EP4261042B1 - Tête d'impression comprenant un circuit de maintenance et installation de revêtement - Google Patents
Tête d'impression comprenant un circuit de maintenance et installation de revêtement Download PDFInfo
- Publication number
- EP4261042B1 EP4261042B1 EP23167201.5A EP23167201A EP4261042B1 EP 4261042 B1 EP4261042 B1 EP 4261042B1 EP 23167201 A EP23167201 A EP 23167201A EP 4261042 B1 EP4261042 B1 EP 4261042B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- print head
- ejection
- maintenance
- circuit
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/1652—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/1652—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head
- B41J2/16532—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head by applying vacuum only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16552—Cleaning of print head nozzles using cleaning fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/1721—Collecting waste ink; Collectors therefor
- B41J2/1728—Closed waste ink collectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/195—Ink jet characterised by ink handling for monitoring ink quality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2002/1657—Cleaning of only nozzles or print head parts being selected
Definitions
- the technical field of the invention is that of the application by printing of a coating product on an object to be coated.
- the present invention relates more particularly to a print head for applying a coating product to an object to be coated and a coating installation comprising the print head.
- decorations and coatings applied to objects is becoming increasingly common. This is the case, for example, in the automotive industry for vehicle body coatings. In this case, these can be monochrome, two-tone or multi-tone paint coatings.
- these can be monochrome, two-tone or multi-tone paint coatings.
- the creation of patterns with a specific geometry is proving interesting for other markets, in particular to visually differentiate two products according to their purpose or manufacture.
- the coating industry has recently explored solutions consisting of "printing" paint using print heads, rather than spraying it using sprayers.
- the paints used to produce coatings by printing have viscosities of the order of 50 to 200 millipascal-seconds (mPas) and contain pigment particles with dimensions of the order of micrometers.
- a print head equipped with several nozzles is generally used.
- the print head is for example mounted on the arm of a multi-axis robot.
- Each nozzle includes an outlet channel opening to the outside via an ejection orifice of small diameter, typically of the order of 100 ⁇ m to 200 ⁇ m, which is much smaller than the dimensions of a sprayer outlet orifice (generally greater than 800 ⁇ m).
- the same print head is generally used to apply paints of different colors. This means cleaning each nozzle when changing paint.
- the request for patent EP3725421A1 describes an installation for applying a coating product comprising a print head provided with a set of nozzles and a nozzle cleaning station.
- the cleaning station comprises a plurality of injectors adapted to simultaneously clean a plurality of nozzles by injecting a cleaning fluid into the nozzle outlet channels through their ejection ports.
- the print head is moved by the multi-axis robot to be positioned above the cleaning station.
- the document cleaning station EP3725421A1 is however too bulky to be carried with the print head and to be compatible with the short printing distance, i.e. the distance between the nozzles and the object to be coated.
- the maintenance circuit allows the maintenance fluid to be conveyed into the ejection zone of each nozzle or, on the contrary, to be evacuated from the ejection zone, and thus to clean the ejection orifices of the nozzles, individually and homogeneously.
- the maintenance circuit thus offers a cleaning solution that is integrated into the print head and that is not bulky like the solutions of the prior art and that is more effective. Cleaning can thus be accomplished when the print head is in position for printing.
- the maintenance circuit further comprises a plurality of second internal channels, each second internal channel being associated with a first internal channel and opening into the ejection zone of the single nozzle associated with the first internal channel.
- each second internal channel is located opposite the associated first internal channel relative to the ejection orifice of the nozzle in the ejection zone of which this second channel opens. This arrangement of the first and second internal channels improves the cleaning of the ejection orifice and facilitates the flow of the maintenance fluid.
- each first internal channel and associated second internal channel are oriented in the same direction. This arrangement further facilitates the flow of the maintenance fluid.
- the maintenance circuit comprises a first storage chamber for the maintenance fluid, the first storage chamber communicating with the ejection zone of the nozzle by a first opening.
- the print head comprises a plurality of nozzles connected to the supply circuit, each nozzle comprising an ejection orifice and an outlet channel opening into an ejection zone, and the first maintenance fluid storage chamber communicates with the ejection zone of several nozzles (preferably all the nozzles) via several first openings.
- the maintenance circuit further comprises a second storage chamber for the maintenance fluid, the second storage chamber communicating with the ejection zone of the nozzle or several nozzles (preferably all the nozzles) by one or more second openings.
- the first output of the print head is merged with a first input-output of the maintenance circuit and the second output of the print head is merged with a supply input of the supply circuit.
- the first output of the print head is merged with a first input-output of the maintenance circuit and the second output of the print head is merged with a second input-output of the maintenance circuit.
- the first input of the print head is merged with a first input-output of the maintenance circuit and the second input of the print head is merged with a supply input of the supply circuit.
- the first input of the print head is merged with a first input-output of the maintenance circuit and the second input of the print head is merged with a second input-output of the maintenance circuit.
- FIGS. 1A and 1B are partial three-dimensional views of a print head 1 according to a first embodiment.
- the view of the Figure 1A results from a section of the print head 1 along a transverse plane and along a first longitudinal plane.
- the partial view of the Figure 1B results from a section of the print head 1 along a second longitudinal plane parallel to the first longitudinal plane.
- the print head 1 comprises a body 10 and a plurality of nozzles 11 located inside the body 10.
- the nozzles 11 are arranged in one or more rows.
- only one row of nozzles 11 is shown in the Figure 1A (the first longitudinal section plane passing through said row of nozzles).
- the number of nozzles 11 in each row may be between 2 and 500.
- the print head 1 is intended for applying a coating product to an object to be coated, for example a motor vehicle body. It preferably operates according to the drop-on-demand (or DOD) technology. Each nozzle 11 is then configured to deposit the coating product drop by drop. To do this, each nozzle 11 can be equipped with a valve that is controlled in opening or closing, respectively to allow or prevent the flow of the coating product through the nozzle 11.
- the valves of the nozzles 11 are for example pneumovannes each comprising a controllable membrane. Such a valve is pneumatically controlled (e.g. with compressed air).
- the valves of the nozzles 11 can also be solenoid type valves.
- the print head is a continuous jet print head, i.e. it has permanently open circuits.
- the nozzles 11 are then devoid of valves.
- the coating product example below is paint, but it can also be a primer, varnish, or a more viscous product such as glue or putty.
- FIG. 2 is a larger-scale sectional view of a portion A of the print head 1, the portion A being located around a nozzle 11 (cf. Fig.1A ). It will be described jointly with the Figures 1A and 1B .
- Each nozzle 11 comprises an outlet channel 111 and an ejection orifice 112.
- the outlet channel 111 opens outside the body 10 via the ejection orifice 112, into a paint ejection zone 2.
- Each nozzle 11 is thus associated with an ejection zone 2 which extends in the extension of the outlet channel 111 of the nozzle 11.
- the outlet channel 111 and the ejection orifice 112 of the nozzles 11 are arranged in the body 10 of the print head 1. More particularly, the ejection orifice 112 is arranged in an ejection face 100 of the body 10.
- the ejection orifice 112 has a diameter that can be between 100 ⁇ m and 500 ⁇ m, for example equal to 150 ⁇ m.
- the ejection face 100 partly delimits the ejection zones 2.
- the ejection axis z of each nozzle 11, defined as the axis of the ejection orifice 112, is preferably oriented perpendicular to the ejection face 100.
- the supply circuit 12 has the function of supplying the nozzles 11 with paint. It comprises a so-called supply inlet 121 and extends inside the body 10 from the supply inlet 121 to the nozzles 11.
- the supply inlet 121 is an inlet orifice through which the paint enters the print head 1.
- the supply circuit 12 may also comprise a so-called purge or recirculation outlet 122 (cf. Fig.1B ).
- the purge outlet 122 is an outlet through which paint can be discharged from the print head 1 (and conveyed to recovery and treatment collectors or to the supply tanks).
- the purge outlet 122 serves to purge the circuit supply circuit 12, for example when changing paint shade.
- the supply circuit 12 can also be primed, i.e. filled with paint before a printing phase, by circulating the paint from the supply inlet 121 to the purge outlet 122 (but not through the nozzles 11).
- the supply inlet 121 and the purge outlet 122 are arranged in an outer wall of the body
- the supply circuit 12 may further comprise a storage chamber 123 (of the paint) connected to the supply inlet 121 and a plurality of distribution channels 124 (of the paint) connecting the storage chamber 123 to the nozzles 11.
- the storage chamber 123 is further connected to the purge outlet 122. Two elements of the same fluid circuit (or two elements belonging to two different fluid circuits) are considered to be connected when they are in fluid communication.
- Each distribution channel 124 may connect the storage chamber 123 to one or more nozzles 11, for example two consecutive nozzles in the row.
- the number of distribution channels 124 is equal to the number of nozzles 11 and each distribution channel 124 serves a single nozzle 11.
- the storage chamber 123 and the distribution channels 124 are arranged in the body 10.
- the supply inlet 121 and the purge outlet 122 can open directly into the storage chamber 123 or be connected to the storage chamber 123 by conduits called inlet and outlet respectively.
- the maintenance circuit 13 extends inside the body 10 to the ejection zone 2 of at least some of the nozzles 11, preferably all of the nozzles 11. It is configured to convey the maintenance fluid to the ejection zone 2 of at least some of the nozzles 11 and/or to evacuate the maintenance fluid from the ejection zone 2 of at least some of the nozzles 11 (preferably all of the nozzles 11).
- the maintenance circuit 13 comprises several first internal channels 131, called maintenance channels. Each first internal channel 131 is associated with one or more nozzles 11. Each first internal channel 131 opens into the ejection zone 2 of the nozzle(s) associated with the first internal channel 131.
- the maintenance circuit 13 is advantageously configured so that the maintenance fluid can be brought into each ejection zone 2 or evacuated from each ejection zone 2 by at least a first internal channel 131. All the nozzles 11 of the print head 1 can thus be maintained.
- the number of first internal channels 131 is equal to the number of nozzles 11 and each first internal channel 131 opens into the ejection zone 2 of a single nozzle 11 (in other words, each first internal channel 131 is associated with a single nozzle 11). Maintenance is thus accomplished in the same way and with the best level of performance for all nozzles.
- the maintenance circuit 13 comprises a first storage chamber 132 for the maintenance fluid and a first inlet-outlet 133.
- An inlet-outlet here designates an inlet and/or outlet orifice for the maintenance fluid in the print head 1.
- the first inlet-outlet 133 can open directly into the first storage chamber 132 or be connected to the first storage chamber 132 by a conduit. It is arranged in an external wall of the body 10.
- the first storage chamber 132 (also called the first distribution chamber for the maintenance fluid) is connected to the ejection zones 2 by the first internal channels 131.
- the maintenance circuit 13 extends here from the first inlet-outlet 133 to the ejection zones 2 of the nozzles 11.
- Each first internal channel 131 extends through an internal wall separating the first storage chamber 132 and the ejection zones 2 of the nozzles 11. Each first internal channel 131 may further extend partially into the first storage chamber 132, as illustrated in FIG. Figure 1A .
- the operation of cleaning the nozzles 11 and at least part of the supply circuit 12 consists of removing paint residues located in the nozzles 11 (typically in the outlet channel 111 and the ejection orifice 112) and in the supply circuit 12.
- the cleaning fluid can be brought into the ejection zone 2 of the nozzles 11 thanks to the first internal channels 131 of the maintenance circuit 13, then be evacuated in passing through the nozzles 11 and the supply circuit 12 (cf. Fig.2 ). The cleaning fluid then flows through the nozzles 11 in the opposite direction to the flow direction of the paint, also called the normal flow direction. Conversely, the cleaning fluid can be brought into the ejection zone 2 by passing through the nozzles 11 via the supply circuit 12, then be discharged from the ejection zone 2 via the first internal channels 131 of the maintenance circuit 13. The cleaning fluid then flows through the nozzles 11 in the normal flow direction.
- the cleaning fluid can be a liquid (volatile or not), a gas (for example air) or a mixture of liquid and gas.
- the cleaning liquid advantageously comprises a solvent (in order to “dissolve” the dry paint residues), preferably the same as that used in the composition of the paint.
- Such an operation can be performed to unclog clogged nozzles 11 and restore optimal operation (in particular to guarantee repeatable drop trajectories). It can also be performed between two phases of printing the object, during a change of paint shade, or after a prolonged shutdown of the print head.
- the supply circuit 12 is advantageously purged prior to this operation.
- a wetting operation of the nozzles 11 consists in forming a film of non-volatile liquid at the ejection orifice 112 of the nozzles 11, in order to prevent the paint from drying during a prolonged stoppage of printing and from clogging the nozzles 11.
- the non-volatile liquid also called wetting liquid or stop liquid
- the wetting liquid can be brought to the ejection orifice 112 of the nozzles 11 by the supply circuit 12, then evacuated by the supply circuit 12 or by the first internal channels 131.
- the maintenance circuit 13 only carries one or more maintenance fluids (cleaning fluid and/or wetting liquid), unlike the supply circuit 12 which can receive paint and maintenance fluids.
- the maintenance fluid is sucked in to be evacuated from the ejection zone 2 of the nozzles 11.
- the vacuum is preferably between 0.1 bar and 0.8 bar, for example equal to 0.5 bar.
- the maintenance fluid is injected into the print head 1 under a pressure that may be between 0.1 bar and 1 bar.
- the pressure and vacuum values depend on the type of operation desired and the properties of the maintenance fluid. For example, for a cleaning operation, it is It is advantageous to circulate the fluid quickly in the ejection zone and therefore to have high pressure/vacuum values. For a nozzle wetting operation, the wetting liquid is slowly brought into the ejection zone in order to form the wet film which will seal the nozzle.
- the first storage chamber 132 is preferably arranged to ensure identical pressure/vacuum along the print head 1 and thus ensure identical operation for all the nozzles 11.
- a first internal channel 131 may be arranged so that the maintenance fluid flows in contact with the ejection face 100. The latter can thus be cleaned and freed from paint residues between the end of the first internal channel 131 and the ejection orifice 112 of the associated nozzle(s) 11.
- the first internal channel 131 preferably comprises a wall forming a flat surface with the ejection face 100, as illustrated. It is for example oriented parallel to the ejection face 100.
- the first internal channel 131 is inclined relative to the ejection face 100 in the direction of the ejection orifice 112 of the nozzle(s) associated with the first internal channel 131.
- the first internal channel 131 opens into the ejection zone 2 at a distance d from the z axis of the ejection orifice 112 which is advantageously less than or equal to 1 mm, for example equal to 0.25 mm.
- a small distance between the end of the first internal channel 131 and the ejection orifice 112 improves the cleaning or wetting of the ejection orifice (by limiting the dispersion of the fluid jet) and facilitates the suction of the maintenance fluid.
- the first internal channel 131 preferably has a section with characteristic dimensions less than or equal to 0.5 mm, preferably less than or equal to 0.25 mm. This section is for example round (diameter less than or equal to 0.5 mm) or rectangular (height and width less than or equal to 0.5 mm).
- the length of the first internal channel 131 may be between 0.5 mm and 10 mm. Such a length makes it possible to properly “guide” the maintenance fluid to the ejection zone 2.
- all the first internal channels 131 of the maintenance circuit 13 have the same configuration and the same dimensions. In other words, they are identical.
- the first internal channels 131 are advantageously arranged in a plate (or layer) 101 called the external maintenance plate and arranged on the ejection face 100.
- This external maintenance plate 101 is of very low thickness, for example between 0.1 mm and 1 mm, and therefore does not significantly increase the size of the print head 1.
- FIG. 3 is a three-dimensional partial view of a print head 1 according to a second embodiment. It results from a section of the print head 1 along a transverse plane.
- the print head 1 according to the second embodiment differs from the print head 1 according to the first embodiment ( Figs.1A-1B ) mainly in the arrangement of the maintenance circuit 13.
- the maintenance circuit 13 comprises, in addition to the first internal channels 131, second internal channels 135.
- Each second internal channel 135 is associated with a first internal channel 131 and opens into the ejection zone 2 of the nozzle(s) 11 associated with said first internal channel 131.
- the second internal channels 135 serve to convey the maintenance fluid to the ejection zones 2 or to evacuate the maintenance fluid from the ejection zones 2.
- the number of second internal channels 135 is equal to the number of nozzles 11 and each second internal channel 135 opens into the ejection zone 2 of a single nozzle 11 (in other words, each second internal channel 135 is associated with a single nozzle 11).
- the maintenance circuit 13 further comprises a second storage (or distribution) chamber 136 for the maintenance fluid and a second inlet-outlet 137 connected to the second storage chamber 136.
- the second inlet-outlet 137 may be arranged in an external wall of the body 10 and open directly into the second storage chamber 136 or be connected to the second storage chamber 136 by a conduit.
- the second storage chamber 136 is preferably arranged to guarantee an identical pressure/vacuum along the print head 1 and thus ensure identical operation for all the nozzles 11.
- the maintenance circuit 13 here extends from the first inlet-outlet 133 to the ejection zones 2 of the nozzles 11 and from the ejection zones 2 to the second inlet-outlet 137.
- the second internal channels 135 connect the second storage chamber 136 to the ejection zones 2 of the nozzles 11.
- Each second internal channel 135 extends through an internal wall separating the second storage chamber 136 and the ejection zones 2 of the nozzles 11.
- Each second internal channel 135 may further extend partially into the second storage chamber 136, as illustrated in FIG. figure 3 .
- FIG 4 is a larger-scale sectional view of a portion B of the print head 1, the portion B being located around a nozzle 11 (cf. Fig.3 ).
- This figure shows a preferred arrangement of a first internal channel 131 and an associated second internal channel 135.
- the second internal channel 135 is located opposite the associated first internal channel 131 relative to the ejection orifice 112 of the nozzle 11. It may be arranged such that the maintenance fluid flows in contact with the ejection face 100, as previously described in relation to the first internal channel 131 ( figure 2 ). In this configuration, the first internal channel 131 and the second internal channel 135 are advantageously oriented in the same direction.
- the second internal channel 135 may be inclined relative to the ejection face 100 towards the ejection orifice 112.
- the second internal channel 135 opens into the ejection zone 2 at a distance d' from the z axis of the ejection orifice 112 which is advantageously less than or equal to 1 mm, for example equal to 0.25 mm.
- the distance between the end of the second internal channel 135 and the z axis of the ejection orifice 112 is preferably equal to the distance d between the end of the first internal channel 131 and the z axis of the ejection orifice 112.
- the second internal channel 135 preferably has a section with characteristic dimensions less than or equal to 0.5 mm, preferably less than or equal to 0.25 mm. This section is for example round (diameter less than or equal to 0.5 mm) or rectangular (height and width less than or equal to 0.5 mm). The length of the second internal channel 135 may be between 0.5 mm and 10 mm.
- the first internal channel 131 and the second internal channel 135 may be arranged symmetrically with respect to the ejection orifice 112 of the nozzle 11.
- all the second internal channels 135 of the maintenance circuit 13 have the same configuration and the same dimensions. They are therefore identical.
- the second internal channels 135 are advantageously arranged in the same external maintenance plate 101 as the first internal channels 131.
- the second internal channels 135 can perform the same function as the first internal channels 131 (i.e. suction or injection of the maintenance fluid). For example, they can be used to evacuate the maintenance fluid from the ejection zones 2 after it has circulated in the supply circuit 12 and the nozzles 11. Alternatively, the second internal channels 135 can perform a different function from that of the first internal channels 131. For example, they can be used to suck up the wetting liquid while the first internal channels 131 have served to bring it to the ejection zones 2.
- the operation of cleaning the ejection face 100 and the ejection orifice of the nozzles 11 comprises the routing of the cleaning fluid to the ejection zones 2 by the first internal channels 131 and the evacuation of the cleaning fluid by the second internal channels 135, or vice versa.
- the cleaning fluid circulates only in the maintenance circuit 13 (between the first and second inlet-outlets 133, 137) and in the ejection zones 2, in contact with the ejection face 100.
- first internal channel 131 and the second internal channel 135 are located on either side of the ejection zone 2 (and preferably located opposite each other), a more thorough cleaning of the ejection face 100 can be obtained.
- the print head 1 according to the second embodiment thus allows an additional maintenance operation to be carried out.
- the pressure and vacuum values are similar to those indicated previously. Implementation is easier because maintenance is completely unrelated to the power supply (removal of valves in the circuit).
- the maintenance circuit 13 comprises a single first internal channel 121 opening into the ejection zone 2 of several nozzles 11, and preferably of all the nozzles 11.
- a maintenance circuit 13 comprising several first internal channels 131, however, has better performance (in terms of cleaning the nozzles for example) than a maintenance circuit 1 with a single first internal channel common to several nozzles. Indeed, the maintenance fluid can thus be conveyed to the ejection zone 2 of the nozzles or evacuated from the ejection zone 2 of the nozzles more precisely. Multiplying the number of first internal channels 131 also makes it possible to reduce their size and therefore to increase the speed of the maintenance fluid which circulates inside.
- the maintenance circuit 13 may comprise (in addition to the first internal channel(s) 131) only one second internal channel 135 opening into the ejection zone 2 of several nozzles 11, and preferably of all the nozzles 11.
- FIG. 5 represents a third embodiment, in which the maintenance circuit 13 of the print head is devoid of first internal channels 131 and second channels 135.
- the first storage chamber 132 communicates with the ejection zone 2 of at least part of the nozzles 11 by one or more first openings 138.
- the first storage chamber 132 communicates with the ejection zone 2 of each of the nozzles 11 by a single first opening 138.
- the number of first openings 138 is then equal to the number of nozzles 11.
- the first openings 138 are arranged in the wall of the body 10 which separates the first storage chamber 132 and the ejection zones 2. They result from the intersection between the first storage chamber 132 and the ejection zones 2 (here in the form of straight cylinders, in the extension of the outlet channels 111 of the nozzles 11).
- the second storage chamber 136 communicates with the ejection zone 2 of at least part of the nozzles 11 via one or more second openings 139.
- the second storage chamber 136 communicates with the ejection zone 2 of each of the nozzles 11 via a single second opening 139.
- the number of second openings 139 is then equal to the number of nozzles 11.
- the second openings 139 are arranged in the wall of the body 10 which separates the second storage chamber 136 and the ejection zones 2. They result from the intersection between the second storage chamber 136 and the ejection zones 2.
- a nozzle 11 and a first opening 138 may be associated with each second opening 139.
- Each second opening 139 is advantageously located opposite the associated first opening 138 relative to the ejection orifice 112 of the associated nozzle 11.
- the first opening 138, the second opening 139 and the end of the ejection orifice 112 are aligned. This arrangement improves the cleaning and wetting of the ejection orifice 111 of the nozzle 11.
- the first and second openings 138-139 are advantageously arranged so that the maintenance fluid flows in contact with the ejection face 100.
- the first and second openings 138-139 can be likened to (first and second) internal channels of zero length.
- Print head 1 of the figure 5 works the same way as the print head of the figure 3 , the other elements, not mentioned, being otherwise identical.
- the maintenance circuit is devoid of a second storage chamber 136.
- the print head then operates in the same way as the print head 1 of the Figures 1A-1B .
- the print head comprises only one nozzle 11, a first internal channel 131 opening into the ejection zone 2 of the nozzle 11 (as described in relation to the figure 2 ) or a first opening 138 and, advantageously, a second internal channel 132 opening into the ejection zone 2 of the nozzle 11 (as described in relation to the figure 4 ) or a second opening 139.
- the supply circuit 12 then comprises only one distribution channel 124 connecting the storage chamber 123 to the nozzle 11.
- FIG. 6 shows a fluid diagram of a coating installation 3 according to a first embodiment, comprising the print head 1 of the Figures 1A-1B (or the variant of the third embodiment).
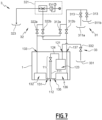
- FIG 7 shows a fluid diagram of a coating installation 3 according to a second embodiment, comprising the print head 1 of the figure 3 (or of the figure 5 ).
- the coating product supply circuit 33 may comprise at least one coating product reservoir 331 and at least one so-called filling valve 332 connected on the one hand to the coating product reservoir 331 and on the other hand to the supply inlet 121 of the supply circuit 12.
- the injection circuit 31 (also called the maintenance fluid supply circuit) comprises at least one pressurized tank 311 containing maintenance fluid and at least one so-called injection valve 312 connected on the one hand to the pressurized tank 311 and on the other hand to the inlet of the print head 1.
- pressurized is meant that the pressure inside the tank is higher than atmospheric pressure.
- the injection circuit 31 may also comprise means for adjusting the maintenance fluid pressure. These adjustment means may be arranged between the pressurized tank 311 and the injection valve 312. They comprise for example a variable flow valve 313. Alternatively, the pressure adjustment may be carried out at the pressurized tank 311 or even further upstream (compressed air source, pump, etc.).
- the injection circuit 31 then advantageously comprises a two-way valve 313 arranged between the pressurized tank 311 and the injection valve 312.
- the maintenance fluid pressure adjustment means may then comprise a variable flow valve 313 coupled to each of the first and second pressurized tanks 311a-311b.
- the first and second injection valves 312a-312b are preferably two-way valves (pneumatic valve, solenoid type, etc.).
- the suction circuit 32 comprises a vacuum generator 321 (venturi effect system or vacuum pump) and at least one valve 322 called a suction valve connected on the one hand to the vacuum generator 321 and on the other hand to the outlet of the print head 1.
- the suction circuit 32 advantageously comprises a recovery volume 323, connected to the vacuum generator 321 and intended to recover the suctioned maintenance fluid.
- the first and second suction valves 322a-322b are preferably two-way valves (pneumovanne type, solenoid, etc.).
- the vacuum generator 321 may be a venturi effect system comprising an ejector, a compressed air buffer volume, a pressure gauge and means for adjusting the depression generated by the vacuum generator 321.
- the vacuum generator 321 may comprise a vacuum pump arranged above the recovery volume 323.
- the first injection valve 312a is connected to the first inlet-outlet 133 of the maintenance circuit 13 and the second injection valve 312b is connected to the supply inlet 121 of the supply circuit 12 (or to the purge outlet 122 of the supply circuit 12, not shown in the figure 6 ).
- first suction valve 322a is connected to the first inlet-outlet 133 of the maintenance circuit 13 and the second suction valve 322b is connected to the supply inlet 121 of the supply circuit 12 (or to the purge outlet 122 of the supply circuit 12, not shown in the drawing). figure 6 ).
- the first output of the print head 1 and the second input of the print head 1 are merged with the first input-output 133 of the maintenance circuit 13.
- the second output of the print head 1 and the first input of the print head 1 are merged with the supply input 121 of the supply circuit 12.
- the first injection valve 312a is connected to the first inlet-outlet 133 of the maintenance circuit 13 and the second injection valve 312b is connected to the second inlet-outlet 137 of the maintenance circuit 13.
- first suction valve 322a is connected to the first inlet-outlet 133 of the maintenance circuit 13 and the second suction valve 322b is connected to the second inlet-outlet 137 of the maintenance circuit 13.
- the first output of the print head 1 and the second input of the print head 1 are merged with the first input-output 133 of the maintenance circuit 13.
- the second output of the print head 1 and the first input of the print head 1 are merged with the second input-output 137 of the maintenance circuit 13.
- the two injection valves 312a-312b and the two suction valves 322a-322b allow the multitude of maintenance operations described above to be carried out.
- the first injection valve 312a and the first suction valve 322a are advantageously controlled in phase opposition. In other words, when one is open, the other is closed, and vice versa.
- the second injection valve 312b and the second suction valve 322b are also advantageously controlled in phase opposition.
- the first injection valve 312a is opened only when the second suction valve 322b is open and the second injection valve 312b is opened only when the first suction valve 322a is open.
- the injection of the maintenance fluid always takes place at the same time as the suction.
- the first suction valve 322a (respectively the second suction valve 322b) is permanently open (continuous suction) and the second injection valve 312b (respectively the first injection valve 312a) is intermittently open, so as to produce pulsations of cleaning fluid.
- the two injection valves 312a-312b and the two suction valves 322a-322b allow the cleaning fluid to be circulated in both directions inside the print head 1, thereby improving the cleaning operations.
- the cleaning fluid may first be injected through the first inlet-outlet 133 and sucked through the supply inlet 121, then injected through the supply inlet 121 and sucked through the first inlet-outlet 133 (or in the reverse order).
- the coating installation 3 of the figure 7 further comprises a third suction valve connected on the one hand to the vacuum generator 321 and on the other hand to the supply inlet 121, as well as a third injection valve connected on the one hand to the first and second pressurized tanks 311a-311b and on the other hand to the supply inlet 121.
- This variant embodiment makes it possible to clean (in the two directions) the nozzles 11 and at least part of the supply circuit 12. For example, the cleaning fluid can be injected through the supply inlet 121 and be sucked through the first inlet-outlet 133 and the second inlet-outlet 137 (or vice versa).
- the body 10 of the print head 1 (containing the nozzles 11, the power supply circuit 12 and the maintenance circuit 13) can be manufactured in different ways. Examples include diffusion welding or brazing of metal sheets, selective laser sintering of metal powder, micro-molding and silicon microelectromechanical systems (MEMS) manufacturing techniques.
- MEMS microelectromechanical systems
- the body can also be composed of machined elements assembled by gluing or screwing, a seal can be installed between the different components to ensure sealing.
- the plates are preferably made of metal, for example stainless steel. They are machined to form the different parts of the nozzles 11, the supply circuit 12 and the maintenance circuit 13, for example by chemical cutting, laser cutting or sinking electroerosion (also called EDM, for “electrical discharge machining” in English).
- the plates also called “strata”) preferably have a thickness of between 10 ⁇ m and 1000 ⁇ m.
- Annealing is preferably carried out at a temperature between 0.6.T f and 0.8.T f , where T f is the melting temperature of the metal.
- the annealing time may be between 1 h and 3 h.
- the surfaces of the plates which are brought into contact preferably have a low surface roughness, typically less than 0.5 ⁇ m. This roughness value is expressed as a root mean square value.
- the body 10 obtained is robust, because it is ultimately formed from a single piece (it has a monolithic appearance).
- the diffusion welding technique is also advantageous in that it does not require additional material (glue, filler metal, etc.) at the interfaces between the metal plates.
- the membranes of the pneumovannes belonging to the nozzles 11 are advantageously formed after manufacture of the body 10.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Ink Jet (AREA)
- Coating Apparatus (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
- Le domaine technique de l'invention est celui de l'application par impression d'un produit de revêtement sur un objet à revêtir.
- La présente invention concerne plus particulièrement une tête d'impression pour l'application d'un produit de revêtement sur un objet à revêtir et une installation de revêtement comprenant la tête d'impression.
- La personnalisation des décorations et revêtements apposés sur des objets devient de plus en plus fréquente. C'est par exemple le cas dans l'industrie automobile pour des revêtements de carrosseries de véhicule. Il peut en l'occurrence s'agir de revêtements de type peinture monochromes, bichromes ou multi-chromes. En outre, la réalisation de motifs avec une géométrie spécifique s'avère intéressante pour d'autres marchés, notamment pour différentier visuellement deux produits en fonction de leur finalité ou de leur fabrication. Dans ce contexte, l'industrie du revêtement a récemment exploré des solutions consistant à « imprimer » de la peinture au moyen de têtes d'impression, plutôt que de la pulvériser au moyen de pulvérisateurs.
- Les peintures utilisées pour réaliser des revêtements par impression ont des viscosités de l'ordre de 50 à 200 millipascal-seconde (mPas) et contiennent des particules de pigment dont les dimensions sont de l'ordre du micromètre. Pour appliquer ces peintures, une tête d'impression équipée de plusieurs buses est généralement utilisée. La tête d'impression est par exemple montée sur le bras d'un robot multiaxes. Chaque buse comprend un canal de sortie débouchant sur l'extérieur par un orifice d'éjection de faible diamètre, typiquement de l'ordre de 100 µm à 200 µm, soit bien inférieur aux dimensions d'un orifice de sortie de pulvérisateur (généralement supérieures à 800 µm).
- Compte tenu du faible diamètre des orifices d'éjection des buses, il existe un risque de bouchage des buses par des résidus de peinture. Des opérations de nettoyage des buses sont donc accomplies entre les phases d'impression pour éviter le bouchage des buses et conserver une bonne qualité d'impression.
- Par ailleurs, pour des raisons d'économie et de praticité, une même tête d'impression est généralement utilisée pour appliquer des peintures de couleurs différentes. Cela implique de nettoyer chaque buse lors d'un changement de peinture.
- La demande de
brevet EP3725421A1 décrit une installation d'application d'un produit de revêtement comprenant une tête d'impression munie d'un ensemble de buses et une station de nettoyage des buses. La station de nettoyage comprend une pluralité d'injecteurs prévus pour nettoyer simultanément plusieurs buses, en injectant un fluide de nettoyage dans les canaux de sortie des buses, à travers leurs orifices d'éjection. - Lorsqu'il convient de nettoyer les buses, par exemple en prévision d'un changement de couleur de peinture, la tête d'impression est déplacée par le robot multiaxes pour être positionnée au-dessus de la station de nettoyage.
- Afin de maximiser le temps d'impression, et donc la cadence de production, il serait avantageux d'embarquer la station de nettoyage avec la tête d'impression sur le bras du robot multiaxes. La station de nettoyage du document
EP3725421A1 est cependant trop volumineuse pour pouvoir être embarquée avec la tête d'impression et pour être compatible avec la faible distance d'impression, c'est-à-dire la distance entre les buses et l'objet à revêtir. - Il est par ailleurs connu de
US5877788A de nettoyer des buses d'une tête d'impression avec un fluide acheminé par des canaux communs à tous les orifices d'éjection des buses. Les orifices d'éjection situés près du débouché des canaux sont nettoyés avant et avec un fluide plus propre que les canaux situés loin de ce débouché. Le nettoyage des zones d'éjection des buses n'est donc pas homogène. - Il existe donc un besoin de pouvoir nettoyer différentes buses d'une tête d'impression de façon homogène lorsque la tête d'impression est en position pour l'impression, c'est-à-dire au voisinage de l'objet à revêtir.
- Selon un premier aspect de l'invention, on tend à satisfaire ce besoin en prévoyant une tête d'impression pour l'application d'un produit de revêtement sur un objet à revêtir, la tête d'impression comprenant un corps dans lequel sont aménagés :
- plusieurs buses comprenant chacune un orifice d'éjection et un canal de sortie débouchant dans une zone d'éjection du produit de revêtement par l'orifice d'éjection ;
- un circuit d'alimentation en produit de revêtement relié à la buse ;
- Le circuit de maintenance permet d'acheminer le fluide de maintenance dans la zone d'éjection de chaque buse ou au contraire d'évacuer le fluide de maintenance de la zone d'éjection, et donc de nettoyer les orifices d'éjection des buses, de façon individualisée et homogène. Le circuit de maintenance offre ainsi une solution de nettoyage qui est intégrée dans la tête d'impression et qui n'est pas encombrante comme les solutions de l'art antérieur et qui est plus efficace. Le nettoyage peut être ainsi accompli lorsque la tête d'impression est en position pour l'impression.
- Dans un mode de réalisation de la tête d'impression, le circuit de maintenance comprend en outre une pluralité de deuxièmes canaux internes, chaque deuxième canal interne étant associé à un premier canal interne et débouchant dans la zone d'éjection de la seule buse associée au premier canal interne. Ce mode de réalisation allie praticité (nombreuses opérations de maintenance possibles) et performances de nettoyage.
- Selon un développement de ce mode de réalisation, chaque deuxième canal interne est situé à l'opposé du premier canal interne associé par rapport à l'orifice d'éjection de la buse dans la zone d'éjection de laquelle débouche ce deuxième canal. Cette disposition des premier et deuxième canaux internes améliore le nettoyage de l'orifice d'éjection et facilite l'écoulement du fluide de maintenance.
- Selon un autre développement compatible avec le précédent, chaque premier canal interne et deuxième canal interne associé sont orientés dans une même direction. Cette disposition facilite encore plus l'écoulement du fluide de maintenance.
- Dans un autre mode de réalisation, le circuit de maintenance comprend une première chambre de stockage du fluide de maintenance, la première chambre de stockage communiquant avec la zone d'éjection de la buse par une première ouverture.
- Selon un développement de ce troisième mode de réalisation, la tête d'impression comprend une pluralité de buses reliées au circuit d'alimentation, chaque buse comprenant un orifice d'éjection et un canal de sortie débouchant dans une zone d'éjection, et la première chambre de stockage du fluide de maintenance communique avec la zone d'éjection de plusieurs buses (de préférence de toutes les buses) par plusieurs premières ouvertures.
- Selon un autre développement compatible avec le précédent, le circuit de maintenance comprend en outre une deuxième chambre de stockage du fluide de maintenance, la deuxième chambre de stockage communiquant avec la zone d'éjection de la buse ou de plusieurs buses (de préférence de toutes les buses) par une ou plusieurs deuxièmes ouvertures.
- Outre les caractéristiques qui viennent d'être évoquées dans les paragraphes précédents, la tête d'impression selon le premier aspect de l'invention peut présenter une ou plusieurs caractéristiques complémentaires parmi les suivantes, considérées individuellement ou selon toutes les combinaisons techniquement possibles :
- le premier canal interne est dirigé vers l'orifice d'éjection de la buse ;
- la tête d'impression comprend une face d'éjection dans laquelle est aménagé l'orifice d'éjection de la buse ;
- le premier canal interne est agencé de sorte que le fluide de maintenance circule en contact avec la face d'éjection ;
- le premier canal interne est orienté parallèlement à la face d'éjection ;
- le premier canal interne est incliné par rapport à la face d'éjection en direction de l'orifice d'éjection de la buse ;
- le premier canal interne est aménagé dans une plaque disposée sur la face d'éjection de la tête d'impression ;
- le premier canal interne comprend une extrémité ouverte sur la zone d'éjection et située à une distance inférieure ou égale à 1 mm de l'orifice d'éjection de la buse ;
- le circuit de maintenance comprend une première chambre de stockage du fluide de maintenance, la première chambre de stockage communiquant avec la zone d'éjection de chaque buse par l'un des premier canaux interne, dont la longueur est comprise entre 0,5 mm et 10 mm ;
- le circuit de maintenance comprend en outre une première chambre de stockage du fluide de maintenance, le premier canal interne reliant la première chambre de stockage du fluide de maintenance à la zone d'éjection de la buse ;
- les premiers canaux internes ou les premières ouvertures s'étendent à travers une paroi interne du corps qui sépare la première chambre de stockage et les zones d'éjection des buses ;
- les premiers canaux internes sont ménagés dans une plaque de maintenance externe disposée sur une face d'éjection du corps, dans laquelle sont ménagés les orifices d'éjection des buses ;
- le premier canal interne s'étend à travers une paroi interne séparant la première chambre de stockage du fluide de maintenance et la zone d'éjection de la buse ;
- les premiers canaux internes ont une section de dimensions caractéristiques inférieures ou égales à 0,5 mm, de préférence inférieures ou égales à 0,25 mm
- le deuxième canal interne est dirigé vers l'orifice d'éjection de la buse ;
- le deuxième canal interne est agencé de sorte que le fluide de maintenance circule en contact avec la face d'éjection ;
- le deuxième canal interne est orienté parallèlement à la face d'éjection ;
- le deuxième canal interne est incliné par rapport à la face d'éjection en direction de l'orifice d'éjection de la buse ;
- le deuxième canal interne est aménagé dans une plaque disposée sur la face d'éjection de la tête d'impression ;
- le deuxième canal interne comprend une extrémité ouverte sur la zone d'éjection et située à une distance inférieure ou égale à 1 mm de l'orifice d'éjection de la buse ;
- le circuit de maintenance comprend en outre une deuxième chambre de stockage du fluide de maintenance, le deuxième canal interne reliant la deuxième chambre de stockage à la zone d'éjection de la buse ; et
- le deuxième canal interne s'étend à travers une paroi interne séparant la deuxième chambre de stockage du fluide de maintenance et la zone d'éjection de la buse ;
- le deuxième canal interne s'étend en outre partiellement dans la deuxième chambre de stockage du fluide de maintenance ;
- le circuit d'alimentation en produit de revêtement comprend une chambre de stockage du produit de revêtement et une pluralité de canaux de distribution reliant la chambre de stockage du produit de revêtement aux buses.
- Un deuxième aspect de l'invention concerne une installation de revêtement comprenant :
- une tête d'impression selon le premier aspect de l'invention ;
- un circuit d'injection du fluide de maintenance relié à au moins une entrée de la tête d'impression ;
- un circuit d'aspiration du fluide de maintenance relié à au moins une sortie de la tête d'impression.
- Avantageusement, le circuit d'aspiration comprend :
- un générateur de vide ;
- une première vanne d'aspiration reliée d'une part au générateur de vide et d'autre part à une première sortie de la tête d'impression ; et
- une deuxième vanne d'aspiration reliée d'une part au générateur de vide et d'autre part à une deuxième sortie de la tête d'impression.
- Dans un mode de réalisation, la première sortie de la tête d'impression est confondue avec une première entrée-sortie du circuit de maintenance et la deuxième sortie de la tête d'impression est confondue avec une entrée d'approvisionnement du circuit d'alimentation.
- Dans une variante de réalisation, la première sortie de la tête d'impression est confondue avec une première entrée-sortie du circuit de maintenance et la deuxième sortie de la tête d'impression est confondue avec une deuxième entrée-sortie du circuit de maintenance.
- Avantageusement, le circuit d'injection comprend :
- un premier réservoir pressurisé contenant un fluide de nettoyage ;
- un deuxième réservoir pressurisé contenant un liquide de mouillage ;
- une première vanne d'injection reliée d'une part aux premier et deuxième réservoirs pressurisés et d'autre part à une première entrée de la tête d'impression ;
- une deuxième vanne d'injection reliée d'une part aux premier et deuxième réservoirs pressurisés et d'autre part à une deuxième entrée de la tête d'impression.
- Dans un mode de réalisation, la première entrée de la tête d'impression est confondue avec une première entrée-sortie du circuit de maintenance et la deuxième entrée de la tête d'impression est confondue avec une entrée d'approvisionnement du circuit d'alimentation.
- Dans un variante de réalisation, la première entrée de la tête d'impression est confondue avec une première entrée-sortie du circuit de maintenance et la deuxième entrée de la tête d'impression est confondue avec une deuxième entrée-sortie du circuit de maintenance.
- D'autres caractéristiques et avantages de l'invention ressortiront clairement de la description qui en est donnée ci-dessous, à titre indicatif et nullement limitatif, en référence aux figures annexées, parmi lesquelles :
- les
figures 1A et 1B représentent un premier mode de réalisation d'une tête d'impression selon le premier aspect de l'invention ; - la
figure 2 représente à plus grande échelle une buse de la tête d'impression desfigures 1A-1B et un canal de maintenance associé à cette buse ; - la
figure 3 représente un deuxième mode de réalisation d'une tête d'impression selon le premier aspect de l'invention ; - la
figure 4 représente à plus grande échelle une buse de la tête d'impression de lafigure 3 et deux canaux de maintenance associés à cette buse ; - la
figure 5 représente un troisième mode de réalisation d'une tête d'impression selon le premier aspect de l'invention ; - la
figure 6 représente schématiquement un premier mode de réalisation d'une installation de revêtement selon le deuxième aspect de l'invention ; et - la
figure 7 représente schématiquement un deuxième mode de réalisation d'une installation de revêtement selon le deuxième aspect de l'invention. - Pour plus de clarté, les éléments identiques ou similaires sont repérés par des signes de référence identiques sur l'ensemble des figures.
- Les
figures 1A et 1B sont des vues partielles en trois dimensions d'une tête d'impression 1 selon un premier mode de réalisation. La vue de lafigure 1A résulte d'une coupe de la tête d'impression 1 selon un plan transversal et selon un premier plan longitudinal. La vue partielle de lafigure 1B résulte d'une coupe de la tête d'impression 1 selon un deuxième plan longitudinal parallèle au premier plan longitudinal. Ces figures montrent par conséquent des éléments intérieurs de la tête d'impression 1. - La tête d'impression 1 comprend un corps 10 et une pluralité de buses 11 situées à l'intérieur du corps 10. De préférence, les buses 11 sont disposées en une ou plusieurs rangées. Dans un souci de simplification, une seule rangée de buses 11 est représentée sur la
figure 1A (le premier plan de coupe longitudinal passant par ladite rangée de buses). Le nombre de buses 11 dans chaque rangée peut être compris entre 2 et 500. - La tête d'impression 1 est prévue pour l'application d'un produit de revêtement sur un objet à revêtir, par exemple une carrosserie de véhicule automobile. Elle fonctionne de préférence selon la technologie de la goutte à la demande (ou DOD, pour « Drop On Demand » en anglais). Chaque buse 11 est alors configurée pour déposer le produit de revêtement goutte par goutte. Pour ce faire, chaque buse 11 peut être équipée d'une vanne qui est pilotée en ouverture ou fermeture, respectivement pour permettre ou empêcher l'écoulement du produit de revêtement à travers la buse 11. Les vannes des buses 11 sont par exemple des pneumovannes comprenant chacune une membrane pilotable. Une telle vanne est commandée de manière pneumatique (par exemple avec de l'air comprimé). Les vannes des buses 11 peuvent être également des vannes de type solénoïde.
- Alternativement, la tête d'impression est une tête d'impression par jet continu, c'est-à-dire qu'elle comporte des circuits ouverts en permanence. Les buses 11 sont alors dépourvues de vannes.
- Le produit de revêtement pris en exemple ci-après est de la peinture, mais il peut également s'agir d'un apprêt, d'un vernis ou d'un produit plus visqueux comme une colle ou un mastic.
- La
figure 2 est une vue en coupe à plus grande échelle d'une portion A de la tête d'impression 1, la portion A étant située autour d'une buse 11 (cf.Fig.1A ). Elle sera décrite conjointement avec lesfigures 1A et 1B . - Chaque buse 11 comprend un canal de sortie 111 et un orifice d'éjection 112. Le canal de sortie 111 débouche à l'extérieur du corps 10 par l'orifice d'éjection 112, dans une zone d'éjection 2 de la peinture. A chaque buse 11 est ainsi associée une zone d'éjection 2 qui s'étend dans le prolongement du canal de sortie 111 de la buse 11.
- Le canal de sortie 111 et l'orifice d'éjection 112 des buses 11 sont aménagés dans le corps 10 de la tête d'impression 1. Plus particulièrement, l'orifice d'éjection 112 est aménagé dans une face d'éjection 100 du corps 10. L'orifice d'éjection 112 présente un diamètre qui peut être compris entre 100 µm à 500 µm, par exemple égale à 150 µm. La face d'éjection 100 délimite en partie les zones d'éjection 2. L'axe d'éjection z de chaque buse 11, défini comme l'axe de l'orifice d'éjection 112, est de préférence orienté perpendiculairement à la face d'éjection 100.
- La tête d'impression 1 comprend en outre deux circuits fluidiques internes, c'est-à-dire aménagés à l'intérieur du corps 10 :
- un circuit d'alimentation 12 relié aux buses 11 et destiné à véhiculer la peinture ;
- un circuit de maintenance 13 destiné à véhiculer un fluide de maintenance.
- Le circuit d'alimentation 12 a pour fonction d'alimenter les buses 11 en peinture. Il comprend une entrée dite d'approvisionnement 121 et s'étend à l'intérieur du corps 10 depuis l'entrée d'approvisionnement 121 jusqu'aux buses 11. L'entrée d'approvisionnement 121 est un orifice d'entrée par lequel la peinture entre dans la tête d'impression 1. Le circuit d'alimentation 12 peut également comprendre une sortie dite de purge ou de recirculation 122 (cf.
Fig.1B ). La sortie de purge 122 est un orifice de sortie par lequel la peinture peut être évacuée de la tête d'impression 1 (et véhiculée vers des collecteurs de récupération et de traitement ou vers les réservoirs d'alimentation). La sortie de purge 122 sert à purger le circuit d'alimentation 12, par exemple lors d'un changement de teinte de peinture. Le circuit d'alimentation 12 peut également être amorcé, c'est-à-dire rempli de peinture avant une phase d'impression, en faisant circuler la peinture depuis l'entrée d'approvisionnement 121 jusqu'à la sortie de purge 122 (mais pas au travers des buses 11). L'entrée d'approvisionnement 121 et la sortie de purge 122 sont aménagées dans une paroi extérieure du corps 10. - Comme cela est représenté sur les
figures 1A-1B , le circuit d'alimentation 12 peut comprendre en outre une chambre de stockage 123 (de la peinture) reliée à l'entrée d'approvisionnement 121 et une pluralité de canaux de distribution 124 (de la peinture) reliant la chambre de stockage 123 aux buses 11. Avantageusement, la chambre de stockage 123 est en outre reliée à la sortie de purge 122. Deux éléments d'un même circuit fluidique (ou deux éléments appartenant à deux circuits fluidiques différents) sont considérés comme reliés lorsqu'ils sont en communication fluidique. - Chaque canal de distribution 124 peut relier la chambre de stockage 123 à une ou plusieurs buses 11, par exemple deux buses consécutives dans la rangée. De préférence, le nombre de canaux de distribution 124 est égal au nombre de buses 11 et chaque canal de distribution 124 dessert une seule buse 11.
- La chambre de stockage 123 et les canaux de distribution 124 sont aménagés dans le corps 10. L'entrée d'approvisionnement 121 et la sortie de purge 122 peuvent déboucher directement dans la chambre de stockage 123 ou être reliées à la chambre de stockage 123 par des conduits dits d'entrée et de sortie respectivement.
- Le circuit de maintenance 13 s'étend à l'intérieur du corps 10 jusqu'à la zone d'éjection 2 d'une partie au moins des buses 11, de préférence de toutes les buses 11. Il est configuré pour acheminer le fluide de maintenance jusqu'à la zone d'éjection 2 d'une partie au moins des buses 11 et/ou pour évacuer le fluide de maintenance de la zone d'éjection 2 d'une partie au moins des buses 11 (de préférence de toutes les buses 11).
- Dans ce premier mode de réalisation, le circuit de maintenance 13 comprend plusieurs premiers canaux internes 131, dits de maintenance. A chaque premier canal interne 131 est associé une ou plusieurs buses 11. Chaque premier canal interne 131 débouche dans la zone d'éjection 2 de la (ou des) buse(s) associée(s) au premier canal interne 131.
- Le circuit de maintenance 13 est avantageusement configuré de sorte que le fluide de maintenance puisse être amené dans chaque zone d'éjection 2 ou évacué de chaque zone d'éjection 2 par au moins un premier canal interne 131. Toutes les buses 11 de la tête d'impression 1 peuvent être ainsi entretenues.
- Avantageusement, le nombre de premiers canaux internes 131 est égal au nombre de buses 11 et chaque premier canal interne 131 débouche dans la zone d'éjection 2 d'une seule buse 11 (autrement dit, chaque premier canal interne 131 est associée à une seule buse 11). La maintenance est ainsi accomplie de la même façon et avec le meilleur niveau de performances pour toutes les buses.
- Outre les premiers canaux internes 131, le circuit de maintenance 13 comprend une première chambre de stockage 132 du fluide de maintenance et une première entrée-sortie 133. Une entrée-sortie désigne ici un orifice d'entrée et/ou de sortie du fluide de maintenance dans la tête d'impression 1. La première entrée-sortie 133 peut déboucher directement dans la première chambre de stockage 132 ou être reliée à la première chambre de stockage 132 par un conduit. Elle est aménagée dans une paroi externe du corps 10. La première chambre de stockage 132 (aussi appelée première chambre de répartition du fluide de maintenance) est reliée aux zones d'éjection 2 par les premiers canaux internes 131.
- Ainsi, le circuit de maintenance 13 s'étend ici depuis la première entrée-sortie 133 jusqu'aux zones d'éjection 2 des buses 11.
- Chaque premier canal interne 131 s'étend à travers une paroi interne séparant la première chambre de stockage 132 et les zones d'éjection 2 des buses 11. Chaque premier canal interne 131 peut en outre s'étendre partiellement dans la première chambre de stockage 132, comme cela est illustré sur la
figure 1A . - Le circuit de maintenance 13 permet d'accomplir des opérations de maintenance de la tête d'impression 1. Dans ce premier mode de réalisation, les opérations de maintenance possibles sont :
- une opération de nettoyage (ou rinçage) d'une partie au moins des buses 11 et d'une partie au moins du circuit d'alimentation 12 au moyen d'un fluide de nettoyage ; et
- une opération de mouillage d'une partie au moins des buses 11 au moyen d'un liquide non volatil.
- Ces opérations sont décrites plus en détail dans le cas préférentiel d'une maintenance simultanée de toutes les buses 11 de la tête d'impression 1.
- L'opération de nettoyage des buses 11 et d'une partie au moins du circuit d'alimentation 12 consiste à éliminer des résidus de peinture situés dans les buses 11 (typiquement dans le canal de sortie 111 et l'orifice d'éjection 112) et dans le circuit d'alimentation 12.
- Le fluide de nettoyage peut être amené dans la zone d'éjection 2 des buses 11 grâce aux premier canaux internes 131 du circuit de maintenance 13, puis être évacué en passant par les buses 11 et le circuit d'alimentation 12 (cf.
Fig.2 ). Le fluide de nettoyage parcourt alors les buses 11 dans le sens inverse du sens d'écoulement de la peinture, aussi appelé sens d'écoulement normal. Inversement, le fluide de nettoyage peut être amené dans la zone d'éjection 2 en traversant les buses 11 grâce au circuit d'alimentation 12, puis être évacué de la zone d'éjection 2 par les premiers canaux internes 131 du circuit de maintenance 13. Le fluide de nettoyage parcourt alors les buses 11 dans le sens d'écoulement normal. Le fluide de nettoyage peut être un liquide (volatil ou non), un gaz (par exemple de l'air) ou un mélange de liquide et de gaz. Le liquide de nettoyage comprend avantageusement un solvant (afin de « dissoudre » les résidus de peinture secs), de préférence le même que celui entrant dans la composition de la peinture. - Une telle opération peut être accomplie pour déboucher des buses 11 obstruées et rétablir un fonctionnement optimal (garantir notamment des trajectoires de gouttes répétables). Elle peut également être accomplie entre deux phases d'impression de l'objet, lors d'un changement de teinte de peinture, ou après un arrêt prolongé de la tête d'impression. Le circuit d'alimentation 12 est avantageusement purgé au préalable de cette opération.
- Une opération de mouillage des buses 11 consiste à former un film de liquide non-volatil au niveau de l'orifice d'éjection 112 des buses 11, afin d'empêcher la peinture de sécher pendant un arrêt prolongé de l'impression et d'obstruer les buses 11. Le liquide non-volatil, aussi appelé liquide de mouillage ou liquide d'arrêt, peut être amené jusqu'à l'orifice d'éjection 112 des buses 11 par les premiers canaux internes 131 à l'issue d'une phase d'impression, puis évacué avant que ne commence la phase d'impression suivante, soit par le circuit d'alimentation 12 soit par les premiers canaux internes 131. Alternativement, le liquide de mouillage peut être amené jusqu'à l'orifice d'éjection 112 des buses 11 par le circuit d'alimentation 12, puis évacué par le circuit d'alimentation 12 ou par les premiers canaux internes 131.
- Ainsi, le circuit de maintenance 13 ne véhicule qu'un ou plusieurs fluides de maintenance (fluide de nettoyage et/ou liquide de mouillage), contrairement au circuit d'alimentation 12 qui peut recevoir de la peinture et les fluides de maintenance.
- Le fluide de maintenance est aspiré pour être évacué de la zone d'éjection 2 des buses 11. Les premiers canaux internes 131 - ou les buses 11 et le circuit d'alimentation 12 - sont ainsi soumis à une dépression. La dépression est de préférence comprise entre 0,1 bar et 0,8 bar, par exemple égale à 0,5 bar. Le fluide de maintenance est injecté dans la tête d'impression 1 sous une pression qui peut être comprise entre 0,1 bar et 1 bar.
- Les valeurs de pression et de dépression dépendent du type d'opération souhaitée et des propriétés du fluide de maintenance. Par exemple, pour une opération de nettoyage, il est avantageux de faire circuler rapidement le fluide dans la zone d'éjection et donc d'avoir des valeurs élevées de pression/dépression. Pour une opération de mouillage de buses, le liquide de mouillage est amené lentement dans la zone d'éjection afin de former le film humide qui obturera la buse.
- La première chambre de stockage 132 est de préférence agencée pour garantir une pression/dépression identique le long de la tête d'impression 1 et assurer ainsi un fonctionnement identique pour toutes les buses 11.
- Grâce aux premiers canaux internes 131 débouchant dans la zone d'éjection 2 des buses 11, les opérations de maintenance peuvent être accomplies sans écoulement externe, lorsque la tête d'impression 11 est en position pour l'impression, c'est-à-dire au voisinage immédiat de l'objet à revêtir. Il devient alors possible de s'affranchir d'un bac de récupération.
- En référence à la
figure 2 , un premier canal interne 131 peut être agencé de sorte que le fluide de maintenance s'écoule en contact avec la face d'éjection 100. Celle-ci peut être ainsi nettoyée et débarrassée des résidus de peinture entre l'extrémité du premier canal interne 131 et l'orifice d'éjection 112 de la (ou des) buse(s) 11 associée(s). Le premier canal interne 131 comprend de préférence une paroi formant une surface plane avec la face d'éjection 100, comme cela est illustré. Il est par exemple orienté parallèlement à la face d'éjection 100. - Dans une autre configuration, non représentée par les figures, le premier canal interne 131 est incliné par rapport à la face d'éjection 100 en direction de l'orifice d'éjection 112 de la (ou des) buse(s) associée(s) au premier canal interne 131.
- Le premier canal interne 131 débouche dans la zone d'éjection 2 à une distance d de l'axe z de l'orifice d'éjection 112 qui est avantageusement inférieure ou égale à 1 mm, par exemple égale à 0,25 mm. Une faible distance dentre l'extrémité du premier canal interne 131 et l'orifice d'éjection 112 améliore le nettoyage ou le mouillage de l'orifice d'éjection (en limitant la dispersion du jet de fluide) et facilite l'aspiration du fluide de maintenance.
- Le premier canal interne 131 a de préférence une section de dimensions caractéristiques inférieures ou égales à 0,5 mm, de préférence inférieures ou égales à 0,25 mm. Cette section est par exemple ronde (diamètre inférieur ou égal à 0,5 mm) ou rectangulaire (hauteur et largeur inférieures ou égales à 0,5 mm).
- La longueur du premier canal interne 131 peut être comprise entre 0,5 mm et 10 mm. Une telle longueur permet de bien « guider » le fluide de maintenance jusqu'à la zone d'éjection 2.
- De préférence, tous les premiers canaux internes 131 du circuit de maintenance 13 ont la même configuration et les mêmes dimensions. Autrement dit, ils sont identiques.
- Les premiers canaux internes 131 sont avantageusement aménagés dans une plaque (ou couche) 101 appelée plaque de maintenance externe et disposée sur la face d'éjection 100. Cette plaque de maintenance externe 101 est d'épaisseur très faible, par exemple comprise entre 0,1 mm et 1 mm, et n'augmente donc pas de manière significative l'encombrement de la tête d'impression 1.
- La
figure 3 est une vue partielle en trois dimensions d'une tête d'impression 1 selon un deuxième mode de réalisation. Elle résulte d'une coupe de la tête d'impression 1 selon un plan transversal. - La tête d'impression 1 selon le deuxième mode de réalisation (
Fig.3 ) se différencie de la tête d'impression 1 selon le premier mode de réalisation (Figs.1A-1B ) essentiellement dans l'agencement du circuit de maintenance 13. - Dans ce deuxième mode de réalisation, le circuit de maintenance 13 comprend, outre les premiers canaux internes 131, des deuxièmes canaux internes 135. Chaque deuxième canal interne 135 est associé à un premier canal interne 131 et débouche dans la zone d'éjection 2 de la (ou des) buse(s) 11 associée(s) audit premier canal interne 131.
- A l'instar des premiers canaux internes 131, les deuxièmes canaux internes 135 servent à acheminer le fluide de maintenance jusqu'aux zones d'éjection 2 ou à évacuer le fluide de maintenance des zones d'éjection 2.
- Avantageusement, le nombre de deuxièmes canaux internes 135 est égal au nombre de buses 11 et chaque deuxième canal interne 135 débouche dans la zone d'éjection 2 d'une seule buse 11 (autrement dit, chaque deuxième canal interne 135 est associée à une seule buse 11).
- Le circuit de maintenance 13 comprend en outre une deuxième chambre de stockage (ou de répartition) 136 du fluide de maintenance et une deuxième entrée-sortie 137 reliée à la deuxième chambre de stockage 136. La deuxième entrée-sortie 137 peut être aménagée dans une paroi externe du corps 10 et déboucher directement dans la deuxième chambre de stockage 136 ou être reliée à la deuxième chambre de stockage 136 par un conduit. La deuxième chambre de stockage 136 est de préférence agencée pour garantir une pression/dépression identique le long de la tête d'impression 1 et assurer ainsi un fonctionnement identique pour toutes les buses 11.
- Le circuit de maintenance 13 s'étend ici depuis la première entrée-sortie 133 jusqu'aux zones d'éjection 2 des buses 11 et des zones d'éjection 2 jusqu'à la deuxième entrée-sortie 137.
- Les deuxièmes canaux internes 135 relient la deuxième chambre de stockage 136 aux zones d'éjection 2 des buses 11. Chaque deuxième canal interne 135 s'étend à travers une paroi interne séparant la deuxième chambre de stockage 136 et les zones d'éjection 2 des buses 11. Chaque deuxième canal interne 135 peut en outre s'étendre partiellement dans la deuxième chambre de stockage 136, comme cela est illustré sur la
figure 3 . - La
figure 4 est une vue en coupe à plus grande échelle d'une portion B de la tête d'impression 1, la portion B étant située autour d'une buse 11 (cf.Fig.3 ). Cette figure montre une disposition préférentielle d'un premier canal interne 131 et d'un deuxième canal interne 135 associé. - Le deuxième canal interne 135 est situé à l'opposé du premier canal interne 131 associé par rapport à l'orifice d'éjection 112 de la buse 11. Il peut être agencé de sorte que le fluide de maintenance s'écoule en contact avec la face d'éjection 100, comme décrit précédemment en relation avec le premier canal interne 131 (
figure 2 ). Dans cette configuration, le premier canal interne 131 et le deuxième canal interne 135 sont avantageusement orientés dans une même direction. - Alternativement, le deuxième canal interne 135 peut être incliné par rapport à la face d'éjection 100 en direction de l'orifice d'éjection 112.
- Le deuxième canal interne 135 débouche dans la zone d'éjection 2 à une distance d' de l'axe z de l'orifice d'éjection 112 qui est avantageusement inférieure ou égale à 1 mm, par exemple égale à 0,25 mm. La distance d'entre l'extrémité du deuxième canal interne 135 et l'axe z de l'orifice d'éjection 112 est de préférence égale à la distance d entre l'extrémité du premier canal interne 131 et l'axe z de l'orifice d'éjection 112.
- Le deuxième canal interne 135 a de préférence une section de dimensions caractéristiques inférieures ou égales à 0,5 mm, de préférence inférieures ou égales à 0,25 mm. Cette section est par exemple ronde (diamètre inférieur ou égal à 0,5 mm) ou rectangulaire (hauteur et largeur inférieures ou égales à 0,5 mm). La longueur du deuxième canal interne 135 peut être comprise entre 0,5 mm et 10 mm.
- Le premier canal interne 131 et le deuxième canal interne 135 peuvent être disposés de façon symétrique par rapport à l'orifice d'éjection 112 de la buse 11.
- De préférence, tous les deuxièmes canaux internes 135 du circuit de maintenance 13 ont la même configuration et les mêmes dimensions. Ils sont donc identiques.
- Les deuxièmes canaux internes 135 sont avantageusement aménagés dans la même plaque de maintenance externe 101 que les premiers canaux internes 131.
- Les opérations de maintenance possibles avec la tête d'impression 1 selon le deuxième mode de réalisation sont :
- une opération de nettoyage d'une partie au moins des buses 11 et d'une partie au moins du circuit d'alimentation 12 au moyen d'un fluide de nettoyage ; et
- une opération de mouillage d'une partie au moins des buses 11 au moyen d'un liquide non volatil ; et
- une opération de nettoyage de la face d'éjection 100 et de l'orifice d'éjection d'une partie au moins des buses 11 au moyen d'un fluide de nettoyage.
- L'opération de nettoyage d'une partie au moins des buses 11 et d'une partie au moins du circuit d'alimentation 12 et l'opération de mouillage ont été décrites précédemment. Les deuxièmes canaux internes 135 peuvent remplir la même fonction que les premiers canaux internes 131 (c'est-à-dire aspiration ou injection du fluide de maintenance). Par exemple, ils peuvent servir à évacuer le fluide de maintenance des zones d'éjection 2 après qu'il ait circulé dans le circuit d'alimentation 12 et les buses 11. Alternativement, les deuxièmes canaux internes 135 peuvent remplir une fonction différente de celle des premiers canaux internes 131. A titre d'exemple, ils peuvent servir à aspirer le liquide de mouillage alors que les premiers canaux internes 131 ont servi à l'amener jusqu'aux zones d'éjection 2.
- L'opération de nettoyage de la face d'éjection 100 et de l'orifice d'éjection des buses 11 comprend l'acheminement du fluide de nettoyage jusqu'aux zones d'éjection 2 par les premiers canaux internes 131 et l'évacuation du fluide de nettoyage par les deuxièmes canaux internes 135, ou inversement. Ainsi, lors de cette opération, le fluide de nettoyage circule uniquement dans le circuit de maintenance 13 (entre les première et deuxième entrée-sorties 133, 137) et dans les zones d'éjection 2, en contact avec la face d'éjection 100.
- Etant donné que le premier canal interne 131 et le deuxième canal interne 135 sont situés de part et d'autre de la zone d'éjection 2 (et de préférence situés à l'opposé l'un de l'autre), un nettoyage plus poussé de la face d'éjection 100 peut être obtenu.
- La tête d'impression 1 selon le deuxième mode de réalisation permet ainsi d'accomplir une opération de maintenance supplémentaire. Les valeurs de pression et dépression sont similaires à celles indiquées précédemment. La mise en oeuvre est plus facile car la maintenance est totalement décorrélée de l'alimentation (suppression de vannes dans le circuit).
- Dans un autre mode de réalisation de la tête d'impression 1, non représenté par les figures, le circuit de maintenance 13 comprend un unique premier canal interne 121 débouchant dans la zone d'éjection 2 de plusieurs buses 11, et de préférence de toutes les buses 11.
- Un circuit de maintenance 13 comprenant plusieurs premiers canaux internes 131 présente toutefois de meilleurs performances (en termes de nettoyage des buses par exemple) qu'un circuit de maintenance 1 avec un seul premier canal interne commun à plusieurs buses. En effet, le fluide de maintenance peut être ainsi acheminé vers la zone d'éjection 2 des buses ou évacuées de la zone d'éjection 2 des buses de manière plus précise. Multiplier le nombre de premiers canaux internes 131 permet en outre de réduire leur taille et donc d'augmenter la vitesse du fluide de maintenance qui circule à l'intérieur.
- De façon similaire, le circuit de maintenance 13 peut ne comprendre (en plus du ou des premiers canaux internes 131) qu'un seul deuxième canal interne 135 débouchant la zone d'éjection 2 de plusieurs buses 11, et de préférence de toutes les buses 11.
- La
figure 5 représente un troisième mode de réalisation, dans lequel le circuit de maintenance 13 de la tête d'impression est dépourvu de premiers canaux internes 131 et de deuxièmes canaux 135. La première chambre de stockage 132 communique avec la zone d'éjection 2 d'une partie au moins des buses 11 par une ou plusieurs premières ouvertures 138. - De préférence, la première chambre de stockage 132 communique avec la zone d'éjection 2 de chacune des buses 11 par une unique première ouverture 138. Le nombre de premières ouvertures 138 est alors égal au nombre de buses 11.
- Les premières ouvertures 138 sont aménagées dans la paroi du corps 10 qui sépare la première chambre de stockage 132 et les zones d'éjection 2. Elles résultent du recoupement entre la première chambre de stockage 132 et les zones d'éjection 2 (ici en forme de cylindres droits, dans le prolongement des canaux de sortie 111 des buses 11).
- En outre, la deuxième chambre de stockage 136 communique avec la zone d'éjection 2 d'une partie au moins des buses 11 par une ou plusieurs deuxièmes ouvertures 139. De préférence, la deuxième chambre de stockage 136 communique avec la zone d'éjection 2 de chacune des buses 11 par une unique deuxième ouverture 139. Le nombre de deuxièmes ouvertures 139 est alors égal au nombre de buses 11.
- Les deuxièmes ouvertures 139 sont aménagées dans la paroi du corps 10 qui sépare la deuxième chambre de stockage 136 et les zones d'éjection 2. Elles résultent du recoupement entre la deuxième chambre de stockage 136 et les zones d'éjection 2.
- Ainsi, une buse 11 et une première ouverture 138 peuvent être associées à chaque deuxième ouverture 139. Chaque deuxième ouverture 139 est avantageusement située à l'opposé de la première ouverture 138 associée par rapport à l'orifice d'éjection 112 de la buse 11 associée. Autrement dit, la première ouverture 138, la deuxième ouverture 139 et l'extrémité de l'orifice d'éjection 112 sont alignés. Cet agencement améliore le nettoyage et le mouillage de l'orifice d'éjection 111 de la buse 11. En outre, les premières et deuxièmes ouvertures 138-139 sont avantageusement agencées pour que le fluide de maintenance s'écoule en contact avec la face d'éjection 100.
- Comparativement aux premier et deuxième modes de réalisation (
Figs.1A-1B ,2 etFigs.3-4 ), les premières et deuxièmes ouvertures 138-139 peuvent être assimilées à des (premiers et deuxièmes) canaux internes de longueur nulle. - La tête d'impression 1 de la
figure 5 fonctionne de la même manière que la tête d'impression de lafigure 3 , les autres éléments, non mentionnés, étant par ailleurs identiques. - Selon une variante de ce troisième mode de réalisation, le circuit de maintenance est dépourvu de deuxième chambre de stockage 136. La tête d'impression fonctionne alors de la même manière que la tête d'impression 1 des
figures 1A-1B . - Enfin, dans un autre mode de réalisation, la tête d'impression ne comprend qu'une seule buse 11, un premier canal interne 131 débouchant dans la zone d'éjection 2 de la buse 11 (comme décrit en relation avec la
figure 2 ) ou une première ouverture 138 et, de façon avantageuse, un deuxième canal interne 132 débouchant dans la zone d'éjection 2 de la buse 11 (comme décrit en relation avec lafigure 4 ) ou une deuxième ouverture 139. Le circuit d'alimentation 12 ne comprend alors qu'un seul canal de distribution 124 reliant la chambre de stockage 123 à la buse 11. - Une installation pour l'application (ou l'impression) d'un produit de revêtement sur un objet à revêtir va maintenant être décrite en relation avec les
figures 6 et7 . Lafigure 6 montre un schéma fluidique d'une installation de revêtement 3 selon un premier mode de réalisation, comprenant la tête d'impression 1 desfigures 1A-1B (ou de la variante du troisième mode de réalisation). Lafigure 7 montre un schéma fluidique d'une installation de revêtement 3 selon un deuxième mode de réalisation, comprenant la tête d'impression 1 de lafigure 3 (ou de lafigure 5 ). - D'une manière commune à ces deux modes de réalisation, l'installation de revêtement 3 comprend (outre la tête d'impression 1) :
- un circuit d'injection 31 relié à (au moins) une entrée de la tête d'impression 1 et configuré pour injecter le fluide de maintenance dans la tête d'impression 1 ;
- un circuit d'aspiration 32 relié à (au moins) une sortie de la tête d'impression 1 et configuré pour aspirer le fluide de maintenance de la tête d'impression 1 ; et
- un circuit d'approvisionnement 33 en produit de revêtement (ex. peinture) reliée à l'entrée d'approvisionnement 121 du circuit d'alimentation 12 de la tête d'impression 1.
- Le circuit d'approvisionnement 33 en produit de revêtement peut comprendre au moins un réservoir de produit de revêtement 331 et au moins une vanne 332 dite de remplissage reliée d'une part au réservoir de produit de revêtement 331 et d'autre part à l'entrée d'approvisionnement 121 du circuit d'alimentation 12.
- Le circuit d'injection 31 (aussi appelé circuit d'approvisionnement en fluide de maintenance) comprend au moins un réservoir pressurisé 311 contenant du fluide de maintenance et au moins une vanne 312 dite d'injection reliée d'une part au réservoir pressurisé 311 et d'autre part à l'entrée de la tête d'impression 1. Par « pressurisé », en entend que la pression à l'intérieur du réservoir est plus élevée que la pression atmosphérique. Le circuit d'injection 31 peut également comprendre des moyens de réglage de la pression de fluide de maintenance. Ces moyens de réglage peuvent être disposés entre le réservoir pressurisé 311 et la vanne d'injection 312. Ils comprennent par exemple une vanne à débit variable 313. Alternativement, le réglage de la pression peut être effectué au niveau du réservoir pressurisé 311 ou encore plus en amont (source d'air comprimé, pompe...). Le circuit d'injection 31 comprend alors avantageusement un vanne deux voie 313 disposée entre le réservoir pressurisé 311 et la vanne d'injection 312.
- Avantageusement, le circuit d'injection 31 comprend :
- un premier réservoir pressurisé 311a contenant le fluide de nettoyage ;
- un deuxième réservoir pressurisé 311b contenant le liquide de mouillage ;
- une première vanne d'injection 312a reliée d'une part aux premier et deuxième réservoirs pressurisés 311a-311b et d'autre part à une première entrée de la tête d'impression 1 ;
- une deuxième vanne d'injection 312b reliée d'une part aux premier et deuxième réservoirs pressurisés 311a-311b et d'autre part à une deuxième entrée de la tête d'impression 1 (distincte de la première entrée).
- Les moyens de réglage de la pression de fluide de maintenance peuvent alors comprendre une vanne à débit variable 313 couplée à chacun des premier et deuxième réservoirs pressurisés 311a-311b. Les première et deuxième vannes d'injection 312a-312b sont de préférence des vannes deux voies (de type pneumovanne, solénoïde...).
- Le circuit d'aspiration 32 comprend un générateur de vide 321 (système à effet venturi ou pompe à vide) et au moins une vanne 322 dite d'aspiration reliée d'une part au générateur de vide 321 et d'autre part à la sortie de la tête d'impression 1. En outre, le circuit d'aspiration 32 comprend avantageusement un volume de récupération 323, relié au générateur de vide 321 et destiné à récupérer le fluide de maintenance aspiré.
- De façon avantageuse, le circuit d'aspiration 32 comprend :
- une première vanne d'aspiration 322a reliée d'une part au générateur de vide 321 et d'autre part à une première sortie de la tête d'impression 1 ; et
- une deuxième vanne d'aspiration 322b reliée d'une part au générateur de vide 321 et d'autre part à deuxième sortie de la tête d'impression 1 (distincte de la première sortie).
- Les première et deuxième vannes d'aspiration 322a-322b sont de préférence des vannes deux voies (de type pneumovanne, solénoïde...). De manière classique, le générateur de vide 321 peut être un système à effet venturi comprenant un éjecteur, un volume tampon d'air comprimé, un manomètre et des moyens de réglage de la dépression générée par le générateur de vide 321. Alternativement, le générateur de vide 321 peut comprend une pompe à vide disposée au-dessus du volume de récupération 323.
- Dans le premier mode de réalisation (
Fig.6 ), la première vanne d'injection 312a est reliée à la première entrée-sortie 133 du circuit de maintenance 13 et la deuxième vanne d'injection 312b est reliée à l'entrée d'approvisionnement 121 du circuit d'alimentation 12 (ou à la sortie de purge 122 du circuit d'alimentation 12, non représentée sur lafigure 6 ). - Par ailleurs, la première vanne d'aspiration 322a est reliée à la première entrée-sortie 133 du circuit de maintenance 13 et la deuxième vanne d'aspiration 322b est reliée à l'entrée d'approvisionnement 121 du circuit d'alimentation 12 (ou à la sortie de purge 122 du circuit d'alimentation 12, non représentée sur la
figure 6 ). - Autrement dit, la première sortie de la tête d'impression 1 et la deuxième entrée de la tête d'impression 1 sont confondues avec la première entrée-sortie 133 du circuit de maintenance 13. La deuxième sortie de la tête d'impression 1 et la première entrée de la tête d'impression 1 sont confondues avec l'entrée d'approvisionnement 121 du circuit d'alimentation 12.
- Dans le deuxième mode de réalisation (
Fig.7 ), la première vanne d'injection 312a est reliée à la première entrée-sortie 133 du circuit de maintenance 13 et la deuxième vanne d'injection 312b est reliée à la deuxième entrée-sortie 137 du circuit de maintenance 13. - Par ailleurs, la première vanne d'aspiration 322a est reliée à la première entrée-sortie 133 du circuit de maintenance 13 et la deuxième vanne d'aspiration 322b est reliée à la deuxième entrée-sortie 137 du circuit de maintenance 13.
- Autrement dit, la première sortie de la tête d'impression 1 et la deuxième entrée de la tête d'impression 1 sont confondues avec la première entrée-sortie 133 du circuit de maintenance 13. La deuxième sortie de la tête d'impression 1 et la première entrée de la tête d'impression 1 sont confondues avec la deuxième entrée-sortie 137 du circuit de maintenance 13.
- Les deux vannes d'injection 312a-312b et les deux vannes d'aspiration 322a-322b permettent d'accomplir la multitude d'opérations de maintenance décrites précédemment.
- La première vanne d'injection 312a et la première vanne d'aspiration 322a sont avantageusement commandées en opposition de phase. Autrement dit, lorsque l'une est ouverte, l'autre est fermée, et inversement. La deuxième vanne d'injection 312b et la deuxième vanne d'aspiration 322b sont aussi avantageusement commandées en opposition de phase.
- Avantageusement, la première vanne d'injection 312a est ouverte uniquement lorsque la deuxième vanne d'aspiration 322b est ouverte et la deuxième vanne d'injection 312b est ouverte uniquement lorsque la première vanne d'aspiration 322a est ouverte. Ainsi, l'injection du fluide de maintenance a toujours lieu en même temps que l'aspiration.
- Selon un mode de nettoyage particulier, la première vanne d'aspiration 322a (respectivement la deuxième vanne d'aspiration 322b) est ouverte en permanence (aspiration en continu) et la deuxième vanne d'injection 312b (respectivement la première vanne d'injection 312a) est ouverte par intermittence, de sorte à produire des pulsations de fluide de nettoyage.
- Les deux vannes d'injection 312a-312b et les deux vannes d'aspiration 322a-322b permettent de faire circuler le fluide de nettoyage dans les deux sens à l'intérieur de la tête d'impression 1, améliorant ainsi les opérations de nettoyage. Par exemple, dans le mode de réalisation de la
figure 6 , le fluide de nettoyage peut d'abord être injecté par la première entrée-sortie 133 et être aspiré par l'entrée d'approvisionnement 121, puis être injecté par l'entrée d'approvisionnement 121 et être aspiré par la première entrée-sortie 133 (ou dans l'ordre inverse). - Selon une variante de réalisation, l'installation de revêtement 3 de la
figure 7 comprend en outre une troisième vanne d'aspiration reliée d'une part au générateur de vide 321 et d'autre part à l'entrée d'approvisionnement 121, ainsi qu'une troisième vanne d'injection reliée d'une part aux premier et deuxième réservoirs pressurisés 311a-311b et d'autre part à l'entrée d'approvisionnement 121. Cette variante de réalisation permet de nettoyer (dans les deux sens) les buses 11 et une partie au moins du circuit d'alimentation 12. Par exemple, le fluide de nettoyage peut être injecté par l'entrée d'approvisionnement 121 et être aspiré par la première entrée-sortie 133 et la deuxième entrée-sortie 137 (ou inversement). - Le corps 10 de la tête d'impression 1 (renfermant les buses 11, le circuit d'alimentation 12 et le circuit de maintenance 13) peut être fabriqué de différentes manières. A titre d'exemple, on peut citer la soudure diffusion ou brasure de feuilles métalliques, le frittage sélectif par laser de poudre métallique, le micro-moulage et les techniques de fabrication des systèmes microélectromécaniques (MEMS) en silicium.
- Le corps peut également être composé d'éléments usinés et assemblés par collage ou par vissage, un joint pouvant être installé entre les différent composants pour assurer l'étanchéité.
- Un procédé de fabrication du corps 10 de la tête d'impression 1 peut comprendre les étapes suivantes :
- la fourniture d'une pluralité de plaques, dans lesquelles sont aménagées tout ou partie des composants (canaux, chambres, conduits, orifices d'entrée et/ou de sortie...) des buses 11, du circuit d'alimentation 12 et du circuit de maintenance 13 ; et
- l'assemblage des plaques entre elles, par exemple grâce à une technique de soudage, brasage ou collage.
- Les plaques sont de préférence en métal, par exemple en acier inoxydable. Elles sont usinées pour former les différentes parties des buses 11, du circuit d'alimentation 12 et du circuit de maintenance 13, par exemple par découpe chimique, découpe au laser ou électroérosion par enfonçage (aussi appelée EDM, pour « electrical discharge machining » en anglais). Les plaques (aussi appelées « strates ») présentent de préférence une épaisseur comprise entre 10 µm à 1000 µm.
- Dans un mode de mise en oeuvre préférentiel du procédé de fabrication, les plaques métalliques sont assemblées par soudure diffusion. L'étape d'assemblage comprend alors les opérations suivantes :
- la mise en contact des plaques de manière à former un empilement ;
- la contrainte en pression de l'empilement, par exemple entre 300 bar et 500 bar ; et
- le recuit (ou traitement thermique) de l'empilement contraint en pression, afin de faire diffuser (ou migrer) les atomes du métal aux interfaces entre les plaques.
- Le recuit est de préférence accompli à une température comprise entre 0,6.Tf et 0,8.Tf, où Tf est la température de fusion du métal. La durée du recuit peut être comprise entre 1 h et 3 h.
- Les surfaces des plaques qui sont mises en contact présentent de préférence une faible rugosité de surface, typiquement inférieure à 0,5 µm. Cette valeur de rugosité est exprimée en valeur moyenne quadratique.
- Un tel procédé de fabrication est précis, simple et rapide à mettre en oeuvre (et donc peu coûteux). En outre, lorsque la technique de la soudure diffusion est employée, le corps 10 obtenu est robuste, car formé finalement d'une seule pièce (il présente un aspect monolithique). La technique de la soudure diffusion est également avantageuse en ce qu'elle ne requiert pas de matériau additionnel (colle, métal d'apport...) aux interfaces entre les plaques métalliques.
- Les membranes des pneumovannes appartenant aux buses 11 (dans le cas d'une tête DOD) sont avantageusement formées après fabrication du corps 10.
Claims (15)
- Tête d'impression (1) pour l'application d'un produit de revêtement sur un objet à revêtir, la tête d'impression comprenant un corps (10) dans lequel sont aménagés :- plusieurs buses (11) comprenant chacune un orifice d'éjection (112) et un canal de sortie (111) débouchant dans une zone d'éjection (2) du produit de revêtement par l'orifice d'éjection (112) ;- un circuit d'alimentation (12) en produit de revêtement relié à la buse (11) ;la tête d'impression comprenant, en outre, un circuit de maintenance (13) destiné à véhiculer un fluide de maintenance, le circuit de maintenance (13) s'étendant à l'intérieur du corps (10) jusqu'à la zone d'éjection (2) de la buse (11), et comprenant un premier canal interne (131 ; 138) débouchant dans la zone d'éjection (2) d'au moins une buse (11),caractérisée en ce que le circuit de maintenance (13) comprend une pluralité de premiers canaux internes (131 ; 138), chaque premier canal interne (131 ; 138) débouchant dans la zone d'éjection (2) d'une seule buse (11) associée au premier canal interne (131 ; 138), le nombre de premiers canaux internes (131 ; 138) étant égal au nombre de buses (11).
- Tête d'impression (1) selon la revendication 1, dans laquelle le circuit de maintenance (13) comprend une pluralité de deuxièmes canaux internes (135), chaque deuxième canal interne (135) étant associé à un premier canal interne (131) et débouchant dans la zone d'éjection (2) de la seule buse (11) associée au premier canal interne (131).
- Tête d'impression (1) selon la revendication 2, dans laquelle chaque deuxième canal interne (135) est situé à l'opposé du premier canal interne (131) associé par rapport à l'orifice d'éjection (112) de la buse (11) dans la zone d'éjection de laquelle débouche ce deuxième canal (135).
- Tête d'impression (1) selon l'une des revendications 2 et 3, dans laquelle chaque premier canal interne (131) et deuxième canal interne (135) associé sont orientés dans une même direction.
- Tête d'impression (1) selon l'une quelconque des revendications 1 à 4, comprenant une face d'éjection (100) dans laquelle est aménagé l'orifice d'éjection (112) de la buse (11) et dans laquelle le premier canal interne (131) est agencé de sorte que le fluide de maintenance circule en contact avec la face d'éjection (100).
- Tête d'impression (1) selon l'une quelconque des revendications 1 à 4, comprenant une face d'éjection (100) dans laquelle est aménagé l'orifice d'éjection (112) de la buse (11) et dans laquelle le premier canal interne (131) est aménagé dans une plaque (101) disposée sur la face d'éjection (100) de la tête d'impression (1).
- Tête d'impression (1) selon l'une des revendications 1 à 6, dans laquelle le premier canal interne (131) comprend une extrémité ouverte sur la zone d'éjection (2) et située à une distance (d) inférieure ou égale à 1 mm de l'orifice d'éjection (112) de la buse (11).
- Tête d'impression (1) selon l'une des revendications 1 à 7, dans laquelle le circuit de maintenance (13) comprend une première chambre de stockage (132) du fluide de maintenance, la première chambre de stockage (132) communiquant avec la zone d'éjection (2) de chaque buse (11) par l'un des premier canaux interne (131), dont la longueur est comprise entre 0,5 mm et 10 mm.
- Tête d'impression (1) selon l'une des revendications 1 à 7, dans laquelle le circuit de maintenance (13) comprend une première chambre de stockage (132) du fluide de maintenance, la première chambre de stockage (132) communiquant avec les zones d'éjection (2) de chaque buse par une première ouverture (138).
- Tête d'impression (1) selon l'une des revendications 8 et 9, dans laquelle les premiers canaux internes (131) ou les premières ouvertures (138) s'étendent à travers une paroi interne du corps (10) qui sépare la première chambre de stockage (132) et les zones d'éjection (2) des buses (11).
- Tête d'impression (1) selon l'une des revendications 1 à 10, dans laquelle les premiers canaux internes (131) sont ménagés dans une plaque de maintenance externe (101) disposée sur une face d'éjection (100) du corps (10), dans laquelle sont ménagés les orifices d'éjection (112) des buses (11).
- Tête d'impression (1) selon l'une des revendications 1 à 11, dans laquelle les premiers canaux internes (131) ont une section de dimensions caractéristiques inférieures ou égales à 0,5 mm, de préférence inférieures ou égales à 0,25 mm.
- Installation de revêtement (3) comprenant :- une tête d'impression (1) selon l'une quelconque des revendications 1 à 12 ;- un circuit d'injection (31) du fluide de maintenance relié à au moins une entrée de la tête d'impression (1) ;- un circuit d'aspiration (32) du fluide de maintenance relié à au moins une sortie de la tête d'impression (1).
- Installation de revêtement (3) selon la revendication 13, dans laquelle le circuit d'aspiration (32) comprend :- un générateur de vide (321) ;- une première vanne d'aspiration (322a) reliée d'une part au générateur de vide (321) et d'autre part à une première sortie de la tête d'impression (1) ; et- une deuxième vanne d'aspiration (322b) reliée d'une part au générateur de vide (321) et d'autre part à une deuxième sortie de la tête d'impression (1).
- Installation de revêtement (3) selon l'une des revendications 13 et 14, dans laquelle le circuit d'injection (33) comprend :- un premier réservoir pressurisé (311a) contenant un fluide de nettoyage ;- un deuxième réservoir pressurisé (311b) contenant un liquide de mouillage ;- une première vanne d'injection (312a) reliée d'une part aux premier et deuxième réservoirs pressurisés (311a-311b) et d'autre part à une première entrée de la tête d'impression (1) ;- une deuxième vanne d'injection (312b) reliée d'une part aux premier et deuxième réservoirs pressurisés (311a-311b) et d'autre part à une deuxième entrée de la tête d'impression (1).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR2203285A FR3134341B1 (fr) | 2022-04-11 | 2022-04-11 | Tête d’impression comprenant un circuit de maintenance et installation de revêtement |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4261042A1 EP4261042A1 (fr) | 2023-10-18 |
| EP4261042C0 EP4261042C0 (fr) | 2025-03-05 |
| EP4261042B1 true EP4261042B1 (fr) | 2025-03-05 |
Family
ID=81851188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23167201.5A Active EP4261042B1 (fr) | 2022-04-11 | 2023-04-07 | Tête d'impression comprenant un circuit de maintenance et installation de revêtement |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12370801B2 (fr) |
| EP (1) | EP4261042B1 (fr) |
| JP (1) | JP2023155899A (fr) |
| KR (1) | KR20230145916A (fr) |
| CN (1) | CN116890534A (fr) |
| ES (1) | ES3029958T3 (fr) |
| FR (1) | FR3134341B1 (fr) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5877788A (en) * | 1995-05-09 | 1999-03-02 | Moore Business Forms, Inc. | Cleaning fluid apparatus and method for continuous printing ink-jet nozzle |
| US6273103B1 (en) * | 1998-12-14 | 2001-08-14 | Scitex Digital Printing, Inc. | Printhead flush and cleaning system and method |
| US8876252B2 (en) * | 2011-05-02 | 2014-11-04 | Illinois Tool Works, Inc. | Solvent flushing for fluid jet device |
| WO2018159044A1 (fr) * | 2017-03-03 | 2018-09-07 | 京セラドキュメントソリューションズ株式会社 | Système de restauration de tête d'enregistrement, appareil d'enregistrement à jet d'encre pourvu de tête d'enregistrement et procédé de restauration de tête d'enregistrement |
| FR3094899B1 (fr) | 2019-04-15 | 2022-10-07 | Exel Ind | Installation d’application de produit de revêtement et procédé de nettoyage d’une telle installation |
-
2022
- 2022-04-11 FR FR2203285A patent/FR3134341B1/fr active Active
-
2023
- 2023-04-03 US US18/295,256 patent/US12370801B2/en active Active
- 2023-04-03 KR KR1020230043781A patent/KR20230145916A/ko active Pending
- 2023-04-05 JP JP2023061362A patent/JP2023155899A/ja active Pending
- 2023-04-07 ES ES23167201T patent/ES3029958T3/es active Active
- 2023-04-07 EP EP23167201.5A patent/EP4261042B1/fr active Active
- 2023-04-10 CN CN202310371818.3A patent/CN116890534A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4261042A1 (fr) | 2023-10-18 |
| ES3029958T3 (en) | 2025-06-26 |
| EP4261042C0 (fr) | 2025-03-05 |
| FR3134341B1 (fr) | 2024-04-19 |
| FR3134341A1 (fr) | 2023-10-13 |
| JP2023155899A (ja) | 2023-10-23 |
| CN116890534A (zh) | 2023-10-17 |
| US20230321984A1 (en) | 2023-10-12 |
| US12370801B2 (en) | 2025-07-29 |
| KR20230145916A (ko) | 2023-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3725421B1 (fr) | Installation d'application de produit de revêtement et procédé de nettoyage d'une telle installation | |
| EP1303359B1 (fr) | Procede et station de changement de produit dans une installation de projection de produit de revetement | |
| EP0090691B1 (fr) | Buse de sablage à jet plat et contenant des particules solides abrasives | |
| EP1616648B1 (fr) | Dispositif de perçage et procédé de perçage mis en oeuvre par un tel dispositif | |
| EP1221358B1 (fr) | Buse destinée à la diffusion concentrée d'un fluide chargé de particules solides, notamment en vue du décapage fin, précis et contrôlé de surfaces | |
| FR2857281A1 (fr) | Changeur de couleurs de peinture en poudre | |
| EP0802827A1 (fr) | Buse de pulverisation | |
| EP1190858A1 (fr) | Procédé et dispositif de nettoyage de buses pour imprimantes à jet d'encre, et tête d'impression et imprimante integrant un tel dispositif | |
| FR3082779A1 (fr) | Procede et dispositif de maintenance d'une tete d'impression par buse | |
| EP4261042B1 (fr) | Tête d'impression comprenant un circuit de maintenance et installation de revêtement | |
| FR2939056A1 (fr) | Projecteur de produit de revetement | |
| WO2015022328A1 (fr) | Pulverisateur d'un produit de revetement liquide et installation de pulverisation comprenant un tel pulverisateur | |
| FR3053923A1 (fr) | Tete d'impression ou imprimante a jet d'encre a consommation de solvant reduite | |
| FR2692940A1 (fr) | Dispositif de recyclage de gaz d'échappement et procédé pour sa fabrication. | |
| FR2810301A1 (fr) | Dispositif de reprise d'air statique pour distributeur de produit liquide | |
| FR2727648A1 (fr) | Procede de fabrication micromecanique de buses pour jets de liquide | |
| FR2747960A1 (fr) | Dispositif a buse(s) pour imprimante a jet d'encre protege(s) de la pollution par un traitement de non-mouillabilite et procede de fabritcation | |
| EP1883478B1 (fr) | Buse a chambre tourbillonnaire | |
| FR3082778A1 (fr) | Tete d'impression d'une imprimante a jet d'encre avec 2 gouttieres de recuperation, dont une mobile | |
| WO2020216618A1 (fr) | Tete d'extrusion pour fabrication additive, systeme et procede de fabrication additive | |
| LU86119A1 (fr) | Dispositif de depot electrolytique et procede pour sa mise en oeuvre | |
| EP0715069A1 (fr) | Jupe de dispersion de carburant, pour injecteur d'un moteur à injection | |
| BE1006193A3 (fr) | Injecteur et installation equipee d'un tel injecteur. | |
| FR3162010A1 (fr) | Cartouche pour module d’injection, module d’injection de produit multi-composant comprenant une telle cartouche et pulvérisateur de produit de revêtement comprenant un tel module | |
| EP1145852A1 (fr) | Générateur de gouttes d'encre et imprimante équipée |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240320 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241127 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602023002269 Country of ref document: DE |
|
| U01 | Request for unitary effect filed |
Effective date: 20250311 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250318 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 3 Effective date: 20250325 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3029958 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250605 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250512 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250505 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250305 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: R18 Free format text: ST27 STATUS EVENT CODE: U-0-0-R10-R18 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260106 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260114 |
|
| 26N | No opposition filed |
Effective date: 20251208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250407 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20260326 |