EP4570679A1 - Schrumpfvorrichtung und verfahren zum aufschrumpfen eines schrumpfmaterials auf zumindest teilweise mit dem schrumpfmaterial umhüllte artikel - Google Patents
Schrumpfvorrichtung und verfahren zum aufschrumpfen eines schrumpfmaterials auf zumindest teilweise mit dem schrumpfmaterial umhüllte artikel Download PDFInfo
- Publication number
- EP4570679A1 EP4570679A1 EP24206949.0A EP24206949A EP4570679A1 EP 4570679 A1 EP4570679 A1 EP 4570679A1 EP 24206949 A EP24206949 A EP 24206949A EP 4570679 A1 EP4570679 A1 EP 4570679A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shrinking
- shrink
- agent
- generator
- agent generator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/06—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by gases, e.g. hot-air jets
- B65B53/063—Tunnels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/001—Arrangements to enable adjustments related to the product to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/005—Adjustable conveying means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/24—Enclosing bottles in wrappers
- B65B21/245—Enclosing bottles in wrappers in flexible wrappers, e.g. foils
Definitions
- the present invention relates to a shrinking device and a method for shrinking a shrink material onto articles at least partially wrapped with the shrink material.
- the present invention relates to shrinking devices which preferably require less energy and whose maintenance is facilitated.
- shrink film In filling and packaging plants, it is common practice for items, especially bottles, cans, beverage cartons, or the like, to be wrapped in shrink film and then transported through a shrink tunnel.
- the shrink-wrapped items are exposed to a shrinking medium or agent, particularly hot air.
- the shrink film shrinks and adheres to the items or sets of items.
- a cooling area with fans, directly adjacent to the shrink tunnel, ensures rapid cooling of the resulting packaging units or containers, thus maintaining their transportable strength.
- a shrink tunnel usually comprises a circulating endless conveyor, which runs at least partially through a housing that defines the shrink tunnel. Furthermore, a shrink tunnel usually comprises several heating elements and fans or blowers on its upper side to generate the required hot air and then distribute it within the interior of the shrink tunnel. In order to achieve a particularly even distribution of the hot air, the hot air is preferably guided partially into so-called shaft walls and partially into a floor chamber, which is located Located directly below the conveyor of the shrink tunnel. This allows the shrink-wrapped articles to be actively exposed to the shrink medium from at least three sides.
- One object of the invention is therefore to optimize a shrinking device such that the energy required to generate the shrinking medium can be reduced. Furthermore, maintenance of the shrinking medium generator should be facilitated.
- the articles to be shrink-wrapped within the shrink device using shrinking agents are formed, for example, by a group of several articles wrapped in a packaging material.
- the article groups can also be arranged on so-called trays, pads, or similar.
- shrinking agent often also referred to as shrink medium
- the shrinking agent or shrink medium is therefore usually formed by hot gas or hot air, which is blown onto the articles within the shrink tunnel in a defined manner described below to subject them to thermal treatment.
- sets of items can be held together by a previously applied cardboard blank at the opening.
- this term is always intended to include wrapping that only partially encloses the items. Since many common wrappings leave so-called shrink eyes where the items are not covered or enclosed by film, such packaging can and should also be included in the term "items wrapped in shrink material.”
- the articles are arranged in an optional grouping device or in another way to form sets.
- individual articles can also be processed.
- These are then wrapped in packaging material in a wrapping device.
- a shrink film is wrapped around the articles or set of articles in the wrapping device.
- the wrapping device can optionally be a component of the shrinking device, but this is not a requirement.
- the wrapping device can also be arranged upstream of the shrinking device in the transport direction.
- the packaging material is preferably formed from a thermoplastic, flat shrink material, in particular a shrink film, which contracts when heat is applied and thus adheres to the outwardly facing outer surfaces of the articles, creating a tight bond in the form of a packaging unit, which packaging unit is also referred to below as a shrink pack.
- the shrink material can be a shrink tube or a shrink label that is placed around an individual article and shrunk onto the article within the shrinking device.
- a shrink label it may be necessary to fix its position on the article at least temporarily before the shrinking process begins by means of at least one adhesive connection, e.g., an adhesive dot or similar. This or a similar adhesive dot fixation can also be used for wrapped shrink films.
- the items are preferably containers, especially beverage containers such as bottles, cans or similar made of glass, plastic, metal, etc.
- the shrinking device has an interior with at least one conveyor line for transporting the articles wrapped with shrink material.
- the articles wrapped with shrink material are conveyed through the shrinking device in one transport direction over a transport surface along the conveyor line.
- the conveyor line can be a corridor through which the articles and the applied shrink material pass.
- the transport surface is essentially the upper surface of the conveyor on which the articles wrapped in shrink material are transported.
- the shrinking device comprises at least two spaced-apart first shrinking agent introduction devices, which are designed to introduce shrinking agent into the interior of the shrinking device in the direction of the conveying path. These are preferably first lateral shrinking agent introduction devices.
- the lateral shrinking agent introduction devices are designed as shaft walls, each of which has at least one outflow surface for shrinking agent directed towards the respective conveying section.
- the shrinking device in particular, comprises a housing with an interior space.
- a shrinking agent introduction device is arranged entirely within the interior space of the housing, with the housing wall forming part of the housing.
- all existing shrinking agent introduction devices can each be arranged entirely within the interior space of the housing, with the housing wall again forming part of the housing.
- the shrink-wrap application device preferably directs the shrink material directly onto the articles wrapped in shrink material.
- the spacing of the shrink agent introduction devices can be at least as large as the width of the articles passing through the conveyor line.
- the spacing can be greater than the width of the articles multiplied by 1.05, in particular 1.1, and less than the width of the articles multiplied by 4, in particular 2.5.
- the shrinking agent or shrinking medium is preferably a tempered fluid, in particular a tempered gas, preferably hot air or similar.
- the number of shrink agent introduction devices or shaft walls can define the number of conveyor lines formed.
- so-called outer shaft walls are preferably provided on both sides of the conveyor line, in particular above the transport surface.
- Each shaft wall has an outflow surface facing the interior of the shrink device and a closed side surface facing the housing of the shrink device (at least during single-lane production).
- shrink-on insert devices or shaft walls are arranged above the transport surface. This creates n-1 conveyor lines between the multiple, in particular n, shrink-on insert devices or shaft walls.
- the conveyor lines adjacent to the housing of the shrink-on device are each delimited by outer shaft walls.
- an inner (or middle) shaft wall is arranged between the two outer shaft walls, preferably approximately midway between the two outer shaft walls. Both of the essentially vertical side surfaces of the shaft wall are designed as outflow surfaces parallel to the transport direction.
- the inner shaft wall thus supplies shrinking medium or shrinking agent, in particular, to the two parallel conveying lines, whereby the amount of shrinking medium applied to the two parallel conveying lines can be approximately the same.
- four shaft walls for discharging shrink medium may be arranged in the shrink device, two outer ones, as shown above, and two inner ones, whereby the two inner ones each have only one outflow surface from which shrink medium emerges during production.
- At least one of the at least two first shrinking agent introduction devices is designed to be movable transversely to a transport direction of the articles, so that a distance between the two first shrinking agent devices and thus a width of the conveyor path can be changed and adapted to the articles respectively transported by the shrinking device.
- the shrinking device can, in particular, comprise at least one first shrinking agent generator. Furthermore, this shrinking agent generator can, in particular, be provided for supplying shrinking agent to at least one of the at least two first shrinking agent introduction devices.
- the at least one first shrinkage agent generator is arranged laterally of the conveyor line, i.e. in an area which is at a distance from the conveyor line in the horizontal direction.
- the shrink agent generator can be arranged at least in some areas at a height that is between 0.5 meters above a lower edge of the shrink device and 2.5 meters above the lower edge, preferably in a range between 0.9 m and 2.1 m, more preferably between 1.2 m and 1.8 m.
- the lower edge is usually formed by the installation surface of the shrink device, in particular by the underside of machine feet, if present.
- the shrink agent generator may have a handle with which it can be grasped and handled manually.
- the at least one first shrinking agent generator is arranged or formed within and/or on at least one shrinking agent introduction device.
- a preferred embodiment provides that a horizontal distance between at least one first shrink agent generator arranged laterally along the conveyor line and the conveyor line is adjustable. This applies both to a first shrink agent generator arranged laterally along the conveyor line and to a first shrink agent generator arranged or formed within or on at least one first shrink agent introduction device.
- the at least one first shrink agent generator can be designed in a known manner as a heating register, a gas combustion unit, or a blower. According to one embodiment, the at least one first shrink agent generator is designed as a laterally movable heating register, a laterally movable gas combustion unit, or a laterally movable blower.
- laterally movable housing or “laterally” used here refers in particular to a substantially horizontal direction, which is oriented substantially perpendicular to the transport direction of the articles.
- One embodiment provides that the at least one first shrinking agent generator is arranged in the interior of the shrinking device in a working mode or in a production mode of the shrinking device and that the at least one first shrinking agent generator is arranged at least partially outside the interior of the shrinking device in a change mode of the shrinking device or in a maintenance mode of the shrinking device.
- one embodiment of the shrinking device provides that at least one first, in particular pivotable, closure element is assigned to the at least one first shrinking agent generator.
- the first closure element assumes a closed state in the working mode.
- the first closure element assumes an open state in the exchange mode, so that the at least one first shrinking agent generator is, in particular, easily accessible for maintenance, repair, or replacement work in the exchange mode.
- the at least one first closure element can be designed to pivot upwards and/or laterally.
- the at least one first closure element can be designed to be displaceable upwards and/or laterally.
- a closure element can, in particular, be a door.
- a door or closure element can be designed in a known manner, in particular pivotable or movable, or optionally foldable.
- a further embodiment provides that at least one of the at least two shrinking agent introduction devices is itself designed as a shrinking agent generator.
- a heating register, a gas combustion unit, or a blower can be arranged within at least one shrinking agent introduction device.
- a plurality of heating wires are arranged within the at least one shrink agent introduction device.
- different heating wires along the shrinking agent introduction device in the transport direction and/or over the height of the shrinking agent introduction device can be designed so that their temperature can be individually controlled, so that the temperature of the shrinking agent can be varied over the length of the shrinking agent introduction device in the transport direction and/or over the height of the shrinking agent introduction device.
- One embodiment of the shrinking device provides that the two first shrinking agent introduction devices, in particular the two first shrinking agent introduction devices designed as outer shaft walls, each form a lateral boundary of the conveying path or are arranged laterally of the conveying path, so that the conveying path runs between the two first shrinking agent introduction devices.
- a further embodiment of the shrinking device provides that a first shrinking agent introduction device, in particular a first shrinking agent introduction device designed as an inner shaft wall, is arranged above the transport plane and also delimits the adjacent conveyor lines or is arranged laterally to the adjacent conveyor lines.
- At least one second shrink agent generator can be arranged below the transport plane and thus below the at least one conveyor line.
- the at least one second shrink agent generator is designed to introduce shrink agent into the interior of the shrink device with an upward flow direction.
- the transport surface is formed by an upper run of a circulating endless conveyor belt.
- the at least one second shrink agent generator is arranged between the upper run and a lower run of the endless conveyor belt.
- the at least one second shrink agent generator is designed as a laterally movable heating register, a laterally movable gas combustion unit, or as a laterally movable blower.
- the second shrink agent generator can comprise a plurality of heating wires. Due to the lateral mobility, the at least one second shrink agent generator can be moved in the operating mode or Production mode can be arranged between the upper run and the lower run of the endless conveyor belt. Furthermore, in the changeover mode or maintenance mode, the at least one second shrink agent generator can be arranged at least partially in an area located outside an intermediate area formed between the upper run and the lower run of the endless conveyor belt.
- the second shrink agent generator can be designed to be movable or displaceable in a horizontal direction perpendicular to the transport direction of the articles.
- At least one second closure element is assigned to the at least one second shrink agent generator, which second closure element assumes a closed state in the working mode and which second closure element assumes an open state in the changeover mode.
- the second shrink agent generator is easily accessible for maintenance, repair, or replacement in the changeover mode via the open second closure element.
- the at least one second closure element can be designed to pivot upwards and/or laterally.
- the at least one second closure element can be designed to be displaceable upwards and/or laterally, or similarly.
- shrinking agent generators may also be provided, which may be arranged parallel or in series to the first and/or second shrinking agent generator, wherein a series arrangement means a successive arrangement in the flow direction of the shrinking agent.
- the shrinking agent can be preheated by a third shrinking agent generator and heated to the final temperature by the first or second shrinking agent generator.
- a heating register may comprise a plurality of heating resistors, which may be arranged next to one another in several columns and/or rows.
- Return channels can be provided in the housing or within the interior, which guide the shrinking agent back to a shrinking agent generator after it has hit the articles in order to heat it up again.
- the device may have an insertion channel in the housing through which a shrink agent generator can be inserted or pushed in and removed or moved out.
- the housing and/or the shrink agent generator may comprise a locking means with which the shrink agent generator can be locked relative to the housing.
- the housing and/or the shrink agent generator may include a lever to release the locking mechanism.
- the locking mechanism can be, for example, a bayonet lock or any other quick-change lock.
- One embodiment may provide that, in a further method step, at least a portion of the shrinking agent is returned to the shrinking agent generator. Since the returned shrinking agent already has the desired temperature or is almost at the desired temperature, no or only minimal amounts of energy need to be supplied to the returned shrinking agent before it is reintroduced into the shrinking agent introduction devices.
- a further embodiment of the method further comprises the following step: removal of the at least one first shrink agent generator with a movement during a change mode, which movement comprises a horizontal, in particular a substantially lateral movement component.
- the movement component is a lateral movement component directed essentially orthogonally to the transport direction of the articles.
- the movement component comprises a lateral movement component directed away from the conveyor line.
- a further step of the method may also comprise inserting a fourth shrink agent generator into the position in which the first shrink agent generator was previously located.
- This fourth shrink agent generator can optionally be used while the first one is being serviced. It would also be conceivable to continue operation with the fourth shrink agent generator and keep the first one on standby as a spare unit for later replacement.
- a preferred embodiment of the shrinking device can provide for the at least one first shrink agent generator to be attached laterally to a shrink agent introduction device.
- a first shrink agent generator is arranged on the lateral outer surfaces of the outer shaft walls, and a fluid connection to the interior of the respective shaft wall is formed.
- the at least one shrink agent generator is arranged laterally of the conveyor line and is designed as a laterally removable heating register, laterally removable gas combustion unit and/or laterally removable blower.
- a shrink agent generator can be designed as a combined blower-gas burner unit. Alternatively, it can be designed as a combined heater-blower unit.
- the advantages of the invention described here are that the maintenance, repair, or replacement of the at least one first shrink-on-the-shrink-material generator and/or the at least one second shrink-on-the-shrink-material generator is facilitated by the lateral accessibility compared to the shrink-on-the-shrink-material generators conventionally arranged above the conveyor line.
- several Shrinkage agent generators can be controlled and moved separately to adapt the position to different products, so that, for example, in two-lane processing, different products can be processed within the shrink device.
- the rising heat of the shrinking agent leads to energy savings, especially since it does not have to be first introduced into the shrinking agent introduction devices with a downward movement.
- a further embodiment of the invention can provide that the at least one shrink agent generator arranged laterally of the conveyor line is accessible via the conveyor line.
- a further embodiment may provide that the at least one first shrink-forming agent generator is assigned to an inner shaft wall or that an inner shaft wall is configured as the first shrink-forming agent generator.
- the inner shaft wall divides the transport area into two conveyor sections and thus forms a lateral boundary for each of the two conveyor sections.
- first shrink-on-the-shrink device generators are used within a shrink device, or at least one first shrink-on-the-shrink device generator and at least one second shrink-on-the-shrink device generator, it can be provided that these are each of the same design. This has the particular advantage that fewer different spare parts for the shrink device need to be provided when needed.
- shrink media generators within the shrink device. This can be useful, for example, for space reasons or for redundancy, since differently designed shrink media generators are also differently susceptible to errors, wear, etc.
- the invention is also directed to a system which comprises a device according to independent claim 1 and which may further comprise a filling device and/or a packaging machine and/or a palletizing device and/or further machines.
- the present invention relates in particular to electrically operated heating modules and/or electrically operated heating registers that are similar in design and application to a kettle. However, the present invention also relates to gas-operated heating modules and/or gas-operated heating registers. Regardless of the selected design and operating mode, it has often been found that the conventional mounting on the top of the shrink tunnel results in poor accessibility, particularly for maintenance and repair measures, but also for necessary adjustments, adaptations, or settings.
- the present invention provides an effective remedy for this problem by arranging the heating registers on the side of the shrink tunnel, making them much more accessible for any maintenance, repair, or adjustment work. Accessibility can be provided, for example, via a transport corridor located on the side of the shrink tunnel. Likewise, such a lateral arrangement on the shrink tunnel significantly facilitates manually assisted heating register replacement.
- the heating register(s) can also be installed in the shaft wall running centrally through the shrink tunnel, which can offer essentially the same advantages as top-mounted installation.
- integration of the heating register(s) into the shaft wall may be considered, but this is merely a practical structural option.
- such arrangements can be provided with an openable side door which can, for example, be folded up or moved sideways in order to make the shaft walls including the heating register accessible and/or to make it easier to replace the shaft walls including the heating register.
- the chosen lateral arrangement or the arrangement in a shaft wall makes it possible to combine different heating cassettes or heating registers. This also makes it possible to combine electrically operated heating registers with gas-powered heating registers.
- the schematic representation of the Fig. 1 shows a first embodiment of a shrinking device 1 according to the invention.
- the shrinking device 1 has an interior space 2 and two conveyor lines 3 for the two-lane transport of articles 5 wrapped with shrink material 4.
- the articles 5 wrapped with shrink material 4 are conveyed in a transport direction that is orthogonal to the plane of the drawing, over a transport surface 6 along the conveyor line 2 through the shrinking device 1 (see also the Figures 7 and 8 ).
- the transport surface 6 is essentially understood to be the upper surface of the conveyor or conveyor device 7 on which the articles 5 wrapped with shrink material 4 are transported.
- the conveyor device 7 is formed, for example, by a circulating endless conveyor belt, a mat chain, or the like.
- the shrinking device 1 comprises three spaced-apart first shrinking agent introduction devices 8, which are designed to introduce shrinking agent 20 into the interior 2 of the shrinking device 1 in the direction of the conveying sections 3.
- Two first shrinking agent introduction devices 8 each delimit one of the conveying sections 3.
- the first shrinking agent introduction devices 8 are designed as shaft walls 9, each of which has at least one outflow surface for shrinking agent 20 directed towards the respective conveying section 3.
- the number of shaft walls 9 defines the number of conveyor sections 3 formed.
- so-called outer shaft walls 10 are preferably provided on both sides of the conveyor section 3, in particular above the transport surface 6, each of which has a an outflow surface facing the interior 2 of the shrinking device 1 and a closed side surface facing the housing 11 of the shrinking device 1.
- An inner shaft wall 12 is arranged centrally or approximately centrally between the two outer shaft walls 9, the two substantially vertical side surfaces of which are each designed as outflow surfaces parallel to the transport direction.
- the inner shaft wall 12 thus supplies shrink medium or shrinking agent 20, in particular, to the two parallel conveyor lines 3, wherein the application of shrinking agent 20 to the two parallel conveyor lines 3 is or can be of approximately the same order of magnitude.
- four shaft walls 9 are provided for the discharge of shrink medium 20 in the shrink device 1, two outer shaft walls 10, as shown above, and two inner shaft walls 12, wherein the two inner shaft walls 12 each have only one outflow surface from which shrink medium 20 emerges during production.
- At least one of the at least two first shrinking agent introduction devices 8 is designed to be movable transversely to the transport direction of the articles 5 wrapped with shrinking material 4, so that a distance between the two first shrinking agent devices 8 and thus a width of the conveyor line 3 can be changed and adapted to the articles 5 wrapped with shrinking material 4 respectively transported by the shrinking device 1.
- the shrinking device 1 comprises at least one first shrinking agent generator 13 for supplying at least one first shrinking agent introduction device 8 of the at least two first shrinking agent introduction devices 8 with shrinking agent 20.
- the at least one first shrinking agent generator 13 is arranged laterally of the conveyor line 3.
- Two first shrinking agent generators 13 are provided, arranged laterally on the housing 11 of the shrinking device 1. From these, the shrinking agent 20 is introduced into a distribution channel 14 formed above the shaft walls 9 and, from the distribution channel 14, into the shaft walls 9.
- the first shrink agent generators 13 can be designed in a known manner, for example as a heating register, gas combustion unit, possibly with an integrated fan, or as a fan or the like.
- the schematic representation of the Fig. 2 shows a second embodiment of a shrinking device 1 according to the invention, which is also intended for two-lane transport.
- a first shrink agent generator 13 is assigned to at least one first shrink agent introduction device 8.
- each shaft wall 9 is assigned its own first shrink agent generator 13.
- a heating register, a gas combustion unit or a blower or the like is arranged within the outer shaft walls 10, so that the shrinking agent 20 is generated directly within the outer shaft walls 10 and is introduced into the respectively assigned conveying section 3 via the outflow surfaces.
- the inner shaft wall 12 can be equipped with a plurality of heating wires 15, which plurality of heating wires 15 form a first shrink agent generator 13.
- different heating wires 15 can be configured to be individually controllable along the inner shaft wall 12 in the transport direction and/or across the height of the inner shaft wall 12, so that the temperature of the shrink agent 20 can be varied across the length of the inner shaft wall 12 in the transport direction or across the height of the inner shaft wall 12.
- the shaft walls 9 are arranged on an upper suspension 16.
- the shaft walls 9 are arranged so that they can slide on the upper suspension 16, which is indicated by the black double arrow on the left outer shaft wall 10.
- the distance between the shaft walls 9 and, accordingly, the width of the respective conveyor line 3 can be adjusted depending on the product.
- Both the outer shaft walls 10 and the inner shaft wall 12 can also be equipped with identical first shrink agent generators 13.
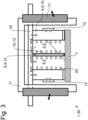
- the Fig. 3 shows a third embodiment of a shrinking device 1 according to the invention in a working mode 30; the Fig. 4 shows the third embodiment of the shrinking device 1 according to Fig. 3 in a switching mode 31.
- first shrink agent generators 13 are arranged on the closed side surfaces of the outer shaft walls 10 and are in fluid communication with them, so that the shrink agent 20 generated by the first shrink agent generators 13 can be introduced into the outer shaft walls 10.
- First closure elements 17 are formed on the side walls of the housing 11 of the shrinking device 1, for example in the form of upwardly pivoting doors or the like. In the working mode 30, these first closure elements 17 are closed.
- the associated first shrink agent generator 13 is arranged in the interior 2 of the shrink device 1 in the working mode 30 or in a production mode of the shrink device 1, in particular within the housing 11 of the shrink device 1.
- the first shrink agent generator 13 is arranged at least partially outside the interior 2 of the shrink device 1 in the change mode 31 or in a maintenance mode.
- the suspension 16 extends out of the housing 11 so that the outer shaft wall 10, together with the associated first shrink agent generator 13, can be moved into a position outside the housing 11. This further increases the accessibility of the first shrink agent generator 13 arranged on the left outer shaft wall 10 for maintenance, repair, or replacement work.
- Fig. 5 shows a fourth embodiment of a shrinking device 1 according to the invention in working mode 30 and Fig. 6 shows the fourth embodiment of a shrinking device 1 according to the invention in the change mode 31.
- a further, in particular a second shrink agent generator 18 is provided, which is arranged below the conveyor line 3.
- the second shrink agent generator 18 is designed to introduce shrink agent 20 into the interior 2 of the shrink device 1 with an upward flow direction.
- the transport surface 6 is formed by an upper run 25 of a circulating endless conveyor belt 26.
- the second shrink agent generator 18 is arranged in particular between the upper run 25 and the lower run 27 of the endless conveyor belt 26.
- the second Shrinkage agent generator 18 can be arranged very space-saving within the shrinking device 1.
- the second shrink agent generator 18 is configured as a laterally movable heating register, a laterally movable gas combustion unit, a laterally movable blower, or the like. Due to the lateral mobility, the second shrink agent generator 18 is arranged between the upper run 25 and the lower run 27 of the endless conveyor belt 26 in the working mode 30 or production mode. In contrast, the second shrink agent generator 18 can be arranged at least partially outside the area formed between the upper run 25 and the lower run 27 of the endless conveyor belt 26 in the changeover mode 31 or maintenance mode.
- the shrinking device has a closure element 19, which assumes a closed state in the working mode 30 and an open state in the changeover mode 31.
- the closure element 19 can be designed to be pivotable upwards and/or laterally, or similarly.
- the closure element 19 can be designed to be displaceable upwards and/or laterally.
- both the right outer shaft wall 10, which is equipped with heating wires, and the second shrink agent generator 13 in the exchange mode 31 are easily accessible for maintenance, repair or replacement via the opened closure element 19.
- the second shrinking agent generator 18 is additionally designed to be laterally movable, it can be moved at least partially into a position outside the housing 11 of the shrinking device 1 for maintenance, repair or replacement work.
- the shaft walls 9 can be moved into a more accessible position in the change mode 31, in particular into a position outside the housing 11.
- an embodiment which supplies the shaft walls 9 with shrinking agent 20 in a conventional manner from a shrinking agent generator arranged above the conveying section.
- This embodiment has a second Shrink agent generator 18, which is preferably designed to be laterally movable and is accessible from the side via a closure element assigned to the housing 11 of the shrink device 1.
- a further embodiment may provide that, in a further method step, at least a portion of the shrinking agent 20 introduced into the interior 2 is returned to a first shrinking agent generator 13. Since the returned shrinking agent 20 already has the desired temperature or almost the desired temperature, no or only small amounts of energy need to be supplied to the returned shrinking agent 20 before it is reintroduced into the shrinking agent introduction devices 8 or shaft walls 9.
- a further embodiment of the method comprises, in particular, the following step: removing the at least one first shrink agent generator 13 with a movement during a changeover mode 31, which movement comprises a horizontal, in particular a substantially lateral movement component.
- this is a lateral movement component directed substantially orthogonal to the transport direction of the articles 5.
- the movement component comprises a lateral movement component directed away from the conveyor line 3.
- the Fig. 7 shows and describes a packaging device 35 comprising a shrinking device 1 according to the invention.
- the products to be applied by means of the shrinking medium or shrinking agent 20 within the shrinking device 1 are formed, for example, by a plurality of articles 5 that are wrapped in a packaging material.
- the packaging material is preferably formed from a thermoplastic, flat shrink material 4, in particular a shrink film, which contracts when heat is applied and thus adheres to the outwardly facing outer surfaces of the articles 5, creating a tight bond in the form of a packaging unit 39, which packaging unit 39 is also referred to as a shrink package 40.
- the articles 5 are grouped into article groups 37 in a grouping module 36. These are then wrapped with the shrink material 4 in a film wrapping module 38. In particular, a shrink film is wrapped around the article group 37 in the film wrapping module 38.
- the shrink material 4 is provided in the form of film rolls 41 and cut to the required length via a cutting device 42 and provided to the film wrapping module 38
- the finished packaging units 39 are then sent for further processing, for example grouping and palletizing.
- the shrink material 4 can be a shrink tube or a shrink label that is placed around an article 5 and shrunk onto the article 5 within the shrink device 1.
- a shrink label it may be necessary to fix its position on the article 5 by means of an adhesive dot or similar, at least temporarily before the start of the shrinking process. This or a similar adhesive dot fixation can also be the case or can be performed with wrapped shrink films.
- Articles 5 primarily concern containers, in particular beverage containers such as bottles, cans or similar made of glass, plastic, metal, etc.
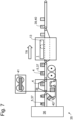
- the schematic top view of the Fig. 8 further describes an embodiment variant of a more complex beverage packaging system 45, which comprises a shrinking device 1 according to the invention.
- the beverage packaging system 45 may comprise a wet section 46 with a can and/or bottle pusher or a stretch blow molding machine 47, a filling module 48, and a closing module associated with the filling module 48, as well as optionally a labeling module 50.
- Reference numeral 49 may, for example, denote a pasteurizer or a buffer.
- the beverages filled in cans or bottles are packed in a packaging device 35 according to Fig. 7 are grouped into packaging units 39 or "articles" are created.
- the packaging device 35 comprises in particular a shrinking device 1 according to the invention.
- the packaging units 39 are subsequently assembled into palletizable layers in a handling module 53 or similar designed as a grouping module 51 or layer forming module 52, which are stacked on pallets in a palletizing device 54.
- palletizer 54 and grouping 51 can be arranged on a higher level.
- the articles and packaging units or piece goods are transported from one handling module to the next via suitable transport systems, which may be equipped with suitable buffer systems.
- the components of the beverage packaging system 45 are to be understood as examples only. Other configurations comprising a shrink device 1 according to the invention are also intended to be encompassed by the application.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
Die Erfindung betrifft eine Schrumpfvorrichtung (1) und ein Verfahren zum Aufschrumpfen eines Schrumpfmaterials (4) auf zumindest teilweise mit dem Schrumpfmaterial (4) umhüllte Artikel (5). Die Schrumpfvorrichtung (1) umfasst einen Innenraum (2) mit mindestens einer Förderstrecke (3) für den Transport von mit Schrumpfmaterial (4) umhüllten Artikeln (5), wobei die mit Schrumpfmaterial (4) umhüllten Artikel (5) in einer Transportrichtung über eine Transportfläche (6) entlang der Förderstrecke (3) durch die Schrumpfvorrichtung (1) gefördert werden.
Die Schrumpfvorrichtung (1) umfasst mindestens zwei voneinander beabstandete Schrumpfmitteleinbringeinrichtungen (9), die dazu ausgebildet sind, Schrumpfmittel (20) in den Innenraum (2) der Schrumpfvorrichtung (1) in Richtung der Förderstrecke (3) einzubringen. Weiterhin umfasst die Schrumpfvorrichtung (1) mindestens einen ersten Schrumpfmittelerzeuger (13) zur Versorgung mindestens einer Schrumpfmitteleinbringeinrichtung (9) mit Schrumpfmittel (20), welcher seitlich der Förderstrecke (3) angeordnet ist und/oder welcher innerhalb mindestens einer Schrumpfmitteleinbringeinrichtung (9) angeordnet ist.
Description
- Die vorliegende Erfindung betrifft eine Schrumpfvorrichtung und ein Verfahren zum Aufschrumpfen eines Schrumpfmaterials auf zumindest teilweise mit dem Schrumpfmaterial umhüllte Artikel.
- Die vorliegende Erfindung befasst sich mit Schrumpfvorrichtungen, die vorzugsweise weniger Energie benötigen und deren Wartung erleichtert ist.
- In Abfüll- und Verpackungsanlagen ist es bekannt, dass Artikel, insbesondere Flaschen, Dosen, Getränkekartons oder dgl., mittels einer Schrumpffolie umwickelt und anschließend durch einen Schrumpftunnel hindurchtransportiert werden. Die mit Schrumpffolie umwickelten Artikel werden dabei mit einem Schrumpfmedium oder Schrumpfmittel beaufschlagt, insbesondere mit Heißluft. Dabei schrumpft die Schrumpffolie und legt sich an die Artikel oder Zusammenstellung von Artikeln an. Ein unmittelbar an den Schrumpftunnel anschließender Abkühlbereich mit Ventilatoren sorgt für eine rasche Abkühlung der dadurch hergestellten Verpackungseinheiten oder Gebinde, wodurch diese ihre transportfähige Festigkeit erhalten.
- Der grundsätzliche Aufbau eines Schrumpftunnels sei an dieser Stelle nur in groben Abrissen erklärt. Ein mit Gegenständen und Themen der Verpackungsindustrie befasster Fachmann kennt den Aufbau solcher Schrumpftunnel zur Genüge, so dass hier an dieser Stelle keine weiteren Detailausführungen genannt werden müssen.
- Ein Schrumpftunnel umfasst in der Regel ein umlaufendes Endlos-Fördermittel, welches zumindest über eine Teilstrecke ein Gehäuse durchläuft, welches den Schrumpftunnel begrenzt. Weiter umfasst ein Schrumpftunnel an seiner Oberseite meist mehrere Heizelemente und auch Ventilatoren bzw. Gebläsen, um die benötigte Heißluft zu erzeugen und anschließend in dem Innenraum des Schrumpftunnels zu verteilen. Um eine besonders gleichmäßige Verteilung der Heißluft zu erreichen, wird die Heißluft nach deren Erzeugung mittels geeigneter Heißluftführungen vorzugsweise teilweise in sogenannte Schachtwände geleitet und teilweise in eine Bodenkammer, welche sich direkt unterhalb des Fördermittels des Schrumpftunnels befindet. Somit können die mit Schrumpffolie umwickelten Artikel bevorzugt von zumindest drei Seiten aktiv mit Schrumpfmedium beaufschlagt werden.
- Eine Aufgabe der Erfindung ist daher, eine Schrumpfvorrichtung dahingehend zu optimieren, dass der Energieaufwand für die Erzeugung des Schrumpfmediums reduziert werden kann. Zudem soll die Wartung des Schrumpfmittelerzeugers erleichtert werden.
- Die obige Aufgabe wird durch eine Schrumpfvorrichtung und ein Verfahren zum Aufschrumpfen eines Schrumpfmaterials auf zumindest teilweise mit dem Schrumpfmaterial umhüllte Artikel gelöst, die die Merkmale in den unabhängigen Ansprüchen umfassen. Weitere vorteilhafte Ausgestaltungen werden durch die Unteransprüche beschrieben.
- Die innerhalb der Schrumpfvorrichtung mittels Schrumpfmittel (im Folgenden manchmal auch Schrumpfmedium genannt) zu beaufschlagenden Artikel werden beispielsweise durch eine Zusammenstellung aus einer Mehrzahl von Artikeln gebildet, die mit einem Verpackungsmaterial umhüllt sind. Hierbei können die Artikelgruppen zusätzlich auf sogenannten Trays, Pads o.ä. angeordnet sein.
- Wenn im vorliegenden Zusammenhang von Schrumpfmittel gesprochen wird, das oftmals auch als Schrumpfmedium bezeichnet wird, so ist damit in der Regel das gasförmige Medium gemeint, welches die für das Schrumpfen erforderliche erhöhte Temperatur transportiert und zu den zu temperierenden Artikeln befördert. Das Schrumpfmittel oder Schrumpfmedium ist somit in der Regel durch Heißgas oder Heißluft gebildet, das/die innerhalb des Schrumpftunnels in definierter und in nachfolgend beschriebener Weise auf die Artikel geblasen wird, um diese einer thermischen Behandlung auszusetzen.
- Alternativ können Artikelzusammenstellungen durch einen zuvor aufgebrachten Kartonzuschnitt im Bereich ihrer Mündung zusammengehalten werden. Wenn im in der nachfolgenden Beschreibung an vielen Stellen von mit Schrumpfmaterial umhüllten Artikeln die Rede ist, dann soll von diesem Begriff auch eine die Artikel lediglich teilweise umschließende Umhüllung immer mit eingeschlossen sein. Da viele gängige Umhüllungen sog. Schrumpfaugen freilassen, an denen die Artikel nicht von Folie bedeckt oder umschlossen sind, können und sollen auch solche Verpackungen von dem Begriff der mit Schrumpfmaterial umhüllten Artikel mitumfasst sein.
- Hierzu ist vorgesehen, dass in einer optional vorzusehenden Gruppiervorrichtung oder auf andere Weise die Artikel zu Artikelzusammenstellungen zusammengestellt werden. Alternativ können jedoch auch einzelne Artikel verarbeitet werden. Diese werden anschließend in einer Einschlagvorrichtung mit dem Verpackungsmaterial umhüllt. Insbesondere wird in der Einschlagvorrichtung eine Schrumpffolie um die Artikel oder Artikelzusammenstellung herumgeschlagen. Die Einschlagvorrichtung kann wahlweise ein Bestandteil der Schrumpfvorrichtung sein, was aber keine Bedingung ist. Die Einschlagvorrichtung kann ebenso der Schrumpfvorrichtung in Transportrichtung vorgeordnet sein.
- Der Einfachheit ist im Folgenden von Artikeln die Rede, wobei unter diesen Ausdruck grundsätzlich auch Artikelzusammenstellungen fallen sollen.
- Das Verpackungsmaterial wird vorzugsweise aus einem thermoplastischen, flächigen Schrumpfmaterial gebildet, insbesondere einer Schrumpffolie, welche sich bei Zufuhr von Wärme zusammenzieht und somit an die nach außen weisenden Außenmantelflächen der Artikel anlegt, wodurch ein enger Verbund in Form einer Verpackungseinheit entsteht, welche Verpackungseinheit nachfolgend auch als Schrumpfgebinde bezeichnet wird.
- Alternativ kann es sich bei dem Schrumpfmaterial um einen Schrumpfschlauch oder ein Schrumpfetikett handeln, der/das um einen einzelnen Artikel herum angeordnet wird und innerhalb der Schrumpfvorrichtung auf den Artikel aufgeschrumpft wird. Im Falle eines Schrumpfetiketts kann es notwendig sein, dessen Position am Artikel vermittels mindestens einer Verklebung, z.B. eines Klebepunktes o.ä. zumindest zeitweise vor Beginn des Schrumpfprozesses festzulegen. Diese oder eine ähnliche Klebepunktfixierung kann/können auch bei eingeschlagenen Schrumpffolien der Fall sein oder vorgenommen werden.
- Bei den Artikeln handelt es sich vorzugsweise um Behälter, insbesondere Getränkebehälter wie Flaschen, Dosen o.ä. aus Glas, Kunststoff, Metall etc.
- Die Schrumpfvorrichtung weist einen Innenraum mit mindestens einer Förderstrecke für den Transport von den mit Schrumpfmaterial umhüllten Artikeln auf. Die mit Schrumpfmaterial umhüllten Artikel werden in einer Transportrichtung über eine Transportfläche entlang der Förderstrecke durch die Schrumpfvorrichtung gefördert.
- Insbesondere kann es sich bei der Förderstrecke um einen Korridor handeln, der von den Artikeln und dem aufgebrachten Schrumpfmaterial durchlaufen wird.
- Als Transportfläche wird im Wesentlichen die oben liegende Oberfläche der Fördermittel verstanden, auf denen die mit Schrumpfmaterial umhüllten Artikel transportiert werden.
- Die Schrumpfvorrichtung umfasst mindestens zwei voneinander beabstandete erste Schrumpfmitteleinbringeinrichtungen, die dazu ausgebildet sind, Schrumpfmittel in den Innenraum der Schrumpfvorrichtung in Richtung der Förderstrecke einzubringen. Vorzugsweise handelt es sich hierbei um erste seitliche Schrumpfmitteleinbringeinrichtungen.
- Gemäß einer Ausführungsform ist vorgesehen, dass die seitlichen Schrumpfmitteleinbringeinrichtungen als Schachtwände ausgebildet sind, die jeweils mindestens eine zur jeweiligen Förderstrecke hin gerichtete Ausströmfläche für Schrumpfmittel aufweisen.
- Die Schrumpfvorrichtung weist insbesondere ein Gehäuse mit einem Innenraum auf. Insbesondere ist eine Schrumpfmitteleinbringeinrichtung komplett im Innenraum des Gehäuses angeordnet, wobei die Wand des Gehäuses Teil des Gehäuses ist. Bevorzugt können alle vorhandenen Schrumpfmitteleinbringeinrichtungen jeweils komplett im Innenraum des Gehäuses angeordnet sein, wobei wiederum die Wand des Gehäuses Teil des Gehäuses sein soll.
- Es kann sein, dass während der Produktion kein weiteres Teil oder Bauelement zwischen der Schrumpfmitteleinbringeinrichtung und den Artikeln bzw. deren Schrumpfmaterial verbaut ist. In anderen Worten: bevorzugt leitet die Schrumpfmitteleinbringeinrichtung das Schrumpfmittel unmittelbar auf die mit Schrumpfmaterial umhüllten Artikel.
- Der Abstand der Schrumpfmitteleinbringeinrichtungen kann mindestens so groß sein wie eine Breite der Artikel, die die Förderstrecke durchlaufen. Bevorzugt kann der Abstand größer sein als eine Breite der Artikel multipliziert mit 1,05, insbesondere 1,1, und kleiner als eine Breite der Artikel multipliziert mit 4, insbesondere 2,5.
- Wie oben schon erwähnt, handelt es sich bei dem Schrumpfmittel oder Schrumpfmedium vorzugsweise um ein temperiertes Fluid, insbesondere ein temperiertes Gas, vorzugsweise um Heißluft o.ä.
- Die Anzahl der Schrumpfmitteleinbringeinrichtungen bzw. Schachtwände kann die Anzahl der ausgebildeten Förderstrecken definieren. Bei einem einbahnigen Transport über die Transportfläche sind bevorzugt zu beiden Seiten der Förderstrecke, insbesondere oberhalb der Transportfläche, sogenannte äußere Schachtwände vorgesehen, die jeweils eine dem Innenraum der Schrumpfvorrichtung zugewandte Ausströmfläche und eine dem Gehäuse der Schrumpfvorrichtung zugewandte (zumindest während der einbahnigen Produktion) geschlossene Seitenfläche aufweisen.
- Bei einem zwei- oder mehrbahnigen Transport von Artikeln über die Transportfläche sind oberhalb der Transportfläche drei oder mehr Schrumpfmitteleinbringeinrichtungen bzw. Schachtwände angeordnet. Zwischen den mehreren, insbesondere n Schrumpfmitteleinbringeinrichtungen bzw. Schachtwänden werden dadurch n-1 Förderstrecken ausgebildet. Insbesondere werden die Förderstrecken in Nachbarschaft zum Gehäuse der Schrumpfvorrichtung jeweils durch äußere Schachtwände begrenzt.
- Zwischen den beiden äußeren Schachtwänden, bevorzugt ungefähr mittig zwischen den beiden äußeren Schachtwänden, ist im Falle eines zweibahnigen Transports eine innere (oder auch mittlere genannt) Schachtwand angeordnet, deren beide im Wesentlichen vertikale Seitenflächen parallel zur Transportrichtung jeweils als Ausströmflächen ausgebildet sind. Die innere Schachtwand führt somit insbesondere den beiden parallelen Förderstrecken jeweils Schrumpfmedium oder Schrumpfmittel zu, wobei die Beaufschlagung der beiden parallelen Förderstrecken mit Schrumpfmedium in etwa die gleiche Größenordnung haben kann.
- Im Falle eines mehr als zweibahnigen Transports sind entsprechend mehr innere Schachtwände vorgesehen.
- Alternativ kann es sein, dass bei einem zweibahnigen Transport vier Schachtwände zur Ausbringung von Schrumpfmedium in der Schrumpfvorrichtung angeordnet sind, zwei äußere, wie oben dargestellt, und zwei innere, wobei die zwei inneren jeweils nur eine Ausströmfläche aufweisen, aus der während der Produktion Schrumpfmedium austritt.
- Gemäß einer Ausführungsform der Erfindung ist vorgesehen, dass mindestens eine der mindestens zwei ersten Schrumpfmitteleinbringeinrichtungen quer zu einer Transportrichtung der Artikel beweglich ausgebildet ist, so dass ein Abstand zwischen den zwei ersten Schrumpfmitteleinrichtungen und somit eine Breite der Förderstrecke verändert und an die jeweilig durch die Schrumpfvorrichtung transportierten Artikel angepasst werden kann.
- Die Schrumpfvorrichtung kann insbesondere mindestens einen ersten Schrumpfmittelerzeuger umfassen. Außerdem kann dieser Schrumpfmittelerzeuger insbesondere zur Versorgung mindestens einer Schrumpfmitteleinbringeinrichtung der mindestens zwei ersten Schrumpfmitteleinbringeinrichtungen mit Schrumpfmittel vorgesehen sein.
- Hierbei ist vorgesehen, dass der mindestens eine erste Schrumpfmittelerzeuger seitlich der Förderstrecke angeordnet ist, also in einem Bereich, der in horizontaler Richtung einen Abstand zu der Förderstrecke aufweist.
- Insbesondere kann der Schrumpfmittelerzeuger zumindest bereichsweise auf einer Höhe angeordnet sein, die zwischen 0,5 Meter oberhalb einer Unterkante der Schrumpfvorrichtung liegt und 2,5 Meter oberhalb der Unterkante, bevorzugt in einem Bereich zwischen 0,9 m und 2,1 m, noch bevorzugter zwischen 1,2 m und 1,8 m. Die Unterkante wird üblicherweise durch die Aufstellfläche der Schrumpfvorrichtung gebildet, insbesondere durch die Unterseite von Maschinenfüßen, sofern vorhanden.
- Insbesondere kann der Schrumpfmittelerzeuger einen Handgriff aufweisen, mit dem er ergriffen und manuell gehandhabt werden kann.
- Beispielsweise kann vorgesehen sein, dass der mindestens eine erste Schrumpfmittelerzeuger innerhalb und/oder an mindestens einer Schrumpfmitteleinbringeinrichtung angeordnet oder ausgebildet ist.
- Eine bevorzugte Ausführungsform sieht vor, dass ein horizontaler Abstand zwischen mindestens einem ersten, seitlich der Förderstrecke angeordneten Schrumpfmittelerzeuger und der Förderstrecke verstellbar ausgebildet ist. Dies gilt sowohl für einen ersten Schrumpfmittelerzeuger, der seitlich der Förderstrecke angeordnet ist als auch für einen ersten Schrumpfmittelerzeuger, der innerhalb oder an mindestens einer ersten Schrumpfmitteleinbringeinrichtung angeordnet oder ausgebildet ist.
- Der mindestens eine erste Schrumpfmittelerzeuger kann in bekannter Weise als ein Heizregister, eine Gasbrenneinheit oder als ein Gebläse ausgebildet sein. Gemäß einer Ausführungsform ist vorgesehen, dass der mindestens eine erste Schrumpfmittelerzeuger als ein seitlich verfahrbares Heizregister, eine seitlich verfahrbare Gasbrenneinheit oder als ein seitlich verfahrbares Gebläse ausgebildet ist.
- Der hier verwendete Begriff des seitlich verfahrbaren Gehäuses bzw. "Seitlich" bezieht sich insbesondere auf eine im Wesentlichen horizontale Richtung, welche im Wesentlichen senkrecht zur Transportrichtung der Artikel orientiert ist.
- Eine Ausführungsform sieht vor, dass der mindestens eine erste Schrumpfmittelerzeuger in einem Arbeitsmodus bzw. in einem Produktionsmodus der Schrumpfvorrichtung im Innenraum der Schrumpfvorrichtung angeordnet ist und dass der mindestens eine erste Schrumpfmittelerzeuger in einem Wechselmodus der Schrumpfvorrichtung bzw. in einem Wartungsmodus der Schrumpfvorrichtung zumindest bereichsweise außerhalb des Innenraums der Schrumpfvorrichtung angeordnet ist.
- Um dies zu realisieren, sieht eine Ausführungsform der Schrumpfvorrichtung vor, dass dem mindestens einen ersten Schrumpfmittelerzeuger mindestens ein erstes, insbesondere schwenkbar ausgebildetes Verschlusselement zugeordnet ist. Das erste Verschlusselement nimmt in dem Arbeitsmodus einen geschlossenen Zustand ein. Weiterhin nimmt das erste Verschlusselement in dem Wechselmodus einen geöffneten Zustand ein, so dass der mindestens eine erste Schrumpfmittelerzeuger in dem Wechselmodus für Wartungs-, Reparatur- oder Auswechselarbeiten insbesondere leicht zugänglich ist.
- Beispielsweise kann das mindestens eine erste Verschlusselement nach oben und/oder seitlich schwenkbar ausgebildet sein. Alternativ kann das mindestens eine erste Verschlusselement nach oben und/oder seitlich verschiebbar ausgebildet sein.
- Bei einem Verschlusselement kann es sich insbesondere um eine Tür handeln. Eine solche Tür oder ein solches Verschlusselement kann in bekannter Weise insbesondere verschwenkbar oder verschiebbar ausgeführt sein, wahlweise auch faltbar.
- Eine weitere Ausführungsform sieht vor, dass mindestens eine der mindestens zwei Schrumpfmitteleinbringeinrichtungen selbst als Schrumpfmittelerzeuger ausgebildet ist. Hierbei kann innerhalb mindestens einer Schrumpfmitteleinbringeinrichtung ein Heizregister, eine Gasbrenneinheit oder ein Gebläse angeordnet sein.
- So kann beispielsweise vorgesehen sein, dass innerhalb der mindestens einen Schrumpfmitteleinbringeinrichtung eine Vielzahl von Heizdrähten angeordnet sind.
- Bevorzugt können hierbei unterschiedliche Heizdrähte entlang der Schrumpfmitteleinbringeinrichtung in Transportrichtung und/oder über die Höhe der Schrumpfmitteleinbringeinrichtung hinsichtlich ihrer Temperatur individuell steuerbar ausgebildet sein, so dass die Temperatur des Schrumpfmittels über die Länge der Schrumpfmitteleinbringeinrichtung in Transportrichtung und/oder über die Höhe der Schrumpfmitteleinbringeinrichtung variiert werden kann.
- Eine Ausführungsform der Schrumpfvorrichtung sieht vor, dass die zwei ersten Schrumpfmitteleinbringeinrichtungen, insbesondere die beiden als äußere Schachtwände ausgebildete erste Schrumpfmitteleinbringeinrichtungen jeweils eine seitliche Begrenzung der Förderstrecke bilden bzw. seitlich der Förderstrecke angeordnet sind, so dass die Förderstrecke zwischen den beiden ersten Schrumpfmitteleinbringeinrichtungen verläuft.
- Eine weitere Ausführungsform der Schrumpfvorrichtung sieht vor, dass eine erste Schrumpfmitteleinbringeinrichtung, insbesondere eine als innere Schachtwand ausgebildete erste Schrumpfmitteleinbringeinrichtung, oberhalb der Transportebene angeordnet ist und ebenfalls die angrenzenden Förderstrecken begrenzt bzw. seitlich zu den benachbarten Förderstrecken angeordnet ist.
- Weiterhin kann mindestens ein zweiter Schrumpfmittelerzeuger unterhalb der Transportebene und somit unterhalb der mindestens einen Förderstrecke angeordnet sein. Der mindestens eine zweite Schrumpfmittelerzeuger ist dazu ausgebildet, Schrumpfmittel mit einer nach oben gerichteten Strömungsrichtung in den Innenraum der Schrumpfvorrichtung einzubringen.
- Eine Ausführungsform sieht vor, dass die Transportfläche durch ein Obertrum eines umlaufenden Endlosförderbands gebildet wird. Der mindestens eine zweite Schrumpfmittelerzeuger ist gemäß einer bevorzugten Ausführungsform zwischen dem Obertrum und einem Untertrum des Endlosförderbands angeordnet.
- Vorzugsweise ist der mindestens eine zweite Schrumpfmittelerzeuger als ein seitlich verfahrbares Heizregister, eine seitlich verfahrbare Gasbrenneinheit oder als ein seitlich verfahrbares Gebläse ausgebildet. Der zweite Schrumpfmittelerzeuger kann eine Mehrzahl von Heizdrähten umfassen. Aufgrund der seitlichen Verfahrbarkeit kann der mindestens eine zweite Schrumpfmittelerzeuger in dem Arbeitsmodus bzw. Produktionsmodus zwischen dem Obertrum und dem Untertrum des Endlosförderbands angeordnet werden. Weiterhin kann der mindestens eine zweite Schrumpfmittelerzeuger in dem Wechselmodus bzw. Wartungsmodus zumindest bereichsweise in einem Bereich angeordnet sein, welcher Bereich sich außerhalb eines zwischen dem Obertrum und dem Untertrum des Endlosförderbands ausgebildeten Zwischenbereich befindet.
- Insbesondere kann der zweite Schrumpfmittelerzeuger verfahrbar oder verschiebbar in einer horizontalen Richtung senkrecht zur Transportrichtung der Artikel ausgebildet sein.
- Weiterhin kann vorgesehen sein, dass dem mindestens einen zweiten Schrumpfmittelerzeuger mindestens ein zweites Verschlusselement zugeordnet ist, welches zweite Verschlusselement in dem Arbeitsmodus einen geschlossenen Zustand einnimmt und welches zweite Verschlusselement in dem Wechselmodus einen geöffneten Zustand einnimmt. Über das geöffnete zweite Verschlusselement ist der zweite Schrumpfmittelerzeuger im Wechselmodus zugänglich für eine Wartung, eine Reparatur oder einen Austausch einfach zugänglich.
- Insbesondere kann das mindestens eine zweite Verschlusselement nach oben und/oder seitlich schwenkbar ausgebildet sein. Alternativ kann das mindestens eine zweite Verschlusselement nach oben und/oder seitlich verschiebbar ausgebildet sein o.ä.
- Es können auch noch weitere Schrumpfmittelerzeuger vorgesehen sein, welche parallel oder in Reihe zu dem ersten und/oder zweiten Schrumpfmittelerzeuger angeordnet sein können, wobei eine Reihenanordnung eine aufeinanderfolgende Anordnung in Strömungsrichtung des Schrumpfmittels meint.
- Im Falle einer Reihenschaltung kann somit beispielsweise eine Vorerwärmung des Schrumpfmittels durch einen dritten Schrumpfmittelerzeuger durchgeführt werden und eine Erwärmung auf die endgültige Temperatur durch den ersten oder zweiten Schrumpfmittelerzeuger.
- Ein Heizregister kann eine Vielzahl von Heizwiderständen umfassen, welche nebeneinander in mehreren Spalten und/oder Reihen angeordnet sein können.
- Es können im Gehäuse oder innerhalb des Innenraums Rückführkanäle vorgesehen sein, die das Schrumpfmittel nach dem Auftreffen auf die Artikel wieder zurück zu einem Schrumpfmittelerzeuger leiten, um es wieder erneut aufzuwärmen.
- Die Vorrichtung kann einen Einschubkanal im Gehäuse aufweisen, durch den ein Schrumpfmittelerzeuger eingefahren bzw. eingeschoben und ausgebracht bzw. rausverfahren werden kann.
- Das Gehäuse und / oder der Schrumpfmittelerzeuger kann ein Rastmittel umfassen, mit welcher der Schrumpfmittelerzeuger relativ zum Gehäuse verrastet werden kann.
- Das Gehäuse und / oder der Schrumpfmittelerzeuger kann einen Hebel umfassen, um die Verrastung zu lösen.
- Bei der Verrastung kann es sich beispielsweise um einen Bajonettverschluss oder irgendeinen anderen Schnellwechselverschluss handeln.
- Die Erfindung betrifft weiterhin ein Verfahren zum Aufschrumpfen eines Schrumpfmaterials auf zumindest teilweise mit dem Schrumpfmaterial umhüllte Artikel. Das Verfahren umfasst zumindest die folgenden Schritte:
- Transportieren von mit Schrumpfmaterial umhüllten Artikeln über eine Transportfläche entlang einer Förderstrecke durch einen Innenraum einer Schrumpfvorrichtung,
- Erhitzen und/oder Beschleunigen eines Schrumpfmittels seitlich der Förderstrecke mit mindestens einem seitlich der Förderstrecke angeordneten ersten Schrumpfmittelerzeuger,
- Leiten von Schrumpfmittel auf die mit Schrumpfmaterial umhüllten Artikel, während diese durch die Schrumpfvorrichtung transportiert werden.
- Eine Ausführungsform kann vorsehen, dass in einem weiteren Verfahrensschritt das Zurückführen zumindest eines Teils des Schrumpfmittels zum Schrumpfmittelerzeuger erfolgt. Da das zurückgeführte Schrumpfmittel bereits die gewünschte Temperatur oder nahezu die gewünschte Temperatur aufweist, muss dem rückgeführten Schrumpfmittel keine oder nur geringe Energiemengen zugeführt werden, bevor dieses wieder in die Schrumpfmitteleinbringeinrichtungen eingeleitet wird.
- Eine weitere Ausführungsform des Verfahrens umfasst weiterhin folgenden Schritt: Entnahme des mindestens einen ersten Schrumpfmittelerzeugers mit einer Bewegung während eines Wechselmodus, welche Bewegung eine horizontale, insbesondere eine im Wesentlichen seitliche Bewegungskomponente umfasst.
- Insbesondere handelt es sich um eine im Wesentlichen orthogonal zu der Transportrichtung der Artikel gerichtete seitliche Bewegungskomponente. Bevorzugt umfasst die Bewegungskomponente eine von der Förderstrecke weg gerichtete seitliche Bewegungskomponente.
- Ein weiterer Schritt des Verfahrens kann zudem das Einschieben eines vierten Schrumpfmittelerzeugers in die Position umfassen, in der sich zuvor der erste Schrumpfmittelerzeuger befand.
- Dieser vierte Schrumpfmittelerzeuger kann wahlweise so lange eingesetzt werden, wie der erste Schrumpfmittelerzeuger gewartet wird. Ebenso denkbar wäre es, den weiteren Betrieb mit dem vierten Schrumpfmittelerzeuger fortzusetzen und den ersten Schrumpfmittelerzeuger als Ersatzeinheit für einen späteren Austausch bereitzuhalten.
- Eine bevorzugte Ausführungsform der Schrumpfvorrichtung kann vorsehen, dass der mindestens eine erste Schrumpfmittelerzeuger seitlich an einer Schrumpfmitteleinbringeinrichtung angebracht ist. Beispielsweise kann vorgesehen sein, dass jeweils ein erster Schrumpfmittelerzeuger an den seitlichen Außenmantelflächen der äußeren Schachtwände angeordnet ist und eine fluide Verbindung zu dem Innenraum der jeweiligen Schachtwand ausgebildet ist. Durch seitliches Verfahren der Schachtwände orthogonal zur Transportrichtung der Artikel, und insbesondere in einer von der Förderstrecke weg gerichteten Bewegung, können die Schrumpfmittelerzeuger in die Wechselposition überführt werden.
- Alternativ kann vorgesehen sein, dass der mindestens eine Schrumpfmittelerzeuger seitlich der Förderstrecke angeordnet und als seitlich herausziehbares Heizregister, seitlich herausziehbare Gasbrenneinheit und/oder seitlich herausziehbares Gebläse ausgebildet ist.
- Ein Schrumpfmittelerzeuger kann als kombinierte Gebläse-Gasbrenn-Einheit ausgebildet sein. Alternativ kann er als kombinierte Heizregister-Gebläse-Einheit ausgebildet sein.
- Die Vorteile der hier beschriebenen Erfindung liegen darin, dass die Wartung, Reparatur oder der Austausch des mindestens einen ersten Schrumpfmittelerzeugers und/oder des mindestens einen zweiten Schrumpfmittelerzeugers durch die seitliche Zugänglichkeit gegenüber den herkömmlicherweise oberhalb der Förderstrecke angeordneten Schrumpfmittelerzeugern erleichtert ist. Zudem können mehrere Schrumpfmittelerzeuger separat angesteuert und verfahren werden, um die Position an unterschiedliche Produkte anzupassen, so dass beispielsweise bei einer zweibahnigen Verarbeitung unterschiedliche Produkte innerhalb der Schrumpfvorrichtung bearbeitet werden können.
- Weiterhin führt die aufsteigende Wärme des Schrumpfmittels zu einer Energieersparnis, insbesondere da dieses nicht zuerst mit einer nach unten gerichteten Bewegung in die Schrumpfmitteleinbringeinrichtungen eingebracht werden muss.
- Eine weitere Ausführungsform der Erfindung kann vorsehen, dass der mindestens eine seitlich der Förderstrecke angeordnete Schrumpfmittelerzeuger über die Förderstrecke zugänglich ist.
- Eine weitere Ausführungsform kann vorsehen, dass der mindestens eine erste Schrumpfmittelerzeuger einer inneren Schachtwand zugeordnet ist oder dass eine innere Schachtwand als erster Schrumpfmittelerzeuger ausgebildet ist. Die innere Schachtwand teilt die Transportfläche in zwei Förderstrecken und bildet somit jeweils eine seitliche Begrenzung für die beiden Förderstrecken.
- Werden mindestens zwei erste Schrumpfmittelerzeuger innerhalb einer Schrumpfvorrichtung verwendet oder mindestens ein erster Schrumpfmittelerzeuger und mindestens ein zweiter Schrumpfmittelerzeuger, so kann vorgesehen sein, dass diese jeweils gleich ausgebildet sind. Dies hat insbesondere den Vorteil, dass weniger unterschiedliche Ersatzteile für die Schrumpfvorrichtung bei Bedarf bereitgestellt werden müssen.
- Es ist jedoch alternativ auch möglich, innerhalb der Schrumpfvorrichtung unterschiedliche Schrumpfmittelerzeuger zu verwenden. Dies kann beispielsweise aus Platzgründen sinnvoll sein oder aber auch im Sinne der Redundanz, da unterschiedlich ausgebildete Schrumpfmittelerzeuger auch unterschiedlich anfällig für Fehler, Verschleiß o.ä. sind.
- Die Erfindung ist auch auf ein System gerichtet, welches eine Vorrichtung gemäß unabhängigem Anspruch 1 umfasst, und die darüber hinaus eine Abfüllvorrichtung und/oder eine Verpackungsmaschine und/oder eine Palettiervorrichtung und/oder weitere Maschinen umfassen kann.
- Die vorliegende Erfindung befasst sich insbesondere mit elektrisch betreibbaren Heizmodulen und/oder mit elektrisch betreibbaren Heizregistern, die in ihrem Bau- und Anwendungsprinzip einem Wasserkocher ähneln. Jedoch befasst sich die vorliegende Erfindung darüber hinaus auch gasbetriebenen Heizmodulen und/oder mit gasbetriebenen Heizregistern. Unabhängig von der gewählten Bau- und Betriebsart hat es sich bei bisher verwendeten Heizregistern, wie sie im Stand der Technik verwendet werden, oftmals erwiesen, dass die übliche Montage oberseitig am Schrumpftunnel eine schlechte Zugänglichkeit ergibt, insbesondere für Wartungs- und für Reparaturmaßnahmen, jedoch auch für notwendige Justierungs-, Anpassungs- oder Einstellmaßnahmen.
- Hierfür schafft die vorliegende Erfindung eine effektive Abhilfe, indem die Heizregister nun seitlich am Schrumpftunnel angeordnet werden, wodurch sie für jegliche Wartungs-, Reparatur- oder Einstellarbeiten weitaus besser zugänglich sind. Die Zugänglichkeit kann etwa über einen seitlich am Schrumpftunnel befindlichen Transportkorridor gegeben sein. Ebenso ist bei einer solchen seitlichen Anordnung am Schrumpftunnel ein manuell unterstützter Wechsel des Heizregisters deutlich erleichtert.
- Wahlweise kann das Heizregister oder können die Heizregister auch in mittig durch den Schrumpftunnel verlaufenden Schachtwand angeordnet sein, was im Wesentlichen dieselben Vorteile gegenüber einer oberseitigen Montage liefern kann. In diesem Zusammenhang kann eine Integration des oder der Heizregister in der Schachtwand vorgesehen sein, was jedoch lediglich eine sinnvolle bauliche Option darstellt.
- Außerdem kann bei derartigen Anordnungen eine zu öffnende seitliche Türe vorgesehen sein, die bspw. hochgeklappt oder seitlich verschoben werden kann, um die Schachtwände inklusive Heizregister zugänglich zu machen und/oder um die Schachtwände inklusive Heizregister leichter austauschen zu können.
- Außerdem ist es durch die gewählte seitliche Anordnung oder durch die Anordnung in einer Schachtwand möglich, verschiedene Heizkassetten oder Heizregister miteinander zu kombinieren. Hierdurch ist es etwa auch ermöglicht, elektrische betreibbare Heizregister mit gasbetriebenen Heizregistern zu kombinieren.
- Schließlich sei an dieser Stelle ausdrücklich erwähnt, dass alle Aspekte und Ausführungsvarianten, die im Zusammenhang mit der erfindungsgemäßen Schrumpfvorrichtung erläutert wurden, gleichermaßen Teilaspekte des erfindungsgemäßen Verfahrens betreffen oder sein können. Wenn daher an einer Stelle bei der Beschreibung oder auch bei den Anspruchsdefinitionen zur erfindungsgemäßen Schrumpfvorrichtung von bestimmten Aspekten und/oder Zusammenhängen und/oder Wirkungen die Rede ist, so gilt dies gleichermaßen für das erfindungsgemäße Verfahren. In umgekehrter Weise gilt dasselbe, so dass auch alle Aspekte und Ausführungsvarianten, die im Zusammenhang mit dem erfindungsgemäßen Verfahren erläutert wurden, gleichermaßen Teilaspekte der erfindungsgemäßen Schrumpfvorrichtung betreffen oder sein können. Wenn daher an einer Stelle bei der Beschreibung oder auch bei den Anspruchsdefinitionen zum erfindungsgemäßen Verfahren von bestimmten Aspekten und/oder Zusammenhängen und/oder Wirkungen die Rede ist, so gilt dies gleichermaßen für die erfindungsgemäße Schrumpfvorrichtung.
- Im Folgenden sollen Ausführungsbeispiele die Erfindung und ihre Vorteile anhand der beigefügten Figuren näher erläutern. Die Größenverhältnisse der einzelnen Elemente zueinander in den Figuren entsprechen nicht immer den realen Größenverhältnissen, da einige Formen vereinfacht und andere Formen zur besseren Veranschaulichung vergrößert im Verhältnis zu anderen Elementen dargestellt sind.
- Die
Fig. 1 zeigt eine erste Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung. -
Fig. 2 zeigt eine zweite Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung. -
Fig. 3 zeigt eine dritte Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung in einem Arbeitsmodus. -
Fig. 4 zeigt die dritte Ausführungsform der Schrumpfvorrichtung gemäßFig. 3 in einem Wechselmodus. -
Fig. 5 zeigt eine vierte Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung im Arbeitsmodus. -
Fig. 6 zeigt die vierte Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung im Wechselmodus. -
Fig. 7 beschreibt eine Verpackungsvorrichtung, die eine erfindungsgemäße Schrumpfvorrichtung umfasst. -
Fig. 8 beschreibt eine Verpackungsanlage, die eine erfindungsgemäße Schrumpfvorrichtung umfasst. - Für gleiche oder gleich wirkende Elemente der Erfindung werden identische Bezugszeichen verwendet. Ferner werden der Übersicht halber nur Bezugszeichen in den einzelnen Figuren dargestellt, die für die Beschreibung der jeweiligen Figur erforderlich sind. Die dargestellten Ausführungsformen stellen lediglich Beispiele dar, wie die Erfindung ausgestaltet sein kann und stellen keine abschließende Begrenzung dar.
- Die schematische Darstellung der
Fig. 1 zeigt eine erste Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung 1. Die Schrumpfvorrichtung 1 weist einen Innenraum 2 sowie zwei Förderstrecken 3 für den zweibahnigen Transport von mit Schrumpfmaterial 4 umhüllten Artikeln 5 auf. Die mit Schrumpfmaterial 4 umhüllten Artikel 5 werden in einer Transportrichtung, die orthogonal zur Zeichenebene ausgebildet ist, über eine Transportfläche 6 entlang der Förderstrecke 2 durch die Schrumpfvorrichtung 1 gefördert (siehe hierzu auch dieFiguren 7 und8 ). - Als Transportfläche 6 wird im Wesentlichen die oben liegende Oberfläche des Fördermittels bzw. der Fördereinrichtung 7 verstanden, auf denen die mit Schrumpfmaterial 4 umhüllten Artikel 5 transportiert werden. Die Fördereinrichtung 7 wird beispielsweise durch ein umlaufendes Endlosförderband, eine Mattenkette o.ä. gebildet.
- Die Schrumpfvorrichtung 1 umfasst im dargestellten Ausführungsbeispiel drei voneinander beabstandete erste Schrumpfmitteleinbringeinrichtungen 8, die dazu ausgebildet sind, Schrumpfmittel 20 in den Innenraum 2 der Schrumpfvorrichtung 1 in Richtung der Förderstrecken 3 einzubringen. Jeweils zwei erste Schrumpfmitteleinbringeinrichtungen 8 begrenzen eine der Förderstrecken 3. Insbesondere sind die erste Schrumpfmitteleinbringeinrichtungen 8 als Schachtwände 9 ausgebildet sind, die jeweils mindestens eine, zur jeweiligen Förderstrecke 3 hin gerichtete, Ausströmfläche für Schrumpfmittel 20 aufweisen.
- Die Anzahl der Schachtwände 9 definiert die Anzahl der ausgebildeten Förderstrecken 3. Bei einem einbahnigen Transport über die Transportfläche 6 sind bevorzugt zu beiden Seiten der Förderstrecke 3, insbesondere oberhalb der Transportfläche 6, sogenannte äußere Schachtwände 10 vorgesehen, die jeweils eine dem Innenraum 2 der Schrumpfvorrichtung 1 zugewandten Ausströmfläche und eine dem Gehäuse 11 der Schrumpfvorrichtung 1 zugewandte geschlossene Seitenfläche aufweisen.
- Bei einem zweibahnigen Transport von mit Schrumpfmaterial 4 umhüllten Artikeln 5 über die Transportfläche 6 sind auf oder oberhalb der Transportfläche 6 drei Schachtwände 9 angeordnet. Zwischen den drei Schachtwänden 9 werden dadurch zwei Förderstrecken 3 ausgebildet. Insbesondere werden die beiden Förderstrecken 3 in Nachbarschaft zum Gehäuse 11 der Schrumpfvorrichtung 1 jeweils durch äußere Schachtwände 9 begrenzt.
- Mittig oder ungefähr mittig zwischen den beiden äußeren Schachtwänden 9 ist eine innere Schachtwand 12 angeordnet, deren beide im Wesentlichen vertikale Seitenflächen parallel zur Transportrichtung jeweils als Ausströmflächen ausgebildet sind. Die innere Schachtwand 12 führt somit insbesondere den beiden parallelen Förderstrecken 3 jeweils Schrumpfmedium oder Schrumpfmittel 20 zu, wobei die Beaufschlagung der beiden parallelen Förderstrecken 3 mit Schrumpfmittel 20 in etwa die gleiche Größenordnung hat oder haben kann.
- Alternativ kann es sein, dass bei einem zweibahnigen Transport vier Schachtwände 9 zur Ausbringung von Schrumpfmedium 20 in der Schrumpfvorrichtung 1 vorgesehen sind, zwei äußere Schachtwände 10, wie oben dargestellt, und zwei innere Schachtwände 12, wobei die zwei inneren Schachtwände 12 jeweils nur eine Ausströmfläche aufweisen, aus der während der Produktion Schrumpfmedium 20 austritt.
- Weiterhin kann vorgesehen sein, dass mindestens eine der mindestens zwei ersten Schrumpfmitteleinbringeinrichtungen 8 quer zu der Transportrichtung der mit Schrumpfmaterial 4 umhüllten Artikel 5 beweglich ausgebildet ist, so dass ein Abstand zwischen den zwei ersten Schrumpfmitteleinrichtungen 8 und somit eine Breite der Förderstrecke 3 verändert und an die jeweilig durch die Schrumpfvorrichtung 1 transportierten mit Schrumpfmaterial 4 umhüllten Artikel 5 angepasst werden kann.
- Die Schrumpfvorrichtung 1 umfasst mindestens einen ersten Schrumpfmittelerzeuger 13 zur Versorgung mindestens einer ersten Schrumpfmitteleinbringeinrichtung 8 der mindestens zwei ersten Schrumpfmitteleinbringeinrichtungen 8 mit Schrumpfmittel 20.
- Hierbei kann vorgesehen sein, dass der mindestens eine erste Schrumpfmittelerzeuger 13 seitlich der Förderstrecke 3 angeordnet ist. Insbesondere sind bei der Ausführungsform gemäß
Fig. 1 zwei seitlich am Gehäuse 11 der Schrumpfvorrichtung 1 angeordnete erste Schrumpfmittelerzeuger 13 vorgesehen. Von diesen wird das Schrumpfmittel 20 in eine oberhalb der Schachtwände 9 ausgebildeten Verteilkanal 14 und von dem Verteilkanal 14 ausgehend in die Schachtwände 9 eingeleitet. - Die ersten Schrumpfmittelerzeuger 13 können in bekannter Weise beispielsweise als Heizregister, Gasbrenneinheit ggf. mit integriertem Gebläse oder als Gebläse o.ä. ausgebildet sein.
- Die schematische Darstellung der
Fig. 2 zeigt eine zweite Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung 1, welche ebenfalls für den zweibahnigen Transport vorgesehen ist. - Zum Verständnis von Bezugszeichen, die in
Fig. 2 dargestellt sind, aber nicht separat genannt werden, wird auf die Beschreibung derFig. 1 verwiesen - Bei der hier dargestellten Ausführungsform ist vorgesehen, dass mindestens einer ersten Schrumpfmitteleinbringeinrichtung 8 ein erster Schrumpfmittelerzeuger 13 zugeordnet ist. Insbesondere ist bei der dargestellten Ausführungsform jeder Schachtwand 9 ein eigener erster Schrumpfmittelerzeuger 13 zugeordnet.
- Beispielsweise ist innerhalb der äußeren Schachtwände 10 jeweils ein Heizregister, eine Gasbrenneinheit oder ein Gebläse o.ä. angeordnet, so dass das Schrumpfmittel 20 direkt innerhalb der äußeren Schachtwände 10 erzeugt und über die Ausströmflächen in die jeweilig zugeordnete Förderstrecke 3 eingebracht wird.
- Die innere Schachtwand 12 kann dagegen mit einer Vielzahl von Heizdrähten 15 ausgestattet sein, welche Vielzahl von Heizdrähten 15 eine ersten Schrumpfmittelerzeuger 13 ausbilden. Bevorzugt können hierbei unterschiedliche Heizdrähte 15 entlang der inneren Schachtwand 12 in Transportrichtung und/oder über die Höhe der inneren Schachtwand 12 individuell steuerbar ausgebildet sein, so dass die Temperatur des Schrumpfmittels 20 über die Länge der inneren Schachtwand 12 in Transportrichtung oder über die Höhe der inneren Schachtwand 12 variiert werden kann.
- Die Schachtwände 9 sind an einer oberen Aufhängung 16 angeordnet. Vorzugsweise sind die Schachtwände 9 an der oberen Aufhängung 16 schiebebeweglich angeordnet, was durch den schwarzen Doppelpfeil an der linken äußeren Schachtwand 10 dargestellt ist. Somit kann der Abstand zwischen den Schachtwänden 9 und dementsprechend die Breite der jeweiligen Förderstrecke 3 produktabhängig eingestellt werden.
- Weiterhin kann vorgesehen sein, dass über die obere Aufhängung 16 Luft aus dem Innenraum 2 der Schrumpfvorrichtung abgesaugt und in die Schachtwände 9 eingeleitet wird. Da es sich hierbei um bereits erwärmte Luft handelt, muss dieses von den jeweiligen ersten Schrumpfmittelerzeugern 13 weniger stark erwärmt werden, um die notwendige Schrumpfmitteltemperatur zu erreichen.
- Für den Fachmann ist klar, dass er die innere Schachtwand 12 ebenfalls mit einem Heizregister, einer Gasbrenneinheit oder einem Gebläse o.ä. ausstatten kann bzw. dass er die äußeren Schachtwände 10 auch mit Heizdrähten 15 ausstatten kann. Auch können sowohl die äußeren Schachtwände 10 als auch die innere Schachtwand 12 mit jeweils identischen ersten Schrumpfmittelerzeugern 13 ausgestattet sein.
- Die
Fig. 3 zeigt eine dritte Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung 1 in einem Arbeitsmodus 30; dieFig. 4 zeigt die dritte Ausführungsform der Schrumpfvorrichtung 1 gemäßFig. 3 in einem Wechselmodus 31. - Es wird nachfolgend vor allem auf die Unterschiede zur Ausführungsform der
Fig. 2 eingegangen. - Bei der hier dargestellten Ausführungsform sind erste Schrumpfmittelerzeuger 13 an den geschlossenen Seitenflächen der äußeren Schachtwände 10 angeordnet und stehen mit diesen in einer fluiden Verbindung, so dass das durch die ersten Schrumpfmittelerzeuger 13 erzeugte Schrumpfmittel 20 in die äußeren Schachtwände 10 eingeleitet werden kann.
- An den seitlichen Wänden des Gehäuses 11 der Schrumpfvorrichtung 1 sind erste Verschlusselemente 17 ausgebildet, beispielsweise in Form von nach oben schwenkbaren Türen o.ä. Im Arbeitsmodus 30 sind diese ersten Verschlusselemente 17 verschlossen.
- Im Wechselmodus 31 werden die Verschlusselemente 17 dagegen geöffnet. Nunmehr sind die an den äußeren Schachtwänden 10 angeordneten ersten Schrumpfmittelerzeuger 13 einfach von außen für Wartungs-, Reparatur- oder Wechselarbeiten zugänglich.
- Am Beispiel der linken äußeren Schachtwand 10 ist zudem eine Ausführungsform dargestellt, die vorsieht, dass der zugeordnete erste Schrumpfmittelerzeuger 13 in dem Arbeitsmodus 30 bzw. in einem Produktionsmodus der Schrumpfvorrichtung 1 im Innenraum 2 der Schrumpfvorrichtung 1 angeordnet ist, insbesondere innerhalb des Gehäuses 11 der Schrumpfvorrichtung 1. Dagegen ist der erste Schrumpfmittelerzeuger 13 in de, Wechselmodus 31 bzw. in einem Wartungsmodus zumindest bereichsweise außerhalb des Innenraums 2 der Schrumpfvorrichtung 1 angeordnet.
- Beispielsweise reicht die Aufhängung 16 aus dem Gehäuse 11 hinaus, so dass die äußere Schachtwand 10 gemeinsam mit dem zugeordneten ersten Schrumpfmittelerzeuger 13 in eine Position außerhalb des Gehäuses 11 verschoben werden kann. Dies erhöht die Zugänglichkeit des an der linken äußeren Schachtwand 10 angeordneten ersten Schrumpfmittelerzeugers 13 für Wartungs-, Reparatur- oder Wechselarbeiten noch weiter.
- Die
Fig. 5 zeigt eine vierte Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung 1 im Arbeitsmodus 30 undFig. 6 zeigt die vierte Ausführungsform einer erfindungsgemäßen Schrumpfvorrichtung 1 im Wechselmodus 31. - Auch hier wird wieder im Wesentlichen auf die Unterschiede zu den vorherigen Figuren eingegangen, auf deren Beschreibung hiermit verwiesen wird.
- Bei dieser Ausführungsform ist ein weiterer, insbesondere ein zweiter Schrumpfmittelerzeuger 18 vorgesehen, welcher unterhalb der Förderstrecke 3 angeordnet ist. Der zweite Schrumpfmittelerzeuger 18 ist dazu ausgebildet, Schrumpfmittel 20 mit einer nach oben gerichteten Strömungsrichtung in den Innenraum 2 der Schrumpfvorrichtung 1 einzubringen.
- Bei der hier dargestellten Ausführungsform wird die Transportfläche 6 durch ein Obertrum 25 eines umlaufenden Endlosförderbands 26 gebildet wird. Der zweite Schrumpfmittelerzeuger 18 ist insbesondere zwischen dem Obertrum 25 und dem Untertrum 27 des Endlosförderbands 26 angeordnet. Dadurch kann der zweite Schrumpfmittelerzeuger 18 sehr platzsparend innerhalb der Schrumpfvorrichtung 1 angeordnet werden.
- Vorzugsweise ist der zweite Schrumpfmittelerzeuger 18 als ein seitlich verfahrbares Heizregister, eine seitlich verfahrbare Gasbrenneinheit, als ein seitlich verfahrbares Gebläse o.ä.ausgebildet. Aufgrund der seitlichen Verfahrbarkeit ist der zweite Schrumpfmittelerzeuger 18 in dem Arbeitsmodus 30 bzw. Produktionsmodus zwischen dem Obertrum 25 und dem Untertrum 27 des Endlosförderbands 26 angeordnet. Dagegen kann der zweite Schrumpfmittelerzeuger 18 in dem Wechselmodus 31 bzw. Wartungsmodus zumindest bereichsweise außerhalb des zwischen dem Obertrum 25 und dem Untertrum 27 des Endlosförderbands 26 ausgebildeten Bereichs angeordnet werden.
- Weiterhin weist die Schrumpfvorrichtung ein Verschlusselement 19 auf, welches in dem Arbeitsmodus 30 einen geschlossenen Zustand einnimmt und welches in dem Wechselmodus 31 einen geöffneten Zustand einnimmt. Insbesondere kann das Verschlusselement 19 nach oben und/oder seitlich schwenkbar ausgebildet sein o.ä., Alternativ kann das Verschlusselement 19 nach oben und/oder seitlich verschiebbar ausgebildet sein.
- Über das geöffnete Verschlusselement 19 sind im dargestellten Ausführungsbeispiel sowohl die rechte äußere Schachtwand 10, die mit Heizdrähten ausgestattete ist, als auch der zweite Schrumpfmittelerzeuger 13 im Wechselmodus 31 für eine Wartung, eine Reparatur oder einen Austausch einfach zugänglich.
- Insbesondere wenn der zweite Schrumpfmittelerzeuger 18 zusätzlich seitlich verfahrbar ausgebildet ist, kann er für Wartungs- Reparatur- oder Wechselarbeiten zumindest bereichsweise in eine Position außerhalb des Gehäuses 11 der Schrumpfvorrichtung 1 verfahren werden.
- Zusätzlich kann vorgesehen sein, dass die Schachtwände 9 im Wechselmodus 31 in eine besser zugängliche Position verfahren werden können, insbesondere in eine Position außerhalb des Gehäuses 11.
- Weiterhin wird eine Ausführungsform beschrieben, welche die Schachtwände 9 in herkömmlich bekannter Weise von einem oberhalb der Förderstrecke angeordneten Schrumpfmittelerzeuger mit Schrumpfmittel 20 versorgen. Diese Ausführungsform weist einen zwischen Obertrum 25 und Untertrum 27 angeordneten zweiten Schrumpfmittelerzeuger 18 auf, welcher vorzugsweise seitlich beweglich ausgebildet und über ein dem Gehäuse 11 der Schrumpfvorrichtung 1 zugeordneten Verschlusselement von der Seite her zugänglich ist.
- Mit den beschriebenen erfindungsgemäßen Schrumpfvorrichtungen 1 kann insbesondere ein Verfahren zum Aufschrumpfen eines Schrumpfmaterials 4 auf zumindest teilweise mit dem Schrumpfmaterial 4 umhüllte Artikel 5 durchgeführt werden, welches zumindest die folgenden Schritte umfasst:
- Transportieren von mit Schrumpfmaterial 4 umhüllten Artikeln 5 über eine Transportfläche 4 entlang einer Förderstrecke 3 durch einen Innenraum 2 einer Schrumpfvorrichtung 1,
- Erhitzen und/oder Beschleunigen eines Schrumpfmediums bzw. Schrumpfmittels 20 seitlich der Förderstrecke 3 mit mindestens einem seitlich der Förderstrecke 3 angeordneten ersten Schrumpfmittelerzeuger 13,
- Leiten von Schrumpfmittel 20 auf die mit Schrumpfmaterial 4 umhüllten Artikel 5, während diese durch die Schrumpfvorrichtung 1 transportiert werden.
- Eine weitere Ausführungsform kann vorsehen, dass in einem weiteren Verfahrensschritt das Zurückführen zumindest eines Teils des in den Innenraum 2 eingeleiteten Schrumpfmittels 20 zu einem ersten Schrumpfmittelerzeuger 13 erfolgt. Da das zurückgeführte Schrumpfmittel 20 bereits die gewünschte Temperatur oder nahezu die gewünschte Temperatur aufweist, müssen dem rückgeführten Schrumpfmittel 20 keine oder nur geringe Energiemengen zugeführt werden, bevor dieses wieder in die Schrumpfmitteleinbringeinrichtungen 8 bzw. Schachtwände 9 eingeleitet wird.
- Eine weitere Ausführungsform des Verfahrens umfasst insbesondere folgenden Schritt: Entnahme des mindestens einen ersten Schrumpfmittelerzeugers 13 mit einer Bewegung während eines Wechselmodus 31, welche Bewegung eine horizontale, insbesondere eine im Wesentlichen seitliche Bewegungskomponente umfasst. Insbesondere handelt es sich um eine im Wesentlichen orthogonal zu der Transportrichtung der Artikel 5 gerichtete seitliche Bewegungskomponente. Bevorzugt umfasst die Bewegungskomponente eine von der Förderstrecke 3 weg gerichtete seitliche Bewegungskomponente.
- Die
Fig. 7 zeigt und beschreibt eine Verpackungsvorrichtung 35, die eine erfindungsgemäße Schrumpfvorrichtung 1 umfasst. - Die mittels Schrumpfmedium oder Schrumpfmittel 20 innerhalb der Schrumpfvorrichtung 1 zu beaufschlagenden Produkte werden beispielsweise durch eine Mehrzahl von Artikeln 5 gebildet, die mit einem Verpackungsmaterial umhüllt werden. Das Verpackungsmaterial wird vorzugsweise aus einem thermoplastischen flächigen Schrumpfmaterial 4 gebildet, insbesondere einer Schrumpffolie, welche sich bei Zufuhr von Wärme zusammenzieht und somit an die nach außen weisenden Außenmantelflächen der Artikel 5 anlegt, wodurch ein enger Verbund in Form einer Verpackungseinheit 39 entsteht, welche Verpackungseinheit 39 auch als Schrumpfgebinde 40 bezeichnet wird.
- Hierzu ist vorgesehen, dass in einem Gruppiermodul 36 die Artikel 5 zu Artikelgruppen 37 zusammengestellt werden. Diese werden anschließend in einem Folieneinschlagmodul 38 mit dem Schrumpfmaterial 4 umhüllt. Insbesondere wird in dem Folieneinschlagmodul 38 eine Schrumpffolie um die Artikelgruppe 37 herumgeschlagen.
- Das Schrumpfmaterial 4 wird in Form von Folienrollen 41 bereitgestellt und über eine Schneidvorrichtung 42 in der benötigten Länge abgelängt und dem Folieneinschlagmodul 38 bereitgestellt
- Die fertiggestellten Verpackungseinheiten 39 werden anschließend der weiteren Verarbeitung, beispielsweise einer Gruppierung und Palettierung zugeführt.
- Alternativ kann es sich bei dem Schrumpfmaterial 4 um einen Schrumpfschlauch oder ein Schrumpfetikett handeln, der/das um einen Artikel 5 herum angeordnet wird und innerhalb der Schrumpfvorrichtung 1 auf den Artikel 5 aufgeschrumpft wird. Im Falle eines Schrumpfetiketts kann es notwendig sein, dessen Position am Artikel 5 vermittels eines Klebepunktes o.ä. zumindest zeitweise vor Beginn des Schrumpfprozesses festzulegen. Diese oder eine ähnliche Klebepunktfixierung kann/können auch bei eingeschlagenen Schrumpffolien der Fall sein oder vorgenommen werden.
- Bei den Artikeln 5 handelt es sich vorzugsweise um Behälter, insbesondere Getränkebehälter wie Flaschen, Dosen o.ä. aus Glas, Kunststoff, Metall etc.
- Die schematische Draufsicht der
Fig. 8 beschreibt darüber hinaus eine Ausführungsvariante einer komplexeren Getränkeverpackungsanlage 45, die eine erfindungsgemäße Schrumpfvorrichtung 1 umfasst. - Die Getränkeverpackungsanlage 45 kann einen Nassteil 46 mit einem Dosen und/oder Flaschenabschieber oder einer Streckblasmaschine 47, einem Füllmodul 48 und einem dem Füllmodul 48 zugeordneten Verschließmodul sowie optional ein Etikettiermodul 50 umfassen. Die Bezugsziffer 49 kann bspw. einen Pasteur oder einen Puffer bezeichnen.
- Nachfolgend werden die in Dosen oder Flaschen abgefüllten Getränke in einer Verpackungsvorrichtung 35 gemäß
Fig. 7 zu Verpackungseinheiten 39 zusammengefasst bzw. es werden "Artikel" erzeugt. - Die Verpackungsvorrichtung 35 umfasst insbesondere eine erfindungsgemäße Schrumpfvorrichtung 1.
- Die Verpackungseinheiten 39 werden nachfolgend in einem als Gruppiermodul 51 bzw. Lagenbildungsmodul 52 ausgebildeten Handhabungsmodul 53 o.ä. zu palettierfähigen Lagen zusammengestellt, welche in einer Palettiervorrichtung 54 auf Paletten gestapelt werden.
- Die Überlappung zwischen 51 und 35 ist nur zeichnerisch dargestellt, denn in der Praxis sind die beiden Elemente voneinander beabstandet. Beispielsweise kann der Palettierer 54 und die Gruppierung 51 auf einer höheren Ebene angeordnet sein.
- Innerhalb der Getränkeverpackungsanlage 45 werden die Artikel und Verpackungseinheiten bzw. Stückgüter über geeignete Transportsysteme, welche ggfl. mit geeigneten Puffersystemen ausgestattet sind, von einem Handhabungsmodul zum nächsten befördert.
- Die Komponenten der Getränkeverpackungsanlage 45 sind nur beispielhaft zu verstehen. Andere Konfigurationen umfassend eine erfindungsgemäße Schrumpfvorrichtung 1 sollen ebenfalls von der Anmeldung umfasst sein.
- Die Ausführungsformen, Beispiele und Varianten der vorhergehenden Absätze, die Ansprüche oder die folgende Beschreibung und die Figuren, einschließlich ihrer verschiedenen Ansichten oder jeweiligen individuellen Merkmale, können unabhängig voneinander oder in beliebiger Kombination verwendet werden. Merkmale, die in Verbindung mit einer Ausführungsform beschrieben werden, sind für alle Ausführungsformen anwendbar, sofern die Merkmale nicht unvereinbar sind.
- Ein abschließender Hinweis sei an dieser Stelle zu den Beschreibungen von Ausführungsvarianten der Erfindung gegeben, wobei diese Beschreibungspassagen jeweils auf die beigefügten Zeichnungen Bezug nehmen. Wenn im Zusammenhang der Figuren und deren Beschreibungen generell von "schematischen" Darstellungen und Ansichten die Rede ist, so ist damit keineswegs gemeint, dass die Figurendarstellungen und deren Beschreibung hinsichtlich der Offenbarung der Erfindung von untergeordneter Bedeutung sein sollen. Der Fachmann ist durchaus in der Lage, aus den schematisch und abstrakt gezeichneten Darstellungen genug an Informationen zu entnehmen, die ihm das Verständnis der Erfindung erleichtern, ohne dass er etwa aus den gezeichneten und möglicherweise nicht exakt maßstabsgerechten Größenverhältnissen in irgendeiner Weise in seinem Verständnis beeinträchtigt wäre. Die Figuren ermöglichen es dem Fachmann als Leser somit, anhand der konkreter erläuterten Umsetzungen des erfindungsgemäßen Verfahrens und der konkreter erläuterten Funktionsweise der erfindungsgemäßen Schrumpfvorrichtung ein besseres Verständnis für den in den Ansprüchen sowie im allgemeinen Teil der Beschreibung allgemeiner und/oder abstrakter formulierten Erfindungsgedanken abzuleiten.
- Die Erfindung wurde unter Bezugnahme auf eine bevorzugte Ausführungsform beschrieben. Es ist jedoch für einen Fachmann vorstellbar, dass Abwandlungen oder Änderungen der Erfindung gemacht werden können, ohne dabei den Schutzbereich der nachstehenden Ansprüche zu verlassen.
-
- 1
- Schrumpfvorrichtung
- 2
- Innenraum
- 3
- Förderstrecke
- 4
- Schrumpfmaterial
- 5
- Artikel
- 6
- Transportfläche
- 7
- Fördereinrichtung
- 8
- erste Schrumpfmitteleinbringeinrichtung
- 9
- Schachtwände
- 10
- äußere Schachtwand
- 11
- Gehäuse
- 12
- innere Schachtwand
- 13
- erster Schrumpfmittelerzeuger
- 14
- Verteilkanal
- 15
- Heizdraht
- 16
- Aufhängung
- 17
- erstes Verschlusselement
- 18
- zweiter Schrumpfmittelerzeuger
- 19
- Verschlusselement
- 20
- Schrumpfmittel
- 25
- Obertrum
- 26
- Endlosförderband
- 27
- Untertrum
- 30
- Arbeitsmodus
- 31
- Wechselmodus
- 35
- Verpackungsvorrichtung
- 36
- Gruppiermodul
- 37
- Artikelgruppe
- 38
- Folieneinschlagmodul
- 39
- Verpackungseinheit
- 40
- Schrumpfgebinde
- 41
- Folienrolle
- 42
- Schneidvorrichtung
- 45
- Getränkeverpackungsanlage
- 46
- Nassteil
- 47
- Streckblasmodul oder Dosenabschieber
- 48
- Füllmodul
- 49
- Pasteur oder Puffer
- 50
- Etikettiermodul
- 51
- Gruppiermodul
- 52
- Lagenbildungsmodul
- 53
- Handhabungsmodul
- 54
- Palettiervorrichtung
- TR
- Transportrichtung
Claims (15)
- Schrumpfvorrichtung (1) zum Aufschrumpfen eines Schrumpfmaterials (4) auf zumindest teilweise mit dem Schrumpfmaterial (4) umhüllte Artikel (5),- wobei die Schrumpfvorrichtung (1) einen Innenraum (2) mit mindestens einer Förderstrecke (3) für den Transport von mit Schrumpfmaterial (4) umhüllten Artikeln (5) umfasst, wobei die mit Schrumpfmaterial (4) umhüllten Artikel (5) in einer Transportrichtung (TR) über eine Transportfläche (6) entlang der Förderstrecke (3) durch die Schrumpfvorrichtung (1) gefördert werden,- wobei die Schrumpfvorrichtung (1) mindestens zwei voneinander beabstandete Schrumpfmitteleinbringeinrichtungen (9) umfasst, die dazu ausgebildet sind, Schrumpfmittel (20) in den Innenraum (2) der Schrumpfvorrichtung (1) in Richtung der Förderstrecke (3) einzubringen, und- wobei die Schrumpfvorrichtung (1) mindestens einen ersten Schrumpfmittelerzeuger (13) zur Versorgung mindestens einer Schrumpfmitteleinbringeinrichtung (9) mit Schrumpfmittel (20) umfasst,- welcher mindestens eine erste Schrumpfmittelerzeuger (13) seitlich der Förderstrecke (3) angeordnet ist, und/oder- welcher mindestens eine erste Schrumpfmittelerzeuger (13) innerhalb mindestens einer Schrumpfmitteleinbringeinrichtung (9) angeordnet ist.
- Schrumpfvorrichtung (1) nach Anspruch 1, bei welcher ein horizontaler Abstand zwischen dem mindestens einen ersten, seitlich der Förderstrecke (3) angeordneten Schrumpfmittelerzeuger und der Förderstrecke (3) verstellbar ist.
- Schrumpfvorrichtung (1) nach Anspruch 1 oder 2, bei welcher der mindestens eine erste Schrumpfmittelerzeuger (13) als ein Heizregister, eine Gasbrenneinheit oder als ein Gebläse ausgebildet ist, insbesondere als ein seitlich verfahrbares Heizregister, eine seitlich verfahrbare Gasbrenneinheit oder als ein seitlich verfahrbares Gebläse.
- Schrumpfvorrichtung (1) nach Anspruch 3, bei welcher der mindestens eine erste Schrumpfmittelerzeuger (13) in einem Arbeitsmodus (30) der Schrumpfvorrichtung (1) im Innenraum (2) der Schrumpfvorrichtung (1) angeordnet ist, und bei welcher der mindestens eine erste Schrumpfmittelerzeuger (13) in einem Wechselmodus (31) der Schrumpfvorrichtung (1) zumindest bereichsweise außerhalb des Innenraums der Schrumpfvorrichtung (1) angeordnet ist.
- Schrumpfvorrichtung (1) nach Anspruch 4, wobei dem mindestens einen ersten Schrumpfmittelerzeuger (13) mindestens ein erstes, insbesondere schwenkbar ausgebildetes, Verschlusselement (17) zugeordnet ist, welches erste Verschlusselement (17) in dem Arbeitsmodus (30) einen geschlossenen Zustand einnimmt und welches erste Verschlusselement (17) in dem Wechselmodus (31) einen geöffneten Zustand einnimmt und über welches geöffnete erste Verschlusselement (17) der mindestens eine erste Schrumpfmittelerzeuger (13) im Wechselmodus (31) zugänglich ist.
- Schrumpfvorrichtung (1) nach Anspruch 1, bei welcher innerhalb der mindestens einen Schrumpfmitteleinbringeinrichtung (9) eine Vielzahl von Heizdrähten (15) angeordnet ist.
- Schrumpfvorrichtung (1) nach Anspruch 6, bei welcher unterschiedliche Heizdrähte (15) entlang der Schrumpfmitteleinbringeinrichtung (9) in Transportrichtung (TR) und/oder über die Höhe der Schrumpfmitteleinbringeinrichtung (9) individuell steuerbar sind.
- Schrumpfvorrichtung (1) nach einem der voranstehenden Ansprüche, bei welcher die zwei ersten Schrumpfmitteleinbringvorrichtungen (9) jeweils seitlich der Förderstrecke (3) angeordnet sind.
- Schrumpfvorrichtung (1) nach einem der voranstehenden Ansprüche, bei welcher mindestens ein zweiter Schrumpfmittelerzeuger (18) unterhalb der Förderstrecke (3) angeordnet ist, welcher mindestens eine zweite Schrumpfmittelerzeuger (18) dazu ausgebildet ist, Schrumpfmittel (20) mit einer nach oben gerichteten Strömungsrichtung in den Innenraum (2) der Schrumpfvorrichtung (1) einzubringen.
- Schrumpfvorrichtung (1) nach Anspruch 9, bei welcher die Transportfläche (6) durch ein Obertrum (25) eines umlaufenden Endlosförderbands (26) gebildet wird, wobei der mindestens eine zweite Schrumpfmittelerzeuger (18) zwischen dem Obertrum (25) und einem Untertrum (27) des Endlosförderbands (26) angeordnet ist.
- Schrumpfvorrichtung (1) nach Anspruch 10, bei welcher der mindestens eine zweite Schrumpfmittelerzeuger (18) als ein seitlich verfahrbares Heizregister, eine seitlich verfahrbare Gasbrenneinheit oder als ein seitlich verfahrbares Gebläse ausgebildet ist, oder wobei der mindestens eine zweite Schrumpfmittelerzeuger (18) durch eine Vielzahl von Heizdrähten (15) gebildet wird.
- Schrumpfvorrichtung (1) nach Anspruch 10 oder 11, bei welcher der mindestens eine zweite Schrumpfmittelerzeuger (18) in dem Arbeitsmodus (30) zwischen dem Obertrum (25) und dem Untertrum (27) des Endlosförderbands (26) angeordnet ist, und wobei der mindestens eine zweite Schrumpfmittelerzeuger (18) in dem Wechselmodus (31) zumindest bereichsweise außerhalb des zwischen dem Obertrum (15) und dem Untertrum (27) des Endlosförderbands (26) ausgebildeten Bereichs angeordnet ist.
- Schrumpfvorrichtung (1) nach einem der Ansprüche 9 bis 12, wobei dem mindestens einen zweiten Schrumpfmittelerzeuger (18) mindestens ein zweites Verschlusselement (19) zugeordnet ist, welches zweite Verschlusselement (19) in dem Arbeitsmodus (30) einen geschlossenen Zustand einnimmt und welches zweite Verschlusselement (19) in dem Wechselmodus (31) einen geöffneten Zustand einnimmt, und über welches geöffnete zweite Verschlusselement (19) der zweite Schrumpfmittelerzeuger (18) im Wechselmodus (31) zugänglich ist.
- Verfahren zum Aufschrumpfen eines Schrumpfmaterials (4) auf zumindest teilweise mit dem Schrumpfmaterial (4) umhüllte Artikel (5), welches Verfahren zumindest folgende Schritte umfasst:- Transportieren von mit Schrumpfmaterial (4) umhüllten Artikeln (5) über eine Transportfläche (6) entlang einer Förderstrecke (3) durch einen Innenraum (2) einer Schrumpfvorrichtung (1),- Erhitzen und/oder Beschleunigen eines Schrumpfmittels (20) seitlich der Förderstrecke (3) mit mindestens einem seitlich der Förderstrecke (3) angeordneten ersten Schrumpfmittelerzeuger (13), und- Leiten von Schrumpfmittel (20) auf die mit Schrumpfmaterial (4) umhüllten Artikel (5) während des Transports der mit Schrumpfmaterial (4) umhüllten Artikel (5) durch die Schrumpfvorrichtung (1).
- Verfahren nach Anspruch 14, umfassend weiterhin folgenden Schritt:- Bewegung des mindestens einen ersten Schrumpfmittelerzeugers (13) zur Überführung des mindestens einen ersten Schrumpfmittelerzeugers (13) von einem Arbeitsmodus (30) in einen Wechselmodus (31), welche Bewegung eine horizontale, insbesondere eine im Wesentlichen orthogonal zu einer Transportrichtung (TR) der Artikel (5) gerichtete, seitliche Bewegungskomponente umfasst, insbesondere wobei die Bewegungskomponente eine von der Förderstrecke (3) weg gerichtete seitliche Bewegungskomponente umfasst.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023134589.3A DE102023134589A1 (de) | 2023-12-11 | 2023-12-11 | Schrumpfvorrichtung und Verfahren zum Aufschrumpfen eines Schrumpfmaterials auf zumindest teilweise mit dem Schrumpfmaterial umhüllte Artikel |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4570679A1 true EP4570679A1 (de) | 2025-06-18 |
Family
ID=93150337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24206949.0A Pending EP4570679A1 (de) | 2023-12-11 | 2024-10-16 | Schrumpfvorrichtung und verfahren zum aufschrumpfen eines schrumpfmaterials auf zumindest teilweise mit dem schrumpfmaterial umhüllte artikel |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4570679A1 (de) |
| CN (1) | CN223619082U (de) |
| DE (1) | DE102023134589A1 (de) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040224276A1 (en) * | 2002-12-30 | 2004-11-11 | Lantech Management Corp. | Shrink wrap apparatus |
| JP2008050041A (ja) * | 2006-08-25 | 2008-03-06 | Hanagata:Kk | 熱収縮性フィルムによる熱収縮包装方法及び熱収縮性フィルムの加熱装置、並びに熱収縮包装装置 |
| US20160122058A1 (en) * | 2014-10-31 | 2016-05-05 | Arpac, Llc | Shrink wrap tunnel |
| CN205499518U (zh) * | 2015-12-14 | 2016-08-24 | 杭州永创智能设备股份有限公司 | 一种新型的热收缩机 |
| CN108860816A (zh) * | 2018-07-13 | 2018-11-23 | 芜湖若科自动化科技有限公司 | 一种电池生产用包装装置 |
| KR20210003588A (ko) * | 2019-07-02 | 2021-01-12 | 코스코아생명과학 주식회사 | 비닐수축장치 |
| CN212606265U (zh) * | 2020-05-27 | 2021-02-26 | 上海苏仁机械制造有限公司 | 一种便于维护的电热收缩炉 |
| CN114940290A (zh) * | 2021-02-16 | 2022-08-26 | 克朗斯股份公司 | 收缩装置、对包装材料收缩到包括至少一个商品的组合上进行优化的方法和收缩介质模块 |
| CN219707500U (zh) * | 2023-05-16 | 2023-09-19 | 上海森蜂园蜂业有限公司 | 一种电热收缩炉 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH468279A (de) * | 1967-07-26 | 1969-02-15 | Beck Hans | Beheizbarer Schrumpftunnel |
| US3744146A (en) * | 1970-06-02 | 1973-07-10 | Mill Eng Inc | Shrink tunnel |
| ITMI20011825A1 (it) * | 2001-08-29 | 2003-03-01 | Smi Spa | Forno a tunnel di termoretrazione per la produzione di imballaggi in pellicole di materiale termoretraibile e procedimento di imballaggio re |
| FR2859704A1 (fr) * | 2003-09-11 | 2005-03-18 | Cetec Ind Conditionnement | Four de retractation destine plus particulierement a une fardeleuse |
| CN219770330U (zh) * | 2023-05-11 | 2023-09-29 | 济宁山水塑业有限公司 | 一种食品包装盒热缩膜包装机 |
-
2023
- 2023-12-11 DE DE102023134589.3A patent/DE102023134589A1/de active Pending
-
2024
- 2024-10-16 EP EP24206949.0A patent/EP4570679A1/de active Pending
- 2024-12-03 CN CN202422968593.2U patent/CN223619082U/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040224276A1 (en) * | 2002-12-30 | 2004-11-11 | Lantech Management Corp. | Shrink wrap apparatus |
| JP2008050041A (ja) * | 2006-08-25 | 2008-03-06 | Hanagata:Kk | 熱収縮性フィルムによる熱収縮包装方法及び熱収縮性フィルムの加熱装置、並びに熱収縮包装装置 |
| US20160122058A1 (en) * | 2014-10-31 | 2016-05-05 | Arpac, Llc | Shrink wrap tunnel |
| CN205499518U (zh) * | 2015-12-14 | 2016-08-24 | 杭州永创智能设备股份有限公司 | 一种新型的热收缩机 |
| CN108860816A (zh) * | 2018-07-13 | 2018-11-23 | 芜湖若科自动化科技有限公司 | 一种电池生产用包装装置 |
| KR20210003588A (ko) * | 2019-07-02 | 2021-01-12 | 코스코아생명과학 주식회사 | 비닐수축장치 |
| CN212606265U (zh) * | 2020-05-27 | 2021-02-26 | 上海苏仁机械制造有限公司 | 一种便于维护的电热收缩炉 |
| CN114940290A (zh) * | 2021-02-16 | 2022-08-26 | 克朗斯股份公司 | 收缩装置、对包装材料收缩到包括至少一个商品的组合上进行优化的方法和收缩介质模块 |
| CN219707500U (zh) * | 2023-05-16 | 2023-09-19 | 上海森蜂园蜂业有限公司 | 一种电热收缩炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102023134589A1 (de) | 2025-06-12 |
| CN223619082U (zh) | 2025-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3372516B1 (de) | Verpackungsvorrichtung und verfahren zum aufsetzen einzelner artikel oder zusammenstellungen an artikeln auf flächige verpackungszuschnitte | |
| EP2554483B1 (de) | Schrumpftunnel | |
| EP3808668B1 (de) | Vorrichtung zum umgang mit zu verpackenden artikeln und verfahren zum anpassen einer vorrichtung für den transport von zum verpacken vorgesehenen artikeln | |
| EP3423361B2 (de) | Abschnitt einer verpackungslinie für getränkebehältnisse und verfahren zum umgang mit getränkebehältnissen während ihres transportes entlang einer verpackungslinie | |
| WO2020052889A1 (de) | Verpackungsvorrichtung und verfahren zur verpackung von artikeln | |
| EP3150521A1 (de) | Vorrichtung zum gruppieren von stückgut und verfahren zum formatwechsel einer solchen vorrichtung | |
| DE102014112341A1 (de) | Verpackungsvorrichtung und verfahren zum modifizieren einer transportstrecke einer verpackungsvorrichtung | |
| EP3372513B1 (de) | Vorrichtung zum umgang mit artikeln sowie verfahren zum tauschen mindestens eines transportmoduls und wenigstens eines arbeitsmoduls der vorrichtung | |
| WO2016192835A1 (de) | Verfahren und vorrichtung zum zuführen von produkten in behälter | |
| DE102021103837A1 (de) | Schrumpfvorrichtung und Verfahren zum Optimieren des Energieaustrags einer Schrumpfvorrichtung | |
| DE102022114548A1 (de) | Schrumpfvorrichtung und ein Verfahren zum Aufschrumpfen thermoplastischen Verpackungsmaterials | |
| DE102011052101A1 (de) | Schrumpfvorrichtung mit Gebindekühlung | |
| EP4043354A1 (de) | Schrumpfvorrichtung, verfahren zum optimieren des aufschrumpfens eines verpackungsmaterials auf eine zusammenstellung umfassend mindestens einen artikel und schrumpfmittelmodul | |
| EP4570679A1 (de) | Schrumpfvorrichtung und verfahren zum aufschrumpfen eines schrumpfmaterials auf zumindest teilweise mit dem schrumpfmaterial umhüllte artikel | |
| EP3375737A1 (de) | Transportabschnitt und verfahren zum einstellen und/oder verstellen mindestens einer transportbahn innerhalb eines transportabschnitts | |
| EP2767476B1 (de) | Schrumpfvorrichtung | |
| EP4197923B1 (de) | Transportstrecke für artikel und verfahren zum anpassen einer transportstrecke | |
| DE102019128873A1 (de) | Verfahren und Schrumpfvorrichtung zum Aufschrumpfen eines thermoplastischen Verpackungsmaterials auf Artikel | |
| DE102024102630A1 (de) | Schrumpfvorrichtung und Verfahren zum Aufschrumpfen eines Schrumpfmaterials auf zumindest teilweise mit dem Schrumpfmaterial umhüllte Artikel | |
| DE102021108138A1 (de) | Verfahren zum Überführen einer Schrumpfvorrichtung in einen StandBy-Modus und Schrumpfvorrichtung | |
| DE102024110128A1 (de) | Schrumpftunnel und Verfahren zum Betrieb eines Schrumpftunnels | |
| DE102024110138A1 (de) | Schrumpfvorrichtung für Verpackungsgüter und Verfahren zum Aufschrumpfen von Verpackungsmaterial auf Verpackungsgüter | |
| DE102023132253A1 (de) | Vorrichtung und Verfahren zur Verpackung und Lagenbildung von Verpackungseinheiten | |
| DE102020131190A1 (de) | Transporteinrichtung, Verpackungsanlage und Verfahren zur Anpassung oder zum Nachrüsten einer Transporteinrichtung | |
| DE102013106166A1 (de) | Transportmittel zur zuschnittszufuhr |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20251216 |