EP4571228A1 - Verfahren zur gewinnung eines schwammprodukts mit hohem metallisierungsgrad - Google Patents
Verfahren zur gewinnung eines schwammprodukts mit hohem metallisierungsgrad Download PDFInfo
- Publication number
- EP4571228A1 EP4571228A1 EP23217023.3A EP23217023A EP4571228A1 EP 4571228 A1 EP4571228 A1 EP 4571228A1 EP 23217023 A EP23217023 A EP 23217023A EP 4571228 A1 EP4571228 A1 EP 4571228A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rotary kiln
- gas
- metallurgical residues
- rotary
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B7/00—Rotary-drum furnaces, i.e. horizontal or slightly inclined
- F27B7/06—Rotary-drum furnaces, i.e. horizontal or slightly inclined adapted for treating the charge in vacuum or special atmosphere
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B7/00—Rotary-drum furnaces, i.e. horizontal or slightly inclined
- F27B7/20—Details, accessories or equipment specially adapted for rotary-drum furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B7/00—Rotary-drum furnaces, i.e. horizontal or slightly inclined
- F27B7/20—Details, accessories or equipment specially adapted for rotary-drum furnaces
- F27B7/22—Rotary drums; Supports therefor
- F27B7/24—Seals between rotary and stationary parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B7/00—Rotary-drum furnaces, i.e. horizontal or slightly inclined
- F27B7/20—Details, accessories or equipment specially adapted for rotary-drum furnaces
- F27B7/36—Arrangements of air or gas supply devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D7/00—Forming, maintaining or circulating atmospheres in heating chambers
- F27D7/06—Forming or maintaining special atmospheres or vacuum within heating chambers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D99/00—Subject matter not provided for in other groups of this subclass
- F27D99/0073—Seals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/20—Arrangements for treatment or cleaning of waste gases
Definitions
- the invention relates to a process for obtaining a sponge product with a high degree of metallization.
- a directly reduced iron carrier also known as sponge iron
- the melting furnace can, for example, be an electric arc furnace ( EAF), as used in the WO 2004/108971 A1
- EAF electric arc furnace
- Direct reduction is particularly promising for low-CO2 or CO2-free steel production because direct reduction can be carried out using H2 as the reducing gas and H2 can be generated by electrolysis using renewable energy.
- the molten sponge iron can then be freed of oxygen-affine components in a converter by blowing oxygen into the melt.
- the result is pig iron or crude steel, which can be further processed into steel in subsequent steps.
- the advantage of this approach is that it is possible to continue using existing converters, which means that some of the existing know-how can still be used and, last but not least, the investment requirements can be kept within limits.
- the problem is solved by a process for obtaining a sponge product with a high degree of metallization.
- the invention is based on the previously unknown finding that the treatment of typical metallurgical residues in a reducing atmosphere results in the formation of a sponge product which has a high degree of metallization and, in particular, has a high proportion of metallized iron, i.e. free iron.
- Typical metallurgical residues are primarily in the form of dust, sludge, or fine grains, for example, with a diameter of less than 5 mm.
- Such metallurgical residues can be very efficiently reduced in a rotary kiln by applying a reducing gas in a countercurrent flow, so that after passing through the rotary kiln, the materials are completely or almost completely reduced.
- the metallurgical residues provided in step a) may be partially or completely agglomerated or briquetted.
- a converter dust to be used according to the invention is preferably a BOF converter dust or an LD converter dust. It is preferably a converter dust containing 60-75 wt.% Fe, 2-10 wt.% Zn, and 0.1-2.0 wt.% C.
- the remainder in addition to impurities, comprises one or more of the oxides MnO, SiO2, TiO2, P2O5, Al2O3, CaO, MgO, PbO, K2O, V2O5, Cr2O3, BaO, NiO, ZrO2, SrO.
- Impurities may be metals, transition metals, semimetals, oxides, salts, and other substances, preferably with a total content of less than 10 wt.%, particularly preferably less than 2 wt.%.
- top sludge containing 5-20 wt% Fe, 2-12 wt% Zn, less than 2 wt% Pb and 25-50 wt% C can be used as top sludge.
- the remainder in addition to impurities, contains one or more of the oxides MnO, SiO2, TiO2, P2O5, Al2O3, CaO, MgO, PbO, K2O, V2O5, Cr2O3, BaO, NiO, ZrO2, SrO.
- Impurities may be metals, Transition metals, semimetals, oxides, salts and other substances, preferably with a total proportion of less than 10 wt.%, particularly preferably less than 2 wt.%.
- step c) the metallurgical residues transported in step c) are heated to a temperature between 800 degrees Celsius and 1050 degrees Celsius. Temperatures within this range have the advantage that, on the one hand, they are sufficiently high to significantly accelerate the reduction processes and ensure that resulting reaction products such as zinc oxides and lead chlorides are present in the gas phase, and, on the other hand, they are still sufficiently low to prevent an undesirable transition of the solid with a high Fe content into the liquid phase.
- the heating is carried out as indirect heating.
- the heating is induced using heat generated outside the rotary kiln and introduced into the rotary kiln.
- heating elements attached to the outer skin of the rotary kiln are used for heat generation. These heating elements preferably operate on the basis of electrical resistance heating, and the heat emitted by these elements is conducted through the metallic shell of the rotary kiln, which consists, for example, of stainless steel, into the interior of the rotary kiln.
- the indirect heating of the interior of the rotary kiln has the advantage of preventing reoxidation of the reduced components. It also eliminates the otherwise necessary Adding combustible materials, such as coal or coke, into the furnace.
- a withdrawal preparation is carried out between step c) and step d).
- the removal preparation may, for example, involve conveying the metallurgical residues that have passed through the rotary kiln to a cooling station arranged at the rotary kiln for cooling the metallurgical residues that have passed through the rotary kiln.
- This cooling station may, for example, be coupled to the outlet section of the rotary kiln.
- the removal preparation may, for example, involve conveying the metallurgical residues that have passed through the rotary kiln through a briquetting station for briquetting the metallurgical residues that have passed through the rotary kiln.
- the briquetting station may, for example, be coupled to the outlet section of the rotary kiln.
- the cooling station can, for example, be coupled to the outlet section of the rotary kiln and the briquetting station to the cooling station, with cold briquetting being carried out in the briquetting station.
- the briquetting station can, for example, be coupled to the outlet section of the rotary kiln and the cooling station to the briquetting station, with hot briquetting being carried out in the briquetting station.
- the provision of one or more steps of removal preparation has the advantage that the removed sponge product can be prepared in a form that is immediately ready for further use.
- gases produced during the reduction of the metallurgical residues are transported out of the rotary kiln using a transport gas and/or the reaction gas.
- a gas discharge system is preferably coupled to an inlet section of the rotary kiln, which, due to the countercurrent flow of the reducing gas, is located at the end of the flow path of the reducing gas.
- This system removes the gases produced during the reduction of the metallurgical residues from the rotary kiln.
- This procedure has the advantage that a largely consistently well-reducing atmosphere remains within the rotary kiln.
- the transport of the resulting gases which can in particular be zinc oxides and/or lead compounds, in particular lead chlorides, takes place in particular with the reaction gas.
- a transport gas can also be conducted in the same flow direction, i.e., due to the countercurrent flow principle, against the direction of movement of the metallurgical residues.
- the transport gas is preferably a shielding gas, with N2 being preferred due to its lower cost compared to other shielding gases.
- one or more noble gases such as argon, is also possible.
- a gas discharge system for discharging reaction gas passing through the rotary kiln as well as gaseous reaction products, through which gaseous reaction products are discharged from the rotary kiln.
- a gas processing system is coupled to the rotary kiln for processing the reaction gas discharged in the gas discharge system, which has previously passed through the rotary kiln, together with the entrained gaseous reaction products.
- the gas processing system is coupled to the gas line system in such a way that the gas is guided into the gas processing system via the gas discharge system.
- the gas treatment system preferably gaseous Zn or Zn-O compounds are separated; for this purpose, the gas treatment system may, for example, have a Zn trap, which is designed as cooled metal plates, for example made of copper, which provide condensation surfaces for Zn condensation.
- a Zn trap which is designed as cooled metal plates, for example made of copper, which provide condensation surfaces for Zn condensation.
- gaseous Pb-O compounds are separated in the gas processing system; for this purpose, the gas processing system may, for example, have a metal vapor trap, which is designed as cooled metal plates, for example made of copper, which provide condensation surfaces for metal condensation, in particular for Pb condensation.
- a metal vapor trap which is designed as cooled metal plates, for example made of copper, which provide condensation surfaces for metal condensation, in particular for Pb condensation.
- the gas can be returned to the rotary kiln via a gas recirculation system located downstream of the gas processing system.
- the gas recirculation is preferably carried out via a coupling to an outlet section of the rotary kiln.
- the mixture of reactants i.e., the metallurgical residues fed into the rotary kiln
- the mixture of reactants i.e., the metallurgical residues fed into the rotary kiln
- a mixture of converter dust and top sludge enables a very efficient production of a sponge product with a very high degree of metallization, in particular a very high proportion of metallic iron.
- sponge iron which, depending on other process parameters, exhibited a degree of metallization of more than 80%, and in some cases almost 100%.
- a sponge product with a high degree of metallization to be removed according to the invention in step d) preferably has a degree of metallization of more than 80 percent, preferably of more than 95%, particularly preferably of more than 98%.
- a sponge product with a high degree of metallization to be removed in step d) according to the invention preferably has a degree of metallization of the iron contained in the sponge product of more than 80 percent, preferably more than 95%, particularly preferably more than 98%.
- the Fe content of the sponge product is at least 75% by weight, preferably at least 80% by weight, particularly preferably at least 85% by weight.
- the ratio of converter dust to top sludge in the metallurgical residues is between 60 wt.%:40 wt.% and 90 wt.%:10 wt.%, preferably between 65 wt.%:35 wt.% and 80 wt.%:20 wt.%, particularly preferably between 65 wt.%:35 wt.% and 75 wt.%:25 wt.%.
- the reaction gas comprises H2, preferably at least 90 vol.% H2, particularly preferably at least 98 vol.% H2.
- the hydrogen used as reaction gas is H2 obtained exclusively from water electrolysis, in particular exclusively from water electrolysis using renewable electricity, for example exclusively from electricity generated by wind turbines and/or photovoltaics.
- the person skilled in the art carrying out the process is required to empirically adjust the reaction gas flow, in particular H2 gas flow, and/or the residence time of the metallurgical residues in the rotary kiln in such a way that the resulting The product has the desired degree of metallization, in particular the desired degree of Fe metallization.
- This empirical determination of a sufficiently high gas flow or a sufficiently long residence time does not pose any particular difficulties for the skilled person, since economic rather than technical considerations must be taken into account.
- Impurities may be metals, transition metals, semimetals, oxides, salts and other substances, preferably with a total content of less than 5 wt.%.
- the rotary kiln preferably has an inlet section and an outlet section as well as a rotary tube arranged between the inlet section and the outlet section, which is rotatably mounted relative to the inlet section and the outlet section, wherein the rotary kiln is designed as a gas-tight rotary kiln.
- Rotary kilns have long been known in many applications.
- the inlet section is designed as an inlet casing and/or the outlet section is designed as an outlet casing. In principle, however, the inlet section can also be simpler.
- the inlet section generally serves the purpose of feeding and introducing material to be treated in the rotary kiln into the rotary kiln; similarly, the outlet section generally serves the purpose of discharging material.
- the inlet section and outlet section can also contribute to the support of the rotary kiln, which is rotatably mounted relative to the inlet section and outlet section, or use the support of the rotary kiln, which is rotatably mounted relative to the inlet section and outlet section.
- the rotary kiln is cylindrical in some sections or along its entire longitudinal extent.
- the rotary kiln is circular-cylindrical or at least circular-cylindrical in every supported section of the rotary kiln, particularly preferably also between these and thus along its entire extent.
- the rotary kiln is rotatably mounted, for example, on the inlet section and outlet section.
- an inner bearing of a rolling bearing is arranged on the rotary kiln on the inlet section side and on the outlet section side, the respective outer bearing of the rolling bearing being a component of the inlet section or the outlet section.
- the rolling bearing is particularly preferably a ball bearing.
- the rotary kiln also often has coupling means for coupling to a drive, whereby the drive itself is not considered to be a component of the rotary kiln in the definition in this description and the presence of coupling means for coupling the rotary kiln to the drive has no relevance for the considerations of the presented development, so that their potential presence is assumed, but not as is considered to be part of the invention or one of its developments.
- the rotary kiln is designed as a gas-tight rotary kiln.
- a rotary kiln is used which, in contrast to simpler rotary kilns, is equipped such that the interior of the rotary kiln is sealed off from the exterior in a gas-tight manner.
- the gas-tight seal of the rotary kiln from the exterior is to be understood as meaning that the rotary kiln is sealed at all points in such a way that no significant amounts of ambient air can enter the rotary kiln.
- the rotary kiln has suitable provisions.
- the inlet section can be coupled to an input lock for introducing metallurgical residues.
- the outlet section can be coupled to an extraction lock for extracting the sponge product with a high degree of metallization.
- the input lock can be coupled to the inlet section, for example, by means of a metallic sealing ring; the extraction lock can also be coupled to the outlet section, for example, by means of a metallic sealing ring.
- a sealing ring in accordance with DIN 7603:2001-05 can be used as the metallic sealing ring.
- a first sealing arrangement is arranged in a transition area from the inlet section to the rotary kiln to seal the interior of the rotary kiln from the exterior.
- the aim is that, at least in the area where the transition from an area stationary relative to the earth's surface, i.e. the inlet section, to the rotatable rotary kiln takes place, design measures are implemented which, as a whole, seal the interior of the rotary kiln from the exterior of the rotary kiln.
- the potential leakage from the interior of the rotary kiln to the exterior which inevitably results from the required connection between the stationary and rotating areas, is thereby largely or completely eliminated.
- a second sealing arrangement is arranged in the transition area from the rotary kiln to the outlet section, the purpose of which is to seal potential leaks at the interface between the rotating area and the stationary area.
- At least one of the first sealing arrangement and the second sealing arrangement comprises a mechanical seal. This means that the functionality of the sealing arrangement is based on the principle of the mechanical seal.
- both sealing arrangements have a mechanical seal.
- a mechanical seal is generally defined as a seal that seals a rotating shaft against a wall.
- a mechanical seal has two components sliding against each other, one of which is called the seal ring and the other the mating ring.
- One of the two rings One is rigidly arranged in the stationary part, for example, in the inlet section of the rotary kiln described above, while the other is non-rotatably coupled to the rotating part, for example, in the rotary kiln described above, to the rotary tube intended for rotation.
- a mechanical seal has the advantage that a very good seal can be achieved despite the movement of a rotating part against a stationary part, for example, in this case, a rotational movement of a rotary tube relative to the inlet section or the outlet section.
- the mechanical seal also has the advantage that the rotating rotary tube, which is occasionally also
- the seal also known as the annealing drum, is designed to be highly gas and dust-tight to the stationary inlet and outlet sections.
- the mechanical seal also has the advantage that, due to its design with sliding elements and their preload, it can also compensate for unavoidable wobbling movements of the rotary kiln, i.e., movements in the axial direction, to a certain extent.
- the sealing arrangement is realized in that the first mechanical seal has a sliding element that is coupled to the inlet section, wherein the sliding element is preferably designed as a sliding flange.
- This sliding element is preferably oriented such that the sliding surface of the sliding element points towards the interior of the rotary kiln, i.e. a normal on the flange points parallel to the axis of rotation of the rotary kiln in a direction in which the longer section of the rotary kiln, viewed from the flange, is mounted than the section of the rotary kiln mounted in the anti-normal direction.
- the second mechanical seal preferably has a sliding element that is coupled to the outlet section, wherein the sliding element is preferably designed as a sliding flange.
- this sliding element is oriented such that the sliding surface of the sliding element points toward the interior of the rotary kiln, i.e., a normal on the flange points parallel to the rotational axis of the rotary kiln in a direction in which the longer section of the rotary kiln, as viewed from the flange, is supported than the section of the rotary kiln pointing in the antinormal direction.
- the two normals are directed toward each other.
- the sealing arrangement further comprises a compression spring which prestresses the sliding element towards the interior of the rotary kiln is designed. It is particularly preferred that the compression spring is adjustable.
- the preloading of the sliding element can be achieved by conventional means, for example, by screwing it against a suitably positioned counterflange that is fixed relative to the earth's surface.
- the counterflange can, in particular, be coupled to the rotary tube, i.e., directly or indirectly connected.
- the mechanical seal has two sealing elements provided for sealing against the sliding surface.
- One of these sealing elements is an inner sealing element and is coupled to the rotary tube in a rotationally fixed manner at a fastening region of the sealing arrangement.
- the inner sealing element is preferably designed as a sealing ring; in this case, it can be referred to as an inner sealing ring.
- the second sealing element is designed as an outer sealing element, which is also coupled to the rotary tube in a rotationally fixed manner and is preferably designed as a sealing ring, in this case: an outer sealing ring.
- the inner sealing element and the outer sealing element are pressed axially between the fastening region and the sliding surface, i.e., pointing in a direction parallel to the axis of rotation.
- the inner sealing element is spaced less far from the axis of rotation than the outer sealing element.
- the inner sealing element and/or outer sealing element are to be selected from suitable materials, with graphitized sealing cord being used preferably, particularly preferably graphitized glass fabric or graphitized ceramic fiber.
- the sealing elements are arranged at the inlet or outlet areas and the sliding surface is arranged in a rotationally fixed manner on the rotary tube.
- the inner sealing element and the outer sealing element on the one hand as well as the fastening area and the sliding surface on the other hand, are preferably dimensioned such that a continuous sealing space is defined by the inner sealing element, the outer sealing element, the fastening area, and the sliding surface at every degree of rotation of the rotary kiln. Due to the presence of two sealing elements that are spaced at different distances from the axis of rotation, a gap is formed between them which, together with the fastening area on the one hand and the sliding surface on the other hand, and with suitable dimensioning of the four elements, forms a constantly closed sealing space.
- the inner sealing element and the outer sealing element each being designed as a sealing ring, and the hollow gap existing between the inner sealing ring and the outer sealing ring being completely covered by both the sliding surface of the sliding flange on the one hand and the sealing area on the other.
- this cover would therefore necessarily remain completely closed even when the sealing tube rotates, namely at every degree of rotation, i.e. along the entire 360° rotation.
- the double seal with two sealing elements has the advantage that even if one of the sealing elements deteriorates in its sealing performance, for example due to porosity or wear, the other of the sealing elements functions as a redundant sealing measure.
- a passage extending from the sliding surface leads from the sealing chamber to a sliding element outlet of the sliding element.
- the sliding element outlet is coupled to a gas supply device, for example, via a docking nozzle surrounding the sliding element outlet.
- the gas supply device serves to introduce a gas into the sealing chamber.
- the pressure in the sealing chamber is up to 5 mbar higher than that in the interior of the rotary kiln, preferably between 1 and 5 mbar higher, with which very good results have been shown in tests carried out using prototypes.
- the sealing chamber is preferably filled with gas at an overpressure of up to 10 mbar, particularly preferably up to 5 mbar, compared to the process gas pressure inside the rotary kiln.
- the gas pressure present in the pressure chamber can, for example, be set in a pressure-controlled manner, for example as a function of the pressure present in the process chamber, i.e. inside the rotary kiln.
- a mass flow controller for example, can be used as the control element for this purpose.
- a pressure sensor is arranged in the sealing chamber for monitoring the sealing chamber pressure continuously or repeatedly at predetermined intervals.
- a number of sliding element outlets are arranged along the outer circumference of the sliding element, which are preferably positioned at equal angles to one another.
- Each of the existing sliding element outlets is coupled to a gas supply device, preferably coupled to the same gas supply device.
- a ring line is provided, which is coupled to the same gas supply device and has branches to the sliding element outlets.
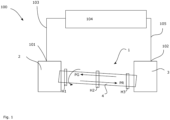
- Fig. 1 shows, based on an exemplary embodiment, a plant arrangement 100 for producing a sponge product with a high degree of metallization.
- a rotary kiln 1 with an inlet section 2 and an outlet section 3.
- metallurgical residues at least one of which contains iron, are introduced, preferably via a lock.
- Converter dust and blast furnace sludge are particularly preferably introduced.
- the metallurgical residues are conveyed through the rotary kiln as the rotary tube of the rotary kiln 1 rotates along a conveying direction PR.
- the metallurgical residues are exposed to a reducing gas which is passed through the rotary kiln in the countercurrent principle, flowing against the conveying direction PR in the countercurrent direction PG.
- a reducing gas which is passed through the rotary kiln in the countercurrent principle, flowing against the conveying direction PR in the countercurrent direction PG.
- This achieves a reduction of compounds contained in the metallurgical residues.
- the interior of the rotary kiln is heated by means of heating elements H1, H2, H3 arranged externally on the rotary kiln.
- the temperature is selected so that the reduction processes take place sufficiently quickly, and the temperatures are not so high that the reduction melts the metallized iron, but are high enough to avoid condensation of metals or metal compounds of other metals that are initially in gaseous form, such as zinc oxides and/or lead chlorides.
- the reduced product which is a sponge product with a high iron content and a high degree of metallization, chemically and structurally very similar to an iron sponge HBI (Hot Briquetted Iron), is removed from a discharge lock in outlet section 3 and then Further use is made, particularly as an intermediate product for the production of pig iron or crude steel. Due to its chemical and structural similarity to sponge iron (HBI, hot briquetted iron), it is preferred that briquetting be carried out after treatment in the rotary kiln.
- HBI hot Briquetted iron
- a gas recirculation system 105 is coupled downstream of the gas processing system 104 for the purpose of recirculating processed reaction gas into the rotary kiln, whereby the recirculation is optional.
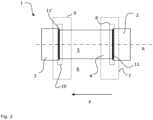
- Fig. 2 shows the basic principle of a rotary kiln 1.
- the functional heart of the rotary kiln 1 is a rotary tube 4, which in technical jargon is often referred to as the The term annealing drum is referenced.
- the rotary tube 4 is mounted for rotation.
- the rotary tube 4 is circularly cylindrical and rotates about a rotation axis R.
- an inlet section 2 is provided, which in the schematic diagram is designed in the form of a housing 2, and which serves in particular to allow the supply of material to be treated in the annealing drum and can be opened and reclosed for this purpose.
- an outlet section 3 On the other side of the rotary tube, an outlet section 3 is provided, which receives the material that has passed through the rotary tube 4 in order to feed it to an openable and resealable removal opening or to another treatment station.
- the rotary tube 4 is arranged between the inlet section 2 and the outlet section 3, wherein the inlet section 2 and the outlet section 3 are stationary relative to the earth's surface, whereas the rotary tube 4 is mounted for rotation relative to the inlet section 2 and the outlet section 4.
- a first sealing arrangement 8 is arranged in a transition region 7 from the inlet section 2 to the rotary tube 3.
- the transition region 7 is to be understood as an area that comprises at least a section of the inlet section 2, a section of the rotary tube 4, and structural measures for coupling the one to the other, whereby an external demarcation is not important, since the transition region is the conceptual requirement to at least take the potential transition point into account.
- a second sealing arrangement 10 is arranged in a transition region 9 from the outlet section 3 to the rotary tube 4.
- the first sealing arrangement 8 has a first mechanical seal 11.
- the second sealing arrangement 10 has a second mechanical seal 11'.
- the material to be treated is transported in the direction of arrow P.
- the Fig. 3 is a partial sectional view of a rotary kiln 1, in which the sealing arrangement 8 is shown to illustrate its function.
- the sealing arrangement 8 is the entirety of the components used in the structural implementation, which either directly provide the seal or which are required for the positioning of the components providing the seal.
- the mechanical seal has a sliding element 12 designed as a sliding flange 12.
- This sliding flange 12 is coupled to the inlet section 2 in a rotationally fixed manner via the fastening flange 17.
- the sliding flange 12 provides a sliding surface 13 in the direction of arrow I, which points toward the interior of the rotary tube.
- the sliding element 12 provides a sliding surface facing the interior of the rotary tube 4.
- the fastening flange 17 is, as already mentioned, non-rotatably coupled to the inlet area 2, it is axially movable, namely in the direction of arrow I.
- a compression spring 14 which, via a bolt 18 in cooperation with the counterflange 19, preloads the sliding element 12 toward the interior of the rotary kiln, i.e., in the direction of arrow I, ensures that the sliding element 12 compensates for a certain degree of wear on the sealing rings (to be described later).
- the preload of the sliding element can be adjusted in the direction of arrow I by screwing the bolt 18 on this side of the expansion spring 14 and on the other side of the counterflange 19.
- An inner sealing element 15, designed as an inner sealing ring 15, and an outer sealing element 16, designed as an outer sealing ring 16, are arranged on a fastening area 20, in this case designed as a fixed flange 20 connected to the rotary tube 4.
- the inner sealing element 15 and the outer sealing element 16 are axially pressed between the fastening area and the sliding surface to ensure a good seal.
- the maintenance of this axial force, which promotes the sealing effect, is ensured by the preload with the compression spring 14 explained above, as well as the possibility of its adjustment.
- the inner sealing element 15, the outer sealing element 16, the fastening area 20 and the sliding surface 13 are dimensioned and positioned such that a continuous sealing space 21 is present between them.
- the sliding element outlet is provided with a Fig. 3 not shown, gas supply device to ensure introduction of a gas into the sealing chamber 22 and continuous maintenance of an overpressure in the sealing chamber 22.
- a fixed bearing half 28 of a ball bearing 28, 29 is positioned with the counter flange 19 in order to effect the rotatable mounting of the rotary tube 4 with the rotating bearing half 29 coupled to the fastening area and thus to the rotary tube via the connecting flange 30.
- a mixture of converter dust and blast furnace sludge was provided as metallurgical residues from the steel industry.
- the mixture was fed into the rotary kiln and conveyed through it in one direction as the rotary kiln rotated. During the conveyance of the metallurgical residues, the mixture was exposed to a reducing gas, which flowed countercurrently through the rotary kiln. Pure H2 was used as the reducing gas, and as the mixture of converter dust and top sludge passed through the rotary kiln, the interior of the rotary kiln was heated to 950 degrees Celsius by indirect electrical heating. The passage time for the mixture through the rotary kiln was 45 minutes.
- the experiment was carried out with two different reference flow rates of the reaction gas, namely 5 Nm 3 /h and 10 Nm 3 /h, where Nm 3 denotes one standard cubic meter and h denotes a period of one hour.
- the exact flow values are not essential to the essence of the invention, as they depend in particular on the specific plant parameters, for example the volume of the rotary kiln and the upstream and downstream units; however, two different flow rates were used to experimentally demonstrate that the addition of the reducing gas, in addition to the selection of suitable reactants, is the decisive factor for the demonstrated production of the sponge product.
- a sponge product can be produced from metallurgical residues using relatively inexpensive aggregates, which can be processed into pig iron or crude steel in a particularly usable manner. In this way, large portions of metallurgical residues are made available for reuse, thus providing a good Sustainability effect is achieved and disposal costs can be reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Muffle Furnaces And Rotary Kilns (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zur Gewinnung eines Schwammprodukts mit hohem Metallisierungsgrad, mit den Schritten:
a) Bereitstellen von Hüttenreststoffen,
b) Eingeben der Hüttenreststoffe in einen Drehrohrofen,
c) Befördern der Hüttenreststoffe durch den Drehrohrofen in einem Reduktionsgas, insbesondere H2 aufweisend,
d) Entnehmen,
a) Bereitstellen von Hüttenreststoffen,
b) Eingeben der Hüttenreststoffe in einen Drehrohrofen,
c) Befördern der Hüttenreststoffe durch den Drehrohrofen in einem Reduktionsgas, insbesondere H2 aufweisend,
d) Entnehmen,
Das Verfahren erfolgt in einer Anlagenanordnung 100. Es ist ein Drehrohrofen 1 vorhanden mit einem Einlaufabschnitt 2 und einem Auslaufabschnitt 3. Hüttenreststoffe werden entlang einer Beförderungsrichtung PR durch den Drehrohrofen hindurch befördert. Extern am Drehrohr angeordnete Heizelemente H1, H2, H3 dienen einer Erwärmung des Inneren.
Zwischen einer ersten Kopplungsstelle 101 am Einlaufabschnitt 2 und einer zweiten Kopplungsstelle 102 am Auslaufabschnitt 3 ist ein Gasableitungssystem 103 zur Ableitung Reaktionsgas sowie von Reaktionsprodukten vorhanden. Das Gasableitungssystem führt in ein Gasaufbereitungssystem 104.
Dem Gasaufbereitungssystem 104 nachgeordnet ist ein Gasrückführungssystem 105 angekoppelt zur Rückführung von aufbereitetem Reaktionsgas.
Description
- Die Erfindung betrifft ein Verfahren zur Gewinnung eines Schwammprodukts mit hohem Metallisierungsgrad.
- Im Zuge der Bestrebungen, den CO2-Ausstoß bei der Herstellung von Stahl zu reduzieren, liegt ein hohes Augenmerk auf der zunehmenden Nutzung der an sich seit langem bekannten Elektrostahlroute als Ersatz für die Hochofen-Konverter-Route.
- Ein Ansatz hierfür ist die Nutzung in Abwandlung einer Elektrostahl-Konverter-Route. Zunächst wird ein mittels Direktreduktion gewonnener direkt reduzierter Eisenträger, auch als Eisenschwamm bezeichnet, in einem Schmelzofen aufgeschmolzen. Der Schmelzofen kann beispielsweise ein Lichtbogenschmelzofen (electric arc furnace, kurz: EAF), sein, wie es beispielsweise in der
WO 2004/108971 A1 beschrieben ist. Die Direktreduktion ist deswegen besonders perspektivreich für CO2-arme oder CO2-freie Stahlherstellung, weil die Direktreduktion mit H2 als Reduktionsgas durchführbar ist und H2 mittels Elektrolyse mit regenerativer Energie erzeugt werden kann. Der erschmolzene Eisenschwamm kann sodann als Schmelze in einem Konverter von sauerstoffaffinen Bestandteilen befreit werden, indem Sauerstoff in die Schmelze eingeblasen wird. Resultat ist dann, je nach C-Gehalt, ein Roheisen oder ein Rohstahl, der in weiteren Schritten zu Stahl weiterverarbeitet werden kann. Vorteil dieser Vorgehensweise ist, dass es möglich ist, vorhandene Konverter weiterzunutzen, wodurch weiterhin auf Teile vorhandenen Know-Hows zurückgegriffen werden kann sowie, nicht zuletzt, der Investitionsbedarf im Rahmen gehalten werden kann. - Die Nutzung von vorhandenen Konvertern zum Befreien des geschmolzenen Eisenschwamms von unerwünschten Elementen führt dazu, dass auch nach der vollständigen Umstellung von der Hochofen-Konverter-Route auf die Elektrostahl-Konverter-Route ein Anfallen der aus der Konverternutzung bekannten Reststoffe erwartet werden kann.
- Darüber hinaus ist es unvermeidbar, dass eine Umstellung von der Hochofen-Konverter-Route auf die Elektrostahl-Konverter-Route nicht für alle Hochöfen gleichzeitig erfolgen wird, sondern stattdessen eine schrittweise Umstellung vorgenommen werden wird. Dies führt dazu, dass auch nach Beginn der Umstellung für einen längeren Zeitraum die aus der Hochofen-Konverter-Route anfallenden Hüttenreststoffe weiter anfallen werden, wenn auch in sinkender Menge.
- Vor diesem Hintergrund besteht ein Anreiz, die Ausnutzung der eingesetzten Stoffe zu verbessern.
- Die Aufgabe wird gelöst mit einem Verfahren zur Gewinnung eines Schwammprodukts mit hohem Metallisierungsgrad.
- Es ist ein Verfahren zur Gewinnung eines Schwammprodukts mit hohem Metallisierungsgrad vorgesehen. Um ein entsprechendes Schwammprodukt zu erhalten, werden die folgenden Schritte durchgeführt:
- a) Bereitstellen von Hüttenreststoffen aus der Stahlindustrie, als ein Gemenge aus wenigstens zwei Edukten, von denen wenigstens eines Eisen enthält, ausgewählt insbesondere aus Konverterstaub, Koksstaub, Hochofenstaub, Gichtschlamm, Walzzunder, Lichtbogenofen-Staub;
- b) Eingeben der Hüttenreststoffe in einen Drehrohrofen;
- c) Befördern der Hüttenreststoffe entlang einer Beförderungsrichtung durch den Drehrohrofen hindurch bei einem Drehen oder mittels Drehens des Drehrohrofens, das heißt: mittels Drehens des Drehrohrs des Drehrohofens, wobei die Hüttenreststoffe bei dem Befördern der Hüttenreststoffe einem Reduktionsgas ausgesetzt werden, das im Gegenstromprinzip entgegen der Beförderungsrichtung strömend durch den Drehrohrofen geleitet wird, zur Herbeiführung einer Reduktion der Hüttenreststoffe;
- d) Entnehmen der den Drehrohrofen durchlaufenen Hüttenreststoffe. Diese liegen als Folge der beschriebenen Vorgehensweise als Schwammprodukt mit hohem Metallisierungsgrad vor.
- Der Erfindung liegt die bisher nicht bekannte Erkenntnis zugrunde, dass die Behandlung von typischen Hüttenreststoffen in einer reduzierenden Atmosphäre die Bildung eines Schwammprodukts zur Folge hat, das einen hohen Metallisierungsgrad aufweist, und es dabei insbesondere einen hohen Anteil von metallisiert vorliegendem Eisen, also freiem Eisen, aufweist.
- Die typischen Hüttenreststoffe, insbesondere Konverterstaub und Gichtschlamm, liegen insbesondere in Form von Stäuben oder Schlämmen oder feinem Korn, beispielsweise mit einem Durchmesser von weniger als 5 mm, vor. Derartige Hüttenreststoffe können in einem Drehrohrofen bei Beaufschlagung mit einem Reduktionsgas im Gegenstromprinzip in sehr effizienter Weise reduziert werden, sodass nach dem Durchlaufen des Drehrohrofens vollständig oder nahezu vollständig reduzierte Materialien vorliegen.
- Optional können die in Schritt a) bereitgestellten Hüttenreststoffe teilweise oder vollständig agglomeriert oder brikettiert sein.
- Das bisher erforderliche aufwändige Entsorgen, Aufarbeiten oder Deponieren der Hüttenreststoffe entfällt dadurch zu einem großen Teil, da das entstehende Schwammprodukt wieder, genauso wie mittels im Direktreduktionsreaktor per Direktreduktion von Eisenerzen hergestellter Eisenschwamm, in der oben beschriebenen Weise in die Elektrostahl-Route oder die Elektrostahl-Konverter-Route eingeführt werden kann.
- Ein erfindungsgemäß zu nutzender Konverterstaub ist bevorzugt ein BOF-Konverterstaub oder ein LD-Konverterstaub. Bevorzugt handelt es sich um einen Konverterstaub, der 60-75 Gew.-% Fe, 2-10 Gew.-% Zn und 0,1-2,0 Gew.-% C aufweist.
- Eine mögliche Zusammensetzung eines erfindungsgemäß zu nutzenden Konverterstaubs ist (alle Angaben in Gew.-%):
- Fe: 60-75, enthalten in Fe2O3 und FeO und als metallisches Fe, beispielsweise mit 10 bis 20 Gew.-% an dem Konverterstaub metallischem Eisen und dem Rest in Fe2O3 und FeO,
- ZnO: 2,5-12,5;
- C: 0,1-2,0;
- Rest, neben Verunreinigungen, eines oder mehrere der Oxide MnO, SiO2, TiO2, P2O5, Al2O3, CaO, MgO, PbO, K2O, V2O5, Cr2O3, BaO, NiO, ZrO2, SrO. Verunreinigungen können Metalle, Übergangsmetalle, Halbmetalle, Oxide, Salze und weitere Stoffe sein, bevorzugt mit einem Gesamtanteil von weniger als 10 Gew.-%, besonders bevorzugt weniger als 2 Gew.-%.
- Als Gichtschlamm kann beispielsweise ein Gichtschlamm verwendet werden, der 5-20 Gew.-% Fe, 2-12 Gew.-% Zn, weniger als 2 Gew.-% Pb und 25-50 Gew.-% C aufweist.
- Ein erfindungsgemäß zu nutzender Gichtschlamm kann beispielsweise bestehen aus (alle Angaben in Gew.-%):
- Fe: 5-20, enthalten in Fe2O3 und FeO und als metallisches Fe, beispielsweise mit 0,1 bis 3,0 Gew.-% an dem Gichtschlamm metallischem Eisen und dem Rest in Fe2O3 und FeO;
- ZnO: 2-15 Gew.-%;
- PbO: < 2 Gew.-%;
- C ungebunden: 30-50 Gew.-%, bevorzugt 35-45 Gew.-%;
- CO2: bis zu 10 Gew.-%;
- Rest, neben Verunreinigungen, eines oder mehrere der Oxide MnO, SiO2, TiO2, P2O5, Al2O3, CaO, MgO, PbO, K2O, V2O5, Cr2O3, BaO, NiO, ZrO2, SrO. Verunreinigungen können Metalle, Übergangsmetalle, Halbmetalle, Oxide, Salze und weitere Stoffe sein, bevorzugt mit einem Gesamtanteil von weniger als 10 Gew.-%, besonders bevorzugt weniger als 2 Gew.-%.
- Damit die innerhalb des Drehrohrofens stattfindenden Reduktionsvorgänge in möglichst effizienter Weise erfolgen, ist in einer bevorzugten Weiterbildung vorgesehen, dass während des Schritts c) die in Schritt c) beförderten Hüttenreststoffe auf eine Temperatur zwischen 800 Grad Celsius und 1050 Grad Celsius erwärmt werden. Innerhalb dieser Bandbreite liegende Temperaturen haben den Vorteil, dass sie einerseits ausreichend hoch sind, um eine signifikante Beschleunigung der Reduktionsprozesse zu erhöhen und sicherzustellen, dass entstehende Reaktionsprodukte wie Zinkoxide und Bleichloride in Gasphase vorliegen, sowie sie andererseits noch ausreichend gering sind, um einen unerwünschten Übergang des mit hohem Fe-Anteil vorliegenden Feststoffs in die Flüssigphase zu vermeiden.
- Besonders bevorzugt ist, dass die Erwärmung als indirekte Erwärmung durchgeführt wird. Das bedeutet, dass im Gegensatz zur direkten Erwärmung, bei welcher Verbrennungsvorgänge innerhalb des Drehrohrofens herbeigeführt werden, die Erwärmung mit außerhalb des Drehrohrofens erzeugter und in den Drehrohrofen eingebrachter Wärme herbeigeführt. Bevorzugt werden zur Wärmeerzeugung an der Außenhaut des Drehrohrofens angebrachte Wärmeelemente genutzt, die bevorzugt auf Basis von Stromwiderstandserwärmung arbeiten, und deren abgegebene Wärme durch die metallische Hülle des Drehrohrofens, die beispielsweise aus Edelstahl besteht, in das Innere des Drehrohrofens geleitet wird. Die indirekte Erwärmung des Inneren des Drehrohrofens hat den Vorteil, dass eine Reoxidation der reduzierten Bestandteile vermieden wird. Auch entfällt eine ansonsten erforderliche Notwendigkeit der Eingabe von brennbaren Stoffen, wie beispielsweise Kohle oder Koks, in den Ofen hinein.
- Optional kann vorgesehen sein, dass zwischen Schritt c) und Schritt d) eine Entnahmevorbereitung durchgeführt wird.
- Die Entnahmevorbereitung kann beispielsweise ein Befördern der den Drehrohrofen durchlaufenen Hüttenreststoffe in einer an dem Drehrohrofen angeordneten Kühlstation zum Kühlen der den Drehrohrofen durchlaufenen Hüttenreststoffe aufweisen. Diese Kühlstation kann beispielsweise an den Auslaufabschnitt des Drehrohrofens angekoppelt sein.
- Alternativ oder zusätzlich kann die Entnahmevorbereitung beispielweise ein Befördern der den Drehrohrofen durchlaufenen Hüttenreststoffe durch eine Brikettierstation zum Brikettieren der den Drehrohrofen durchlaufenen Hüttenreststoffe aufweisen. Die Brikettierstation kann beispielsweise an den Auslaufabschnitt des Drehrohrofens angekoppelt sein.
- Wenn sowohl ein Kühlen in einer Kühlstation als auch ein Brikettieren in einer Brikettierstation vorgesehen ist, kann beispielsweise die Kühlstation an den Auslaufabschnitt des Drehrohrofens und die Brikettierstation an die Kühlstation angekoppelt sein, wobei in der Brikettierstation ein Kaltbrikettieren durchgeführt wird.
- Wenn sowohl ein Kühlen in einer Kühlstation als auch ein Brikettieren in einer Brikettierstation vorgesehen ist, kann beispielsweise die Brikettierstation an den Auslaufabschnitt des Drehrohrofens und die Kühlstation an die Brikettierstation angekoppelt sein, wobei in der Brikettierstation ein Heißbrikettieren durchgeführt wird.
- Das Vorsehen eines Schritts oder mehrerer Schritte der Entnahmevorbereitung hat den Vorteil, dass das entnommene Schwammprodukt in unmittelbar weiterverwendbarer Form vorbereitet werden kann.
- Gemäß einer bevorzugten Weiterbildung des Verfahrens ist vorgesehen, dass mit einem Transportgas und/oder mit dem Reaktionsgas während der Reduktion der Hüttenreststoffe entstehende Gase aus dem Drehrohrofen heraus befördert werden. Dazu ist bevorzugt in einem Einlaufabschnitt des Drehrohrofens, der aufgrund des Durchlaufens des Reduktionsgases im Gegenstromprinzip am Ende der Durchströmungsstrecke des Reduktionsgases liegt, ein Gasableitungssystem angekoppelt, durch welches die während der Reduktion der Hüttenreststoffe entstehenden Gase aus dem Drehrohrofen entfernt werden. Dieses Vorgehen hat den Vorteil, dass innerhalb des Drehrohrofens eine weitgehend gleichbleibend gut reduzierende Atmosphäre bestehen bleibt. Die Beförderung der entstehenden Gase, bei denen es sich insbesondere um Zinkoxide und/oder Bleiverbindungen, insbesondere Bleichloride, handeln kann, erfolgt insbesondere mit dem Reaktionsgas. Um die Beförderung der entstehenden Gase mit dem Reaktionsgas zusätzlich zu unterstützen, kann ergänzend ein Transportgas in dieselbe Strömungsrichtung, also aufgrund des Gegenstromprinzips entgegen der Bewegungsrichtung der Hüttenreststoffe, geführt werden. Bei dem Transportgas handelt es sich bevorzugt um ein Schutzgas, wobei aufgrund der gegenüber anderen Schutzgasen geringeren Kosten bevorzugt N2 verwendet wird. Alternativ oder zusätzlich ist aber auch die Nutzung von einem oder mehreren Edelgasen möglich, wie beispielsweise Argon.
- Gemäß einer bevorzugten Ausführungsform ist vorgesehen, dass ein Gasableitungssystem zur Ableitung von den Drehrohrofen durchlaufenem Reaktionsgas sowie von gasförmig vorliegenden Reaktionsprodukten vorhanden ist, durch das gasförmig vorliegende Reaktionsprodukte aus dem Drehrohrofen abgeleitet werden.
- Besonders bevorzugt ist ein Gasaufbereitungssystem an den Drehrohrofen angekoppelt zur Aufbereitung des in dem Gasableitungssystem abgeleiteten Reaktionsgas, das zuvor den Drehrohrofen durchlaufen hat, gemeinsam mit den mitgeführten gasförmig vorliegenden Reaktionsprodukten. Insbesondere kann vorgesehen sein, dass das Gasaufbereitungssystem an das Gasleitungssystem angekoppelt ist derart, dass das Gas mit dem Gasableitungssystem in das Gasaufbereitungssystem geführt wird.
- In dem Gasaufbereitungssystem wird bevorzugt gasförmig vorliegendes Zn oder werden Zn-O-Verbindungen abgeschieden; zu diesem Zweck kann das Gasaufbereitungssystem beispielsweise über eine Zn-Falle verfügen, die beispielsweise als gekühlte Metallplatten ausgebildet ist, beispielsweise aus Kupfer, die Kondensationsflächen zur Zn-Kondensation bereitstellen.
- Alternativ oder zusätzlich werden in dem Gasaufbereitungssystem gasförmig vorliegende Pb-O-Verbindungen abgeschieden; zu diesem Zweck kann das Gasaufbereitungssystem beispielsweise über eine Metalldampffalle verfügen, die beispielsweise als gekühlte Metallplatten ausgebildet ist, beispielsweise aus Kupfer, die Kondensationsflächen zur Metallkondensation, insbesondere zur Pb-Kondensation, bereitstellen.
- Besonders bevorzugt ist, wenn das Gasaufbereitungssystem eines oder mehrere der nachfolgend genannten Aufbereitungsaggregate aufweist:
- Zinkfalle,
- Staubabscheider,
- Wasserabscheider,
- CO2-Abscheider,
- Reduktionsgaskonditionierer,
- Ersatzreaktionsgaszufuhr.
- Nach der erfolgreichen Aufbereitung des Gases in dem Gasaufbereitungssystem kann das Gas mit einem dem Gasaufbereitungssystem stromabwärts nachgeordneten Gasrückführungssystem in den Drehrohrofen zurückgeführt werden. Um dem eingangs erwähnten Gegenstromprinzip zu genügen, erfolgt die Gasrückführung bevorzugt mittels einer Ankopplung an einem Auslaufabschnitt des Drehrohrofens.
- Besonders bevorzugt besteht das Gemenge von Edukten, also die in den Drehrohrofen eingegebenen Hüttenreststoffe, zu mindestens 90 Gew.-%, bevorzugt mindestens zu mindestens 98 Gew.-%, besonders bevorzugt vollständig, aus Konverterstaub und Gichtschlamm. Es konnte in Versuchen erwiesen werden, dass mit einem Gemenge von Konverterstaub und Gichtschlamm eine sehr effiziente Herstellung von einem Schwammprodukt mit sehr hohem Metallisierungsgrad, insbesondere sehr hohem Anteil metallischen Eisens, hergestellt werden konnte. Mit einem gemäß dieser Weiterbildung durchgeführten Verfahren konnte Eisenschwamm hergestellt werden, der je nach sonstigen Verfahrensparametern einen Metallisierungsgrad von mehr als 80 %, und teilweise von annähernd 100 % aufwies.
- Ein erfindungsgemäß in Schritt d) zu entnehmendes Schwammprodukt mit hohem Metallisierungsgrad weist bevorzugt einen Metallisierungsgrad von mehr als 80 Prozent auf, bevorzugt von mehr als 95 %, besonders bevorzugt von mehr als 98 %.
- Ein erfindungsgemäß in Schritt d) zu entnehmendes Schwammprodukt mit hohem Metallisierungsgrad weist bevorzugt einen Metallisierungsgrad des im Schwammprodukt enthaltenen Eisens von mehr als 80 Prozent auf, bevorzugt von mehr als 95 %, besonders bevorzugt von mehr als 98 %. Beispielsweise ist der Fe-Anteil des Schwammprodukts wenigstens 75 Gew.-%, bevorzugt wenigstens 80 Gew.-%, besonders bevorzugt wenigstens 85 Gew.-%.
- Gemäß einer Weiterbildung des Verfahrens beträgt in den Hüttenreststoffen, also dem Gemenge von Edukten welches in den Drehrohrofen eingegeben wird, das Verhältnis von Konverterstaub zu Gichtschlamm zwischen 60 Gew.-%:40 Gew.-% und 90 Gew.-%:10 Gew.-%, bevorzugt zwischen 65 Gew.-%:35 Gew.-% und 80 Gew.-%:20 Gew.-%, besonders bevorzugt zwischen 65 Gew.-%:35 Gew.-% und 75 Gew.-%:25 Gew.-%. Bei den genannten Verhältnissen an Gewichtsanteilen hat sich gezeigt, dass bereits bei vergleichsweise geringen H2-Flüssen als Reaktionsgasfluss im Drehrohrofen ein Metallisierungsgrad von nahezu 100 % erreicht werden konnte. Die Entwickler konnten hierfür noch keine geschlossene Theorie entwickeln, sie führen den Effekt vermutungsweise darauf zurück, dass ein gewisser Mindestanteil an Gichtschlamm aufgrund des in den Gichtschlamm enthaltenen Kohlenstoffs bei den in dem Drehrohrofens herrschenden thermodynamischen Bedingungen zu einer besonders effizienten Reduktion der in dem Gemenge aus Edukten vorhandenen Stoffe beiträgt.
- Besonders bevorzugt ist, dass das Reaktionsgas H2 aufweist, bevorzugt zu wenigstens 90 Vol. % aus H2 besteht, besonders bevorzugt zu wenigstens 98 Vol.-% aus H2 besteht. Gemäß einer besonders vorteilhaften Weiterbildung ist der als Reaktionsgas genutzte Wasserstoff ausschließlich aus Wasserelektrolyse gewonnener H2, insbesondere ausschließlich aus Wasserelektrolyse mit regenerativem Strom, beispielsweise ausschließlich mit per Windkraftanlage gewonnenem Strom und/oder Photovoltaik gewonnenem Strom.
- Aufgrund der Abhängigkeit von den konkret vorliegenden Umständen, beispielsweise die spezifischen Anlagenparameter betreffend, ist der das Verfahren ausführende Fachmann darauf angewiesen, den Reaktionsgasfluss, insbesondere H2-Gasfluss, und/oder die Verbleibedauer der Hüttenreststoffe im Drehrohrofen empirisch derart einzustellen, dass das erhaltene Produkt den gewünschten Metallisierungsgrad, insbesondere den gewünschten Fe-Metallisierungsgrad, aufweist. Diese empirische Findung eines ausreichend hohen Gasflusses beziehungsweise einer ausreichend langen Verbleibedauer stellt den Fachmann vor keine besonderen Schwierigkeiten, da weniger technische als vielmehr wirtschaftliche Erwägungen vorzunehmen sind.
- Ein mit einer oder mehreren der oben beschriebenen Bedingungen erhaltenes Schwammprodukt mit hohem Metallisierungsgrad kann beispielsweise bestehen aus:
- einem oder mehreren der Oxide MnO, SiO2, TiO2, P2O5, Al2O3, CaO, MgO, PbO, K2O, V2O5, Cr2O3, BaO, NiO, ZrO2, SrO: 10-30 Gew.-%,
- C: weniger als 1 Gew.-%,
- Zn: weniger als 1 Gew.-%,
- Mn, Cu und Pb: insgesamt weniger als 2 Gew.-%,
- Rest, neben Verunreinigungen: Fe.
- Verunreinigungen können Metalle, Übergangsmetalle, Halbmetalle, Oxide, Salze und weitere Stoffe sein, bevorzugt mit einem Gesamtanteil von weniger als 5 Gew.-%.
- Es hat sich in Versuchen gezeigt, dass die erhaltenen Schwammprodukte zu wenigstens 68 Gew.-%, und je nach konkret vorliegenden Bedingungen zu deutlich höherem Anteil, aus metallischem Eisen bestehen.
- Der Drehrohrofen weist bevorzugt einen Einlaufabschnitt und einen Auslaufabschnitt sowie ein zwischen Einlaufabschnitt und Auslaufabschnitt angeordnetes Drehrohr auf, das gegenüber dem Einlaufabschnitt und Auslaufabschnitt rotierbar gelagert ist, wobei der Drehrohrofen als gasdichter Drehrohrofen ausgebildet ist.
- Ein Drehrohrofen ist seit langem in vielen Anwendungsgebieten bekannt. In vielen Fällen ist der Einlaufabschnitt als Einlaufgehäuse ausgebildet und/oder ist der Auslaufabschnitt als Auslaufgehäuse ausgebildet. Prinzipiell kann der Einlaufabschnitt aber auch in einfacherer Gestalt vorliegen. Der Einlaufabschnitt dient in der Regel dem Zweck, in dem Drehrohrofen zu behandelndes Material dem Drehrohr zuzuführen und in dieses einzuführen; analog dient der Auslaufabschnitt in der Regel dem Zweck, Material auszugeben. In einigen Ausführungen können Einlaufabschnitt und Auslaufabschnitt auch zur Lagerung des gegenüber dem Einlaufabschnitt und Auslaufabschnitt rotierbar gelagerten Drehrohrs beitragen oder die Lagerung des gegenüber dem Einlaufabschnitt und Auslaufabschnitt rotierbar gelagerten Drehrohrs nutzen. Das Drehrohr ist abschnittsweise oder entlang seiner gesamten Längserstreckung zylindrisch ausgebildet. Bevorzugt ist das Drehrohr kreiszylindrisch oder zumindest in jedem gelagerten Abschnitt des Drehrohrs kreiszylindrisch ausgebildet, besonders bevorzugt auch zwischen diesen und somit entlang seiner gesamten Erstreckung. Anfangsseitig und endseitig ist das Drehrohr beispielsweise auf Einlaufabschnitt und Auslaufabschnitt drehbar gelagert. Bevorzugt ist Einlaufabschnittseitig und Auslaufabschnittseitig jeweils ein Innenlager eines Wälzlagers am Drehrohr angeordnet, dessen jeweilig zugeordnetes Außenlager des Wälzlagers Bestandteil des Einlaufabschnitts beziehungsweise des Auslaufabschnitts ist. Besonders bevorzugt ist das Wälzlager ein Kugellager. Prinzipiell ist auch eine andere Art der Lagerung möglich, beispielsweise mit Gleitlagerung. Das Drehrohr weist außerdem häufig Kopplungsmittel zur Kopplung mit einem Antrieb auf, wobei der Antrieb selbst in der Definition in dieser Beschreibung nicht als Bestandteil des Drehrohrofens angesehen wird und das Vorhandensein von Kopplungsmitteln zur Kopplung des Drehrohrs mit dem Antrieb keine Relevanz für die Überlegungen der vorgestellten Entwicklung hat, so dass deren potentielles Vorhandensein zwar unterstellt wird, nicht aber als Bestandteil der Erfindung oder einer ihrer Weiterbildungen angesehen wird.
- Bevorzugt ist vorgesehen, dass der Drehrohrofen als gasdichter Drehrohrofen ausgebildet ist. Es wird also ein Drehrohrofen verwendet, der im Gegensatz zu Drehrohröfen einfacherer Art derart ausgestattet ist, dass das Innere des Drehrohrofens gegenüber dem Äußeren gasdicht abgeschlossen ist. Der gegenüber dem äußeren gasdichte Abschluss des Drehrohrofens ist derart zu verstehen, dass der Drehrohrofen an allen Stellen derart abgedichtet ist, dass keine nennenswerten Mengen an Umgebungsluft in den Drehrohrofens hineingelangen. Für das durchzuführende Verfahren ergibt sich daraus der besondere Vorteil, dass keine nennenswerten Mengen an Umgebungsluft in den Drehrohrofens hineingelangen, wodurch eine effiziente Desoxidation der in dem Drehrohrofen reduzierten Hüttenreststoffe ermöglicht wird.
- Für den in einer Weiterbildung bevorzugt vorgesehenen gasdichten Abschluss des Drehrohrofens in der oben beschriebenen Weise weist der Drehrohrofen geeignete Vorkehrungen auf. Den Einlaufabschnitt und den Auslaufabschnitt betreffend ist dies unproblematisch. Beispielsweise kann der Einlaufabschnitt an eine Eingabeschleuse zum Einführen von Hüttenreststoffen angekoppelt sein. Zusätzlich kann beispielsweise der Auslaufabschnitt an eine Entnahmeschleuse zur Entnahme des Schwammprodukts mit hohem Metallisierungsgrad angekoppelt sein. Die Ankopplung der Eingabeschleuse an den Einlaufabschnitt kann beispielsweise mittels metallischem Dichtring vorliegen; die Ankopplung der Entnahmeschleuse an den Auslaufabschnitt kann beispielsweise ebenfalls mittels metallischem Dichtring vorliegen. Beispielsweise kann als metallischer Dichtring ein Dichtring gemäß DIN 7603:2001-05 genutzt werden.
- Beispielsweise kann vorgesehen sein, dass zur Dichtung des Inneren des Drehrohrofens gegenüber dem Äußeren in einem Übergangsbereich von dem Einlaufabschnitt zu dem Drehrohr eine erste Dichtanordnung angeordnet ist. Das bedeutet, dass bezweckt wird, dass zumindest in dem Bereich, an welchem der Übergang von einem gegenüber der Erdoberfläche stehenden Bereich, also dem Einlaufabschnitt, zu dem rotierbaren Drehrohr erfolgt, konstruktive Maßnahmen umgesetzt sind, die in ihrer Gesamtheit eine Abdichtung des Drehrohrinneren zu dem Drehrohräußeren herbeiführen. Die zwangsläufig durch die erforderliche Verbindung zwischen stehendem und rotierendem Bereich sich ergebende potenzielle Undichtigkeit von dem Inneren des Drehrohrofens gegenüber dem Äußeren wird dadurch weitgehend oder vollständig beseitigt. In analoger Weise ist in dem Übergangsbereich von dem Drehrohr zu dem Auslaufabschnitt eine zweite Dichtanordnung angeordnet, deren Zweck darin besteht, potenzielle Undichtigkeiten an der Schnittstelle zwischen rotierendem Bereich und stehendem Bereich abzudichten.
- Gemäß einer vorteilhaften Ausführungsform weist wenigstens eine der ersten Dichtanordnung und der zweiten Dichtanordnung eine Gleitringdichtung auf. Das bedeutet, dass die Funktionalität der Dichtanordnung auf dem Prinzip der Gleitringdichtung basiert.
- Bevorzugt ist, dass beide Dichtanordnungen eine Gleitringdichtung aufweisen.
- Gleitringdichtungen sind in einigen Bereichen der Technik bekannt. Eine Gleitringdichtung ist bei allgemeiner Betrachtung eine Dichtung, die eine rotierende Welle gegenüber einer Wand abdichtet. Zur Abdichtung der Wand gegen die rotierende Welle weist eine Gleitringdichtung zwei aufeinander gleitende Bauteile auf, von denen einer als Gleitring und einer als Gegenring bezeichnet wird. Einer der beiden Ringe ist starr im stationären Teil, angewandt auf den oben beschriebenen Drehrohrofen beispielsweise im Einlaufabschnitt, angeordnet, während der andere mit dem rotierenden Teil drehfest gekoppelt ist, angewandt auf den oben beschriebenen Drehrohrofen beispielsweise mit dem für die Rotation vorgesehenen Drehrohr. Eine Gleitringdichtung weist den Vorteil auf, dass trotz der Bewegung eines rotierenden Teils gegen ein stehendes Teil, beispielsweise im vorliegenden Fall einer Rotationsbewegung eines Drehrohrs relativ zu dem Einlaufabschnitt beziehungsweise dem Auslaufabschnitt, eine sehr gute Dichtung erreicht werden kann.
- Eine gegenüber bisher bekannten Drehrohröfen durch das Nutzen von Gleitringdichtungen verbesserte Abdichtung des Äußeren zu dem Inneren geht zwar mit erhöhtem konstruktivem Aufwand einher, der allerdings lohnenswert sein kann aufgrund der erhaltenen vorteilhaften Eigenschaften, mit denen neue, bisher nicht bekannte, Anwendungszwecke erschlossen werden. Dadurch, dass der Drehrohrofen gemäß einer Weiterbildung in besonders guter Weise gegenüber dem Äußeren abgedichtet ist, wird erreicht, dass im Inneren des Drehrohrs Gase aufweisende Atmosphären geschaffen werden können, bei denen ein Gasverlust weitestgehend vermieden werden kann und bei denen eine Kontamination mit Umgebungsluft weitgehend unterbunden wird. Dadurch wird erreicht, dass die im Drehrohrofen vorhandenen Gase im Prozess verbleiben, möglichst effizient genutzt werden und, da sie im System verbleiben, potenziell kontinuierlich entnommen und - gegebenenfalls nach einem Schritt oder einer Schrittfolge einer Aufbereitung der im System vorhandenen Reaktionsgase sowie gasförmig vorliegender Reaktionsprodukte - - anderen Prozessen oder einem anderen Prozessschritt desselben Prozesses wieder zugeführt werden können.
- Die Gleitringdichtung hat ferner in vorteilhafter Weise den Vorteil, dass das drehende Drehrohr, welches gelegentlich auch als Glühtrommel bezeichnet wird, zu den stehenden Ein- und Auslaufabschnitten in guter Gas- und Staubdichtigkeit ausgeführt ist. Die Gleitringdichtung hat weiterhin den Vorteil, dass sie aufgrund der konstruktiven Umsetzung mit gleitenden Elementen und deren Vorspannung auch unvermeidbare Taumelbewegungen des Drehrohrs, also Bewegungen in axialer Richtung, in gewissem Maße ausgleichen kann.
- Besonders bevorzugt ist in einer Weiterbildung eine Ausführung der Dichtanordnung realisiert, indem die erste Gleitringdichtung ein Gleitelement aufweist, das mit dem Einlaufabschnitt gekoppelt ist, wobei das Gleitelement bevorzugt als Gleitflansch ausgebildet ist. Bevorzugt ist dieses Gleitelement derart orientiert, dass die Gleitfläche des Gleitelements in Richtung des Inneren des Drehrohrofens weist, das heißt: eine auf dem Flansch stehende Normale weist parallel zu der Rotationsachse des Drehrohrs in eine Richtung, in welcher der vom Flansch aus gesehen längere Abschnitt des Drehrohrs gelagert wird als der in Antinormale weisende Richtung gelagerte Abschnitt des Drehrohrs. Analog weist bevorzugt die zweite Gleitringdichtung ein Gleitelement auf, das mit dem Auslaufabschnitt gekoppelt ist, wobei das Gleitelement bevorzugt als Gleitflansch ausgebildet ist. Bevorzugt ist dieses Gleitelement derart orientiert, dass die Gleitfläche des Gleitelements in Richtung des Inneren des Drehrohrofens weist, das heißt: eine auf dem Flansch stehende Normale weist parallel zu der Rotationsachse des Drehrohrs in eine Richtung, in welcher der vom Flansch aus gesehen längere Abschnitt des Drehrohrs gelagert wird als der in Antinormale weisende Richtung gelagerte Abschnitt des Drehrohrs. Anders ausgedrückt sind die beiden Normalen zueinander gerichtet.
- Bevorzugt weist die Dichtanordnung, beziehungsweise jede Dichtanordnung, weiterhin eine Druckfeder auf, die das Gleitelement zum Inneren des Drehrohrofens vorspannend ausgebildet ist. Besonders bevorzugt ist, dass die Druckfeder nachgestellt werden kann. Das Vorspannen des Gleitelements ist durch fachübliche Maßnahmen realisierbar, beispielsweise durch eine Verschraubung gegen einen geeignet positionierten, gegenüber der Erdoberfläche feststehenden, Gegenflansch. Der Gegenflansch kann insbesondere mit dem Drehrohr gekoppelt sein, das heißt: unmittelbar oder mittelbar verbunden.
- Besonders bevorzugt weist die Gleitringdichtung zwei zur Dichtung gegen die Gleitfläche vorgesehene Dichtelemente auf. Eines dieser Dichtelemente ist ein inneres Dichtelement und ist an einem Befestigungsbereich der Dichtanordnung drehfest mit dem Drehrohr gekoppelt. Bevorzugt ist das innere Dichtelement als Dichtring ausgebildet, in diesem Fall kann er als innerer Dichtring bezeichnet werden. Das zweite Dichtelement ist als äußeres Dichtelement ausgebildet, das ebenfalls drehfest mit dem Drehrohr gekoppelt ist und bevorzugt als Dichtring, dann: äußerer Dichtring, ausgebildet ist. Das innere Dichtelement und das äußere Dichtelement sind zwischen dem Befestigungsbereich und der Gleitfläche axial, das heißt in eine zur Rotationsachse parallele Richtung weisend, gepresst angeordnet. Das innere Dichtelement ist weniger weit von der Rotationsachse beabstandet als das äußere Dichtelement. Inneres Dichtelement und/oder äußeres Dichtelement sind aus geeigneten Materialien auszuwählen, wobei bevorzugt graphitierte Dichtschnur verwendet wird, besonders bevorzugt aus graphitiertem Glasgewebe oder graphitierter Keramikfaser.
- Wie sich unmittelbar erschließt, ist in konstruktiver Umkehrung auch möglich, dass die Dichtelemente an den Einlaufbeziehungsweise Auslaufbereichen angeordnet sind und die Gleitfläche drehfest an dem Drehrohr angeordnet ist.
- Das innere Dichtelement und das äußere Dichtelement einerseits sowie der Befestigungsbereich und die Gleitfläche andererseits sind bevorzugt derartig dimensioniert, dass von dem inneren Dichtelement, dem äußeren Dichtelement, dem Befestigungsbereich und der Gleitfläche ein bei jedem Rotationsgrad des Drehrohrofens zusammenhängender Dichtraum begrenzt wird. Dadurch, dass zwei Dichtelemente vorhanden sind, die unterschiedlich weit von der Rotationsachse beabstandet sind, ist zwischen ihnen eine Lücke gebildet, die mit dem Befestigungsbereich einerseits und der Gleitfläche andererseits, bei außerdem geeigneter Dimensionierung der vier Elemente einen stets geschlossenen Dichtraum bilden. Die Realisierung kann in besonders eleganter konstruktiver Umsetzung beispielsweise erfolgen, indem das innere Dichtelement und das äußere Dichtelement jeweils als Dichtring ausgebildet sind und der zwischen dem inneren Dichtring und dem äußeren Dichtring vorhandene Hohlspalt sowohl von der Gleitfläche des Gleitflansches einerseits als auch von dem Dichtbereich andererseits vollständig abgedeckt werden. Diese Abdeckung würde aus geometrischen Gründen sodenn zwingend auch bei Rotation des Dichtrohrs, und zwar bei jedem Rotationsgrad, das heißt entlang der gesamten 360° Umdrehung, vollständig geschlossen bleiben. Die doppelte Abdichtung mit zwei Dichtelementen hat den Vorteil, dass auch dann, wenn eines der Dichtelemente, beispielsweise aufgrund einer Porosität, oder einer Abnutzung, in der Dichtleistung nachlässt, das andere der Dichtelemente gewissermaßen als redundante Dichtmaßnahme fungiert.
- Besonders bevorzugt ist vorgesehen, dass ausgehend von der Gleitfläche eine Durchführung von dem Dichtraum zu einem Gleitelementauslass des Gleitelements hindurchführt. Der Gleitelementauslass ist mit einer Gaszufuhrvorrichtung gekoppelt, beispielsweise über einen den Gleitelementauslass umgrenzenden Andockstutzen. Die Gaszufuhrvorrichtung dient dem Einführen eines Gases in den Dichtraum hinein. Das bedeutet, dass der gebildete Dichtraum, der wie beschrieben bei jedem Rotationsgrad des Drehrohrofens als solcher fungiert und dicht gegenüber dem Inneren ist, von außen mit einem Gas gefüllt wird. Das Füllen mit einem Gas bewirkt, dass dieses gewissermaßen als Sperrgas fungiert, wodurch verhindert oder zumindest teilweise verhindert wird, dass im Inneren des Drehrohrs vorhandene Gase zum Äußeren gelangen. Dies kann insbesondere dadurch realisiert werden, dass in dem Dichtraum ein Sperrgasdruck aufgebaut wird, der höher ist als der im Drehrohr vorhandene Druck. Insbesondere kann vorgesehen sein, dass im Dichtraum ein gegenüber dem Drehrohrinneren ein um bis zu 5 mbar erhöhter Druck herrscht, bevorzugt ein zwischen 1 und 5 mbar erhöhter Druck, mit dem sich in anhand von Prototypen durchgeführten Versuchen sehr gute Ergebnisse gezeigt haben.
- Bevorzugt wird der Dichtraum mit einem Überdruck von bis zu 10 mbar, besonders bevorzugt von bis zu 5 mbar, gegenüber dem Prozessgasdruck im Drehrohrinneren gasgefüllt. In diesem Druckbereich ist in effizienter Weise das Eindringen von Umgebungsluft in den Prozessraum beziehungsweise das Entweichen von Prozessgasen und Staub aus dem Prozessraum in die Umgebung vermieden, sodass eine gasdichte Abdichtung des Äußeren gegenüber dem Drehrohrinneren gewährleistet ist. Der in dem Druckraum vorhandene Gasdruck kann beispielsweise druckgeregelt eingestellt werden, beispielsweise in Abhängigkeit von dem in dem Prozessraum, das heißt: innerhalb des Drehrohrs, vorhandenen Druck. Als Regelorgan kann hierfür beispielsweise ein Mass-Flow-Regler eingesetzt werden. Weiterhin kann vorgesehen sein, dass in dem Dichtraum ein Drucksensor angeordnet ist zur kontinuierlichen oder in vorgegebenen Zeitabständen wiederholten Überwachung des Dichtraumdrucks.
- Bei einer besonders bevorzugten Ausführungsform ist vorgesehen, dass entlang des Außenumfangs des Gleitelements eine Anzahl von mehreren Gleitelementauslässen angeordnet sind, die bevorzugt gleichwinklig zueinander positioniert sind. Jeder der vorhandenen Gleitelementauslässe ist mit einer Gaszufuhrrichtung gekoppelt, bevorzugt mit derselben Gaszufuhrvorrichtung gekoppelt. Besonders bevorzugt ist eine Ringleitung vorgesehen, die mit derselben Gaszufuhrvorrichtung gekoppelt ist und jeweils Abzweigungen zu den Gleitelementauslässen aufweist. Durch diese Realisierung kann an voneinander beabstandeten Orten Gas in den Dichtraum hineingeführt werden, besonders bevorzugt in gleichwinklig zueinander positionierten Zufuhrorten, so dass das Aufrechterhalten eines Überdrucks gegenüber den im Inneren vorhandenen Prozess in besonders effizienter Weise umgesetzt werden kann.
- Als Sperrgas kann beispielsweise Stickstoff, N2, oder ein Edelgas, insbesondere Argon, Ar, eingesetzt werden.
- Weitere Einzelheiten, Merkmale und Vorteile des Gegenstands der Erfindung ergeben sich aus der nachfolgenden Beschreibung im Zusammenhang mit den Figuren, in denen beispielhaft Ausführungsbeispiele der Erfindung dargestellt sind.
- Es versteht sich, dass die vorstehend genannten wie auch die nachfolgend erläuterten Merkmale nicht nur in der jeweils angegebenen Kombination, sondern auch in anderen Kombinationen oder in Alleinstellung verwendbar sind.
- Es zeigen:
-
Fig. 1 : Anlagenanordnung zur beispielhaften Erläuterung der Herstellung eines Schwammprodukts mit hohem Metallisierungsgrad; -
Fig. 2 : Grundprinzip eines Drehrohrofens; -
Fig. 3 : Schnittdarstellung eines Ausschnitts eines Ausführungsbeispiels eines Drehrohrofens. -
Fig. 1 zeigt anhand einer beispielhaften Ausführung eine Anlagenanordnung 100 zur Herstellung eines Schwammprodukts mit hohem Metallisierungsgrad. Es ist ein Drehrohrofen 1 vorhanden mit einem Einlaufabschnitt 2 und einem Auslaufabschnitt 3. In dem Einlaufabschnitt werden, bevorzugt über eine Schleuse, Hüttenreststoffe eingegeben, von denen wenigstens einer Eisen aufweist. Bevorzugt werden insbesondere Konverterstaub und Gichtschlamm eingegeben. Die Hüttenreststoffe werden bei Drehen des Drehrohrs des Drehrohrofens 1 entlang einer Beförderungsrichtung PR durch den Drehrohrofen hindurch befördert. Während des Beförderns werden die Hüttenreststoffe einem Reduktionsgas ausgesetzt, das im Gegenstromprinzip entgegen der Beförderungsrichtung PR in die Gegenstromrichtung PG strömend durch den Drehrohrofen geleitet wird. Dadurch wird eine Reduktion von in den Hüttenreststoffen enthaltenen Verbindungen erreicht. Bei der Beförderung wird mittels extern am Drehrohr angeordneter Heizelemente H1, H2, H3 eine Erwärmung des Inneren des Drehrohrofens herbeigeführt. Die Temperatur wird derart gewählt, dass die Reduktionsprozesse ausreichend schnell stattfinden, und dabei die Temperaturen einerseits noch nicht so hoch sind, dass durch die Reduktion metallisiert vorliegendes Eisen schmilzt, sie zum anderen aber hoch genug sind, um eine Kondensation von zunächst gasförmig vorliegenden Metallen oder Metallverbindungen sonstiger Metalle, beispielsweise Zinkoxide und/oder Bleichloride zu vermeiden. Als geeignet haben sich in Versuchen Temperaturen in einem Bereich zwischen 800 Grad Celsius und 1050 Grad Celsius erwiesen. Nach Durchlaufen des Drehrohrofens wird das reduzierte Produkt, das als Schwammprodukt mit hohem Eisenanteil und hohem Metallisierungsgrad, chemisch und strukturell sehr vergleichbar einem Eisenschwamm HBI, Hot Briquetted Iron, vorliegt, aus einer Entnahmeschleuse des Auslaufabschnitts 3 entnommen und sodann einer Weiterverwendung zugeführt, insbesondere als ein Zwischenprodukt für die Herstellung eines Roheisens oder eines Rohstahls. Aufgrund der chemischen und strukturellen Ähnlichkeit zu Eisenschwamm HBI, Hot Briquetted Iron, ist bevorzugt vorgesehen, dass der Behandlung im Drehrohrofen nachgeordnet eine Brikettierung durchgeführt wird. - Zwischen einer ersten Kopplungsstelle 101 am Einlaufabschnitt 2 und einer zweiten Kopplungsstelle 102 am Auslaufabschnitt 3 ist ein Gasableitungssystem 103 zur Ableitung von den Drehrohrofen durchlaufenem Reaktionsgas sowie von gasförmig vorliegenden Reaktionsprodukten vorhanden, durch das gasförmig vorliegende Reaktionsprodukte aus dem Drehrohrofen abgeleitet werden. Das Gasableitungssystem führt in ein Gasaufbereitungssystem 104, in dem das Gasgemisch aus den den Drehrohrofen durchlaufenem Reaktionsgas sowie der gasförmig vorliegenden Reaktionsprodukte aufbereitet wird, wobei gasförmig vorliegende Zn-O-Verbindungen und/oder gasförmig vorliegende Pb-O-Verbindungen abgeschieden werden und eine weitere Aufbereitung in einem oder mehreren der nachfolgend genannten Aufbereitungsaggregate erfolgt:
- Zinkfalle,
- Staubabscheider,
- Wasserabscheider,
- CO2-Abscheider,
- Reduktionsgaskonditionierer,
- Ersatzreaktionsgaszufuhr.
- Dem Gasaufbereitungssystem 104 nachgeordnet ist ein Gasrückführungssystem 105 angekoppelt zur Rückführung von aufbereitetem Reaktionsgas in den Drehrohrofen hinein, wobei die Rückführung optional ist.
-
Fig. 2 zeigt das Grundprinzip eines Drehrohrofens 1. Funktionelles Herzstück des Drehrohrofens 1 ist ein Drehrohr 4, welches in der technischen Fachsprache oft auch mit dem Begriff der Glühtrommel referenziert wird. Das Drehrohr 4 ist rotierend gelagert. Im vorliegenden Beispielfall ist das Drehrohr 4 kreiszylindrisch ausgeführt und es erfolgt eine Rotation um eine Rotationsachse R. Es ist auf einer Seite des Drehrohrs ein Einlaufabschnitt 2 vorgesehen, der in der Prinzipskizze in Gestalt eines Gehäuses 2 ausgebildet ist, und der insbesondere der Funktionalität dient, eine Zuführung von in der Glühtrommel zu behandelndem Material zu erlauben und zu diesem Zweck wiederverschließbar öffenbar ist. Auf der anderen Seite des Drehrohrs ist ein Auslaufabschnitt 3 vorgesehen, der das Material, welches das Drehrohr 4 durchlaufen hat, übernimmt, um es einer öffenbaren und wiederverschließbaren Entnahmeöffnung oder einer weiteren Behandlungsstation zuzuführen. Das Drehrohr 4 ist zwischen Einlaufabschnitt 2 und Auslaufabschnitt 3 angeordnet, wobei Einlaufabschnitt 2 und Auslaufabschnitt 3 relativ zur Erdoberfläche stationär sind, wohingegen das Drehrohr 4 gegenüber dem Einlaufabschnitt 2 und dem Auslaufabschnitt 4 rotierbar gelagert ist. - Zur Dichtung des Inneren 5 des Drehrohrofens 1 gegenüber dem Äußeren 6 ist in einem Übergangsbereich 7 von dem Einlaufabschnitt 2 zu dem Drehrohr 3 eine erste Dichtanordnung 8 angeordnet. Der Übergangsbereich 7 ist als ein Bereich zu verstehen, der zumindest einen Abschnitt des Einlaufabschnitts 2, einen Abschnitt des Drehrohrs 4 sowie konstruktive Maßnahmen zur Kopplung des einen mit dem anderen umfasst, wobei es auf eine Abgrenzung nach außen hin nicht ankommt, da es sich bei dem Übergangsbereich um die gedankliche Maßgabe handelt, jedenfalls die potentielle Übergangsstelle zu berücksichtigen. In analoger Weise ist in einem Übergangsbereich 9 von dem Auslaufabschnitt 3 zu dem Drehrohr 4 eine zweite Dichtanordnung 10 angeordnet. Die erste Dichtanordnung 8 weist eine erste Gleitringdichtung 11 auf. Die zweite Dichtanordnung 10 weist eine zweite Gleitringdichtung 11' auf.
- Der Transport des zu behandelnden Materials erfolgt in Richtung des Pfeils P.
- Die
Fig. 3 ist eine ausschnittsweise Schnittdarstellung eines Drehrohrofens 1, in dem zur Verdeutlichung ihrer Funktionsweise die Dichtanordnung 8 dargestellt ist. Die Dichtanordnung 8 ist in diesem Ausführungsbeispiel die Gesamtheit der in der konstruktiven Umsetzung genutzten Bauelemente, welche entweder unmittelbar die Dichtung bereitstellen oder welche für die Positionierung der die Dichtung bereitstellenden Bauteile erforderlich sind. - Die Gleitringdichtung weist ein als Gleitflansch 12 ausgebildetes Gleitelement 12 auf. Dieser Gleitflansch 12 ist über den Befestigungsflansch 17 drehfest mit dem Einlaufabschnitt 2 gekoppelt. Der Gleitflansch 12 stellt in die Richtung des Pfeils I, der in Richtung des Inneren des Drehrohrs zeigt, eine Gleitfläche 13 zur Verfügung. Mit anderen Worten: Mit dem Gleitelement 12 wird eine dem Inneren des Drehrohrs 4 zugewandte Gleitfläche bereitgestellt. Der Befestigungsflansch 17 ist zwar, wie bereits erwähnt, drehfest mit dem Einlaufbereich 2 gekoppelt, aber er ist axial beweglich, nämlich in Richtung des Pfeils I. Mit einer Druckfeder 14, die über einen Bolzen 18 in Zusammenwirkung mit dem Gegenflansch 19 eine Vorspannung des Gleitelements 12 zum Inneren des Drehrohrofens, also in Richtung des Pfeils I, herbeiführt, ist sichergestellt, dass das Gleitelement 12 in gewissem Maße eines Verschleißes der noch zu beschreibenden Dichtringe diesen Verschleiß kompensiert. Bei darüberhinausgehendem Verschleiß ist über die Verschraubung des Bolzens 18 diesseits der Dehnungsfeder 14 und jenseits des Gegenflansches 19 die Vorspannung des Gleitelements in Richtung des Pfeils I nachstellbar.
- An einem Befestigungsbereich 20, im vorliegenden Fall als mit dem Drehrohr 4 verbundener Festflansch 20 ausgeführt, sind ein als innerer Dichtring 15 ausgebildetes inneres Dichtelement 15 und ein als äußerer Dichtring 16 ausgebildetes äußeres Dichtelement 16 angeordnet. Das innere Dichtelement 15 und das äußere Dichtelement 16 sind zwischen dem Befestigungsbereich und der Gleitfläche axial gepresst, um eine gute Dichtung herbeizuführen. Die Beibehaltung dieser die Dichtwirkung fördernden Axialkraft wird durch die oben erläuterte Vorspannung mit der Druckfeder 14 sowie der Möglichkeit derer Nachstellung sichergestellt.
- Wie der Figur zu entnehmen, sind das innere Dichtelement 15, das äußere Dichtelement 16, der Befestigungsbereich 20 und die Gleitfläche 13 derart dimensioniert und positioniert, dass zwischen ihnen ein zusammenhängender Dichtraum 21 vorliegt.
- Mit geeignet dimensionierten und positionierten Bohrungen im Gleitelement 12 wird bewirkt, dass von der Gleitfläche 13 ausgehend eine Durchführung 22 von dem Dichtraum 22 zu einem Gleitelementauslass 23 des Gleitelements 12 hindurchführt. Der Gleitelementauslass wiederum ist mit einer, in der
Fig. 3 nicht dargestellten, Gaszufuhrvorrichtung gekoppelt um ein Einführen eines Gases in den Dichtraum 22 hinein und eine kontinuierliche Beibehaltung eines Überdrucks in dem Dichtraum 22 zu gewährleisten. - Mit dem Gegenflansch 19 ist eine feststehende Lagerhäfte 28 eines Kugellagers 28, 29 positioniert, um mit der über Verbindungsflansch 30 mit dem Befestigungsbereich und damit mit dem Drehrohr gekoppelten drehenden Lagerhälfte 29 die rotierbare Lagerung des Drehrohrs 4 zu bewirken.
- In einem Drehrohrofen der in
Fig. 1 dargestellten Art wurden Versuche durchgeführt, um zu belegen, dass aus Hüttenreststoffen ein Schwammprodukt mit hohem Metallisierungsgrad hergestellt werden kann. - Es wurde ein Gemenge aus Konverterstaub und Gichtschlamm als Hüttenreststoffe aus der Stahlindustrie bereitgestellt.
- Die Zusammensetzung des Konverterstaubs und des Gichtschlamms ist in den nachfolgenden Listen angegeben:
Konverterstaub (alle Werte in Gew.-%):22,6 FeO, 49,0 Fe2O3, 15 Fe metallisch, 4,6 ZnO; 0,5 C frei (ungebundener Kohlenstoff); 0,7 MnO; 1,1 SiO2; 0,03 TiO2; 0,14 P2O5; 0,27 Al2O3; 3,5 CaO; 0,7 MgO; 0,02 PbO. 3,9 FeO, 19,4 Fe2O3, 1,1 Fe metallisch, 4,6 ZnO; 32,6 C frei (ungebundener Kohlenstoff); 4, 1 CO2; 0,28 MnO; 11,0 SiO2; 0,13 TiO2; 0,20 P2O5; 3,42 Al2O3; 5,94 CaO; 1,1 MgO; 0,76 PbO; 2,80 K2O; 0,02 V2O5; 0,01 CrO3; 0,05 BaO; 0,01 NiO; 0,01 ZrO2; 0,04 SrO; - 0,99 N;
- 0,20 F;
- 0,23 Cl;
- 1,84 S.
- Es wurden drei Mischungsverhältnisse der Edukte Konverterstaub und Gichtschlamm bereitgestellt:
- 1. 100 Gew.-% Konverterstaub, 0 Gew.-% Gichtschlamm;
- 2. 85 Gew.-% Konverterstaub, 15 Gew.-% Gichtschlamm;
- 3. 70 Gew.-% Konverterstaub, 30 Gew.-% Gichtschlamm.
- Das Gemenge wurde in den Drehrohrofen eingegeben und entlang einer Beförderungsrichtung durch den Drehrohrofen hindurch befördert bei einem Drehen des Drehrohrofens. Das Gemenge der Hüttenreststoffe war bei dem Befördern der Hüttenreststoffe einem Reduktionsgas ausgesetzt, das im Gegenstromprinzip entgegen der Beförderungsrichtung strömend durch den Drehrohrofen geleitet wurde. Als Reduktionsgas wurde reines H2 verwendet und es erfolgte bei Durchlaufen des Gemenges aus Konverterstaub und Gichtschlamm durch den Drehrohrofen eine Erwärmung des Innenraums des Drehrohrs mittels indirekter elektrischer Beheizung auf 950 Grad Celsius. Die Durchlaufzeit des Gemenges durch den Drehrohrofen betrug 45 Minuten.
- Der Versuch wurde mit zwei verschiedenen Referenzdurchflussraten des Reaktionsgases durchgeführt, nämlich 5 Nm3/h und 10 Nm3/h, wobei Nm3 einen Normkubikmeter bezeichnet und h einen Zeitraum von einer Stunde bezeichnet. Die genauen Durchflusswerte sind für das Wesen der Erfindung nicht wesentlich, da sie insbesondere von den spezifischen Anlagenparametern, beispielsweise dem Volumen des Drehrohrofens und der vor- und nachgeordneten Aggregate, abhängig sind; es wurde jedoch mit zwei verschiedenen Durchflussraten gearbeitet, um experimentell nachzuweisen, dass die Beigabe des Reduktionsgases neben der Auswahl geeigneter Edukte der entscheidende Faktor für die demonstrierte Herstellung des Schwammprodukts ist. Aufgrund der Abhängigkeit von den konkret vorliegenden Umständen, beispielsweise die spezifischen Anlagenparameter betreffend, ist der das Verfahren ausführende Fachmann darauf angewiesen, den Reaktionsgasfluss, insbesondere H2-Gasfluss, empirisch derart einzustellen, dass das erhaltene Produkt den gewünschten Metallisierungsgrad aufweist. Diese empirische Findung eines ausreichend hohen Gasflusses stellt den Fachmann dabei vor keine besonderen Schwierigkeiten.
- Es ergaben sich folgende Ergebnisse:
Bei einer Durchflussrate von 10 Nm3/h und einem Mischungsverhältnis gemäß obiger Ziffer 3 (70:30) wurde ein Schwammprodukt mit hohem Metallisierungsgrad erhalten, das folgende Zusammensetzung aufwies:87, 46 Fe, davon: 86,1 Fe metallisch und 0,3 Fe++; 0,56 Mn; 0,006 Cu; 0,02 Pb; 0,6 Zn; 0,69 C; 2,34 SiO2; 0,06 TiO2; 0,77 Al2O3; 4,73 CaO; 1, 1 MgO; 0,38 K2O; 0,09 P; 0,36 S; 0,03 Cr; 0,018 V; 0,021 Ni; 0,014 F; 0,011 Cl. - Mit einem Anteil metallischen Eisens am gesamten Eisen von 98,4 %, also einem Metallisierungsgrad von 98,4 %, bei einem Fe-Anteil von 87,46 Gew.-% Fe an dem Schwammprodukt, und einer festen porösen Struktur war das erhaltene Produkt einem Eisenschwamm HBI bekannter Art sehr ähnlich. Es konnten große Anteile des in dem Gemenge aus Edukten enthaltenen Zinks Zn und des in dem Gemenge aus Edukten enthaltenen Bleis Pb entfernt werden; beide dieser Elemente entwischen als Gas oder als Teil einer Gasverbindung und konnten in dem Gasaufbereitungssystem abgeschieden werden. Geringere Durchflussraten und andere Mischungsverhältnisse ergaben ebenfalls Schwammprodukte, jedoch mit etwas geringerem Metallisierungsgrad.
- Es konnte also anhand von Demonstrationsversuchen belegt werden, dass aus Hüttenreststoffen mit vergleichsweise unaufwendig bereitstellbaren Aggregaten ein Schwammprodukt bereitgestellt werden kann, das in besonders gut verwendbarer Weise zu Roheisen oder Rohstahl verarbeitet werden kann. Dabei werden große Anteile von Hüttenreststoffen einer Wiederverwendung zugänglich gemacht, wodurch ein guter Nachhaltigkeitseffekt erreicht wird, und Entsorgungskosten reduziert werden können.
Claims (15)
- Verfahren zur Gewinnung eines Schwammprodukts mit hohem Metallisierungsgrad, mit den Schritten:a) Bereitstellen von Hüttenreststoffen aus der Stahlindustrie, als ein Gemenge aus Edukten, von denen wenigstens eines Eisen enthält, ausgewählt insbesondere aus Konverterstaub, Koksstaub, Hochofenstaub, Gichtschlamm, Walzzunder, Lichtbogenofen-Staub,b) Eingeben der Hüttenreststoffe in einen Drehrohrofen,c) Befördern der Hüttenreststoffe entlang einer Beförderungsrichtung durch den Drehrohrofen hindurch bei einem Drehen des Drehrohrofens, wobei die Hüttenreststoffe bei dem Befördern der Hüttenreststoffe einem Reduktionsgas ausgesetzt werden, das im Gegenstromprinzip entgegen der Beförderungsrichtung strömend durch den Drehrohrofen geleitet wird, zur Herbeiführung von Reduktionsreaktionen in den Hüttenreststoffen,d) Entnehmen der den Drehrohrofen durchlaufenen Hüttenreststoffe als Schwammprodukt mit hohem Metallisierungsgrad.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet
dass zwischen Schritt c) und Schritt d) eine Entnahmevorbereitung durchgeführt wird, wobei die Entnahmevorbereitung umfasst:c`) ein Befördern der den Drehrohrofen durchlaufenen Hüttenreststoffe in einer an dem Drehrohrofen angeordneten Kühlstation zum Kühlen der den Drehrohrofen durchlaufenen Hüttenreststoffe und/oderc") ein Befördern der den Drehrohrofen durchlaufenen Hüttenreststoffe durch eine Brikettierstation zum Brikettieren der den Drehrohrofen durchlaufenen Hüttenreststoffe. - Verfahren nach Anspruch 1 oder nach Anspruch 2, dadurch gekennzeichnet, dass während des Schritts c) eine Erwärmung der in Schritt c) beförderten Hüttenreststoffe auf eine Temperatur zwischen 800 Grad Celsius und 1050 Grad Celsius erfolgt, wobei insbesondere die Erwärmung als indirekte Erwärmung durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass mit einem Transportgas und/oder mit dem Reaktionsgas während der Reduktion der Hüttenreststoffe entstehende Gase aus dem Drehrohrofen heraus befördert werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Gasableitungssystem zur Ableitung von den Drehrohrofen durchlaufenem Reaktionsgas sowie von gasförmig vorliegenden Reaktionsprodukten vorhanden ist, durch das gasförmig vorliegende Reaktionsprodukte aus dem Drehrohrofen abgeleitet werden, wobei bevorzugt ein Gasaufbereitungssystem an den Drehrohrofen angekoppelt ist zur Aufbereitung des in dem Gasableitungssystem abgeleiteten den Drehrohrofen durchlaufenem Reaktionsgas sowie der gasförmig vorliegenden Reaktionsprodukte, wobei bevorzugt in dem Gasaufbereitungssystemgasförmig vorliegendes Zn und/odergasförmig vorliegende Zn-O-Verbindungen und/odergasförmig vorliegendes Pb und/odergasförmig vorliegende Pb-O-Verbindungenabgeschieden werden.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass das Gasaufbereitungssystem eines oder mehrere der nachfolgend genannten Aufbereitungsaggregate aufweist:- Zinkfalle,- Staubabscheider,- Wasserabscheider,- CO2-Abscheider,- Reduktionsgaskonditionierer,- Ersatzreaktionsgaszufuhr.
- Verfahren nach Anspruch 5 oder nach Anspruch 6, dadurch gekennzeichnet, dass dem Gasaufbereitungssystem nachgeordnet ein Gasrückführungssystem angekoppelt ist zur Rückführung von aufbereitetem Reaktionsgas in den Drehrohrofen hinein.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Hüttenreststoffe zu mindestens 90 Gew.-%, bevorzugt mindestens zu mindestens 98 Gew.-%, besonders bevorzugt vollständig, aus Konverterstaub und Gichtschlamm bestehen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in den Hüttenreststoffen das Verhältnis von Konverterstaub zu Gichtschlamm zwischen 60 Gew.-%:40 Gew.-% und 90 Gew.-%:10 Gew.-% liegt, bevorzugt zwischen 65 Gew.-%:35 Gew.-% und 80 Gew.-%:20 Gew.-%, besonders bevorzugt zwischen 65 Gew.-%:35 Gew.-% und 75 Gew.-%:25 Gew.-%.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Reaktionsgas H2 aufweist, bevorzugt zu wenigstens 90 Vol. % aus H2 besteht, besonders bevorzugt zu wenigstens 98 Vol.-% aus H2 besteht, insbesondere aus Wasserelektrolyse gewonnenem grünem H2.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Drehrohrofen einen Einlaufabschnitt und ein Auslaufabschnitt sowie ein zwischen Einlaufabschnitt und Auslaufabschnitt angeordnetes Drehrohr aufweist, das gegenüber dem Einlaufabschnitt und Auslaufabschnitt rotierbar gelagert ist, insbesondere der Drehrohrofen als gasdichter Drehrohrofen ausgebildet ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zur gasdichten Dichtung des Inneren des Drehrohrofens gegenüber dem Äußerenin einem Übergangsbereich von dem Einlaufabschnitt zu dem Drehrohr eine erste Dichtanordnung angeordnet ist undin einem Übergangsbereich von dem Drehrohr zu dem Auslaufabschnitt eine zweite Dichtanordnung angeordnet ist,wobei die erste Dichtanordnung eine erste Gleitringdichtung aufweist und/oder die zweiten Dichtanordnung (10) eine zweite Gleitringdichtung aufweist.
- Verfahren nach dem Anspruch 12, dadurch gekennzeichnet, dass die Gleitringdichtung ein an einem Befestigungsbereich des Drehrohrofens drehfest mit dem Drehrohr gekoppeltes inneres Dichtelement aufweist, das bevorzugt als Dichtring ausgebildet ist, und ein drehfest mit dem Drehrohr gekoppeltes äußeres Dichtelement (16) aufweist, das bevorzugt als Dichtring ausgebildet ist, wobei das innere Dichtelement und das äußere Dichtelement zwischen dem Befestigungsbereich und der Gleitfläche axial gepresst angeordnet sind, wobei das äußere Dichtelement weiter von einer Rotationsachse des Drehrohrs beabstandet ist als das innere Dichtelement.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass das innere Dichtelement und das äußere Dichtelement einerseits sowie der Befestigungsbereich und die Gleitfläche andererseits derart dimensioniert sind, dass von dem inneren Dichtelement, dem äußeren Dichtelement, dem Befestigungsbereich und der Gleitfläche ein bei jedem Rotationsgrad des Drehrohrofens zusammenhängender Dichtraum begrenzt wird.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass entlang des Außenumfangs des Gleitelements eine Anzahl von mehreren Gleitelementauslässen angeordnet sind, die bevorzugt gleichwinklig zueinander positioniert sind, wobei jeder der vorhandenen Gleitelementauslässe mit einer Gaszufuhrvorrichtung gekoppelt ist, bevorzugt mit derselben Gaszufuhrvorrichtung gekoppelt ist, besonders bevorzugt über eine Ringleitung mit derselben Gaszufuhrvorrichtung gekoppelt ist, wobei während des Beförderns der Hüttenreststoffe mittels Einleitens eines Schutzgases durch die Gaszufuhrvorrichtung in den Dichtraum ein Schutzgasüberdruck in dem Dichtraum herbeigeführt wird zum Abdichten des Inneren des Drehrohrofens gegenüber dem Äußeren des Drehrohrofens.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23217023.3A EP4571228A1 (de) | 2023-12-15 | 2023-12-15 | Verfahren zur gewinnung eines schwammprodukts mit hohem metallisierungsgrad |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23217023.3A EP4571228A1 (de) | 2023-12-15 | 2023-12-15 | Verfahren zur gewinnung eines schwammprodukts mit hohem metallisierungsgrad |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4571228A1 true EP4571228A1 (de) | 2025-06-18 |
Family
ID=89223303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23217023.3A Pending EP4571228A1 (de) | 2023-12-15 | 2023-12-15 | Verfahren zur gewinnung eines schwammprodukts mit hohem metallisierungsgrad |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP4571228A1 (de) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3403018A (en) * | 1965-08-31 | 1968-09-24 | Canada Steel Co | Method of treating precipitator dust |
| DE8903410U1 (de) * | 1988-09-09 | 1990-01-04 | Veba Oel Entwicklungs-Gesellschaft mbH, 4650 Gelsenkirchen | Drehrohr |
| EP0538717A1 (de) * | 1991-10-21 | 1993-04-28 | BELTRAME DANIELI AMBIENTE SpA | Verfahren zur pyrometallurgischen Verarbeitung von in Elektroofenrauchgasen enthaltenen Eisenoxiden und Schwermetallen |
| EP1089044A1 (de) * | 1999-09-28 | 2001-04-04 | Franz Ragailler | Drehofen, insbesondere zur Destillation von organischen Abfallstoffen, beispielsweise Altreifen |
| WO2004108971A2 (de) | 2003-06-07 | 2004-12-16 | Sms Demag Aktiengesellschaft | Verfahren und anlage zum erzeugen von stahlprodukten mit bester oberflächenqualität |
| CN104357611A (zh) * | 2014-09-29 | 2015-02-18 | 石家庄新华能源环保科技股份有限公司 | 一种利用间壁回转窑还原炼铁的方法和装置 |
| DE102016122087B3 (de) * | 2016-11-17 | 2018-03-29 | Salzgitter Flachstahl Gmbh | Verfahren zur Gewinnung metallischer Bestandteile aus Hüttenreststoffen |
-
2023
- 2023-12-15 EP EP23217023.3A patent/EP4571228A1/de active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3403018A (en) * | 1965-08-31 | 1968-09-24 | Canada Steel Co | Method of treating precipitator dust |
| DE8903410U1 (de) * | 1988-09-09 | 1990-01-04 | Veba Oel Entwicklungs-Gesellschaft mbH, 4650 Gelsenkirchen | Drehrohr |
| EP0538717A1 (de) * | 1991-10-21 | 1993-04-28 | BELTRAME DANIELI AMBIENTE SpA | Verfahren zur pyrometallurgischen Verarbeitung von in Elektroofenrauchgasen enthaltenen Eisenoxiden und Schwermetallen |
| EP1089044A1 (de) * | 1999-09-28 | 2001-04-04 | Franz Ragailler | Drehofen, insbesondere zur Destillation von organischen Abfallstoffen, beispielsweise Altreifen |
| WO2004108971A2 (de) | 2003-06-07 | 2004-12-16 | Sms Demag Aktiengesellschaft | Verfahren und anlage zum erzeugen von stahlprodukten mit bester oberflächenqualität |
| CN104357611A (zh) * | 2014-09-29 | 2015-02-18 | 石家庄新华能源环保科技股份有限公司 | 一种利用间壁回转窑还原炼铁的方法和装置 |
| DE102016122087B3 (de) * | 2016-11-17 | 2018-03-29 | Salzgitter Flachstahl Gmbh | Verfahren zur Gewinnung metallischer Bestandteile aus Hüttenreststoffen |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2297365B1 (de) | Verfahren und system zur energieoptimierten eisenherstellung mit optimiertem co2-ausstoss | |
| DE3042222C2 (de) | Verfahren zur Reduktion von feinkörnigen, unter anderem Eisenoxide enthaltenden Metalloxiden unter Gewinnung von bei der Temperatur der Eisenschmelze flüchtigen Metallen | |
| DE2420579A1 (de) | Verfahren zur durchfuehrung von endothermen chemischen und/oder physikalischen prozessen | |
| DE102007032419B4 (de) | Verfahren und Anlage zur Reduktion von eisenoxidhaltigen Feststoffen | |
| WO2023030944A1 (de) | Verfahren zur herstellung einer eisenschmelze | |
| EP4361545A1 (de) | Anlagenverbund und verfahren zum herstellen von roheisen | |
| EP1285096B1 (de) | Verfahren und vorrichtung zur herstellung von roheisen oder flüssigen stahlvorprodukten aus eisenerzhältigen einsatzstoffen | |
| EP1187891B1 (de) | Verfahren und vorrichtung zur entsorgung von abfallgütern | |
| DE3008445C2 (de) | Verfahren und Vorrichtung zum Reduzieren eines teilchenförmigen Erzes zu Metallpartikeln | |
| DE102021122350A1 (de) | Verfahren zur Herstellung einer Eisenschmelze | |
| DE3423247C2 (de) | Verfahren und Einrichtung zum Herstellen von Stahl aus Schrott | |
| DE4128379C2 (de) | Verfahren und Vorrichtung zur direkten Reduktion von Eisen | |
| EP4571228A1 (de) | Verfahren zur gewinnung eines schwammprodukts mit hohem metallisierungsgrad | |
| DE2715736A1 (de) | Verfahren zur reduktion von vanadiumoxiden | |
| DE102008021562B4 (de) | Verfahren zur Herstellung von Wasserstoffgas mit Hilfe von Hüttenreststoffen und Verwendung von Hüttenreststoffen | |
| EP0117318B1 (de) | Verfahren zum kontinuierlichen Einschmelzen von Eisenschwamm | |
| EP3255158A1 (de) | Verfahren und vorrichtung zur direktreduktion unter ventgasnutzung | |
| EP2185881B1 (de) | Verfahren zum aufarbeiten von metalloxidhältigen stäuben oder schlacken sowie vorrichtung zur durchführung dieses verfahrens | |
| DE68913001T2 (de) | Verfahren zur herstellung eines reduziertes chromerz enthaltenden pulvers. | |
| DE69617198T2 (de) | Verfahren zum schmelzen von verzinntem stahlschrott | |
| WO2017211956A1 (de) | Verfahren und vorrichtung zur direktreduktion mit trockener ventgasentstaubung | |
| DE1266330B (de) | Verfahren zur kontinuierlichen Herstellung von kohlenstoffhaltigem Eisen | |
| DE102023117072A1 (de) | Verfahren zur Aufbereitung eines die Elemente Eisen und/oder Calcium aufweisenden Reststoffgemenges und entsprechende Aufbereitungsanlage | |
| DE102023134283A1 (de) | Herstellung von aufgekohltem Eisenschwamm durch Direktreduktion von Eisenerz enthaltenem Ausgangsmaterial und entsprechende Direktreduktionsanlage | |
| EP4722393A1 (de) | Verfahren zum betreiben eines elektrischen einschmelzofens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20251218 |