EP4212265A1 - Procédé de commande d'un procédé de coulée, système de commande d'un procédé de coulée, dispositif, ainsi que programme informatique - Google Patents
Procédé de commande d'un procédé de coulée, système de commande d'un procédé de coulée, dispositif, ainsi que programme informatique Download PDFInfo
- Publication number
- EP4212265A1 EP4212265A1 EP22152063.8A EP22152063A EP4212265A1 EP 4212265 A1 EP4212265 A1 EP 4212265A1 EP 22152063 A EP22152063 A EP 22152063A EP 4212265 A1 EP4212265 A1 EP 4212265A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- temperature
- model
- casting process
- input variable
- variable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/32—Controlling equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
- B22D17/2218—Cooling or heating equipment for dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D30/00—Cooling castings, not restricted to casting processes covered by a single main group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
Definitions
- the invention relates to a method for controlling, in particular for controlling the temperature, of a casting process, in particular a permanent mold casting process, comprising: control of at least one input variable indicative of at least one input variable of the casting process, preferably as a function of at least one output variable indicative of at least one temperature of the casting process, in particular for a temperature of a mold, more preferably for a temperature trajectory of the casting process or the mold, such that a temperature difference of the temperature of the casting process to a preset temperature profile is minimized.
- the present invention also relates to a control system for a casting process, in particular for a permanent mold casting process, comprising at least one control means for controlling at least one input variable indicative of at least one input variable of the casting process, in particular as a function of at least one output variable indicative of at least one temperature of the casting process, in particular for a temperature of a casting mold, more preferably for a temperature trajectory of the casting process or of the casting mold, such that a temperature difference, in particular a predicted temperature difference, of the temperature of the casting process to a preset temperature profile is minimized.
- the present invention also relates to a device and a computer program.
- feedforward control forward directed control
- feedback control simple feedback control
- At least one input variable indicative of at least one input variable of the casting process is preset by a process engineer prior to each casting cycle.
- the at least one input variable is then indicative of at least one input variable if this allows conclusions to be drawn about the input variable.
- the at least one input variable can be measured values and/or data indicative of the at least one input variable.
- the input variable can be the input variable itself or measured values and/or data that represent the input variable or from which the input variable can be derived.
- the at least one input variable can be a temperature of a coolant in Kelvin, in which case the at least one input variable can also be the temperature of the coolant in Kelvin or other measured values and/or data that represent the temperature of the coolant or from which the temperature of the coolant can be derived.
- the at least one input variable or the at least one output variable designates in particular the physical condition, for example the temperature of the coolant in Kelvin
- the at least one input variable or the at least one output variable can also designate measured values and/or data , which allow conclusions to be drawn about the at least one input variable or the at least one output variable and/or which represent the at least one input variable or the at least one output variable.
- the input variables that are usually set are indicative of, for example, the flow rates of a coolant or the cooling times during a casting cycle.
- forward regulation can lead to significant temperature fluctuations between individual casting cycles, as a result of which inaccuracies in the production of the individual cast parts can occur.
- the flow rate of a coolant is controlled as a function of at least one measuring device, in particular a thermocouple, arranged in the casting mold.
- a thermocouple arranged in the casting mold.
- coolant flow is activated.
- the coolant flow is activated until the temperature measured by the at least one thermocouple falls below a further preset temperature limit.
- a control strategy described in this way can also be referred to as bang-bang control and is possible in many commercial permanent mold casting plants.
- the reaction time of such a control is slow, since it is only possible to react to temperature fluctuations that have already occurred. It has been shown that with such a regulation, significant temperature peaks can occur, in particular shortly after the mold has been filled with the mold filling or the melt.
- the present invention is based on the object of specifying a method for controlling, in particular for controlling the temperature, of a casting method, in particular a chill casting method, which enables improved adjustment of the measured temperatures in a desired range.
- a control system for a casting process, a device and a computer program including program instructions are also to be specified, which enable improved temperature control of a casting process.
- the aforementioned object is achieved in an aforementioned method in that the regulation of the at least one input variable is based on a model-predictive regulation.
- the model-predictive control can be used to calculate future temperatures of the casting process, in particular future temperature trajectories, and the at least one input variable, which is indicative of a flow rate of a coolant, for example, can be controlled as a function of the calculated temperature trajectories .
- the at least one input variable can be adjusted proactively, as a result of which temperature fluctuations can be reduced within a casting cycle and also between casting cycles.
- a model-predictive regulation can be based in particular on a so-called MPC model.
- a preset temperature profile is aimed for, which is a target temperature profile.
- the preset temperature profile can, for example, only be a desired constant temperature.
- the aim of the regulation is to bring the measured and/or predicted temperature of the casting process, in particular the temperature of the casting mold, as close as possible to the desired temperature profile during or between casting cycles.
- the model-predictive control is therefore based on an optimization problem, namely optimizing the output variable with regard to the preset temperature profile by controlling the at least one input variable.
- the optimization problem can involve a cost function, where the cost function is to be minimized.
- the filling of the mold as a measured disturbance variable and the at least one input variable can be taken into account become.
- at least two input variables are taken into account, which are preferably indicative of the flow rate of a coolant and the heating rate of a heating source.
- k ⁇ right k + i ⁇ Q i 2 + ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- k ⁇ R i 2 + ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- the term r k + i corresponds to the preset temperature profile.
- the second sum term ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- k ⁇ R i 2 penalizes, for example, changes in the input variables. In particular, this can affect changes in the flow rate of a coolant or the heating rate of a heating source.
- k can here, for example, change at least one Specify input variable between time k+1 and the previous time.
- the third sum term ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- k ⁇ S i 2 penalizes the input variables directly, for example. This ensures in particular that the absolute amount of coolant flow or the absolute heating rate of a heat source is minimized.
- the degrees of freedom of the model-predictive control or the optimization problem are determined by the variables n PH , n CH and the weighting matrices Q, R and S.
- variable n PH specifies for how many time intervals the calculation is to be performed.
- a time interval can be in a range between 0.5 s and 10 s, for example.
- the variable n CH indicates, for example, for how many time intervals the at least one input variable can be changed.
- n PH and n CH can preferably be adjusted with regard to the underlying optimization problem.
- the variable n PH specifies at least the duration of a casting cycle, which can last between 1 minute and 10 minutes, for example.
- the weighting matrices Q, R and S indicate in particular how heavily the individual summation terms are weighted in the overall assessment.
- the weight matrices Q, R, and S can be unit matrices with constants q, r, and s be the diagonal. Such a configuration has proven to be advantageous when using model predictive control to reduce complexity while achieving satisfactory results.
- the detected output variable indicative of at least one temperature of the casting process can be, for example, the measured value of a thermocouple arranged in the casting mold.
- the thermocouple can be arranged at least partially within the mold and can thus reliably measure the temperature within the mold. With regard to increased measurement accuracy, it is preferred that a plurality of thermocouples are at least partially arranged within the casting mold.
- At least one input variable is controlled indicative of at least one input variable of the casting process based on the model-predictive control.
- the at least one input variable is indicative of a flow rate of a coolant, the coolant flowing, for example, through channels arranged in the mold and thereby cooling the mold. This enables the temperature of the mold to be set reliably.
- a further input variable is controlled by means of the model predictive control, the further input variable preferably being indicative of at least one heating rate of a heating element arranged in the mold or a heating source.
- a preferred embodiment of the present invention is characterized in that the model-predictive control is a model, in particular a dynamic model, comprises that the model is identified and/or adapted based on a data set, the data set having data indicative of the at least one input variable and the at least one output variable, and that by means of the model based on the data set a correlation between the at least an input variable and the at least one output variable is determined.
- the data set preferably includes a number of input variables, in particular at least two different input variables.
- correlations and/or interactions between the input variables can also be determined using the dynamic model.
- the aforementioned model can be based on a gray box model.
- the aforementioned model can also be purely data-based or be based on principles known from the prior art, which are then parameterized by data.
- Y out is preferably the output variable indicative of at least one temperature of the casting process.
- the various input variables are preferably referred to as U in,i , it being possible for a total of n different input variables to be present.
- the various input variables can be in the Laplacian domain.
- An amplification factor of the respective input variable is preferably specified as K i , in which case T i can in particular be a time constant.
- gray box model illustrated can be used to specify an advantageous model for calculating the correlation between the at least one input variable and the at least one output variable.
- the data record includes historical data, in particular data from casting tests that have already been carried out and/or data from series production, the data record preferably being expanded to include data recorded while the casting process was being carried out, and/or that the model is parameterized by means of estimated values, the model preferably being validated and/or expanded by recorded data while the casting process is being carried out.
- the historical data can in particular be data from casting tests that have already been carried out.
- data from the same casting process and the same casting device can be used, as a result of which the model predictive control can be further improved.
- the estimated values for individual parameters of the model can be based on the empirical values of a process engineer, for example. Alternatively, the estimates can be made using a conventional simulation environment, for example be determined. The estimated values are preferably validated or adjusted after casting cycles have been carried out, so that it can be ensured that the adjusted model describes the measured data with sufficient accuracy.
- the model predictive control takes into account the at least one input variable and/or the one output variable and their correlation to one another based on the model.
- various possible temperature trajectories can be reliably calculated using the model predictive control and the at least one input variable can be controlled in such a way that a, in particular predicted, temperature difference of the temperature of the casting process from a preset temperature profile is minimized.
- the model-predictive regulation also takes into account the correlation of the several input variables with one another based on the aforementioned model.
- model-predictive control also takes into account a filling of the mold as a measured disturbance variable (measured disturbance) and the correlation of the disturbance variable to the at least one input variable and/or the at least one output variable based on the dynamic model.
- a measured disturbance variable measured disturbance
- the filling of the mold as a disturbance variable can in particular be the time of filling the mold, the composition of the filling in the mold, the amount of filling in the mold and/or the temperature of the filling in the mold.
- the at least one input variable is a flow rate of a coolant, a temperature of a coolant, a duration of a casting cycle, an amount of a mold fill, a composition of a mold fill, a temperature of a mold fill, a timing of a mold fill, a temperature of a heating source and/or a heating rate of a heating source or a heating device.
- an input variable indicative of one of the aforementioned input variables can be regulated in such a way that a temperature difference between the temperature of the casting process and a preset temperature profile is minimized.
- an input variable is indicative of an input variable.
- several of the aforementioned input variables can also occur multiple times, for example if there are several cooling circuits for coolants during the casting process.
- the at least one input variable is particularly preferably indicative of the flow rate of a coolant.
- the flow rate of a coolant can be controlled based on the model predictive control in such a way that the aforementioned temperature difference is minimized.
- At least two input variables are preferably regulated indicative of two input variables of the casting process.
- the model-predictive control includes a Kalman filter and the state of the casting process, in particular the system state and the state of the at least one output variable, is calculated using the Kalman filter, in particular at defined time intervals. This allows the state of the casting process to be reliably calculated. In particular, the state of the casting process calculated based on a detection of the at least one input variable and the at least one output variable. Using the current state of the casting process, the various future temperature trajectories can be calculated as part of the model-predictive control, on the basis of which the at least one input variable can be controlled.
- a preferred embodiment of the invention is characterized in that the model-predictive control uses the state calculated by the Kalman filter model to predict different trajectories of the at least one output variable, and that the at least one input variable is controlled using the model-predictive control in such a way that a predicted Adjusts trajectory of the output variable, which is indicative of a minimum temperature difference of the temperature of the casting process to the preset temperature profile.
- This enables an advantageous temperature control of the casting process, so that the casting process can be optimized and the amount of casting defects can be reliably reduced.
- the aforementioned calculation is preferably carried out after one of the defined time intervals has elapsed. Accordingly, the at least one input variable is changed at each defined point in time depending on the previously described optimization problem based on the state predicted by means of the Kalman filter model in order to adapt the actual temperature of the mold to the preset temperature profile.
- a further preferred embodiment of the present invention is further characterized in that the model-predicative control takes into account restrictions of the casting process, in particular restrictions of the at least one input variable and/or the at least one output variable.
- the model-predicative control takes into account restrictions of the casting process, in particular restrictions of the at least one input variable and/or the at least one output variable.
- technical limitations of the casting process can advantageously be taken into account in the model-predictive control. For example, such limitations are a maximum coolant flow rate, a maximum heating rate of the heat source, and/or a maximum rate of change of coolant flow.
- the at least one output variable indicative of at least one temperature of the casting process is detected by means of at least one thermocouple, in particular by means of at least one thermocouple at least partially arranged within a mold. This enables the at least one output variable to be reliably recorded.
- the aforementioned object is achieved in a control system for a casting process in that the control means regulates the at least one input variable based on a model-predictive control.
- the control means regulates the at least one input variable based on a model-predictive control.
- a control system can be, for example, a device for evaluating data, controlling other devices and/or outputting signals.
- the control system can, for example, be part of a casting device, a casting device and/or a casting plant.
- the control system can include hardware and/or software components.
- the control system can include, for example, at least one memory with program instructions of a computer program and at least one processor designed to execute program instructions from the at least one memory.
- control devices should also be understood as being disclosed, which comprise at least one processor and at least one memory with program instructions, the at least one memory and the program instructions being set up to control the at least one input variable together with the at least one processor.
- the at least one input variable is controlled, for example, via a control connection.
- the control system is preferably designed to carry out a previously described method.
- the aforementioned object is achieved by a device comprising at least one processor and at least one memory containing program code, in that the memory and the program code are set up to cause a device with the at least one processor to to carry out and/or control at least the aforementioned method.
- a device comprising at least one processor and at least one memory containing program code, in that the memory and the program code are set up to cause a device with the at least one processor to to carry out and/or control at least the aforementioned method.
- the memory and the program code are set up to cause a device with the at least one processor to to carry out and/or control at least the aforementioned method.
- the system according to the third exemplary aspect of the present invention comprises at least one control system according to the second aspect of the present invention and a casting system suitable for carrying out a method according to the first aspect of the present invention.
- a processor should be understood to mean, inter alia, control units, microprocessors, microcontrol units such as microcontrollers, digital signal processors (DSP), application-specific integrated circuits (ASICs) or field programmable gate arrays (FPGAs).
- DSP digital signal processors
- ASICs application-specific integrated circuits
- FPGAs field programmable gate arrays
- the computer program can be connected via a network such as Internet, a telephone or mobile network and / or a local network can be distributed.
- the computer program can be at least partially software and/or firmware of a processor. It can equally be implemented at least partially in hardware.
- the computer program can be stored, for example, on a computer-readable storage medium, for example a magnetic, electrical, electromagnetic, optical and/or other type of storage medium.
- the storage medium can, for example, be part of the processor, for example a (non-volatile or volatile) program memory of the processor or a part thereof.
- the storage medium is, for example, physical, ie tangible, and/or non-transitory.
- the temperature profile 4 calculated using the model in particular using the dynamic model, deviates only slightly from the temperature profile 2 of the realistic simulation, so that the basic System dynamics of the casting process can be reliably reproduced by the dynamic model.
- a data set was first created by means of a realistic simulation, by means of which the system dynamics of the available data were identified.
- a realistic simulation is preferably a simulation for casting processes.
- a simulation from Magmasoft was used here.
- the filling of the mold with a melt or the filling of the mold was also taken into account as a measured disturbance variable.
- the mold fill was modeled as a Dirac impulse, with the specific Dirac impulse being triggered as soon as the mold fill flows into the mold in the simulation.
- the filling of the mold can also be referred to as a measured disturbance variable.
- Y out is the output variable indicative of at least one temperature of the casting process.
- the input variables are referred to as U in, i indicative of the previously mentioned input variables.
- An amplification factor of the respective input variable is specified as Ki, with Ti being a time constant.
- the predicted temperature curve of the identified dynamic model deviates only slightly from the temperature curve of the realistic simulation, so that the dynamic model reliably predicts the temperature curves occurring during the casting process.
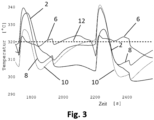
- In 2 is an exemplary representation of different temperature curves based on different regulations for temperature control of a casting process.
- the temperature curve of a realistic simulation 2 the temperature curve of the model predictive control 6, the temperature curve of a PID control 8 and the temperature curve of a bang-bang control 10 were compared with one another.
- a constant temperature trajectory of 320° C. was selected as the preset temperature profile 12 .
- the in 2 regulations shown regulates an input variable indicative of a flow rate of a coolant.
- the model-predictive control 6 enables a temperature curve which, on average, is closer to the preset temperature profile 12 than the other types of control 8 and 10.
- the temperature essentially only depends on the flow rate of the coolant can be moved in one direction, namely, a temperature decrease can be caused to occur at the in 2
- the model shown has technical limitations that stand in the way of further improved regulation.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feedback Control In General (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22152063.8A EP4212265A1 (fr) | 2022-01-18 | 2022-01-18 | Procédé de commande d'un procédé de coulée, système de commande d'un procédé de coulée, dispositif, ainsi que programme informatique |
| PCT/IB2023/050024 WO2023139438A1 (fr) | 2022-01-18 | 2023-01-03 | Procédé de commande d'un procédé de coulée, système de commande pour un procédé de coulée, dispositif et programme informatique |
| CN202380017744.1A CN118748956A (zh) | 2022-01-18 | 2023-01-03 | 用于控制铸造方法的方法、用于铸造方法的控制系统、装置以及计算机程序 |
| US18/729,722 US12397344B2 (en) | 2022-01-18 | 2023-01-03 | Method for controlling a casting process, control system for a casting process, apparatus and computer program |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22152063.8A EP4212265A1 (fr) | 2022-01-18 | 2022-01-18 | Procédé de commande d'un procédé de coulée, système de commande d'un procédé de coulée, dispositif, ainsi que programme informatique |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4212265A1 true EP4212265A1 (fr) | 2023-07-19 |
Family
ID=79730627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22152063.8A Pending EP4212265A1 (fr) | 2022-01-18 | 2022-01-18 | Procédé de commande d'un procédé de coulée, système de commande d'un procédé de coulée, dispositif, ainsi que programme informatique |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12397344B2 (fr) |
| EP (1) | EP4212265A1 (fr) |
| CN (1) | CN118748956A (fr) |
| WO (1) | WO2023139438A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120421498A (zh) * | 2025-07-07 | 2025-08-05 | 宁波市平熔金属制品有限公司 | 一种水力发电机组自由端端盖浇铸成型控制系统 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007017690A1 (de) * | 2007-04-14 | 2008-10-16 | Siempelkamp Giesserei Gmbh | Verfahren und Vorrichtung zur Herstellung eines Gussteils |
| JP2019048322A (ja) * | 2017-09-11 | 2019-03-28 | 新日鐵住金株式会社 | 連続鋳造機の2次冷却制御装置、連続鋳造機の2次冷却制御方法、およびプログラム |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102274947B (zh) | 2011-08-16 | 2013-04-03 | 中北大学 | 一种铝合金低压铸造的缩孔缩松预测方法 |
| DE102011082158A1 (de) | 2011-09-06 | 2013-03-07 | Sms Siemag Ag | Gießverfahren, insbesondere Stranggießverfahren |
| EP2578333A1 (fr) * | 2011-10-07 | 2013-04-10 | Nemak Linz GmbH | Procédé de commande d'un système de coulée |
| CN106077555A (zh) | 2016-08-12 | 2016-11-09 | 湖南千盟物联信息技术有限公司 | 一种连铸协调优化控制方法 |
| US11344946B2 (en) | 2018-09-18 | 2022-05-31 | Nippon Steel Corporation | Control device, control method, and program for controlling continuous casting process |
| DE102019100606A1 (de) | 2019-01-11 | 2020-07-16 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen eines Gussbauteils sowie Gussbauteil |
| JP2020157333A (ja) * | 2019-03-26 | 2020-10-01 | 日本製鉄株式会社 | 学習モデル作成装置、鋳片品質推定装置、学習モデル作成方法、鋳片品質推定方法、およびプログラム |
| CN110991605A (zh) | 2019-10-25 | 2020-04-10 | 燕山大学 | 多变量时间序列深度信念网络的低压铸造模温预测方法 |
| CN113823359A (zh) | 2021-09-18 | 2021-12-21 | 南京工业大学 | 一种铝合金转向器阀壳体铸造冷却工艺参数优化方法 |
-
2022
- 2022-01-18 EP EP22152063.8A patent/EP4212265A1/fr active Pending
-
2023
- 2023-01-03 CN CN202380017744.1A patent/CN118748956A/zh active Pending
- 2023-01-03 WO PCT/IB2023/050024 patent/WO2023139438A1/fr not_active Ceased
- 2023-01-03 US US18/729,722 patent/US12397344B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007017690A1 (de) * | 2007-04-14 | 2008-10-16 | Siempelkamp Giesserei Gmbh | Verfahren und Vorrichtung zur Herstellung eines Gussteils |
| JP2019048322A (ja) * | 2017-09-11 | 2019-03-28 | 新日鐵住金株式会社 | 連続鋳造機の2次冷却制御装置、連続鋳造機の2次冷却制御方法、およびプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240416412A1 (en) | 2024-12-19 |
| WO2023139438A1 (fr) | 2023-07-27 |
| US12397344B2 (en) | 2025-08-26 |
| CN118748956A (zh) | 2024-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102012224132B4 (de) | Überwachungsverfahren für eine Stranggießkokille mit Aufbau einer Datenbank | |
| EP2258939B1 (fr) | Procédé de réglage de la température d'une bougie de préchauffage | |
| DE102020123359A1 (de) | Maschinenlernvorrichtung, verfahren zum generieren eines lernmodells, isolierwiderstandsabschätzvorrichtung und steuervorrichtung | |
| EP3642372B2 (fr) | Procédé permettant de faire fonctionner un four de recuit | |
| DE10341764A1 (de) | Integrierte Modell-Vorhersagesteuerung und -Optimierung innerhalb eines Prozesssteuerungssystems | |
| DE102011012710A1 (de) | Schnelle Identifikation und Erzeugung von Prozessmodellen | |
| WO2004042480A1 (fr) | Procede de modelisation pour metal | |
| EP0756219A2 (fr) | Procédé de surveillance des propriétés de produits et procédé de contrÔle d'un procédé de fabrication | |
| DE102016100811A1 (de) | Verfahren und Ermittlung der Gefügebestandteile in einer Glühlinie | |
| WO2018096120A1 (fr) | Procédé et dispositif de mesure de distance | |
| EP4124398B1 (fr) | Procédé de détermination des propriétés mécaniques d'un produit laminé a l'aide d'un modèle hybride | |
| DE102010025916A1 (de) | Verfahren und Vorrichtung zur Ermittlung von Modellparametern zur Regelung eines Dampfkraftwerksblocks, Regeleinrichtung für einen Dampferzeuger und Computerprogrammprodukt | |
| DE69009412T2 (de) | Einrichtung zur Temperaturregelung. | |
| EP3542229B1 (fr) | Dispositif et procédé de détermination des paramètres d'un dispositif de réglage | |
| EP4212265A1 (fr) | Procédé de commande d'un procédé de coulée, système de commande d'un procédé de coulée, dispositif, ainsi que programme informatique | |
| EP4497519A1 (fr) | Procédé de commande d'un processus de coulée, système de commande pour un processus de coulée, dispositif et programme informatique | |
| DE102015010753A1 (de) | Verfahren zur simulierten Ermittlung eines Korrosionsverlaufs eines Bauteils | |
| EP3349078A1 (fr) | Dispositif de diagnostic et procédé de surveillance et/ou d'optimisation d'un dispositif de réglage | |
| WO2021110300A1 (fr) | Procédé et système informatique pour prédire le retrait d'un produit métallique coulé | |
| DE19641432C2 (de) | Verfahren und Einrichtung zur Vorausberechnung von vorab unbekannten Parametern eines industriellen Prozesses | |
| DE102007059582A1 (de) | Verfahren und Vorrichtung zum Training des Bedienpersonals einer prozesstechnischen Anlage | |
| EP1542102B1 (fr) | Procédé et dispositif de commande sous-optimal au moyen d'une stratégie de recherche et procédé et dispositif de séparation d'air, notamment de séparation d'air cryogénique | |
| DE102023116748A1 (de) | Verfahren, Computerprogrammprodukt und System zum Temperieren eines Formwerkzeugs | |
| DE102023200789A1 (de) | Bearbeitungsgenauigkeits-Diagnosevorrichtung und Bearbeitungsgenauigkeits-Managementsystem für Werkzeugmaschinen | |
| EP3787811B1 (fr) | Procédé pour faire fonctionner une zone de refroidissement et installation pour la fabrication de produits laminés |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221010 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |