EP4556134A1 - Verfahren zur herstellung eines pressgeformten artikels - Google Patents
Verfahren zur herstellung eines pressgeformten artikels Download PDFInfo
- Publication number
- EP4556134A1 EP4556134A1 EP23862731.9A EP23862731A EP4556134A1 EP 4556134 A1 EP4556134 A1 EP 4556134A1 EP 23862731 A EP23862731 A EP 23862731A EP 4556134 A1 EP4556134 A1 EP 4556134A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- forming
- top portion
- punch
- side wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/206—Deep-drawing articles from a strip in several steps, the articles being coherent with the strip during the operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/005—Multi-stage presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
Definitions
- the present invention relates to a method of manufacturing a press-formed part including at least a top portion having a concave curved portion that curves concavely in a side view and a side wall portion continuous from the top portion via a punch shoulder R portion.
- punch shoulder R portion refers to a portion of a formed part
- punch shoulder refers to a portion of a mold.
- Examples of vehicle parts or partial structures thereof include a press-formed part having at least a top portion and a side wall portion continuous from the top portion via a punch shoulder R portion, in which the top portion has a curved portion that curves concavely in a side view.
- a press-formed part having at least a top portion and a side wall portion continuous from the top portion via a punch shoulder R portion, in which the top portion has a curved portion that curves concavely in a side view.
- the distal end portion of the side wall portion continuous with the punch shoulder R portion at the bottom of the concave curved portion of the top portion and in the vicinity of the bottom undergo stretch flange deformation. Therefore, the sheet thickness is reduced at the portion, and cracking is likely to occur.
- the sheet thickness of the punch shoulder R portion at the bottom of the concave curved portion of the top portion and in the vicinity of the bottom increases, and buckling (wrinkles, folds) is likely to occur.
- Patent Literature 1 conventionally proposes a countermeasure against cracking due to stretch flange deformation of a press-formed part including a flat top portion having a concave outer peripheral edge in a top view and a side wall portion continuous from the top portion along the concave outer peripheral edge.
- Patent Literature 1 WO 2014/097745 A
- the press-forming method described in Patent Literature 1 is targeted to a press-formed part in which the top portion is flat and has a concave outer peripheral edge in a top view.
- the present invention is targeted to a press-formed part including at least a top portion having a concave curved portion that curves concavely in a side view and a side wall portion continuous from the top portion via a punch shoulder R portion.
- the press-formed part targeted by Patent Literature 1 and the press-formed part targeted by the present invention have different shapes.
- Patent Literature 1 Even if the press-forming method of Patent Literature 1 is applied to the press-formed part targeted by the invention of the present application, it is not possible to prevent cracking of a portion of the press-formed part having undergone the stretch flange deformation, or wrinkles and folds at the punch shoulder R portion.
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a method of manufacturing a press-formed part including at least a top portion having a concave curved portion that curves concavely in a side view and a side wall portion continuous from the top portion via a punch shoulder R portion, the method capable of suppressing cracking of the press-formed part, or preventing wrinkles and folds.
- a method of manufacturing a press-formed part according to the present invention is the method of manufacturing the press-formed part including at least a top portion having a concave curved portion that curves concavely in a side view and a side wall portion continuous from the top portion via a punch shoulder R portion.
- the method includes: a first forming step of press-forming an intermediate forming part including an intermediate top portion curved in the same direction as the top portion, a step-shaped portion formed of a step which is continuous with a ridge line portion formed at a portion corresponding to the punch shoulder R portion, and an outer surface portion that extends outward continuously from the step-shaped portion and curves in the same direction as the intermediate top portion; and a second forming step of press-forming the intermediate forming part into the press-formed part.
- a radius of curvature of the ridge line portion of the intermediate forming part may be greater than or equal to a radius of curvature of the punch shoulder R portion of the press-formed part.
- the method of manufacturing a press-formed part according to the present invention has an effect of preventing wrinkles and folds in the punch shoulder R portion and the vicinity thereof at the bottom of the concave curved portion of the top portion and in the vicinity of the bottom, and suppressing cracking in the distal end portion of the side wall portion continuous with the punch shoulder R portion.
- the press-formed part 1 targeted by the present invention includes at least a top portion 3 having a concave curved portion that curves concavely in a side view, and a side wall portion 7 continuous from the top portion 3 via a punch shoulder R portion 5, and an example thereof is an article having an L-shaped cross section as illustrated in FIG. 7 .
- FIG. 8 illustrates a conventional mold used when the press-formed part 1 targeted by the present invention is press-formed by one step.
- the conventional mold includes a punch 9 having a concave curved portion, a pad 11 having a concave curved portion similar to that of the punch 9, and a die 13. While the blank 15 being a metal sheet is pressed by the pad 11 and the punch 9 so that the concave curved portion of the top portion 3 is formed, the die 13 is relatively moved to form the side wall portion 7.
- FIG. 9 illustrates a cross section (a cross section cut in the direction of arrow A illustrated in FIG. 7 ) of the bottom of the curve in the concave curved portion of the top portion 3 of the press-formed part 1 during the press forming.
- a numerical value such as [28mmup] in FIG. 9 represents a gap in the press forming direction between a punch shoulder 33 of the punch 9 and a die jaw portion 13a (see FIG. 8 and [2mmup] of FIG. 9 ) up to the bottom dead center, in which the sheet thickness is taken into account.
- the gap between the punch shoulder 33 of the punch 9 and the die jaw portion 13a at [28mmup] is obtained by adding 28 mm to the sheet thickness of the press-formed part 1.
- the blank 15 is pressed against the punch 9 by the pad 11 at [47mmup], and a concave curved portion is formed.
- the entire blank 15 including the portion to be formed into the side wall is curved in a concave shape in the direction perpendicular to the drawing plane.
- a die shoulder 13b comes into contact with the blank 15 so that the side wall portion 7 starts to be formed. Therefore, the end of the portion corresponding to the side wall of the blank 15 is curved downward.
- the portion corresponding to the side wall is curved in a concave shape in the direction perpendicular to the drawing plane and thus has high rigidity, and is less likely to be deformed along the punch shoulder R portion 5 (ridge line) serving as a boundary between the top portion 3 and the side wall portion 7. Therefore, at [28mmup], the bottom of the concave curved portion of the blank 15 brought into contact with the die shoulder 13b of the die 13 is bent, and a buckled fold is generated.
- the portion where the buckled fold is generated is bent in the forming direction up to [19mmup] without coming into contact with the punch shoulder 33 of the punch 9.
- the portion where the buckled fold is generated is formed into the side wall portion 7 by the gap between the die 13 and the punch 9, and becomes the punch shoulder R portion 5 by coming into contact with the punch shoulder 33 of the punch 9 at the bottom dead center.
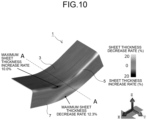
- FIG. 10 is a diagram illustrating a sheet thickness distribution at the bottom dead center obtained by subjecting a conventional press forming process to FEM analysis.
- the dotted line A-A in FIG. 10 indicates the position of the bottom of the concave curved portion similarly to FIG. 7 .
- the distal end portion of the side wall portion 7 continuous with the bottom of the concave curved portion having undergone stretch flange deformation exhibits a maximum sheet thickness decrease rate of as large as 12.3%, so that cracking is likely to occur.
- the punch shoulder R portion 5 exhibits a maximum sheet thickness increase rate of as large as 10.0%, and hence a wrinkle or fold is likely to be generated.
- the curved portion having a concave shape in a side view formed at an initial stage of press forming has high rigidity due to its shape. Therefore, when the side wall portion 7 is to be subsequently formed by the die 13, a large compressive force acts on the blank 15 to increase the sheet thickness, so that a buckled fold is generated and hence a wrinkle or fold is likely to be generated.
- the side wall portion 7 continuous with the concave curved portion expands to the left and right of the concave curved portion and undergoes stretch flange deformation, and a large tension acts on the distal end of the side wall portion 7 continuous with the bottom of the curve, so that the sheet thickness decreases and cracking is likely to occur.
- the present inventor has focused on the deformation of the blank 15 from [28mmup] to [2mmup] in FIG. 9 . That is, the present inventor has considered that if the blank 15 can be brought into contact with the punch shoulder 33 of the punch 9 at the initial stage of forming at [28mmup], the blank 15 will not suffer from a buckled fold in the forming direction without coming into contact with the punch shoulder 33 of the punch 9, and wrinkles and folds as in the conventional art can be prevented. Furthermore, the present inventor has considered that if the forming height of the side wall portion 7 at the time of forming the side wall portion 7 of the target shape can be reduced, the degree of stretch flange deformation is reduced and hence cracking is less likely to occur.
- the press forming step is divided into two steps of a first forming step and a second forming step, as illustrated in FIG. 1 .
- first forming step an intermediate forming part 19 curved in the same direction as a press-formed part 1 and having a step-shaped portion 17 is press-formed
- second forming step the intermediate forming part 19 is press-formed into the press-formed part 1 of a target shape.
- the intermediate forming part 19 includes an intermediate top portion 21 curved in the same direction as the top portion 3 of the press-formed part 1, a ridge line portion 23 formed at a portion corresponding to a punch shoulder R portion 5, and the step-shaped portion 17 formed of a step which is continuous with the ridge line portion 23.
- FIG. 2 illustrates an example in which the intermediate top portion 21 having the same shape as the top portion 3 of the press-formed part 1 is provided.
- an outer surface portion 25 which extends outward continuously with the step-shaped portion 17 and is curved in the same direction as the intermediate top portion 21 is provided.
- the outer surface portion 25 is formed into a side wall portion 7 in the second forming step.
- FIG. 2 illustrates an example in which the outer surface portion 25 is parallel to the intermediate top portion 21, but in the present invention, the outer surface portion 25 only needs to be curved in the same direction as the intermediate top portion 21, and does not need to have the same curvature as the intermediate top portion 21.
- the intermediate top portion 21 only needs to reach a curvature of the top portion 3 of the press-formed part 1 in the second forming step, and thus does not need to completely match the shape of the top portion 3 of the press-formed part 1 of the target shape.
- the first forming step and the second forming step will be described in detail with reference to FIG. 1 , taking the case where the intermediate forming part 19 has the shape illustrated in FIG. 2 as an example.
- a step-forming punch 27 and a step-forming die 29 are used, as illustrated in FIG. 1(a) .
- the intermediate forming part 19 having the intermediate top portion 21, the step-shaped portion 17, and the outer surface portion 25 is press-formed by the step-forming punch 27 and the step-forming die 29.
- the radius of curvature of the ridge line portion 23 of the intermediate forming part 19 is preferably greater than or equal to the radius of curvature of the punch shoulder R portion 5 of the press-formed part 1.
- the upper limit of the radius of curvature of the ridge line portion 23 is not particularly limited, but it is preferably up to 5 times the radius of curvature of the punch shoulder R portion 5 of the press-formed part 1 in accordance with the shape of the press-formed part 1 and the thickness of the metal sheet. This is because it allows the ridge line portion 23 to easily come into contact with the punch shoulder 33 of the punch 9 in the second forming step.
- the punch 9, the pad 11, and the die 13 for forming the press-formed part 1 of a target shape are used, as illustrated in FIG. 1(b) .
- the tools illustrated in FIG. 1(b) is similar to those illustrated in FIG. 8 as a conventional example.
- the intermediate forming part 19 is placed on the punch 9 and pressed by the pad 11, and the die 13 is relatively moved toward the punch 9 to form the outer surface portion 25 into the side wall portion 7, thereby forming the press-formed part 1 of a target shape.
- FIG. 3 illustrates movements of the punch 9 and the die 13 in the second forming step and a deformation process of the intermediate forming part 19 in a cross section cut in the direction of the arrow A illustrated in FIG. 2 .
- a numerical value such as [28mmup] represents a gap in the press forming direction between the punch shoulder 33 and the die jaw portion 13a up to the bottom dead center, in which the sheet thickness is taken into account, similarly to the case of FIG. 9 described above. Therefore, the gap between the punch shoulder 33 and the die jaw portion 13a at [28mmup] is obtained by adding 28 mm to the sheet thickness of the press-formed part 1.
- the intermediate forming part 19 is placed on the punch 9 and pressed by the pad 11 in the second forming step.
- the ridge line portion 23 of the step-shaped portion 17 comes into contact with the punch shoulder 33 of the punch 9, as illustrated in the drawing of [47mmup]. Since the step-shaped portion 17 of the intermediate forming part 19 is along the punch shoulder 33 in this manner, the degree of deformation of the ridge line portion 23 in the subsequent forming processes is reduced, thereby suppressing the increase in the sheet thickness and thus preventing a buckled fold.
- the die shoulder 13b of the die 13 comes into contact with the bottom of the concave curved portion of the outer surface portion 25, and the entire outer surface portion 25 is bent back.
- the forming of the side wall portion 7 further proceeds through [8mmup] and [2mmup], and the forming is completed at the bottom dead center.
- the forming height of the side wall portion in the second forming step in the forming process of the side wall portion 7 corresponds to the distance from the lower portion of the step-shaped portion 17 to the end portion of the outer surface portion 25. Therefore, the forming height of the side wall portion in the second forming step is shorter than the distance from the R start position of the ridge line portion 23 of the top portion 3 to the end portion of the blank 15 as in the conventional example. Therefore, a decrease in sheet thickness due to stretch flange deformation is suppressed, and occurrence of cracking can be prevented.
- FIG. 4 is a diagram illustrating the sheet thickness distribution at the bottom dead center in the first forming step and the second forming step obtained by subjecting the press forming process of the present embodiment to FEM analysis.
- FIG. 4(a) illustrates the sheet thickness distribution at the bottom dead center in the first forming step.
- FIG. 4(b) illustrates the sheet thickness distribution at the bottom dead center in the second forming step.
- the maximum sheet thickness increase rate was 3.1% at the ridge line portion 23, and the maximum sheet thickness decrease rate was 3.7% at the outer surface portion 25, as described in FIG. 4(a) .
- the maximum sheet thickness increase rate was 3.1% at the punch shoulder R portion 5, and the maximum sheet thickness decrease rate was 10.8% at the distal end portion of the side wall portion 7, as described in FIG. 4(b) .
- the maximum sheet thickness increase rate at the punch shoulder R portion 5 was significantly reduced to 3.1% in the present embodiment from 10.0% of the conventional example. Therefore, it can be seen that wrinkles and folds at the ridge line portion 23 can be prevented. Furthermore, the maximum sheet thickness decrease rate at the distal end portion of the side wall portion 7 was reduced to 10.8% in the present embodiment from 12.3% of the conventional example. Therefore, it can be seen that cracking caused by stretch flange deformation can be suppressed.
- the die 13 used in the second forming step had the linear die shoulder 13b for forming the side wall portion 7, as illustrated in FIG. 1(b) .
- the die used in the second forming step in the present invention may be a die 31 having a die shoulder 31b curved along the outer surface portion 25 of the intermediate forming part 19, as illustrated in FIG. 5 . With such a shape, when the outer surface portion 25 is formed into the side wall portion 7, the outer surface portion 25 can be simultaneously formed over the entire length.
- the reference numeral 31a in FIG. 5 denotes a die jaw portion.
- a press-forming analysis by FEM for confirming the effect of the present invention has been performed, which will be described below.
- a press-forming analysis was performed on the press-formed part 1 having the top portion 3 curved in a concave shape in a side view and the side wall portion 7 continuous with the top portion 3 as illustrated in FIG. 6 with use of a 980 MPa-class steel sheet having a sheet thickness of 1.4 mm so that the sheet thickness distribution was determined.
- the dimensions of respective portions of the press-formed part 1 were as described in FIG. 6 .
- the press-forming analysis was performed by changing the shape of the outer surface portion 25 of the intermediate forming part 19 ( FIG. 2 ) in addition to the press-forming analysis on the conventional example formed by one step as illustrated in FIG.
- the intermediate forming part 19 having the step-shaped portion 17 was formed first and the intermediate forming part 19 was subsequently formed into a target shape.
- the outer surface portion 25 had a concavely curved shape similarly to the top portion 3, and the height of the step-shaped portion 17 was changed in the range from 1 mm to 20 mm.
- the maximum sheet thickness increase rate at the punch shoulder R portion 5 of the target shape and the maximum sheet thickness decrease rate at the distal end portion of the side wall were reduced as compared with the conventional example No. 1.
- the maximum sheet thickness increase rate in the punch shoulder R portion 5 of the target shape was smaller than 8% at which a wrinkle was generated, and therefore the generation of wrinkles was prevented.
- the maximum sheet thickness decrease rate at the distal end portion of the side wall of the target shape was 12.0% or less, and therefore the occurrence of cracking was prevented.
- the present invention can provide a method of manufacturing a press-formed part including at least a top portion having a concave curved portion that curves concavely in a side view and a side wall portion continuous from the top portion via a punch shoulder R portion, the method capable of suppressing cracking of the press-formed part, or preventing wrinkles and folds.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022140489A JP7396415B1 (ja) | 2022-09-05 | 2022-09-05 | プレス成形品の製造方法 |
| PCT/JP2023/020950 WO2024053186A1 (ja) | 2022-09-05 | 2023-06-06 | プレス成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4556134A1 true EP4556134A1 (de) | 2025-05-21 |
| EP4556134A4 EP4556134A4 (de) | 2025-11-19 |
Family
ID=89117130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23862731.9A Pending EP4556134A4 (de) | 2022-09-05 | 2023-06-06 | Verfahren zur herstellung eines pressgeformten artikels |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4556134A4 (de) |
| JP (1) | JP7396415B1 (de) |
| KR (1) | KR20250041011A (de) |
| CN (1) | CN119816386A (de) |
| MX (1) | MX2025002168A (de) |
| WO (1) | WO2024053186A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7679921B1 (ja) * | 2023-12-14 | 2025-05-20 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| WO2025126590A1 (ja) * | 2023-12-14 | 2025-06-19 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011206789A (ja) * | 2010-03-29 | 2011-10-20 | Kobe Steel Ltd | プレス成形方法 |
| JP5510533B1 (ja) * | 2012-12-17 | 2014-06-04 | Jfeスチール株式会社 | プレス成形方法 |
| JP5664810B1 (ja) * | 2013-06-27 | 2015-02-04 | Jfeスチール株式会社 | プレス成形方法及び装置 |
| JP6319383B2 (ja) * | 2015-08-28 | 2018-05-09 | Jfeスチール株式会社 | 伸びフランジ成形部品の製造方法 |
| ES2776885T3 (es) * | 2016-03-28 | 2020-08-03 | Nippon Steel Corp | Método para fabricar un artículo conformado por prensado |
| CN111836689B (zh) * | 2018-02-28 | 2022-04-29 | 杰富意钢铁株式会社 | 冲压部件的制造方法、冲压成型装置以及冲压成型用的金属板 |
| JP6870674B2 (ja) * | 2018-11-16 | 2021-05-12 | Jfeスチール株式会社 | プレス成形方法 |
| JP6702522B1 (ja) * | 2018-11-19 | 2020-06-03 | 日本製鉄株式会社 | 湾曲部材の製造方法 |
| KR102819617B1 (ko) * | 2020-03-09 | 2025-06-12 | 제이에프이 스틸 가부시키가이샤 | 프레스 부품의 제조 방법, 프레스 성형용의 금속판, 및 고장력 강판 |
-
2022
- 2022-09-05 JP JP2022140489A patent/JP7396415B1/ja active Active
-
2023
- 2023-06-06 KR KR1020257005567A patent/KR20250041011A/ko active Pending
- 2023-06-06 CN CN202380063361.8A patent/CN119816386A/zh active Pending
- 2023-06-06 EP EP23862731.9A patent/EP4556134A4/de active Pending
- 2023-06-06 WO PCT/JP2023/020950 patent/WO2024053186A1/ja not_active Ceased
-
2025
- 2025-02-21 MX MX2025002168A patent/MX2025002168A/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024035883A (ja) | 2024-03-15 |
| WO2024053186A1 (ja) | 2024-03-14 |
| MX2025002168A (es) | 2025-04-02 |
| CN119816386A (zh) | 2025-04-11 |
| KR20250041011A (ko) | 2025-03-25 |
| EP4556134A4 (de) | 2025-11-19 |
| JP7396415B1 (ja) | 2023-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2896467B1 (de) | Verfahren zur herstellung gekrümmter artikel | |
| EP4556134A1 (de) | Verfahren zur herstellung eines pressgeformten artikels | |
| KR102812727B1 (ko) | 프레스 성형 방법 및 프레스 성형품 | |
| KR20220134017A (ko) | 프레스 부품의 제조 방법, 프레스 성형용의 금속판, 및 고장력 강판 | |
| KR102942206B1 (ko) | 프레스 성형 방법 | |
| JP7704121B2 (ja) | プレス成形方法及びプレス成形品の製造方法 | |
| EP3895824B1 (de) | Formpressverfahren | |
| CN117295565A (zh) | 冲压成形方法 | |
| JP6897841B1 (ja) | プレス成形品 | |
| JP6897840B1 (ja) | プレス成形方法 | |
| EP4454777A1 (de) | Pressformverfahren und herstellungsverfahren für pressformartikel | |
| JP2021159951A (ja) | 板金成形品の製造方法、板金成形品の製造装置、及びフランジアップ工具 | |
| JP7472939B2 (ja) | プレス成形品の製造方法、プレス成形金型 | |
| JP7593385B2 (ja) | プレス成形方法及びプレス成形品の製造方法 | |
| EP4570397A1 (de) | Verfahren zur herstellung eines pressgeformten produkts | |
| JP7831456B2 (ja) | プレス成形品の製造方法 | |
| EP4616971A1 (de) | Verfahren zur herstellung eines pressgeformten artikels | |
| KR102862573B1 (ko) | 프레스 성형 방법 | |
| JP7181506B2 (ja) | プレス成形金型 | |
| JP2023180200A (ja) | プレス成形方法及びプレス成形品の製造方法 | |
| JP2024006554A (ja) | プレス成形品の製造方法 | |
| WO2022113413A1 (ja) | プレス成形品 | |
| KR20250076609A (ko) | 프레스 성형품의 제조 방법 | |
| JP2024001838A (ja) | プレス成形方法及びプレス成形品の製造方法 | |
| JP2021159946A (ja) | 板金成形品製造方法、板金成形品の製造装置及びフランジアップ用工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250211 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20251016 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 22/26 20060101AFI20251010BHEP Ipc: B21D 53/88 20060101ALI20251010BHEP Ipc: B21D 5/01 20060101ALI20251010BHEP |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) |