EP4556183A2 - Trennvorrichtung - Google Patents
Trennvorrichtung Download PDFInfo
- Publication number
- EP4556183A2 EP4556183A2 EP25167907.2A EP25167907A EP4556183A2 EP 4556183 A2 EP4556183 A2 EP 4556183A2 EP 25167907 A EP25167907 A EP 25167907A EP 4556183 A2 EP4556183 A2 EP 4556183A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- counter
- knife
- web
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/015—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/065—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/38—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a fixed blade or other fixed member
- B26D1/385—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a fixed blade or other fixed member for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/28—Means for performing other operations combined with cutting for counting the number of cuts or measuring cut lenghts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/02—Advancing webs by friction roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/006—Cutting members therefor the cutting blade having a special shape, e.g. a special outline, serrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/065—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products of meat
Definitions
- the invention relates to a separating device, a device for feeding cut documents and a corresponding method according to the preambles of claims 1, 11 and 14.
- pads are supplied, for example, from a supply roll and then cut into individual pads. It has proven difficult to cut the pads continuously at high speed and feed them to the products. This is particularly difficult when the pads are fed to the products at a separation point between two conveyor belts. To do this, the pad can be pushed far enough between the conveyor belts that a freshly produced product, such as a burger, runs onto the pad in transit, i.e. without reducing its speed or being stopped, and takes it with it. The pad can already be cut to the required length when it is taken over by the product.
- the pad can be cut to the desired length while the pad is being fed, while the feed speed is reduced, or during a brief stop of the feed.
- the product is not stopped, but this leads to a brief and slight relative movement between the product and the base.
- the present invention is based on the object of providing a separating device and a method which enable a reliable cutting of a substrate web into individual substrates at high speed.
- a separating device for cutting a support web into individual supports that can be guided under a fresh product comprises a knife device and a counter-cutting device.
- the knife device and the counter-cutting device each have at least two cutting edges, wherein the knife device and/or the counter-cutting devices are movable back and forth in two directions.
- the knife device has at least one knife with two cutting edges spaced apart in the direction of movement.
- the present invention offers the advantage that a very high portioning output is possible, since the cutting edges can be used alternately and, for example, the knife device does not have to be moved completely back, as in the prior art, in order to then perform a new cut with the forward movement.
- the knife device and the counter-cutting device are moved relative to one another in such a way that after a cut, the feed path of the support web is released again without the knife device and/or the counter-cutting device having to be moved back.
- the knife device and the counter-cutting device are designed and arranged in such a way that a cut of the backing web can be produced when the knife device is moved in the forward direction and/or the counter-cutting device is moved in the reverse direction, or the knife device is moved in the reverse direction and/or the counter-cutting device is moved in the forward direction.
- Cutting by shearing is particularly advantageous because, in contrast to the state of the art, no great contact pressure is required and a safer and easier cutting is possible.
- the backing web can be cut with the respective first cutting edge during the forward movement of the knife device and the backward movement of the counter-cutting device, and with the respective second cutting edge during the backward movement of the knife device and the forward movement of the counter-cutting device.
- the first and second cutting edges are used alternately during the reciprocating movement.
- the first cutting edge of the knife unit and the counter-cutting unit is the front cutting edge in the forward direction (e.g., in the conveying direction of the fresh products), and the second cutting edge is the rear cutting edge in the forward direction for the section of the substrate to be cut off.
- the counter-cutting device has a through-opening with an inlet end at which the backing web can be inserted and an outlet end at which the backing web can exit or be pushed out, wherein the cutting edges are arranged on opposite sides of the through-opening at the exit end.
- the through-opening has the advantage that the backing web can be guided in the through-opening and thus stabilized. If, for example, a knife of the knife device moves over the through-opening and/or the through-opening moves under the knife, the through-opening is at least exposed again after a cut to such an extent that the backing web can be pushed through the through-opening.
- the through-opening therefore has two functions: guiding the backing web and cutting using the respective cutting edge.
- the counter-cutting device is movable back and forth and the counter-cutting device is arranged in front of the knife device in the feed direction of the backing web, because this provides more freedom of movement.
- the through opening tapers from the infeed end to the outlet end, in particular if it tapers conically.
- the through opening has a larger dimension at the infeed end, so that the backing web can be fed in easily.
- a conical shape of the opposite side walls of the through opening, at least at the outlet end also enables, for example, an improved formation of the cutting edges.
- the distance between the cutting edges here is advantageously in a range of 0.5 mm to 10 mm, in particular 1 mm to 5 mm.
- the knife device can therefore have one or more individual knives, with the individual knives each having two cutting edges.
- the individual knives are then arranged one behind the other in the direction of movement.
- the cutting speed can therefore be increased even further by arranging several individual knives because, for example, when the knife device moves forwards, the backing web can be cut in rapid succession by the second cutting edges of the respective individual knives of the knife device, and when moving backwards, the backing web can be cut in rapid succession by the first cutting edges of the knife device.
- an opening area is provided between the individual knives so that the backing web can be guided through the knife device. If only one individual knife is provided, the backing web can be guided laterally past the knife.
- the backing web can be cut one after the other by the individual knives from a respective second cutting edge of the knife device and a second cutting edge of the counter-cutting device and during the backward movement of the individual knives of the knife device and/or the forward movement of the counter-cutting device, the backing web can be cut one after the other by the individual knives from a respective first cutting edge of the knife device and first cutting edge of the counter-cutting device.
- the individual blades are arranged so that they can move linearly or rotate.
- the counter-cutting device can also be arranged so that it can move linearly or rotate.
- the counter-cutting device is arranged to be stationary or rotating (i.e. the knife device rotates, for example, about the same axis as the counter-cutting device) in such a way that the cutting edges of the knife device and counter-cutting device can move past each other and shear off the backing web.
- the cutting edges of the knife device and the cutting edges of the counter-cutting device do not run parallel to each other, but rather at an angle of 0.5° to 3°. This positively influences the cutting result.
- the cutting edges of the counter-cutting device run at an angle of 1° to 2° to the cutting edges of the knife device.
- the invention also relates to a device for feeding cut supports underneath a fresh product, comprising a separating device according to at least one of claims 1 to 10 and two transport devices, in particular conveyor belts, for the fresh product and a conveyor device for feeding the support web to the separating device.
- the separating device is arranged such that the support web can be guided between the transport devices and the fresh product can be applied to the support.
- the support web is pushed between the transport devices until a freshly produced product, e.g. a burger, runs onto the support and carries it along.
- the support can already be cut to the required length when it is taken over by the product. However, it is also possible for the support to be cut while the support is being carried along by the product.
- the device prefferably has a control device that adjusts the feed path depending on the position of a counter-cutting device (in particular, a rotation angle of a moving, in particular rotating, counter-cutting device, in particular a shaft position of the counter-cutting device).
- the feed path is understood to be the distance traveled by the free front end of the support web after a cut to the provision point B on the subsequent transport device, i.e., the path between the cutting edges and a provision point B on the subsequent transport device, at which the fresh product runs onto the support web. If the counter-cutting device moves back and forth, in particular rotates, this results in a different feed path for the support web to the provision position.
- the control device can compensate for the different feed paths by adjusting the feed path that the support web travels to the provision point. For this purpose, For example, the speed at which the substrate web is conveyed by the conveyor can be adjusted accordingly. This means, for example, that over a longer distance, the conveyor can convey the substrate web somewhat further or somewhat faster than over a shorter distance.
- the control device can also adjust the timing of the cut accordingly to obtain the correct length of the base.
- the transport device advantageously has opposing transport rollers, at least one of which is driven.
- One of the transport rollers can have a non-cylindrical, e.g., concave, outer contour, and the opposite transport direction can have a correspondingly complementary non-cylindrical, e.g., convex, outer contour.
- This allows the base web, i.e., the paper or film web, to be slightly bent, i.e., folded, which improves its rigidity and thus leads to increased stability, improved feed, and thus greater process reliability.
- both the knife device and the counter-cutting device each have at least two cutting edges, wherein the backing web is cut when the knife device moves in the forward direction and/or the counter-cutting device in the reverse direction and when the knife device is moved in the reverse direction and/or the counter-cutting device in the forward direction, such that in order to produce a cut, a cutting edge of the knife device and a cutting edge of the counter-cutting device are moved towards one another and thus shear off the backing web.
- the device comprises a control device which controls the conveyor device for feeding the support web, the transport devices for the fresh product and the separating device and adapts the functions, in particular the speeds (or timing of the separating device) to one another.
- the supply of fresh products can be irregular due to production reasons. Therefore, it is advantageous if the incoming fresh product, especially the incoming fresh product portion, is detected by a sensor.
- the control device controls, for example, the conveyor devices for feeding the backing web and the separating device depending on the medium Sensor detected position . This ensures that in case of irregular supply of fresh product portions, the documents are always fed in at the correct time and in the correct length,
- the knife device and/or the counter-cutting device can move continuously back and forth in two directions.
- the feed and cutting process can also occur continuously. This results in a continuous, particularly essentially continuous, process, although the transport speed of the backing web can be constant or periodically changed, or even temporarily reduced or stopped.
- the knife device and/or the counter-cutting device can move further in such a way that the feed path for the backing web is free again without the knife device and/or the counter-cutting device having to be moved back.
- FIG 1 shows a roughly schematic view of a device 10 for feeding cut substrates 2b under a fresh product 3.
- fresh product is understood to mean, for example, minced meat, burgers, patties, etc., but also meatless products such as pieces of cheese.
- These fresh products can, as in Figure 1 shown, are fed in portions.
- a base such as paper, a plastic film, or a liquid-absorbent base, such as a fleece, is placed beneath the product.
- the device 10 comprises a first transport device 12, here a conveyor belt, via which the already portioned fresh products 3 are transported in the transport direction T. From the first transport device 12, the fresh products are transferred to the second, spaced-apart transport device 13. In the transport direction T, downstream of the second transport device 13, which here is also designed as a circulating conveyor belt, a further transport device 14 can be arranged, which here is located somewhat lower, for example, and into which the product can be introduced together with the base into a packaging, here the container 19.
- the device further comprises a conveyor device 15 for feeding the backing web 2a to the separating device 1.
- the conveyor device 15 comprises a supply roll 20 onto which the backing web 2a is wound.
- the backing web can be conveyed, for example, via conveyor rollers 17a, 17b, at least one of which is driven and which conveys the backing web in the direction of the separating device.
- the supply roll 20 can be driven and decoupled from the transport rollers 17a, 17b by a loop formed by the backing web.
- the backing web 2a can be held under tension in this loop by a so-called dancer roller 21, which is movably mounted.
- the dancer roller 21 also serves to regulate the feed from the supply roll.
- the backing web is unwound from the supply roll depending on the position of the dancer roller.
- the support web is preferably fed to the fresh products at a separation point between the two conveyor belts 12 and 13.
- the feed occurs in a continuous flow, i.e., while the fresh products 3 pass the separation point in the transport direction T.
- the support web 2a can be pushed between the conveyor belts 12, 13 far enough for a fed fresh product 3, for example, a burger, to run onto the support and carry it along.
- the product can, for example, also run onto the support without reducing its speed or being stopped.
- the underlay 2b can already be cut to the required length when it is picked up by the fresh product 3. However, it is also possible, for example, if the underlay is to protrude beyond the rear of the fresh product, for the underlay web 2a to be cut while the underlay is already being picked up by the product, for example, during the conveyor belt.
- the underlay web can be cut to the desired length while it is being transported (the feed speed can also be reduced) or during a brief stop in the conveyor belt.
- the separating device 1 for cutting the backing web 2a is arranged in the Figure 2a
- the cutting device 1 has a knife device 4 and a counter-cutting device 5.
- the knife device 4 here has a single knife that has two spaced-apart cutting edges 7a and 7b at the end facing the counter-cutting device 5.
- the single knife can, for example, have opposing oblique sections in the lower area such that the knife width b widens in the direction of the counter-cutting device 5, so that a pointed cutting edge can be formed.
- the cutting edges are, for example, 1 mm to 10 mm apart.
- the counter-cutting device 5 also has two spaced-apart cutting edges 8a and 8b on the side facing the knife device 4.
- the cutting edges 7a,b,8a,b have at least a length corresponding to the width of the backing web 2a to be cut.
- a through-opening 6 is formed in the counter-cutting device 5, with an inlet end 9, at which the backing web 2a can be inserted, and an outlet end 11, at which the backing web can exit, wherein the cutting edges 8a, 8b are arranged opposite one another at the outlet end 11.
- the through-opening 6 can taper conically from the inlet end 9 to the outlet end 11, in particular at least in the area of the outlet end, wherein the distance between the cutting edges lies in a range of 1 mm to 10 mm.
- the through-opening 6 guides the backing web 2a.
- the guidance towards the exit end is improved so that the exit position lies in a defined area and, on the other hand, the oblique course of the side walls of the counter-cutting device 5 makes it easy to create a pointed cutting edge.
- either the knife device 4 and/or the counter cutting device 5 can be arranged in two directions as indicated by the arrow in Figure 2a shown, can be moved back and forth.
- Figure 2a In the exemplary embodiment shown, for example, the counter-cutting device 5 can be arranged to be movable back and forth.
- a drive (not shown), for example a linear drive of any kind, preferably a servo drive, can be provided.
- the knife device 4 is then arranged, for example, fixedly between the transport devices 12 and 13. It preferably extends into an area of the opposite rollers of the transport devices 12 and 13.
- the second cutting edge 8b moves towards the second cutting edge 7b, here linearly, and shears the backing web 2a, as can be seen from the left illustration of the Fig. 2a
- the counter-cutting device 5 moves further until the through-opening 6 at the outlet end 11 is again at least partially exposed, such that the backing web 2a is transported further, that is, is pushed upwards by the transport device 15, as can be seen from the middle illustration in Fig.
- the counter-cutting device 5 can be moved in the forward direction again, that is, here along the transport direction T, in such a way that the cutting edges 7a and 8a move towards each other and finally shear the support web 2a into individual supports 2b, as can be seen from the right-hand illustration of the Fig. 2a
- the counter-cutting device 5 is then moved further accordingly until the area at the exit end 11 of the through-opening is exposed again, such that the backing web can be pushed upwards, as shown in the middle illustration, in order to then be severed again by the edges 7b and 8b.
- the backing sheet 2a can be easily inserted from the inlet side and, at the same time, the area at the outlet end 11 can be quickly exposed again.
- Figure 2b shows another embodiment that is similar to Figure 2a shown embodiment, but here the counter-cutting device 5 is stationary and the knife device 4 is arranged to be linearly movable.
- the knife device 4 moves in the forward direction, ie in the transport direction T, such that the cutting edges 7b and 8b move towards one another and can shear off the backing web 2a.
- the knife device 4 has now already moved far enough in the transport direction T that the area at the outlet end 11 of the through opening 6 is exposed again and further advancement of the backing web 2a is possible, as can be seen from the middle illustration.
- the knife device 4 begins to move in the reverse direction, such that the first cutting edges 7a, 8a move toward each other and cut the backing web 2a. As shown in the right-hand illustration, the knife can then continue to move in the reverse direction R until the area 11 is exposed again and the backing web 2a can be advanced further. The knife device 4 can then be moved forward again, here in the transport direction T, such that the cutting edges 7b and 8b move toward each other again.
- the backing web 2a can be cut continuously into individual layers 2b, with the knife device 4 and/or the counter-cutting device 5 continuously moving back and forth in two directions T, R. It is also possible for both devices, i.e. the knife device 4 and the counter-cutting device 5, to move back and forth and move towards each other for cutting. It is particularly advantageous if only the counter-cutting device is arranged to be movable, since there is more space for free movement in a lower area below the transport devices 12, 13 than between the rollers of the transport devices 12, 13.
- Figure 2c essentially corresponds to the Figures 2a and 2b shown embodiments, with the exception that the knife device 4 here has several individual knives, each with two cutting edges 7a, b. Opening areas are arranged between the individual knives, such that the backing web 2a can be pushed through these areas before the backing web 2a is cut by the subsequent individual knife viewed in the direction of movement of the individual knives. This means that, as shown by the arrow, the individual knives are moved linearly over the counter-cutting device and its cutting edges in order to accomplish several cuts in rapid succession.
- the counter-cutting device can be arranged to be linearly movable and
- the knife device 4 can be arranged in a stationary position, or both the knife device and the counter-cutting device can be arranged to move back and forth, such that the cutting edges 7a, 8a and 7b, 8b can move toward each other and shear the backing web 2a.
- the number of knives can be up to 6, for example.
- Figure 3a shows a further embodiment according to the present invention.
- the Figure 3a The embodiment shown essentially corresponds to the one shown in Figures 2a and 2b shown embodiment with the exception that here the counter-cutting device 5 is not arranged to be linearly movable, but is arranged to be rotatable about a central axis M in two directions R, V.
- the through-opening 6 with the cutting edges 8a and 8b can be moved back and forth under the stationary knife device 4 in such a way that during the rotary movement in direction R the cutting edges 8b and 7b move towards one another and shear off the backing web 2a, and during movement in direction V the cutting edges 8a and 7a move towards one another and shear off the backing web 2a.
- the counter-cutting device can have a cylindrical outer contour and the knife device can have an essentially complementary shape in the facing region in such a way that the two devices 4, 5 can slide past one another.
- the counter-cutting device 5 is rotated further below the knife device 4 so that the through opening 6 at the outlet end 11 is exposed again and a feed of the backing web out of the counter-cutting device 5 is possible.
- Figure 3b essentially corresponds to the Figure 3a shown embodiment, wherein here the knife device 4 is designed such that at least one individual knife is arranged to rotate about the central axis M, while the counter-cutting device is stationary.
- the individual knife moves back and forth between the cutting edges 7a and 7b across the through opening in the directions, here rotational directions R and V, and in doing so cuts the backing web 2a, as previously explained.
- Figure 3c shows a further embodiment which is similar to that in Figure 3b shown embodiment, wherein here the knife device comprises a plurality of individual knives, which are also arranged to rotate about the axis M and can be moved back and forth one after the other across the through-opening 6.
- the counter-cutting device 5 can be arranged stationary.
- a corresponding opening is provided between the individual knives, through which the support web 2a can move.
- both the knife device 4 and the counter-cutting device 5 are arranged to be rotatable back and forth, such that the cutting edges can move towards each other.
- Figure 5 shows an embodiment that essentially corresponds to the Figure 3a shown embodiment.
- the knife device 4 is pulled so far upwards between the transport devices 12 and 13 that it can serve as a guide.
- the counter-cutting device 5 can be moved back and forth between the two outer positions. Due to the different positions, feed paths of different lengths arise for the support web, in particular up to the preparation position B on the transport device 13, at which the fresh product 3 can lie on the support web.
- the necessary correction of the feed path is carried out, for example, by controlling the feed rollers via software depending on the corresponding angle of rotation or the position of the counter-cutting device, i.e. the feed path in the position shown in dashed lines can be smaller than the feed path in the rotation position, which is shown in solid lines.
- a different feed path can also occur with a linearly reciprocating counter-cutting device and can then also be corrected accordingly.
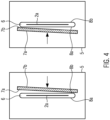
- Figure 4 shows a roughly schematic section through the separating device, for example along the line II. in Figure 2b
- the cutting edges 7a, 7b do not run parallel to the cutting edges 8b and 8a, but at an angle of 0.5° to 3°, preferably 1° to 2°. This further increases operational reliability.
- Figures 6a,b show a cross section through the transport rollers 17a, 17b, as they are shown for example in Figure 1 are shown.
- the conveyor roller 17a can have a non-cylindrical, for example, convex, outer contour
- the conveyor roller 17b can have a complementary non-cylindrical, for example, concave, outer contour. This gives the support web a corresponding shape and thus gives it even greater stability, so that the feed of the support web functions even better.
- the support web 2a is fed via the conveyor device 15 and guided through the through-opening 6 of the counter-cutting device.
- the support web 2a is cut when the knife device moves in the forward direction V and/or the counter-cutting device moves in the reverse direction R or vice versa.
- the knife device 4 or the counter-cutting device moves continuously back and forth in two directions, allowing a continuous cutting process to be realized.
- the knife device 4 and/or the counter-cutting device 5 moves further such that the feed path for the backing web 2a is again free, i.e., the through opening 6 in the exit area 11 is exposed.
- the backing web 2a can then be fed again, and the backing web 2a can be cut.
- the support web 2a is pushed between the two transport devices 12 and 13 to an upper area, whereby the fresh product 3 is pushed onto the support web 2a, 2b and carries it along.
- the support web 2a can either already be cut or, particularly if the support web is to protrude rearward under the product, it can only be cut after the fresh product 3 has already arrived.
- the device comprises a control device which controls the conveyor device 15 for feeding the support web and the transport devices 12, 13 for the fresh product as well as the separating device 1 and adapts the functions, in particular the speeds, to one another.
- the supply of fresh products can be irregular due to production reasons. Therefore, it is advantageous if the incoming fresh product, in particular the incoming fresh product portion, is detected by means of a sensor 30 (e.g., an optical sensor).
- the sensor is arranged, for example, in the area of the first transport device, here conveyor belt 12, or in an area between the transport devices 12, 13.
- the sensor can, for example, detect when the fresh product portion is incoming, i.e., detect the leading edge and forward it to the control device such that the control device knows the position of the fresh product.
- the control device then controls the conveyor device 15 for feeding the support web and the separating device 1 depending on the position detected by sensor 30.
- the length of the fresh product portion can also be determined via the sensor 30, so that in the case of fluctuating lengths of the portions, the The length of the base can be adjusted accordingly, which saves material.
- the knife device and/or the counter-cutting device can move continuously back and forth in two directions.
- the feed and cutting process can also be continuous. This results in a continuous, particularly essentially continuous, process, although the transport speed of the backing web can be constant or periodically changed, or even temporarily reduced or stopped.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Advancing Webs (AREA)
- Details Of Cutting Devices (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Nonmetal Cutting Devices (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Die Erfindung betrifft eine Trennvorrichtung, eine Vorrichtung zum Zuführen von geschnittenen Unterlagen sowie ein entsprechendes Verfahren gemäß den Oberbegriffen der Ansprüche 1, 11 und 14.
- Bei der Herstellung von Frischprodukten, d.h. Lebensmitteln wie z.B. Hackfleisch, Burger, Patties etc. werden in die Verpackung oder als Zwischenlage bei gestapelten Produkten Papier, Folie oder Ähnliches untergelegt, um ein Anhaften der Produkte untereinander, aber auch ein Anhaften auf Transportbändern oder in der Verpackung zu verhindern. Als Unterlagen können auch feuchtigkeitsabsorbierende Unterlagen, sogenannte Vliese zum Einsatz kommen, mit denen überschüssige Feuchtigkeit in der Verpackung gebunden wird. Dies verhindert einerseits, dass in der Verpackung Flüssigkeit sichtbar wird, andererseits wird dadurch verhindert, dass die Innenseite der Verpackung beschlägt und somit das verpackte Lebensmittel nicht mehr gut erkennbar ist.
- Die Bereitstellung dieser Unterlagen erfolgt zum Beispiel von einer Vorratsrolle und wird dann in Einzelunterlagen geschnitten. Es hat sich als schwierig erwiesen, die Unterlagen kontinuierlich mit großer Geschwindigkeit zu schneiden und zu den Produkten zu führen. Dies ist insbesondere dann schwierig, wenn die Zuführung der Unterlagen zu den Produkten an einer Trennstelle zwischen zwei Transportbändern erfolgt. Dazu kann die Unterlage zwischen den Transportbändern soweit hindurch geschoben werden, dass ein frisch erzeugtes Produkt, zum Beispiel Burger im Durchlauf, das heißt ohne Verringerung seiner Geschwindigkeit bzw. ohne angehalten zu werden auf die Unterlage aufläuft und diese mitnimmt. Die Unterlage kann bereits auf die erforderliche Länge abgeschnitten sein, wenn sie vom Produkt übernommen wird. Möglich ist aber auch, vor allem wenn die erforderliche Länge der Unterlage größer ist als der Bereich von der Vorderkannte der bereitgestellten Unterlage bis zur nächsten Abtrennstelle, dass die Unterlage geschnitten wird, während die Unterlage vom Produkt mitgenommen wird, also im Durchlauf. In diesem Fall kann die Unterlage während des Unterlagenvorschubs, während einer Absenkung der Vorschubgeschwindigkeit oder während eines kurzzeitigen Stopps des Vorschubs auf die gewünschte Länge geschnitten werden. Das Produkt wird hierbei nicht angehalten, was allerdings zu einer kurzzeitigen und geringen Relativbewegung zwischen Produkt und Unterlage führt.
- Hier ist es schwierig, die Unterlagenbahnen mit großer Geschwindigkeit zu durchtrennen, da bei Verwendung eines Messers dieses stets erst wieder zurückbewegt werden muss, bevor ein neuer Schnitt erfolgen kann. Es sind auch bereits, zum Beispiel aus der
CN 207189772 , rotierende Messerwalzen mit Gegenschneiden bekannt. Hier passiert das Papier die Schneidstelle im Wesentlichen tangential zum rotierenden Schneidmesser. Hier kann das Problem auftreten, dass vor allem bei festerem Material der Schneiddruck nicht ausreicht, um das Material schnell und zuverlässig abzutrennen. - Die bisherigen Lösungen sind unflexibel und zu langsam, um den mit hoher Portionierleistung hergestellten Produkten schnell und sicher Unterlagen in der geforderten Länge und mit hoher Positioniergenauigkeit zu den Produkten bereitstellen zu können.
- Hiervon ausgehend liegt der vorliegenden Erfindung die Aufgabe zugrunde, eine Trennvorrichtung und ein Verfahren bereitzustellen, die ein zuverlässiges Schneiden einer Unterlagenbahn in Einzelunterlagen mit hoher Geschwindigkeit ermöglichen.
- Erfindungsgemäß wird diese Aufgabe durch die Merkmale der Ansprüche 1, 11 und 14 gelöst.
- Gemäß der vorliegenden Erfindung weist eine Trennvorrichtung zum Schneiden einer Unterlagenbahn in Einzelunterlagen, die unter ein Frischprodukt geführt werden können, eine Messereinrichtung und eine Gegenschneideinrichtung auf. Dabei weist die Messereinrichtung und die Gegenschneideinrichtung jeweils mindestens zwei Schneidkanten auf, wobei die Messereinrichtung und/oder die Gegenschneideinrichtungen in zwei Richtungen hin und her bewegbar sind. Das heißt, dass die Messereinrichtung mindestens ein Messer mit zwei in Bewegungsrichtung betrachtet beabstandeten Schneidkanten aufweist. Die vorliegende Erfindung bringt den Vorteil mit sich, dass eine sehr hohe Portionsleistung möglich ist, da die Schneidkanten wechselweise zum Einsatz kommen können und z. B. die Messereinrichtung nicht wie im Stand der Technik erst wieder vollständig zurückbewegt werden muss, um dann wieder mit der Vorwärtsbewegung einen neuen Schnitt auszuführen. Dabei werden die Messereinrichtung und die Gegenschneideinrichtung derart relativ zueinander bewegt, dass nach einem Schnitt der Vorschubweg der Unterlagenbahn wieder freigegeben ist, ohne dass die Messereinrichtung und/oder die Gegenschneideinrichtung zurückbewegt werden müssen.
- Die Messereinrichtung und die Gegenschneideinrichtung sind derart ausgebildet und angeordnet, dass ein Schnitt der Unterlagenbahn erzeugt werden kann, wenn die Messereinrichtung in Vorwärtsrichtung und/oder die Gegenschneideinrichtung in Rückwärtsrichtung bewegt wird, oder die Messereinrichtung in Rückwärtsrichtung und/oder die Gegenschneideinrichtung in Vorwärtsrichtung bewegt wird. Das bedeutet, dass entweder die Messereinrichtung hin und her bewegt wird oder aber die Gegenschneideinrichtung oder beide Einrichtungen relativ zueinander bewegt werden. So können sich die Schneidkanten der Messereinrichtung und der Gegenschneideinrichtung aufeinander zu bewegen und die Unterlagenbahn abscheren.
- Das Schneiden durch Abscheren ist besonders vorteilhaft, da im Gegensatz zum Stand der Technik kein großer Anpressdruck notwendig ist und ein sicheres und einfacheres Durchtrennen möglich ist.
- Die Unterlagenbahn kann bei der Vorwärtsbewegung der Messereinrichtung und der Rückwärtsbewegung der Gegenschneideinrichtung mit der jeweiligen ersten Schneidkante geschnitten werden und bei der Rückwärtsbewegung der Messereinrichtung und der Vorwärtsbewegung der Gegenschneideinrichtung von der jeweiligen zweiten Schneidkante.
- Das bedeutet, dass bei der Hin- und Herbewegung jeweils die ersten und zweiten Schneidkanten wechselweise zum Einsatz kommen. Dabei ist die erste Schneidkante der Messereinrichtung und der Gegenschneideinrichtung die in Vorwärtsrichtung (z.B. in Förderrichtung der Frischeprodukte) betrachtet vordere Schneidkante und die zweite Schneidkante die in Vorwärtsrichtung hintere Schneidkante für den abzutrennende Unterlagenabschnitt.
- Gemäß einer bevorzugten Ausführungsform weist die Gegenschneideinrichtung eine Durchgangsöffnung auf mit einem Einführende, an dem die Unterlagenbahn eingeführt werden kann und einem Austrittsende, an dem die Unterlagenbahn austreten bzw. hinausgeschoben werden kann, wobei am Austrittsende die Schneidkanten an gegenüberliegenden Seiten der Durchgangsöffnung angeordnet sind. Die Durchgangsöffnung bringt den Vorteil mit sich, dass die Unterlagenbahn in der Durchgangsöffnung geführt und somit stabilisiert werden kann und wenn sich z.B. ein Messer der Messereinrichtung über die Durchgangsöffnung bewegt und /oder die Durchgangsöffnung unter dem Messer durchbewegt, nach einem Schnitt die Durchgangsöffnung zumindest wieder soweit freigelegt ist, dass die Unterlagenbahn durch die Durchgangsöffnung durchgeschoben werden kann. Die Durchgansöffnung hat also zwei Funktionen und zwar Führung der Unterlagenbahn und Schnitt mittels der jeweiligen Schneidkante.
- Es ist besonders vorteilhaft, wenn die Gegenschneideinrichtung hin und her beweglich ist und die Gegenschneideinrichtung in Vorschubrichtung der Unterlagenbahn vor der Messereinrichtung angeordnet ist, weil es hier mehr Bewegungsfreiraum gibt.
- Es ist besonders vorteilhaft, wenn sich die Durchgangsöffnung vom Zuführende zum Austrittsende verjüngt, insbesondere konisch verjüngt. Somit weist die Durchgangsöffnung am Einführende eine größere Abmessung auf, derart, dass die Unterlagenbahn gut zugeführt werden kann. Nachdem das Unterlagenmaterial abgetrennt wurde ist bei dieser Lösung aufgrund der kleineren Abmessung der Durchgangsöffnung am Austrittsende der Vorschubweg sofort wieder frei und es kann das für die nachfolgende Portion erforderliche Unterlagenmaterial sicher geführt und sofort wieder nachgefördert werden. Ein zumindest im Austrittsende konischer Verlauf der gegenüberliegenden Seitenwände der Durchgangsöffnung ermöglicht z.B. auch eine verbesserte Ausbildung der Schneidkanten. Vorteilhafterweise liegt der Abstand der Schneidkanten hier in einem Bereich von 0,5 mm bis 10 mm, insbesondere 1 mm bis 5 mm.
- Die Messereinrichtung kann also ein oder aber auch mehrere Einzelmesser aufweisen, wobei dann die Einzelmesser jeweils zwei Schneidkanten aufweisen. Die Einzelmesser sind dann in Bewegungsrichtung hintereinander angeordnet. Somit kann durch die Anordnung mehrerer Einzelmesser die Schneidgeschwindigkeit nochmals erhöht werden, da z. B. bei Bewegung der Messereinrichtung in Vorwärtsrichtung die Unterlagenbahn in schneller Folge durch die zweiten Schneidkanten der jeweiligen Einzelmesser der Messereinrichtung geschnitten werden kann und bei der Rückwärtsbewegung die Unterlagenbahn in schneller Folge durch die ersten Schneidkanten der Messereinrichtung geschnitten werden kann. Vorteilhaft ist auch, dass ein Öffnungsbereich zwischen den Einzelmessern vorgesehen ist, derart, dass die Unterlagenbahn durch die Messereinrichtung hindurchgeführt werden kann. Wenn nur ein Einzelmesser vorgesehen ist, kann die Unterlagenbahn seitlich an dem Messer vorbeigeführt werden.
- Somit ist es möglich, dass bei der Vorwärtsbewegung der Einzelmesser der Messereinrichtung und/oder der Rückwärtsbewegung der Gegenschneideinrichtung die Unterlagenbahn nacheinander von den Einzelmessern von einer jeweiligen zweiten Schneidkante der Messereinrichtung und einer zweiten Schneidkante der Gegenschneideinrichtung geschnitten werden kann und bei Rückwärtsbewegung der einzelnen Messer der Messereinrichtung und/oder Vorwärtsbewegung der Gegenschneideinrichtung die Unterlagenbahn nacheinander von den Einzelmessern von einer jeweiligen ersten Schneidkante der Messereinrichtung und ersten Schneidkante der Gegenschneideinrichtung geschnitten werden kann.
- Vorteilhafterweise sind die Einzelmesser linear beweglich angeordnet oder aber rotierend. Auch die Gegenschneideinrichtung kann linear beweglich angeordnet sein oder aber rotierend.
- Wenn die Einzelmesser rotierend angeordnet sind, ist es vorteilhaft, wenn die Gegenschneideinrichtung stationär oder rotierend angeordnet ist, (d. h., dass die Messereinrichtung sich z.B. um die gleiche Achse dreht wie die Gegenschneideinrichtung) derart, dass die Schneidkanten der Messereinrichtung und Gegenschneideinrichtung sich aneinander vorbei bewegen und die Unterlagenbahn abscheren können.
- Die Schneidkanten der Messereinrichtung und die Schneidkanten der Gegenschneideinrichtung laufen gemäß einem bevorzugten Ausführungsbeispiel nicht parallel zueinander, sondern insbesondere unter einem Winkel von 0,5° bis 3°. Entsprechendes beeinflusst das Schneidergebnis positiv. Vorteilhafterweise verlaufen die Schneidkanten der Gegenschneideinrichtung zu den Schneidkanten der Messereinrichtung unter einem Winkel von 1° bis 2°.
- Die Erfindung betrifft auch eine Vorrichtung zum Zuführen von geschnittenen Unterlagen unter ein Frischprodukt mit einer Trenneinrichtung nach mindestens einem der Ansprüche 1 bis 10 und zwei Transporteinrichtungen, insbesondere Förderbänder, für das Frischprodukt und einer Fördereinrichtung zum Zuführen der Unterlagenbahn zur Trenneinrichtung. Die Trenneinrichtung ist dabei derart angeordnet, dass die Unterlagenbahn zwischen die Transporteinrichtungen geführt werden kann und das Frischprodukt auf die Unterlage aufgebracht werden kann. Dazu wird z. B. die Unterlagenbahn zwischen den Transporteinrichtungen soweit durchgeschoben, dass ein frisch erzeugtes Produkt, z. B. ein Burger, auf die Unterlage aufläuft und diese mitnimmt. Dabei kann die Unterlage bereits auf die erforderliche Länge abgeschnitten sein, wenn sie vom Produkt übernommen wird. Möglich ist aber auch, dass die Unterlage geschnitten wird, während die Unterlage vom Produkt mitgenommen wird.
- Es ist möglich, dass die Vorrichtung eine Steuereinrichtung aufweist, die den Vorschubweg in Abhängigkeit der Position einer Gegenschneideinrichtung ( insbesondere eines Drehwinkels einer sich bewegenden, insbesondere rotierenden Gegenschneideeinrichtung, insbesondere einer Wellenposition der Gegenschneideinrichtung) einstellt. Unter Vorschubweg versteht man die Strecke, die das freie vordere Ende der Unterlagenbahn nach einem Schnitt bis zum Bereitsstellungspunkt B auf der nachfolgenden Transporteinrichtung zurücklegt, also der Weg zwischen Schneidkanten und einem Bereitstellungspunkt B auf der nachfolgenden Transporteinrichtung, an dem das Frischprodukt auf die Unterlagenbahn aufläuft. Wenn sich die Gegenschneideinrichtung hin und her bewegt, insbesondere dreht, ergibt sich nämlich für die Unterlagenbahn ein unterschiedlicherVorschubweg bis zur Bereitstellungsposition. Die Steuereinrichtung, kann die unterschiedlichen Vorschubwege kompensieren indem sie den Vorschubweg, den die Unterlagenbahn bis zum Bereitstellungspunkt zurücklegt anpasst. Dazu kann beispielsweise die Geschwindigkeit, mit der die Unterlagenbahn mit der Fördereinrichtung gefördert entsprechend eingestellt, d.h. angepasstwerden. Das heißt z.B., dass bei einem längeren Weg die Fördereinrichtung die Unterlagenbahn etwas weiter, bzw. etwas schneller fördern kann als bei einem kleineren Weg.
- Die Steuereinrichtung kann auch den Zeitpunkt des Schnitts entsprechend anpassen um die richtige Länge der Unterlage zu erhalten.
- Die Transporteinrichtung weist vorteilhafterweise gegenüberliegende Transportrollen auf, von denen zumindest eine angetrieben ist. Dabei kann eine der Transportrollen eine nicht zylindrische, z. B. eine konkave Außenkontur aufweisen und die gegenüberliegende Transportrichtung eine entsprechend komplementäre nicht zylindrische, z. B. eine konvexe Außenkontur. Dies ermöglicht, dass die Unterlagenbahn, d. h. z. B. Papier- oder Folienbahn, leicht gebogen, d. h. geknickt, wird, was die Steifigkeit verbessert, und somit zu einer erhöhten Stabilität, einem verbesserten Vorschub und somit zu einer größeren Prozesssicherheit führt.
- Bei einem Verfahren gemäß der vorliegenden Erfindung weist sowohl die Messereinrichtung, als auch die Gegenschneideinrichtung jeweils mindestens zwei Schneidkanten auf, wobei die Unterlagenbahn geschnitten wird, wenn sich die Messereinrichtung in Vorwärtsrichtung bewegt und/oder die Gegenschneideinrichtung in Rückwärtsrichtung und wenn die Messereinrichtung in Rückwärtsrichtung bewegt wird und/oder die Gegenschneideinrichtung in Vorwärtsrichtung, derart, dass zur Erzeugung eines Schnitts eine Schneidkante der Messereinrichtung und eine Schneidkante der Gegenschneideinrichtung aufeinander zu bewegt werden und somit die Unterlagenbahn abscheren.
- Die Vorrichtung umfasst eine Steuereinrichtung, die die Fördereinrichtung zum Zuführen der Unterlagenbahn, und die Transporteinrichtungen für das Frischprodukt sowie die Trenneinrichtung ansteuert und die Funktionen, insbesondere die Geschwindigkeiten ( bzw. Taktung der Trenneinrichtung) aneinander anpasst.
- Die Zufuhr der Frischprodukte kann produktionsbedingt unregelmäßig erfolgen. Deshalb ist es vorteilhaft wenn das einlaufende Frischprodukt insbesondere die einlaufende Frischproduktportion mittels Sensor erfasst werden. DieSteuereinrichtung steuert z.B. die Fördereinrichtungen zum Zuführen der Unterlagenbahn und die Trenneinrichtung in Abhängigkeit der mittel Sensor erfassten Position .So kann stets gewährleistet werden, dass bei unregelmäßiger Zufuhr der Frischproduktportionen die Unterlagen stets zum korrekten Zeitpunkt in korrekter Länge zugeführt wird,
- Die Messereinrichtung und/oder die Gegenschneideinrichtung können sich fortlaufend in zwei Richtungen hin und her bewegen. Der Vorschub- und Trennvorgang kann auch kontinuierlich erfolgen. Somit ergibt sich ein fortlaufender, insbesondere im Wesentlichen kontinuierlicher Prozess, wobei allerdings die Transportgeschwindigkeit der Unterlagenbahn konstant sein oder periodisch geändert werden kann oder aber auch zwischenzeitlich abgesenkt oder kurzzeitig gestoppt werden kann.
- Nach einem Schnitt kann sich die Messereinrichtung und/oder die Gegenschneideinrichtung weiter bewegen, derart, dass der Vorschubweg für die Unterlagenbahn wieder frei ist, ohne dass die Messereinrichtung und/oder Gegenschneideinrichtung dazu zurückbewegt werden müssen.
- Die vorliegende Erfindung wird unter Bezugnahme folgender Figuren näher erläutert.
-
Figur 1 zeigt grob schematisch ein Ausführungsbeispiel einer Vorrichtung zum Zuführen von geschnittenen Unterlagen. -
Figur 2a zeigt schematisch eine Trennvorrichtung gemäß einem ersten Ausführungsbeispiel. -
Figur 2b zeigt grob schematisch eine Trennvorrichtung gemäß einem weiteren Ausführungsbeispiel. -
Figur 2c zeigt grob schematisch eine Trenneinrichtung gemäß einem weiteren Ausführungsbeispiel. -
Figur 3a zeigt grob schematisch eine Trenneinrichtung gemäß einem weiteren Ausführungsbeispiel. -
Figur 3b zeigt grob schematisch eine Trennvorrichtung gemäß einem weiteren Ausführungsbeispiel. -
Figur 3c zeigt grob schematisch eine Trennvorrichtung gemäß einem weiteren Ausführungsbeispiel. -
Figur 4 zeigt grob schematisch die Schneidkanten der Messereinrichtung und der Gegenschneideinrichtung im Querschnitt. -
Figur 5 zeigt grob schematisch ein weiteres Ausführungsbeispiel gemäß der vorliegenden Erfindung. -
Figur 6a,b zeigen jeweils einen Querschnitt durch Transportrollen für die Unterlagenbahn gemäß einem bevorzugten Ausführungsbeispiel. -
Figur 1 zeigt grob schematisch eine Vorrichtung 10 zum Zuführen von geschnittenen Unterlagen 2b unter ein Frischprodukt 3. Unter Frischprodukt versteht man in dieser Anmeldung zum Beispiel Hackfleisch, Burger, Patties etc. aber auch fleischlose Produkte wie z.B. Käsestücke. Diese Frischprodukte können, wie inFigur 1 dargestellt ist, portioniert zugeführt werden. Unter das Produkt wird hier eine Unterlage zum Beispiel in Form von Papier, einer Kunststofffolie oder einer Flüssigkeit absorbierenden Unterlage, zum Beispiel ein Vlies, untergelegt. - Die Vorrichtung 10 umfasst eine erste Transporteinrichtung 12, hier ein Förderband, über das die bereits portionierten Frischprodukte 3 in Transportrichtung T antransportiert werden. Von der ersten Transporteinrichtung 12 werden die Frischprodukte auf die zweite beabstandete Transporteinrichtung 13 übergeben. In Transportrichtung T kann nach der zweiten Transporteinrichtung 13, die hier ebenfalls als umlaufenden Förderband ausgebildet ist, eine weitere Transporteinrichtung 14 angeordnet sein, die hier zum Beispiel etwas tiefer liegt, und in die das Produkt zusammen mit der Unterlage in eine Verpackung, hier den Behälter 19, eingebracht werden kann.
- Die Vorrichtung weist weiter eine Fördereinrichtung 15 auf, zum Zuführen der Unterlagenbahn 2a zur Trenneinrichtung 1. Die Fördereinrichtung 15 umfasst eine Vorratsrolle 20, auf die die Unterlagenbahn 2a aufgewickelt ist. Das Fördern der Unterlagenbahn kann beispielsweise über die Förderrollen 17a, 17b erfolgen, von denen zumindest eine angetrieben ist und die die Unterlagenbahn in Richtung Trenneinrichtung fördern. Die Vorratsrolle 20 kann angetrieben sein und von den Transportrollen 17a, 17b durch eine von der Unterlagenbahn gebildete Schlaufe entkoppelt werden. Die Unterlagenbahn 2a kann in dieser Schlaufe von einer sogenannten Tänzerrolle 21, die beweglich gelagert ist, unter Spannung gehalten werden. Die Tänzerrolle 21 dient auch zur Regelung des Nachschubs von der VorratsrolleWie aus dem Stand der Technik allgemein bekannt ist wird von der Vorratsrolle abhängig von der Lage der Tänzerrolle die Unterlagenbahn abgewickelt.
- Die Zuführung der Unterlagenbahn zu den Frischprodukten erfolgt vorzugsweise an einer Trennstelle zwischen den beiden Transportbändern 12 und 13. Die Zuführung erfolgt im Durchlauf, das heißt, während die Frischprodukte 3 die Trennstelle in Transportrichtung T passieren. Dazu kann die Unterlagenbahn 2a zwischen den Transportbändern 12,13 soweit hindurchgeschoben werden, dass ein zugeführtes Frischprodukt 3, zum Beispiel Burger, auf die Unterlage aufläuft und diese mitnimmt. Das Produkt kann zum Beispiel auch ohne Verringerung seiner Geschwindigkeit bzw. ohne angehalten zu werden, auf die Unterlage auflaufen.
- Die Unterlage 2b kann bereits auf die erforderliche Länge abgeschnitten sein, wenn sie vom Frischprodukt 3 übernommen wird. Möglich ist aber auch, wenn zum Beispiel die Unterlage im hinteren Bereich des Frischprodukts überstehen soll, dass die Unterlagenbahn 2a geschnitten wird, während die Unterlage vom Produkt bereits mitgenommen wird, also zum Beispiel im Durchlauf. Die Unterlagenbahn kann auf die gewünschte Länge schnitten werden, während sie transportiert wird (wobei die Vorschubgeschwindigkeit auch reduziert werden kann) oder während eines kurzzeitigen Stopps des Transports.
- Die Trennvorrichtung 1 zum Schneiden der Unterlagenbahn 2a wird in dem in
Figur 2a gezeigten Ausführungsbeispiel näher erläutert. Die Trennvorrichtung 1 weist eine Messereinrichtung 4 und eine Gegenschneideinrichtung 5 auf. Die Messereinrichtung 4 weist hier ein Einzelmesser auf, das zwei beabstandete Schneidkanten 7a und 7b an dem Ende, das der Gegenschneideinrichtung 5 zugewandt ist, aufweist. Dazu kann zum Beispiel das Einzelmesser im unteren Bereich gegenüberliegende schräge Abschnitte aufweisen, derart, dass sich die Messerbreite b in Richtung Gegenschneideinrichtung 5 erweitert, sodass eine spitz zulaufende Schneide gebildet werden kann. Die Schneidkanten liegen z.B. 1 mm bis 10 mm auseinander. - Auch die Gegenschneideinrichtung 5 weist zwei beabstandete Schneidkanten 8a und 8b an dem zur Messereinrichtung 4 zugewandten Seite auf. Die Schneidkanten 7a,b,8,a,b,weisen mindestens eine Länge auf, die der Breite der zu schneidenden Unterlagenbahn 2a entspricht.
- Hier ist eine Durchgangsöffnung 6 in der Gegenschneideinrichtung 5 ausgebildet, mit einem Einführende 9, an dem die Unterlagenbahn 2a eingeführt werden kann und einem Austrittsende 11, an dem die Unterlagenbahn austreten kann, wobei am Austrittsende 11 die Schneidkanten 8a, 8b gegenüberliegend angeordnet sind. Die Durchgangsöffnung 6 kann sich vom Zuführende 9 zum Austrittsende 11, insbesondere zumindest im Bereich des Austrittsendes konisch verjüngen, wobei der Abstand der Schneidkanten in einem Bereich von 1 mm bis 10 mm liegt. Die Durchgangsöffnung 6 führt die Unterlagenbahn 2a. Durch die konische Ausbildung verbessert sich einerseits die Führung zum Austrittsende hin, sodass die Austrittsposition in einem definierten Bereich liegt und andererseits kann durch den schrägen Verlauf der Seitenwände der Gegenschneideinrichtung 5 einfach eine spitze Schneidkante erzeugt werden.
- Gemäß der vorliegenden Erfindung kann entweder die Messereinrichtung 4 und/oder die Gegenschneidrichtung 5 in zwei Richtungen wie durch den Pfeil in
Figur 2a dargestellt ist, hin und her bewegt werden. Bei dem inFigur 2a gezeigten Ausführungsbeispiel kann beispielsweise die Gegenschneideinrichtung 5 hin und her beweglich angeordnet sein. Dazu kann ein nicht dargestellter Antrieb, zum Beispiel ein Linearantrieb jeglicher Art, vorzugsweise ein Servoantrieb vorgesehen sein. Die Messereinrichtung 4 ist dann beispielsweise fest zwischen den Transporteinrichtungen 12 und 13 angeordnet. Sie erstreckt sich vorzugsweise bis in einen Bereich der gegenüberliegenden Rollen der Transporteinrichtungen 12 und 13. Wird nun die Gegenschneideinrichtung 5 in Rückwärtsrichtung R, das heißt hier entgegen der Transportrichtung T unter der Messereinrichtung 4 hindurchbewegt, so bewegt sich die zweite Schneidkante 8b auf die zweite Schneidkante 7b zu, hier linear, und schert die Unterlagenbahn 2a ab, wie aus der linken Abbildung derFig. 2a hervorgeht. Die Gegenschneideinrichtung 5 bewegt sich weiter, bis die Durchgangsöffnung 6 am Austrittsende 11 wieder zumindest teilweise freigelegt ist, derart, dass die Unterlagenbahn 2a weitertransportiert wird, das heißt, hier von der Transporteinrichtung 15 nach oben geschoben wird, wie aus der mittleren Darstellung inFig. 2a hervorgeht. Dann kann die Gegenschneideinrichtung 5 wieder in Vorwärtsrichtung, das heißt, hier entlang der Transportrichtung T bewegt werden, derart, dass sich die Schneidkanten 7a und 8a aufeinander zubewegen und schließlich die Unterlagenbahn 2a in Einzelunterlagen 2b abscheren, wie aus der rechten Abbildung derFig. 2a hervorgeht. Die Gegenschneideinrichtung 5 wird dann wieder entsprechend weiterbewegt, bis der Bereich am Austrittsende 11 der Durchgangsöffnung wieder freigelegt ist, derart, dass die Unterlagenbahn nach oben vorgeschoben werden kann, wie in der mittleren Darstellung gezeigt ist, um dann erneut von den Kanten 7b und 8b durchtrennt zu werden. - Dadurch, dass sich die Durchgangsöffnung 6 vom Zuführende 9 zum Austrittsende 11 verjüngt, kann von der Eintrittsseite aus die Unterlagenbahn 2a gut eingeführt werden und gleichzeitig der Bereich am Austrittsende 11 schnell wieder freigelegt werden.
-
Figur 2b zeigt ein weiteres Ausführungsbeispiel, das dem inFigur 2a gezeigten Ausführungsbeispiel entspricht, wobei hier jedoch die Gegenschneideinrichtung 5 ortsfest ist, und die Messereinrichtung 4 linear beweglich angeordnet ist. Wie aus der linken unteren Darstellung zu erkennen ist, bewegt sich ausgehend von der oberen Darstellung die Messereinrichtung 4 in Vorwärtsrichtung, d.h. in Transportrichtung T derart, dass die Schneidkanten 7b und 8b sich aufeinander zu bewegen und die Unterlagenbahn 2a abscheren können. In der mittleren Darstellung hat sich die Messereinrichtung 4 jetzt bereits soweit in Transportrichtung T bewegt, dass der Bereich am Austrittsende 11 der Durchgangsöffnung 6 wieder freigelegt ist und ein weiterer Vorschub der Unterlagenbahn 2a möglich ist, wie aus der mittleren Darstellung hervorgeht. - Jetzt beginnt die Messereinrichtung 4 sich in Rückwärtsrichtung zu bewegen, derart, dass sich die ersten Schneidkanten 7a, 8a aufeinander zubewegen und die Unterlagenbahn 2a durchtrennen. Wie in der rechten Abbildung gezeigt ist, kann sich das Messer dann so weit in Rückwärtsrichtung R weiterbewegen bis der Bereich 11 wieder frei gelegt ist und die Unterlagenbahn 2a weiter vorgeschoben werden kann. Die Messereinrichtung 4 kann dann wieder in Vorwärtsrichtung, hier Transportrichtung T bewegt werden, derart, dass sich wieder die Schneidkanten 7b und 8b aufeinander zubewegen.
- Das bedeutet, dass, wie im Zusammenhang mit den
Figuren 2a undb beschrieben wurde, die Unterlagenbahn 2a insbesondere kontinuierlich in Einzellagen 2b geschnitten werden kann, wobei sich die Messereinrichtung 4 und/oder die Gegenschneideinrichtung 5 fortlaufend in zwei Richtungen T, R hin und her bewegen. Es ist auch möglich, dass sich beide Einrichtungen, das heißt Messereinrichtung 4 und Gegenschneideinrichtung 5 hin und her bewegen und sich zum Schneiden jeweils aufeinander zubewegen. Ganz besonders vorteilhaft ist, wenn nur die Gegenschneideinrichtung beweglich angeordnet ist, da in einem unteren Bereich unter den Transporteinrichtungen 12, 13 mehr Platz für eine freie Bewegung ist, als zwischen den Rollen der Transporteinrichtungen 12, 13. -
Figur 2c entspricht im Wesentlichen den inFiguren 2a und2b gezeigten Ausführungsbeispielen, mit der Ausnahme, dass die Messereinrichtung 4 hier mehrere Einzelmesser mit jeweils zwei Schneidkanten 7a, b aufweist. Zwischen den Einzelmessern sind jeweils Öffnungsbereiche angeordnet, derart, dass die Unterlagenbahn 2a durch diese Bereiche hindurch geschoben werden kann, bevor die Unterlagenbahn 2a von dem in Bewegungsrichtung der Einzelmesser betrachteten nachfolgenden Einzelmesser geschnitten wird. Das bedeutet, dass, wie durch den Pfeil dargestellt ist, die Einzelmesser linear über die Gegenschneideinrichtung und deren Schneidkanten bewegt wird, um so in schneller Abfolge mehrere Schnitte zu bewerkstelligen. Grundsätzlich könnte auch bei diesem Ausführungsbeispiel, wie im Zusammenhang mitFigur 2b gezeigt ist, die Gegenschneideinrichtung linear beweglich angeordnet sein und die Messereinrichtung 4 ortsfest angeordnet sein, oder aber sowohl Messereinrichtung, als auch Gegenschneideinrichtung hin und her beweglich angeordnet sein, derart, dass sich die Schneidkanten 7a, 8a und 7b, 8b aufeinander zu bewegen und die Unterlagenbahn 2a abscheren können. Die Anzahl der Messer kann zum Beispiel bis zu 6 Messer betragen. -
Figur 3a zeigt ein weiteres Ausführungsbeispiel gemäß der vorliegenden Erfindung. Das inFigur 3a gezeigte Ausführungsbeispiel entspricht dabei im Wesentlichen dem inFiguren 2a und2b gezeigten Ausführungsbeispiel mit der Ausnahme, dass hier die Gegenschneideinrichtung 5 nicht linear beweglich angeordnet ist, sondern um eine Mittelachse M drehbar in zwei Richtungen R, V angeordnet ist. Somit kann die Durchgangsöffnung 6 mit den Schneidkanten 8a und 8b unter der stationären Messereinrichtung 4 hin und her bewegt werden, derart, dass sich bei der Drehbewegung in Richtung R die Schneidkanten 8b und 7b aufeinander zu bewegen und die Unterlagenbahn 2a abscheren und bei Bewegung in Richtung V die Schneidkanten 8a und 7a aufeinander zu bewegen und die Unterlagenbahn 2a abscheren. Dabei kann die Gegenschneideinrichtung eine zylindrische Außenkontur aufweisen und die Messereinrichtung kann im zugewandten Bereich eine im wesentlichen komplementäre Form aufweisen, derart, dass die beiden Einrichtungen 4,5 aneinander vorbeigleiten können. Wie auch bereits im Zusammenhang mit anderen Ausführungsbeispielen beschrieben, wird dabei die Gegenschneideinrichtung 5 jeweils so weit unter der Messereinrichtung 4 weitergedreht, dass die Durchgangsöffnung 6 am Austrittsende 11 wieder freigelegt ist und ein Vorschub der Unterlagenbahn aus der Gegenschneideinrichtung 5 hinaus möglich ist. -
Figur 3b entspricht im Wesentlichen dem inFigur 3a gezeigten Ausführungsbeispiel, wobei hier die Messereinrichtung 4 derart ausgebildet ist, dass mindestens ein Einzelmesser um die Mittelachse M drehbar angeordnet ist, während die Gegenschneideinrichtung stationär ist. Hier bewegt sich das Einzelmesser zwischen den Schneidkanten 7a und 7b jeweils über die Durchgangsöffnung in den Richtungen, hier Drehrichtungen R und V hin und zurück und schneidet dabei, wie zuvor erläutert, die Unterlagenbahn 2a. -
Figur 3c zeigt eine weitere Ausführungsform, die der inFigur 3b gezeigten Ausführungsform entspricht, wobei hier die Messereinrichtung mehrere Einzelmesser aufweist, die ebenfalls um die Achse M drehbar angeordnet und nacheinander hin und her über die Durchgangsöffnung 6 bewegbar sind. Die Gegenschneideinrichtung 5 kann dabei stationär angeordnet sein. Auch hier ist zwischen den Einzelmessern eine entsprechende Öffnung vorgesehen, durch die sich die Unterlagenbahn 2a bewegen kann. - In
Figuren 3b undc ist es aber auch möglich, dass sowohl die Messereinrichtung 4, als auch die Gegenschneideinrichtung 5 hin und her drehbar angeordnet sind, derart, dass sich die Schneidkanten aufeinander zubewegen können. -
Figur 5 zeigt ein Ausführungsbeispiel, das im Wesentlichen dem inFigur 3a gezeigten Ausführungsbeispiel entspricht. Die Messereinrichtung 4 ist dabei so weit nach oben zwischen den Transporteinrichtungen 12 und 13 gezogen, dass sie als Führung dienen kann. Wie durch die gestrichelten Linien dargestellt ist, kann die Gegenschneideinrichtung 5 zwischen den beiden äußeren Positionen hin und her bewegt werden. Aufgrund der unterschiedlichen Positionen ergeben sich unterschiedlich lange Vorschubwege für die Unterlagenbahn, insbesondere bis zur Bereitstellungsposition B auf der Transporteinrichtung 13, an der das Frischprodukt 3 auf der Unterlagenbahn aufliegen kann. Die erforderliche Korrektur des Vorschubweges erfolgt z.B. durch Ansteuerung der Zuführrollen per Software abhängig von dem entsprechenden Drehwinkel bzw. der Position der Gegenschneideinrichtung, das heißt, dass beispielsweise der Vorschubweg in der gestrichelt dargestellten Position kleiner sein kann, als der Vorschubweg in der Drehposition, die durchgehend dargestellt ist. - Ein unterschiedlicher Vorschubweg kann sich auch bei einer linear hin und her beweglichen Gegenschneideinrichtung ergeben und kann dann ebenfalls entsprechend korrigiert werden.
-
Figur 4 zeigt grob schematisch einen Schnitt durch die Trenneinrichtung, beispielsweise entlang der Linie I-I. inFigur 2b . Hier ist zu erkennen, dass die Schneidkanten 7a, 7b nicht parallel zu Schneidkanten 8b und 8a verlaufen, sondern unter einem Winkel von 0,5° bis 3°, vorzugsweise 1° bis 2°. Dies erhöht die Betriebssicherheit noch weiter. -
Figuren 6a,b zeigen einen Querschnitt durch die Transportrollen 17a, 17b, wie sie zum Beispiel inFigur 1 gezeigt sind. Damit die Unterlagenbahn eine gewisse Steifigkeit aufweist, kann die Förderrolle 17a eine nicht zylindrische, beispielsweise eine konvexe Außenkontur aufweisen und die Förderrolle 17b eine dazu komplementäre nicht zylindrische, z. B. konkave Außenkontur. Dies bringt die Unterlagenbahn in eine entsprechende Form und verleiht somit ihr noch mehr Stabilität derart, dass der Vorschub der Unterlagenbahn noch besser funktioniert. - Bei dem erfindungsgemäßen Verfahren wird die Unterlagenbahn 2a über die Fördereinrichtung 15 zugeführt und durch die Durchgangsöffnung 6 der Gegenschneideinrichtung geführt. Die Unterlagenbahn 2a wird geschnitten, wenn sich die Messereinrichtung in Vorwärtsrichtung V bewegt und/oder die Gegenschneideinrichtung in Rückwärtsrichtung R oder umgekehrt. Zur Erzeugung eines Schnittes bewegt sich z.B. die in Bewegungsrichtung vordere Schneidkante 7a auf die entsprechend vordere Schneidkante 8a der Gegenschneidkante 5 zu und schert die Unterlagenbahn 2b ab. Die Messereinrichtung 4 oder die Gegenschneideinrichtung bewegt sich fortlaufend in zwei Richtungen hin und her, sodass ein fortlaufender Schneidprozess realisiert werden kann. Nach dem Schnitt bewegt sich die Messereinrichtung 4 und/oder die Gegenschneideinrichtung 5 weiter derart, dass der Vorschub für die Unterlagenbahn 2a wieder frei ist, das heißt, die Durchgangsöffnung 6 im Austrittsbereich 11 frei liegt. Dann kann erneut ein Vorschub der Unterlagenbahn 2a erfolgen und die Unterlagenbahn 2a geschnitten werden.
- Die Unterlagenbahn 2a wird zwischen den beiden Transporteinrichtungen 12 und 13 bis in einen oberen Bereich geschoben, wobei das Frischprodukt 3 auf die Unterlagenbahn 2a, 2b aufgeschoben wird und diese mitnimmt. Zu diesem Zeitpunkt kann entweder die Unterlagenbahn 2a bereits geschnitten sein oder aber, insbesondere, wenn die Unterlagenbahn nach hinten unter dem Produkt überstehen soll, erst geschnitten wird, nachdem das Frischprodukt 3 bereits aufgelaufen ist.
- Die Vorrichtung umfasst eine Steuereinrichtung, die die Fördereinrichtung 15 zum Zuführen der Unterlagenbahn und die Transporteinrichtungen 12,13 für das Frischprodukt sowie die Trenneinrichtung 1 ansteuert und die Funktionen, insbesondere die Geschwindigkeiten aneinander anpasst.
- Bei den zuvor gezeigten Ausführungsbeispielen kann die Zufuhr der Frischprodukte produktionsbedingt unregelmäßig erfolgen. Deshalb ist es vorteilhaft wenn das einlaufende Frischprodukt, insbesondere die einlaufende Frischproduktportion mittels Sensor 30 ( z.B. optischer Sensor) erfasst werden. Der Sensor ist z.B. im Bereich der ersten Transporteinrichtung, hier Förderband 12 oder in einem Bereich zwischen den Transporteinrichtungen 12,13 angeordnet. Der Sensor kann beispielsweise erfassen, wenn die Frischproduktportion einläuft, also die Vorderkante erfassen und an die Steuereinrichtung weiterleiten derart, dass die Steuereinrichtung die Position des Frischprodukts kennt. Die Steuereinrichtung steuert dann die Fördereinrichtung 15 zum Zuführen der Unterlagenbahn und die Trenneinrichtung 1 in Abhängigkeit der mittel Sensor 30 erfassten Position. So kann stets gewährleistet werden, dass bei unregelmäßiger Zufuhr der Frischproduktportionen die Unterlagen stets zum korrekten Zeitpunkt in korrekter Länge zugeführt werden, d.h. eine Portion stets korrekt auf der Unterlage positioniert ist. Es ist auch möglich die Geschwindigkeit der Transporteinrichtungen 12,13 entsprechend anzupassen.
- Gemäß einem weiteren Ausführungsbeispiel kann über den Sensor 30 auch die Länge der Frischproduktportion ermittelt werden, so dass bei schwankenden Längen der Portionen die Länge der Unterlage entsprechend angepasst werden kann wodurch Material gespart werden kann.
- Die Messereinrichtung und/oder die Gegenschneideinrichtung können fortlaufend in zwei Richtungen hin und her bewegen. Der Vorschub- und Trennvorgang kann insbesondere auch kontinuierlich erfolgen. Somit ergibt sich ein fortlaufender, insbesondere im Wesentlichen kontinuierlicher Prozess, wobei allerdings die Transportgeschwindigkeit der Unterlagenbahn konstant sein oder periodisch geändert werden kann oder aber auch zwischenzeitlich abgesenkt oder kurzzeitig gestoppt werden kann.
Claims (17)
- Trennvorrichtung (1) zum Schneiden einer Unterlagenbahn (2a) in Einzelunterlagen (2b), die unter ein Frischprodukt (3) geführt werden können, mit einer Messereinrichtung (4) und einer Gegenschneideinrichtung (5), dadurch gekennzeichnet, dasssowohl die Messereinrichtung (4) als auch die Gegenschneideinrichtung (5) jeweils mindestens zwei Schneidkanten (7a,b, 8a,b) aufweisen undentweder die Messereinrichtung (4) und/oder die Gegenschneideinrichtung (5) in zwei Richtungen hin und her bewegbar sind.
- Trennvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Messereinrichtung (4) und die Gegenschneideinrichtung (5) derart ausgebildet und angeordnet sind, dass ein Schnitt der Unterlagenbahn erzeugt werden kann, wenn die Messereinrichtung (4) in Vorwärtsrichtung bewegt wird und/oder die Gegenschneideinrichtung (5) in Rückwärtsrichtung unddie Messereinrichtung in Rückwärtsrichtung und/oder die Gegenschneideinrichtung in Vorwärtsrichtung bewegt wird,wobeieine Schneidkante (7a,b) der Messereinrichtung (4) und eine Schneidkante (8a,b) der Gegenschneideinrichtung (5) sich aufeinander zu bewegen und die Unterlagenbahn (2a) abscheren können.
- Trennvorrichtung nach mindestens einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die Unterlagenbahn (2a) bei der Vorwärtsbewegung der Messereinrichtung (4) und/oder der Rückwärtsbewegung der Gegenschneideinrichtung (5) mit der jeweiligen ersten Schneidkante (7a, 8a) geschnitten werden kann und
bei der Rückwärtsbewegung der Messereinrichtung (4) und /oder der Vorwärtsbewegung der Gegenschneideinrichtung (5) von der jeweiligen zweiten Schneidkante (7b, 8b). - Trennvorrichtung nach mindestens einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Gegenschneideinrichtung (5) eine Durchgangsöffnung (6) aufweist mit einem Einführende (9), an dem die Unterlagenbahn (2a) eingeführt werden kann und einem Austrittsende (11), an dem die Unterlagenbahn (2a) austreten kann, wobei am Austrittsende (11) die Schneidkanten (8a,b) gegenüberliegend angeordnet sind.
- Trennvorrichtung nach mindestens einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass sich die Durchgangsöffnung (6) vom Zuführende (9) zum Austrittsende (11), insbesondere zumindest abschnittsweise konisch, verjüngt.
- Trennvorrichtung nach mindestens einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Messereinrichtung (4) ein oder mehrere Einzelmesser mit jeweils zwei Schneidkanten (7a,7b) aufweist, wobei die Einzelmesser in Bewegungsrichtung hintereinander angeordnet sind und vorzugsweise zwischen den Einzelmessern eine Öffnung angeordnet ist, durch die die Unterlagenbahn geführt werden kann.
- Trennvorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass bei der Vorwärtsbewegung der Einzelmesser der Messereinrichtung (4) und/oder der Rückwärtsbewegung der Gegenschneideinrichtung (5) die Unterlagenbahn (2a) nacheinander von den Einzelmessern von einer jeweiligen zweiten Schneidkante (7b) der Messereinrichtung (4) und einer zweiten Schneidkante (8b) der Gegenschneideinrichtung (5) geschnitten werden kann, und
bei Rückwärtsbewegung der Einzelmesser der Messereinrichtung (4) und/oder Vorwärtsbewegung der Gegenschneideinrichtung (5) die Unterlagenbahn (2a) nacheinander von den Einzelmessern (4) von einer jeweiligen ersten Schneidkante (7a) der Messereinrichtung (4) und ersten Schneidkante (8a) der Gegenschneideinrichtung (5) geschnitten werden kann. - Trenneinrichtung nach mindestens Anspruch 6, dadurch gekennzeichnet, dass die Einzelmesser linear beweglich angeordnet sind oder dass die Einzelmesser rotierend angeordnet sind.
- Trennvorrichtung nach mindestens einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Gegenschneideinrichtung (5) linear beweglich angeordnet ist oder dass die Gegenschneideinrichtung (5) rotierend angeordnet ist.
- Trennvorrichtung nach mindestens einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Schneidkanten (7a, 7b) der Messereinrichtung (4) und die Schneidkanten (8a,b) der Gegenschneideinrichtung (5) nicht parallel verlaufen, sondern insbesondere unter einem Winkel von 0,5° bis 3° zueinander verlaufen.
- Vorrichtung (10) zum Zuführen von geschnittenen Unterlagen (2b) unter ein Frischprodukt (3) miteiner Trenneinrichtung (1) nach mindestens einem der Ansprüche 1 bis 10,zwei Transporteinrichtungen (12, 13) für das Frischprodukt (3) undeiner Fördereinrichtung (15) zum Zuführen der Unterlagenbahn (2a) zur Trenneinrichtung (1),wobei die Trenneinrichtung (1) derart angeordnet ist, dass die Unterlagebahn (2a) zwischen die Transporteinrichtungen (12, 13) geführt werden kann und das Frischprodukt (3) auf die Unterlage (2a, 2b) aufgebracht werden kann.
- Vorrichtung zum Zuführen von geschnittenen Unterlagen nach Anspruch 11, dadurch gekennzeichnet, dass die Vorrichtung eine Steuereinrichtung (16) aufweist, die den Vorschubweg der Unterlagenbahn zu einem Bereitstellungspunkt (B), an dem das Frischprodukt auf die Unterlage aufläuft, in Abhängigkeit einer Position, insbesondere des Drehwinkels der sich bewegenden, insbesondere rotierenden Gegenschneideinrichtung (5) einstellt.
- Vorrichtung nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass die Transporteinrichtung (15) gegenüberliegende Transportrollen (17a, 17b) aufweist, wobei eine Transportrolle (17a) eine nicht zylindrische Außenkontur und die gegenüberliegende Transportrolle (17b) eine komplementäre nicht zylindrische Außenkontur aufweist.
- Verfahren zum Schneiden einer Unterlagenbahn mit einer Messereinrichtung (4) und einer Gegenschneideinrichtung (5), insbesondere mit einer Trennvorrichtung nach mindestens einem der Ansprüche 1-10, dadurch gekennzeichnet, dass sowohl die Messereinrichtung (4) als auch die Gegenschneideinrichtung (5) jeweils mindestens zwei Schneidkanten (7a,b, 8a,b) aufweisen, wobei die Unterlagenbahn (2a) geschnitten wird, wenn sich die Messereinrichtung (4) in Vorwärtsrichtung bewegt und/oder die Gegenschneideinrichtung (5) in Rückwärtsrichtung und wenn die Messereinrichtung in Rückwärtsrichtung bewegt wird und/oder die Gegenschneideinrichtung in Vorwärtsrichtung, derart, dass zur Erzeugung eines Schnitts sich eine Schneidkante (7a,b) der Messereinrichtung (4) und eine Schneidkante (8a,b) der Gegenschneideinrichtung (5) aufeinander zu bewegen und die Unterlagenbahn (2a) abscheren.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass die Unterlagenbahn (2a) in Einzelunterlagen (2b) geschnitten wird, wobei sich die Messereinrichtung (4) und/oder die Gegenschneideinrichtung (5) in zwei Richtungen hin und her bewegen.
- Verfahren nach mindestens einem der Ansprüche 14 oder 15, dadurch gekennzeichnet, dass nach einem Schnitt sich die Messereinrichtung (4) und/oder die Gegenschneideinrichtung (4) weiter bewegen, derart, dass der Vorschubweg für die Unterlagenbahn (2a) wieder frei ist, ohne dass die Messereinrichtung und/oder Gegenschneideinrichtung dazu zurückbewegt werden müssen.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Vorrichtung eine Steuereinrichtung umfasst, die die Fördereinrichtung (15) zum Zuführen der Unterlagenbahn und die Transporteinrichtungen (12,13) für das Frischprodukt sowie die Trenneinrichtung (1) ansteuert und die die Vorrichtung weiter einen Sensor (30) aufweist zum Erfassen der Position des einlaufenden Frischprodukts , insbesondere derart, dass die Fördereinrichtungen zum Zuführen der Unterlagenbahn (15) und die Trenneinrichtung (1) in Abhängigkeit der mittel Sensor (30) erfassten Position angesteuert werden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP25167907.2A EP4556183A3 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20182610.4A EP3928936B1 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
| EP25167907.2A EP4556183A3 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20182610.4A Division EP3928936B1 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
| EP20182610.4A Division-Into EP3928936B1 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4556183A2 true EP4556183A2 (de) | 2025-05-21 |
| EP4556183A3 EP4556183A3 (de) | 2025-08-13 |
Family
ID=71266333
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20182610.4A Active EP3928936B1 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
| EP25167907.2A Pending EP4556183A3 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20182610.4A Active EP3928936B1 (de) | 2020-06-26 | 2020-06-26 | Trennvorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11975458B2 (de) |
| EP (2) | EP3928936B1 (de) |
| JP (1) | JP7314471B2 (de) |
| CN (1) | CN113843828B (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202000027989A1 (it) * | 2020-11-23 | 2022-05-23 | Ima Spa | Procedimento, dispositivo di taglio e apparecchiatura particolarmente per la fabbricazione di buste ad angoli smussati. |
| DE102021110132A1 (de) * | 2021-04-21 | 2022-10-27 | Dematic Logistics Gmbh | Verfahren zum Betreiben eines Förderers für hintereinander folgende Güter und entsprechendes Fördersystem |
| CN114890187B (zh) * | 2022-06-10 | 2023-08-08 | 江西文斌科技有限公司 | 一种基于pcb压合回流线上下铜箔输送机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN207189772U (zh) | 2017-09-20 | 2018-04-06 | 北京印刷机械研究所 | 可变尺寸横向裁切装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3977280A (en) * | 1972-09-21 | 1976-08-31 | Geimuplast Peter Mundt Kg | Severing method and apparatus for photographic transparencies |
| GB1389774A (en) * | 1972-09-21 | 1975-04-09 | Geimuplast Mundt Kg Peter | Apparatus for severing parts from strip by a rotary knife |
| JPS54108998A (en) * | 1978-02-14 | 1979-08-27 | Hashimoto Denki Co Ltd | Continuous cutter of veneer |
| US4236855A (en) * | 1978-09-08 | 1980-12-02 | Warrick Equipment Corp. | Apparatus for and method of sequentially transporting, accumulating and stacking a predetermined number of groups of individual similar flat articles and thereafter depositing the entire stack on a conveyor |
| US4421222A (en) * | 1981-08-14 | 1983-12-20 | Planet Products Inc. | Apparatus for arranging workpieces in a predictable relationship and grouping |
| JPH0611477B2 (ja) * | 1989-03-23 | 1994-02-16 | 吉田 好枝 | 薄切り片間への密着防止片装着装置 |
| US5768857A (en) * | 1996-05-02 | 1998-06-23 | Lawrence A. Ward | Multiple perforating, automatic food preparation line having in-line foldover for food set-ups |
| US6747394B2 (en) | 2002-06-19 | 2004-06-08 | Piezomotor Uppsala Ab | Near-resonance electromechanical motor |
| AU2002313436A1 (en) * | 2002-08-20 | 2004-03-11 | Kern Ag | Transverse separating device |
| GB0515145D0 (en) * | 2005-07-23 | 2005-08-31 | Vivid Lamination Technologies | Improvements in laminating machines |
| FI119871B (fi) * | 2006-02-15 | 2009-04-30 | Raute Oyj | Viiluleikkuri |
| US8727099B2 (en) * | 2010-05-24 | 2014-05-20 | Usnr/Kockums Cancar Company | Tapered roll feed |
| DE102011103447A1 (de) * | 2011-06-07 | 2012-12-13 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung zum Fördern von blattartigem Transportgut |
| ES2551417T3 (es) * | 2012-02-14 | 2015-11-18 | Albert Handtmann Maschinenfabrik Gmbh & Co. Kg | Procedimiento y dispositivo para la separación de productos |
| DE102013216717A1 (de) * | 2013-08-22 | 2015-02-26 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung zum Aufschneiden von Lebensmittelprodukten und Verfahren zum Bereitstellen von Zwischenblättern |
| DE102014011689A1 (de) * | 2014-08-04 | 2016-02-04 | GreCon Dimter Holzoptimierung Süd GmbH & Co. KG | Vorrichtung und Verfahren zur Durchführung von Kappschnitten an Werkstücken aus Holz |
| US11167948B2 (en) * | 2015-07-22 | 2021-11-09 | Jacob Thomas LITTLEJOHNS | Waterproof dispensing apparatus for rolling paper |
| CN110002035B (zh) * | 2017-12-26 | 2021-06-01 | 南通大学 | 包装机自动推送装置工作方法 |
| CA3083695C (en) * | 2019-05-03 | 2026-03-03 | Pacproinc, Llc | Pre-perforated substrate separator and insertion device for food preparation line pre-perforated substrate |
-
2020
- 2020-06-26 EP EP20182610.4A patent/EP3928936B1/de active Active
- 2020-06-26 EP EP25167907.2A patent/EP4556183A3/de active Pending
-
2021
- 2021-06-22 JP JP2021102992A patent/JP7314471B2/ja active Active
- 2021-06-24 US US17/357,721 patent/US11975458B2/en active Active
- 2021-06-28 CN CN202110717560.9A patent/CN113843828B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN207189772U (zh) | 2017-09-20 | 2018-04-06 | 北京印刷机械研究所 | 可变尺寸横向裁切装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3928936C0 (de) | 2025-05-21 |
| JP7314471B2 (ja) | 2023-07-26 |
| EP4556183A3 (de) | 2025-08-13 |
| CN113843828A (zh) | 2021-12-28 |
| EP3928936A1 (de) | 2021-12-29 |
| JP2022008202A (ja) | 2022-01-13 |
| US20210402632A1 (en) | 2021-12-30 |
| US11975458B2 (en) | 2024-05-07 |
| CN113843828B (zh) | 2023-09-29 |
| EP3928936B1 (de) | 2025-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3878280T2 (de) | Bearbeitungsvorrichtung für schnellaufende Bänder. | |
| DE3217628C2 (de) | Verfahren sowie eine Vorrichtung zum Aufwickeln je eines Abschnittes von mehreren auf einander folgenden Abschnitten einer endlosen Material-Bahn | |
| DE2907203C2 (de) | Vorrichtung zum Umhüllen von Gegenständen | |
| EP3928936B1 (de) | Trennvorrichtung | |
| EP1185398B1 (de) | Zwischenblattzuführeinrichtung für aufschnittschneidemaschine | |
| DE69110152T2 (de) | Apparat zum Umwickeln von Artikeln. | |
| EP1166977A1 (de) | Schneidmaschine zum selbsttätigen Beschneiden von Druckerzeugnissen | |
| EP1603818B1 (de) | Verfahren und vorrichtung zum verarbeiten einer bahn aus papier oder folienmaterial | |
| CH689449A5 (de) | Verfahren zum Beschneiden von flachen Druckprodukten laengs einer vorgegebenen Schnittlinie. | |
| DE2731023B2 (de) | Verfahren und Vorrichtung zum Zuschneiden von Bögen zu Einzelblättern und zum geordneten Stapeln der Einzelblätter | |
| DE69405161T2 (de) | Verfahren und Vorrichtung zum Beschicken einer Verpackungsstrasse mit Abschnitten von Wickelmaterial | |
| DE69003076T2 (de) | Vorrichtung zum fortlaufenden Schneiden von Bogenteilen aus einer Materialbahn und zum Zuführen dieser Teile zu einer Behandlungsmaschine. | |
| AT501246A1 (de) | Querschneidvorrichtung und -verfahren für bahnmaterial | |
| DE2409492A1 (de) | Vorrichtung zum ausziehen und zum einschieben von in laengsrichtung gefoerderten wellpappbahnen in querschneidervorrichtungen | |
| EP0329089A1 (de) | Vorrichtung zum Zuführen von Papier zu einem Einzelblätter verarbeitenden Schnelldrucker | |
| EP3283263B1 (de) | Aufschneidevorrichtung mit einer einschussvorrichtung für ein zwischenlegepapier | |
| EP0133305B1 (de) | Vorrichtung zum Zuführen von stangenförmigem Stückgut | |
| EP3077306B1 (de) | Vorrichtung sowie verfahren zum schneiden eines bahnmaterials in teilbahnen und spreizen der teilbahnen | |
| EP1854753B1 (de) | Falzapparat und ein Verfahren zum Längsfalzen von Produkten von unterschiedlicher Breite | |
| EP1808392B1 (de) | Verfahren und Vorrichtung zur Verarbeitung einer Bedruckstoffbahn zu Sammelprodukten | |
| DE2151728A1 (de) | Verfahren und einrichtung zum schneiden von boegen eines vorbestimmten formats aus papierbahnen od.dgl | |
| WO1995001245A1 (de) | Verfahren zum querschneiden von materialbahnen und vorrichtung dazu | |
| EP3081354A2 (de) | Verfahren und vorrichtung zum beladen einer dreiseitenschneidemaschine mit schneidgut | |
| EP4076876A1 (de) | Verfahren zum querschneiden einer materialbahn sowie vorrichtung hierzu | |
| DE29903677U1 (de) | Querschneidvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3928936 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: B26D0001380000 Ipc: B26D0001000000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 1/00 20060101AFI20250709BHEP Ipc: B26D 1/06 20060101ALI20250709BHEP Ipc: B26D 1/38 20060101ALI20250709BHEP Ipc: B65B 25/06 20060101ALI20250709BHEP Ipc: B65B 61/06 20060101ALI20250709BHEP Ipc: B65B 61/20 20060101ALI20250709BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20260211 |