ES2706996T3 - Chapa de acero de alta resistencia galvanizada por inmersión en caliente con excelente resistencia a la fractura retardada y método para su fabricación - Google Patents
Chapa de acero de alta resistencia galvanizada por inmersión en caliente con excelente resistencia a la fractura retardada y método para su fabricación Download PDFInfo
- Publication number
- ES2706996T3 ES2706996T3 ES12835699T ES12835699T ES2706996T3 ES 2706996 T3 ES2706996 T3 ES 2706996T3 ES 12835699 T ES12835699 T ES 12835699T ES 12835699 T ES12835699 T ES 12835699T ES 2706996 T3 ES2706996 T3 ES 2706996T3
- Authority
- ES
- Spain
- Prior art keywords
- steel sheet
- sheet
- hot
- base steel
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1255—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment with diffusion of elements, e.g. decarburising, nitriding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0222—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating in a reactive atmosphere, e.g. oxidising or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1233—Cold rolling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
- Y10T428/12618—Plural oxides
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Coating With Molten Metal (AREA)
Abstract
Una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada, que comprende: una chapa de acero base fabricada con acero que contiene: en % en masa, C: 0,075 a 0,400%; Si: 0,01 a 2,00%; Mn: 0,80 a 3,50%; P: 0,0001 a 0,100%; S: 0,0001 a 0,0100%; Al: 0,001 a 2,00%; O: 0,0001 a 0,0100%; N: 0,0001 a 0,0100%; y de manera opcional, en % en masa, un tipo o dos o más tipos seleccionados de Cr: 0,01 a 2,00%, Ni: 0,01 a 2,00%, Cu: 0,01 a 2,00%, Mo: 0,01 a 2,00%, B: 0,0001 a 0,0100%, W: 0,01 a 2,00%, Ti: 0,001 a 0,150%, Nb: 0,001 a 0,100%, V: 0,001 a 0,300%, 0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM, y un equilibrio compuesto de Fe e impurezas inevitables; y una capa de galvanización por inmersión en caliente formada sobre la superficie de dicha a chapa de acero base, en donde en un rango de 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de dicha chapa de acero base desde la superficie de dicha chapa de acero base siendo el centro, una estructura de dicha chapa de acero base se convierte en una estructura en la cual 40% a 90% en fracción en volumen de una fase de ferrita se contiene, una fase de austenita retenida es de 5% o menos en fracción en volumen, y además una relación de ferrita no recristalizada con respecto a la fase de ferrita entera es de 50% o menos en fracción en volumen, una relación de diámetro de grano de granos de cristal en la fase de ferrita en dicha chapa de acero base es de 0,75 a 1,33, en donde dicha relación de diámetro de grano se define como la relación de un diámetro de grano promedio en la dirección de laminación dividido por un diámetro de grano promedio en la dirección de ancho de chapa de dicha fase, y una relación de longitud de estructuras duras dispersas en formas de isla en la fase de ferrita es de 0,75 a 1,33, en donde dicha relación de longitud se define como una longitud promedio en la dirección de laminación dividida por una longitud promedio en la dirección de ancho de chapa de dichas estructuras, y en donde las estructuras duras dispersas en formas de isla son estructuras en las cuales múltiples granos de cristal compuestos de fases más duras que la ferrita se juntan para formar una forma de isla que se dispersará en una fase primaria hecha de una fase de ferrita, y además una relación de aspecto promedio de inclusiones contenidas en dicha chapa de acero base es de 1,0 a 5,0, y una capa de superficie de dicha chapa de acero base se convierte en una capa descarburada que tiene un grosor de 0,01 a 10,0 μm, y además un diámetro de grano promedio de óxidos en la capa descarburada es de 30 a 500 nm, y una densidad promedio de los óxidos en la capa descarburada se encuentra en el rango de 1,0 × 1012 óxidos/m2 a 1,0 × 1016 óxidos/m2.
Description
DESCRIPCIÓN
Chapa de acero de alta resistencia galvanizada por inmersión en caliente con excelente resistencia a la fractura retardada y método para su fabricación
Campo técnico
La presente invención se refiere a una chapa de acero galvanizada por inmersión en caliente que usa una chapa de acero de alta resistencia que tiene una resistencia máxima a la tracción de alrededor de 900 MPa o más como un material básico y que tiene una capa de galvanización por inmersión en caliente formada sobre la superficie de la chapa de acero de alta resistencia y, en particular, se refiere a una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada y que, al mismo tiempo, tiene una excelente anisotropía de la resistencia a la fractura retardada, y a un método para su fabricación.
Antecedentes de la técnica
En los últimos años, ha aumentado la demanda de logro de la alta resistencia de chapas de acero usadas automóviles o máquinas de construcción y varias partes y estructuras de otras estructuras de ingeniería civil de construcción, etc. Frente a tales antecedentes, una chapa de acero de alta resistencia que tiene una resistencia máxima a la tracción de 900 MPa o más se ha usado principalmente para reforzar materiales de parachoques, vigas de protección contra choques, etc., de automóviles.
Además, normalmente se requiere que las chapas de acero usadas para aquellos tengan excelente resistencia a la corrosión dado que, con frecuencia, se usan en el exterior.
Como chapas de acero que se usarán en un campo necesarias para la resistencia a la corrosión, la chapa de acero galvanizada por inmersión en caliente obtenida llevando a cabo la galvanización por inmersión en caliente sobre la superficie de una chapa de acero base se ha usado ampliamente. Además, recientemente, también se ha usado ampliamente una chapa de acero aleado galvanizada por inmersión en caliente obtenida llevando a cabo, después de la galvanización por inmersión en caliente, un tratamiento de aleación en el cual una capa de metalización se calienta hasta una temperatura igual a o más alta que el punto de fusión de Zn para propagar Fe en la capa de metalización desde el interior de la chapa de acero base para, de esta manera, convertir la placa de metalización en una placa principalmente compuesta de una aleación Zn-Fe.
Por cierto, cuando una chapa de acero de alta resistencia se aplica a un automóvil o similares, es necesario resolver el problema de la ocurrencia de fractura retardada.
La fractura retardada es un fenómeno que, cuando se está trabajando o ensamblando un miembro, el agrietamiento o fractura no ocurren, pero mientras el miembro se encuentra en uso en una situación donde actúa la alta tensión, una fractura como, por ejemplo, agrietamiento, ocurre de repente en una manera de fragilización que casi no provoca deformación plástica en la apariencia externa. Se conoce que la fractura retardada se encuentra estrechamente relacionada con el hidrógeno para entrar en una chapa de acero desde el entorno exterior de la chapa de acero. Es decir, se ha pensado, en general, que la fractura retardada es un fenómeno de fragilización atribuible al hidrógeno para entrar desde el entorno exterior para propagarse en acero.
Como un factor que afecta ampliamente a la fractura retardada, se conoce la resistencia de la chapa de acero. Ello se debe a que dado que la chapa de acero es más alta en resistencia, tiene una posibilidad más alta de usarse en un entorno donde actúa una tensión alta. Es decir, cuando un material de resistencia baja se usa para un miembro sobre el cual actúa la alta tensión, el material de deforma plásticamente de manera inmediata para fracturarse, de modo que la fractura retardada no ocurre normalmente. Por otro lado, la deformación plástica y la fractura no ocurren fácilmente en un material de alta resistencia, de modo que un material de alta resistencia se usa, con frecuencia, en un entorno donde actúa la alta tensión. Además, en un producto de acero que se usará después de someterse a trabajo de formación como, por ejemplo, una parte de un automóvil, una tensión residual ocurre por el trabajo. Dicha tensión residual aumenta a medida que la resistencia de la chapa de acero se convierte en más alta. Por lo tanto, además de la tensión por la carga externa, la gran tensión residual se añade a la chapa de acero y, por consiguiente, es probable que la fractura retardada ocurra. Como resultado, dado que el material es más alto en resistencia, hay una preocupación creciente sobre la ocurrencia de la fractura retardada.
Por otro lado, se conoce que una chapa de acero delgada, por ejemplo, una chapa de acero delgada que tiene un grosor de chapa de alrededor de 3,0 mm o menos, tiene anisotropía en la resistencia a la fractura retardada. Es decir, a veces se provoca una diferencia en la resistencia a la fractura retardada dependiendo de una dirección de trabajo (en general, una dirección de laminación en la laminación en frío final, o una dirección de ancho de laminación perpendicular a aquella) en un proceso de fabricación de la chapa de acero. Dicha tendencia se convierte en significativa en una chapa delgada en particular. Por consiguiente, cuando una chapa de acero delgada de alta resistencia se usa para un miembro sobre el cual actúa una alta tensión, la toma de medidas para garantizar la seguridad se ha llevado a cabo. Es decir, se han tomado medidas de modo que un diseño se realiza no para provocar una fractura retardada también en la dirección en la cual la resistencia a la fractura retardada es la más pobre o la dirección en la cual la chapa de acero se aplica a un miembro de modo que el trabajo en la dirección en la
cual la resistencia a la fractura retardada es pobre puede convertirse en ligero. Sin embargo, dichas medidas provocan el problema de que una restricción significativa se coloca cuando se usa la chapa de acero.
Por consiguiente, como una propiedad de la propia chapa de acero delgada, el desarrollo de una chapa de acero delgada en la cual no solo la resistencia a la fractura retardada mejora simplemente, sino también la anisotropía de la resistencia a la fractura retardada se reduce se desea fuertemente.
Por cierto, con respecto a las técnicas convencionales relacionadas con la anisotropía de una chapa de acero delgada, existen las siguientes técnicas. En primer lugar, como un medio para reducir la anisotropía de ductilidad para mejorar las propiedades de una chapa de acero, existe una técnica ilustrada en la Bibliografía de Patente 1. Además, como un medio para reducir la anisotropía de plegabilidad y tenacidad para mejorar las propiedades de una chapa de acero, existe una técnica ilustrada en la Bibliografía de Patente 2. Sin embargo, tanto en la Bibliografía de Patente 1 como 2, la resistencia a la fractura retardada no se describe, y el medio para eliminar la anisotropía de la resistencia a la fractura retardada tampoco se describe.
Además, en la Bibliografía de Patente 3, se ha descrito una chapa de acero que tiene una excelente resistencia a la fractura retardada y que tiene pequeñas anisotropías de resistencia a la tracción y ductilidad. Sin embargo, la anisotropía de la resistencia a la fractura retardada no se describe, y el medio para reducir la anisotropía de la resistencia a la fractura retardada tampoco se describe.
Además, como un método para mejorar la resistencia a la fractura retardada de una chapa de acero, en la Bibliografía de Patente 4 y Bibliografía de Patente 5, se ha descrito una chapa de acero en la cual la principal fase de la chapa de acero se convierte en estructuras duras como, por ejemplo, bainita, ferrita bainítica, martensita y martensita templada para mejorar, de esta manera, la resistencia a la fractura retardada. Además, en la Bibliografía de Patente 6, se ha descrito una chapa de acero en la cual la principal fase de la chapa de acero se convierte en martensita templada y luego, en la martensita templada, carburo fino se dispersa para mejorar, de esta manera, la resistencia a la fractura retardada.
Sin embargo, en todas las chapas de acero mediante dichas técnicas de las Bibliografías de Patente 4 a 6, la estructura que es dura y pobre en ductilidad se establece como la fase principal, de modo que la ductilidad también es pobre en toda la chapa de acero, lo cual resulta en que no es apropiada para un uso en el cual una chapa de acero se somete a trabajo de formación pesado que se usará.
En la Bibliografía de Patente 7, se ha descrito que en una capa de superficie dentro de 10 ym desde la superficie de una chapa de acero, los óxidos se dispersan y los óxidos atrapan el hidrógeno para, de esta manera, mejorar la resistencia a la fractura retardada de la chapa de acero. Además, en la Bibliografía de Patente 8, se ha descrito una chapa de acero en la cual la principal fase de la chapa de acero se convierte en ferrita, la martensita, siendo una estructura dura, se dispersa en la chapa de acero, y por precipitados finos como, por ejemplo, Ti, Nb y V, el tamaño de un bloque de la martensita se hace fino para mejorar, de esta manera, la resistencia a la fractura retardada. Además, en la Bibliografía de Patente 9, se ha descrito una chapa de acero en la cual además de hacer el tamaño de bloque descrito más arriba fino, una capa descarburada que tiene un grosor de 0,5 ym o más se forma en una capa de superficie de la chapa de acero para, de esta manera, mejorar la resistencia a la fractura retardada.
En las Bibliografías de Patente 7 a 8, se ha descrito que la resistencia a la fractura retardada mejora además de la resistencia y ductilidad, pero no se ha prestado atención completamente a la anisotropía de la resistencia a la fractura retardada.
Listado de citas
Bibliografía de patente
Bibliografía de Patente 1: Publicación de Patente japonesa abierta a inspección pública No. 2005-256020 Bibliografía de Patente 2: Publicación de Patente japonesa abierta a inspección pública No. 2010-156016 Bibliografía de Patente 3: Publicación de Patente japonesa abierta a inspección pública No. 2010-168651 Bibliografía de Patente 4: Patente japonesa No. 3247907
Bibliografía de Patente 5: Patente japonesa No. 4317384
Bibliografía de Patente 6: Patente japonesa No. 4712882
Bibliografía de Patente 7: Publicación de Patente japonesa abierta a inspección pública No. 2007-211279 Bibliografía de Patente 8: Publicación de Patente japonesa abierta a inspección pública No. 2011-111671 Bibliografía de Patente 9: Publicación de Patente japonesa abierta a inspección pública No. 2011-111675
Bibliografía de No Patente
Bibliografía de No Patente 1: HAYASHI, Kunio, cuatro otros "Evaluation of Hydrogen Embrittlement Susceptibility for sheet steef' Materia (The Japan Institute of Metals and Materials Periódical), marzo 20, 2005, 44(3), p. 254-256
Bibliografía de No Patente 2: The Iron and Steel Institute of Japan Production Technical Committee Surface-treated Steel Sheet Committee Edition, "Manual: hot-dip galvanized steel sheet', The Iron and Steel Institute of Japan, enero, 1991, p. 53-55
Compendio de la invención
Problema técnico
Según se describe previamente, cuando, por ejemplo, una chapa de acero que tiene una resistencia alta de alrededor de 900 MPa o más, en particular, una chapa de acero delgada que tiene un grosor de alrededor de 3,0 mm o menos, se usa como un miembro sobre el cual actúa una carga alta, la anisotropía de la resistencia a la fractura retardada se convierte en un problema. Sin embargo, de manera convencional, el hecho es que una reducción en la anisotropía de una propiedad mecánica como, por ejemplo, la ductilidad, diferente de la resistencia a la fractura retardada, o medidas para mejorar la propia resistencia a la fractura retardada se han considerado, pero una reducción en la anisotropía de la resistencia a la fractura retardada no se ha considerado de manera particular. Por lo tanto, según se describe previamente, con respecto un miembro que tiene una gran carga, cuando se ha intentado que la ocurrencia de la fractura retardada se evite de manera segura y estable en aras de la seguridad, no ha habido otra opción que generar restricción en términos de diseño o trabajo. Entonces, dicho problema también se ha provocado de manera inevitable en una chapa de acero galvanizada por inmersión en caliente obtenida mediante la formación de una capa de galvanización por inmersión en caliente sobre la superficie de una chapa de acero de alta resistencia para la mejora de la resistencia a la corrosión, y además en una chapa de acero aleado galvanizada por inmersión en caliente en la cual la capa de metalización se alea.
La presente invención se ha llevado a cabo en el contexto de las circunstancias de más arriba y tiene el objeto de proveer una chapa de acero galvanizada por inmersión en caliente en la cual mientras se logra asegurar la ductilidad y resistencia, se logra una mejora en la resistencia a la fractura retardada y, al mismo tiempo, la anisotropía de la resistencia a la fractura retardada, en particular, la anisotropía (anisotropía en plano) de la resistencia a la fractura retardada en una superficie paralela a una superficie de chapa (superficie laminada) se reduce y, además, proveer un método de fabricación de aquella.
Solución al problema
Los presentes inventores han repetido varios experimentos y exámenes con el fin de encontrar un método para mejorar la resistencia a la fractura retardada y reducir la anisotropía en plano de la resistencia a la fractura retardada sin afectar la ductilidad y resistencia de una chapa de acero base. Como resultado, han aprendido recientemente que no solo una composición química de una chapa de acero base se ajusta de forma apropiada, sino que también una estructura de acero se ajusta de manera adecuada y, al mismo tiempo, las fases y estructuras específicas, y las formas de inclusiones se ajustan de manera apropiada, y además una capa de superficie de un material básico se convierte en una capa descarburada en la cual óxidos se dispersan de forma adecuada y, de esta manera, es posible resolver los problemas descritos más arriba, y han descubierto condiciones del proceso de fabricación requeridas para ello, y han completado la presente invención.
Por consiguiente, la esencia de la presente invención es como se describe a continuación.
(1) Una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada, incluye:
una chapa de acero base fabricada con acero que contiene:
en % en masa,
C: 0,075 a 0,400%;
Si: 0,01 a 2,00%;
Mn: 0,80 a 3,50%;
P: 0,0001 a 0,100%;
S: 0,0001 a 0,0100%;
Al: 0,001 a 2,00%;
O: 0,0001 a 0,0100%;
N: 0,0001 a 0,0100%; y
de manera opcional, en % en masa, un tipo o dos o más tipos seleccionados de Cr: 0,01 a 2,00%, Ni: 0,01 a 2,00%, Cu: 0,01 a 2,00%, Mo: 0,01 a 2,00%, B: 0,0001 a 0,0100%, W: 0,01 a 2,00%, Ti: 0,001 a 0,150%, Nb: 0,001 a 0,100%, V: 0,001 a 0,300%, 0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM, y
un equilibrio compuesto de Fe e impurezas inevitables; y
una capa de galvanización por inmersión en caliente formada sobre la superficie de la chapa de acero base, en la cual
en un rango de 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base siendo el centro, una estructura de la chapa de acero base se convierte en una estructura en la cual 40 a 90% en fracción en volumen de una fase de ferrita se contiene, una fase de austenita retenida es de 5% o menos en fracción en volumen y además una relación de ferrita no recristalizada con respecto a toda la fase de ferrita es de 50% o menos en fracción en volumen,
una relación de diámetro de grano de granos de cristal en la fase de ferrita en dicha chapa de acero base es de 0,75 a 1,33, en donde dicha relación de diámetro de grano se define como la relación de un diámetro de grano promedio en la dirección de laminación dividido por un diámetro de grano promedio en la dirección de ancho de chapa de dicha fase, y una relación de longitud de estructuras duras dispersas en formas de isla en la fase de ferrita es de 0,75 a 1,33, en donde dicha relación de longitud se define como una longitud promedio en la dirección de laminación dividida por una longitud promedio en la dirección de ancho de chapa de dichas estructuras, y en donde las estructuras duras dispersas en formas de isla son estructuras en las cuales múltiples granos de cristal compuestos de fases más duras que la ferrita se juntan para formar una forma de isla que se dispersará en una fase primaria hecha de una fase de ferrita
y además una relación de aspecto promedio de inclusiones contenidas en la capa de acero base es de 1,0 a 5,0, y una capa de superficie de la chapa de acero base se convierte en una capa descarburada que tiene un grosor de 0,01 a 10,0 um, y además un diámetro de grano promedio de óxidos en la capa descarburada es de 30 a 500 nm, y una densidad promedio de los óxidos en la capa descarburada se encuentra en el rango de 1,0 * 1012 óxidos/m2 a 1,0 * 1016 óxidos/m2.
(2) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
la chapa de acero base además contiene, en % en masa, un tipo o dos o más tipos seleccionados de
Cr: 0,01 a 2,00%,
Ni: 0,01 a 2,00%,
Cu: 0,01 a 2,00%,
Mo: 0,01 a 2,00%,
B: 0,0001 a 0,0100%, y
W: 0,01 a 2,00%.
(3) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
la chapa de acero base además contiene, en % en masa, un tipo o dos o más tipos seleccionados de
Ti: 0,001 a 0,150%,
Nb: 0.001 a 0,100%, y
V: 0,001 a 0,300%.
(4) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
la chapa de acero base además contiene 0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM.
(5) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
en la chapa de acero base, un coeficiente de endurecimiento por deformación promedio (valor n) en un rango donde el alargamiento total es de 3 a 7% es de 0,060 o más.
(6) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
en la chapa de acero base, un valor de un contenido de hidrógeno difusible de límite en la dirección de laminación dividido por un contenido de hidrógeno difusible de límite en la dirección de ancho de chapa se encuentra en el rango de 0,5-a-1,5.
(7) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
en la chapa de acero base, una relación de intensidad aleatoria de rayos X de hierro BCC en la posición de 1/4 de grosor desde la superficie es de 4,0 o menos en donde la relación de intensidad aleatoria de rayos X de hierro BCC se obtiene de una función de distribución de orientación, que se calcula por un método de expansión en serie según múltiples figuras de polos de figuras de polos de {110}, {100}, {211} y {310} medidas por difracción de rayos X y muestra una textura tridimensional.
(8) La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (1), en la cual
la capa de galvanización por inmersión en caliente es una que se ha sometido a un tratamiento de aleación.
(9) Un método de fabricación de una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada, incluye:
una etapa de laminación en caliente en la cual un planchón que contiene:
en % en masa,
C: 0,075 a 0,400%;
Si: 0,01 a 2,00%;
Mn: 0,80 a 3,50%;
P: 0,0001 a 0,100%;
S: 0,0001 a 0,0100%;
Al: 0,001 a 2,00%;
O: 0,0001 a 0,0100%;
N: 0,0001 a 0,0100%; y
de manera opcional, en % en masa, un tipo o dos o más tipos seleccionados de Cr: 0,01 a 2,00%, Ni: 0,01 a 2,00%, Cu: 0,01 a 2,00%, Mo: 0,01 a 2,00%, B: 0,0001 a 0,0100%, W: 0,01 a 2,00%, Ti: 0,001 a 0,150% Nb: 0,001 a 0,100%, V: 0,001 a 0,300%, 0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM, y
un equilibrio compuesto de Fe e impurezas inevitables se calienta hasta 1080°C o más, la laminación en caliente se inicia, el número total de pases (-) del inicio de la laminación en caliente a la finalización de la laminación en caliente se establece en N, una temperatura de laminación (°C) en el iésimo pase se establece en TPi, y una relación de reducción (-) en el iésimo pase se establece en n, la laminación en caliente se lleva a cabo de tal manera que N, TPi, y n satisfacen la Expresión A de más abajo, y la laminación en caliente finaliza cuando la temperatura de una chapa de acero base es una temperatura en el rango de 850-a-980°C;
Una etapa de refrigeración primaria en la cual el tiempo transcurrido de la finalización de la laminación en caliente al inicio de la refrigeración se establece en 1,0 segundos o más largo, la chapa de acero base laminada en caliente se refrigera de manera primaria a una velocidad de refrigeración de no menos que 5°C/segundo y no más de 50°C/segundo, y la refrigeración primaria se detiene cuando la temperatura de la chapa de acero base es una temperatura en el rango de 500-a-650°C;
después de la etapa de refrigeración primaria, una etapa de refrigeración secundaria en la cual la chapa de acero base se refrigera lentamente de manera tal que el tiempo transcurrido hasta que la temperatura de la chapa de
acero base se convierta en 400°C desde la temperatura al momento en el que la refrigeración primaria se detiene se convierte en una hora o más largo, y se refrigera de manera secundaria;
después de la refrigeración secundaria, una etapa de laminación en frío de laminación en frío de la chapa de acero base mediante el establecimiento de la relación de reducción total en 30 a 75%;
después de la laminación en frío, una etapa de recocido en la cual la temperatura aumenta de manera tal que una velocidad de aumento de temperatura promedio en el rango de 600-a-750°C se convierte en 20°C/seg o menos, la chapa de acero base laminada en frío se calienta hasta una temperatura de 750°C o más alta y, posteriormente, la chapa de acero base caliente se refrigera de manera tal que una velocidad de refrigeración promedio en el rango de 750-a-650°C se convierte en 1,0 a 15,0°C/segundo; y
una etapa de metalización para llevar a cabo la galvanización por inmersión en caliente sobre la superficie de la chapa de acero base obtenida después de la etapa de recocido.
[Expresión numérica 1]

(10) El método de fabricación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (9), en el cual
la etapa de recocido y la etapa de metalización se llevan a cabo de forma continua por una línea continua de recocido y metalización que tiene una zona de precalentamiento, una zona de reducción y una zona de metalización, y
además al menos parte de la zona de precalentamiento se establece en una zona de tratamiento de oxidación donde una relación de aire que es un valor del volumen de aire contenido en un gas mixto por volumen de unidad, siendo un gas mixto de aire usado para un quemador para el calentamiento y gas de combustión, dividido por el volumen de aire en teoría requerido para la combustión completa del gas de combustión contenido en el gas mixto por volumen de unidad es de 0,7 a 1,2, y en la zona de tratamiento de oxidación, los óxidos se generan en una porción de capa de superficie de la chapa de acero base obtenida después de la laminación en frío, y
luego en la zona de reducción donde una relación de presión parcial P(H2O)/P(H2) siendo un valor de una presión parcial de vapor de agua dividida por una presión parcial de hidrógeno es de 0,0001 a 2,0, los óxidos se reducen, y luego en la zona de metalización, la chapa de acero base habiendo atravesado la zona de reducción se sumerge en un baño de galvanización por inmersión en caliente con una temperatura de baño de metalización establecida en 450 a 470°C y una cantidad eficaz de AI en el baño de metalización establecida en 0,01 a 0,18% en masa, bajo la condición de que la temperatura de la chapa de acero al momento de entrar en el baño de metalización sea de 430 a 490°C y, de esta manera, la galvanización por inmersión en caliente se lleva a cabo sobre la superficie de la chapa de acero base.
(11) El método de fabricación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según (9), además incluye:
después de la etapa de metalización, una etapa de tratamiento de aleación para alear una capa de la galvanización por inmersión en caliente.
Efectos ventajosos de la invención
Según la presente invención, como una chapa de acero galvanizada por inmersión en caliente que usa una chapa de acero de alta resistencia como un material básico, es posible obtener una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tenga una excelente resistencia a la fractura retardada y que tenga una pequeña anisotropía de la resistencia a la fractura retardada en lugar de ser una chapa delgada sin afectar la ductilidad y resistencia. Por consiguiente, incluso cuando la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente invención se usa como un miembro sobre el cual actúa una carga alta como una chapa delgada, la alta seguridad puede garantizarse, y hay un pequeño riesgo de que la chapa de acero de alta resistencia galvanizada por inmersión en caliente se someta a restricciones en términos de diseño y trabajo y, por consiguiente, es posible aumentar el grado de libertad de diseño y trabajo para expandir un rango de aplicación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente.
Descripción de las realizaciones
De aquí en adelante, se explicará en detalle una realización de la presente invención.
Una chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización es básicamente que una chapa de acero de alta resistencia que tiene una composición química predeterminada y que tiene una estructura de acero ajustada de manera apropiada se establece como un material básico y, sobre la superficie de la chapa de acero que será el material básico, se forma una capa de galvanización por inmersión en caliente. De manera incidental, la capa de galvanización por inmersión en caliente sobre la superficie de una chapa de acero base puede también ser una que se someta a un tratamiento de aleación después de someterse a la galvanización por inmersión en caliente (una capa de galvanización por inmersión en caliente aleada). Aquí, los grosores de la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización y de la chapa de acero que será el material básico no se encuentran limitados en particular, pero en general, es probable que la anisotropía de la resistencia a la fractura retardada ocurra en una chapa de acero que tiene un grosor de chapa delgado, de modo que el efecto de la presente invención también aumenta cuando el grosor de la chapa de acero base es delgado. Por consiguiente, es apropiado aplicar la presente invención al caso donde la chapa de acero base es una chapa delgada. En concreto, el grosor de chapa de la chapa de acero de alta resistencia galvanizada por inmersión en caliente es, preferiblemente, de 0,6 a 5,0 mm. Es decir, cuando el grosor de chapa de la chapa de acero de alta resistencia galvanizada por inmersión en caliente se convierte en menos de 0,6 mm, es difícil mantener la forma de la chapa de acero plana. Por otro lado, cuando el grosor de chapa de la chapa de acero de alta resistencia galvanizada por inmersión en caliente supera 5,0 mm, es difícil enfriar, de modo uniforme, el interior de la chapa de acero. Además, el grosor de chapa de la chapa de acero base es, preferiblemente, de 3,0 mm o menos, y más preferiblemente de 2,0 mm o menos.
En la presente realización, se fabrica una chapa de acero de alta resistencia galvanizada por inmersión en caliente que puede lograr una reducción segura en la anisotropía de la resistencia a la fractura retardada y de forma simultánea a la suficiente mejora de la resistencia a la fractura retardada mientras asegura la ductilidad (trabajabilidad de formación) y resistencia por (a) a (f) de más abajo.
(a) convirtiendo un cuerpo principal de una microestructura de una estructura de acero de la chapa de acero base en una fase de ferrita suave.
(b) limitando la ferrita no recristalizada de la fase de ferrita a una pequeña cantidad y, al mismo tiempo, controlando una fase de austenita retenida a una pequeña cantidad.
(c) controlando una relación de diámetro de grano que es un valor de, de granos de cristal en la fase de ferrita, un diámetro de grano en la dirección de laminación dividido por un diámetro de grano en la dirección de ancho de chapa para que se encuentre en un rango apropiado.
(d) controlando una relación de longitud que es un valor de, de una estructura dura en forma de isla (estructura en forma de isla compuesta de una suma de fases duras como, por ejemplo, principalmente bainita, ferrita bainítica, martensita y martensita templada), una longitud en la dirección de laminación dividida por una longitud en la dirección de ancho de chapa para que se encuentre en un rango apropiado.
(e) controlando una relación de aspecto promedio de inclusiones (principalmente inclusiones de sulfuros de Mn y/o de compuestos gruesos que contienen sulfuros de Mn) para que se encuentre en un rango apropiado.
(f) convirtiendo una capa de superficie de la chapa de acero base en una capa descarburada relativamente gruesa y dispersando óxidos (óxidos que contienen, principalmente, Si y/o Mn) en la capa descarburada finamente y de manera altamente densa.
Luego, se explicarán los motivos para limitar dichas condiciones.
Primero, se explicarán las razones para limitar una composición química de la chapa de acero que se usará como el material básico de la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente invención. De manera incidental, en la siguiente descripción, "%" significa % en masa salvo que se especifique lo contrario.
[C: 0,075 a 0,400% en masa]
C se contiene para aumentar la resistencia de la chapa de acero. Sin embargo, cuando el contenido de C supera 0,400% en masa, la soldabilidad de la chapa de acero se convierte en insuficiente. Con el fin de asegurar la soldabilidad, el contenido de C es, preferiblemente, de 0,300% en masa o menos, y más preferiblemente de 0,250% en masa o menos. Por otro lado, cuando el contenido de C es menos que 0,075% en masa, la resistencia de la chapa de acero se reduce y se vuelve difícil asegurar la máxima resistencia a la tracción de 900 MPa o más. Con el fin de aumentar más la resistencia de la chapa de acero, el contenido de C es, preferiblemente, de 0,085% en masa o más, y más preferiblemente de 0,100% en masa o más.
[Si: 0,01 a 2,00% en masa]
Si es un elemento que suprime la generación de carburo basado en hierro en la chapa de acero y aumenta la resistencia y formabilidad de la chapa de acero. Sin embargo, cuando el contenido de Si supera 2,00% en masa, la chapa de acero se convierte en frágil y la ductilidad se deteriora para crear una posibilidad de que la laminación en frío sea difícil de llevar a cabo. Con el fin de asegurar la ductilidad, el contenido de Si es, preferiblemente, de 1,80% en masa o menos, y más preferiblemente de 1,50% en masa o menos. Por otro lado, cuando el contenido de Si es menor que 0,01% en masa, la dispersión, de manera suficiente, de óxidos en la capa descarbura se convierte en difícil. En vista de ello, el valor de límite inferior de Si es, preferiblemente, de 0,20% en masa o más, y más preferiblemente de 0,50% en masa o más.
[Mn: 0,80 a 3,50% en masa]
Mn se añade para aumentar la resistencia de la chapa de acero. Sin embargo, cuando el contenido de Mn supera 3,50% en masa, una porción concentrada de Mn grueso ocurre en una porción central de grosor de chapa de la chapa de acero. Como resultado, la fragilidad de un planchón ocurre fácilmente un problema como, por ejemplo, la rotura de un planchón fundido ocurre fácilmente. Además, cuando el contenido de Mn supera 3,50% en masa, la soldabilidad también se deteriora. Por lo tanto, el contenido de Mn necesita ser de 3,50% en masa o menos. Con el fin de asegurar la soldabilidad, el contenido de Mn es, preferiblemente, de 3,00% en masa o menos, y más preferiblemente de 2,70% en masa o menos. Por otro lado, cuando el contenido de Mn es menos que 0,80% en masa, una gran cantidad de estructura suave se forma durante la refrigeración después del recocido y, por consiguiente, se vuelve difícil asegurar la máxima resistencia a la tracción de 900 MPa o más. Por consiguiente, el contenido de Mn necesita ser de 0,80% en masa o menos. Para aumentar más la resistencia de la chapa de acero, el contenido de Mn es, preferiblemente, de 1,00% en masa o más, y más preferiblemente de 1,30% en masa o más.
[P: 0,0001 a 0,100% en masa]
P tiende a segregar en una porción central de grosor de chapa de la chapa de acero y fragiliza una zona de soldadura. Cuando el contenido de P supera 0,100% en masa, la zona soldada se vuelve bastante frágil y, por consiguiente, el límite superior del contenido de P se establece en 0,100% en masa. Además, en vista de ello, el contenido de P es, más preferiblemente, de 0,030% en masa o menos. Por otro lado, el establecimiento del contenido de P en menos de 0,0001% en masa se acompaña de un gran aumento en el coste de fabricación, de modo que 0,0001% en masa se establece como el valor de límite inferior. De manera incidental, el contenido de P es, más preferiblemente, de 0,0010% en masa o más.
[S: 0,0001 a 0,0100% en masa]
S afecta, de manera adversa, la soldabilidad y fabricabilidad durante la colada y la laminación en caliente. Por consiguiente, el valor de límite superior del contenido de S se establece en 0,0100% en masa o menos. Además, S se une a Mn para formar MnS grueso y reduce la ductilidad y capacidad de formarse en forma compleja de la chapa de acero, de modo que el contenido de S se establece, preferiblemente, en 0,0050% en masa o menos, y más preferiblemente en 0,0030% en masa o menos. Sin embargo, el establecimiento del contenido de S en menos de 0,0001% en masa se acompaña de un gran aumento en el coste de fabricación, de modo que 0,0001% en masa se establece como el valor de límite inferior. De manera incidental, el contenido de S es, preferiblemente, de 0,0005% en masa o más, y más preferiblemente de 0,0010% en masa o más.
[Al: 0,001 a 2,00% en masa]
AI suprime la generación de carburo basado en hierro para aumentar la resistencia y formabilidad de la chapa de acero. Sin embargo, cuando el contenido de AI supera 2,00% en masa, la soldabilidad empeora y, por consiguiente, el límite superior del contenido de AI se establece en 2,00% en masa. Además, en vista de ello, el contenido de AI se establece, preferiblemente, en 1,50% en masa o menos, y más preferiblemente se establece en 1,20% en masa o menos. Por otro lado, el efecto de la presente invención se muestra sin establecer, en particular, el límite inferior del contenido de AI. Sin embargo, AI es una impureza inevitable que existe en el material en cantidades muy pequeñas y el establecimiento del contenido en menos de 0,001% en masa se acompaña de un gran aumento en el coste de fabricación. Por consiguiente, el contenido de AI se establece en 0,001% en masa o más. Además, AI es un elemento eficaz como un material de desoxidación, de modo que con el fin de obtener, de manera más suficiente, el efecto de desoxidación, el contenido de AI se establece, preferiblemente, en 0,010% en masa o más.
[N: 0,0001 a 0,0100% en masa]
N forma un nitruro grueso y deteriora la ductilidad y capacidad de formarse en forma compleja de la chapa de acero y, por consiguiente, su cantidad añadida necesita suprimirse. Cuando el contenido de N supera 0,0100% en masa, dicha tendencia se convierte en significativa, de modo que el límite superior del contenido de N se establece en 0,0100% en masa. Además, N provoca la generación de sopladuras durante la soldadura y, por consiguiente, una cantidad más pequeña es mejor. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de N, pero el establecimiento del contenido de N en menos de 0,0001% en masa provoca un gran aumento en el coste de fabricación y, por lo tanto, el límite inferior se establece en 0,0001% en masa o más.
[O: 0,0001 a 0,0100% en masa]
O forma un óxido y deteriora la ductilidad y capacidad de formarse en forma compleja de la chapa de acero y, por consiguiente, su contenido necesita suprimirse. Cuando el contenido de O supera 0,0100% en masa, el deterioro de la capacidad de formarse en forma compleja de la chapa de acero se convierte en significativo y, por consiguiente, el límite superior del contenido de O se establece en 0,0100% en masa. Además, el contenido de O es, preferiblemente, de 0,0070% en masa o menos, y más preferiblemente de 0,0050% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de O, pero el establecimiento del contenido de O en menos de 0,0001% en masa se acompaña de un gran aumento en el coste de fabricación y, por lo tanto, 0,0001% en masa se establece en el límite inferior del contenido de O. Además, en vista del coste de fabricación, el contenido de O es, preferiblemente, de 0,0003% en masa o más y, más preferiblemente, de 0,0005% en masa o más.
Además, un tipo o dos o más tipos de elementos seleccionados de Cr, Ni, Cu, Mo, B y W pueden también añadirse a la chapa de acero base de la chapa de acero galvanizada por inmersión en caliente aleada de la presente realización según sea necesario. Las razones para añadir dichos elementos son las siguientes.
[Cr: 0,01 a 2,00% en masa]
Cr suprime la transformación de fase a temperatura alta y es un elemento eficaz para lograr la alta resistencia de la chapa de acero. Por consiguiente, Cr puede también añadirse a un planchón en lugar de parte de C y/o Mn. Cuando el contenido de Cr supera 2,00% en masa, la trabajabilidad del planchón en una etapa de laminación en caliente se ve afectada y la productividad se reduce y, por consiguiente, el contenido de Cr se establece en 2,00% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de Cr, pero el contenido de Cr es, preferiblemente, de 0,01% en masa o más para obtener, de manera suficiente, el efecto de lograr la alta resistencia de la chapa de acero mediante la incorporación de Cr.
[Ni: 0,01 a 2,00% en masa]
Ni suprime la transformación de fase a temperatura alta y es un elemento eficaz para lograr la alta resistencia de la chapa de acero. Por consiguiente, Ni puede también añadirse al planchón en lugar de parte de C y/o Mn. Cuando el contenido de Ni supera 2,00% en masa, la soldabilidad de la chapa de acero se ve afectada y, por consiguiente, el contenido de Ni se establece en 2,00% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de Ni, pero el contenido de Ni es, preferiblemente, de 0,01% en masa o más para obtener, de manera suficiente, el efecto de lograr la alta resistencia de la chapa de acero mediante la incorporación de Ni.
[Cu: 0,01 a 2,00% en masa]
Cu es un elemento que aumenta la resistencia de la chapa de acero mediante su existencia en la forma de finas partículas en acero. Por consiguiente, Cu puede añadirse al planchón en lugar de parte de C y/o Mn. Cuando el contenido de Cu supera 2,00% en masa, la soldabilidad de la chapa de acero se ve afectada y, por consiguiente, el contenido de Cu se establece en 2,00% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de Cu, pero el contenido de Cu es, preferiblemente, de 0,01% en masa o más para obtener, de manera suficiente, el efecto de lograr la alta resistencia de la chapa de acero mediante la incorporación de Cu.
[Mo: 0,01 a 2,00% en masa]
Mo suprime la transformación de fase a temperatura alta y es un elemento eficaz para lograr la alta resistencia de la chapa de acero. Por consiguiente, Mo puede también añadirse al planchón en lugar de parte de C y/o Mn. Cuando el contenido de Mo supera 2,00% en masa, la trabajabilidad del planchón en la etapa de laminación en caliente se ve afectada y la productividad se reduce, de modo que el contenido de Mo se establece en 2,00% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de Mo, pero el contenido de Mo es, preferiblemente, de 0,01% en masa o más para obtener, de manera suficiente, el efecto de lograr la alta resistencia de la chapa de acero mediante la incorporación de Mo.
[W: 0,01 a 2,00% en masa]
W suprime la transformación de fase a alta temperatura y es un elemento eficaz para lograr la alta resistencia de la chapa de acero y puede también añadirse al planchón en lugar de parte de C y/o Mn. Cuando el contenido de W supera 2,00% en masa, la trabajabilidad del planchón en la etapa de laminación en caliente se ve afectada y la productividad se reduce, de modo que el contenido de W es, preferiblemente, de 2,00% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de W, pero el contenido de W es, preferiblemente, de 0,01% en masa o más para obtener, de manera suficiente, el efecto de lograr la alta resistencia de la chapa de acero por W.
[B: 0,0001 a 0,0100% en masa]
B suprime la transformación de fase a temperatura alta y es un elemento eficaz para lograr la alta resistencia de la chapa de acero. Por consiguiente, B puede también añadirse al planchón en lugar de parte de C y/o Mn. Cuando el contenido de B supera 0,0100% en masa, la trabajabilidad del planchón en la etapa de laminación en caliente se ve afectada y la productividad se reduce, de modo que el contenido de B se establece en 0,0100% en masa o menos. En vista de la productividad, el contenido de B es, más preferiblemente, de 0,0050% en masa o menos, y aún más preferiblemente de 0,0030% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de B, pero el contenido de B se establece, preferiblemente, en 0,0001% en masa o más para obtener, de manera suficiente, el efecto de lograr la alta resistencia de la chapa de acero por la incorporación de B. Para lograr más la alta resistencia de la chapa de acero, el contenido de B es, más preferiblemente, de 0,0003% en masa o más, y aún más preferiblemente de 0,0005% en masa o más.
Además, un tipo o dos o más tipos de elementos seleccionados de Ti, Nb y V pueden también añadirse a la chapa de acero base de la chapa de acero galvanizada por inmersión en caliente aleada de la presente realización según sea necesario. Las razones para añadir dichos elementos son las siguientes.
[Ti: 0,001 a 0,150% en masa]
Ti es un elemento que contribuye al aumento de resistencia de la chapa de acero mediante el fortalecimiento de dislocación a través del fortalecimiento de precipitados, fortalecimiento de grano fino por supresión de crecimiento de de granos de cristal de ferrita y supresión de recristalización. Sin embargo, cuando el contenido de Ti supera 0,150% en masa, la precipitación de carbonitruro aumenta y la formabilidad de la chapa de acero se deteriora y, por consiguiente, el contenido de Ti se establece en 0,150% en masa o menos. Con el fin de asegurar la formabilidad de la chapa de acero, el contenido de Ti es, más preferiblemente, de 0,100% en masa o menos, y aún más preferiblemente de 0,070% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de Ti, pero el contenido de Ti es, preferiblemente, de 0,001% en masa o más para obtener, de manera suficiente, el efecto de aumento de resistencia de la chapa de acero mediante la incorporación de Ti. Con el fin de lograr más la alta resistencia de la chapa de acero, el contenido de Ti es, más preferiblemente, de 0,010% en masa o más, y aún más preferiblemente de 0,015% en masa o más.
[Nb: 0,001 a 0,100% en masa]
Nb es un elemento que contribuye al aumento de resistencia de la chapa de acero mediante el fortalecimiento de dislocación a través del fortalecimiento de precipitados, fortalecimiento de grano fino por supresión de crecimiento de granos de cristal de ferrita y supresión de recristalización. Sin embargo, cuando el contenido de Nb supera 0,100% en masa, la precipitación de carbonitruro aumenta y la formabilidad de la chapa de acero se deteriora y, por consiguiente, el contenido de Nb se establece en 0,100% en masa o menos. Con el fin de asegurar la formabilidad de la chapa de acero, el contenido de Nb es, más preferiblemente, de 0,050% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de Nb, pero el contenido de Nb es, preferiblemente, de 0,001% en masa o más para obtener, de manera suficiente, el efecto de aumento de resistencia de la chapa de acero mediante la incorporación de Nb. Para lograr más la alta resistencia de la chapa de acero, el contenido de Nb es, preferiblemente, de 0,010% en masa o más.
[V: 0,001 a 0,300% en masa]
V es un elemento que contribuye al aumento de resistencia de la chapa de acero mediante el fortalecimiento de dislocación a través del fortalecimiento de precipitados, fortalecimiento de grano fino por supresión de crecimiento de granos de cristal de ferrita y supresión de recristalización. Sin embargo, cuando el contenido de V supera 0,300% en masa, la precipitación de carbonitruro aumenta y la formabilidad de la chapa de acero se deteriora y, por consiguiente, el contenido de V se establece en 0,300% en masa o menos. Con el fin de asegurar la formabilidad de la chapa de acero, el contenido de V es, más preferiblemente, de 0,200% en masa o menos, y aún más preferiblemente de 0,150% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de V, pero el contenido de V es, preferiblemente, de 0,001% en masa o más para obtener, de manera suficiente, el efecto de aumento de resistencia de la chapa de acero mediante la incorporación de V.
Además, como otros elementos, 0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos de Ca, Ce, Mg, Zr, La y REM puede también añadirse a la chapa de acero base en la chapa de acero galvanizada por inmersión en caliente aleada de la presente realización. Las razones para añadir dichos elementos son las siguientes.
Ca, Ce, Mg, Zr, La y REM son elementos eficaces para mejorar la formabilidad de la chapa de acero y un tipo o dos o más tipos de ellos pueden añadirse al planchón. Sin embargo, cuando el contenido total de un tipo o dos o más tipos de Ca, Ce, Mg, Zr, La y REM supera 0,0100% en masa, hay un riesgo de que la ductilidad de la chapa de acero se vea afectada por el contrario. Por lo tanto, el contenido total de los respectivos elementos es, preferiblemente, de 0,0100% en masa o menos. El efecto de la presente invención se exhibe sin establecer, en particular, el límite inferior del contenido de un tipo o dos o más tipos de Ca, Ce, Mg, Zr, La y REM, pero el contenido total de los respectivos elementos es, preferiblemente, de 0,0001% en masa o más para obtener, de manera
suficiente, el efecto de mejorar la formabilidad de la chapa de acero. En vista de la formabilidad de la chapa de acero, el contenido total de un tipo o dos o más tipos de Ca, Ce, Mg, Zr, La y REM es, más preferiblemente, de 0,0005% en masa o más, y aún más preferiblemente de 0,0010% en masa o más.
Es preciso notar que REM representa metales de tierras raras y se refiere a un elemento que pertenece a la serie de lantanoides. En la presente realización, REM o Ce se añaden, con frecuencia, en el mischmetal y pueden contener elementos de la serie de lantanoides diferentes de La y Ce en una forma compleja. El efecto de la presente invención se exhibe incluso cuando elementos de la serie de lantanoides diferentes de La y Ce se contienen en el planchón como impurezas inevitables. Además, el efecto de la presente invención se exhibe incluso cuando los metales La y Ce se añaden al planchón.
El equilibrio diferente de los respectivos elementos de más arriba de la chapa de acero base solo necesita establecerse en Fe e impurezas inevitables. De manera incidental, se permite que una cantidad muy pequeña de cada uno de Cr, Ni, Cu, Mo, W, B, Ti, Nb y V se descritos más arriba siendo menores que el valor de límite inferior descrito más arriba se contenga como una impureza. Además, con respecto a Ca, Ce, Mg, Zr, La y REM también, se permite que una mínima cantidad de ellos siendo menor que el valor de límite inferior descrito más arriba del contenido total de ellos se contenga como una impureza.
A continuación, se explicará la estructura la chapa de acero de alta resistencia que se usará como el material básico de la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización.
La estructura de la chapa de acero de alta resistencia que se usará como el material básico de la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización se establece de modo que su microestructura, en un rango de 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de la chapa de acero desde la superficie de la chapa de acero siendo el centro, 40 a 90% en fracción en volumen de una fase de ferrita se contiene y la austenita retenida se controla en 5% o menos en fracción en volumen. Luego, se establece la fase de ferrita de modo que una relación de la ferrita no cristalizada con respecto a toda la fase de ferrita se controla en 50% o menos en fracción en volumen.
Aquí, la razón por la cual la estructura en el rango de 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de la chapa de acero desde la superficie de la chapa de acero siendo el centro se controla es debido a que la estructura en el presente rango puede considerarse como una que representa la estructura de toda la chapa de acero excepto por la capa descarburada en la porción de capa de superficie de la chapa de acero. Es decir, ello se debe a que mientras la estructura descrita más arriba se forme en el presente rango, toda la chapa de acero, excepto por la capa descarburada en la porción de capa de superficie de la chapa de acero, puede determinarse como la estructura descrita más arriba.
Según se describe más arriba, la estructura que contiene una gran cantidad de ferrita se establece y, al mismo tiempo, la relación de ferrita no recristalizada contenida en la fase de ferrita se controla en 50% o menos en fracción en volumen, y además la austenita retenida se controla para que sea pequeña en cantidad y, de esta manera, es posible lograr la chapa de acero de alta resistencia cuya resistencia a la fractura retardada se mejora mientras se asegura la buena ductilidad. Luego, a continuación se explicarán los motivos para limitar dichas condiciones de estructura.
[Ferrita: 40 a 90%]
La ferrita es una estructura eficaz para mejorar la ductilidad de la chapa de acero y 40 a 90% en fracción en volumen necesita contenerse en la estructura de chapa de acero. Cuando la fracción en volumen de ferrita es menor que 40%, hay un riesgo de que suficiente ductilidad de la chapa de acero no pueda obtenerse. La fracción en volumen de ferrita contenida en la estructura de chapa de acero es, más preferiblemente, de 45% o más, y aún más preferiblemente de 50% o más en vista de la ductilidad de la chapa de acero. Por otro lado, la ferrita es una estructura suave, de modo que cuando su fracción en volumen supera 90%, existe un riesgo de que suficiente resistencia de la chapa de acero no pueda obtenerse. Con el fin de aumentar, de manera suficiente, la resistencia de la chapa de acero, la fracción en volumen de ferrita contenida en la estructura de chapa de acero se establece, preferiblemente, en 85% o menos, y más preferiblemente se establece en 75% o menos.
[Austenita retenida: 5% o menos]
La austenita retenida se transforma en martensita bastante dura durante el trabajo para aumentar, de manera drástica, la capacidad de endurecimiento por deformación, de modo que es una estructura eficaz para mejorar la resistencia y ductilidad de la chapa de acero y puede contenerse en la chapa de acero. Sin embargo, la martensita bastante dura transformada a partir de austenita retenida promueve, de manera significativa, la fractura retardada de la chapa de acero provocada por la entrada de hidrógeno, para, por consiguiente, deteriorar la resistencia a la fractura retardada. Por este motivo, el límite superior de la fracción en volumen de austenita retenida se establece en 5,0% o menos. Además, en vista de ello, la fracción en volumen de austenita retenida se establece, preferiblemente, en 3,0% o menos, y puede ser de 0%.
Aquí, la fracción en volumen de austenita retenida puede medirse de la siguiente manera.
Es decir, el análisis de rayos X se lleva a cabo sobre una superficie de observación que es una superficie en la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base y es paralela a la superficie de chapa de la chapa de acero base. Luego, a partir de un resultado de aquel, se calcula una fracción de área de austenita retenida sobre la superficie de observación. En la presente realización, dicha fracción de área se considera la fracción en volumen de austenita retenida en 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base que es el centro. De manera incidental, la superficie de observación puede establecerse en una posición arbitraria de 1/8 de grosor a 3/8 de grosor siempre que sea paralela a la superficie de chapa de la chapa de acero base.
[Ferrita no recristalizada: 50% o menos a toda la fase de ferrita]
La ferrita incluye tres tipos: ferrita recristalizada en la cual la recristalización se ha provocado en una etapa de recocido; ferrita no recristalizada en la cual la no se ha provocado ninguna recristalización y orientaciones de cristal después de la laminación en frío que permanecen; y ferrita transformada que se ha transformado una vez de manera inversa en austenita en una etapa de recocido para luego transformarse en fase en ferrita.
Entre ellos, la ferrita no recristalizada no es preferible porque las orientaciones de cristal se desvían por la laminación en frío para aumentar la anisotropía de la chapa de acero. En vista de ello, la relación de la ferrita no recristalizada con respecto a toda la ferrita se establece en menos de 50% en fracción en volumen. Además, dentro de la ferrita no recristalizada, existen muchas dislocaciones y/o subestructuras de dislocación, de modo que la existencia de una gran cantidad de ferrita no recristalizada provoca una reducción en la ductilidad de la chapa de acero. En vista de ello, la fracción en volumen de ferrita no recristalizada en la chapa de acero necesita reducirse, la fracción en volumen de ferrita no recristalizada con respecto a toda la ferrita se establece, preferiblemente, en menos de 30% y, más preferiblemente, se establece en menos de 15%. La fracción en volumen inferior de ferrita no recristalizada es más preferible y puede también ser de 0%.
Aquí, la fracción en volumen de ferrita no recristalizada puede medirse de la siguiente manera.
Es decir, la ferrita no recristalizada tiene una característica de que una orientación de cristal cambia en un solo grano de cristal dado que muchas dislocaciones y/o subestructuras de dislocación existen dentro de la ferrita no recristalizada. Además, la bainita, ferrita bainítica, martensita y martensita templada constituidas por cristal BCC de hierro diferente de ferrita también tienen, cada una, muchas dislocaciones y/o subestructuras de dislocación allí dentro, de manera similar a la ferrita no recristalizada, para, por consiguiente, tener una característica de que una orientación de cristal cambia en un solo grano de cristal de manera similar. Por otro lado, en cada grano de cristal de ferrita recristalizada y ferrita transformada, no existe una desorientación de 1,0° o más.
Mediante dicha característica, la ferrita no recristalizada y las otras ferritas pueden distinguirse llevando a cabo un análisis de orientación de cristal de alta resolución mediante el uso de un método EBSD (Difracción de Electrones Retrodifundidos) en un campo visual donde la observación FE-SEM se ha llevado a cabo para medir fracciones estructurales. En concreto, una superficie que se encuentra en la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base y es paralela a la superficie de chapa de la chapa de acero base tiene un acabado brillante y se somete al análisis de orientación de cristal de alta resolución mediante el uso de un método EBSD en una etapa de medición de 0,5 ym. A continuación, se obtiene una desorientación de cristal entre un segundo punto de medición de proximidad y cada punto de medición, los puntos teniendo, cada uno, una desorientación de cristal de 5,0° o más se ignoran como un punto que se determinará como uno que pertenece a un grano de cristal diferente, y se obtiene un valor promedio de desorientaciones de cristal de un grupo de los segundos puntos de medición de proximidad restantes que tienen, cada uno, una desorientación de cristal de 5,0° o menos y que se determina que se encuentran en el mismo grano de cristal. Entonces, es posible que se determine que los puntos que tienen, cada uno, el valor promedio de menos de 1,0° son ferrita recristalizada o ferrita transformada para obtener una fracción de área de ellos. Luego, mediante comparación de la fracción de área de toda la ferrita obtenida por la observación FE-SEM y las fracciones de área de ferrita recristalizada y ferrita transformada, la fracción de área de la ferrita no recristalizada y la relación de la ferrita no recristalizada con respecto a toda la ferrita puede obtenerse. En la presente realización, la fracción de área de ferrita no recristalizada obtenida de la presente manera se considera la fracción en volumen de ferrita no recristalizada.
[Otras estructuras de acero]
Como las estructuras de acero diferentes de la fase de ferrita descrita más arriba (incluida la ferrita no recristalizada) y fase de austenita retenida, bainita, ferrita bainítica y martensita (martensita templada o martensita fresca) se contienen normalmente, y además la perlita y cementita gruesa a veces se contienen. Las relaciones de dichas estructuras no se encuentran limitadas en particular para controlarse preferiblemente dependiendo del uso previsto. Por ejemplo, un límite de alargamiento alto (= estrés de alargamiento/resistencia a la tracción) se requiere en la chapa de acero, la relación (fracción en volumen) de bainita, ferrita bainítica, martensita, martensita templada, perlita, etc., se establece, preferiblemente, en 40% o más en total. Por otro lado, cuando se requiere una mejora adicional de la ductilidad de la chapa de acero, la relación (fracción en volumen) de bainita, ferrita bainítica, martensita, martensita templada, perlita, etc., se establece, preferiblemente, en 40% o menos en total.
De manera incidental, según se describe previamente, la relación de cada una de las estructuras de acero diferentes de la fase de ferrita (incluida la ferrita no recristalizada) y la fase de austenita retenida no se encuentra limitada en particular, pero cada rango preferible y su razón son según se describe a continuación.
[Martensita fresca: 40% o menos]
La martenista fresca es una estructura para mejorar ampliamente la resistencia a la tracción. Cuando la relación de martensita fresca supera el 40% en fracción en volumen, la ductilidad de la chapa de acero se deteriora ampliamente. Por lo tanto, la martensita fresca puede también contenerse en la chapa de acero base con 40% en fracción en volumen establecido como el límite superior. Con el fin de aumentar, de manera suficiente, la resistencia a la tracción de la chapa de acero, la fracción en volumen de martensita fresca se establece preferiblemente en 4% o más. Por otro lado, la martensita fresca se convierte en un punto inicial de fractura para deteriorar la tenacidad a baja temperatura, de modo que la fracción en volumen de martensita fresca se establece, preferiblemente, en 20% o menos, se establece más preferiblemente en 15% o menos, y se establece aún más preferiblemente en 12% o menos.
[Martensita templada: 50% o menos]
La martensita templada es una estructura para mejorar ampliamente la resistencia a la tracción de la chapa de acero y no se convierte fácilmente en un punto inicial de fractura de la chapa de acero, de modo que 50% o menos en fracción en volumen puede también contenerse en la estructura de chapa de acero. Cuando la fracción en volumen de martensita templada supera 50%, la ductilidad de la chapa de acero se deteriora ampliamente, lo cual no es preferible.
(Ferrita bainítica y/o bainita: 60% o menos)
La ferrita bainítica y/o bainita son excelentes estructuras que contribuyen a un equilibrio entre resistencia y ductilidad de la chapa de acero y pueden también contenerse en la estructura de chapa de acero en una fracción en volumen de 60% o menos. Además, la ferrita bainítica y bainita son microestructuras que tienen, cada una, una resistencia intermedia entre la ferrita suave y la martensita dura y que tienen una resistencia intermedia entre la martensita templada y la austenita retenida. Por consiguiente, cuando se utilizan con el objetivo de sofisticación de la chapa de acero, dichas estructuras se contienen, ambas, en la chapa de acero, para reducir, de esta manera, una diferencia dura local dentro de la chapa de acero y para proveer un efecto de supresión de ocurrencia de fractura, lo cual es preferible en vista de la tenacidad a baja temperatura. Con el fin de obtener, de manera suficiente, dicho efecto, la fracción en volumen de ferrita bainítica y/o bainita es, preferiblemente, de 10% o más y más preferiblemente de 15% o más. Por otro lado, cuando la fracción en volumen de ferrita bainítica y/o bainita supera el 60%, la ductilidad de la chapa de acero se deteriora, lo cual no es preferible. Con el fin de asegurar la ductilidad de la chapa de acero, la fracción en volumen de ferrita bainítica y/o bainita se establece, preferiblemente, en 50% o menos, y más preferiblemente se establece en 45% o menos.
Además, en la estructura de chapa de acero de la chapa de acero de alta resistencia establecida como el material básico en la presente realización, las estructuras como, por ejemplo, perlita y/o cementita gruesa diferentes de las de arriba pueden también contenerse. Sin embargo, cuando la perlita y/o cementita gruesa aumentan en la estructura de chapa de acero de la chapa de acero de alta resistencia, la plegabilidad de la chapa de acero se deteriora. A partir de ello, la fracción en volumen de perlita y/o cementita gruesa contenida en la estructura de chapa de acero es, preferiblemente, de 6% o menos, y más preferiblemente de 4% o menos en total.
Las fracciones en volumen de las respectivas estructuras contenidas en la estructura de chapa de acero de la chapa de acero de alta resistencia que se usará como el material básico en la presente realización pueden medirse por los siguientes métodos, por ejemplo.
El análisis de rayos X se lleva a cabo sobre una superficie de observación que se encuentra a 1/4 de grosor de la chapa de acero base y es paralela a la superficie de chapa de la chapa de acero base, y a partir de un resultado de aquel, una fracción de área de austenita retenida se calcula, y dicha fracción de área puede considerarse la fracción en volumen de austenita retenida.
Aquí, la fracción en volumen de las respectivas estructuras, a saber, ferrita, ferrita bainítica, bainita, martensita templada y martensita fresca, puede obtenerse de la siguiente manera.
Primero, una sección transversal paralela a la dirección de laminación de la chapa de acero base y perpendicular a la superficie de chapa se establece como una superficie de observación y una muestra se toma de aquella. Luego, la superficie de observación se pule y se graba en nital. Luego, el rango de 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base que es el centro se observa por un microscopio electrónico de barrido de emisión de campo (FE-SEM, por sus siglas en inglés: Microscopio Electrónico de Barrido de Emisión de Campo) para medir fracciones de área de las respectivas estructuras, y dichas fracciones de área pueden considerarse como las fracciones en volumen de las respectivas estructuras.
Además, teniendo en cuenta la chapa de acero que se usará como el material básico en la presente realización, (a) a (c) de más abajo se establecen con el fin de reducir la anisotropía de la resistencia a la fractura retardada.
(a) ajuste de una relación de diámetro de grano que es un valor de, de granos de cristal de la fase de ferrita en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero, un diámetro de grano en la dirección de laminación dividido por un diámetro de grano en la dirección de ancho de chapa (dirección perpendicular a la dirección de laminación) (= un diámetro de grano en la dirección de laminación un diámetro de grano en la dirección de ancho de chapa) para que se encuentre en el rango de 0,75-a-1,33.
(a) ajuste de una relación de longitud que es un valor de, de una estructura dura (fase dura) dispersa en una forma de isla en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero, una longitud en la dirección de laminación dividida por una longitud en la dirección de ancho de chapa (= una longitud en la dirección de laminación una longitud en la dirección de ancho de chapa) para que se encuentre en el rango de 0,75-a-1,33.
(c) ajuste de una relación de aspecto promedio de inclusiones en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero a 5,0 o menos. De aquí en adelante, se explicarán los motivos limitantes y los métodos de medición de estos.
[Relación de, de granos de cristal de la fase de ferrita, un diámetro de grano en la dirección de laminación y un diámetro de grano en la dirección de ancho de chapa]
Cuando los granos de cristal de ferrita se extienden en una dirección específica en una superficie paralela a la superficie de chapa (superficie laminada), la anisotropía en plano de la resistencia a la fractura retardada se mejora. De granos de cristal de la fase de ferrita, un diámetro de grano promedio en la dirección de laminación se establece en d(RD) y un diámetro de grano promedio en la dirección de ancho de chapa se establece en d(TD). Cuando d(RD)/d(TD) cae por debajo de 0,75, la resistencia a la fractura retardada en la dirección de laminación de la chapa de acero se reduce con respecto a la dirección de ancho de chapa. Por lo tanto, la relación de, de granos de cristal de la fase de ferrita, un diámetro de grano en la dirección de laminación y un diámetro de grano en la dirección de ancho de chapa, a saber, d(RD)/d(TD), se establece en 0,75 o más. De manera incidental, d(RD)/d(TD) es preferiblemente de 0,80 o más, y más preferiblemente de 0,85 o más. De manera similar, cuando d(RD)/d(TD) supera 1,33, la resistencia a la fractura retardada en la dirección de laminación de la chapa de acero se reduce con respecto a la dirección de ancho de chapa. Por lo tanto, 1,33 se establece para el límite superior de d(RD)/d(TD). De manera incidental, d(RD)/d(TD) es preferiblemente de 1,25 o menos, y más preferiblemente de 1,18 o menos.
De manera incidental, la medición de los diámetros de grano en las respectivas direcciones de granos de cristal de la fase de ferrita puede llevarse a cabo de la siguiente manera.
Es decir, una superficie que se encuentra en 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base y es paralela a la superficie de chapa de la chapa de acero base se corroe por nital y la superficie se observa por un FE-SEM. Los diámetros de grano en la dirección de laminación y la dirección de ancho de chapa de cada uno de 100 a 1.000 granos de cristal de la fase de ferrita que se eligen de manera aleatoria en la observación se miden.
[Relación de, de una estructura dura en forma de isla, una longitud en la dirección de laminación y una longitud en la dirección de ancho de chapa]
La estructura dura es que múltiples granos de cristal se suman para existir en una forma de isla en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero. Cuando dicha superficie dura en forma de isla se extiende en una dirección específica en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero, la anisotropía en plano de la resistencia a la fractura retardada en la chapa de acero se mejora. De estructuras duras en forma de isla en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero, una longitud promedio en la dirección de laminación se establece en L(RD) y una longitud promedio en la dirección de ancho de chapa se establece en L(TD). Cuando L(RD)/L(TD) cae por debajo de 0,75, la resistencia a la fractura retardada en la dirección de laminación de la chapa de acero se reduce con respecto a la dirección de ancho de chapa, de modo que el valor de, de la estructura dura, la longitud en la dirección de laminación dividida por la longitud en la dirección de ancho de chapa, a saber, el valor de L(RD)/L(TD), se establece en 0,75 o más.
De manera incidental, L(RD)/L(TD) es preferiblemente de 0,80 o más, y más preferiblemente de 0,85 o más. De manera similar, cuando L(RD)/L(TD) supera 1,33, la resistencia a la fractura retardada en la dirección de ancho de chapa de la chapa de acero se reduce con respecto a la dirección de laminación, de modo que 1,33 se establece en el límite superior. L(RD)/L(TD) es preferiblemente de 1,25 o menos, y más preferiblemente de 1,18 o menos.
De manera incidental, la estructura dura en forma de isla aquí significa una estructura en forma de isla compuesta de una suma de fases duras como, por ejemplo, bainita, ferrita bainítica, martensita y martensita templada principalmente, en otras palabras, una estructura en la cual múltiples granos de cristal compuestos de fases más
duras que la ferrita se suman para formar una forma de isla que se dispersará en una fase primaria formada por una fase de ferrita.
La medición de la relación de longitud de la estructura dura en forma de isla puede llevarse a cabo de la siguiente manera.
Es decir, primero, una superficie que se encuentra en 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base y es paralela a la superficie de chapa de la chapa de acero base tiene un acabado brillante que se someterá al análisis de orientación del cristal de alta resolución mediante el uso de un método EBSD en una etapa de medición de 0,5 ym. Luego, se obtiene una desorientación del cristal entre un segundo punto de medición de proximidad y cada punto de medición, solo se extraen los puntos que tienen, cada uno, una desorientación del cristal de 5,0° o menos y que se determina que se encuentran en el mismo grano de cristal, y se obtiene un valor promedio de las desorientaciones del cristal de un grupo de los puntos. Luego, los puntos que tienen, cada uno, el valor promedio de 1,0° o más se mapean. Los puntos que tienen, cada uno, la desorientación del cristal promedio de 1,0° o más son, a veces, ferrita no recristalizada así como la estructura dura. Por consiguiente, después del análisis de orientación del cristal, el mismo campo visual que el usado para el análisis de orientación del cristal se corroe por nital y se observa por un FE-SEM para obtener un estado disperso de ferrita. Luego, mediante comparación del estado disperso de ferrita y el resultado del análisis de orientación de cristal, solo pueden extraerse las estructuras duras. En 30 a 300 estructuras duras en forma de isla elegidas, de manera aleatoria, de las estructuras duras en forma de isla obtenidas según se describe más arriba, las longitudes en la dirección de laminación y la dirección de ancho de chapa de la chapa de acero base se miden y sus relaciones se obtienen.
[Relación de aspecto de inclusiones]
Un sulfuro Mn grueso extendido y/o una inclusión de compuesto grueso contiene sulfuro Mn deteriora/deterioran de forma significativa la resistencia a la fractura retardada de la chapa de acero. Cuando la relación de aspecto promedio de inclusiones supera 5,0, la resistencia a la fractura retardada de la chapa de acero no puede obtenerse de manera suficiente, de modo que es necesario establecer la relación de aspecto promedio de inclusiones contenidas en la chapa de acero base en 5,0 o menos. Con el fin de asegurar la resistencia a la fractura retardada de la chapa de acero, la relación de aspecto promedio de inclusiones es, preferiblemente, de 4,0 o menos, y más preferiblemente de 3,0 o menos. Cuanto más pequeña es la relación de aspecto de las inclusiones, más preferible es, y 1,0 se establece para el límite inferior de la relación de aspecto de las inclusiones. De manera incidental, la relación de aspecto de las inclusiones aquí significa, cuando una forma bidimensional de una inclusión se aproxima a un elipse, un valor de, del elipse, un eje mayor dividido por un eje menor (= un eje mayor un eje menor).
Además, siempre que las inclusiones gruesas descritas más arriba se encuentren, cada una, en una forma selectivamente extendida en una dirección específica, la anisotropía de la resistencia a la fractura retardada en la chapa de acero se convierte en fuerte de manera significativa. De inclusiones en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero, una longitud promedio en la dirección de laminación se establece en R(RD) y una longitud promedio en la dirección de ancho de chapa se establece en D(TD). Cuando D(RD)/D(TD) cae por debajo de 0,50, la resistencia a la fractura retardada en la dirección de laminación de la chapa de acero se deteriora con respecto a la dirección de ancho de chapa. Por otro lado, cuando D(RD)/D(TD) supera 2,00, la resistencia a la fractura retardada en la dirección de ancho de chapa de la chapa de acero se deteriora con respecto a la dirección de laminación. Con el fin de reducir la anisotropía de la resistencia a la fractura retardada en la chapa de acero, D(RD)/D(TD) se encuentra, preferiblemente, en el rango de 0,5-a-2,0. El límite inferior de D(RD)/D(TD) es preferiblemente de 0,60 o más, y más preferiblemente de 0,70 o más. El límite superior de D(RD)/D(TD) es preferiblemente de 1,67 o menos, y más preferiblemente de 1,43 o menos.
La relación de aspecto promedio de inclusiones puede obtenerse de la siguiente manera.
Es decir, una sección transversal paralela a la dirección de laminación de la chapa de acero base y perpendicular a la superficie de chapa tiene un acabado brillante como una superficie de observación. De allí en adelante, mediante el uso de un FE-SEM, 10 a 100 inclusiones que tienen, cada una, un diámetro de grano de 2 ym o más se observan en un rango de 1/8 de grosor a 7/8 de grosor, y una relación de aspecto de cada una de ellas se obtiene. Entonces, un valor promedio de ellas se establece en una relación de aspecto promedio. Además, también en una sección transversal perpendicular a la dirección de laminación de la chapa de acero base y perpendicular a la superficie de chapa, se lleva a cabo una observación similar y una relación de aspecto promedio se obtiene. La relación de aspecto promedio más grande de las dos se establece en la relación de aspecto promedio de inclusiones en la chapa de acero.
Además, la longitud en la dirección de laminación de inclusiones D(RD) puede obtenerse de la siguiente manera. Es decir, una sección transversal paralela a la dirección de laminación de la chapa de acero base y perpendicular a la superficie de chapa tiene un acabado brillante como una superficie de observación. De allí en adelante, mediante el uso de un FE-SEM, 10 a 100 inclusiones que tienen, cada una, un diámetro de grano de 2 ym o más se observan en un rango de 1/8 de grosor a 7/8 de grosor. Luego, la longitud a lo largo de la dirección de laminación de cada una
de las inclusiones observadas se mide y un valor promedio de las longitudes se establece en la longitud en la dirección de laminación de inclusiones D(RD).
De manera similar, en una sección transversal perpendicular a la dirección de laminación de la chapa de acero y perpendicular a la superficie de chapa, la longitud de inclusiones en la dirección de ancho de chapa de inclusiones D(TD) se obtiene.
De manera incidental, cuando se observan inclusiones, el análisis de composición de inclusiones se lleva a cabo mediante el uso de un espectrómetro de rayos X mediante dispersión de energía provisto con el FE-SEM para confirmar que todas o algunas de las inclusiones son sulfuros Mn, y se lleva a cabo la observación.
[Grado de desviación de orientaciones del cristal]
Además, cuando el grado de desviación de orientaciones del cristal en la estructura de acero es alto en la chapa de acero base, la anisotropía de la resistencia a la fractura retardada en la chapa de acero se mejora. Es decir, cuando orientaciones del cristal de ferrita y estructuras duras (bainita, ferrita bainítica, martensita y martensita templada) se desvían en una o dos o más direcciones específicas, la anisotropía de la resistencia a la fractura retardada en la chapa de acero se mejora. Por consiguiente, en la presente realización, el grado de desviación de dichas estructuras se determina por una relación de intensidad aleatoria de rayos X de hierro BCC en la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base (una fase de una estructura que tiene una estructura de red cúbica centrada en el cuerpo de la estructura de acero). En concreto, la relación de intensidad aleatoria de rayos X se controla, preferiblemente, en 4,0 o menos. Una razón para ello es la siguiente.
Las estructuras descritas más arriba están todas compuestas de cristales BCC de hierro (cristales de una red cúbica centrada en el cuerpo). Por consiguiente, una textura de cristales BCC de hierro se mide por un método de difracción de rayos X y, de esta manera, es posible evaluar el grado de desviación de las estructuras. La relación de intensidad aleatoria de rayos X de hierro BCC solo necesita obtenerse de una función de distribución de orientación (Función de Distribución de Orientación; que se llamará ODF, por sus siglas en inglés, de aquí en adelante), que se calcula por un método de expansión en serie según múltiples figuras de polos de figuras de polos de {110}, {100}, {211} y {310} medidas por la difracción de rayos X y muestra una textura tridimensional. De manera incidental, la relación de intensidad aleatoria de rayos X es un valor numérico obtenido mediante la medición de intensidades de rayos X de una muestra estándar que no tiene acumulación en una orientación específica y una muestra de prueba en las mismas condiciones por un método de difracción de rayos X, o similares, mediante la división de la intensidad de rayos X obtenida de la muestra de prueba por la intensidad de rayos X de la muestra estándar.
La fabricación de las muestras para la difracción de rayos X se lleva a cabo de la siguiente manera. La chapa de acero se pule hasta una posición predeterminada en la dirección de grosor de chapa mediante pulido mecánico, pulido químico, o similares, para eliminar la deformación por el pulido electrolítico, pulido químico, o similares, según sea necesario y, al mismo tiempo, la muestra se ajusta de tal manera que una superficie en la posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base se convierte en una superficie de medición. Es preciso notar que es difícil posicionar la superficie de medición en 1/4 de grosor de manera precisa. Por consiguiente, la muestra solo necesita fabricarse de manera tal que una región dentro de un rango de 3% del grosor de chapa con la posición objetivo (posición de 1/4 de grosor del grosor de chapa de la chapa de acero base desde la superficie de la chapa de acero base) que es el centro se convierte en una superficie de medición. Además, cuando la medición por difracción de rayos X es difícil, una cantidad estadísticamente suficiente de mediciones pueden también llevarse a cabo por un método EBSD.
Con el fin de reducir, de manera suficiente, la anisotropía de la resistencia a la fractura retardada, las intensidades pico en las respectivas secciones transversales en ^2 = 0°, 45° , 60° en espacio de Euler se obtienen en la función de distribución de orientación (ODF) descrita más arriba y mediante el valor máximo de las intensidades pico, el grado de desviación de las estructuras se evalúa. Con el fin de reducir, de manera suficiente, la anisotropía de la resistencia a la fractura retardada en la chapa de acero, la intensidad pico se establece, de manera deseable, en 4,0 o menos. Para la reducción de la anisotropía de la resistencia a la fractura retardada en la chapa de acero, la intensidad pico inferior es más preferible, y se establece, más preferiblemente, en 3,5 o menos, y aún más preferiblemente se establece en 3,0 o menos. La límite inferior de la intensidad pico no se obtiene en particular, pero es bastante difícil establecer la intensidad pico en menos de 1,5 de manera industrial, de modo que se establece preferiblemente en 1,5 o más.
[Capa descarburada]
En la presente realización, con el fin de evitar la ocurrencia de que la fractura retardada provocada por hidrógeno entre desde la superficie de la chapa de acero, una microestructura de la porción de capa de superficie (capa de superficie) de la chapa de acero base se controla. De manera concreta, con el fin de evitar que la fractura retardada se inicie desde la porción de capa de superficie de la chapa de acero base, la porción de capa de superficie de la chapa de acero base se convierte en una capa descarburada cuyas estructuras duras se reducen y, en la capa descarburada, los óxidos que funcionan como sitios de atrapamiento para el hidrógeno se dispersan de manera
altamente densa. En la presente realización, la difusión de hidrógeno en el interior desde la porción de capa de superficie de la chapa de acero base se evita de esta manera, para mejorar, por consiguiente, la resistencia a la fractura retardada de la chapa de acero. Es decir, (a) a (c) de más abajo se establecen.
(a) convertir la capa de superficie de la chapa de acero base en una capa descarburada que tiene un grosor de 0,01 a 10,0 um.
(b) establecer un diámetro de grano promedio de óxidos en la capa descarburada en 500 nm o menos.
(c) hacer que una densidad promedio de óxidos en la capa descarburada caiga dentro de un rango de 1,0 * 1012 óxidos/m2 a 1,0 * 1016 óxidos/m2.
Dichos motivos limitantes son los siguientes.
La chapa de acero base tiene la capa descarburada que tiene un grosor suficiente (capa cuyas estructuras duras se reducen) en la porción de capa de superficie para, de esta manera, hacer posible la supresión del inicio de la fractura retardada desde la porción de capa de superficie. Cuando el grosor de la capa descarburada es menor que 0,01 um, la fractura retardada en la porción de capa de superficie de la chapa de acero base no se suprime, de modo que el grosor de la capa descarburada se establece en 0,01 um o más. Con el fin de mejorar de manera suficiente la resistencia a la fractura retardada de la chapa de acero, el grosor de la capa descarburada se establece, preferiblemente, en 0,10 um o más, y más preferiblemente en 0,30 um o más. Por otro lado, una capa descarburada excesivamente gruesa reduce la resistencia a la tracción y la resistencia a la fatiga de la chapa de acero. En vista de ello, el grosor de la capa descarburada se establece en 10,0 um o menos. En vista de la resistencia a la fatiga, el grosor de la capa descarburada es, preferiblemente, de 9,0 um o menos, y más preferiblemente de 8,0 um o menos.
De manera incidental, la capa descarburada es una región que continúa desde una superficie más alta de un hierro base dentro de la chapa de acero, e indica una región donde la fracción en volumen de estructura dura es igual a o menor que la mitad de la fracción en volumen de la estructura dura en la posición de 1/4 de grosor del grosor de la chapa de acero base (la porción de hierro base). Además, la estructura dura descrita en la presente memoria indica una estructura compuesta de fases más duras que la ferrita, a saber, una estructura compuesta de fases como, por ejemplo, principalmente bainita, ferrita bainítica, martensita, martensita templada y austenita retenida.
Además, el grosor de la capa descarburada se determina de la siguiente manera. Es decir, una superficie de medición obtenida por el acabado brillante de una sección transversal paralela a la dirección de laminación de la chapa de acero y perpendicular a la superficie de chapa se observa mediante el uso de un FE-SEM, el grosor de la capa descarburada se mide en tres lugares o más en la única chapa de acero, y un valor promedio de los grosores se establece en el grosor de la capa descarburada.
[Óxidos en la capa descarburada]
La densidad y los diámetros de grano de óxidos (óxidos que contienen Si y/o Mn principalmente) que existen, de manera dispersa, en la capa descarburada de la chapa de acero también afectan ampliamente la resistencia a la fractura retardada de la chapa de acero. Es decir, los óxidos dispersos en granos de cristal y/o en límites de grano de cristal en la capa descarburada de chapa de acero funcionan como sitios de atrapamiento para hidrógeno externo para suprimir la entrada de hidrógeno en el interior de la chapa de acero para, por consiguiente, contribuir a la mejora de la resistencia a la fractura retardada de la chapa de acero. Dado que la densidad de óxidos es más alta, la entrada de hidrógeno se suprime, de modo que la densidad de óxidos se establece en 1,0 * 1012 óxidos/m2 o más. Con el fin de suprimir, de manera más suficiente, la entrada de hidrógeno hacia el interior de la chapa de acero, la densidad de óxidos se establece, preferiblemente, en 3,0 * 1012 óxidos/m2 o más, y se establece, más preferiblemente, en 5,0 * 1012 óxidos/m2 o más. Por otro lado, cuando la densidad de óxidos supera 1,0 * 1016 óxidos/m2, una distancia entre óxidos se convierte en pequeña de manera excesiva, la porción de capa de superficie de la chapa de acero se rompe por un trabajo suave, y una capa de metalización en un lado exterior de aquella también se rompe. Por lo tanto, la densidad de los óxidos se establece en 1,0 * 1016 óxidos/m2 o menos. Con el fin de que la porción de capa de superficie de la chapa de acero exhiba suficiente formabilidad, la densidad de óxidos se establece, preferiblemente, en 5,0 * 1015 óxidos/m2 o menos, y se establece, más preferiblemente, en 1,0 * 1015 óxidos/m2 o menos.
Además, dado que los óxidos que se dispersarán en la porción de capa de superficie (capa descarburada) de la chapa de acero base son más finos, son eficaces como sitios de atrapamiento para el hidrógeno. Por lo tanto, el diámetro de grano promedio de óxidos se establece en 500 nm o menos. Con el fin de suprimir, de manera más eficaz, la difusión de hidrógeno, el diámetro de grano promedio de óxidos se establece, preferiblemente, en 300 nm o menos, y más preferiblemente se establece en 100 nm o menos. Aunque el límite inferior del diámetro de grano promedio de óxidos no se establece particularmente, para establecer el diámetro de grano promedio en menos de 30 nm, es necesario controlar, de manera estricta, atmósferas de tratamiento y temperaturas en procesos de fabricación de la chapa de acero base, lo cual se convierte en difícil en la aplicación práctica. Por consiguiente, el diámetro de grano promedio de óxidos se establece, preferiblemente, en 30 nm o más.
De manera incidental, los óxidos en la porción de capa de superficie (capa descarburada) de la chapa de acero base se observan sobre una superficie de medición obtenida por el acabado brillante de una sección transversal paralela a la dirección de laminación de la chapa de acero y perpendicular a la superficie de chapa mediante el uso de un FE-SEM. La densidad de óxidos se obtiene por observación de 7 um2 de la capa descarburada para contar el número de óxido, o mediante el uso de una área de observación requerida para contar hasta 1.000 óxidos. Aquí, el área de observación significa una área bidimensional de la porción para observar óxidos. Además, el diámetro de grano promedio de óxidos se obtiene mediante el promedio de diámetros equivalentes a un círculo de 100 a 1.000 óxidos elegidos de manera aleatoria. Aquí, el diámetro equivalente a un círculo significa la raíz cuadrada del producto de un diámetro de eje mayor y un diámetro de eje menor de una forma bidimensional de la porción para observar óxidos.
[Coeficiente de deformación (valor n) de la chapa de acero base]
Como evaluación de trabajabilidad de la chapa de acero base, es eficaz usar un coeficiente de deformación (valor n), y el valor n de la chapa de acero base en la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización es, de manera deseable, de 0,060 o más. Cuando el valor n de la chapa de acero base es menor que 0,060, la trabajabilidad de la chapa de acero se deteriora para provocar un riesgo de que la fractura ocurra en la chapa de acero durante el trabajo de formación dura.
[Índice de la anisotropía de la resistencia a la fractura retardada]
La resistencia a la fractura retardada es atribuible al hecho de que el hidrógeno para ingresar externamente principalmente se dispersa hacia el interior de la chapa de acero para provocar la fragilidad del hidrógeno. Por lo tanto, como un índice de la anisotropía de la resistencia a la fractura retardada, en particular un índice de la anisotropía en plano, es posible usar una relación H(RD)/H(TD) que es un valor de un contenido de hidrógeno difusible límite H(RD) en la dirección de laminación en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero base dividido por un contenido de hidrógeno difusible límite H(TD) en la dirección de ancho de chapa en la superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero base de manera similar. En la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización, el valor de la relación descrita más arriba H(RD)/H(TD) de la chapa de acero base se encuentra, de manera deseable, en el rango de 0,5-a-2,0 y, de manera más deseable, en el rango de 0,5-a-1,5. Cuando el valor de la relación descrita más arriba H(RD)/H(TD) es menor que 0,5, o supera 2,0, la anisotropía en plano de la resistencia de fractura retardada en la chapa de acero es grande y con el fin de garantizar la seguridad cuando la chapa de acero se usa como un miembro al cual se aplica una carga grande, la restricción en términos de diseño o trabajo aumenta.
De manera incidental, el contenido de hidrógeno difusible límite aquí significa un contenido de hidrógeno en la chapa de acero cuando el hidrógeno se fuerza para entrar (cargarse en) en el interior desde la superficie de la chapa de acero y una carga (estrés) se aplica a la chapa de acero y ocurre la fractura (por el contrario, un contenido de hidrógeno límite que no provoca la fractura por la fragilidad del hidrógeno). Luego, el contenido de hidrógeno difusible límite en la dirección de laminación en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero base significa un contenido de hidrógeno difusible límite cuando una carga se aplica a la chapa de acero en la dirección de laminación. El contenido de hidrógeno difusible límite en la dirección de ancho de chapa en una superficie paralela a la superficie de chapa (superficie laminada) de la chapa de acero base significa un contenido de hidrógeno difusible límite cuando una carga se aplica a la chapa de acero en la dirección de ancho de chapa.
Como un método de medición del contenido de hidrógeno difusible límite para evaluar la anisotropía de la resistencia a la fractura retardada, el siguiente método puede aplicarse con referencia a la Bibliografía de No Patente 1. También en chapas de acero en ejemplos que se describirán más adelante, los contenidos de hidrógeno difusible límite en la dirección de laminación y la dirección de ancho de chapa de una chapa de acero base se han medido por el método.
Es decir, desde la chapa de acero, piezas de prueba largas en la dirección de laminación y largas en la dirección de ancho de chapa se cortan primero, y las piezas de prueba se trabajan, cada una, de forma preliminar, en forma de U. Luego, un estrés de 0,6 veces la resistencia a la tracción se aplica a una porción trabajada en forma de U de cada una de las piezas de prueba, y luego las piezas de prueba se cargan con hidrógeno por electrólisis de cátodos en una densidad actual de 0,05 mA/cm2 en una solución de tiocianato de amonio de 0,3%, y un contenido de hidrógeno en cada una de las piezas de prueba inmediatamente después de la fractura se mide por un análisis de temperatura programada por cromatografía de gases. Los respectivos contenidos de hidrógeno de la pieza de prueba de dirección de laminación y la pieza de prueba de dirección de ancho de chapa que se miden de esta manera se establecen en el contenido de hidrógeno difusible límite en la dirección de laminación y el contenido de hidrógeno difusible límite en la dirección de ancho de chapa, respectivamente.
Además, como evaluación de la propia resistencia a la fractura retardada de la chapa de acero, piezas de prueba en forma de U en las dos direcciones que se preparan de la misma manera que la descrita más arriba se sumergen en ácido clorhídrico, y en el caso en el que una o más de las piezas de prueba se fracturan dentro de las 24 horas se determina que la resistencia a la fractura retardada es pobre.
[Capa de galvanización por inmersión en caliente]
La chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización es que la capa de galvanización por inmersión en caliente se forma sobre la capa descarburada en la chapa de acero base previamente descrita. Una cantidad de adhesión de la capa de galvanización por inmersión en caliente no se encuentra particularmente limitada, pero es, de manera deseable, de 20 g/m2 o más en vista de la resistencia a la corrosión de la chapa de acero y, de manera deseable, de 150 g/m2 o menos en vista de la eficacia económica. Además, dicha capa de galvanización por inmersión en caliente puede también ser una capa aleada principalmente compuesta de una aleación Zn-Fe (capa de galvanización por inmersión en caliente aleada). La capa aleada principalmente compuesta de una aleación Zn-Fe (capa de galvanización por inmersión en caliente aleada) se forma en una manera en la que una capa de metalización Zn se forma sobre la superficie de la chapa de acero base mediante galvanización por inmersión en caliente para luego recalentarse hasta una temperatura igual a o mayor que el punto de fusión de Zn y se somete a un tratamiento de aleación para dispersar Fe en la chapa de acero base hacia la capa de metalización. En el presente caso, el contenido promedio de Fe en la capa de galvanización por inmersión en caliente aleada se encuentra, preferiblemente, en el rango de 8,0-a-12,0-% en masa. Además, incluso cuando la capa de galvanización por inmersión en caliente contiene un tipo o dos o más tipos de Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs y REM en pequeñas cantidades además de Zn y Fe, el efecto de la presente invención no se ve afectado. Además, según su cantidad, ello tiene una ventaja como, por ejemplo, mejoras en la resistencia a la corrosión y trabajabilidad.
A continuación, se explicará un ejemplo de un método de fabricación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización.
[Colada de un planchón]
Primero, un planchón que tiene componentes químicos (composición) controlados con respecto a la chapa de acero base descrita previamente se funde según un método ordinario como, por ejemplo, colada continua o un fundidor de planchón delgado, y el planchón se lamina en caliente. De manera similar, el método de fabricación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente de la presente realización también es compatible con un proceso como, por ejemplo, la colada continua-laminación directa (CC-DR, por sus siglas en inglés), en el cual la laminación en caliente se lleva a cabo inmediatamente después de la colada.
[Calentamiento del planchón]
El planchón obtenido se calienta hasta una temperatura de 1080°C o más alta, preferiblemente de 1180°C o más alta para la laminación en caliente. Con el fin de suprimir la anisotropía de orientaciones del cristal atribuible a la colada, es necesario establecer una temperatura de calentamiento de planchón en 1080°C o más alta, preferiblemente en 1180°C o más alta. Además, en vista de lo descrito más arriba, la temperatura de calentamiento del planchón se establece, de manera más preferible, en 1200°C o más alta. El límite superior de la temperatura de calentamiento de planchón no se establece particularmente, pero con el fin de calentarlo a una temperatura más alta que 1300°C, una gran cantidad de energía necesita aplicarse, de modo que la temperatura de calentamiento del planchón se establece, de manera preferible, en 1300°C o más baja.
[Laminación en caliente]
Después del calentamiento del planchón, se lleva a cabo la laminación en caliente. Cuando la laminación se lleva a cabo en el trabajo en caliente, la dureza de las inclusiones se reduce a temperatura alta. Por lo tanto, cuando la reducción excesiva se lleva a cabo a temperatura alta, las inclusiones se extienden en una dirección, lo cual resulta en que la resistencia a la fractura retardada en la chapa de acero se deteriora y su anisotropía también aumenta. Con el fin de evitar ello, la laminación en caliente se lleva a cabo en un rango que satisface la Expresión 1 de más abajo. De manera incidental, en la Expresión 1, N de la laminación en caliente representa el número total de pases de laminación. Además, el contenido de X representa una expresión para el iésimo pase en la laminación en caliente, i representa un número de pase (i = 1 a N), TPi representa una temperatura de laminación en el iésimo pase (°C), y n representa una relación de reducción en el iésimo pase (-). Como el pase es más temprano en términos de tiempo, el valor del número de pase i se convierte en un valor más pequeño.
[Expresión numérica 1]
La Expresión 1 es una expresión para evaluar el grado de extensión de inclusiones por la laminación. La Expresión 1 expresa que como el valor de Expresión 1 es más pequeño, inclusiones se extienden de manera isotrópica para que no sean dañinas. El término exponencial en la Expresión 1 es un término relacionado con la distribución de deformación entre una parte de hierro de la chapa de acero e inclusiones. El término expresa que dado que el valor de dicho término exponencial es más grande, la deformación entra en las inclusiones fácilmente y las inclusiones se extienden fácilmente en una dirección. En la Expresión 1, el término de {1/(1543 - TPi) - 1,00 * 10-3} es un término relacionado con la suavidad de las inclusiones. El término expresa que dado que el valor de dicho término es más grande, las inclusiones son suaves y se extienden fácilmente en una dirección.
Por consiguiente, en la presente realización, una cantidad de reducción y una temperatura de laminación en cada pase se controlan de manera tal que el valor de la Expresión 1 se convierte en 1,00 o menos. Ello hace posible evitar la extensión excesiva de inclusiones, de modo que es posible obtener una propiedad suficientemente buena como la resistencia a la fractura retardada en la chapa de acero y para evitar que la anisotropía de la resistencia a la fractura retardada aumente. Con el fin de suprimir, de manera segura, la extensión de las inclusiones, el valor de la Expresión 1 se establece, preferiblemente, en 0,90 o menos, y más preferiblemente se establece en 0,80 o menos. Por otro lado, cuando el valor de la Expresión 1 cae por debajo de 0,10, la laminación excesiva se lleva a cabo en una región de baja temperatura, lo cual resulta en que la anisotropía fuerte se genera en una textura de austenita en la chapa de acero. Cuando la anisotropía fuerte se genera en la austenita, la anisotropía fuerte se provee no solo a una bobina laminada en caliente obtenida después de la refrigeración sino también a varias estructuras transformadas en la chapa de acero obtenida después de la laminación en frío y recocido, de modo que la anisotropía de la resistencia a la fractura retardada en la chapa de acero se genera. En vista de ello, el valor de la Expresión 1 necesita establecerse en 0,10 o más. Con el fin de reducir más la anisotropía de la resistencia a la fractura retardada en la chapa de acero, el valor de la Expresión 1 se establece, preferiblemente, en 0,20 o más, y más preferiblemente se establece en 0,30 o más.
Una temperatura de acabado de laminación en caliente se establece en el rango de 850-a-980°C, preferiblemente en el rango de 850-a-950°C. Cuando la temperatura de acabado de laminación en caliente es menor que 850°C, la anisotropía fuerte se genera en la austenita para fortalecer una textura de una chapa de producto y la anisotropía de la resistencia a la fractura retardada en la chapa de acero se mejora. Por otro lado, cuando la temperatura de acabado de laminación en caliente supera 980°C, es difícil limitar el valor de la Expresión 1 a 1,00 o menos, lo cual resulta en que las inclusiones se extienden en una dirección y la anisotropía de la resistencia a la fractura retardada en la chapa de acero se mejora.
[Hasta la refrigeración primaria después de la laminación en caliente]
Después de haber finalizado la laminación en caliente, una chapa de acero laminada en caliente se enfría rápidamente para enrollarse en una bobina. El tiempo hasta el inicio de dicha refrigeración rápida (refrigeración primaria) y las condiciones de la refrigeración rápida (refrigeración primaria) afectan la anisotropía de la chapa de acero, de modo que necesitan controlarse de manera apropiada. Es decir, el tiempo transcurrido desde la finalización de la laminación en caliente hasta el inicio de la refrigeración se establece en 1,0 segundo o más largo, la refrigeración (refrigeración primaria) se lleva a cabo a una velocidad de refrigeración de no menos de 5°C/segundo y no más de 50°C/segundo, y la refrigeración primaria se detiene a una temperatura en el rango de 500-a-650°C. Dichos motivos limitantes son los siguientes.
Es decir, inmediatamente después de la laminación en caliente, la textura de austenita en la chapa de acero tiene anisotropía fuerte por el trabajo. Con el fin de reducir dicha anisotropía, es necesario promover la recristalización de la austenita entre la finalización de la laminación en caliente y el inicio de la refrigeración primaria. En vista de ello, se establece que el tiempo desde la finalización de la laminación en caliente hasta el inicio de la refrigeración debe ser de 1,0 segundo o más largo. Con el fin de promover más la recristalización de la austenita, se establece, preferiblemente, en 1,5 segundos o más largo, y más preferiblemente se establece en 2,0 segundos o más largo. El límite superior del tiempo no se establece en particular, pero con el fin de iniciar la refrigeración después de que transcurra un largo tiempo mayor que 20 segundos, un espacio lo suficientemente suficiente para retener la chapa de acero allí después de la laminación en caliente se requiere y un aumento significativo en el tamaño de una instalación se requiere, lo cual no es preferible en términos de coste. Por lo tanto, el tiempo se establece preferiblemente en 20 segundos o más corto. En vista del coste, se establece además preferiblemente en 15 segundos o más corto.
[Refrigeración primaria]
Después de la finalización de la laminación en caliente, la chapa de acero laminada en caliente se enfría rápidamente (refrigeración primaria) hasta una temperatura apropiada según se describe previamente con el fin de enrollar la chapa de acero laminada en caliente en una bobina. De manera concreta, la chapa de acero laminada en caliente se enfría (refrigeración primaria) a una velocidad de refrigeración de 50°C/segundo o menos (preferiblemente de 5°C/segundo o más) y la refrigeración primaria se detiene a una temperatura en el rango de 500-a-650°C.
Cuando la velocidad de refrigeración de dicha refrigeración primaria es excesivamente grande, las anisotropías de varias estructuras transformadas en una bobina enrollada en caliente se convierten en fuertes, de modo que una velocidad de refrigeración promedio en la refrigeración primaria después de la finalización de la laminación se establece en 50°C/segundo o menos. Aquí, la velocidad de refrigeración promedio es un valor del valor absoluto de una diferencia entre una temperatura al momento de inicio de una sección objetivo, (que es una etapa de refrigeración primaria) y una temperatura al momento de finalización de la sección dividido por el tiempo requerido para la sección. Dado que la velocidad de refrigeración promedio de la refrigeración primaria es más pequeña, las anisotropías en la bobina laminada en caliente se convierten en más débiles, de modo que la velocidad de refrigeración promedio se establece, preferiblemente, en 42°C/segundo o menos, y se establece, más preferiblemente, en 35°C/segundo o menos. El límite inferior de la velocidad de refrigeración promedio en la refrigeración primaria no se encuentra limitado en particular, pero con el fin de enfriar, de manera suficiente, la chapa de acero laminada en caliente hasta una temperatura de enrollamiento a una velocidad de refrigeración de menos de 5°C/segundo, se requiere una instalación enorme, lo cual no es preferible en términos de coste. Por lo tanto, la velocidad de refrigeración promedio de la refrigeración primaria se establece, preferiblemente, en 5°C/segundo o más, y más preferiblemente se establece en 10°C/segundo o más.
Una temperatura de detención de refrigeración en la refrigeración primaria afecta la transformación de la estructura durante una etapa de enrollamiento de la chapa de acero laminada en caliente en una bobina. Es decir, en una etapa de enrollamiento de la chapa de acero laminada en caliente como una bobina (correspondiente a la refrigeración secundaria), la perlita y/o cementita gruesa que tienen un diámetro largo de más de 1 ym se generan en la chapa de acero laminada en caliente y, de esta manera, es posible aleatorizar texturas y formas de las varias estructuras transformadas para reducir las anisotropías en una etapa de recocido después de la laminación en frío. Con el fin de generar perlita y/o cementita gruesa, la temperatura de detención de refrigeración de la refrigeración primaria después de la laminación en caliente se establece en 500°C o más alta. Con el fin de reducir, de manera suficiente, la anisotropía de la chapa de acero, la temperatura de detención de refrigeración de la refrigeración primaria es, preferiblemente, de 530°C o más alta y, más preferiblemente, de 550°C o más alta. Por otro lado, cuando la temperatura de detención de refrigeración de la refrigeración primaria aumenta demasiado, una capa de escala de la porción de capa de superficie de la chapa de acero se espesa de manera excesiva y la calidad de la superficie se ve afectada, de modo que es necesario establecer la temperatura de detención de refrigeración de la refrigeración primaria en 650°C o más baja. En vista de ello, la temperatura de detención de refrigeración de la refrigeración primaria se establece, preferiblemente, en 630°C o más baja.
[Enrollamiento/Refrigeración secundaria]
Según se describe previamente, en la etapa de enrollamiento de la chapa de acero laminada en caliente refrigerada de manera primaria como una bobina continuamente, la chapa de acero laminada en caliente se enfría lentamente de manera tal que el tiempo transcurrido desde la detención de la refrigeración primaria hasta 400°C se convierte en 1 hora o más largo (etapa de refrigeración secundaria). Es decir, con el fin de generar, de manera suficiente, la perlita y/o cementita gruesa para reducir la anisotropía de la resistencia a la fractura retardada en la chapa de acero, la chapa de acero laminada en caliente necesita retenerse durante un tiempo suficiente en una región de temperatura donde la cementita se genera después de que la refrigeración rápida se detiene en la etapa de refrigeración primaria. Por lo tanto, la chapa de acero laminada en caliente refrigerada de manera primaria se enfría lentamente (refrigeración secundaria) de manera tal que el período transcurrido desde la detención de la refrigeración rápida en la etapa de refrigeración primaria hasta 400°C se convierte en 1,0 hora o más largo. El período transcurrido se establece, preferiblemente, en 2,0 horas o más largo, y más preferiblemente se establece en 3,0 horas o más largo. El límite superior del período transcurrido no se establece de manera particular, pero una instalación especial se requiere con el fin de retener la chapa de acero laminada en caliente durante más de 24,0 horas, que no es preferible en términos de coste, de modo que el período transcurrido se establece, preferiblemente, en 24,0 horas o más corto. De manera incidental, la refrigeración secundaria descrita más arriba normalmente se superpone con la etapa de enrollamiento, pero, por supuesto, el período transcurrido descrito más arriba puede también incluir hasta un período donde se permita a la bobina enrollada mantenerse recta. Además, naturalmente, la refrigeración lenta en la etapa de refrigeración secundaria incluye el caso donde la chapa de acero laminada en caliente enfriada de manera primaria hasta una temperatura específica se retiene en un período parcial del período transcurrido descrito más arriba.
[Laminación en frío]
En la chapa de acero enrollada como una bobina laminada en caliente según se describe previamente, la laminación en frío se lleva a cabo de allí en adelante.
La laminación en frío se lleva a cabo de tal manera que la relación de reducción total se convierte en no menos de 30% ni más de 75%. La laminación en frío se lleva a cabo, preferiblemente, en múltiples pases, y cualquier número de pases de la laminación y cualquier distribución de relación de reducción a cada pase son aplicables. Cuando la relación de reducción total de la laminación en frío cae por debajo de 30%, no se acumula suficiente deformación en la chapa de acero, en la etapa de recocido de allí en adelante, la recristalización no avanza de manera suficiente, y las estructuras en un estado trabajado permanecen. Como resultado, las anisotropías de texturas y granos de cristal de ferrita de la chapa de acero se convierten en fuertes y la anisotropía de la resistencia a la fractura retardada en la
chapa de acero ocurre. Con el fin de acumular, de manera suficiente, deformación en la chapa de acero, la relación de reducción total de la laminación en frío se establece, preferiblemente, en 33% o más, y más preferiblemente se establece en 36% o más. Por otro lado, cuando la relación de reducción total de la laminación en frío supera 75%, una textura recristalizada de ferrita se desarrolla y la anisotropía de la resistencia a la fractura retardada en la chapa de acero ocurre. Por lo tanto, la relación de reducción total de la laminación en frío se establece, preferiblemente, en 75% o menos. En vista de ello, la relación de reducción total de la laminación en frío se establece, preferiblemente, en 65% o menos, y más preferiblemente se establece en 60% o menos.
[Recocido]
A continuación, en una chapa de acero laminada en frío (chapa de acero base) obtenida según se describe más arriba, se lleva a cabo un proceso de recocido. En un proceso de refrigeración después de alcanzar la temperatura de calentamiento máxima durante dicha etapa de recocido, un tratamiento de galvanización por inmersión en caliente sobre la superficie de la chapa de acero (además, un tratamiento de aleación de una capa de metalización según las circunstancias) se incorpora de manera deseable. Es decir, como una instalación para llevar a cabo la etapa de recocido, una línea continua de recocido y metalización que tiene una zona de precalentamiento, una zona de reducción y una zona de metalización se usa preferiblemente. Por consiguiente, de aquí en adelante, el caso donde un tratamiento continuo en el que las etapas relacionadas con la metalización se incorporan al proceso de refrigeración después de que el recocido se lleva a cabo mediante el uso de dicha línea continua de recocido y metalización se explicará como un ejemplo.
La etapa de recocido se establece de modo que la temperatura aumenta de manera tal que una velocidad de aumento de temperatura promedio en el rango de 600-a-750°C se convierte en 20°C/seg o menos, la chapa de acero base se calienta hasta una temperatura de 750°C o más alta y se enfría (se enfría por primera vez) de manera tal que la velocidad de refrigeración promedio en el rango de 750-a-650°C se convierte en 1,0 a 15,0°C/segundo. Aquí, la velocidad de aumento de temperatura promedio es un valor del valor absoluto de una diferencia entre una temperatura al momento de inicio de una sección objetivo, (que es la sección de la zona de precalentamiento, aquí) y una temperatura al momento de finalización de la sección objetivo dividido por el tiempo requerido para la sección. De manera incidental, la velocidad de refrigeración promedio es como se describe previamente.
Aquí, en la línea continua de recocido y metalización, un proceso de aumento de temperatura que incluye el aumento de temperatura a una velocidad de aumento de temperatura promedio de 20°C/seg o menos en el rango de 600-a-750°C descrito más arriba se lleva a cabo primero en la zona de precalentamiento. En la siguiente zona de reducción, la temperatura de la chapa de acero base se lleva a la temperatura de calentamiento máxima (750°C o más alta) del recocido. De allí en adelante, durante el proceso de refrigeración para la zona de metalización, como primera refrigeración, la refrigeración a una velocidad de refrigeración promedio de 1,0 a 15,0°C/segundo en el rango de 750-a-650°C descrito más arriba se lleva a cabo.
Dichas condiciones de recocido se explicarán más abajo.
La velocidad de aumento de temperatura de la chapa de acero base en la etapa de recocido afecta el comportamiento de recristalización en la chapa de acero base. En particular, la velocidad de aumento de temperatura a 600 a 750°C es importante, y una velocidad de aumento de temperatura promedio durante dicho período se establece en 20°C/segundo o menos y, de esta manera, es posible promover, de manera suficiente, la recristalización. Por consiguiente, es posible hacer que las texturas, granos de cristal de ferrita y estructuras duras en forma de isla sean isotrópicos y reducir la ferrita no recristalizada para provocar el deterioro de la ductilidad de la chapa de acero base. Además, para reducir la ferrita no recristalizada para mejorar la ductilidad de la chapa de acero base, la velocidad de aumento de temperatura promedio a 600 a 750°C se establece, preferiblemente, en 15°C/segundo o menos, y se establece, más preferiblemente, en 12°C/segundo o menos. El límite inferior de la velocidad de aumento de temperatura promedio no se encuentra limitado en particular, pero cuando la velocidad de aumento de temperatura promedio se establece en 0,5°C/segundo o menos, la productividad de la chapa de acero base se reduce de manera significativa, de modo que la velocidad de aumento de temperatura promedio se establece, preferiblemente, en 0,5°C/segundo o más.
Además, el proceso de aumento de temperatura en la etapa de recocido se lleva a cabo en la zona de precalentamiento en la línea continua de recocido y metalización. Al menos parte de la zona de precalentamiento se establece en una zona de tratamiento de oxidación. Luego, en la zona de tratamiento de oxidación, un tratamiento de oxidación para formar una película de recubrimiento de Fe-óxido que tiene un grosor apropiado en la porción de capa de superficie de la chapa de acero base se lleva a cabo de manera deseable. Es decir, como un pretratamiento en la etapa donde la capa descarburada se forma en la porción de capa de superficie de la chapa de acero mediante el calentamiento en la siguiente zona de reducción, la película de recubrimiento de Fe-óxido que tiene un grosor apropiado se forma, de manera deseable, en la porción de capa de superficie de la chapa de acero base en la zona de tratamiento de oxidación que es al menos parte de la zona de precalentamiento. En el presente caso, la temperatura de la chapa de acero cuando atraviesa la zona de tratamiento de oxidación se establece en 400 a 800°C, y bajo la condición de que una relación de aire (un valor del volumen de aire contenido en un gas mixto por volumen de unidad, que es un gas mixto de aire usado para un quemador de precalentamiento y gas de combustión, dividido por el volumen de aire en teoría requerido para la combustión completa del gas de combustión contenido en
el gas mixto por volumen de unidad (= [volumen de aire contenido en un gas mixto por volumen de unidad] [volumen de aire en teoría requerido para la combustión completa del gas de combustión contenido en el gas mixto por volumen de unidad]) se establezca en 0,7 a 1,2, se lleva a cabo el precalentamiento. De esta manera, la película de recubrimiento de Fe-óxido que tiene un grosor de 0,01 a 20 ym se forma, de manera deseable, en la porción de capa de superficie de la chapa de acero base.
Aquí, cuando la relación de aire descrita más arriba en la zona de tratamiento de oxidación supera 1,2, existe un riesgo de que la película de recubrimiento de óxido crezca de manera excesiva y la capa descarburada crezca de forma excesiva en la siguiente zona de reducción. Además, existe un riesgo de que en la zona de reducción, la película de recubrimiento de óxido no pueda reducirse completamente para permanecer en la porción de capa de superficie de la chapa de acero y la capacidad de cubrirse con otro material se reduzca. Por otro lado, cuando la relación de aire descrita más arriba es menor que 0,7, una película de recubrimiento de óxido no se forma de manera suficiente en la porción de capa de superficie de la chapa de acero base. Aquí, la película de recubrimiento de óxido que se formará en la porción de capa de superficie de la chapa de acero base en la zona de tratamiento de oxidación de la zona de precalentamiento funciona como una fuente de suministro de oxígeno de óxidos que contienen Si y/o Mn en la capa descarburada que se formará en la siguiente zona de reducción. Por consiguiente, salvo que la película de recubrimiento de óxido se forme de manera suficiente en la porción de capa de superficie de la chapa de acero base, hay un riesgo de que la capa descarburada ya descrita en la cual los óxidos se dispersan de manera altamente densa no pueda obtenerse.
Además, cuando la temperatura de la chapa de acero cuando atraviesa la zona de tratamiento de oxidación de la zona de precalentamiento es más baja que 400°C, no puede formarse una película de recubrimiento de óxido suficiente en la porción de capa de superficie de la chapa de acero base. Por otro lado, cuando la temperatura de la chapa de acero base cuando atraviesa la zona de tratamiento de oxidación de la zona de precalentamiento es una temperatura alta de más de 800°C, la película de recubrimiento de óxido crece de manera excesiva en la porción de capa de superficie de la chapa de acero base, de modo que es difícil hacer que el grosor de la capa descarburada caiga dentro de un rango predeterminado.
La temperatura de calentamiento máxima de la chapa de acero base en la etapa de recocido se establece en 750°C o más alta, y un motivo para ello es según se describe a continuación.
Es decir, cuando la temperatura de calentamiento máxima de la chapa de acero base en la etapa de recocido es baja, la cementita gruesa se deja sin fundir y la ductilidad de la chapa de acero base se deteriora de manera significativa. Con el fin de disolver en sólido de manera suficiente la cementita para asegurar la ductilidad de la chapa de acero base, la temperatura de calentamiento máxima de la chapa de acero base se establece en 750°C o más alta, y se establece, preferiblemente, en 760°C o más alta. El límite superior de la temperatura de calentamiento máxima de la chapa de acero base no se establece en particular, pero cuando la chapa de acero base se calienta a una temperatura más alta que 1000°C, la calidad de la superficie de la chapa de acero se ve afectada de manera significativa y la humectabilidad de la metalización se deteriora. Por lo tanto, la temperatura de calentamiento máxima de la chapa de acero base se establece, preferiblemente, en 1000°C o más baja, y más preferiblemente se establece en 950°C o más baja.
Además, en la zona de reducción en la línea continua de recocido y metalización, la temperatura de la chapa de acero base en la etapa de recocido se lleva, de manera deseable, a la temperatura de calentamiento máxima. En la zona de reducción, es posible reducir la película de recubrimiento de Fe-óxido formada en la zona de tratamiento de oxidación de la zona de precalentamiento para formar la capa descarburada y para convertir la capa descarburada (capa de superficie) en una estructura en la cual los óxidos que contienen Si y/o Mn se dispersan de manera moderada. Una atmósfera de la zona de reducción se establece, de manera deseable, en una atmósfera en la cual un valor de una relación de presión parcial P(H2O)/P(H2) que es un valor de una presión parcial de vapor de agua P(H2O) dividida por una presión parcial de hidrógeno P(H2) se encuentra en el rango de 0,0001-a-2,00. Cuando la relación de presión parcial descrita más arriba P(H2O)/P(H2) es menor que 0,0001, los óxidos que contienen Si y/o Mn se forman solamente en la capa de superficie más alta de la chapa de acero base para, de esta manera, hacer difícil la dispersión moderada de los óxidos que contienen Si y/o Mn hacia el interior de la capa descarburada. Por otro lado, cuando la relación de presión parcial descrita más arriba P(H2O)/P(H2) supera 2,00, la descarburación avanza de manera excesiva para provocar un riesgo de que el grosor de la capa descarburada no pueda controlarse para estar en un rango predeterminado. De manera incidental, la relación de presión parcial descrita más arriba P(H2O)/P(H2) se establece, preferiblemente, para que se encuentre en el rango de 0,001-a-1,50 y se establece, más preferiblemente, para que se encuentre en el rango de 0,002-a-1,20.
El proceso de refrigeración a partir de la temperatura máxima de calentamiento de la chapa de acero base en la etapa de recocido es importante para generar suficiente ferrita en la chapa de acero base. Por consiguiente, la chapa de acero base necesita enfriarse de manera tal que la velocidad de refrigeración promedio de la refrigeración en el rango de 750-a-650°C en el presente proceso de refrigeración (una primera etapa de refrigeración) se convierta en 1,0 a 15,0°C/segundo. Es decir, el rango de 750°C a 650°C es una región de temperatura donde la ferrita se genera en la chapa de acero base. Por consiguiente, la velocidad de refrigeración promedio de la primera refrigeración en la región de temperatura se establece en no menos de 1,0°C/segundo y no más de 15°C/segundo y, de esta manera, es posible generar una cantidad suficiente de ferrita en la chapa de acero base. Cuando la
velocidad de refrigeración promedio de la primera refrigeración supera 15°C/segundo, una cantidad suficiente de ferrita no puede, a veces, obtenerse y la ductilidad de la chapa de acero base se deteriora. Por otro lado, cuando la velocidad de refrigeración promedio de la primera refrigeración cae por debajo de 1,0°C/segundo, en la chapa de acero base, la ferrita se genera de manera excesiva, la perlita se genera, y similares, lo cual resulta en que una cantidad suficiente de estructura dura no puede obtenerse. Como resultado, la resistencia de la chapa de acero base se deteriora.
Además, una velocidad de refrigeración promedio en la refrigeración (una segunda etapa de refrigeración) hasta que la temperatura de la chapa de acero base se convierta en la temperatura para detener la refrigeración para entrar en un baño de metalización de 650°C en el proceso de refrigeración de la etapa de recocido se establece, preferiblemente, en 3,0°C/segundo o más. Ello es para obtener estructuras duras en las cuales las orientaciones del cristal son más aleatorias mediante una reducción adicional de la temperatura de transformación en la estructura dura. En vista de ello, la velocidad de refrigeración promedio de la segunda refrigeración se establece, más preferiblemente, en 5,0°C/segundo o más. El límite superior de la velocidad de refrigeración promedio de la segunda refrigeración no se establece en particular, pero con el fin de establecer la velocidad de refrigeración promedio en 200°C/segundo o más, se requiere una instalación de refrigeración especial, de modo que la velocidad de refrigeración promedio se establece, preferiblemente, en 200°C/segundo o menos.
En la presente realización, mediante la laminación de acabado irregular, la laminación de acabo siendo la laminación después del calentamiento en la etapa de laminación en caliente, proporcionando deformación y un historial de temperatura a la chapa de acero en la etapa de refrigeración y etapa de enrollamiento, y proporcionando deformación y un historial de temperatura a la chapa de acero en la siguiente etapa de laminación en frío y etapa de recocido, las texturas se vuelven isotópicas. Como resultado, las velocidades de crecimiento de recristalización y cristal también se vuelven isotrópicas y una relación de, de la ferrita y estructura dura, el diámetro de grano en la dirección de laminación y el diámetro de grano en la dirección de ancho de chapa (d(RD)/d(TD)) se convierte en 0,75 a 1,33.
[Galvanización por inmersión en caliente]
Posteriormente, la chapa de acero base se sumerge en el baño de galvanización por inmersión en caliente en la zona de metalización que se someterá a galvanización por inmersión en caliente. El baño de metalización se compone, principalmente, de zinc. Además, una cantidad eficaz de AI siendo un valor obtenido mediante resta de la cantidad total de Fe de la cantidad total de AI en el baño de metalización se establece preferiblemente para que se encuentre en el rango de 0,01-a-0,18-% en masa. En particular, cuando el tratamiento de aleación se lleva a cabo después de la metalización, la cantidad eficaz de Al en el baño de metalización se establece preferiblemente para que se encuentre en el rango de 0,07-a-0,12-% en masa con el fin de controlar el avance de la aleación de la capa de metalización.
Además, cuando la capa de metalización no se alea, no se provoca problema alguno aunque la cantidad eficaz de Al en el baño de metalización se encuentra en el rango de 0,18-a-0,30-% en masa.
Además, incluso cuando un tipo o dos o más tipos de Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs y REM se mezclan en el baño de galvanización, el efecto de la presente invención no se ve afectado. Según su cantidad, ello tiene una ventaja como, por ejemplo, mejoras en la resistencia a la corrosión y trabajabilidad.
La temperatura de un baño de metalización se establece preferiblemente en 450°C a 470°C. Cuando la temperatura del baño de metalización es más baja que 450°C, la viscosidad del baño de metalización se convierte en excesivamente alta y el control del grosor de la capa de metalización se vuelve difícil, y la apariencia externa de la chapa de acero se ve afectada. Por otro lado, cuando la temperatura del baño de metalización supera 470°C, muchos gases ocurren y la fabricación segura se vuelve difícil, de modo que la temperatura del baño de metalización es preferiblemente de 470°C o más baja. Además, cuando la temperatura de la chapa de acero cuando la chapa de acero entra en el baño de metalización cae por debajo de 430°C, ocurre la necesidad de proporcionar una gran cantidad de calor al baño de metalización con el fin de estabilizar la temperatura del baño de metalización en 450°C o más alta, lo cual no es preferible para el uso práctico. Por otro lado, cuando la temperatura de la chapa de acero cuando la chapa de acero entra en el baño de metalización supera 490°C, una instalación donde una gran cantidad de calor se elimina del baño de metalización necesita introducirse con el fin de estabilizar la temperatura del baño de metalización en 470°C o más baja, lo cual no es preferible en términos de coste. Por consiguiente, con el fin de estabilizar la temperatura del baño de metalización, la temperatura a la cual la chapa de acero entra en el baño de metalización se establece, preferiblemente, en 430°C a 490°C.
[Proceso de transformación de bainita]
Además, antes o después de la inmersión en el baño de metalización, un proceso en el cual la chapa de acero se retiene durante 20 a 1.000 segundos a una temperatura en el rango de 300-a-470°C (proceso de transformación de bainita) también puede llevarse a cabo con el objetivo de promover la transformación de la bainita para mejorar la resistencia, ductilidad y similares de la chapa de acero. Además, cuando el tratamiento de aleación se lleva a cabo
después de la metalización, el proceso de transformación de bainita también puede llevarse a cabo antes o después del tratamiento de aleación.
Sin embargo, el proceso de transformación de bainita afecta la relación final de la austenita retenida en la chapa de acero base. Por otro lado, en la presente realización, la cantidad de austenita retenida en la chapa de acero base se controla para que sea pequeña. Por consiguiente, el tiempo para llevar a cabo el proceso de transformación de la bainita se selecciona, de manera deseable, de forma adecuada, según el efecto del proceso de la bainita sobre la cantidad de austenita retenida.
Es decir, cuando el proceso de transformación de la bainita se lleva a cabo a una temperatura de 430°C o más baja (300°C o más alta), hay, a veces, un caso en el que con el avance de la transformación de la bainita, una gran cantidad de carbono se concentra en austenita no transformada y cuando se enfría hasta temperatura ambiente de allí en adelante, la fracción en volumen de austenita retenida que permanece en la chapa de acero base aumenta. Por otro lado, la cantidad de carbono en solución sólida en austenita se reduce mediante el recalentamiento de la chapa de acero base hasta una temperatura más alta que la temperatura que provoca la transformación de la bainita. Luego, siempre que el proceso de transformación de la bainita se lleve a cabo en la etapa antes de que la chapa de acero base se sumerja en el baño de metalización, la chapa de acero se recalienta hasta la temperatura del baño de metalización al momento de inmersión en el baño de metalización de allí en adelante y, por consiguiente, la cantidad de carbono en solución sólida en la austenita no transformada puede reducirse, y cuando se enfría hasta temperatura ambiente de allí en adelante, la cantidad de austenita retenida que permanece en la chapa de acero base puede reducirse. Desde dicho punto de vista, el proceso de transformación de bainita se lleva a cabo, preferiblemente, antes de que la chapa de acero base se sumerja en el baño de metalización. En el presente caso, siempre que la temperatura del proceso de transformación de bainita se encuentre en el rango de 300-a-470°C, la temperatura no se encuentra limitada a una región de temperatura de más de 430°C.
Por otro lado, cuando el proceso de transformación de la bainita se lleva a cabo después de la inmersión en el baño de metalización, el proceso de transformación de la bainita se lleva a cabo, de manera adecuada, en una región de temperatura de más de 430°C a 470°C o más baja con el fin de evitar que la austenita retenida aumente de forma excesiva.
De manera incidental, la temperatura del proceso de transformación de bainita (300 a 470°C) es, con frecuencia, más baja que la temperatura a la cual la chapa de acero base entra en el baño de metalización (normalmente, 430 a 490°C). Luego, cuando el proceso de transformación de la bainita se lleva a cabo en la etapa antes de que la chapa de acero base se sumerja en el baño de metalización, posteriormente al proceso de transformación de la bainita, la chapa de acero base se recaliente, de manera deseable, para luego introducirse en el baño de metalización.
[Tratamiento de aleación de la capa de metalización]
Después de la inmersión en el baño de metalización, también puede llevarse a cabo el tratamiento de aleación de la capa de metalización. Cuando la temperatura del tratamiento de aleación es más baja que 470°C, la aleación de la capa de metalización no avanza de manera suficiente. Por lo tanto, la temperatura del tratamiento de aleación se establece, preferiblemente, en 470°C o más alta. Además, cuando la temperatura del tratamiento de aleación supera 620°C, la cementita gruesa se genera y la resistencia de la chapa de acero se reduce de manera significativa. Por lo tanto, la temperatura del tratamiento de aleación se establece, preferiblemente, en 620°C o menos. Desde dicho punto de vista, la temperatura del tratamiento de aleación se establece, más preferiblemente, en 480 a 600°C, y aún más preferiblemente se establece en 490 a 580°C.
El tiempo de tratamiento de aleación se establece preferiblemente en dos segundos o más largo, y más preferiblemente en cinco segundos o más largo con el fin de hacer que la aleación de la capa de metalización avance de manera suficiente. Por otro lado, cuando el tiempo de tratamiento de aleación supera 200 segundos, la capa de metalización se alea de forma excesiva para provocar la preocupación de que su propiedad se deteriora, de modo que el tiempo de tratamiento de aleación se establece preferiblemente en 200 segundos o más corto, y se establece más preferiblemente en 100 segundos o más corto.
De manera incidental, el tratamiento de aleación se lleva a cabo preferiblemente de manera inmediata después de que la chapa de acero base se sumerge en el baño de metalización, pero también es posible que después de la inmersión de la chapa de acero base, la temperatura de la chapa de acero base se reduzca una vez hasta 150°C o más baja, y luego la chapa de acero base se recaliente hasta la temperatura del tratamiento de aleación.
[Refrigeración después de la metalización (tercera etapa de refrigeración)]
En un proceso de refrigeración después de la galvanización por inmersión en caliente (después del tratamiento de aleación cuando el tratamiento de aleación se lleva a cabo inmediatamente después de la galvanización por inmersión en caliente), cuando la velocidad de refrigeración promedio de la chapa de acero en una etapa de refrigeración cuando se enfría hasta una región de temperatura de 150°C o más baja (una tercera etapa de refrigeración) cae por debajo de 0,5°C/segundo, se genera la cementita gruesa para provocar una preocupación de que la resistencia y/o ductilidad de la chapa de acero se deteriora/deterioran. Por lo tanto, la velocidad de
refrigeración promedio de la chapa de acero en la tercera etapa de refrigeración se establece, preferiblemente, en 0,5°C/segundo o más, y más preferiblemente se establece en 1,0°C /segundo o más.
Además, durante o después de la refrigeración en la tercera etapa de refrigeración después de la galvanización por inmersión en caliente (después del tratamiento de aleación cuando el tratamiento de aleación se lleva a cabo inmediatamente después de la galvanización por inmersión en caliente), un tratamiento de recalentamiento puede también llevarse a cabo con el objetivo de templar la martensita. La temperatura de calentamiento cuando ocurre el recalentamiento se establece preferiblemente en 200°C o más alta porque cuando es más baja que 200°C, el templado no avanza de manera suficiente. Además, cuando la temperatura de calentamiento supera 620°C, la resistencia de la chapa de acero se deteriora de manera significativa, de modo que la temperatura de calentamiento se establece preferiblemente en 620°C o más baja, y se establece más preferiblemente en 550°C o más baja.
Además, en la chapa de acero de alta resistencia galvanizada por inmersión en caliente refrigerada hasta temperatura ambiente, la laminación en frío a una velocidad de reducción de 3,00% o menos (laminación correctiva) puede también llevarse a cabo para la corrección de su forma.
Además, en la chapa de acero de alta resistencia galvanizada por inmersión en caliente obtenida por el método descrito más arriba, un proceso de formación de película de recubrimiento basada en ácido fosfórico puede también llevarse a cabo para formar una película de recubrimiento compuesta de óxidos de fósforo y/u óxidos compuestos que contienen fósforo. La película de recubrimiento compuesta de óxidos de fósforo y/u óxidos compuestos que contienen fósforo puede funcionar como un lubricante cuando la chapa de acero de alta resistencia galvanizada por inmersión en caliente se trabaja y puede proteger la capa de metalización formada sobre la superficie de la chapa de acero base.
Según la presente realización explicada más arriba, dado que una chapa de acero galvanizada por inmersión en caliente que usa una chapa de acero de alta resistencia como un material base, es posible obtener la chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada y tiene una pequeña anisotropía de la resistencia a la fractura retardada (en particular, la anisotropía de la resistencia a la fractura retardada en una superficie paralela a la superficie de chapa (superficie laminada) (anisotropía en plano)) en lugar de ser una chapa delgada sin afectar la ductilidad y resistencia. Por consiguiente, incluso cuando la chapa de acero de alta resistencia galvanizada por inmersión en caliente se usa como un miembro sobre el cual una carga alta actúa como una chapa delgada, la alta seguridad puede garantizarse, y hay un pequeño riesgo de que la chapa de acero de alta resistencia galvanizada por inmersión en caliente se someta a restricciones en términos de diseño y trabajo y, por consiguiente, es posible aumentar el grado de libertad de diseño y trabajo para expandir un rango de aplicación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente. Debe notarse que la realización descrita más arriba meramente ilustra un ejemplo concreto de implementación de la presente invención y el alcance técnico de la presente invención no se interpretará en un sentido restrictivo por la realización. Es decir, la presente invención puede implementarse en varias formas sin apartarse del espíritu técnico o principales características de aquella.
Ejemplo
De aquí en adelante, la presente invención se explicará, en concreto, mediante ejemplos. De manera incidental, los ejemplos de más abajo son para ilustrar los efectos concretos por la presente invención y, por supuesto, las condiciones descritas en los ejemplos no limitan el alcance técnico de la presente invención.
Los planchones que tienen componentes químicos A a Z, AA a AG que se muestran en la Tabla 1 y Tabla 2 se funden según un método ordinario. Inmediatamente después de la colada, en cada condición que se muestra en los ejemplos experimentales 1 a 123 en la Tabla 3 a Tabla 7, en los planchones, el calentamiento y laminación en caliente se llevan a cabo en dicho orden, y la refrigeración (refrigeración primaria y refrigeración secundaria) se lleva a cabo, y las chapas de acero laminadas en caliente se enrollan, cada una, en una bobina. De allí en adelante, las chapas de acero laminadas en caliente se someten, cada una, a la laminación en frío para acabar en una chapa de acero laminada en frío que tiene un grosor de chapa de 1,4 mm.
Las chapas de acero laminadas en frío obtenidas en los ejemplos experimentales 1 a 128 se han recocido, cada una, en cada condición que se muestra en la Tabla 8 a Tabla 12 (calentadas hasta la máxima temperatura de calentamiento para luego enfriarse por la primera refrigeración y segunda refrigeración), y se han sometido posteriormente a la galvanización por inmersión en caliente, y luego se han enfriado hasta una temperatura de 150°C o más baja como tercera refrigeración mediante el uso de una línea continua de recocido y metalización. De manera incidental, como la línea continua de recocido y metalización, se ha usado una que tiene una zona de precalentamiento, una zona de reducción y una zona de metalización (horno de galvanización por inmersión en caliente).
Además, en algunos ejemplos (Acero tipo GA) de los ejemplos experimentales 1 a 128, un horno de aleación se ha dispuesto en el lado de corriente abajo del horno de galvanización por inmersión en caliente en la línea continua de recocido y metalización, y un tratamiento de aleación de una capa de metalización se ha llevado a cabo después de la galvanización por inmersión en caliente. Con respecto a otros tipos de acero (Acero tipo GI), un tratamiento de
aleación de una capa de metalización no se ha llevado a cabo después de la galvanización por inmersión en caliente, o una temperatura de tratamiento de aleación se ha establecido en menos de 470°C, y las chapas de acero galvanizadas por inmersión en caliente (GI), cada una teniendo una capa de metalización no aleada, se han fabricado.
Además, en algunos ejemplos de los ejemplos experimentales 1 a 128, posteriormente a la segunda refrigeración en una etapa de recocido, un proceso de transformación de bainita (un proceso de retención en 300 a 470°C) se ha llevado a cabo, y luego las chapas de acero base se han introducido, cada una, en el horno de metalización en la zona de metalización. Sin embargo, en el ejemplo experimental 60 de los ejemplos donde el proceso de transformación de bainita se ha llevado a cabo, el proceso de transformación de bainita se ha llevado a cabo después de la galvanización por inmersión en caliente. De manera incidental, en cada uno de los ejemplos donde el proceso de transformación de bainita se ha llevado a cabo y luego la chapa de acero base se ha introducido en un baño de metalización, posteriormente al proceso de transformación de bainita (proceso de retención), la chapa de acero base se ha recalentado ligeramente para luego introducirse en el baño de metalización.
Además, en algunos ejemplos de los ejemplos experimentales 1 a 128, después de la metalización (después del tratamiento de aleación en el caso del tratamiento de aleación que se lleva a cabo), como tercera refrigeración, las chapas de acero galvanizadas por inmersión en caliente (incluidas las chapas de acero galvanizadas por inmersión en caliente aleadas) se han enfriado, cada una, hasta una temperatura de 150°C o más baja para luego someterse a una etapa de templado.
De manera similar, en algunos ejemplos de los ejemplos experimentales 1 a 128, después de la metalización (después del tratamiento de aleación en el caso del tratamiento de aleación que se lleva a cabo), como tercera refrigeración, las chapas de acero galvanizadas por inmersión en caliente (incluidas las chapas de acero galvanizadas por inmersión en caliente aleadas) se han enfriado, cada una, hasta una temperatura de 150°C o más baja, y luego, sobre las chapas de acero galvanizadas por inmersión en caliente enfriadas (incluidas las chapas de acero galvanizadas por inmersión en caliente aleadas) se ha llevado a cabo la laminación correctiva en trabajo frío. Con respecto a cada una de las chapas de acero galvanizadas por inmersión en caliente obtenidas (incluidas las chapas de acero galvanizadas por inmersión en caliente aleadas) de los ejemplos experimentales 1 a 128, una microestructura de la chapa de acero base (una fracción en volumen de cada fase, una fracción en volumen de la fase ferrita no recristalizada a ferrita, una relación de un diámetro de grano en la dirección de laminación/un diámetro de grano en la dirección de ancho de chapa de ferrita d(RD)/d(TD), una relación de una longitud en la dirección de laminación/una longitud en la dirección de ancho de chapa de una estructura dura en forma de isla L(RD)/L(TD), y una relación de intensidad aleatoria de rayos X de hierro BCC), un grosor de una capa de superficie (capa descarburada) de la chapa de acero base, y una densidad y un tamaño (un diámetro de grano promedio) de óxidos en la capa de superficie (capa descarburada) de la chapa de acero base se han medido por los respectivos métodos ya descritos. Dichos resultados se muestran en la Tabla 13 a Tabla 21.
Además, con respecto a cada una de las chapas de acero galvanizadas por inmersión en caliente de los ejemplos experimentales 1 a 128, como su evaluación de rendimiento, una inspección de apariencia externa, una prueba de tracción y una prueba de exfoliación de metalización se han llevado a cabo, y además como evaluación de la resistencia a la fractura retardada, una prueba de niebla salina se ha llevado a cabo, y como evaluación de anisotropía de la resistencia a la fractura retardada, una relación de un contenido de hidrógeno difusible límite en la dirección de laminación y un contenido de hidrógeno difusible límite en la dirección de ancho de chapa se ha examinado. Dichos resultados se muestran en la Tabla 13 a Tabla 21.
De manera incidental, los métodos de las respectivas de pruebas de evaluación son los siguientes.
[Inspección de apariencia externa]
En las chapas de acero galvanizadas por inmersión en caliente (incluidas las chapas de acero galvanizadas por inmersión en caliente aleadas) fabricadas por los procedimientos descritos más arriba, cada inspección de apariencia externa se ha llevado a cabo. En la presente ocasión, con respecto a la apariencia externa de la superficie de la chapa de acero, un estado de ocurrencia de no metalización se ha determinado visualmente por observación visual, y los resultados se han mostrado en las Tablas 13 a 21 como "O" y "X". De manera incidental, "X", que se muestra en las Tablas 13 a 21, indica una chapa de acero sobre la cual la ninguna metalización con un diámetro de 0,5 mm o más se ha observado y que se ha desviado de un rango de tolerancia de la apariencia externa, y "O" indica una chapa de acero que tiene una apariencia externa prácticamente permisible diferente de la de más arriba.
[Prueba de exfoliación de metalización]
En cada una de las chapas de acero fabricadas por los procedimientos descritos más arriba, según la descripción de la Bibliografía de No Patente 2, se ha llevado a cabo una prueba de exfoliación de metalización para evaluar la adhesividad de metalización al momento de trabajo para añadir estrés compresivo a una chapa de acero. De manera concreta, mediante el uso de cada una de las chapas de acero, según una prueba de Materiales metálicosflexión descrita en el documento JIS Z 2248, una prueba de flexión de 60° V se ha llevado a cabo y una pieza de
prueba se ha fabricado, y luego una cinta de celofán adhesiva se ha aplicado a un lado interior de una porción plegada de la pieza de prueba, y la cinta de celofán adhesiva se ha quitado. Luego, a partir de un estado exfoliado de la capa de metalización exfoliada con la cinta de celofán adhesiva, la adhesividad de metalización se ha evaluado, y los resultados se han mostrado en la Tabla 13 a Tabla 21 como "O" y "X". Aquí, "X" se muestra en las Tablas 13 a 21 e indica una chapa de acero prácticamente no permisible cuyo ancho exfoliado ha sido de 7,0 mm o más. "O" indica una chapa de acero que tiene adhesivos de metalización prácticamente permisibles diferentes de los de más arriba.
[Propiedad de tracción]
Las chapas de acero de los ejemplos experimentales se han trabajado, cada una, para obtener piezas de prueba No. 5 descritas en el documento JIS Z 2201. Con respecto a las piezas de prueba obtenidas, según un método de prueba obtenido en el documento JIS Z 2241, la resistencia a la tracción (MPa) y el alargamiento total (%) se han medido, y además según un método de prueba descrito en el documento JIS G 0202, el límite de elasticidad (MPa) se ha medido. Además, con respecto a un valor n (coeficiente de deformación), a partir de los resultados de la prueba de tracción, las tensiones nominales en un punto de deformación nominal de 3% y en un punto de deformación nominal de 7% se han leído y las tensiones nominales y deformaciones nominales se han convertido en verdaderas tensiones de a 3% y a 7% y verdaderas deformaciones de £ 3% y £ 7%, y el valor n (coeficiente de deformación) se ha obtenido según la siguiente expresión.
{n= l og ( cr 7%/cr 3%)/log ( £ 7%/£ 3%) )
Sin embargo, con respecto a la chapa de acero con el alargamiento uniforme de menos de 7%, el valor n (coeficiente de deformación) se ha obtenido según la expresión descrita más arriba a partir de dos puntos: el punto de deformación nominal de 3%; y el punto de máxima tensión de tracción.
Además, la resistencia a la fractura retardada y la anisotropía de aquella se han medido y evaluado por los métodos ya descritos.


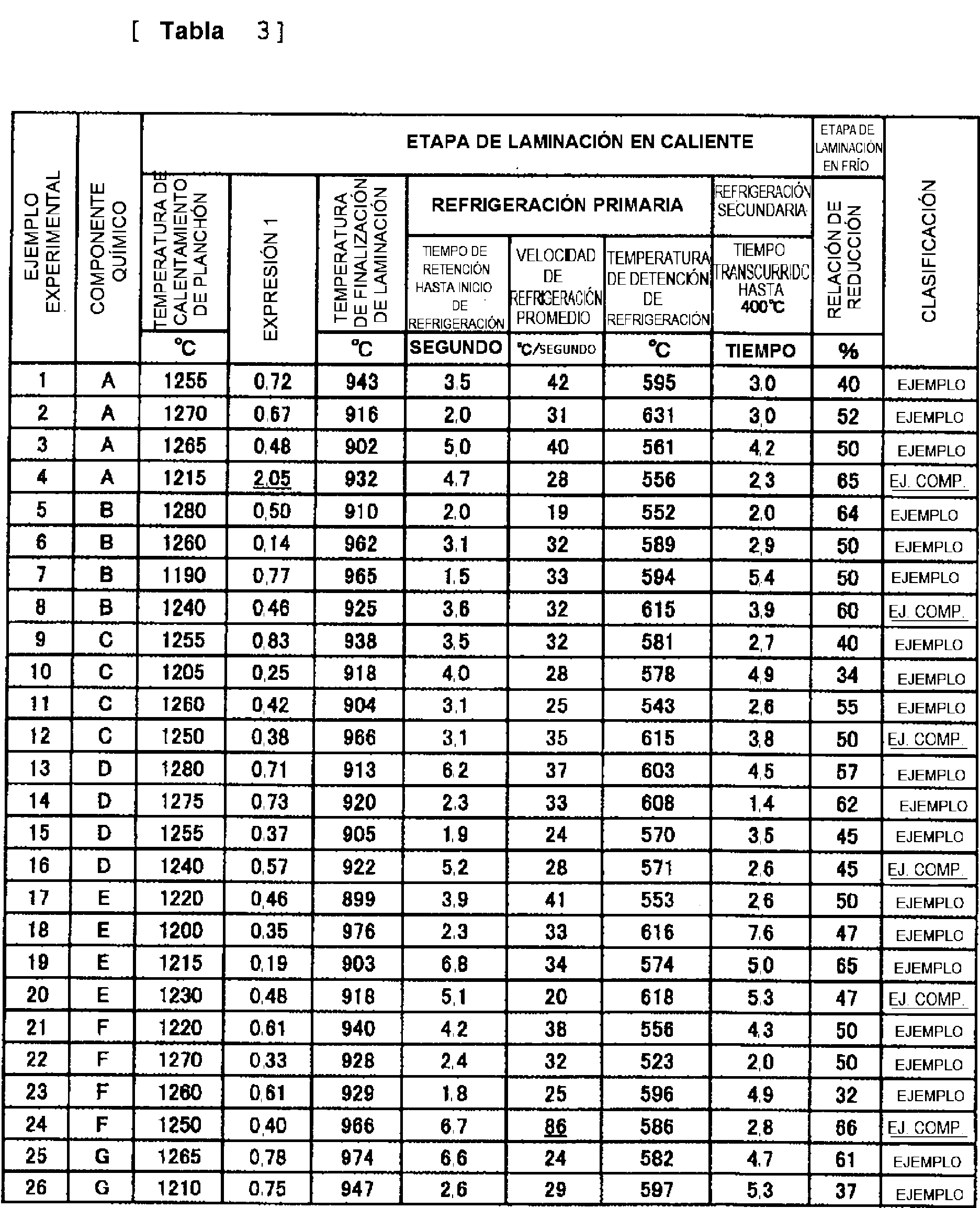







[ Tabla 11]

[ Tabla 12 ]

[Tabla 13]
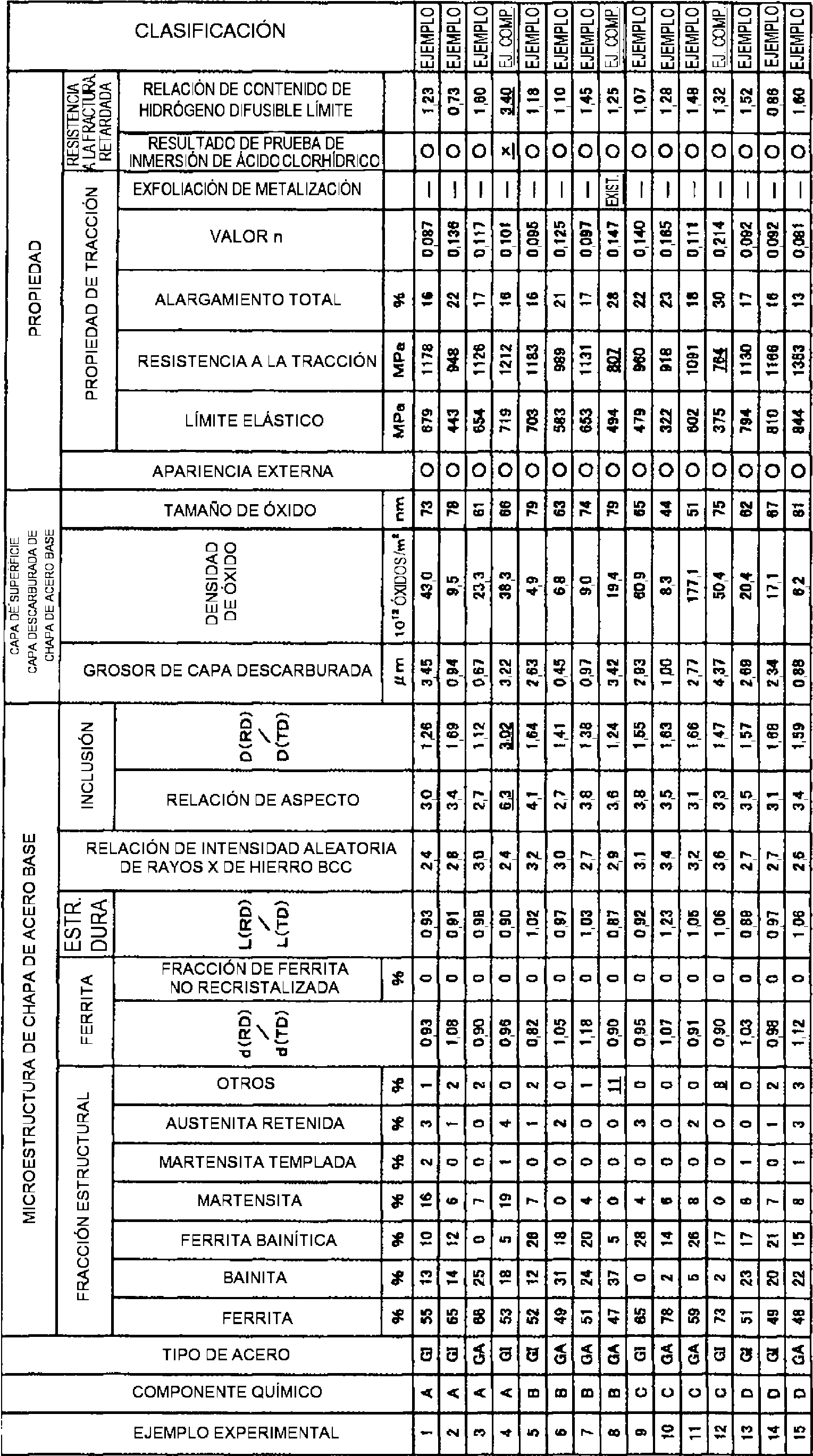
[Tabla 14]

[Tabla 15]

[Tabla 16]
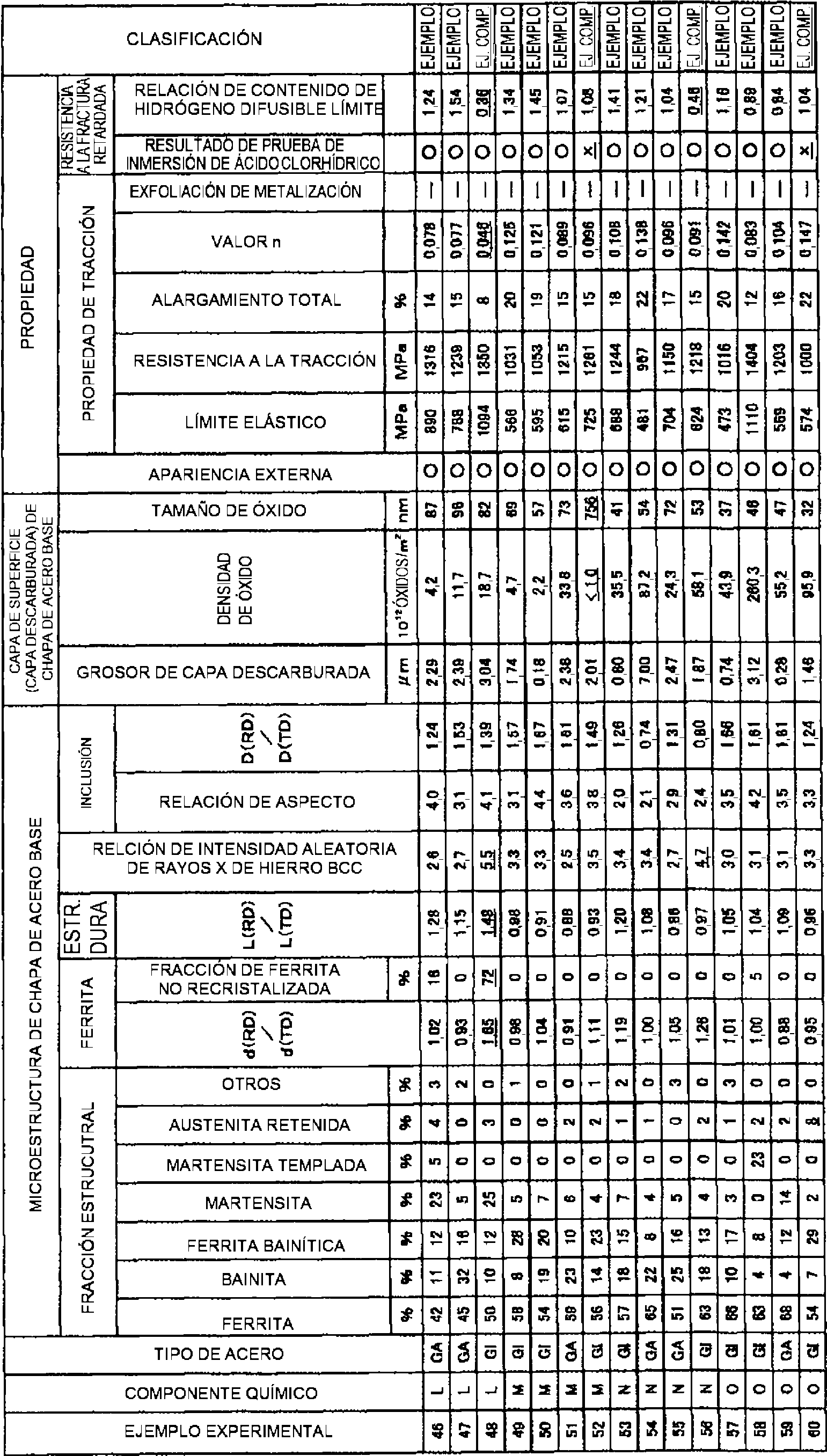
[Tabla 17]

[Tabla 18]

[Tabla 19]

[Tabla 20]

[Tabla 21]

Como es claro a partir de la Tabla 13 a Tabla 21, en las chapas de acero galvanizadas por inmersión en caliente de los ejemplos de la presente invención, en las cuales la composición química de la chapa de acero base se encuentra en el rango establecido en la presente invención y la microestructura de la chapa de acero base satisface las condiciones establecidas en la presente invención, y además el grosor de la capa descarburada y las condiciones de óxidos en la capa descarburada se encuentran en los rangos establecidos en la presente invención, (ejemplos experimentales 1 a 3, 5 a 7, 9 a 11,13 a 15, 17 a 19, 21 a 23, 25 a 27, 29 a 31, 33 a 35, 37 a 39, 41 a 43, 45 a 47, 49 a 51, 53 a 55, 57 a 59, 61 a 63, 65 a 67, 69 a 71, 73 a 75, 77 a 79, 81 a 83, 85 a 87, 89 a 91, 93 a 95, 97 a 99, 101 a 103, 105 a 107, 109 a 111, 113 a 115, y 117 a 119), se ha confirmado que la resistencia a la fractura retardada evaluada por la prueba de niebla salina es excelente, la anisotropía de la resistencia a la fractura retardada evaluada por la relación de los contenidos de hidrógeno difusible límite en las respectivas direcciones es pequeña, y además la resistencia alta se provee y la alta ductilidad se provee, y luego el valor n también es alto, la trabajabilidad es excelente, y además la calidad de la apariencia externa es buena, y la resistencia a la exfoliación de la capa de metalización también es buena.
En oposición a ello, en ejemplos comparativos en los cuales cualquiera de una o más de las condiciones desviadas de los rangos establecidos en la presente invención, uno o más de los rendimientos de los respectivos rendimientos descritos más arriba han sido pobres.
Es decir, el ejemplo experimental 121 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de C que es demasiado pequeño y, en el presente caso, la resistencia no ha sido suficiente. El ejemplo experimental 122 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de C que es demasiado grande y, en el presente caso, la resistencia a la fractura retardada se ha deteriorado. El ejemplo experimental 123 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de Mn que es demasiado pequeño y, en el presente caso, la resistencia no ha sido suficiente.
El ejemplo experimental 124 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de Si que es demasiado grande, y es un ejemplo donde la chapa de acero base se ha fracturado en la etapa de laminación en frío y la prueba se ha interrumpido. El ejemplo experimental 125 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de Si que es demasiado pequeño y, en el presente caso, la densidad de óxidos en la capa descarburada ha sido pequeña y la resistencia a la fractura retardada se ha deteriorado. El ejemplo experimental 126 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de Mn que es demasiado grande, y es un ejemplo donde el planchón se ha fracturado entre la finalización de la colada y el sometimiento a la etapa de laminación en frío y la prueba se ha interrumpido. El ejemplo experimental 127 es un ejemplo comparativo que usa la chapa de acero base que tiene el contenido de AI que es demasiado grande, y es un ejemplo donde en una etapa de recocido continua, una zona soldada a la chapa de acero precedente se ha fracturado y la prueba se ha interrumpido.
Con respecto a los ejemplos comparativos diferentes de los ejemplos experimentales 121 a 127 descritos más arriba, la composición química de la chapa de acero base se ha encontrado en el rango establecido en la presente invención, pero de los ejemplos comparativos, primero, el ejemplo experimental 4 es un ejemplo comparativo donde la condición de laminación en caliente se encontraba fuera del rango establecido en la Expresión 1 (un ejemplo donde ha superado el límite superior de la Expresión 1) y, en el presente caso, la relación de aspecto de las inclusiones en la chapa de acero base se ha convertido en grande y, de esta manera, la resistencia a la fractura retardada se ha deteriorado y la anisotropía de la resistencia a la fractura retardada también se ha convertido en grande.
Además, el ejemplo experimental 8 es un ejemplo comparativo donde la temperatura de tratamiento de aleación con respecto a la capa de metalización ha sido demasiado alta y, en el presente caso, la resistencia se ha convertido en insuficiente y la resistencia a la exfoliación de la capa de metalización se ha deteriorado.
El ejemplo experimental 12 es un ejemplo comparativo donde la velocidad de refrigeración promedio en la segunda etapa de refrigeración en el proceso de refrigeración de la etapa de recocido de la chapa de acero base ha sido demasiado pequeña y, en el presente caso, la resistencia se ha convertido en insuficiente.
El ejemplo experimental 16 es un ejemplo comparativo donde en la zona de reducción de la etapa de recocido, el valor de la relación de presión parcial P(H2O)/P(H2) de una presión parcial de vapor de agua P(H2O) y una presión parcial de hidrógeno P(H2) ha sido demasiado pequeña y, en el presente caso, la capa descarburada no se ha formado de manera sustancial y, por consiguiente, la resistencia a la fractura retardada se ha deteriorado y la apariencia externa se ha convertido en pobre.
El ejemplo experimental 20 es un ejemplo comparativo donde la velocidad de refrigeración de la refrigeración primaria de la etapa de recocido de la chapa de acero base ha sido demasiado grande y, en el presente caso, la resistencia se ha convertido en insuficiente.
El ejemplo experimental 24 es un ejemplo comparativo donde la velocidad de refrigeración de la refrigeración primaria en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado grande y, en el presente caso, la relación de intensidad aleatoria de hierro BCC ha sido grande y el grado de desviación de granos
de cristal se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
El ejemplo experimental 28 es un ejemplo comparativo donde la velocidad de aumento de temperatura de la etapa de recocido de la chapa de acero base ha sido demasiado grande y, en el presente caso, la relación de ferrita no recristalizada con respecto a la ferrita ha sido demasiado grande, de modo que el valor n se ha convertido en pequeño y la trabajabilidad se ha deteriorado.
El ejemplo experimental 32 es un ejemplo comparativo donde la velocidad de refrigeración promedio de la chapa de acero en la tercera etapa de refrigeración después de la metalización en la etapa de metalización ha sido demasiado pequeña y, en el presente caso, la resistencia se ha convertido en insuficiente.
El ejemplo experimental 36 es un ejemplo comparativo donde el tiempo de retención en la refrigeración secundaria en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado corto y, en el presente caso, las estructuras duras en forma de isla en la chapa de acero base se han extendido en la dirección de laminación y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
El ejemplo experimental 40 es un ejemplo comparativo donde temperatura de detención de refrigeración de la refrigeración primaria en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado alta y, en el presente caso, la apariencia externa se ha convertido en pobre.
El ejemplo experimental 44 es un ejemplo comparativo donde la velocidad de aumento de temperatura de la etapa de recocido de la chapa de acero base ha sido demasiado grande y, en el presente caso, se ha descubierto que la ferrita no recristalizada aumenta, las estructuras duras en forma de isla se convierten en formas extendidas en la dirección de laminación, y además el grado de desviación de cristal también se convierte en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se convierte en grande, el valor n también se convierte en pequeño y la trabajabilidad se deteriora.
El ejemplo experimental 48 es un ejemplo comparativo donde la relación de reducción de la laminación en frío en el proceso de fabricación de la chapa de acero base ha sido demasiado pequeña y, en el presente caso, se ha descubierto que la ferrita no recristalizada aumenta, las estructuras duras en forma de isla se convierten en formas extendidas en la dirección de laminación, y además el grado de desviación del cristal también se convierte en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se convierte en grande, el valor n también se convierte en pequeño y la trabajabilidad se deteriora.
El ejemplo experimental 52 es un ejemplo comparativo donde la relación del gas mixto en la zona de precalentamiento en la etapa de recocido de la chapa de acero base ha sido demasiado baja y, en el presente caso, los óxidos en la capa descarburada se han convertido en gruesos y, al mismo tiempo, la densidad de aquellos se ha convertido en demasiado pequeña y, por consiguiente, la resistencia a la fractura retardada se ha deteriorado.
El ejemplo experimental 56 es un ejemplo comparativo donde el tiempo de espera (tiempo de retención) hasta el inicio de la refrigeración primaria después de la finalización de la laminación en caliente en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado corto y, en el presente caso, el grado de desviación de orientaciones del cristal de la chapa de acero base se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada también se ha convertido en grande.
El ejemplo experimental 60 es un ejemplo comparativo donde el proceso de transformación de bainita (proceso de retención) se ha llevado a cabo después de la galvanización por inmersión en caliente y, en el presente caso, la resistencia a la fractura retardada se ha deteriorado.
El ejemplo experimental 64 es un ejemplo comparativo donde la relación de aire descrita más arriba ha sido demasiado alta y, en el presente caso, el grosor de la capa descarburada se ha convertido en demasiado grande y, por consiguiente, se ha provocado una insuficiencia de la resistencia y una apariencia externa pobre ha ocurrido. El ejemplo experimental 68 es un ejemplo comparativo donde la temperatura máxima de calentamiento en la etapa de recocido de la chapa de acero base ha sido demasiado baja y, en el presente caso, la transformación inversa en austenita no ha ocurrido de manera suficiente y la ferrita ha permanecido de manera excesiva, de modo que la resistencia se ha convertido en insuficiente y además la trabajabilidad también se ha convertido en pobre.
El ejemplo experimental 72 es un ejemplo comparativo donde en la zona de reducción de la etapa de recocido de la chapa de acero base, el valor de la relación de presión parcial P(H2O)/P(H2) de una presión parcial de vapor de agua P(H2O) y una presión parcial de hidrógeno P(H2) ha sido demasiado grande y, en el presente caso, la capa descarburada ha sido demasiado gruesa, de modo que se ha provocado la insuficiencia de la resistencia.
El ejemplo experimental 76 es un ejemplo comparativo donde la temperatura de calentamiento de planchón al momento de fabricación de la chapa de acero base ha sido demasiado baja y, en el presente caso, la anisotropía de la estructura de chapa de acero se ha convertido en grande y, por consiguiente, la resistencia a la fractura retardada
se ha deteriorado, la anisotropía de la resistencia a la fractura retardada también se ha convertido en grande y además la trabajabilidad también se ha convertido en pobre.
El ejemplo experimental 80 es un ejemplo comparativo donde la condición de laminación en caliente de la chapa de acero base se encontraba fuera del rango establecido en la Expresión 1 (un ejemplo donde superaba el límite superior de la Expresión 1) y, en el presente caso, la relación de aspecto de las inclusiones en la chapa de acero base se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
El ejemplo experimental 84 es un ejemplo comparativo donde el tiempo de retención en la refrigeración secundaria en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado corto y, en el presente caso, las formas de las estructuras duras en forma de isla en la chapa de acero base se han extendido en la dirección de laminación y el grado de desviación de toda la estructura de acero también se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
El ejemplo experimental 88 es un ejemplo comparativo donde la cantidad eficaz de AI de la galvanización por inmersión en caliente ha sido demasiada y, en el presente caso, se ha provocado una apariencia externa pobre. El ejemplo experimental 92 es un ejemplo comparativo donde la velocidad de refrigeración de la refrigeración primaria de la etapa de recocido de la chapa de acero base ha sido demasiado pequeña y, en el presente caso, la resistencia se ha convertido en insuficiente.
El ejemplo experimental 96 es un ejemplo comparativo donde el tiempo de espera (tiempo de retención) hasta el inicio de la refrigeración primaria después de la finalización de laminación en caliente en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado corto y, en el presente caso, la relación de aspecto de las inclusiones de la chapa de acero base se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada también se ha convertido en grande.
El ejemplo experimental 100 es un ejemplo comparativo donde el tiempo para el tratamiento de aleación después de la galvanización por inmersión en caliente ha sido demasiado largo y, en el presente caso, la resistencia a la exfoliación de la capa de metalización se ha deteriorado.
El ejemplo experimental 104 es un ejemplo comparativo donde la condición de laminación en caliente de la chapa de acero base se encontraba fuera del rango establecido en la Expresión 1 (un ejemplo donde ha sido menor que el valor de límite inferior de la Expresión 1) y, en el presente caso, el grado de desviación de la estructura de la chapa de acero base se ha convertido en grande y la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
El ejemplo experimental 108 es un ejemplo comparativo donde la cantidad eficaz de AI de la galvanización por inmersión en caliente ha sido demasiado pequeña y, en el presente caso, la resistencia a la exfoliación de la capa de metalización se ha convertido en pobre.
El ejemplo experimental 112 es un ejemplo comparativo donde la temperatura de detención de refrigeración de la refrigeración primaria en la etapa de laminación en caliente de la chapa de acero base ha sido demasiado baja y, en el presente caso, el grado de desviación de la estructura de chapa de acero se ha convertido en grande y las estructuras duras en forma de isla se han extendido en la dirección de laminación y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
El ejemplo experimental 116 es un ejemplo comparativo donde la condición de laminación en caliente de la chapa de acero base se encontraba fuera del rango establecido en la Expresión 1 (un ejemplo donde ha sido menor que el valor de límite inferior de la Expresión 1) y, en el presente caso, el grado de desviación de la estructura de la chapa de acero se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada se ha convertido en grande.
En el ejemplo experimental 120, la relación de reducción de la laminación en frío en el proceso de fabricación de la chapa de acero base ha sido demasiado grande y el grado de desviación de la estructura de chapa de acero se ha convertido en grande y, por consiguiente, la anisotropía de la resistencia a la fractura retardada también se ha convertido en grande.
El ejemplo experimental 128 es un ejemplo donde la relación de aire descrita más arriba en la zona de tratamiento de oxidación ha sido demasiado grande y, por consiguiente, la densidad de óxidos en la capa descarburada se ha convertido en excesivamente alta y la adhesividad de metalización se ha deteriorado extremadamente y, por consiguiente, la prueba de tracción y la prueba de evaluación de la resistencia a la fractura retardada se han detenido.
Aplicabilidad industrial
La presente invención puede aplicarse, de manera adecuada, a miembros que se han sometido a la galvanización por inmersión en caliente y que se han sometido a trabajo como, por ejemplo, flexión y además que se usarán en campos donde una carga alta se añade de miembros que se requiere que tengan resistencia como, por ejemplo, miembros de estructura y miembros de refuerzo para automóviles, máquinas de construcción, etc., por ejemplo, y puede aplicarse a miembros con respecto a los cuales la ocurrencia de fractura retardada debe evitarse, en particular.
Claims (11)
1. Una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada, que comprende:
una chapa de acero base fabricada con acero que contiene:
en % en masa,
C: 0,075 a 0,400%;
Si: 0,01 a 2,00%;
Mn: 0,80 a 3,50%;
P: 0,0001 a 0,100%;
S: 0,0001 a 0,0100%;
Al: 0,001 a 2,00%;
O: 0,0001 a 0,0100%;
N: 0,0001 a 0,0100%; y
de manera opcional, en % en masa, un tipo o dos o más tipos seleccionados de
Cr: 0,01 a 2,00%,
Ni: 0,01 a 2,00%,
Cu: 0,01 a 2,00%,
Mo: 0,01 a 2,00%,
B: 0,0001 a 0,0100%,
W: 0,01 a 2,00%,
Ti: 0,001 a 0,150%,
Nb: 0,001 a 0,100%,
V: 0,001 a 0,300%,
0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM, y un equilibrio compuesto de Fe e impurezas inevitables; y
una capa de galvanización por inmersión en caliente formada sobre la superficie de dicha a chapa de acero base, en donde
en un rango de 1/8 de grosor a 3/8 de grosor con la posición de 1/4 de grosor del grosor de chapa de dicha chapa de acero base desde la superficie de dicha chapa de acero base siendo el centro, una estructura de dicha chapa de acero base se convierte en una estructura en la cual 40% a 90% en fracción en volumen de una fase de ferrita se contiene, una fase de austenita retenida es de 5% o menos en fracción en volumen, y además una relación de ferrita no recristalizada con respecto a la fase de ferrita entera es de 50% o menos en fracción en volumen,
una relación de diámetro de grano de granos de cristal en la fase de ferrita en dicha chapa de acero base es de 0,75 a 1,33, en donde dicha relación de diámetro de grano se define como la relación de un diámetro de grano promedio en la dirección de laminación dividido por un diámetro de grano promedio en la dirección de ancho de chapa de dicha fase, y una relación de longitud de estructuras duras dispersas en formas de isla en la fase de ferrita es de 0,75 a 1,33, en donde dicha relación de longitud se define como una longitud promedio en la dirección de laminación dividida por una longitud promedio en la dirección de ancho de chapa de dichas estructuras, y en donde las estructuras duras dispersas en formas de isla son estructuras en las cuales múltiples granos de cristal compuestos de fases más duras que la ferrita se juntan para formar una forma de isla que se dispersará en una fase primaria hecha de una fase de ferrita, y además una relación de aspecto promedio de inclusiones contenidas en dicha chapa de acero base es de 1,0 a 5,0, y
una capa de superficie de dicha chapa de acero base se convierte en una capa descarburada que tiene un grosor de 0,01 a 10,0 |jm, y además un diámetro de grano promedio de óxidos en la capa descarburada es de 30 a 500 nm, y
una densidad promedio de los óxidos en la capa descarburada se encuentra en el rango de 1,0 * 1089*12 óxidos/m2 a 1,0 * 1016 óxidos/m2.
2. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
dicha chapa de acero base además contiene, en % en masa, un tipo o dos o más tipos seleccionados de
Cr: 0,01 a 2,00%,
Ni: 0,01 a 2,00%,
Cu: 0,01 a 2,00%,
Mo: 0,01 a 2,00%,
B: 0,0001 a 0,0100%, y
W: 0,01 a 2,00%.
3. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
dicha chapa de acero base además contiene, en % en masa, un tipo o dos o más tipos seleccionados de
Ti: 0,001 a 0,150%,
Nb: 0.001 a 0,100%, y
V: 0,001 a 0,300%.
4. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
dicha chapa de acero base además contiene 0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM.
5. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
en dicha chapa de acero base, un coeficiente de deformación promedio (valor n) en un rango donde el alargamiento total es de 3 a 7% es de 0,060 o más.
6. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
en dicha chapa de acero base, un valor de un contenido de hidrógeno difusible límite en la dirección de laminación dividido por un contenido de hidrógeno difusible límite en la dirección de ancho de chapa se encuentra en el rango de 0,5-a-1,5.
7. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
en dicha chapa de acero base, una relación de intensidad aleatoria de rayos X de hierro BCC en la posición de 1/4 de grosor desde la superficie es 4,0 o menos
en donde la relación de intensidad aleatoria de rayos X de hierro BCC se obtiene de una función de distribución de orientación, que se calcula por un método de expansión en serie según múltiples figuras de polos de figuras de polos de {110}, {100}, {211} y {310} medidas por la difracción de rayos X y muestra una textura tridimensional.
8. La chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 1, en donde
dicha capa de galvanización por inmersión en caliente es una que se ha sometido a un tratamiento de aleación.
9. Un método de fabricación de una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada, que comprende:
una etapa de laminación en caliente en la cual un planchón contiene:
en % en masa,
C: 0,075 a 0,400%;
Si: 0,01 a 2,00%;
Mn: 0,80 a 3,50%;
P: 0,0001 a 0,100%;
S: 0,0001 a 0,0100%;
Al: 0,001 a 2,00%;
O: 0,0001 a 0,0100%;
N: 0,0001 a 0,0100%; y
de manera opcional, en % en masa, un tipo o dos o más tipos seleccionados de
Cr: 0,01 a 2,00%,
Ni: 0,01 a 2,00%,
Cu: 0,01 a 2,00%,
Mo: 0,01 a 2,00%,
B: 0,0001 a 0,0100%,
W: 0,01 a 2,00%,
Ti: 0,001 a 0,150%,
Nb: 0,001 a 0,100%,
V: 0,001 a 0,300%,
0,0001 a 0,0100% en masa en total de un tipo o dos o más tipos seleccionados de Ca, Ce, Mg, Zr, La y REM, y un equilibrio compuesto de Fe e impurezas inevitables se calienta hasta 1080°C o más alta, la laminación en caliente se inicia, el número total de pases (-) del inicio de la laminación en caliente a la finalización de la laminación en caliente se establece en N, una temperatura de laminación (°C) en el iésimo pase se establece en TPi, y una relación de reducción (-) en el iésimo pase se establece en n, la laminación en caliente se lleva a cabo de tal manera que N, TPi, y ri satisfacen la Expresión A de más abajo, y la laminación en caliente finaliza cuando la temperatura de una chapa de acero base es una temperatura en el rango de 850-a-980°C;
una etapa de refrigeración primaria en la cual un tiempo transcurrido de la finalización de la laminación en caliente al inicio de la refrigeración se establece en 1,0 segundo o más largo, la chapa de acero base laminada en caliente se enfría de manera primaria a una velocidad de refrigeración de no menos de 5°C/segundo y no más de 50°C/segundo, y la refrigeración primaria se detiene cuando la temperatura de la chapa de acero base es una temperatura en el rango de 500-a-650°C;
después de dicha etapa de refrigeración primaria, una etapa de refrigeración secundaria en la cual la chapa de acero base se enfría lentamente de manera tal que un período transcurrido hasta que la temperatura de la chapa de acero base se convierta en 400°C desde la temperatura al momento en el que la refrigeración primaria se detiene se convierte en una hora o más largo, y se enfría de manera secundaria; después de la refrigeración secundaria, una etapa de laminación en frío de laminación en frío de la chapa de acero base mediante el establecimiento de la relación de reducción total en 30 a 75%;
después de la laminación en frío, una etapa de recocido en la cual la temperatura aumenta de manera tal que una velocidad de aumento de temperatura promedio en el rango de 600-a-750°C se convierte en 20°C/seg o menos, la chapa de acero base laminada en frío se calienta hasta una temperatura de 750°C o más alta y, posteriormente, la chapa de acero base caliente se enfría de manera tal que una velocidad de refrigeración promedio en el rango de 750-a-650°C se convierte en 1,0 a 15,0°C/segundo; y
una etapa de metalización para llevar a cabo la galvanización por inmersión en caliente sobre la superficie de la chapa de acero base obtenida después de dicha etapa de recocido.
[Expresión numérica 1]

10. El método de fabricación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 9, en donde
dicha etapa de recocido y dicha etapa de metalización se llevan a cabo de forma continua por una línea continua de recocido y metalización que tiene una zona de precalentamiento, una zona de reducción y una zona de metalización, y
además al menos parte de la zona de precalentamiento se establece en una zona de tratamiento de oxidación donde una relación de aire que es un valor del volumen de aire contenido en un gas mixto por volumen de unidad, siendo un gas mixto de aire usado para un quemador para el calentamiento y gas de combustión, dividido por el volumen de aire teóricamente requerido para la combustión completa del gas de combustión contenido en el gas mixto por volumen de unidad es de 0,7 a 1,2, y en la zona de tratamiento de oxidación, los óxidos se generan en una porción de capa de superficie de la chapa de acero base obtenida después de la laminación en frío, y
luego en la zona de reducción donde una relación de presión parcial P(H2O)/P(H2) que es un valor de una presión parcial de vapor de agua dividida por una presión parcial de hidrógeno es de 0,0001 a 2,0, los óxidos se reducen, y luego en la zona de metalización, la chapa de acero base habiendo atravesado la zona de reducción se sumerge en un baño de galvanización por inmersión en caliente con una temperatura de baño de metalización establecida en 450 a 470°C y una cantidad eficaz de AI en el baño de metalización establecida en 0,01 a 0,18% en masa, bajo la condición de que la temperatura de la chapa de acero al momento de entrar en el baño de metalización sea de 430 a 490°C y, de esta manera, la galvanización por inmersión en caliente se lleva a cabo sobre la superficie de la chapa de acero base.
11. El método de fabricación de la chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada según la reivindicación 9, que además comprende:
después de dicha etapa de metalización, una etapa de tratamiento de aleación para alear una capa de la galvanización por inmersión en caliente.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011218776 | 2011-09-30 | ||
| PCT/JP2012/075108 WO2013047760A1 (ja) | 2011-09-30 | 2012-09-28 | 耐遅れ破壊特性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2706996T3 true ES2706996T3 (es) | 2019-04-02 |
Family
ID=47995785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES12835699T Active ES2706996T3 (es) | 2011-09-30 | 2012-09-28 | Chapa de acero de alta resistencia galvanizada por inmersión en caliente con excelente resistencia a la fractura retardada y método para su fabricación |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US8993120B2 (es) |
| EP (1) | EP2762583B1 (es) |
| JP (1) | JP5352793B2 (es) |
| KR (1) | KR101605980B1 (es) |
| CN (1) | CN103842543B (es) |
| BR (1) | BR112014007483B1 (es) |
| CA (1) | CA2850462C (es) |
| ES (1) | ES2706996T3 (es) |
| MX (1) | MX360510B (es) |
| PL (1) | PL2762583T3 (es) |
| RU (1) | RU2585889C2 (es) |
| TW (1) | TWI499675B (es) |
| WO (1) | WO2013047760A1 (es) |
| ZA (1) | ZA201402351B (es) |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103874776B (zh) * | 2011-09-30 | 2016-05-18 | 新日铁住金株式会社 | 机械切断特性优良的高强度热浸镀锌钢板、高强度合金化热浸镀锌钢板以及它们的制造方法 |
| JP5304924B2 (ja) * | 2011-12-27 | 2013-10-02 | Jfeスチール株式会社 | 脆性亀裂伝播停止特性に優れた構造用高強度厚鋼板およびその製造方法 |
| JP5713152B2 (ja) * | 2013-03-29 | 2015-05-07 | Jfeスチール株式会社 | 水素用鋼構造物ならびに水素用蓄圧器および水素用ラインパイプの製造方法 |
| MX381190B (es) * | 2013-08-26 | 2025-03-12 | Jfe Steel Corp | Lamina de acero galvanizada de alta resistencia y metodo para la fabricacion de la misma. |
| JP5799997B2 (ja) * | 2013-09-12 | 2015-10-28 | Jfeスチール株式会社 | 外観性とめっき密着性に優れる溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法 |
| JP5817804B2 (ja) * | 2013-10-22 | 2015-11-18 | Jfeスチール株式会社 | 伸びの面内異方性が小さい高強度鋼板およびその製造方法 |
| JP5817805B2 (ja) * | 2013-10-22 | 2015-11-18 | Jfeスチール株式会社 | 伸びの面内異方性が小さい高強度鋼板およびその製造方法 |
| KR101585744B1 (ko) | 2013-12-26 | 2016-01-14 | 주식회사 포스코 | 표면품질 및 내지연파괴 특성이 우수한 아연도금강판 및 그 제조방법 |
| EP3128027B1 (en) * | 2014-03-31 | 2018-09-05 | JFE Steel Corporation | High-strength cold rolled steel sheet having high yield ratio, and production method therefor |
| KR101897932B1 (ko) * | 2014-07-14 | 2018-09-12 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| EP3214199B1 (en) | 2014-10-30 | 2019-06-12 | JFE Steel Corporation | High-strength steel sheet, high-strength hot-dip galvanized steel sheet, high-strength hot-dip aluminum-coated steel sheet, and high-strength electrogalvanized steel sheet, and methods for manufacturing same |
| US10113223B2 (en) | 2014-11-05 | 2018-10-30 | Nippon Steel & Sumitomo Metal Corporation | Hot-dip galvanized steel sheet |
| BR112017008460A2 (pt) * | 2014-11-05 | 2017-12-26 | Nippon Steel & Sumitomo Metal Corp | chapa de aço galvanizada por imersão a quente |
| JP6519028B2 (ja) * | 2014-11-05 | 2019-05-29 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板 |
| CN104532126B (zh) * | 2014-12-19 | 2017-06-06 | 宝山钢铁股份有限公司 | 一种低屈强比超高强度热轧q&p钢及其制造方法 |
| KR101569508B1 (ko) | 2014-12-24 | 2015-11-17 | 주식회사 포스코 | 굽힘 특성이 우수한 hpf 성형부재 및 그 제조방법 |
| BR112017022444A2 (pt) | 2015-04-22 | 2018-07-17 | Nippon Steel & Sumitomo Metal Corporation | chapa de aço folheado |
| ES2785410T3 (es) * | 2015-07-13 | 2020-10-06 | Nippon Steel Corp | Chapa de acero, chapa de acero galvanizada por inmersión en caliente, chapa de acero galvanizada y recocida y métodos de fabricación de las mismas |
| JP6460238B2 (ja) | 2015-07-13 | 2019-01-30 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| JP6536294B2 (ja) * | 2015-08-31 | 2019-07-03 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、およびそれらの製造方法 |
| KR101696121B1 (ko) * | 2015-12-23 | 2017-01-13 | 주식회사 포스코 | 내수소지연파괴특성, 내박리성 및 용접성이 우수한 열간성형용 알루미늄-철 합금 도금강판 및 이를 이용한 열간성형 부재 |
| BR112018012606A2 (pt) | 2016-02-25 | 2018-12-04 | Nippon Steel & Sumitomo Metal Corporation | chapa de aço galvanizada por imersão a quente de alta resistência com excelente resistência ao destacamento por impacto e resistência à corrosão em seção trabalhada |
| US11993823B2 (en) | 2016-05-10 | 2024-05-28 | United States Steel Corporation | High strength annealed steel products and annealing processes for making the same |
| US11560606B2 (en) | 2016-05-10 | 2023-01-24 | United States Steel Corporation | Methods of producing continuously cast hot rolled high strength steel sheet products |
| US10385419B2 (en) | 2016-05-10 | 2019-08-20 | United States Steel Corporation | High strength steel products and annealing processes for making the same |
| EP3564400B1 (en) * | 2016-12-27 | 2021-03-24 | JFE Steel Corporation | High-strength galvanized steel sheet and method for manufacturing same |
| WO2018147400A1 (ja) | 2017-02-13 | 2018-08-16 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP6384703B1 (ja) * | 2017-03-13 | 2018-09-05 | Jfeスチール株式会社 | 高強度冷延鋼板とその製造方法 |
| KR102286270B1 (ko) * | 2017-03-13 | 2021-08-04 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판과 그의 제조 방법 |
| CN108977726B (zh) * | 2017-05-31 | 2020-07-28 | 宝山钢铁股份有限公司 | 一种抗延迟开裂的马氏体超高强度冷轧钢带及其制造方法 |
| KR102010048B1 (ko) * | 2017-06-01 | 2019-10-21 | 주식회사 포스코 | 도장 밀착성과 도장 후 내식성이 우수한 열간 프레스 성형 부재용 강판 및 그 제조방법 |
| RU2650951C1 (ru) * | 2017-11-27 | 2018-04-18 | Юлия Алексеевна Щепочкина | Сталь |
| MX2020005828A (es) | 2017-12-15 | 2020-08-20 | Nippon Steel Corp | Lamina de acero, lamina de acero galvanizado por inmersion en caliente y lamina de acero galvanizado y recocido. |
| WO2019122965A1 (en) | 2017-12-19 | 2019-06-27 | Arcelormittal | Cold rolled and coated steel sheet and a method of manufacturing thereof |
| WO2019122957A1 (en) * | 2017-12-19 | 2019-06-27 | Arcelormittal | A coated steel substrate |
| US11492677B2 (en) | 2017-12-27 | 2022-11-08 | Jfe Steel Corporation | High-strength steel sheet and method for producing the same |
| CN111936651A (zh) * | 2018-03-30 | 2020-11-13 | 杰富意钢铁株式会社 | 高强度镀锌钢板、高强度部件及它们的制造方法 |
| CN111902554B (zh) * | 2018-03-30 | 2022-03-29 | 日本制铁株式会社 | 钢板及其制造方法 |
| TWI651418B (zh) * | 2018-03-30 | 2019-02-21 | 日商新日鐵住金股份有限公司 | 合金化熔融鍍鋅鋼板 |
| US12043884B2 (en) | 2018-10-18 | 2024-07-23 | Jfe Steel Corporation | High-ductility, high-strength electrolytic zinc-based coated steel sheet and method for producing the same |
| KR102153197B1 (ko) * | 2018-12-18 | 2020-09-08 | 주식회사 포스코 | 가공성이 우수한 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| WO2020136988A1 (ja) | 2018-12-26 | 2020-07-02 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| MX2021008516A (es) | 2019-03-06 | 2021-08-19 | Nippon Steel Corp | Lamina de acero laminada en caliente. |
| KR102566083B1 (ko) | 2019-03-11 | 2023-08-10 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| CN110057650B (zh) * | 2019-05-20 | 2022-03-15 | 常德力元新材料有限责任公司 | 钢带晶粒的评价方法 |
| DE102019130381A1 (de) * | 2019-11-11 | 2021-05-12 | Benteler Automobiltechnik Gmbh | Kraftfahrzeugbauteil mit gesteigerter Festigkeit |
| KR102305748B1 (ko) * | 2019-12-18 | 2021-09-27 | 주식회사 포스코 | 내부식성이 우수한 용융 합금도금 강재 및 그 제조방법 |
| US12116646B2 (en) | 2020-03-11 | 2024-10-15 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US12534788B2 (en) * | 2020-04-07 | 2026-01-27 | Nippon Steel Corporation | Steel sheet |
| CN116419983B (zh) * | 2020-11-06 | 2025-08-12 | 杰富意钢铁株式会社 | Fe系电镀钢板、电沉积涂装钢板、汽车部件、电沉积涂装钢板的制造方法以及Fe系电镀钢板的制造方法 |
| KR20220084651A (ko) * | 2020-12-14 | 2022-06-21 | 주식회사 포스코 | 굽힘성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| ES3038136T3 (en) * | 2021-04-27 | 2025-10-09 | Nippon Steel Corp | Steel sheet and plated steel sheet |
| CN115537681B (zh) * | 2021-06-30 | 2023-10-17 | 宝山钢铁股份有限公司 | 高韧性、低屈强比及低纵横向强度各向异性500MPa级钢板及其制造方法 |
| CN116657033A (zh) * | 2022-02-17 | 2023-08-29 | 宝山钢铁股份有限公司 | 抗点焊lme裂纹的高强钢复合镀锌板及其制备方法 |
| CN115029630B (zh) * | 2022-05-23 | 2023-06-02 | 武汉钢铁有限公司 | 一种提高1800MPa级抗延迟开裂热成形钢及生产方法 |
| CN117286396A (zh) * | 2022-06-17 | 2023-12-26 | 宝山钢铁股份有限公司 | 一种耐氢致开裂冷轧热镀锌超高强双相钢及其制造方法 |
| JP7736042B2 (ja) * | 2022-07-22 | 2025-09-09 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
| CN118326251A (zh) * | 2023-01-10 | 2024-07-12 | 通用汽车环球科技运作有限责任公司 | 具有高平整度的热浸镀锌超高强度钢板 |
| KR20250159192A (ko) | 2023-03-31 | 2025-11-10 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 그들의 제조 방법 |
| WO2024202803A1 (ja) | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2025075095A1 (ja) | 2023-10-04 | 2025-04-10 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2025075094A1 (ja) | 2023-10-04 | 2025-04-10 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| CN119243050B (zh) * | 2024-09-30 | 2025-12-19 | 宁波星科金属材料有限公司 | 一种耐盐雾钢材、制备方法及其应用 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3247907B2 (ja) | 1992-11-05 | 2002-01-21 | 川崎製鉄株式会社 | 延性と耐遅れ破壊特性に優れた高強度冷延鋼板およびその製造方法 |
| JP3477955B2 (ja) * | 1995-11-17 | 2003-12-10 | Jfeスチール株式会社 | 極微細組織を有する高張力熱延鋼板の製造方法 |
| CN1158398C (zh) * | 2000-05-26 | 2004-07-21 | 杰富意钢铁株式会社 | 具有应变时效硬化特性的冷轧钢板、镀锌钢板及其制造方法 |
| FR2844281B1 (fr) * | 2002-09-06 | 2005-04-29 | Usinor | Acier a tres haute resistance mecanique et procede de fabrication d'une feuille de cet acier revetue de zinc ou d'alliage de zinc |
| JP4317384B2 (ja) | 2003-04-28 | 2009-08-19 | 新日本製鐵株式会社 | 耐水素脆化、溶接性および穴拡げ性に優れた高強度亜鉛めっき鋼板とその製造方法 |
| JP4384523B2 (ja) | 2004-03-09 | 2009-12-16 | 新日本製鐵株式会社 | 形状凍結性に極めて優れた低降伏比型高強度冷延鋼板およびその製造方法 |
| JP4555694B2 (ja) * | 2005-01-18 | 2010-10-06 | 新日本製鐵株式会社 | 加工性に優れる焼付け硬化型熱延鋼板およびその製造方法 |
| JP4741376B2 (ja) | 2005-01-31 | 2011-08-03 | 新日本製鐵株式会社 | 外観が良好な高強度合金化溶融亜鉛めっき鋼板及びその製造方法と製造設備 |
| TWI354706B (en) | 2006-01-30 | 2011-12-21 | Nippon Steel Corp | Hot-dip galvanealed high-strength steel sheet and |
| JP4781836B2 (ja) | 2006-02-08 | 2011-09-28 | 新日本製鐵株式会社 | 耐水素脆性に優れた超高強度鋼板とその製造方法及び超高強度溶融亜鉛めっき鋼板の製造方法並びに超高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5194878B2 (ja) * | 2007-04-13 | 2013-05-08 | Jfeスチール株式会社 | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| CN101960034B (zh) * | 2008-03-27 | 2012-10-31 | 新日本制铁株式会社 | 成形性和焊接性优良的高强度冷轧钢板、高强度镀锌钢板、高强度合金化热浸镀锌钢板、及它们的制造方法 |
| JP4712882B2 (ja) | 2008-07-11 | 2011-06-29 | 株式会社神戸製鋼所 | 耐水素脆化特性および加工性に優れた高強度冷延鋼板 |
| JP5131844B2 (ja) * | 2008-08-12 | 2013-01-30 | 新日鐵住金株式会社 | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 |
| JP2010168651A (ja) | 2008-12-26 | 2010-08-05 | Nakayama Steel Works Ltd | 高強度熱延鋼板およびその製造方法 |
| JP5195413B2 (ja) | 2008-12-26 | 2013-05-08 | 新日鐵住金株式会社 | 曲げ加工性及び靭性の異方性に優れた高強度熱延鋼板及びその製造方法 |
| JP5740847B2 (ja) * | 2009-06-26 | 2015-07-01 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5696359B2 (ja) * | 2009-07-08 | 2015-04-08 | 新日鐵住金株式会社 | 高強度鋼板およびその溶鋼の溶製方法 |
| JP5644095B2 (ja) | 2009-11-30 | 2014-12-24 | 新日鐵住金株式会社 | 延性及び耐遅れ破壊特性の良好な引張最大強度900MPa以上を有する高強度鋼板および高強度冷延鋼板の製造方法、高強度亜鉛めっき鋼板の製造方法 |
| JP5499663B2 (ja) * | 2009-11-30 | 2014-05-21 | 新日鐵住金株式会社 | 機械切断特性に優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 |
| JP5370104B2 (ja) * | 2009-11-30 | 2013-12-18 | 新日鐵住金株式会社 | 耐水素脆化特性に優れた引張最大強度900MPa以上の高強度鋼板および高強度冷延鋼板の製造方法、高強度亜鉛めっき鋼板の製造方法 |
| JP5434537B2 (ja) | 2009-12-03 | 2014-03-05 | 新日鐵住金株式会社 | 溶接性に優れた高Si含有合金化溶融めっき鋼板およびその製造方法 |
| JP5786317B2 (ja) * | 2010-01-22 | 2015-09-30 | Jfeスチール株式会社 | 材質安定性と加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2011153349A (ja) * | 2010-01-27 | 2011-08-11 | Sumitomo Metal Ind Ltd | 外観特性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
-
2012
- 2012-09-28 US US14/348,335 patent/US8993120B2/en active Active
- 2012-09-28 MX MX2014003793A patent/MX360510B/es active IP Right Grant
- 2012-09-28 RU RU2014117668/02A patent/RU2585889C2/ru not_active IP Right Cessation
- 2012-09-28 PL PL12835699T patent/PL2762583T3/pl unknown
- 2012-09-28 BR BR112014007483A patent/BR112014007483B1/pt active IP Right Grant
- 2012-09-28 ES ES12835699T patent/ES2706996T3/es active Active
- 2012-09-28 EP EP12835699.5A patent/EP2762583B1/en active Active
- 2012-09-28 WO PCT/JP2012/075108 patent/WO2013047760A1/ja not_active Ceased
- 2012-09-28 CA CA2850462A patent/CA2850462C/en active Active
- 2012-09-28 JP JP2013513323A patent/JP5352793B2/ja active Active
- 2012-09-28 CN CN201280047992.2A patent/CN103842543B/zh active Active
- 2012-09-28 TW TW101136119A patent/TWI499675B/zh not_active IP Right Cessation
- 2012-09-28 KR KR1020147008137A patent/KR101605980B1/ko active Active
-
2014
- 2014-03-28 ZA ZA2014/02351A patent/ZA201402351B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP2762583A4 (en) | 2015-12-02 |
| EP2762583A1 (en) | 2014-08-06 |
| CN103842543B (zh) | 2016-01-27 |
| WO2013047760A1 (ja) | 2013-04-04 |
| MX2014003793A (es) | 2014-07-10 |
| TW201331383A (zh) | 2013-08-01 |
| RU2014117668A (ru) | 2015-11-10 |
| BR112014007483B1 (pt) | 2019-12-31 |
| CA2850462A1 (en) | 2013-04-04 |
| PL2762583T3 (pl) | 2019-04-30 |
| EP2762583B1 (en) | 2018-11-07 |
| TWI499675B (zh) | 2015-09-11 |
| US8993120B2 (en) | 2015-03-31 |
| JPWO2013047760A1 (ja) | 2015-03-30 |
| ZA201402351B (en) | 2015-03-25 |
| JP5352793B2 (ja) | 2013-11-27 |
| KR20140052070A (ko) | 2014-05-02 |
| MX360510B (es) | 2018-11-05 |
| BR112014007483A2 (pt) | 2017-04-04 |
| CA2850462C (en) | 2016-10-11 |
| US20140234659A1 (en) | 2014-08-21 |
| KR101605980B1 (ko) | 2016-03-23 |
| CN103842543A (zh) | 2014-06-04 |
| RU2585889C2 (ru) | 2016-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2706996T3 (es) | Chapa de acero de alta resistencia galvanizada por inmersión en caliente con excelente resistencia a la fractura retardada y método para su fabricación | |
| ES2755414T3 (es) | Lámina de acero de alta resistencia excelente en resistencia al impacto y método de fabricación de la misma, y lámina de acero galvanizado de alta resistencia y método de fabricación de la misma | |
| ES2725803T3 (es) | Lámina de acero galvanizado y recocido de alta resistencia, de alta capacidad de temple por cocción, lámina de acero galvanizado y recocido, aleada de alta resistencia, y procedimiento para fabricar la misma | |
| US12252758B2 (en) | Steel sheet and production method for same | |
| RU2566121C1 (ru) | Высокопрочный гальванизированный погружением стальной лист с превосходной характеристикой сопротивления удару и способ его изготовления и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист и способ его изготовления | |
| ES3035701T3 (en) | High strength hot-dip galvanized steel sheet having excellent formability and a method of manufacturing the same | |
| ES2718492T3 (es) | Lámina de acero galvanizado por inmersión en caliente y método para su fabricación | |
| JP6187710B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5403185B2 (ja) | 引張強度980MPa以上有するめっき密着性、成形性と穴広げ性に優れた高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板とその製造方法 | |
| ES2719930T3 (es) | Artículo moldeado estampado en caliente, proceso para la producción de chapa de acero para estampación en caliente y proceso para la producción de artículo moldeado estampado en caliente | |
| ES2935623T3 (es) | Pieza estampada en caliente y procedimiento de fabricación de la misma | |
| KR102467656B1 (ko) | 강판 및 그 제조 방법 | |
| ES2699996T3 (es) | Chapa de acero laminada en caliente galvano-recocida por inmersión en caliente y procedimiento para producir la misma | |
| CN112041475A (zh) | 镀锌钢板及其制造方法 | |
| WO2020162560A1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JP6460238B2 (ja) | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 | |
| JP2013076114A (ja) | 高降伏比を有する溶融亜鉛めっき鋼板およびその製造方法 | |
| WO2018051402A1 (ja) | 鋼板 | |
| JP7303460B2 (ja) | 鋼板およびその製造方法 | |
| JP5245228B2 (ja) | 伸び、耐食性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 |