIG. 5 shows schematically a detailed sectional view of the drive train 100 of the Figure 1 shown embodiment of the coating device 200 according to the invention.
- the coating device 200 in particular the drive train 100, further comprises a clamping mechanism 240 for clamping the containers 10A, 10B to the holders 210A, 210B.
- the individual clamping mechanism 240 is actuated by a pneumatic drive 241, which is arranged on the support device 220, in particular the central beam 221. Accordingly, the two clamping mechanisms 240 can only be actuated in a specific position, the so-called "zero position" of the rotor 201.
- the two drives 241 can use an actuating element 242 to bring the clamping mechanism into an open position in which the containers 10A, 10B can be removed, and into a closed position in which the containers 10A, 10B are held firmly hanging in the holder.
- the two clamping mechanisms 240 each have a transmission element 243, which each pass through the two second rotary shafts 205A, 205B, which are designed as hollow shafts.
- the rotor 201 is brought into the zero position and the respective actuating element 224 is moved downwards in the direction of the transmission element 243 by the pneumatic drives 241, whereby the transmission element 243 is also pressed downwards when it comes into contact, in particular against the spring force of a compression spring 244, whereby hook-shaped elements 245 are moved into a release position in which the containers 10A, 10B can be removed from the holders 210A, 210B and reinserted therein.
- the actuating elements 224 are retracted into their starting position by the two drives 241, whereby the two transmission elements 243 are released and are moved back into their starting position by the spring force of the two compression springs 244, whereby the hook-shaped elements 245 are moved back into the locked position or closed position.
- Figure 7 shows a schematic plan view of the Figure 6 illustrated embodiment of a coating system 300 according to the invention in order to clarify further details.
- the filling device 310, coating device 200, drying device 330 and the emptying device 400 are arranged approximately in a circle around the container handling system 340 for transporting the containers between and for transferring the containers to the devices belonging to the coating system 300.
- the circular arrangement of the components around the central container handling system 340 enables a flexible layout and flexible process control.
- a transfer from the coating device 200 to the emptying device 320 can take place without necessarily having to pass through the drying device 330.
- multiple coating can also be easily implemented by reinserting the containers with parts that have already received a first coating into the container receiving position of the coating device 200 through the container handling system 340 after passing through the drying device 330.
- the emptying device 320 can then be installed in front of the drying device 330 and/or feed them with the parts emptied from the containers 10.
- the filling device 310 has a bunker 311, shown only in sections, with a supply of the parts to be coated, which can be designed, for example, as a vibration bunker, with an outlet nozzle 312 that can optionally be pivoted together with the bunker or separately from the bunker, from which the parts slide when the bunker 311 is opened.
- the filling device 310 has a container receiving position 313, for example E-shaped, in which two containers 10 with a perforated container wall are placed next to one another on the crossbars of the E-shaped container receiving position 313 (i.e. on the crossbars of the letter E).
- the container receiving position 313 is arranged on a plate 314 which is connected to a support column which is preferably driven by a motor and is mounted in a base so as to be rotatable through an angle of at least 180° about an axis of rotation A1, so that each of the two containers 10 can be arranged for filling under the outlet nozzle 312 or the funnel by rotating the E-shaped container receiving device 313 by 180°.
- a lifting and tilting device (not shown), which supports the introduction of the parts to be coated into the outlet nozzle 112 or the funnel by moving the bunker.
- a result of the arrangement of the containers 10 on the legs of an E-shaped container receiving position 313 is that there are underride openings between the bottom of the containers 10 and the plate 114, which facilitate the transport of the containers 10 by the container handling system 340, as will be described in more detail below.
- the opening of the bunker 311 is preferably controlled by a weighing device (not shown) with residual quantity optimization.
- a step of automated loading of the containers with parts to be coated is carried out, wherein the parts to be coated are treated like bulk material.
- the containers 10 filled with parts to be coated must be transported to the coating device 200. This is done, as are the other transport steps described below, by means of the container handling system 340, which will be described below in particular with reference to the Figures 6 and 7 described.
- the container handling system 340 comprises a frame 342, preferably driven by a motor, which is mounted on a base 341 so as to be rotatable about a rotation axis A10 running vertically to the ground, between which a bearing 343 for two container carriers 344 is arranged, preferably driven by a motor and adjustable in height.
- the container carriers 344 are movable in or on this bearing 343, preferably driven by a motor, in a direction parallel to the ground. They are designed in such a way that their extension in the plane parallel to the ground is perpendicular to the direction of travel of the Container supports 344 are smaller than the distance between the crossbeams of the E-shaped container receiving position 101 and have a surface running parallel to the ground which is wide enough for a container 10 to stand comfortably on.
- This embodiment of the container handling system 340 allows the container carriers 344 to be used for transport in a similar way to the tines of a forklift fork, in that the container carriers 344 are inserted into the underdrive openings and then lifted to pick up the containers 10, move them to another device of the coating system 300 and transfer them there to a corresponding container receiving position of the respective device.
- the possibility can also be provided to adjust the distance between the two container carriers 344 relative to each other. This allows greater flexibility in the design of the container receiving positions of the respective devices.
- the containers 10 filled with parts to be coated are next transferred to the above-mentioned Figures 1 to 5 described coating device 200.
- drying device 330 After the coating has been applied to the parts to be coated using the coating device 200, these can optionally be dried using a drying device 330 dried and evaporated.
- a drying device 330 An example of such a drying device 330 will now be described with reference to the Figures 6 and 7 described.
- the drying device 330 has a plurality of trays 331, which, as an alternative to the form shown, can also be divided into two halves.
- the containers 10A, 10B can be emptied, for example, with an emptying device 320 as described below or in another way after they have been transferred from the container handling system 340 to the drying device 330, either, as shown, onto wire mesh conveyor belts 332, which then convey the parts onto the trays 331, or directly onto the trays 331.
- the trays 331 are then first transported through an evaporation zone 333 and then through a drying and/or baking zone 335 directly heated by a heater 334, the speed being adapted to the respective requirements of the coating, and then transferred to a cooling zone 336 in which they cool down.
- the evaporation zone 333 is preferably only heated indirectly by the heater 334.
- the drying and/or baking zone 335 and the unheated cooling zone 336 are located next to one another on one level and are separated from one another by a preferably heat-insulating wall.
- a tray transport device 337 is provided for transferring the trays from the drying and baking zone 335 to the unheated cooling zone 336.
- the trays are then tipped out, which can optionally be done again into containers 10A, 10B if further processing is to take place.
- the containers 10A, 10B used there can also be fresh containers that are not in the coating device 200 and/or which are transferred to another coating device.
- the coating system 300 is usually the largest of the devices belonging to the coating system 300 in terms of its space requirements, and the coating system 300 can be adapted to the available space and environmental conditions, in particular by varying its geometry.
- the trays 331 can be transferred, for example by an elevator system, to a level below the level in which the evaporation zone 333 and the drying and/or baking zone 335 are located, in which the cooling zone 336, in which the trays are cooled during the return transport, is then located.
- the optionally divided trays 331 do not move linearly, but in a circle, which can be achieved not only with a conveyor belt but also with a turntable.
- a drying and/or baking zone and a cooling zone are provided. These zones can also be arranged in two different levels, in particular above or below each other, between which the trays can be moved with an elevator.
- the emptying device 320 has an L-shaped support arm 322 which is mounted at the end of the short beam of the L so as to be rotatable about an axis A11 running horizontally to the ground and substantially parallel to the long beam of the L, preferably driven by a motor.
- an eccentric pivot axis is provided which reduces the height at which the coated parts fall from the containers 10 when they are emptied and thus prevents any damage to the coating during the emptying process.
- two support plates 323A, 323B are preferably arranged in a rotatable manner, which can be set in rotation about the axes A12, A13, e.g. driven by a toothed belt by a motor arranged on the short beam of the L, wherein an opposite rotation can optionally be ensured by the provision of a gear.
- the container receiving position 321 is designed as follows: Support elements 327 are arranged on the carrier plates 323A, 323B in such a way that containers 10 can be placed on their flat upper sides facing away from the carrier plates 323A, 323B and can optionally be fixed, for example by clamping or by holding clips. while the space between the carrier plate 323A, 323B and the bottom sides of the containers 10 forms underrun openings 328 into which the container carriers 345 of the container handling system 340 can move in order to be able to place containers 10 on the container receiving position 321, more precisely on their support elements 327, and to be able to pick them up from these.
- the L-shaped support arm 322 is pivoted about the axis A11, while the containers 10 are optionally additionally rotated about the axes A12, A13, if necessary in the opposite direction of rotation, in order to support the emptying of the containers 10, for example onto a conveyor belt 329.
Landscapes
- Coating Apparatus (AREA)
Description
- Die vorliegende Erfindung betrifft eine Beschichtungsvorrichtung, insbesondere eine Beschichtungsvorrichtung mit Abschleuder- und/oder Verteilfunktion zum Befreien von zumindest teilweise mit überschüssiger Flüssigkeit benetzten Teilen, einen Antriebsstrang für eine derartige Beschichtungsvorrichtung und ein Beschichtungsverfahren, insbesondere Verfahren zum Befreien von mit Beschichtungsmaterial benetzten Teilen. Ferner betrifft die vorliegende Erfindung eine Beschichtungsanlage mit einer solchen Beschichtungsvorrichtung.
- Eine Vielzahl von Teilen beziehungsweise Bauteilen wird üblicherweise mit einer Oberflächenbeschichtung versehen. Insbesondere dann, wenn es sich um Kleinteile handelt, z.B. bei Schrauben oder Muttern, erfolgt diese Oberflächenbeschichtung oftmals durch Eintauchen in ein flüssiges oder in einer Flüssigkeit gelöstes Beschichtungs-mittel nachfolgend unter dem Begriff "Beschichtungs-flüssigkeit" zusammengefasst, die jedoch nicht individuell für jedes einzelne Kleinteil (Teile beziehungsweise Bauteile) erfolgt. Vielmehr werden üblicherweise die Kleinteile wie ein Schüttgut in einen Behälter mit durchbrochenen Behälterwänden, z.B. einen Korb, gefüllt, der dann in die Flüssigkeit getaucht wird. Durch Umwälzung der Kleinteile wird dabei sichergestellt, dass keine unbehandelten Kontaktflächen an den Kleinteilen verbleiben. Überschüssige Beschichtungsflüssigkeit wird außerhalb der Beschichtungs-flüssigkeit anschließend von den Kleinteilen abgeschleudert. Beispiele für derartige Beschichtungsverfahren und Vorrichtungen zu ihrer Durchführung sind beispielsweise aus der
DE 199 31 663 C1 oder derEP 2 913 284 A1 bekannt. - Aus der
DE 196 47 921 A1 sind ein Verfahren und eine Vorrichtung zur Beschichtung von Industrieteilen bekannt. Eine Beschichtungstrommel wird dort zunächst in einen Behälter mit Beschichtungsmittel getaucht, welcher von einem Hubtisch in die höchste Stellung angehoben wird. Zum gleichmäßigen Verteilen des Beschichtungsmittels wird die Trommel um eine außerhalb der Trommel liegende Schwenkachse in eine Schrägstellung gebracht und mit Gewinderitzel angetrieben. Anschließend wird der Beschichtungsbehälter abgesenkt und das überschüssige Beschichtungsmittel durch schnelle Rotation der Beschichtungstrommel um die eigene Achse abgeschleudert. - Aus der
DE 196 13 927 C1 ist ein Beschichtungsrahmen und eine entsprechende Vorrichtung zur Beschichtung von Kleinteilen bekannt. Gemäß dieser Druckschrift erfolgt das Beschichten durch Eintauchen einer Beschichtungstrommel in ein Bad mit Beschichtungsmittel, wobei mehrere schneckenförmige Beschichtungstrommeln an einem Stellrad gelagert sind. Die Trommeln sind jeweils um eine Achse und die Drehachse des Stellrads drehbar, wobei diese Achsen parallel zueinander sind. Das Abschleudern überschüssigen Beschichtungsmittels wird in Schleudertrommeln durchgeführt. Die beschichteten Kleinteile werden gemäß dieser Druckschrift über eine Rutsche aus den Beschichtungstrommeln in die Schleudertrommeln befördert. - Aus der
JP 2002/210 404 A - Die Beschichtungsbehälter bestehen aus einem Stahlnetz. Das Beschichten der in den beiden Beschichtungsbehältern befindlichen Schrauben erfolgt durch Eintauchen der Beschichtungsbehälter in Beschichtungsbäder. Durch schnelle Rotation des Schaftes erfolgt abschließend das Abschleudern des überschüssigen Beschichtungsmaterials.
- In vielen Fällen haben die zu beschichtenden Kleinteile Vertiefungen, beispielsweise Gewinde. Es zeigt sich, dass in diesen Fällen die bekannten Beschichtungsverfahren, die nach dem soeben beschriebenen Prinzip arbeiten, zu einem unerwünscht hohen Anteil von Ausschuss führen, insbesondere deshalb, weil Beschichtungsmittel aus Vertiefungen der Kleinteile beim konventionellen Abschleudern nicht ausreichend entfernt wird und/oder weil die Bildung von Lufteinschlüssen dazu führt, dass die Flüssigkeit, mit der die Beschichtung bewirkt wird, sich nicht zu allen Stellen des Kleinteils ausbreiten kann, so dass die Kleinteile stellenweise unbeschichtet bleiben.
- Weitere verwandte Techniken sind in der
KR 2016-0069654 A EP 3 696 121 A1 , die eine Maschine 10 für die Handhabung von Körben zur Aufnahme von Gegenständen beschreibt, umfassend: einen Transportschlitten für eine horizontale Bewegung, eine Behälterhaltegruppe, die einen zentralen Körper umfasst, der mit dem Transportschlitten verbunden ist, wobei der zentrale Körper so konfiguriert ist, dass er mindestens zwei Greifgruppen zum Blockieren entsprechender Objekthaltebehälter trägt, eine erste Bewegungseinrichtung, die für die Bewegung des Transportschlittens in Bezug auf eine Trägerstruktur konfiguriert ist, eine zweite Bewegungseinrichtung, die so konfiguriert ist, dass sie die Behälterhaltegruppe in Bezug auf den Transportschlitten anhebt und absenkt, erste Rotationsmittel, die für die Rotation der Behälterhaltegruppe in Bezug auf den Tragschlitten um eine erste Rotationsachse konfiguriert sind, zweite Rotationsmittel, die für die Rotation jeder Greifgruppe um eine entsprechende zweite eigene Rotationsachse konfiguriert sind, dritte Rotationsmittel, die konfiguriert sind, um die Neigung der zweiten Rotationsachsen der Greifgruppen in Bezug auf eine entsprechende dritte Rotationsachse einzustellen, in derJP H05-337401 A CN 109 759 273 A , die ebenfalls eine Vorrichtung zum Abschleudern einer Flüssigkeit beschreibt, sowie in derES 2 204 214 A1 - Vor dem Hintergrund des oben beschriebenen Bedarfs liegt eine Aufgabe der vorliegenden Erfindung darin, eine Beschichtungsvorrichtung, einen Antriebsstrang, ein Beschichtungsverfahren sowie eine Beschichtungsanlage zur Verfügung zu stellen, die in der Lage sind, einerseits die Zuverlässigkeit und Effizienz bei der Beseitigung (Abschleudern) von überschüssiger Flüssigkeit, insbesondere überschüssigem Beschichtungsmaterial, an benetzten Teilen zu verbessern und andererseits sicherzustellen, dass die beschichteten Teile vollständig beschichtet werden. Ferner soll durch die vorgeschlagenen Vorrichtungen sowie Verfahren der Massendurchsatz an zu beschichteten Teilen optimiert werden. Des Weiteren soll durch die vorgeschlagenen Vorrichtungen sowie Verfahren die notwendige elektrische Leistung drastisch reduziert werden.
- Die genannten Aufgaben werden gelöst durch eine Beschichtungsvorrichtung wie durch den beigefügten Anspruch 1, einen Antriebsstrang wie durch den beigefügten Anspruch 9, ein Beschichtungsverfahren wie durch den beigefügten Anspruch 10 sowie eine Beschichtungsanlage wie durch den beigefügten Anspruch 13 definiert.
- Bevorzugte Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben, wobei der Gegenstand der die Beschichtungsvorrichtung, den Antriebsstrang sowie die Beschichtungsanlage betreffenden Ansprüche im Rahmen des Beschichtungsverfahrens zum Einsatz kommen kann und umgekehrt. Ebenso kann der Gegenstand der den Antriebsstrang betreffenden Ansprüche im Rahmen der Beschichtungsvorrichtung und der Beschichtungsanlage zum Einsatz kommen und umgekehrt.
- Hierbei ist einer der Grundgedanken der vorliegenden Erfindung, eine Beschichtungsvorrichtung zu schaffen, bei der zumindest zwei an einem Rotor befestigte Halterungen vorgesehen sind, die dazu eingerichtet sind, jeweils einen mit zu beschichtenden Teilen zu befüllenden Behälter aufzunehmen, wobei ein erster Antrieb zum rotierenden antreiben des Rotors mit einer um eine Rotor-Drehachse antreibbaren ersten Drehwelle versehen ist. Ferner ist ein zweiter Antrieb vorgesehen, um die zumindest zwei an dem Rotor befestigten Halterungen jeweils um eine Halterungs-Drehachse rotierend anzutreiben, wobei die zwei Halterungs-Drehachsen nicht mit der Rotor-Drehachse zusammenfallen und der zweite Antrieb ein Primärteil aufweist, dass starr mit der ersten Drehwelle oder dem Rotor verbunden ist. Mit anderen Worten der zweite Antrieb zusammen mit den zumindest zwei Halterungs-Drehachsen um die Rotor-Drehachse rotiert.
- Auf diese Weise kann eine Beschichtungsvorrichtung bereitgestellt werden, die einerseits die beiden für das erfindungsgemäße Beschichtungsverfahren benötigten Drehbewegungen der Halterungen und somit der durch die Halterungen aufgenommenen mit zu beschichteten Teilen zu befüllenden Behälter bereitstellen kann, und andererseits es durch Ausbildung des zweiten Antriebs als Antrieb, der mit den beiden Halterungs-Drehachsen um die Rotor-Drehachse rotiert, mit anderen Worten ein Primärteil aufweist, das starr mit der ersten Drehwelle oder dem Rotor verbunden ist, ermöglicht, dass die zur Verfügung stehenden Antriebskräfte/Drehmomente für die Drehbewegung der Behälter um die Halterungs-Drehachsen gesteigert werden können, sowie die Reaktionszeit des Antriebs für die Drehbewegung der Behälter um die Halterungs-Drehachse verkürzt werden kann, während die dazu notwendige elektrische Antriebsleistung reduziert werden kann.
- Hierbei kann die elektrische Antriebsleistung dadurch signifikant verringert werden, dass durch die Verwendung mitdrehender Antriebe auf der Rotor-Drehachse oder dem Rotor selbst das notwendige hohe Drehmoment bei sehr geringen Drehzahlen aufgebracht werden kann, im Gegensatz zu außenliegenden Antriebskonzepten wie beispielsweise einem Riementrieb von außen über eine fliegende Antriebswelle, bei denen das notwendige hohe Moment zusätzlich bei hohen Drehzahlen bereitgestellt werden muss.
- Gemäß einem Aspekt der vorliegenden Erfindung weist eine Beschichtungsvorrichtung, insbesondere Beschichtungsvorrichtung mit Abschleuder- und/oder Verteilfunktion zum Befreien von zumindest teilweise mit überschüssiger Flüssigkeit, insbesondere überschüssigem Beschichtungsmaterial, benetzten Teilen, auf: zumindest zwei an einem Rotor befestigte Halterungen, die jeweils dazu eingerichtet sind, einen mit zu beschichtenden Teilen zu befüllenden Behälter bevorzugt hängend aufzunehmen, wobei die Behälter bevorzugt eine zumindest teilweise flüssigkeitsdurchlässige Behälterwand aufweisen, einen ersten Antrieb, der zum rotierenden Antreiben des Rotors eine um eine Rotor-Drehachse antreibbare erste Drehwelle aufweist, einen zweiten Antrieb, der zum rotierenden antreiben der beiden am Rotor befestigten Halterungen um jeweils eine bevorzugt eigene Halterungs-Drehachse vorgesehen ist, wobei die Rotor-Drehachse und die beiden Halterungs-Drehachsen bevorzugt in etwa parallel zueinander ausgerichtet sind, und ein bevorzugt aktives Primärteil des zweiten Antriebs starr mit der ersten Drehwelle verbunden ist, wobei das Primärteil an der ersten Drehwelle befestigt ist und ein bevorzugt passives Sekundärteil des zweiten Antriebs drehbar an der ersten Drehwelle gelagert ist, wobei die Drehachse des zweiten Antriebs kollinear mit der Rotor-Drehachse der ersten Drehwelle ausgebildet ist
- Hierbei ist es vorteilhaft, wenn das Primärteil an der ersten Drehwelle befestigt ist und ein bevorzugt passives Sekundärteil des zweiten Antriebs drehbar an der ersten Drehwelle gelagert ist, wobei die Drehachse des zweiten Antriebs bevorzugt kollinear mit der Rotor-Drehachse der ersten Drehwelle ausgebildet oder angeordnet ist.
- Im Rahmen der vorliegenden Erfindung umfasst der Begriff "Teile" eine Vielzahl von unterschiedlichen Bauteilen, die üblicherweise mit einer Oberflächenbeschichtung versehen werden, wie beispielsweise Schrauben oder Muttern, oder auch Lagerbolzen und dergleichen.
- Des Weiteren fallen im Rahmen der vorliegenden Erfindung unter den Begriff "Flüssigkeit", insbesondere "Beschichtungsmaterial", sämtliche Flüssigkeiten, welche zur Beschichtung der oben genannten Teile verwendet werden können, wobei wie bereits geschildert die Teile oder Kleinteile nicht individuell beschichtet werden, sondern wie ein Schüttgut in einem Behälter aufgenommen und in die Beschichtungsflüssigkeit eingetaucht werden.
- Hierbei kann es ferner vorteilhat sein, dass das Primärteil des zweiten Antriebs direkt oder indirekt mit der ersten Drehwelle oder dem Rotor starr verbunden ist. Indem das Primärteil des zweiten Antriebs starr mit der Drehwelle oder dem Rotor verbunden ist, folgt das Primärteil des zweiten Antriebs der rotativen Bewegung der Drehwelle und/oder des Rotors. Mit anderen Worten wird der Rotor durch den ersten Antrieb in eine Drehbewegung um die Rotor-Drehachse versetzt, folgt das Primärteil des zweiten Antriebs dieser Drehbewegung.
- Des Weiteren ist es bevorzugt, dass der zweite Antrieb als ein Direktantrieb, insbesondere Torquemotor, ein Druckluftmotor, ein Hydraulikmotor oder ein elektrischer Motor mit Getriebe ausgebildet ist. Hierbei kann grundsätzlich jede Art von Antrieb (Hydraulisch, Druckluft, oder ein mechanisches Untersetzungsgetriebe mit Elektromotor) direkt koaxial auf die Planetenwelle angeflanscht werden, solange das benötigte Drehmoment damit aufgebracht werden kann.
- Gemäß einer Ausführungsform der vorliegenden Erfindung ist der zweite Antrieb als ein Torquemotor mit einem Haltemoment von mehr als 1000 Nm, insbesondere von mehr als 4000 Nm, ausgebildet ist.
- Gemäß einer weiteren Ausgestaltung der vorliegenden Erfindung kann es vorteilhaft sein, wenn die beiden Halterungs-Drehachsen so an dem Rotor angeordnet sind, dass die Rotor-Drehachse eine zu beiden Halterungs-Drehachsen gleich weit beabstandete Mittelachse des Rotors ist. Mit anderen Worten die beiden Halterungs-Drehachsen symmetrisch zu der Rotor-Drehachse am Rotor angeordnet sind, wobei die beiden Halterungs-Drehachsen bevorzugt so angeordnet sind, dass die Drehachsen innerhalb der aufgenommenen Behälter liegen, wobei sie insbesondere die Mittelachse der jeweiligen Behälter bilden.
- Ferner ist es vorteilhaft, wenn der zweite Antrieb zumindest zwei Antriebseinheiten aufweist, die jeweils einer Halterungs-Drehachse zugeordnet sind und die jeweilige Halterungs-Drehachse bevorzugt direkt antreiben. Mit anderen Worten die Anzahl von Antriebseinheiten der Anzahl von Halterungen entspricht, damit kann jede Halterung durch einen eigenen mitrotierenden Antrieb direkt angerieben werden.
- Des Weiteren kann die Beschichtungsvorrichtung eine Stützstruktur, insbesondere einen Halterahmen mit einem Mittelbalken, aufweisen, an der die erste Drehwelle, welche die Rotor-Drehachse des Rotors definiert, drehbar gelagert sein, an deren der Stützstruktur abgewandten Ende der Rotor befestigt ist, insbesondere lösbar befestigt ist.
- Gemäß einer weiteren Ausgestaltung der vorliegenden Erfindung kann die Beschichtungsvorrichtung ferner zwei zweite Drehwellen aufweisen, welche die Halterungs-Drehachsen definieren und an dem Rotor drehbar gelagert sind, wobei die beiden zweiten Drehwellen bevorzugt über an den Drehwellen befestigte Antriebsräder antreibbar sind.
- Hierbei ist es auch denkbar, dass das Primärteil des zweiten Antriebs, insbesondere der Stator des Torquemotors an der ersten Drehwelle bevorzugt lösbar, insbesondere mittels eines Spannelements, befestigt ist, und ein bevorzugt passives Sekundärteil, insbesondere der Rotor des Torquemotors, des zweiten Antriebs drehbar an der ersten Drehwelle, insbesondere mittels eines Lagerelements, weiter bevorzugt mittels einer Lageranordnung, gelagert ist, wobei der Rotor des Torquemotors bevorzugt als Außenläufer ausgeführt ist.
- Im Rahmen der vorliegenden Erfindung definiert der Begriff "aktives Primärteil" hinsichtlich des zweiten Antriebs eine Baueinheit des Antriebs, welche die Antriebsenergie oder Antriebskraft zur Verfügung stellt. Bei dem Torquemotor stellt das Primärteil beispielsweise den mit elektrischen Spulen versehenen Stator dar, welcher das passive Sekundärteil (Rotor mit passiv Magneten) antreibt. Entsprechend muss in diesem Fall lediglich das Primärteil mit elektrischer Leistung versorgt werden.
- Des Weiteren ist es vorteilhaft, wenn die Beschichtungsvorrichtung ein Antriebsritzel aufweist, das drehbar auf der erstehen Drehwelle gelagert ist. Hierbei ist es insbesondere vorteilhaft, wenn das Antriebsritze mittels eines Lagerelements, insbesondere mittels der Lageranordnung des Rotors des Torquemotors, gelagert ist.
- Es ist ferner bevorzugt, dass das Antriebsritzel mit dem Primärteil des zweiten Antriebs, insbesondere dem Rotor des Torquemotors, kraftübertragend und/oder drehmomentübertragend verbunden ist, und das Antriebsritzel bevorzugt mit den Antriebsrädern in Eingriff steht. Alternativ kann das Antriebsritzel über ein Übertragungsglied, wie zum Beispiel einen Zahnriemen oder eine Kette mit den Antriebsrädern kraftübertragend und/oder drehmoment-übertragend verbunden sein.
- Gemäß einer weiteren Ausgestaltung weist die Beschichtungsvorrichtung ein Gebersystem, insbesondere einen Encoder, auf, das zur Drehzahlerfassung des zweiten Antriebs oder des Antriebsritzels und/oder zur Erfassung einer rotativen Relativbewegung zwischen dem Primär- und Sekundärteil des zweiten Antriebs eingerichtet ist.
- Des Weiteren ist es bevorzugt, dass der Rotor als ein Doppelflügel-Rotor ausgebildet ist, bei dem zwei Rotorflügel in Längsrichtung der ersten Drehwelle (in Richtung der Rotor-Drehachse) voneinander beabstandet angeordnet sind, wobei die zwei Rotorflügel über zwei Verbindungselemente, insbesondere Verbindungsflansche, miteinander verbunden sind.
- Ferner ist es vorteilhaft, wenn der Rotor an einer Stützstruktur, insbesondere einem Halterahmen mit einem Mittelbalken drehbar angeordnet oder gelagert ist, welche um eine parallel zum Erdboden verlaufende Schwenkachse schwenkbar ist.
- Gemäß einer weiteren Ausführungsform der vorliegenden Erfindung weist die Beschichtungsvorrichtung ein zumindest teilweise mit Beschichtungsmaterial, insbesondere Beschichtungsflüssigkeit, gefülltes Reservoir auf, in das die mit zu beschichtenden Teilen zu befüllenden Behälter eintauchbar und entnehmbar sind. Hierbei ist es ferner vorteilhaft, wenn zum Eintauchen und/oder Entnehmen der Behälter in/aus dem Reservoir das Reservoir beweglich an der Beschichtungsvorrichtung angeordnet ist, insbesondere das Reservoir relativ zum Erdboden in der Höhe verfahrbar ausgebildet ist. In anderen Worten durch eine Hubvorrichtung anhebbar und absenkbar ausgebildet ist.
- Des Weiteren kann die Beschichtungsvorrichtung einen Klemmmechanismus zum Festklemmen der Behälter an den Halterungen des Rotors aufweisen, wobei der Klemmmechanismus bevorzugt durch einen Antrieb, insbesondere einen pneumatischen Antrieb, betätigbar ist. Hierbei ist der Antrieb bevorzugt dazu eingerichtet, den Klemmmechanismus in eine offene Stellung, in der die Behälter entnommen werden können, und eine geschlossene Stellung, in der die Behälter fest in den Halterungen aufgenommen sind, betätigen oder antreiben zu können.
- Gemäß einer weiteren Ausführungsform der vorliegenden Erfindung umfasst die Beschichtungsvorrichtung eine Belüftungsvorrichtung, die dazu eingerichtet ist, den zweiten Antrieb mit einer Spülluft zu versorgen, mit der ein gekapselter Aufnahmebereich (bzw. Motorraum) des zweiten Antriebs bevorzugt mit Überdruck beaufschlagt werden kann.
- Ein weiterer Aspekt der vorliegenden Erfindung ist auf einen Antriebsstrang für eine Beschichtungsvorrichtung, insbesondere für die oben beschriebene Beschichtungsvorrichtung gerichtet, wobei der Antriebsstrang aufweist: zumindest zwei an einem Rotor befestigte Halterungen, die jeweils dazu eingerichtet sind, einen mit zu beschichtenden Teilen zu befüllenden Behälter bevorzugt hängend aufzunehmen, einen ersten Antrieb, der zum rotierenden Antreiben des Rotors eine um eine Rotor-Drehachse antreibbare erste Drehwelle aufweist, einen zweiten Antrieb, der zum rotierenden Antreiben der beiden am Rotor befestigten Halterungen um jeweils eine Halterungs-Drehachse vorgesehen ist, wobei die Rotor-Drehachse und die beiden Halterungs-Drehachsen bevorzugt in etwa parallel zueinander ausgerichtet sind, und ein bevorzugt aktives Primärteil des zweiten Antriebs bevorzugt direkt oder indirekt starr mit der ersten Drehwelle verbunden ist, wobei der zweite Antrieb bevorzugt als ein Torquemotor ausgebildet ist, wobei das Primärteil an der ersten Drehwelle befestigt ist und ein bevorzugt passives Sekundärteil des zweiten Antriebs drehbar an der ersten Drehwelle gelagert ist, wobei die Drehachse des zweiten Antriebs kollinear mit der Rotor-Drehachse der ersten Drehwelle ausgebildet ist.
- Hierbei ist es vorteilhaft, wenn das Primärteil an der ersten Drehwelle befestigt ist und ein bevorzugt passives Sekundärteil des zweiten Antriebs drehbar an der ersten Drehwelle gelagert ist, wobei die Drehachse des zweiten Antriebs bevorzugt kollinear mit der Rotor-Drehachse der ersten Drehwelle ausgebildet oder angeordnet ist.
- Ein weiterer Aspekt der vorliegenden Erfindung ist auf ein Beschichtungsverfahren, insbesondere zur Beschichtung von Teilen, gerichtet, wobei das erfindungsgemäße Verfahren unter Verwendung der oben beschriebenen Beschichtungsvorrichtung durchgeführt wird. Das Beschichtungsverfahren weist die Schritte auf:
- Eintauchen von mit den zu beschichtenden Teilen befüllten, bevorzugt zumindest zwei, Behältern, die bevorzugt eine zumindest teilweise flüssigkeitsdurchlässige, insbesondere durchbrochene, Behälterwand aufweisen, in einen mit einer Beschichtungsflüssigkeit befüllten Abschnitt eines Reservoirs,
- Entnehmen der mit den zu beschichtenden Teilen befüllten Behälter aus der Beschichtungsflüssigkeit,
- Abschleudern und/oder Verteilen von an den zu beschichtenden Teilen nach dem Herausheben verbliebener überschüssiger Beschichtungsflüssigkeit,
- wobei beim Abschleudern und/oder Verteilen von an den zu beschichtenden Teilen nach dem Entnehmen verbliebener überschüssiger Beschichtungsflüssigkeit die, bevorzugt zumindest zwei, mit den zu beschichtenden Teilen befüllten Behälter zumindest zweitweise um eine innerhalb der Behälter liegende Halterungs-Drehachse und/oder zumindest zweitweise um eine außerhalb der Behälter liegende Rotor-Drehachse, die bevorzugt parallel zu den innerhalb der Behälter liegenden Halterungs-Drehachsen verläuft, gedreht werden,
- wobei die Drehung der Behälter um die innerhalb der Behälter liegenden Halterungs-Drehachsen unabhängig von der Drehung der Behälter um die außerhalb der Behälter liegende Rotor-Drehachse durch einen mitrotierenden (zweiten) Antrieb, insbesondere einen Torquemotor, erfolgt, wobei der zweite Antrieb, insbesondere ein Primärteil des zweiten Antriebs, (beim Abschleudern und/oder Verteilen) mit den Halterungs-Drehachsen um die Rotor-Drehachse rotiert, wobei das Primärteil des mitrotierenden Antriebs an der ersten Drehwelle befestigt ist und ein bevorzugt passives Sekundärteil des mitrotierenden (zweiten) Antriebs drehbar an der ersten Drehwelle gelagert ist, wobei die Drehachse des mitrotierenden (zweiten) Antriebs kollinear mit der Rotor-Drehachse der ersten Drehwelle ausgebildet ist.
- Hierbei ist es vorteilhaft, wenn das Primärteil an der ersten Drehwelle befestigt ist und ein bevorzugt passives Sekundärteil des zweiten Antriebs drehbar an der ersten Drehwelle gelagert ist, wobei die Drehachse des zweiten Antriebs bevorzugt kollinear mit der Rotor-Drehachse der ersten Drehwelle ausgebildet oder angeordnet ist.
- Gemäß einer weiteren Ausführungsform wird die Richtung und Geschwindigkeit der Drehung der mit den zu beschichtenden Teilen befüllten Behälter um die innerhalb der Behälter liegenden Halterungs-Drehachsen und die Richtung und Geschwindigkeit der Drehung um die außerhalb der Behälter liegenden Rotor-Drehachse unabhängig voneinander gesteuert.
- Ferner ist es bevorzugt, dass, während die mit den zu beschichtenden Teilen befüllten Behälter in die
Beschichtungsflüssigkeit eingetaucht sind, die Behälter zumindest zeitweise um die innerhalb der Behälter liegenden Halterungs-Drehachsen und/oder zumindest zeitweise um die außerhalb der Behälter liegende Rotor-Drehachse, die parallel zur innerhalb der Behälter liegenden Halterungs-Drehachsen verläuft, gedreht werden. - Des Weiteren kann es hierbei vorteilhaft sein, wenn das Eintauchen und/oder das Entnehmen der mit den zu beschichtenden Teilen befüllten Behälter in/aus einen mit der Beschichtungsflüssigkeit befüllten Abschnitt des Reservoirs durch eine Hubbewegung des Reservoirs erfolgt.
- Ein weiterer Aspekt der vorliegenden Erfindung ist auf eine Beschichtungsanlage gerichtet, die zumindest eine wie oben beschriebene Beschichtungsvorrichtung aufweist.
- Gemäß einer weiteren Ausführungsform kann die Beschichtungsanlage ferner aufweisen: eine Befüllvorrichtung für das Befüllen von mit zu beschichtenden Teilen zu befüllenden Behältern und/oder eine Entleervorrichtung für das Entleeren von mit den dann beschichteten Teilen befüllten Behältern und/oder eine Trocknungsvorrichtung, in der die Teile nach der Beschichtung trocknen und abdampfen können.
- Ferner ist es bevorzugt, wenn die Beschichtungsanlage zusätzlich ein Behälter-Handling-System zum Transport der Behälter zwischen den und zur Übergabe der Behälter an die zur Beschichtungsanlage gehörenden Vorrichtungen aufweist.
- Hierbei ist es vorteilhaft, wenn die zur Beschichtungsanlage gehörenden Vorrichtungen kreisförmig um das Behälter-Handling-System herum angeordnet sind.
- Es soll betont werden, dass, wenngleich durch eine solche Beschichtungsanlage eine automatisierte Prozessführung mit hohem Durchsatz und optimierter Effizienz realisiert werden kann, natürlich die Beschichtung auch nur mit einer Beschichtungsvorrichtung vorgenommen werden kann, indem die Behälterfüllung- und entleerung manuell durchgeführt werden.
- Weitere Merkmale und Vorteile einer Vorrichtung, einer Verwendung und/oder eines Verfahrens ergeben sich aus der nachfolgenden Beschreibung von Ausführungsformen unter Bezugnahme auf die beiliegenden Figuren. Von diesen Figuren zeigt:
- Fig. 1
- schematisch eine räumliche Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Beschichtungsvorrichtung,
- Fig. 2
- schematisch eine räumliche Detaildarstellung der Stützvorrichtung mit Antriebsstrang der in
Fig. 1 dargestellten Beschichtungsvorrichtung, - Fig. 3
- schematisch eine räumliche Schnittdarstellung der in
Fig. 2 gezeigten Stützvorrichtung mit Antriebsstrang, - Fig. 4
- schematisch eine räumliche Detaildarstellung des in den
Figuren 2 und3 gezeigten Antriebsstrangs, - Fig. 5
- schematisch eine Detailschnittanischt des Antriebsstrangs der in
Fig. 1 gezeigten Ausführungsform, - Fig. 6
- eine schematische räumliche Darstellung einer Ausführungsform einer erfindungsgemäßen Beschichtungsanlage, und
- Fig. 7
- eine schematische Draufsicht der in
Fig. 6 dargestellten Ausführungsform einer erfindungsgemäßen Beschichtungsanlage. - Gleiche Bezugszeichen, die in verschiedenen Figuren aufgeführt sind, benennen identische, einander entsprechende, oder funktionell ähnliche Elemente.
-
Figur 1 zeigt schematisch eine räumliche Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Beschichtungsvorrichtung 200. Die gezeigte Beschichtungsvorrichtung 200 umfasst, ein Gestell 250 als Trägerstruktur für einen Halterahmen 220 (Stützstruktur) mit zwei Seitenteilen 220a, 220b, die senkrecht zu einem sie verbindenden Mittelbalken 221 stehen, der in der dargestellten Ausführungsform um eine horizontal zum Boden verlaufende Drehachse A4 schwenkbar ist. Der Halterahmen 220 ist somit im Gestell 250 um die Drehachse A4 schwenkbar gelagert, wobei ein Motor 251 zum Ausführen der Schwenkbewegung in der Darstellung derFigur 1 zu erkennen ist. Hierbei weist der Schwenkwinkel relativ zur aufrechten Position des Halterahmens 202, in der sich die beiden Seitenteile 220a, 220b in etwa lotrecht ausgehend vom Mittelbalken 221 in Richtung auf den Erdboden hin erstrecken, vorzugweise +/- 50° auf. - Wie der
Figur 1 ferner entnommen werden kann, ist an dem Mittelbalken 221 eine erste Drehwelle 204 drehbar gelagert, die eine Rotor-Drehachse A1 eines Rotors 201 definiert. Die erste Drehwelle 204 ist mittels eines Lagerflansches 225 der eine Lageranordnung zur drehbaren Lagerung der ersten Drehwelle 204 aufweist an dem Mittelbalken 221 befestigt und verläuft parallel zu den Seitenteilen 220a, 220b des Halterahmens 220. An dem der Stützstruktur (Halterahmen 220) abgewandten Seite bzw. Ende der ersten Drehwelle 204 ist der Rotor 201 lösbar befestigt. Mit anderen Worten ist inFigur 1 der Rotor 201 an dem Erdboden zugewandten Ende der ersten Drehwelle 204 angeordnet. - Der
Figur 1 kann ferner entnommen werden, dass sich die erste Drehwelle 204 durch den Lagerflansch 225 hindurch erstreckt und an dem zweiten Ende der ersten Drehwelle 204 ein erster Antrieb 202 angeordnet ist, der zum rotierenden anreiben des Rotors um die durch die erste Drehwelle 204 definierte Rotor-Drehachse A1 ausgebildet ist. Der erste Antrieb 202 ist als ein Hohlwellenantrieb ausgebildet - In der in
Figur 1 dargestellten Ausführungsform sind an dem Rotor 201 zwei Halterungen 210A, 210B vorgesehen, welche dazu eingerichtet sind, jeweils einen Behälter 10A, 10B hängend aufzunehmen, wobei die Behälter 10A, 10B dazu dienen, mit zu beschichtenden Teilen befüllt zu werden. Um den Beschichtungsvorgang sowie einen nachgeschalteten Abschleuder- und/oder Verteilungsvorgang der Beschichtungsflüssigkeit zu ermöglichen, sind in der dargestellten Ausführungsform die Behälter 10A, 10B jeweils mit flüssigkeitsdurchlässigen Behälterwänden bzw. Seitenwänden ausgebildet. - Der
Figur 1 kann ferner entnommen werden, dass die Beschichtungsvorrichtung 200 über einen zweiten Antrieb 203 verfügt, welcher dazu eingerichtet ist, die beiden am Rotor 201 angeordneten oder befestigten Halterungen 210A, 210B jeweils um eine Halterungs-Drehachse A2, A3, welche in der gezeigten Ausführungsform durch das Zentrum der Halterungen 210A, 210B sowie durch das Zentrum der beiden aufgenommenen Behälter 10A, 10B verlaufen, rotierend anzutreiben. Hierbei sind die beiden Halterungs-Drehachsen A2, A3 und die Rotor-Drehachse A1 parallel zueinander ausgerichtet. Der zweite Antrieb 203 ist erfindungsgemäß als ein Torquemotor ausgebildet. -
Figur 2 zeigt eine schematische räumliche Detaildarstellung der Stützvorrichtung 220 mit Antriebsstrang 100 der inFigur 1 dargestellten Ausführungsform einer erfindungsgemäßen Beschichtungsvorrichtung 100. DerFigur 2 können sehr gut die beiden Behälter 10A, 10B zur Aufnahme der zu beschichtenden Teile sowie die Stützvorrichtung 220 entnommen werden. In der gezeigten Darstellung sind die Bauteile des Rotors 201 durch eine Rotorhaube geschützt. Ferner ist der erste Antrieb 202 ebenfalls durch eine Motorhaube geschützt. Die beiden Schutzhauben dienen zusätzlich dem Personenschutz. -
Figur 3 zeigt schematisch eine räumliche Schnittdarstellung der inFigur 2 gezeigten Stützvorrichtung 220 mit Antriebsstrang 100. Wie derFigur 3 entnommen werden kann, sind die beiden Halterungs-Drehachsen A2, A3 so an dem Rotor 201 angeordnet, dass die Rotor-Drehachse A1 eine zu beiden Halterungs-Drehachsen gleich weit beabstandete Mittelachse des Rotors 201 bildet. Die beiden Halterungs-Drehachsen A2, A3 werden durch zwei zweite Drehwellen 205A, 205B definiert, die am Rotor 201 drehbar gelagert sind. -
Figur 4 zeigt schematisch eine räumliche Detaildarstellung der Schnittdarstellung inFigur 3 , um den in denFiguren 2 und3 gezeigten Antriebsstrang 100 deutlicher darzustellen. DerFigur 4 ist gut zu entnehmen, dass der Rotor 201 als ein sogenannter "Doppelflügel-Rotor" ausgebildet ist, bei dem zwei Rotorflügel 209 in Längsrichtung der ersten Drehwelle 204, mit anderen Worten in Richtung der Rotor-Drehachse A1, zueinander beabstandet angeordnet sind. Wie inFigur 4 gezeigt, sind die beiden Rotorflügel 209 über zwei Verbindungselemente 211 miteinander verbunden. Die beiden Verbindungselemente 211 sind bevorzugt als hohle Verbindungsflansche ausgebildet, in deren Durchgangsbohrung eine Lageranordnung zur drehbaren Lagerung der beiden zweiten Drehwellen 205A, 205B angeordnet sind. - Die
Figur 4 zeigt ebenfalls, dass der Torquemotor 203 einen Stator 221 und einen Rotor 223 aufweist, wobei der Stator 221 (Primärteil des zweiten Antriebs) über ein Spannelement 222 an der ersten Drehwelle 204 lösbar befestigt, insbesondere starr befestigt ist, und somit der Drehbewegung der ersten Drehwelle 204 folgt. Der Rotor 223 (Sekundärteil des zweiten Antriebs) des Torquemotors, der als ein Außenläufer ausgeführt ist, drehbar an der ersten Drehwelle 204 gelagert ist, insbesondere mittels einer Lageranordnung 224. Der Antriebsstrang 100 weist ferner ein Antriebsritze 207 auf, das ebenfalls drehbar auf der ersten Drehwelle 204 angeordnet ist, insbesondere mittels zweier Lager, die zu der Lageranordnung 224 des Rotors 223 gehören. Wie derFig. 4 auch entnommen werden kann, ist das Antriebsritzel 207 über ein Verbindungselement, insbesondere Schrauben, mit dem Rotor 223 (Primärteil des zweiten Antriebs) des Torquemotors 203 kraftübertragend und drehmomentübertragend verbunden. - Das Antriebsritzel 207 dient zum Antreiben zweier Antriebsräder 206A, 206B, die jeweils an dem der Stützstruktur 220 zugewandten Ende einer der beiden zweiten Drehwellen 205A, 205B befestigt sind und dadurch ein rotatives Antreiben der beiden zweiten Drehwellen 205A, 205B ermöglicht. Durch rotierendes Antreiben der beiden zweiten Drehwellen 205A, 205B wird es ermöglicht, die beiden Halterungen 10A, 10B und somit die an den Halterungen 10A, 10B hängend befestigen Behälter 10A, 10B in eine zusätzliche Drehbewegung um die Halterungs-Drehachsen A2, A3 anzutreiben.
- Da der Torquemotor 203 direkt mit dem Antriebsritzel 207 verbunden ist, spricht man hier auch von einem Direktantrieb, der ohne das Vorsehen eines Getriebes auskommt. Wie der
Figur 4 ferner entnommen werden kann, kämmt in der dargestellten Ausführungsform das Antriebsritzel 207 direkt mit den beiden Antriebsrädern 206A, 206B. Mit anderen Worten, das Antriebsritzel 207 steht mit den beiden Antriebsrädern 206A, 206B in Eingriff. Alternativ wäre es auch denkbar, zwischen dem Antriebsritzel 207 und den beiden Antriebsrädern 206A, 206B ein Übertragungsglied wie einen Zahnriemen oder eine Ketter vorzusehen, also die Zahnräder nicht direkt in Eingriff kommen zu lassen. Aufgrund der hohen Drehmomente des Torquemotors ist ein direkter Eingriff jedoch die bevorzugte Ausführungsform. Ferner bestünde alternativ auch die Möglichkeit, nicht einen zentralen Torquemotor vorzusehen, der beide Halterungen antreibt, sondern für beide Halterungen einen separaten Antrieb bzw. Torquemotor vorzusehen. Mit anderen zwei Torquemotore vorzusehen, die direkt auf den beiden Halterungs-Drehachsen A2, A3 sitzen. -
Figur 5 zeigt schematisch eine Detailschnittanischt des Antriebsstrangs 100 der inFigur 1 gezeigten Ausführungsform der erfindungsgemäßen Beschichtungsvorrichtung 200. Wie derFigur 5 entnommen werden kann, weist die Beschichtungsvorrichtung 200, insbesondere der Antriebsstrang 100, ferner einen Klemmmechanismus 240 zum Festklemmen der Behälter 10A, 10B an den Halterungen 210A, 210B auf. Der einzelne Klemmmechanismus 240 wird durch einen pneumatischen Antrieb 241, der an der Stützvorrichtung 220, insbesondere dem Mittelbalken 221, angeordnet betätigt. Entsprechend können die beiden Klemmmechanismen 240 nur in einer bestimmten Position, der sogenannten "Null-Position" des Rotors 201, betätigt werden. Durch die beiden Antriebe 241 kann über ein Betätigungselement 242 der Klemmmechanismus in eine offene Stellung, in der die Behälter 10A, 10B entnommen werden können, und in eine geschlossene Stellung, in der die Behälter 10A, 10B fest in der Halterung hängend aufgenommen sind, gebracht werden. - Der
Figur 5 kann ferner entnommen werden, dass die beiden Klemmmechanismen 240 jeweils ein Übertragungselement 243 aufweisen, welche jeweils die beiden zweiten Drehwellen 205A, 205B, die als Hohlwellen ausgeführt sind, durchsetzen. Zum Betätigen der Klemmmechanismen wird der Rotor 201 in die Null-Position gebracht und durch die pneumatischen Antriebe 241 das jeweilige Betätigungselement 224 nach unten in Richtung Übertragungselement 243 bewegt, wodurch bei in Kontakt kommen das Übertragungselement 243 ebenfalls nach unten gedrückt wird, insbesondere gegen die Federkraft einer Druckfeder 244, wodurch hakenförmige Elemente 245 in eine Freigabeposition gebracht werden, in der die Behälter 10A, 10B aus den Halterungen 210A, 210B entnommen und in diese wieder eingebracht werden können. Nach erfolgtem Wechsel der Behälter 10A, 10B werden durch die beiden Antriebe 241 die Betätigungselemente 224 wieder in ihre Ausgangsstellung zurückgezogen, wodurch die beiden Übertragungselemente 243 freigegeben werden und durch die Federkraft der beiden Druckfedern 244 in ihre Ausgangsstellung zurückbewegt werden, wodurch die hakenförmigen Elemente 245 in die verriegelte Position beziehungsweise geschlossene Stellung zurückbewegt werden. -
Figur 6 ist eine schematische räumliche Darstellung einer Ausführungsform einer erfindungsgemäßen Beschichtungsanlage 300. Die gezeigte Beschichtungsanlage 300 weist auf: - eine Befüllvorrichtung 310 für das Befüllen von mit zu beschichtenden Teilen zu befüllenden Behältern 10,
- eine Beschichtungsvorrichtung 200 zum Beschichten der zu beschichtenden Teile durch Eintauchen der mit zu beschichtenden Teilen befüllten Behälter 10 in eine Beschichtungsflüssigkeit und Abschleudern überschüssiger Beschichtungsflüssigkeit,
- eine Trocknungsvorrichtung 330 zum Trocknen und Abdampfen beschichteter Teile,
- einer Entleervorrichtung 320 für das Entleeren von mit den dann beschichteten Teilen befüllten Behältern 10, und
- einem Behälter-Handling-System 340 zum Transport der Behälter zwischen den und zur Übergabe der Behälter an die zur Beschichtungsanlage 300 gehörenden Vorrichtungen.
- Die einzelnen Vorrichtungen und ihre Funktionen werden weiter unten detaillierter erläutert. Schon jetzt wird jedoch darauf hingewiesen, dass die gezeigte gesamte Beschichtungsanlage für die parallele Bearbeitung von zwei Behältern mit zu beschichtenden Teilen ausgelegt ist, was ihre Anwendung besonders effizient werden lässt.
-
Figur 7 zeigt eine schematische Draufsicht der inFigur 6 dargestellten Ausführungsform einer erfindungsgemäßen Beschichtungsanlage 300, um weitere Detail zu verdeutlichen. - Die Befüllvorrichtung 310, Beschichtungsvorrichtung 200, Trocknungsvorrichtung 330 und die Entleervorrichtung 400 genauer gesagt die durch Kreise angedeuteten Behälter bzw. Behälteraufnahmepositionen dieser Vorrichtungen sind in etwa kreisförmig um das Behälter-Handling-System 340 zum Transport der Behälter zwischen den und zur Übergabe der Behälter an die zur Beschichtungsanlage 300 gehörenden Vorrichtungen herum angeordnet. Die kreisförmige Anordnung der Komponenten um das zentrale Behälter-Handling-System 340 herum ermöglicht ein flexibles Layout und eine flexible Verfahrensführung.
- So kann beispielsweise ohne dass zwingend die Trocknungsvorrichtung 330 durchlaufen werden müsste für schnell trocknende Beschichtungen, bei denen eine weitere Trocknung oder Temperaturerhöhung zur Trocknung nicht nötig ist, eine Überführung von der Beschichtungsvorrichtung 200 an die Entleervorrichtung 320 erfolgen.
- Es kann aber auch einfach eine Mehrfachbeschichtung realisiert werden, indem die Behälter mit Teilen, die bereits eine erste Beschichtung erhalten haben nach dem Durchlaufen der Trocknungsvorrichtung 330 wieder durch das Behälter-Handlings-System 340 in die Behälteraufnahmeposition der Beschichtungsvorrichtung 200 eingesetzt werden.
- Anzumerken ist ferner, dass es, wie unten als Variante näher beschrieben wird, auch die Möglichkeit gibt, die Teile vor der Trocknung aus den Behältern 10 zu entfernen. Insbesondere bei einem solchen Anlagenkonzept kann dann die Entleervorrichtung 320 vor der Trocknungsvorrichtung 330 angeordnet sein und/oder diese mit den aus den Behältern 10 ausgeleerten Teilen beschicken.
- Die Befüllvorrichtung 310 weist einen nur abschnittsweise gezeigten Bunker 311 mit einem Vorrat der zu beschichtenden Teile, der beispielsweise als Vibrationsbunker ausgeführt sein kann, mit einem optional gemeinsam mit dem Bunker oder separat von dem Bunker schwenkbaren Auslassstutzen 312, aus dem die Teile rutschen, wenn der Bunker 311 geöffnet wird, auf.
- Um die hier als Körbe ausgeführten Behälter 10 mit durchbrochener Behälterwand so relativ zum Auslassstutzen 312 - gegebenenfalls über einen zwischen Auslassstutzen 112 und Behälter 10 angeordneten, optionalen, hier nicht dargestellten Trichter - zu positionieren, dass sie durch diesen befüllt werden können, weist die Befüllvorrichtung 310 eine beispielsweise E-förmig geformte Behälteraufnahmeposition 313 auf, bei der zwei Behälter 10 mit durchbrochener Behälterwand nebeneinander auf die Querbalken der E-förmig geformten Behälteraufnahmeposition 313 (also auf die Querbalken des Buchstabens E) aufgestellt werden.
- Die Behälteraufnahmeposition 313 ist auf einer Platte 314 angeordnet, die mit einer bevorzugt mit einem Motor angetriebenen über einen Winkel von mindestens 180° um eine Drehachse A1 drehbar in einem Fuß gelagerten Tragsäule verbunden ist, so dass jeder der beiden Behälter 10 zur Befüllung unter dem Auslassstutzen 312 bzw. dem Trichter angeordnet werden kann, indem die E-förmig geformte Behälteraufnahme 313 um 180° gedreht wird.
- Zusätzlich ist bevorzugt die Verwendung eines nicht dargestellten Hebe-Kipp-Geräts möglich, das durch Bewegung des Bunkers den Eintrag der zu beschichtenden Teile in den Auslassstutzen 112 bzw. den Trichter unterstützt.
- Ein Ergebnis der Anordnung der Behälter 10 auf den Schenkeln einer E-förmig geformten Behälteraufnahmeposition 313 ist, dass es zwischen der Unterseite der Behälter 10 und der Platte 114 Unterfahröffnungen gibt, die den Transport der Behälter 10 durch das Behälter-Handling-System 340 vereinfachen, wie weiter unten genauer beschrieben wird.
- Die Öffnung des Bunkers 311 wird bevorzugt durch eine nicht abgebildete Wiegeeinrichtung mit Restmengenoptimierung gesteuert.
- Dementsprechend wird bei der Durchführung des erfindungsgemäßen Beschichtungsverfahrens in dem Fall, dass die hier beschriebene Beschichtungsanlage 300 zum Einsatz kommt, ein Schritt der automatisierten Beladung der Behälter mit zu beschichtenden Teilen vorgenommen, wobei die zu beschichtenden Teile wie ein Schüttgut behandelt werden.
- Als nächstes müssen dann die mit zu beschichtenden Teilen befüllten Behälter 10 zur Beschichtungsvorrichtung 200 transportiert werden. Dies geschieht ebenso wie die weiteren, weiter unten beschriebenen Transportschritte mittels des Behälter-Handling-Systems 340, das als nächstes insbesondere unter Bezugnahme auf die
Figuren 6 und7 beschrieben wird. - Das Behälter-Handling-System 340 umfasst einen bevorzugt mit einem Motor angetriebenen um eine vertikal zum Erdboden verlaufende Drehachse A10 drehbar auf einem Standfuß 341 gelagerten Rahmen 342, zwischen dem bevorzugt mit einem Motor angetrieben höhenverstellbar eine Lagerung 343 für zwei Behälterträger 344 angeordnet ist.
- Die Behälterträger 344 sind in bzw. auf dieser Lagerung 343 bevorzugt mit einem Motor angetrieben- in einer Richtung parallel zum Erdboden verfahrbar. Sie sind so ausgestaltet, dass ihre Ausdehnung in der parallel zum Erdboden liegenden Ebene in Richtung senkrecht zur Verfahrrichtung der Behälterträger 344 kleiner ist als der Abstand zwischen den Querbalken der E-förmig geformten Behälteraufnahmeposition 101 und weisen eine parallel zum Erdboden verlaufende Oberfläche auf, die breit genug ist, dass ein Behälter 10 gut darauf stehen kann.
- Diese Ausgestaltung des Behälter-Handling-Systems 340 erlaubt es, die Behälterträger 344 ähnlich wie die Zinken einer Gabelstaplergabel zum Transport zu verwenden, indem die Behälterträger 344 in die Unterfahröffnungen eingeführt werden und dann angehoben werden, um die Behälter 10 aufzunehmen, zu einer anderen Vorrichtung der Beschichtungsanlage 300 zu bewegen und dort an eine entsprechende Behälteraufnahmeposition der jeweiligen Vorrichtung zu übergeben.
- Während die bislang beschriebenen Bewegungsfreiheitsgrade bei einer kreisförmigen Anordnung der zur Beschichtungsanlage 300 gehörenden Vorrichtungen ausreichend sind, lässt sich, wenn eine andere Anordnung dieser Vorrichtungen in der Anlage gewünscht ist, auch eine solche realisieren, wenn der Standfuß 341 beispielsweise auf einem Schienensystem 345 verfahrbar ist.
- Optional kann zusätzlich die Möglichkeit vorgesehen sein, den Abstand der beiden Behälterträger 344 relativ zueinander zu verfahren. Dies erlaubt eine größere Flexibilität bei der Gestaltung der Behälteraufnahmepositionen der jeweiligen Vorrichtungen.
- Typischerweise werden die mit zu beschichtenden Teilen befüllten Behälter 10 als nächstes an die oben bereits mit Bezug zu den
Figuren 1 bis 5 beschriebene Beschichtungsvorrichtung 200 übergeben. - Nachdem mit der Beschichtungsvorrichtung 200 die Beschichtung auf die zu beschichtenden Teile aufgebracht wurde, können diese optional durch eine Trocknungsvorrichtung 330 getrocknet und abgedampft werden. Ein Beispiel für eine solche Trocknungsvorrichtung 330 wird nun anhand der
Figuren 6 und7 beschrieben. - Die Trocknungsvorrichtung 330 weist eine Vielzahl von Tabletts 331 auf, die alternativ zur dargestellten Form auch jeweils in zwei Hälften unterteilt sein können. Die Behälter 10A, 10B können beispielsweise mit einer Entleervorrichtung 320, wie sie unten beschrieben ist oder auf andere Weise entleert werden, nachdem sie von dem Behälter-Handling-System 340 an die Trocknungsvorrichtung 330 übergeben wurden, und zwar entweder, wie dargestellt, auf Drahtgeflechtförderbänder 332, die dann die Teile auf die Tabletts 331 fördern oder direkt auf die Tabletts 331.
- Die Tabletts 331 werden dann zunächst durch eine Abdunstzone 333 und dann durch eine mit einer Heizung 334 direkt beheizte Trocken- und/oder Einbrennzone 335 transportiert, wobei die Geschwindigkeit an die jeweiligen Erfordernisse der Beschichtung angepasst wird, und dann in eine Kühlzone 336 überführt, in der sie abkühlen. Die Abdunstzone 333 wird bevorzugt lediglich indirekt durch die Heizung 334 beheizt.
- Bei der gezeigten Trocknungsvorrichtung 330 befinden sich die Trocken- und/oder Einbrennzone 335 und die unbeheizte Kühlzone 336 auf einer Ebene nebeneinander und sind durch eine bevorzugt wärmeisolierende- Wand voneinander getrennt. Es ist eine Tabletttransportvorrichtung 337 zur Überführung der Tabletts von der Trocken- und Einbrennzone 335 zur unbeheizten Kühlzone 336 vorgesehen.
- Die Tabletts werden dann ausgekippt, was wahlweise auch wieder in Behälter 10A,10B geschehen kann, wenn eine weitere Bearbeitung erfolgen soll. Die dort verwendeten Behälter 10A,10B können auch frische Behälter sein, die nicht in der Beschichtungsvorrichtung 200 waren und/oder die in eine andere Beschichtungsvorrichtung überführt werden.
- Da die Trocknungsvorrichtung 330, wie die
Figur 7 erahnen lässt, von ihrem Platzbedarf her meist die größte der zur Beschichtungsanlage 300 gehörenden Vorrichtungen ist, kann insbesondere durch eine Variation von deren Geometrie eine Anpassung der Beschichtungsanlage 300 an die zur Verfügung stehenden Platzverhältnisse und Umgebungsbedingungen erreicht werden. - Beispielsweise können am Ende der Trocken- und/oder Einbrennzone 335 die Tabletts 331, beispielsweise durch ein Fahrstuhlsystem, in eine unter der Ebene, in der Abdunstzone 333 und Trocken- und/oder Einbrennzone 335 liegen, liegende Ebene überführt werden, in der dann die Kühlzone 336, in der die Tabletts während des Rücktransports abgekühlt werden, liegt.
- Alternativ kann aber auch vorgesehen sein, dass sich die optional geteilten Tabletts 331 nicht linear, sondern im Kreis bewegen, was außer mit einem Förderband auch mit einem Drehteller realisiert werden kann. Wie bei der Trocknungsvorrichtung 330 sind eine Trocken- und/oder Einbrennzone und eine Kühlzone vorgesehen. Diese Zonen können auch in zwei unterschiedlichen Ebenen, insbesondere über- bzw. untereinander, angeordnet werden, zwischen denen die Tabletts mit einem Fahrstuhl bewegt werden können.
- Allen soeben diskutierten Trocknungsvorrichtungen ist gemein, dass die Be- und Entladung der Trocknungsvorrichtung auf derselben Seite erfolgt, was den Vorteil mit sich bringt, dass dasselbe Behälter-Handling-System 340 für den Belade- und den Entladevorgang verwendet werden kann und die Behälter 10 in Fällen, in denen eine mehrschichtige Beschichtung erwünscht ist, sehr effizient und ohne große Wege wieder der Beschichtungsvorrichtung 200 zugeführt werden können.
- Grundsätzlich besteht natürlich auch die Möglichkeit, statt, wie beschrieben, die Behälter 10 auf die Tabletts 331 zu entleeren, die Tabletts 331 mit Behälteraufnahme-positionen, in die das Behälter-Handling-System 340 die Behälter 10 stellt, zu versehen, so dass die zu beschichtenden Teile im Behälter 10 getrocknet werden.
- Schließlich soll noch die Funktionsweise einer möglichen, bevorzugten Entleervorrichtung 320 unter Bezugnahme auf die
Figuren 6 und7 erläutert werden. Wie diese Figuren zeigen, weist die Entleervorrichtung 320 einen L-förmigen Tragarm 322 auf, der am Ende des kurzen Balkens des L um eine horizontal zum Erdboden und im Wesentlichen parallel zum langen Balken des L verlaufende Achse A11 bevorzugt mit einem Motor angetrieben drehbar gelagert ist. Auf diese Weise wird eine exzentrische Schwenkachse bereitgestellt, die die Fallhöhe der beschichteten Teile aus den Behältern 10 bei deren Entleerung reduziert und somit einer etwaigen Beschädigung der Beschichtung beim Entleervorgang vorbeugt. - Im langen Balken des L sind zwei Trägerplatten 323A, 323B vorzugsweise drehbar gelagert angeordnet, die z.B. über einen Zahnriemen von einem Motor, der am kurzen Balken des L angeordnet ist, angetrieben in Rotation um die Achsen A12, A13 versetzt werden können, wobei optional durch das Vorsehen eines Getriebes eine gegenläufige Drehung sichergestellt werden kann.
- Die Behälteraufnahmeposition 321 ist dabei wie folgt ausgebildet: Auf den Trägerplatten 323A, 323B sind jeweils Abstützelemente 327 so angeordnet, dass auf ihren von den Trägerplatten 323A, 323B abgewandten, ebenen Oberseiten Behälter 10 abgestellt und optional, beispielsweise durch Klemmung oder durch Halteklammern, fixiert werden können, während der Raum zwischen Trägerplatte, 323A, 323B und den Bodenseiten der Behälter 10 Unterfahröffnungen 328 bildet, in die die Behälterträger 345 des Behälter-Handling-Systems 340 einfahren können, um Behälter 10 auf der Behälteraufnahmeposition 321, genauer gesagt auf deren Abstützelementen 327 abstellen und von diesen aufnehmen zu können.
- Zum Entleeren wird der L-förmige Tragarm 322 um die Achse A11 geschwenkt, während die Behälter 10 optional zusätzlich, gegebenenfalls mit entgegengesetztem Drehsinn, in Rotation um die Achsen A12, A13 versetzt werden, um das Entleeren der Behälter 10, beispielsweise auf ein Förderband 329, zu unterstützen.
-
- 10A, 10B
- Behälter
- 200
- Beschichtungsvorrichtung
- 201
- Rotor
- 202
- erster Antrieb
- 203
- zweiter Antrieb (Torquemotor)
- 204
- erste Drehwelle (Rotordrehwelle)
- 205A,205B
- zweite Drehwelle(n) (Halterungsdrehwellen)
- 206A,206B
- Antriebsräder
- 207
- Antriebsritzel
- 208
- Drehgeber
- 209
- Rotorflügel
- 210A,210B
- Halterungen
- 211
- Verbindungselement
- 220
- Halterahmen
- 220A,220B
- Seitenteile
- 221
- Stator
- 222
- Spannelement
- 223
- Rotor (des Torquemotors) / Außenläufer
- 224
- Lageranordnung
- 230
- Reservoir
- 240
- Klemmmechanismus
- 241
- Antrieb (Klemmmechanismus)
- 242
- Betätigungselement
- 243
- Übertragungselement
- 244
- Feder
- 245
- hakenförmiges Element
- 250
- Gestell
- 251
- Motor (Schwenkantrieb)
- 300
- Beschichtungsanlage
- 310
- Befüllvorrichtung
- 311
- Bunker
- 312
- Auslassstutzen
- 313
- Behälteraufnahmeposition
- 314
- Platte
- 320
- Entleervorrichtung
- 321
- Behälteraufnahmeposition
- 322
- Trägerarm
- 323A,323B
- Trägerplatten
- 327
- Abstützelemente
- 328
- Unterfahröffnung
- 330
- Trockenvorrichtung
- 331
- Tablett
- 332
- Drahtgeflechtförderband
- 333
- Abdunstzone
- 334
- Heizzone
- 335
- Trocken- und/oder Einbrennzone
- 336
- Kühlzone
- 337
- Tabletttransportvorrichtung
- 340
- Behälter-Handling-System
- 341
- Standfuß
- 342
- Rahmen/Säule
- 343
- Lagerung
- 344
- Behälterträger
- 345
- Schienensystem
- A1
- Rotor-Drehachse
- A2, A3
- Halterungs-Drehachsen
- A4
- Schwenkachse
- A10-A13
- Drehachsen
Claims (15)
- Beschichtungsvorrichtung (200), insbesondere Beschichtungsvorrichtung (200) mit Abschleuder- und/oder Verteilfunktion zum Befreien von zumindest teilweise mit überschüssiger Flüssigkeit, insbesondere überschüssigem Beschichtungs-material, benetzten Teilen, umfassend:zumindest zwei an einem Rotor (201) befestigte Halterungen (210A, 210B), die jeweils dazu eingerichtet sind, einen mit zu beschichtenden Teilen zu befüllenden Behälter (10A, 10B) bevorzugt hängend aufzunehmen, wobei die Behälter (10A, 10B) bevorzugt eine zumindest teilweise flüssigkeitsdurchlässige Behälterwand aufweisen,einen ersten Antrieb (202), der zum rotierenden Antreiben des Rotors (201) eine um eine Rotor-Drehachse (A1) antreibbare erste Drehwelle (204) aufweist,einen zweiten Antrieb (203), der zum rotierenden Antreiben der beiden am Rotor befestigten Halterungen (210A, 210B) um jeweils eine Halterungs-Drehachse (A2, A3) vorgesehen ist,wobei die Rotor-Drehachse (A1) und die beiden Halterungs-Drehachsen (A2, A3) bevorzugt in etwa parallel zueinander ausgerichtet sind, undein Primärteil des zweiten Antriebs (203) starr mit der ersten Drehwelle (204) verbunden ist,wobei das Primärteil an der ersten Drehwelle (204) befestigt ist und ein Sekundärteil des zweiten Antriebs (203) drehbar an der ersten Drehwelle (204) gelagert ist, wobei die Drehachse des zweiten Antriebs (203) kollinear mit der Rotor-Drehachse (A1) der ersten Drehwelle (204) ausgebildet ist.
- Beschichtungsvorrichtung (200) nach Anspruch 1, bei welcher der zweite Antrieb (203) als ein Direktantrieb, insbesondere Torquemotor, ein Druckluftmotor, ein Hydraulikmotor oder ein elektrischer Motor mit Getriebe ausgebildet ist.
- Beschichtungsvorrichtung (200) nach Anspruch 1 oder 2, bei welcher der zweite Antrieb (203) als ein Torquemotor mit einem Haltemoment von mehr als 1000 Nm, insbesondere von mehr als 4000 Nm, ausgebildet ist.
- Beschichtungsvorrichtung (200) nach einem der vorhergehenden Ansprüche 1 bis 3, ferner umfassend zwei zweite Drehwellen (205A, 205B), welche die Halterungs-Drehachsen (A2, A3) definieren und an dem Rotor (201) drehbar gelagert sind, wobei die beiden zweiten Drehwellen (205A, 205B) bevorzugt über an den Drehwellen (205A, 205B) befestigte Antriebsräder (206A, 206B) antreibbar sind.
- Beschichtungsvorrichtung (200) nach einem der vorhergehenden Ansprüche 1 bis 4, ferner umfassend ein Antriebsritzel (207) das drehbar an der erstehen Drehwelle (204) gelagert ist, insbesondere mittels eines Lagerelements (224B), weiter bevorzugt mittels der Lageranordnung (224), wobei das Antriebsritzel (207) bevorzugt mit einem Rotor (223) des Torquemotors (203) kraftübertragend und/oder drehmomentübertragend verbunden ist, und das Antriebsritzel (207) bevorzugt mit den Antriebsrädern (206A, 206B) in Eingriff steht.
- Beschichtungsvorrichtung (200) nach einem der vorhergehenden Ansprüche 1 bis 5, bei welcher der Rotor (201) als ein Doppelflügel-Rotor ausgebildet ist, bei dem zwei Rotorflügel (209) in Längsrichtung der ersten Drehwelle (204) voneinander beabstanden angeordnet sind, wobei die zwei Rotorflügel (209) über zwei Verbindungselemente (211), insbesondere Verbindungsflansche, miteinander verbunden sind.
- Beschichtungsvorrichtung (200) nach einem der vorhergehenden Ansprüche 1 bis 6, ferner umfassend ein zumindest teilweise mit Beschichtungsmaterial, insbesondere Beschichtungsflüssigkeit, gefülltes Reservoir (230) in das die mit zu beschichtenden Teilen zu befüllenden Behälter (10A, 10B) eintauchbar und entnehmbar sind, wobei zum Eintauchen und/oder Entnehmen der Behälter (10A, 10B) in/aus dem Reservoir (230) das Reservoir (230) beweglich an der Beschichtungsvorrichtung (200) angeordnet ist, insbesondere das Reservoir (230) relativ zum Erdboden in der Höhe verfahrbar ausgebildet ist.
- Beschichtungsvorrichtung (200) nach einem der vorhergehenden Ansprüche 1 bis 7, ferner umfassend eine Belüftungsvorrichtung, die dazu eingerichtet ist, den zweiten Antrieb 203 mit einer Spülluft zu versorgen, mit der ein gekapselter Aufnahmebereich des zweiten Antriebs 203 bevorzugt mit Überdruck beaufschlagt werden kann.
- Antriebsstrang (100) für eine Beschichtungsvorrichtung (200), insbesondere die Beschichtungsvorrichtung (200) nach einem der vorhergehenden Ansprüche 1 bis 8, umfassend:zumindest zwei an einem Rotor (201) befestigte Halterungen (210A, 210B), die jeweils dazu eingerichtet sind, einen mit zu beschichtenden Teilen zu befüllenden Behälter (10A, 10B) bevorzugt hängend aufzunehmen,einen ersten Antrieb (202), der zum rotierenden Antreiben des Rotors (201) eine um eine Rotor-Drehachse (A1) antreibbare erste Drehwelle (204) aufweist,einen zweiten Antrieb (203), der zum rotierenden Antreiben der beiden am Rotor befestigten Halterungen (210A, 210B) um jeweils eine Halterungs-Drehachse (A2, A3) vorgesehen ist,wobei die Rotor-Drehachse (A1) und die beiden Halterungs-Drehachsen (A2, A3) bevorzugt in etwa parallel zueinander ausgerichtet sind, undein Primärteil des zweiten Antriebs (203) starr mit der ersten Drehwelle (204) verbunden ist,wobei das Primärteil an der ersten Drehwelle (204) befestigt ist und ein Sekundärteil des zweiten Antriebs (203) drehbar an der ersten Drehwelle (204) gelagert ist, wobei die Drehachse des zweiten Antriebs (203) kollinear mit der Rotor-Drehachse (A1) der ersten Drehwelle (204) ausgebildet ist.
- Beschichtungsverfahren, insbesondere zur Beschichtung von Teilen, unter Verwendung der Beschichtungsvorrichtung nach einem der vorhergehenden Ansprüche 1 bis 8, umfassend die Schritte:- Eintauchen von mit den zu beschichtenden Teilen befüllten Behältern (10A, 10B), die bevorzugt eine zumindest teilweise flüssigkeitsdurchlässige, insbesondere durchbrochene, Behälterwand aufweisen, in einen mit einer Beschichtungsflüssigkeit (231) befüllten Abschnitt eines Reservoirs (230),- Entnehmen der mit den zu beschichtenden Teilen befüllten Behälter (10A, 10B) aus der Beschichtungsflüssigkeit,- Abschleudern und/oder Verteilen von an den zu beschichtenden Teilen nach dem Herausheben verbliebener überschüssiger Beschichtungsflüssigkeit,wobei beim Abschleudern und/oder Verteilen von an den zu beschichtenden Teilen nach dem Entnehmen verbliebener überschüssiger Beschichtungsflüssigkeit die mit den zu beschichtenden Teilen befüllten Behälter (10A, 10B) zumindest zweitweise um eine innerhalb der Behälter (10A, 10B) liegende Halterungs-Drehachse (A2, A3) und/oder zumindest zweitweise um eine außerhalb der Behälter (10A, 10B) liegende Rotor-Drehachse (A1), die parallel zu den innerhalb der Behälter (10A, 10B) liegenden Halterungs-Drehachsen (A2, A3) verläuft, gedreht werden,wobei die Drehung der Behälter (10A, 10B) um die innerhalb der Behälter (10A, 10B) liegenden Halterungs-Drehachsen (A2, A3) unabhängig von der Drehung der Behälter (10A, 10B) um die außerhalb der Behälter (10A, 10B) liegende Rotor-Drehachse (A1) durch einen mitrotierenden Antrieb (203) erfolgt, der mit den Halterungs-Drehachsen (A2, A3) um die Rotor-Drehachse (A1) rotiert, wobei das Primärteil des mitrotierenden Antriebs (203) an der ersten Drehwelle (204) befestigt ist und ein Sekundärteil des mitrotierenden Antriebs (203) drehbar an der ersten Drehwelle (204) gelagert ist, wobei die Drehachse des mitrotierenden Antriebs (203) kollinear mit der Rotor-Drehachse (A1) der ersten Drehwelle (204) ausgebildet ist.
- Beschichtungsverfahren nach Anspruch 10, bei dem während die mit den zu beschichtenden Teilen befüllten Behälter (10A, 10B) in die Beschichtungsflüssigkeit (231) eingetaucht sind die Behälter (10A, 10B) zumindest zeitweise um die innerhalb der Behälter (10A, 10B) liegenden Halterungs-Drehachsen (A2, A3) und/oder zumindest zeitweise um die außerhalb der Behälter (10A, 10B) liegende Rotor-Drehachse (A1), die parallel zu den innerhalb der Behälter (10A,10B) liegenden Halterungs-Drehachsen (A2, A3) verläuft, gedreht werden.
- Beschichtungsverfahren nach einem der vorhergehenden Ansprüche 10 bis 11, bei dem das Eintauchen und/oder das Entnehmen der mit den zu beschichtenden Teilen befüllten Behälter (10A, 10B) in/aus einen mit der Beschichtungsflüssigkeit (231) befüllten Abschnitt des Reservoirs (230) durch eine Hubbewegung des Reservoirs (Y) erfolgt.
- Beschichtungsanlage (300) umfassend eine Beschichtungsvorrichtung (200) nach einem der Ansprüche 1 bis 8.
- Beschichtungsanlage (300) nach Anspruch 13, ferner umfassend: eine Befüllvorrichtung (310) für das Befüllen von mit zu beschichtenden Teilen zu befüllenden Behältern (10A, 10B) und/oder eine Entleervorrichtung (320) für das Entleeren von mit den dann beschichteten Teilen befüllten Behältern (10A, 10B) und/oder eine Trocknungsvorrichtung (330).
- Beschichtungsanlage (300) nach Anspruch 13 oder 14, wobei die Beschichtungsanlage (300) zusätzlich ein Behälter-Handling-System (340) zum Transport der Behälter (10A, 10B) zwischen den und zur Übergabe der Behälter (10A, 10B) an die zur Beschichtungsanlage gehörenden Vorrichtungen aufweist, wobei die zur Beschichtungsanlage (300) gehörenden Vorrichtungen (310, 320, 330) bevorzugt kreisförmig um das Behälter-Handling-System (340) herum angeordnet sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021207669.6A DE102021207669B4 (de) | 2021-07-19 | 2021-07-19 | Beschichtungsverfahren, Beschichtungsvorrichtung und Beschichtungsanlage mit einer solchen Beschichtungsvorrichtung sowie Antriebsstrang |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4122607A1 EP4122607A1 (de) | 2023-01-25 |
| EP4122607B1 true EP4122607B1 (de) | 2024-05-01 |
Family
ID=82656392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22185720.4A Active EP4122607B1 (de) | 2021-07-19 | 2022-07-19 | Beschichtungsverfahren, beschichtungsvorrichtung und beschichtungsanlage mit einer solchen beschichtungsvorrichtung sowie antriebsstrang |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4122607B1 (de) |
| DE (1) | DE102021207669B4 (de) |
| DK (1) | DK4122607T3 (de) |
| ES (1) | ES2983197T3 (de) |
| HU (1) | HUE067227T2 (de) |
| PL (1) | PL4122607T3 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116174392B (zh) * | 2023-04-27 | 2023-06-30 | 沧州富华预应力技术有限公司 | 用于预应力锚垫板表面处理的浸油式清洗机 |
| CN116689242B (zh) * | 2023-05-24 | 2026-01-06 | 惠州市昇沪汽车紧固件科技有限公司 | 一种螺丝生产用涂油设备 |
| US20250205729A1 (en) | 2023-10-30 | 2025-06-26 | PAPACKS SALES GmbH | Machine and system for coating products |
| US12246340B1 (en) | 2024-07-08 | 2025-03-11 | PAPACKS SALES GmbH | Machine and system for coating molded fiber products |
| DE102023129975A1 (de) | 2023-10-30 | 2025-05-15 | PAPACKS SALES GmbH | Titel der Erfindung: VERFAHREN UND SYSTEM ZUR BESCHICHTUNG VON PRODUKTEN |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05337401A (ja) | 1992-06-03 | 1993-12-21 | Kowa Kogyosho:Kk | 遠心分離機およびそれを用いた液切り方法 |
| DE19613927C1 (de) | 1996-04-06 | 1997-11-20 | Reinhardt Gmbh Ernst | Verfahren und Vorrichtung zum Beschichten von Kleinteilen |
| DE19647921A1 (de) | 1996-07-26 | 1998-01-29 | Steimel Gmbh & Co Maschinenfab | Zentrifuge |
| DE19931663C1 (de) | 1999-07-08 | 2001-03-22 | Wmv App Bau Gmbh & Co Kg | Verfahren und Vorrichtung zum Behandeln von Kleinteilen mit einem flüssigen Behandlungsmedium |
| ES2204214B1 (es) * | 2000-12-22 | 2005-07-16 | Juan Vicente Mompo Garcia | Instalacion automatica programada para la aplicacion de pinturas en centrifuga. |
| JP2002210404A (ja) | 2001-01-17 | 2002-07-30 | Hoden Seimitsu Kako Kenkyusho Ltd | リセスを有するねじの遠心塗装方法 |
| AT507227B1 (de) | 2008-08-14 | 2010-04-15 | Varagic Daniel | Mischvorrichtung |
| PL2913284T3 (pl) | 2014-02-28 | 2017-06-30 | Wmv Apparatebau Gmbh | Sposób oraz urządzenie do obróbki części |
| KR101713385B1 (ko) * | 2014-12-09 | 2017-03-07 | 정명식 | 코팅장치 |
| DE102017118172A1 (de) | 2017-08-09 | 2019-02-14 | Forplan AG | Beschichtungsverfahren, Beschichtungsvorrichtung zur Durchführung dieses Verfahrens und Beschichtungsanlage mit einer solchen Beschichtungsvorrichtung |
| IT201900002173A1 (it) * | 2019-02-14 | 2020-08-14 | Lm Ind S R L | Macchina per la movimentazione di contenitori porta-oggetti |
| CN109759273A (zh) | 2019-03-15 | 2019-05-17 | 中国航空制造技术研究院 | 一种内螺纹涂层涂覆设备及涂覆方法 |
| DE102019113189A1 (de) | 2019-05-17 | 2020-11-19 | Ejot Gmbh & Co. Kg | Verfahren zum Beschichten von Teilen |
| EP3950142A1 (de) | 2020-08-06 | 2022-02-09 | WMV Apparatebau GmbH | Anlage zum behandeln von massenteilen mit einer nebenantriebsvorrichtung |
-
2021
- 2021-07-19 DE DE102021207669.6A patent/DE102021207669B4/de active Active
-
2022
- 2022-07-19 ES ES22185720T patent/ES2983197T3/es active Active
- 2022-07-19 HU HUE22185720A patent/HUE067227T2/hu unknown
- 2022-07-19 PL PL22185720.4T patent/PL4122607T3/pl unknown
- 2022-07-19 EP EP22185720.4A patent/EP4122607B1/de active Active
- 2022-07-19 DK DK22185720.4T patent/DK4122607T3/da active
Also Published As
| Publication number | Publication date |
|---|---|
| EP4122607A1 (de) | 2023-01-25 |
| DK4122607T3 (da) | 2024-07-15 |
| DE102021207669A1 (de) | 2023-01-19 |
| ES2983197T3 (es) | 2024-10-22 |
| HUE067227T2 (hu) | 2024-10-28 |
| PL4122607T3 (pl) | 2024-10-14 |
| DE102021207669B4 (de) | 2023-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4122607B1 (de) | Beschichtungsverfahren, beschichtungsvorrichtung und beschichtungsanlage mit einer solchen beschichtungsvorrichtung sowie antriebsstrang | |
| EP3441149A1 (de) | Beschichtungsverfahren, beschichtungsvorrichtung zur durchführung dieses verfahrens und beschichtungsanlage mit einer solchen beschichtungsvorrichtung | |
| EP0749395B1 (de) | Vorrichtung zur oberflächenbehandlung von fahrzeugkarosserien | |
| EP2467894B1 (de) | Vorrichtung zur bestückung und ausrüstung von kfz-batteriegehäusen | |
| DE3887405T2 (de) | Vorrichtung zum Ein- und Ausführen von Trägern in einem Positionierungsgerät und Wähleinrichtung zum Anwenden in einer derartigen Vorrichtung. | |
| DE102013111965B4 (de) | Verpackungsverfahren, Verpackungsvorrichtung sowie Spritzgussanlage mit Verpackungsvorrichtung | |
| DE29724558U1 (de) | Vorrichtung zur Oberflächenbehandlung von Werkstücken | |
| EP2526038B1 (de) | Fördersystem zum transport von gegenständen und tauchbehandlungsanlage mit einem solchen | |
| DE69407438T2 (de) | Methoden und Gerät zur Schaffung einer Gelatinebeschichtung | |
| DE102011100828A1 (de) | Vorrichtung zum Umsetzen von Fahrzeugrädern | |
| EP0251032A2 (de) | Ein-oder Auspackmaschine | |
| DE69304820T2 (de) | Verfahren zur fortlaufenden Oberflächenbehandlung und Vorrichtung mit Zentrifugalabscheider im Durchlauf | |
| EP1485312B1 (de) | Anlage zum behandeln, insbesondere zum kataphoretischen tauchlackieren von fahrzeugkarosserien | |
| EP3165286A1 (de) | Verfahren und vorrichtung zur entölung und/oder reinigung von massenteilen | |
| WO2015024547A1 (de) | Anlage zur herstellung von sowohl agm- als auch nassbatterien für pkw und nkw batterietypen | |
| DE10209908C1 (de) | Vorrichtung zur Oberflächenbeschichtung von Kleinteilen | |
| DE102006020922B4 (de) | Vorrichtung zum Bearbeiten von Bauteilen einer Kraftfahrzeugkarosserie | |
| DE102022200089A1 (de) | Druckvorrichtung und Verfahren zur Herstellung von mindestens einem Gegenstand mittels pulverbettbasierter generativer Fertigung | |
| EP1483434B1 (de) | Anlage zum behandeln, insbesondere zum kataphoretischen tauchlackieren, von gegenständen, insbesondere von fahrzeugkarosserien | |
| DE102011012953A1 (de) | Vorrichtung zur maschinellen Handhabung von Trays | |
| DE69720826T2 (de) | Transportrad zum Fördern von Gegenständen | |
| DE19950892A1 (de) | Vorrichtung zur Behandlung der Oberfläche von Gegenständen | |
| DE102023111061B3 (de) | Vorrichtung zum Drehen einer Werkstücktrageinheit sowie Fördersystem für eine Tauchbehandlungsanlage | |
| DE102009012029B4 (de) | Vorrichtung und Verfahren zum Behandeln von Werkstücken | |
| DE3701352C1 (en) | Apparatus for treating or coating workpieces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230213 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230828 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231221 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FORPLAN AG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022000834 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20240708 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240902 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2983197 Country of ref document: ES Kind code of ref document: T3 Effective date: 20241022 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E067227 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240902 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240801 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240901 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240802 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502022000834 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240719 |
|
| 26N | No opposition filed |
Effective date: 20250204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240731 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20240731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250609 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20250627 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250610 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240719 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20250606 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250728 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250801 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250728 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250731 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250707 Year of fee payment: 4 Ref country code: AT Payment date: 20251020 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250801 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20220719 |