ES2708341T3 - Grabado exento de cromo para un galvanizado sobre plástico - Google Patents
Grabado exento de cromo para un galvanizado sobre plástico Download PDFInfo
- Publication number
- ES2708341T3 ES2708341T3 ES16200092T ES16200092T ES2708341T3 ES 2708341 T3 ES2708341 T3 ES 2708341T3 ES 16200092 T ES16200092 T ES 16200092T ES 16200092 T ES16200092 T ES 16200092T ES 2708341 T3 ES2708341 T3 ES 2708341T3
- Authority
- ES
- Spain
- Prior art keywords
- etching
- engraving
- concentration
- solution
- process according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920003023 plastic Polymers 0.000 title claims abstract description 74
- 239000004033 plastic Substances 0.000 title claims abstract description 74
- 238000005246 galvanizing Methods 0.000 title description 16
- 238000005530 etching Methods 0.000 claims abstract description 106
- 238000000034 method Methods 0.000 claims abstract description 61
- 230000008569 process Effects 0.000 claims abstract description 59
- 150000002500 ions Chemical class 0.000 claims abstract description 27
- 238000001465 metallisation Methods 0.000 claims abstract description 14
- 230000004913 activation Effects 0.000 claims abstract description 6
- 238000004140 cleaning Methods 0.000 claims abstract description 4
- 230000003647 oxidation Effects 0.000 claims description 30
- 238000007254 oxidation reaction Methods 0.000 claims description 30
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 claims description 18
- 229910052748 manganese Inorganic materials 0.000 claims description 17
- 239000000203 mixture Substances 0.000 claims description 17
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 claims description 12
- 239000002253 acid Substances 0.000 claims description 12
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 11
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 claims description 9
- 229940098779 methanesulfonic acid Drugs 0.000 claims description 8
- 229910052763 palladium Inorganic materials 0.000 claims description 8
- 229910021653 sulphate ion Inorganic materials 0.000 claims description 8
- 229910021645 metal ion Inorganic materials 0.000 claims description 7
- 150000003839 salts Chemical class 0.000 claims description 7
- 238000007747 plating Methods 0.000 claims description 6
- 239000003381 stabilizer Substances 0.000 claims description 5
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 claims description 4
- 229910052797 bismuth Inorganic materials 0.000 claims description 4
- 229910052709 silver Inorganic materials 0.000 claims description 4
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 claims description 3
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 3
- COVZYZSDYWQREU-UHFFFAOYSA-N Busulfan Chemical compound CS(=O)(=O)OCCCCOS(C)(=O)=O COVZYZSDYWQREU-UHFFFAOYSA-N 0.000 claims description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 claims description 2
- 229960000250 adipic acid Drugs 0.000 claims description 2
- 235000011037 adipic acid Nutrition 0.000 claims description 2
- HYYJOCXNESGFSB-UHFFFAOYSA-N 1-(oxiran-2-yl)-n-(oxiran-2-ylmethyl)methanamine Chemical compound C1OC1CNCC1CO1 HYYJOCXNESGFSB-UHFFFAOYSA-N 0.000 claims 1
- 125000000118 dimethyl group Chemical group [H]C([H])([H])* 0.000 claims 1
- 239000011572 manganese Substances 0.000 description 64
- 229910052751 metal Inorganic materials 0.000 description 25
- 239000002184 metal Substances 0.000 description 25
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 22
- 238000000576 coating method Methods 0.000 description 13
- 229910052759 nickel Inorganic materials 0.000 description 11
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 10
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 10
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 9
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 9
- 238000000151 deposition Methods 0.000 description 9
- 230000008021 deposition Effects 0.000 description 9
- 239000000758 substrate Substances 0.000 description 9
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 8
- 239000010949 copper Substances 0.000 description 8
- -1 manganese cations Chemical class 0.000 description 8
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 7
- 235000011007 phosphoric acid Nutrition 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000000126 substance Substances 0.000 description 5
- 235000011149 sulphuric acid Nutrition 0.000 description 5
- 206010040844 Skin exfoliation Diseases 0.000 description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 4
- 238000007654 immersion Methods 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical group C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- 150000007513 acids Chemical class 0.000 description 3
- 239000012190 activator Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000003638 chemical reducing agent Substances 0.000 description 3
- 230000032798 delamination Effects 0.000 description 3
- 230000035618 desquamation Effects 0.000 description 3
- IXGULRCJSAXUDJ-UHFFFAOYSA-N dimethyl-bis(oxiran-2-ylmethyl)azanium Chemical compound C1OC1C[N+](C)(C)CC1CO1 IXGULRCJSAXUDJ-UHFFFAOYSA-N 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 150000002739 metals Chemical group 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000004448 titration Methods 0.000 description 3
- VTLYFUHAOXGGBS-UHFFFAOYSA-N Fe3+ Chemical compound [Fe+3] VTLYFUHAOXGGBS-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 150000001450 anions Chemical class 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 125000002091 cationic group Chemical group 0.000 description 2
- 150000001768 cations Chemical class 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 150000002696 manganese Chemical class 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 229910001437 manganese ion Inorganic materials 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920006380 polyphenylene oxide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002397 thermoplastic olefin Polymers 0.000 description 2
- 239000000080 wetting agent Substances 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910021380 Manganese Chloride Inorganic materials 0.000 description 1
- GLFNIEUTAYBVOC-UHFFFAOYSA-L Manganese chloride Chemical compound Cl[Mn]Cl GLFNIEUTAYBVOC-UHFFFAOYSA-L 0.000 description 1
- WAEMQWOKJMHJLA-UHFFFAOYSA-N Manganese(2+) Chemical class [Mn+2] WAEMQWOKJMHJLA-UHFFFAOYSA-N 0.000 description 1
- 229910021571 Manganese(III) fluoride Inorganic materials 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004954 Polyphthalamide Substances 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910001430 chromium ion Inorganic materials 0.000 description 1
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical compound [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 1
- 238000005352 clarification Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 239000011656 manganese carbonate Substances 0.000 description 1
- 235000006748 manganese carbonate Nutrition 0.000 description 1
- 239000011565 manganese chloride Substances 0.000 description 1
- 235000002867 manganese chloride Nutrition 0.000 description 1
- 229910000016 manganese(II) carbonate Inorganic materials 0.000 description 1
- VASIZKWUTCETSD-UHFFFAOYSA-N manganese(II) oxide Inorganic materials [Mn]=O VASIZKWUTCETSD-UHFFFAOYSA-N 0.000 description 1
- SQQMAOCOWKFBNP-UHFFFAOYSA-L manganese(II) sulfate Chemical compound [Mn+2].[O-]S([O-])(=O)=O SQQMAOCOWKFBNP-UHFFFAOYSA-L 0.000 description 1
- 229910000357 manganese(II) sulfate Inorganic materials 0.000 description 1
- GEYXPJBPASPPLI-UHFFFAOYSA-N manganese(III) oxide Inorganic materials O=[Mn]O[Mn]=O GEYXPJBPASPPLI-UHFFFAOYSA-N 0.000 description 1
- SRVINXWCFNHIQZ-UHFFFAOYSA-K manganese(iii) fluoride Chemical compound [F-].[F-].[F-].[Mn+3] SRVINXWCFNHIQZ-UHFFFAOYSA-K 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 150000007530 organic bases Chemical class 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920006375 polyphtalamide Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- NWONKYPBYAMBJT-UHFFFAOYSA-L zinc sulfate Chemical compound [Zn+2].[O-]S([O-])(=O)=O NWONKYPBYAMBJT-UHFFFAOYSA-L 0.000 description 1
- 239000011686 zinc sulphate Substances 0.000 description 1
- 235000009529 zinc sulphate Nutrition 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/20—Pretreatment of the material to be coated of organic surfaces, e.g. resins
- C23C18/2006—Pretreatment of the material to be coated of organic surfaces, e.g. resins by other methods than those of C23C18/22 - C23C18/30
- C23C18/2046—Pretreatment of the material to be coated of organic surfaces, e.g. resins by other methods than those of C23C18/22 - C23C18/30 by chemical pretreatment
- C23C18/2073—Multistep pretreatment
- C23C18/208—Multistep pretreatment with use of metal first
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/20—Pretreatment of the material to be coated of organic surfaces, e.g. resins
- C23C18/2006—Pretreatment of the material to be coated of organic surfaces, e.g. resins by other methods than those of C23C18/22 - C23C18/30
- C23C18/2046—Pretreatment of the material to be coated of organic surfaces, e.g. resins by other methods than those of C23C18/22 - C23C18/30 by chemical pretreatment
- C23C18/2073—Multistep pretreatment
- C23C18/2086—Multistep pretreatment with use of organic or inorganic compounds other than metals, first
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/20—Pretreatment of the material to be coated of organic surfaces, e.g. resins
- C23C18/22—Roughening, e.g. by etching
- C23C18/24—Roughening, e.g. by etching using acid aqueous solutions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/20—Pretreatment of the material to be coated of organic surfaces, e.g. resins
- C23C18/28—Sensitising or activating
- C23C18/30—Activating or accelerating or sensitising with palladium or other noble metal
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/32—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron
- C23C18/34—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron using reducing agents
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Chemically Coating (AREA)
- Electroplating Methods And Accessories (AREA)
- ing And Chemical Polishing (AREA)
Abstract
Proceso para la metalización de superficies de plástico que comprende al menos las etapas de a) limpieza, b) grabado, c) aclarado, d) activación y e) metalización, caracterizado por que la etapa de grabado b) es un proceso de dos fases, en el que en una primera etapa de grabado b1) las superficies de plástico se ponen en contacto con una primera solución de grabado que comprende al menos iones de Mn (IV) y, en una segunda etapa de grabado b2), las superficies de plástico se ponen en contacto con una solución de grabado que comprende al menos iones de Mn (III) y de Mn (VII).
Description
DESCRIPCION
Grabado exento de cromo para un galvanizado sobre plastico
La presente invencion se refiere a un grabado exento de cromo para los procesos de galvanizado en plastico, en el que las superficies de plastico se ponen en contacto en una primera etapa de grabado con una solucion de grabado que comprende al menos iones de Mn (IV) y, en una segunda etapa de grabado, con una solucion que comprende al menos iones de Mn (III) y de Mn (VII) antes de la etapa de galvanizado metalico.
La modificacion de las superficies mediante una deposition coherente de otros materiales es una forma bien establecida de alterar las propiedades flsicas y decorativas de los materiales. Se han establecido numerosos procesos con objeto de abordar los diferentes sustratos y los diferentes materiales de recubrimiento funcional. Los sustratos no conductores, como las superficies de plastico, pueden modificarse, por ejemplo, mediante la deposicion de capas metalicas con objeto bien de cambiar las propias electricas de o bien de impartir una termination mas valiosa a las piezas de trabajo de plastico. Dichos procesos de metalizacion, es decir, los procesos de galvanizado sobre plastico (pop), son ampliamente usados para la fabrication de circuitos integrados, de placas madre impresas o de otros componentes electronicos, y adicionalmente en el campo de partes de automocion y de saneamiento. En ambas areas de aplicacion, la fuerza de adhesion de la capa adicional aplicada sobre la superficie de plastico es un parametro de calidad fundamental. Es obvio que la vida util global funcional y decorativa es directamente proporcional a las propiedades de adhesion de las diferentes capas. Por lo tanto, con objeto de aumentar la fuerza de adhesion obtenible, una etapa habitual del proceso es abrasionar las superficies pertinentes de un sustrato plastico antes de la deposicion del metal. Esta etapa del proceso se conoce habitualmente como grabado o decapado, y habitualmente se emplea acido sulfurico/cromo para conseguir la abrasion de la superficie de plastico. En esta etapa, algunas partes de la superficie de plastico, por ejemplo, las fracciones de butadieno ED 40859 / UAM en ABS o en un material plastico con mezcla de ABS, se descomponen oxidantemente, formando consecuentemente cavernas u oquedades en la superficie de plastico. Estas cavernas u oquedades son susceptibles de funcionar como fijaciones para los subsiguientes recubrimientos metalicos depositados y dan lugar a una mayor/mejor adhesion de la capa adicional depositada.
Por ejemplo, el documento WO2005094394 desvela un proceso para la preparation de un sustrato no conductor para su subsiguiente metalizacion. En este documento, una superficie de plastico se graba con una solucion de grabado que comprende un permanganato y un acido mineral.
El documento US 7.025.867 desvela el tratamiento de una superficie de plastico con una solucion acida de permanganato antes de una metalizacion electrolltica directa de la superficie de un sustrato no conductor electrico. La patente alemana DE 19740431 C1 desvela una etapa de grabado en la metalizacion de un area superficial no conductora electrica en la que la superficie del sustrato se trata con una solucion acida de grabado que contiene peroxido de hidrogeno. El acido de la solucion acida puede ser el acido fosforico.
El documento WO2009/023628 desvela una solucion de grabado para el pretratamiento de la superficie de una superficie de plastico en la preparacion de una subsiguiente metalizacion, la solucion comprende una fuente de iones de Mn (VIII) y un acido inorganico, en la que la solucion decapante esta sustancialmente exenta de iones de cromo (VI), alcalinos y alcalinoterreos.
El documento WO2016/006301 desvela un metodo de galvanizado de una resina que usa un bano de grabado que contiene manganeso.
No obstante, a pesar de la existencia de numerosos procesos de grabado en la bibliografla y en la industria, todavla existe una necesidad de procesos adicionales de alta calidad respetuosos con el medio ambiente, que sean capaces de proporcionar piezas de plastico con un galvanizado metalico superior reproducible opticamente que comprende una elevada fuerza de adhesion entre la superficie de plastico y la superficie de metal depositada, y por lo tanto unas propiedades de aplicacion superiores.
Por lo tanto, es la intention de la invencion que nos ocupa resolver la tarea mencionada anteriormente, y especialmente divulgar un proceso de grabado modificado y soluciones para el proceso de grabado, que sean capaces de administrar unos resultados de galvanizado de alta calidad, incluyendo un aumento en la adhesion de las capas de metal depositadas sobre las piezas de trabajo de plastico.
La tarea mencionada anteriormente se resuelve inventivamente mediante un proceso para la metalizacion de superficies de plastico que comprende al menos las etapas de
a) limpieza,
b) grabado,
c) aclarado,
d) activacion, y
e) metalizacion,
en el que la etapa de grabado b) es un proceso de dos fases, en el que en una primera etapa de grabado b1) las superficies de plastico se ponen en contacto con una primera solucion de grabado que comprende al menos iones de Mn (IV) y, en una segunda etapa de grabado b2), las superficies de plastico se ponen en contacto con una solucion de grabado que comprende al menos iones de Mn (III) y de Mn (VII). Sorprendentemente, se averiguo que la deposicion de metales sobre superficies de plastico si que muestran unos resultados superiores en estos casos, en los que la etapa de grabado se separa en dos etapas de grabado distintas, en la que en cada etapa hay presentes cationes de manganeso en un estado de oxidacion diferente. Dichas etapas de grabado divididas proporcionan unas piezas de plastico galvanizadas que comprenden una superficie galvanizada muy homogenea, un mejor recubrimiento con el metal y la adhesion de la capa metalica galvanizada es mejor en comparacion con los procesos de grabado en los que solo hay presente un estado de oxidacion de una especie de manganeso cationico. Se consigue una ventana de trabajo muy amplia mediante este proceso, y ademas se pueden obtener unos resultados muy buenos en aquellos casos en los que no se realiza un aclarado entre las diferentes etapas de grabado. En la siguiente tabla se resume una comparacion entre el grabado del estado de la tecnica y un proceso segun la invencion:
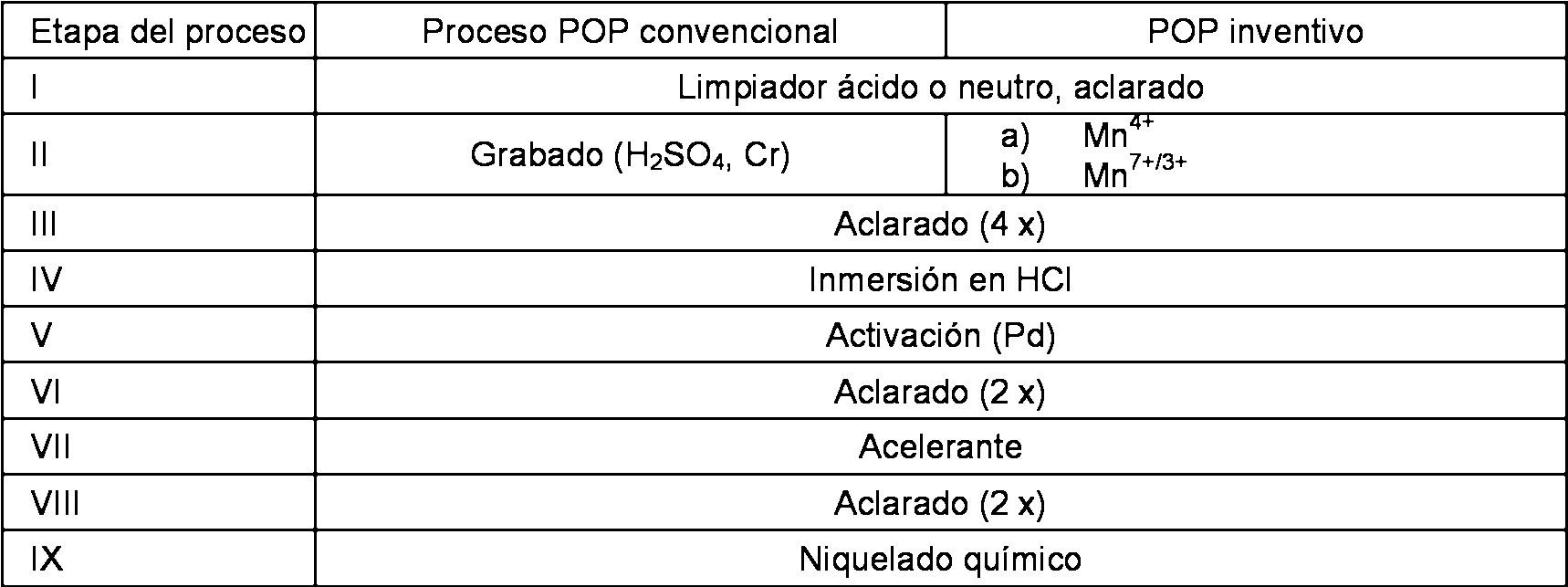
Como puede representarse a partir de la tabla, es posible conseguir un proceso de grabado exento de cromo, que es respetuoso con el medio ambiente en comparacion con los procesos del estado de la tecnica que usan iones de cromo para la etapa de grabado. Sin estar ligados a ninguna teorla en especial, se cree que mediante la division de la etapa de grabado, se modifican los diferentes objetivos de la superficie de plastico, dando lugar a una abrasion/preparacion de la superficie de plastico mas homogenea antes del galvanizado metalico. Se cree que en la primera etapa de grabado, las partlculas de Mn (IV) coloidal que estan presentes en solucion son capaces de interactuar especlficamente con ciertas partes de la superficie del pollmero. En el caso de las superficies de ABS (acrilonitrilo butadieno estireno), las partlculas solo atacan a la fase de butadieno del ABS y no a la estructura de acrilonitrilo. La estructura de acrilonitrilo solo es atacada en la segunda etapa de grabado, en la que, aparte de la estructura de acrilonitrilo, se oxida adicionalmente la ya grabada fase de butadieno. Dicho tratamiento da como resultado la formacion de unos orificios de grabado en las superficies de plastico con una distribucion de tamano y una localizacion diferentes, que sirven posteriormente en el proceso como cavernas de deposicion para, por ejemplo, partlculas de paladio/estano coloidal. En una etapa adicional puede eliminarse el estano, de forma que quede el paladio activo. En el caso de la deposicion de nlquel, el potencial catalltico del paladio y del electrolito de niquelado qulmico, que contiene un agente reductor, inician, en una subsiguiente etapa, la deposicion de nlquel sobre los sitios de paladio. En esta capa metalica (flash) pueden galvanizarse otros metales como cobre, nlquel electrico, etc.
Una ventaja adicional del proceso de grabado inventivo es que no hay necesidad de usar un agente incrementador de base organica adicional con objeto de conseguir unos buenos resultados en el galvanizado. Por lo tanto, es posible evitar algunos de los inconvenientes incluidos en el uso de agentes incrementadores organicos, es decir,
- el agente incrementador organico puede ser prohibido en el futuro debido a consideraciones medioambientales (por ejemplo, valores de la COD del agua residual);
- la llnea de deposicion puede ser mas corta debido a que pueden omitirse los banos del agente incrementador; - la ventana de trabajo del agente incrementador organico es mas bien corta (2-3 minutos), y unos tiempos de exposicion mas largos pueden dar como resultado una macro-estabilidad reducida de la superficie de plastico; - el agente incrementador organico puede quedarse en la superficie del sustrato y puede debilitar la estructura de la superficie del plastico, incluyendo la formacion de grietas y rupturas bajo una carga.
Sin embargo, aunque puede omitirse el agente incrementador organico en las etapas de grabado inventivas, tambien es posible incluir dicha clase de moleculas en el sistema divulgado de grabado en dos etapas.
El proceso es aplicable para la metalizacion de diversos sustratos polimericos no conductores (plasticos) que incluyen, por ejemplo, acrilonitrilo butadieno estireno (ABS), acrilonitrilo butadieno estireno/policarbonato (ABS/PC), poliamida (PA), polipropileno (PP), olefinas termoplasticas (TPO), oxido de polifenileno (PPO), polifenilen eter, poliimidas, polieter imida (PEI), polieter eter cetona (PEEK), sulfuro de polifenileno, poliftalamida, poliuretano (PU) y sus mezclas, as! como los composites tales como laminados de epoxi-vidrio. Otros sustratos no conductores adecuados, tales como materiales ceramicos, tambien pueden ser adecuadamente seleccionados por los expertos en la materia. Todos estos materiales ofrecen unas estructuras superficiales con una diferente susceptibilidad a la oxidacion.
La etapa de grabado inventiva es compatible con una amplia variedad de etapas de procesado adicionales conocidas por el artesano experto con objeto de llevar a cabo proceso de metalizacion en plastico. Por lo tanto, las otras etapas del proceso mencionadas, es decir a) limpieza, c) aclarado, d) activacion y e) metalizacion, pueden llevarse a cabo de diferentes formas usando diferentes composiciones del bano y de especies activas.
Las composiciones manejables para las etapas individuales son conocidas por el artesano experto. Ademas, es posible incluir una etapa de procesado adicional no mencionada expllcitamente en la lista proporcionada anteriormente.
Para el grabado segun la invencion, es necesario poner en contacto las superficies de plastico en una primera etapa de grabado b1) con una primera solucion de grabado que comprende al menos iones de Mn (IV). Esta etapa puede llevarse a cabo, por ejemplo, sumergiendo las piezas de plastico en una solucion que comprende iones de Mn (IV) o pulverizando dicha solucion sobre la superficie de las piezas de plastico. El tiempo de contacto entre la solucion y las piezas de plastico puede ser ajustado segun la geometrla de las partes del propio material. Los tiempos de contacto adecuados pueden variar desde varios segundos, por ejemplo, 30 segundos, hasta varios minutos, por ejemplo, 30 minutos. Se han conseguido unos buenos resultados, por ejemplo, con unos tiempos de contacto de entre 5 y 15 minutos. Ademas, la primera solucion de grabado comprende iones de Mn (IV). Esto significa que la solucion tambien puede contener otros cationes metalicos aparte del manganeso, cationes de manganeso en otros estados de oxidacion y/u otras sustancias como, por ejemplo, agentes humectantes.
En la segunda etapa de grabado b2), las superficies de plastico se ponen en contacto con una solucion de grabado que comprende al menos iones de Mn (III) y de Mn (VII). Esto significa que, en la segunda etapa de grabado, las superficies de plastico estan en contacto con otra solucion que comprende al menos iones de Mn (III) y de Mn (VII). Esta en el ambito de la invencion que entre la primera y la segunda etapa de grabado se cambie la solucion. Entre ambas etapas puede llevarse a cabo un aclarado adicional, o puede introducirse la segunda solucion sin una etapa de aclarado. De cualquier forma, se prefiere un aclarado entre el primer y segundo grabado. Los tiempos de contacto de la segunda etapa pueden ser similares a los tiempos de contacto de la primera etapa. La segunda solucion de grabado tambien puede contener sustancias organicas y/o especies metalicas adicionales.
En un aspecto preferido del proceso, la concentration de los iones de Mn (IV) en la primera etapa de grabado b1) puede ser > 0,5 g/l y < 15 g/l y la concentracion de los iones de Mn (III) y Mn (VII) en la segunda etapa de grabado b2) puede ser > 0,05 g/l y < 20 g/l. Con objeto de asegurar un grabado efectivo en unos tiempos de procesado adecuados, se ha encontrado util poner en contacto las superficies de plastico con soluciones que comprenden las anteriormente mencionadas concentraciones de las especies de manganeso cationicas. En estos intervalos de concentracion, aunque es diflcil el recubrimiento de superficies de plastico que comprenden, por ejemplo, bordes afilados o unas estructuras superficiales mayores, pueden ser grabadas de una forma tal que el recubrimiento metalico resultante sea muy homogeneo y muestre una muy buena adherencia a la superficie de plastico. Si el tiempo de procesado es un parametro crucial, la concentracion del ion de Mn (IV) puede ser ajustada adicionalmente a entre > 2,0 g/l y < 10 g/l, preferentemente a entre > 3,0 g/l y < 8 g/l, y la concentracion del ion de Mn (III) y de Mn (VII) puede ser ajustada adicionalmente a entre > 0,1 g/l y < 10 g/l, preferentemente a entre > 0,5 g/l y < 5 g/l. En estos intervalos de concentracion, aunque es diflcil el grabado de superficies de plastico, pueden ser grabadas de una forma fiable y con una buena adherencia, y se obtienen unas superficies metalicas homogeneas.
En una realization adicional del proceso, la temperatura del bano en la primera etapa de grabado b1) puede ser > 20 °C y < 60 °C y la temperatura del bano en la segunda etapa de grabado b2) puede ser > 30 °C y < 80 °C. La cinetica del grabado tambien puede verse afectada por las temperaturas del bano en las etapas individuales. Se consiguen unos buenos resultados y unos tiempos de procesado decentes en los intervalos de temperatura mencionados anteriormente. Especialmente se prefiere que la segunda etapa de grabado se lleve a cabo a las mayores temperaturas del bano. Cualitativamente se obtienen unos recubrimientos muy buenos a unas temperaturas del bano de > 30 °C y < 50 °C, preferentemente de > 35 °C y < 45 °C durante la primera etapa de grabado, y de > 40 °C y < 75 °C, preferentemente de > 60 °C y < 73 °C durante la segunda etapa de grabado. Los tiempos de procesado globales pueden acortarse en ese intervalo de temperaturas, y los banos, especialmente los estados de oxidacion de los iones de manganeso, todavla son qulmicamente estables.
En una realizacion adicional del proceso, el pH de ambas soluciones de grabado de las etapas de grabado b1) y b2) puede ser < 1,0. Preferiblemente, las soluciones de grabado de ambas etapas de grabado son muy acidas. La acidez de la solucion puede afectar al comportamiento incrementador de las superficies de plastico, y
adicionalmente puede afectar al poder oxidante de los cationes metalicos. Por lo tanto, la degradacion de la superficie polimerica puede ser alterada modificando el pH. Se ha averiguado que una acidez inferior a 1,0 es util para asegurar unos resultados reproducibles en el grabado y unos tiempos de procesado muy economicos. Ademas, el pH podrla ser ajustado a < 0,5 e incluso mas preferido a < 0,1.
En otra caracterlstica del proceso, cada una de las soluciones de grabado de las etapas b1) y b2) puede comprender al menos un acido seleccionado entre el grupo que consiste en acido fosforico, acido sulfurico, acido metansulfonico o combinaciones de los mismos. Este grupo de acidos puede usarse con objeto de ajustar el intervalo preferido de pH. Sin estar ligados a la teorla, estos acidos no solo suministran los iones de hidronio necesarios a la solucion. Este grupo de acidos tambien interfiere en el incremento de la superficie de plastico, dando como resultado una oxidacion definida y preferida de la superficie de plastico, que a su vez, da como resultado la formacion de una capa metalica que comprende una muy buena adhesion a las piezas de plastico.
Adicionalmente, en otro aspecto del proceso, el bano de la etapa de grabado b1) puede comprender adicionalmente un ion metalico seleccionado entre el grupo que consiste en Ag, Bi, Pd, Co o mezclas de los mismos. La calidad de la superficie metalizada puede mejorarse aun mas mediante la presencia de al menos uno de los metales mencionados anteriormente. Sin estar ligados a la teorla, se cree que estos iones metalicos adicionales, bien son capaces de alterar la fuerza de la etapa de oxidacion en la etapa de grabado, o bien ya estan depositados en la superficie de la pieza de plastico y pueden cambiar el comportamiento de deposicion del activador. No obstante, debido a la presencia de dichos iones adicionales, es posible conseguir unos recubrimientos muy homogeneos incluso sobre superficies de plastico diflciles de recubrir. Dichos recubrimientos tambien comprenden una resistencia excepcionalmente elevada al desgarro en comparacion con los recubrimientos convencionales con los procedimientos de grabado convencionales.
En una realization preferida del proceso, la concentration del ion metalico adicional en el bano de la etapa de grabado b1) puede ser > 50 mg/l y < 1.000 mg/l. En las restricciones temporales dadas del procesado, se averiguo que el anterior intervalo de concentracion es capaz de aumentar adicionalmente la adhesion de las capas metalicas sobre las piezas de plastico. El intervalo tambien puede elegirse preferentemente entre > 100 mg/l y < 800 mg/l, e incluso mas preferido entre > 250 mg/l y < 600 mg/l. En ese intervalo se proporciona una mejor estabilidad del ion de Mn (IV) y se reduce la tendencia a la desproporcion.
En un aspecto adicional del proceso inventivo, la densidad de los banos de grabado en las etapas de grabado b1) y b2) es > 1,5 g/cm3 y < 1,8 g/cm3. Se ha averiguado que es adecuado mantener/ajustar la densidad de ambas soluciones de grabado en el intervalo de densidades mencionado anteriormente. En este intervalo de densidades se obtiene un comportamiento de humectacion eficiente de la solucion de grabado sobre las piezas de plastico, que hace innecesaria la presencia de agentes humectantes adicionales en las soluciones de grabado. Por lo tanto, es posible conseguir tambien unos buenos resultados de recubrimiento en superficies de plastico diflciles de recubrir sin aumentar la COD (demanda de oxlgeno qulmico) de la solucion de grabado.
Ademas, en una realizacion adicional, la concentracion del ion de Mn (IV) en la etapa de grabado b1) y la concentracion del ion de Mn (III) y de Mn (VII) en la etapa de grabado b2) puede ser ajustada electroqulmicamente mediante la oxidacion de unas soluciones que comprenden al menos una o mas sales de Mn (II). En esta realizacion, el estado de oxidacion del manganeso activo no se consigue mediante la disolucion de una sal de manganeso adecuada que comprende el metal en el estado de oxidacion deseado. En esta realizacion, el estado de oxidacion activo es generado electroqulmicamente in situ. Los estados de oxidacion definidos son generados mediante la aplicacion de una corriente a la solucion. El artesano experto es consciente de como elegir las corrientes adecuadas con objeto de conseguir la concentracion necesaria del estado de oxidacion “correcto”. Las concentraciones de los iones de manganeso en los diferentes estados de oxidacion pueden ser accesibles anallticamente, como se describe, por ejemplo, en la parte experimental. Algunas sales de manganeso (II) adecuadas son, por ejemplo, MnCO3, MnSO4, MnO, MnCl2, Mn(cH3COO)2 y Mn(NO3)2 o mezclas de las mismas. Pero tambien es posible comenzar con sales de manganeso III como, por ejemplo, Mn2O3, MnPO4, MnO(OH), Mn(CH3COO)3 y MnF3 o mezclas de las mismas. Tambien es posible el uso de sales de Mn (IV) como, por ejemplo, MnO2. Dicho ajuste electroqulmico de los estados de oxidacion y de las concentraciones facilita la loglstica del proceso.
En otra realizacion preferida del proceso, la concentracion global de Mn del bano en la etapa de grabado b1) puede ser > 3,0 g/l y < 20,0 g/l, y en la etapa de grabado b2) puede ser > 0,1 g/l y < 25,0 g/l. Ademas del intervalo de concentraciones del manganeso en los estados de oxidacion especlficos, tambien la concentracion global de manganeso en el bano individual de grabado puede afectar al resultado del proceso. Con objeto de generar un bano estable y evitar la posibilidad de un grabado demasiado agresivo, se ha encontrado util el intervalo de concentraciones mencionado anteriormente.
En un aspecto adicional del proceso, la sal de Mn (II) en los banos de la etapa de grabado b1) y b2) puede seleccionarse entre el grupo que consiste en sulfato de Mn (II), metansulfonato de Mn (II), metandisulfonato de Mn (II) o mezclas de los mismos. Especialmente, las sales de manganeso que comprenden azufre adicional en los aniones de la sal muestran unos resultados de recubrimiento muy buenos, incluyendo un recubrimiento superficial
muy homogeneo y una excelente adhesion del recubrimiento. No puede excluirse que tambien el anion interfiera en cierto grado en la oxidacion de la superficie de plastico y contribuya a los buenos resultados del recubrimiento. Un kit de partes es adicional en el ambito de esta invencion, que comprende al menos dos soluciones de grabado adecuadas para el pretratamiento de la superficie en procesos de galvanizado electroqulmico en plasticos, en el que el kit comprende al menos una primera y una segunda solucion de grabado, en el que la primera solucion de grabado comprende al menos: una concentracion de Mn de > 3,0 g/l y < 20,0 g/l, una concentracion de Mn (IV) de > 0,5 g/l y < 8,0 g/l, un pH de < 1,0, un ion metalico seleccionado entre el grupo que consiste en Ag, Bi, Pd, Co a una concentracion de > 50 mg/l y < 1.000 mg/l; y la segunda solucion de grabado comprende al menos una concentracion de Mn de > 1,0 g/l y < 25,0 g/l, una concentracion de Mn (III) y de Mn (VII) de > 0,05 g/l y < 25,0 g/l, un pH de < 1,0. Las soluciones de grabado del kit mencionado anteriormente pueden estar disenadas en forma de soluciones listas para su uso, en las que las piezas de plastico simplemente deben ser sumergidas en, o pulverizadas con, o las soluciones pueden estar concentradas y ser complementadas, por ejemplo, con agua adicional directamente antes de su uso. La ultima realizacion podrla facilitar los costes de la loglstica y el transporte. En una realizacion preferida adicional, el kit de partes comprende al menos dos soluciones de grabado, en el que la primera y la segunda solucion de grabado comprenden un pH < 0,5 y el pH se ajusta al menos en parte mediante la presencia de acido metansulfonico, fosforico y sulfurico, o mezclas de los mismos.
En una realizacion preferida, el kit de partes puede comprender soluciones de grabado, en el que la primera solucion de grabado comprende adicionalmente un estabilizante seleccionado entre el grupo que consiste en N'-(2-aminoetil)etan-1,2-diamina, dimetil-bis(oxiran-2-ilmetil)azanio, acido hexanodioico, cloruro o mezclas de los mismos. Este estabilizante puede asegurar un gripado del metal mejor y mas uniforme despues del grabado, y puede ser capaz de reducir las huellas de las trayectorias en la etapa de metalizacion electrica.
En otro aspecto, el kit de partes puede comprender dos soluciones de grabado, en el que la densidad de la primera y la segunda solucion de grabado es > 1,5 g/cm3 y < 1,8 g/cm3.
Con respecto a las caracterlsticas inventivas y las propiedades del kit de partes, se refieren especialmente a las propiedades y a las caracterlsticas del proceso inventivo, y viceversa. Por lo tanto, todas las caracterlsticas divulgadas para el proceso inventivo tambien deben considerarse como divulgadas para el kit de partes reivindicado, y viceversa. Tambien se considera que una combination de al menos dos realizaciones preferidas esta en el ambito de la invencion, salvo que en la description se divulgue de otro modo.
Ejemplos
0. Metodos anallticos
0.1 Determination analltica del Mn total
Se accedio a la concentracion global de Mn mediante una valoracion con una solucion de sulfato de cinc 0,1 m. 0.2 Determinacion analltica del Mn IV+
La concentracion de Mn IV+ se determino mediante una valoracion con una solucion de sulfato de Fe (III) 0,1 m o mediante curvas de calibration de UV/VIS.
0.3 Determinacion analltica del Mn VII+/III
La concentracion de Mn VII+/III+ se determino mediante una valoracion con una solucion de sulfato de Fe (III) 0,1 m o mediante curvas de calibracion de UV/VIS.
0.4 Determinacion analltica: prueba de descamado
La prueba de descamado se llevo a cabo segun la DIN 40802.
0. 5 Determinacion analltica: prueba de despegado
La prueba de despegado se llevo a cabo segun la DIN EN 4624.
1. Ejemplo 1 (grabado segun la invencion)
Antes del galvanizado de un plastico, se lleva a cabo un proceso de grabado en 2 etapas, en el que las superficies de plastico se ponen en contacto con dos soluciones de grabado diferentes. No se realiza ninguna etapa de aclarado entre ambas etapas de grabado.
1.1 Preparacion de la primera solucion de grabado (para la b1)
La primera solucion de grabado se prepara usando la siguiente composicion
Agua desmineralizada 45 ml/l
Solucion de sulfato de Mn (II) al 10 % 120 ml/l
Acido metansulfonico (MSA) al 70 % 300 ml/l
H3PO4 al 85 % 60 ml/l
H2SO4 concentrado 550 ml/l Catalizador (Ag-MSA: 275 g/l de Ag) 2 ml/l
Estabilizante
N'-(2-aminoetil)etan-1,2-diamina, dimetil-bis(oxiran-2-ilmetil)azanio; acido
hexanodioico 0,5 ml/l
La primera solucion de grabado puede estar caracterizada por
Densidad 1,659 g/ml
pH < 0
Antes de que pueda usarse la primera solucion de grabado, al menos una parte del Mn2+ (0,5-6 g/l) es oxidada a un estado de oxidacion de IV. Esta oxidacion se llevo a cabo durante 10 h a 2 A/dm2/l (43 °C, catodo de acero inoxidable, anodo de titanio platinizado). Tambien es posible usar anodos platinizados de Niob o MOX. Despues de la oxidacion, el color de la solucion cambio desde un rosa claro hasta parduzco. Con objeto de mantener la concentracion necesaria de Mn IV en el bano para los tratamientos de grabado repetidos, puede aplicarse una corriente en estado estacionario de 0,5 A/l de la solucion de grabado.
El tiempo de inmersion para las piezas de plastico en la solucion de grabado 1 se establecio en 5 minutos.
1.2 Preparacion de la segunda solucion de grabado (para la etapa b2))
Agua desmineralizada 25 ml/l
Solucion de sulfato de Mn (II) al 10 % 60 ml/l
MSA al 70 % 335 ml/l
H3PO4 al 85 % 55 ml/l
H2SO4 concentrado 470 ml/l
La segunda solucion de grabado puede estar caracterizada por
Densidad 1,66 g/ml
pH < 0
Antes de que pueda usarse la segunda solucion de grabado, al menos una parte del Mn2+ (aprox. 1 g/l) es oxidada a un estado de oxidacion de VII/+III. Esta oxidacion se llevo a cabo durante 6 h a 20 A/dm2/l (70 °C, catodo de acero inoxidable, anodo de titanio platinizado). Despues de la oxidacion, el color de la solucion cambio desde un rosa claro hasta purpura. Con objeto de mantener la concentracion necesaria de Mn VII/+III en el bano para los tratamientos de grabado repetidos, puede aplicarse, por ejemplo, una corriente de 0,5 A/l de la solucion de grabado una vez por semana durante dos horas.
El tiempo de inmersion para las piezas de plastico en la solucion de grabado 1 se establecio en 5 minutos.
1.3 Galvanizado de las partes grabadas segun la invencion:
En primer lugar se grabaron 5 partes de ABS diflciles de grabar poniendo en contacto las partes con la solucion de grabado 1 y, sin aclarar, con la solucion de grabado 2 (como se ha definido anteriormente).
Las piezas de plastico grabadas inventivamente se galvanizaron electrollticamente segun la siguiente secuencia de proceso convencional:
Activacion:
cuadruple aclarado / reductor / doble aclarado / preinmersion / activador / doble aclarado
Galvanizado:
acelerante / doble aclarado / niquelado qulmico / doble aclarado / inmersion en cobre / aclarado / golpe de cobre previo al galvanizado / aclarado / cobre brillante / doble aclarado / nlquel semibrillante / doble aclarado / nlquel brillante / doble aclarado / nlquel microporoso / doble aclarado / cromo / doble aclarado / secado
El deposito resultante era uniforme y cubrla completamente las piezas de plastico sin ningun defecto. La adhesion de la capa depositada fue determinada mediante una prueba de descamado y revelo unos valores de al menos 10 N/mm2.
En comparacion con un proceso de grabado convencional en una unica etapa, las imagenes de la superficie mediante REM de las piezas de plastico galvanizadas inventivamente revelaron un resultado de galvanizado mas uniforme. Parece que se grabaron mas completamente el butadieno y que los completamente grabados pareclan estar diseminados homogeneamente y ser mas profundos. Como consecuencia, se obtiene una mejor adhesion de la capa metalica.
Se llevaron a cabo pruebas de descamado sobre las piezas de plastico galvanizadas grabadas segun la invencion. La prueba fue llevada a cabo por 3 personas independientes. Se descamo una superficie definida con una herramienta y se evaluo la fuerza que era necesaria para separar la capa de cobre del plastico. El resultado se clasifico como adecuado si tenia que aplicarse una fuerza considerable con objeto de separar las capas. La adhesion de las partes con un doble grabado se consideraba adecuada, mientras que la mayor parte de las partes con un grabado unico no la superaron (facil deslaminado). Las capas depositadas sobre plastico con un grabado doble generalmente estaban exentas de deslaminados y mostraban una buena fuerza adhesiva de la capa metalica.
II. Ejemplo 2 (segun la invencion)
II. 1 Preparacion de la primera solucion de grabado (para la etapa b1))
La primera solucion de grabado se prepara usando la siguiente composicion
Agua desmineralizada 125 ml/l Solucion de sulfato de Mn (II) al 10 % 120 ml/l MSA al 70 % 200 ml/l H3PO4 al 85 % 60 ml/l
H2SO4 concentrado 600 ml/l Catalizador (Ag-MSA: 275 g/l de Ag) 4 ml/l
Estabilizante
N e an-1,2-diamina, dimetil-bis(oxiran-2-ilmetil)azanio;
a ' (
c •'- id 12
o 1-aminoeti
hexanod 1l •)
io •t
ico 00,5
’5 m l M /1
La primera solucion de grabado puede estar caracterizada por
Densidad 1,658 g/ml
pH < 0
Antes de que pueda usarse la primera solucion de grabado, al menos una parte del Mn2+ (0,5-6 g/l) es oxidada a un estado de oxidacion de IV. Esta oxidacion se llevo a cabo durante 10 h a 2 A/dm2/l (43 °C, catodo de acero inoxidable, anodo de titanio platinizado). Despues de la oxidacion, el color de la solucion cambio desde un rosa claro hasta parduzco. Con objeto de mantener la concentracion necesaria de Mn IV en el bano para los tratamientos de grabado repetidos, puede aplicarse una corriente en estado estacionario de 0,5 A/l de la solucion de grabado.
II.2 Preparacion de la segunda solucion de grabado (para la etapa b2))
Agua desmineralizada 135 ml/l
Solucion de sulfato de Mn (II) al 10 % 120 ml/l
MSA al 70 % 230 ml/l
H3PO4 al 85 % 30 ml/l
H2SO4 concentrado 645 ml/l
Fluorotensioactivo fuerte no ionico 0,4 ml/l
Trietanolamina 2 ml/l
La segunda solucion de grabado puede estar caracterizada por
Densidad 1,675 g/ml
pH < 0
Antes de que pueda usarse la segunda solucion de grabado, al menos una parte del Mn2+ (aprox. 1 g/l) es oxidada a un estado de oxidacion de VII/+III. Esta oxidacion se llevo a cabo durante 6 h a 0,025 A/dm2/l (70 °C, catodo de acero inoxidable, anodo de titanio platinizado). Despues de la oxidacion, el color de la solucion cambio desde un rosa claro hasta purpura. Con objeto de mantener la concentracion necesaria de Mn VII/+III en el bano para los tratamientos de grabado repetidos, puede aplicarse, por ejemplo, una corriente de 0,5 A/l de la solucion de grabado una vez por semana durante dos horas.
II. 3 Galvanizado de las partes grabadas segun la invencion:
En primer lugar se grabaron 5 partes de ABS diflciles de grabar poniendo en contacto las partes con la solucion de grabado 1 y, sin aclarar, con la solucion de grabado 2 (como se ha definido anteriormente).
Las piezas de plastico grabadas inventivamente se galvanizaron electrollticamente segun la siguiente secuencia de proceso convencional:
Activacion:
cuadruple aclarado / reductor / doble aclarado / preinmersion / activador / doble aclarado
Galvanizado:
acelerante / doble aclarado / niquelado qulmico / doble aclarado / inmersion en cobre / aclarado / golpe de cobre previo al galvanizado / aclarado / cobre brillante / doble aclarado / nlquel semibrillante / doble aclarado / nlquel brillante / doble aclarado / nlquel microporoso / doble aclarado / cromo / doble aclarado / secado
Las capas depositadas estaban exentas de deslaminado y mostraban una buena fuerza adhesiva.
III. Ejemplo comparativo-grabado convencional de Mn3+/7+
Se llevo a cabo un galvanizado convencional sobre plastico en dos piezas de plastico diflciles de grabar usando un proceso de grabado de una unica etapa. La etapa de grabado se llevo a cabo usando la siguiente composicion del bano:
Agua DI 180 ml/l
Solucion de sulfato de Mn (II) al 10 % 60 ml/l
MSA al 70 % 230 ml/l
H3PO4 al 85 % 30 ml/l
H2SO4 concentrado 645 ml/l
La densidad del bano de grabado era de 1,65 g/cm3 y el tiempo de grabado se establecio en 10 minutos. El procedimiento de galvanizado era el mismo que el proporcionado anteriormente.
El galvanizado metalico sobre la pieza de plastico es muy poco homogeneo y la capa se descama facilmente de la superficie de plastico.
Claims (15)
1. Proceso para la metalizacion de superficies de plastico que comprende al menos las etapas de
a) limpieza,
b) grabado,
c) aclarado,
d) activacion y
e) metalizacion,
caracterizado por que
la etapa de grabado b) es un proceso de dos fases, en el que en una primera etapa de grabado b1) las superficies de plastico se ponen en contacto con una primera solucion de grabado que comprende al menos iones de Mn (IV) y, en una segunda etapa de grabado b2), las superficies de plastico se ponen en contacto con una solucion de grabado que comprende al menos iones de Mn (III) y de Mn (VII).
2. Proceso segun la reivindicacion 1, en el que la concentracion de los iones de Mn (IV) en la primera etapa de grabado b1) es > 0,5 g/l y <15 g/l, y la concentracion de los iones de Mn (III) y de Mn (VII) en la segunda etapa de grabado b2) es > 0,05 g/l y <20 g/l.
3. Proceso segun cualquiera de las reivindicaciones anteriores, en el que la temperatura del bano en la primera etapa de grabado b1) es > 20 °C y < 60 °C y la temperatura del bano en la segunda etapa de grabado b2) es > 30 °C y < 80 °C.
4. Proceso segun cualquiera de las reivindicaciones anteriores, en el que el pH de ambas soluciones de grabado en las etapas de grabado b1) y b2) es < 1,0.
5. Proceso segun cualquiera de las reivindicaciones anteriores, en el que cada una de las soluciones de grabado en las etapas b1) y b2) comprende al menos un acido seleccionado entre el grupo que consiste en acido fosforico, acido sulfurico, acido metansulfonico o combinaciones de los mismos.
6. Proceso segun cualquiera de las reivindicaciones anteriores, en el que el bano de la etapa de grabado b1) comprende adicionalmente un ion metalico seleccionado entre el grupo que consiste en Ag, Bi, Pd, Co o mezclas de los mismos.
7. Proceso segun la reivindicacion 6, en el que la concentracion del ion metalico adicional en el bano de la etapa de grabado b1) es > 50 mg/l y < 1.000 mg/l.
8. Proceso segun cualquiera de las reivindicaciones anteriores, en el que la densidad de los banos de grabado en las etapas de grabado b1) y b2) es > 1,5 g/cm3 y < 1,8 g/cm3.
9. Proceso segun cualquiera de las reivindicaciones anteriores, en el que la concentracion de iones de Mn (IV) en la etapa de grabado b1) y la concentracion de iones de Mn (III) y de Mn (VII) en la etapa de grabado b2) se ajusta electroqulmicamente mediante la oxidacion de soluciones que comprenden al menos una o mas sales de Mn (II).
10. Proceso segun la reivindicacion 9, en el que la concentracion global de Mn del bano de la etapa de grabado b1) es > 3,0 g/l y < 20,0 g/l y en la etapa de grabado b2) es > 0,1 g/l y < 25,0 g/l.
11. Proceso segun cualquiera de las reivindicaciones 9-10, en el que la sal de Mn (II) de los banos de las etapas de grabado b1) y b2) se selecciona entre el grupo que consiste en sulfato de Mn (II), metansulfonato de Mn (II), metandisulfonato de Mn (II) o mezclas de las mismas.
12. Kit de partes que comprende al menos dos soluciones de grabado adecuadas para el pretratamiento de una superficie en procesos de galvanizado electroqulmico en plastico, caracterizado por que el kit comprende al menos una primera y una segunda soluciones de grabado, en donde la primera solucion de grabado comprende al menos: una concentracion de Mn de > 3,0 g/l y < 20,0 g/l,
una concentracion de Mn (IV) de > 0,5 g/l y < 8,0 g/l,
un pH de < 1,0,
un ion metalico seleccionado entre el grupo que consiste en Ag, Bi, Pd, Co a una concentracion de > 50 mg/l y < 1.000 mg/l;
y la segunda solucion de grabado comprende al menos
una concentracion de Mn de > 1,0 g/l y < 25,0 g/l,
una concentracion de Mn (III) y de Mn (VII) de > 0,05 g/l y < 25,0 g/l,
un pH de < 1,0.
13. Kit de partes segun la reivindicacion 12, en el que la primera y la segunda soluciones de grabado comprenden un pH < 0,5 y el pH se ajusta al menos en parte por la presencia de acidos metansulfonico, fosforico y sulfurico o mezclas de los mismos.
14. Kit de partes segun cualquiera de las reivindicaciones 12-13, en el que la primera solucion de grabado comprende adicionalmente un estabilizante seleccionado entre el grupo que consiste en N'-(2-aminoetil)etan-1,2-diamina, dimetil-bis(oxiran-2-ilmetil)azanio, acido hexanodioico, cloruro o mezclas de los mismos.
15. Kit de partes segun cualquiera de las reivindicaciones 12-14, en el que la densidad de la primera y de la segunda soluciones de grabado es > 1,5 g/cm3 y < 1,8 g/cm3.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16200092.1A EP3323910B1 (en) | 2016-11-22 | 2016-11-22 | Chromium-free plating-on-plastic etch |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2708341T3 true ES2708341T3 (es) | 2019-04-09 |
Family
ID=57394392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16200092T Active ES2708341T3 (es) | 2016-11-22 | 2016-11-22 | Grabado exento de cromo para un galvanizado sobre plástico |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11174555B2 (es) |
| EP (1) | EP3323910B1 (es) |
| JP (1) | JP6798025B2 (es) |
| KR (1) | KR102332630B1 (es) |
| CN (1) | CN110139946B (es) |
| ES (1) | ES2708341T3 (es) |
| WO (1) | WO2018095998A1 (es) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102591173B1 (ko) * | 2017-06-01 | 2023-10-18 | 가부시끼가이샤 제이씨유 | 수지 표면의 다단 에칭 방법 및 이것을 이용한 수지에 대한 도금 방법 |
| CN111501030B (zh) * | 2020-05-26 | 2021-03-02 | 电子科技大学 | 化学镀前表面修饰体系及双重修饰聚合物基材表面的方法 |
| KR20230054853A (ko) | 2020-08-25 | 2023-04-25 | 아토테크 도이칠란트 게엠베하 운트 콤파니 카게 | 비금속 기재의 금속화 방법 및 전처리 조성물 |
| JP2024508288A (ja) * | 2021-02-26 | 2024-02-26 | アトテック ドイチェランド ゲーエムベーハー ウント コ カーゲー | プラスチック基板の少なくとも1つの表面をエッチングする方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5160600A (en) * | 1990-03-05 | 1992-11-03 | Patel Gordhanbai N | Chromic acid free etching of polymers for electroless plating |
| JP3100866B2 (ja) | 1995-05-25 | 2000-10-23 | 松下電工株式会社 | 樹脂成形体表面のメタライズ方法 |
| DE19740431C1 (de) | 1997-09-11 | 1998-11-12 | Atotech Deutschland Gmbh | Verfahren zum Metallisieren eines elektrisch nichtleitende Oberflächenbereiche aufweisenden Substrats |
| DE10124631C1 (de) | 2001-05-18 | 2002-11-21 | Atotech Deutschland Gmbh | Verfahren zum direkten elektrolytischen Metallisieren von elektrisch nichtleiteitenden Substratoberflächen |
| US20050199587A1 (en) | 2004-03-12 | 2005-09-15 | Jon Bengston | Non-chrome plating on plastic |
| JP2007100174A (ja) | 2005-10-05 | 2007-04-19 | Okuno Chem Ind Co Ltd | スチレン系樹脂成形体へのめっき用前処理方法 |
| PL2025708T3 (pl) | 2007-08-10 | 2010-03-31 | Enthone | Roztwór trawiący do powierzchni tworzyw sztucznych nie zawierający chromu |
| EP2639334A1 (de) | 2012-03-15 | 2013-09-18 | Atotech Deutschland GmbH | Verfahren zum Metallisieren nichtleitender Kunststoffoberflächen |
| US9267077B2 (en) | 2013-04-16 | 2016-02-23 | Rohm And Haas Electronic Materials Llc | Chrome-free methods of etching organic polymers with mixed acid solutions |
| KR101807100B1 (ko) | 2013-10-22 | 2017-12-08 | 오꾸노 케미칼 인더스트리즈 컴파니,리미티드 | 수지 재료의 에칭 처리용 조성물 |
| US11047052B2 (en) * | 2014-07-10 | 2021-06-29 | Okuno Chemical Industries Co., Ltd. | Resin plating method |
| US9506150B2 (en) | 2014-10-13 | 2016-11-29 | Rohm And Haas Electronic Materials Llc | Metallization inhibitors for plastisol coated plating tools |
| MY176735A (en) | 2017-05-23 | 2020-08-20 | Okuno Chem Ind Co | Composition for pretreatment for electroless plating, pretreatment method for electroless plating, and electroless plating method |
-
2016
- 2016-11-22 EP EP16200092.1A patent/EP3323910B1/en active Active
- 2016-11-22 ES ES16200092T patent/ES2708341T3/es active Active
-
2017
- 2017-11-22 KR KR1020197017917A patent/KR102332630B1/ko active Active
- 2017-11-22 US US16/461,110 patent/US11174555B2/en active Active
- 2017-11-22 CN CN201780071408.XA patent/CN110139946B/zh active Active
- 2017-11-22 JP JP2019527394A patent/JP6798025B2/ja active Active
- 2017-11-22 WO PCT/EP2017/080122 patent/WO2018095998A1/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| US11174555B2 (en) | 2021-11-16 |
| WO2018095998A1 (en) | 2018-05-31 |
| EP3323910A1 (en) | 2018-05-23 |
| KR102332630B1 (ko) | 2021-11-30 |
| US20200063264A1 (en) | 2020-02-27 |
| CN110139946B (zh) | 2021-09-14 |
| KR20190100919A (ko) | 2019-08-29 |
| CN110139946A (zh) | 2019-08-16 |
| JP2019535907A (ja) | 2019-12-12 |
| JP6798025B2 (ja) | 2020-12-09 |
| EP3323910B1 (en) | 2018-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101626287B1 (ko) | 3가 망간을 포함하는 산성 용액을 사용하는 플라스틱의 에칭 | |
| ES2708341T3 (es) | Grabado exento de cromo para un galvanizado sobre plástico | |
| CN101835924A (zh) | 用于塑料表面的无铬酸洗液 | |
| CN105209667B (zh) | 在强硫酸中的锰(iii)离子的电解生成 | |
| ES2754262T3 (es) | Electrolito y su uso para la deposición de recubrimientos de rutenio negro y recubrimientos obtenidos de esta manera | |
| US20090321267A1 (en) | Method for surface treating plastic products | |
| ES2704672T3 (es) | Generación electrolítica de iones de manganeso (III) en ácido sulfúrico fuerte | |
| US9752241B2 (en) | Electrolytic generation of manganese (III) ions in strong sulfuric acid using an improved anode | |
| RU2077605C1 (ru) | Раствор для предварительной подготовки поверхности пластмасс к нанесению металлических покрытий | |
| KR101367912B1 (ko) | 주석-아연 합금 도금액을 이용한 도금 방법 | |
| KR101183255B1 (ko) | 주석-아연 합금 도금액 | |
| KR101367914B1 (ko) | 주석-아연 합금 도금액 | |
| US20240124777A1 (en) | Method for etching at least one surface of a plastic substrate | |
| PL30726B1 (es) |