ES2852448T3 - Telas no tejidas unidos por hilado con fibras finas onduladas y uniformidad mejorada - Google Patents
Telas no tejidas unidos por hilado con fibras finas onduladas y uniformidad mejorada Download PDFInfo
- Publication number
- ES2852448T3 ES2852448T3 ES19153529T ES19153529T ES2852448T3 ES 2852448 T3 ES2852448 T3 ES 2852448T3 ES 19153529 T ES19153529 T ES 19153529T ES 19153529 T ES19153529 T ES 19153529T ES 2852448 T3 ES2852448 T3 ES 2852448T3
- Authority
- ES
- Spain
- Prior art keywords
- melt flow
- flow rate
- base polymer
- fibers
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/14—Stretch-spinning methods with flowing liquid or gaseous stretching media, e.g. solution-blowing
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/22—Formation of filaments, threads, or the like with a crimped or curled structure; with a special structure to simulate wool
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/06—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyolefin as constituent
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/542—Adhesive fibres
- D04H1/544—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/016—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the fineness
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/018—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the shape
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/153—Mixed yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/08—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of fibres or yarns
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/44—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds as major constituent with other polymers or low-molecular-weight compounds
- D01F6/46—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds as major constituent with other polymers or low-molecular-weight compounds of polyolefins
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/021—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polyethylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/022—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polypropylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/026—Absorbent pads; Tampons; Laundry; Towels
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Nonwoven Fabrics (AREA)
- Multicomponent Fibers (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Artificial Filaments (AREA)
Abstract
Una tela no tejida unida por hilado que tiene fibras de múltiples componentes onduladas, en la que un primer componente de las fibras de múltiples componentes consiste en un primer material polimérico termoplástico que comprende un primer polímero base termoplástico y un segundo componente de las fibras de múltiples componentes consiste en un segundo material polimérico termoplástico que comprende un segundo polímero base termoplástico que es diferente del primer polímero base; en el que el primer polímero base y el segundo polímero base son poliolefinas; en el que el primer polímero base y el segundo polímero base tienen una rata de flujo de fusión de entre 15 y 60 g/10 min según se mide de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg; en la que al menos uno del primer material polimérico o el segundo material polimérico es una mezcla polimérica que comprende, además del respectivo polímero base, entre 1 y 10 por ciento en peso de un polímero de alta rata de flujo de fusión; en la que el polímero de alta rata de flujo de fusión es una poliolefina y tiene una rata de flujo de fusión de entre 600 y 3000 g/10 min según lo medido de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg; en la que las fibras tienen una densidad de masa lineal de menos de 1,5 denier; en la que el número promedio de ondulado de las fibras de múltiples componentes onduladas está en el intervalo de al menos 8 ondulaciones por cm en la fibra, medido según la norma japonesa JIS L-1015-1981 bajo una carga de tensión previa de 2 mg/denier; y en la que la tela no tejida se puede obtener en un aparato que comprende al menos dos extrusores con una hilera, un canal de estirado y una correa móvil, en la que las fibras se hilan en una hilera, se estiran en un canal de estirado y se tienden sobre una correa móvil, en la que el aparato comprende una cabina de aire de proceso presurizado desde la cual el aire de proceso se dirige a través del canal de estirado para extraer fibras, en la que la diferencia de presión entre la presión ambiental y la presión en la cabina de aire de proceso es de al menos 4000 Pascal y/o en la que la velocidad máxima del aire en el canal de estirado es de al menos 70 m/s.
Description
DESCRIPCIÓN
Telas no tejidas unidos por hilado con fibras finas onduladas y uniformidad mejorada
La presente invención se relaciona con una tela no tejida unida por hilado que comprende fibras de múltiples componentes onduladas. Debido a una elección particular de materiales de fibra y configuraciones de proceso, las fibras se pueden producir de manera estable con un diámetro más bajo, lo que conduce a productos de alta uniformidad y muy alto nivel de suavidad del material.
Las telas no tejidas unidas por hilado que comprenden fibras de múltiples componentes onduladas son conocidas en la técnica y las primeras tecnologías se han descrito, por ejemplo, en los documentos US 6,454,989 B1, EP 2343406 B1 y EP 1369518 B1. Las fibras onduladas hacen que estos materiales sean de alta curvatura con mayor suavidad y flexibilidad. Generalmente, las fibras utilizadas en estos materiales comprenden una distribución lado a lado, núcleo de vaina de excéntrica o similares de dos polímeros con características diferentes que hacen que la fibra se ondule helicoidalmente durante el proceso de temple y estiramiento.
La publicación reciente EP 3246444 A1 divulga materiales hilados de alta curvatura fabricados sobre la base de un homopolímero de polipropileno y un copolímero de polipropileno-etileno aleatorio, que logran buenas propiedades de ondulado y por lo tanto suavidad. En los documentos EP 3246 443 A1, EP 3 121 314 A1 y EP 3 165 656 A1 se divulgan otros materiales unidos por hilado de alta curvatura de nueva generación fabricados a partir de fibras onduladas.
Un desafío en la fabricación de materiales de alta curvatura con base en procesos conocidos es que la uniformidad de los materiales es a menudo relativamente pobre. Una de las razones de esto es que las fibras tienden a colisionar y crear aglomeraciones cuando generan ondulaciones durante el proceso de temple y estiramiento, lo que conduce a un tendido desigual e irregularidades visibles, especialmente visibles en materiales que tienen pesos base por debajo de 25 gramos por metro cuadrado. Ha habido intentos de retrasar el proceso de ondulación de las fibras hasta después del tendido sobre la correa de hilado, pero el ondulado siempre ha sido deficiente una vez que las fibras se han depositado en la correa de hilado.
Otro desafío general en la fabricación de material no tejido de alta curvatura es la provisión de materiales que sean lo más suaves posible.
El problema que va a resolver la presente invención es la provisión de materiales unidos por hilado de alta curvatura sobre la base de fibras de múltiples componentes onduladas que tienen una uniformidad y suavidad mejoradas.
En este contexto, la invención se relaciona con una tela no tejida unida por hilado que tiene fibras de múltiples componentes onduladas, en el que un primer componente de las fibras de múltiples componentes consiste en un primer material polimérico termoplástico que comprende un primer polímero base termoplástico y un segundo componente de las fibras de múltiples componentes consiste en un segundo material polimérico termoplástico que comprende un segundo polímero base termoplástico que es diferente del primer polímero base. El primer polímero base y el segundo polímero base son poliolefinas y tienen una rata de flujo de fusión entre 15 y 60 g/10 min. Al menos uno del primer material polimérico o el segundo material polimérico es una mezcla de polímeros que comprende, además del polímero base respectivo, entre 1 y 10 por ciento en peso de un polímero de alta rata de flujo de fusión que es igualmente una poliolefina y tiene una rata de flujo de fusión de entre 600 y 3000 g/10 min. Las fibras tienen una densidad de masa lineal de menos de 1,5 denier. El número promedio de ondulado de las fibras de múltiples componentes onduladas está en el intervalo de al menos 8 ondulados por cm en la fibra, medido según la norma japonesa JIS L-1015-1981 bajo una carga de tensión previa de 2 mg/denier.
La adición de una pequeña cantidad de 1 a 10 por ciento en peso de un polímero de alta rata de flujo de fusión de definición dada a al menos uno y preferiblemente ambos materiales poliméricos da como resultado una distribución de peso molecular bimodal del respectivo material polimérico y actúa como un coadyuvante de hilado en el sentido de que permite adaptar las condiciones de hilado de manera que se puedan hilar fibras de menor densidad de masa lineal, manteniendo al mismo tiempo el comportamiento de ondulado, que no se observa de manera similar con materiales terminados que tienen ratas de flujo de fusión intermedias. En comparación con la tecnología anterior donde se han hilado fibras de múltiples componentes onduladas de densidad de masa lineal típicamente más alta, esto conduce a mejoras cuantificables en la uniformidad y mejoras importantes en la suavidad. Además, se ha observado que las propiedades de tracción no se ven comprometidas pero a veces incluso mejoran.
La distribución de peso molecular bimodal del respectivo material polimérico se obtiene porque el polímero base y el polímero de alta rata de flujo de fusión tienen, en correlación con sus diferentes ratas de flujo de fusión, distribuciones de peso molecular típicamente diferentes, donde las cadenas de polímero en el polímero de alta rata de flujo de fusión son, en promedio, más cortas que en el polímero base. En una función de distribución de pesos moleculares, el material polimérico respectivo desarrolla por lo tanto dos picos/máximos a diferentes pesos moleculares. El pico para el auxiliar de hilado de alto peso molecular es relativamente más pequeño (debido al contenido del 10% en peso máximo) y se observa a un primer peso molecular que es relativamente más pequeño que un segundo peso molecular, en el que se observa el pico relativamente más grande correspondiente al polímero base. Los dos picos distintos, en una medición de GPC típica, son específicamente evidentes en contenidos de entre 5 y 10 % en peso del polímero de
alta rata de flujo de fusión. A contenidos más bajos del polímero de alta rata de flujo de fusión, el segundo pico podría aparecer en la medición de GPC como un pequeño aumento en la región de moléculas de menor peso molecular.
En una realización preferida, el punto de fusión del polímero de alta rata de flujo de fusión supera 120 °C y más preferiblemente 130 °C. Esto es particularmente cierto para los polímeros de alta rata de flujo de fusión con base en polipropileno, que son aditivos especialmente adecuados para materiales base a base de polipropileno, polietileno o co-polietileno-propileno. Cuando en el presente documento se hace referencia a los puntos de fusión de los polímeros o de las composiciones poliméricas, se entiende que estos se miden de acuerdo con ISO 11357-3. Cuando en el presente documento se hace referencia a ratas de flujo de fusión, se entiende que son medidas de acuerdo con la norma ISO 1133 con condiciones de 230 ° C y 2,16 kg.
En una realización, el primer material polimérico y el segundo material polimérico consisten en el respectivo polímero base, el respectivo polímero de alta rata de flujo de fusión y como máximo 10 % en peso, preferiblemente como máximo 5 % en peso y más preferiblemente como máximo 3 % en peso de otros componentes.
En una realización, se puede añadir un aditivo de viscorreducción a los respectivos materiales poliméricos para iniciar un grado controlado de agrietamiento de la cadena polimérica en el extrusor. Esto puede reducir aún más la viscosidad del polímero base en un cierto grado sin deteriorar la naturaleza bimodal de la mezcla y el equilibrio en la elección del polímero para mantener el comportamiento de ondulado. Los aditivos de viscorreducción pueden agregarse deliberadamente o pueden estar presentes ya en un producto polimérico de alta rata de flujo de fusión. El aditivo de viscorreducción puede comprender un peróxido orgánico, un éster de hidroxilamina orgánico, un éster aromático o combinaciones de los mismos. Si está presente, puede estar presente en una cantidad de entre 50 y 500 ppm y preferiblemente de 100 y 500 ppm por peso del material polimérico primero o segundo.
Tanto los polímeros base como el polímero de alta rata de flujo de fusión pueden ser en sí mismos una mezcla de polímeros. Por lo tanto, en una realización de la invención, se añade una mezcla de polímeros de alta rata de flujo de fusión en una cantidad de 1-10 % en peso total a al menos uno del primer material polimérico o el segundo material polimérico. Preferiblemente aún, en interés del comportamiento bimodal, los polímeros base y, en particular, los polímeros de alta rata de flujo de fusión no son mezclas sino que son un material específico que se añade en una cantidad del 1 al 10% en peso total.
Los polímeros base primero y segundo pueden tener diferentes ratas de flujo de fusión, puntos de fusión, cristalinidad, distribuciones de peso molecular, compuestos químicos y combinaciones de tales diferencias de modo que se pueda obtener un ondulado de fibra. Cuando se hace referencia en el presente documento a fibras onduladas, típicamente se pretende describir fibras onduladas helicoidalmente. La tela no tejida es una hoja de forma generalmente plana.
En una realización, se añade entre el 1 y el 10 por ciento en peso de un polímero de alta rata de flujo de fusión tanto al primer como al segundo material polimérico. El polímero de alta rata de flujo de fusión agregado al primer material polimérico puede ser el mismo o diferente del polímero de alta rata de flujo de fusión agregado al segundo material polimérico.
En una realización, la rata de flujo de fusión del polímero de alta rata de flujo de fusión es superior a 750 g/10 min y preferiblemente superior a 1000 g/10 min. En una realización, la rata de flujo de fusión del polímero de alta rata de flujo de fusión es y/o menor que 2200 g/10 min, preferiblemente menor que 1800 g/10 min y más preferiblemente menor que 1500 g/10 min. Los materiales a manera de ejemplo podrían tener valores de 1200 g/10 min. El uso de materiales de este tipo de ratas de flujo de fusión ha demostrado ser más eficaz.
En una realización, el nivel de incorporación del polímero de alta rata de flujo de fusión en el primer material polimérico y/o el segundo material polimérico está entre 3 y 9 por ciento en peso. Se ha demostrado que estos niveles de incorporación son los más efectivos.
En una realización, la densidad de masa lineal de las fibras es 0,6 o superior. Los intervalos preferidos comprenden entre 0,8 y 1,35 denier o entre 1,0 y 1,2 denier. Se ha demostrado que las fibras de tal densidad de masa lineal se pueden obtener fácilmente bajo condiciones estables cuando se utilizan los materiales definidos en esta invención. También se ha demostrado que las fibras de tal densidad de masa lineal exhiben un ondulado suficiente y un tendido uniforme.
En una realización, el primer polímero base y/o el segundo polímero base se selecciona del grupo que consiste en un homopolímero de polipropileno, un homopolímero de polietileno o un copolímero de polipropileno-etileno. Aún más preferiblemente, el primer polímero base y el segundo polímero base es un homopolímero de polipropileno o un copolímero de polipropileno-etileno. Como copolímeros de polipropileno-etileno, se utilizan preferiblemente copolímeros aleatorios. Se prefiere tener polímeros base con una distribución de peso molecular estrecha de 7 o menos, preferiblemente de 5 o menos. Se pueden preferir distribuciones de peso molecular entre 3 y 5. Los polímeros base también pueden ser mezclas de más de un polímero base.
En una realización, el primer polímero base es un homopolímero de polipropileno y el segundo polímero base es un copolímero de polipropileno-etileno. En esta realización, las ratas de flujo de fusión y/o las polidispersidades del homopolímero de polipropileno y el copolímero de polipropileno-etileno pueden diferir en menos del 30 %, menos del
25 % o menos del 20 %. En términos de valores absolutos, la rata de flujo de fusión del homopolímero de polipropileno y/o el copolímero de polipropileno-etileno puede estar en el intervalo de 20-40 o 25-35 g/10min. Los puntos de fusión del homopolímero de polipropileno y el copolímero de polipropileno-etileno difieren en 5 °C o 10 °C o más y/o difieren en 20 °C o menos. La diferencia del punto de fusión puede estar en el intervalo de 5-20 °C. En términos de valores absolutos, por ejemplo, el homopolímero de polipropileno puede exhibir un punto de fusión en el intervalo de 155-165 °C o 159-163 °C y el copolímero de polipropileno-etileno puede exhibir un punto de fusión en el intervalo de 140-148 °C o 142-146 °C.
En otra realización, el primer polímero base es un homopolímero de polipropileno y el segundo polímero base es una mezcla del mismo homopolímero de polipropileno y otro homopolímero de polipropileno. En esta realización, la rata de flujo de fusión del homopolímero de polipropileno usado en el polímero base primero y segundo puede ser al menos 25 % o al menos 35 % más alta que la rata de flujo de fusión del otro homopolímero de polipropileno. En términos de números absolutos, la rata de flujo de fusión del homopolímero de polipropileno utilizado en el polímero base primero y segundo puede ser de 25 g/10 min o más y la rata de flujo de fusión del otro homopolímero de polipropileno puede ser de 25 g/10min o menos medido de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg. Los puntos de fusión de ambos homopolímeros de polipropileno pueden ser similares y la diferencia puede estar en el intervalo de menos de 10 °C. En términos de valores absolutos, por ejemplo, los puntos de fusión pueden estar en el intervalo de 155-165 °C o 159-163 °C. El segundo polímero base puede comprender al menos 20 % en peso del homopolímero de polipropileno que está presente solo en el segundo polímero base. En una realización, la diferencia en la distribución del peso molecular entre los homopolímeros de polipropileno es mayor que 0,5, mayor que 1,0 o mayor que 1,5. En términos de números absolutos, la distribución del peso molecular del homopolímero de polipropileno usado en el polímero base primero y segundo puede estar entre 3,0 y 5,0 y la distribución del peso molecular del otro homopolímero de polipropileno puede estar entre 5,0 y 7,0.
En una realización, la relación en peso del primer componente al segundo componente en las fibras está entre 90/10 y 30/70, preferiblemente entre 75/25 y 45/55. Si el polímero de alta rata de flujo de fusión se agrega solo a uno de los materiales poliméricos, preferiblemente se agrega al primer material polimérico.
El polímero de alta rata de flujo de fusión es igualmente una poliolefina, preferiblemente seleccionada del grupo que consiste en un homopolímero de polipropileno, un homopolímero de polietileno o un copolímero de polipropilenoetileno. En una realización, esa poliolefina es del mismo grupo que el material base al que se agregará, como agregar un polipropileno (homo o copolímero) a un material base de polipropileno (homo o copolímero). Se prefiere particularmente un polipropileno. Los polipropilenos adecuados incluyen, por ejemplo, polipropilenos de Ziegler-Natta o polipropilenos de metaloceno. Típicamente, los homopolímeros de tipo Ziegler-Natta se fabrican a partir de un PP base de bajo MFR y luego se viscoreducen durante la composición y granulación para lograr el MFR deseado. Es concebible que el aditivo viscoreducido no se utilice completamente hasta el paso de granulación y que algo de aditivo permanezca en el granulado. Este también puede ser el caso de otros tipos de polímeros de alta rata de flujo de fusión.
En una realización, el polímero de alta rata de flujo de fusión tiene una distribución de peso molecular estrecha de 5 más pequeños y se prefieren preferiblemente 3 más pequeños, porque normalmente conducen a condiciones de hilado relativamente estables. En una realización, el polímero de alta rata de flujo de fusión tiene una viscosidad de fusión de entre 5.000 y 15.000 mPa s y preferiblemente de entre 7.000 y 10.000 mPa s a 190 °C cuando se determina de acuerdo con ASTM D 3236. En una realización, el polímero de alta rata de flujo de fusión tiene un peso molecular promedio nominal de entre 25.000 y 75.000 g/mol, preferiblemente entre 40.000 y 60.000 g/mol.
En una realización, el material polimérico primeo y/o segundo consiste en el polímero base y el polímero de alta rata de flujo de fusión, si está presente. Opcionalmente, puede estar presente adicionalmente hasta un 5 por ciento en peso de un aditivo.
Un aditivo adecuado que puede estar presente en el material polimérico primero y/o segundo es un agente de deslizamientro capaz de mejorar la suavidad de la fibra. Los agentes de deslizamiento adecuados comprenden derivados de ácidos grasos de cadena larga, por ejemplo amidas de ácidos insaturados C-18 a C-22. Los ejemplos particularmente preferidos son oleilamidas (C-18 insaturada simple) a erucilamidas (C-22 insaturada simple). La inclusión de un agente de deslizamiento en el material polimérico primero y/o segundo puede conducir a una suavidad mejorada, que es muy deseada en aplicaciones higiénicas. Si está presente, el agente de deslizamiento puede añadirse en una realización, por ejemplo, en una cantidad de hasta 5000 ppm, preferiblemente en una cantidad de 2000-3000 ppm con base en el peso total del material polimérico respectivo.
En una realización, la capa también puede consistir exclusivamente en las fibras descritas. Las fibras de múltiples componentes son preferiblemente fibras bicomponente. En una realización, las fibras de múltiples componentes tienen una configuración de lado a lado. En realizaciones alternativas, las fibras de múltiples componentes pueden tener configuraciones de núcleo de vaina excéntrica o trilobulares.
En una realización, la amplitud del ondulado está preferiblemente en el intervalo de menos de 0.30 mm y preferiblemente entre 0.15 y 0.30 mm cuando se mide de acuerdo con el documento JIS L-1015-1981 bajo una carga de tensión previa de 2 mg/denier.
La densidad de la tela no tejida es preferiblemente menor de 60 mg/cm3 y preferiblemente menor de 50 mg/cm3, que son valores que son típicos para telas no tejidas de alta curvatura con fibras ondulada. Las telas no tejidas de curvatura estándar con un ondulado de fibra insuficiente suelen tener densidades superiores a 60-70 mg/cm3.
En una realización, la tela no tejida comprende un patrón de unión que se introduce mediante rollos de calandria durante la fabricación. En una realización, el patrón de unión comprende un área de unión del 10-16 % y/o una densidad de puntos de 20-45 puntos/cm2 y/o un tamaño de punto de 0,35-0,55 mm2 por punto.
La invención se relaciona además con un método para fabricar una tela no tejida unida por hilado de acuerdo con la invención en un aparato que comprende al menos dos extrusoras con una hilera, un canal de estirado y una correa móvil, en el que las fibras se hilan en una hilera, se estiran en un canal de estirado y ubicado sobre una correa móvil, en el que el aparato comprende una cabina de aire de proceso presurizado desde la cual se dirige el aire de proceso a través del canal de estirado para estirar fibras. La diferencia de presión entre la presión ambiental y la presión en la cabina de aire de proceso es de al menos 4000 Pascal. La velocidad máxima del aire en el canal de estirado es de al menos 70 m/s.
Cuando se usan materiales como los usados en la tecnología conservadora de telas no tejidas, tales diferencias de presión y velocidades del aire eran a menudo demasiado altas y daban como resultado condiciones de proceso inestables, donde las fibras se rompían y se formaban gotas. Debido a la reología de los materiales que se utilizan ahora, tales diferencias de presión y velocidades del aire pueden funcionar de forma estable.
En una realización, la diferencia de presión entre la presión ambiental y la presión en la cabina de aire de proceso es como máximo de 8000 Pascal y está preferiblemente entre 5000 y 7000 Pascal, más preferiblemente entre 5500 y 6500 Pascal. En algunos experimentos, se ha demostrado que un valor de 6000 Pascal es una elección óptima.
En una realización, la velocidad máxima del aire en el canal de estirado es como máximo 110 m/s y preferiblemente entre 80 y 100 m/s. Se ha demostrado que un valor de aproximadamente 95 m/s en algunos experimentos es una opción óptima.
El rendimiento de material de la hilera puede estar entre 0,30 y 0,70 g/agujero/min.
En una realización, el aparato puede comprender más de una cabina para dirigir aire de proceso de diferentes temperaturas y/o velocidades del aire a las fibras. En este caso, el nivel de presión en al menos una de las cabinas, preferiblemente en la cabina cuyo aire de proceso entra más cerca de la hilera y puede tener la temperatura más alta o la velocidad del aire más lenta, es como se definió.
El canal de estirado puede comprender más de una sección. El canal de estirado o una sección del canal de estirado puede hacerse más estrecho al aumentar la distancia desde la hilera. En una realización, se puede ajustar el ángulo de convergencia. El aparato puede formar un agregado cerrado que se extiende entre al menos el punto de entrada del aire de proceso hasta el extremo del canal de estriado, por lo que no puede entrar aire desde el exterior y ningún aire de proceso suministrado puede escapar al exterior. En una realización, el aparato comprende al menos un difusor, que está dispuesto entre el extremo del canal de estirado y la correa móvil.
En una realización, específicamente cuando se incluye un aditivo de viscorreducción en el polímero base primero y/o segundo, la temperatura del extrusor del extrusor respectivo puede establecerse entre 240 °C y 285 °C. En el caso de usar un peróxido orgánico como aditivo de viscorreducción, pueden preferirse temperaturas del extrusor de 240 °C a 270 °C. En el caso de usar un éster de hidroxilamina orgánico como aditivo de viscorreducción, se pueden preferir temperaturas del extrusor de 250 °C a 285 °C.
La invención también se relaciona con una tela que comprende una tela no tejida unida por hilada de acuerdo con la invención. La tela puede ser una tela en capas que comprenda una o más capas de la tela no tejida unida por hilado en combinación con una o más capas de tela no tejidas fundidas por soplado y/u otras capas de tela no tejidas unidas por hilado. Estas telas típicas son del tipo SMS intercalado, donde S significa capa unida por hilado y M significa capa fundida por soplado. Como se entiende en el presente documento, SMS incluye configuraciones SSMS, SMMS, etc. La tela no tejida unida por hilado de la invención también se puede combinar, en una tela de tipo SMS o de otro modo, con capas de tela no tejidas unidas por hilado convencionales fuera del alcance de la presente invención.
Aún más, la invención se relaciona con un producto de higiene que comprende una tela no tejida unida por hilado o una tela de acuerdo con la invención. Los materiales no tejidos de la presente invención pueden usarse en la industria de la higiene como láminas no tejidas en productos de higiene tales como productos para la incontinencia de adultos, pañales para bebés, compresas higiénicas y similares.
A continuación se describirán más detalles y ventajas de la invención con referencia a las figuras y con referencia a ejemplos de trabajo. Las figuras muestran:
Figura 1: una ilustración esquemática de un aparato de unión por hilado adecuado para producir telas no tejidas unidas por hilado de acuerdo con la invención;
Figura 2: diagramas que muestran el resultado de un análisis de uniformidad para las telas no tejidas del Ejemplo C1 Comparativo y los Ejemplos 2 y 3;
Figura 3: diagramas que muestran el resultado de un análisis de uniformidad para las telas no tejidas del Ejemplo C9 Comparativo y del Ejemplo 11; y
Figura 4: bocetos de configuraciones de fibra bicomponente lado a lado, de vaina de núcleo excéntrica, y trilobular.
La Figura 1 muestra un aparato que es adecuado para producir telas no tejidas unidas por hilado de acuerdo con la invención. Las telas no tejidas unidas por hilado se producen a partir de fibras 3 continuas de material termoplástico, que se hilan en una hilera 1 y posteriormente se pasan a través de un dispositivo 2 de enfriamiento. Un dispositivo 4 de succión de monómeros para eliminar gases en forma de productos de descomposición, monómeros, oligómeros y similares generados durante el hilado de las fibras 3 está dispuesto entre la hilera 1 y el dispositivo 2 de enfriamiento. El dispositivo 4 de succión de monómeros comprende aberturas de succión o brechas de succión.
En el dispositivo 2 de enfriamiento, se aplica aire de proceso a la cortina de fibras desde la hilera 1 desde lados opuestos. El dispositivo 2 de enfriamiento está dividido en dos secciones 2a y 2b, que están dispuestas en serie a lo largo de la dirección de flujo de las fibras. Por lo tanto, se puede aplicar aire de proceso a una temperatura relativamente más alta (por ejemplo, 60 °C) a las fibras en una etapa anterior en la sección 2a de cámara y se puede aplicar aire de proceso a una temperatura relativamente más baja (por ejemplo, 30 °C) a las fibras en una etapa posterior en la sección 2b de cámara. El suministro de aire de proceso se realiza a través de las cabinas 5a y 5b de suministro de aire, respectivamente. La presión de la cabina dentro de al menos la cabina 5b y preferiblemente también la cámara 5a, de acuerdo con la presente invención, puede ser de más de 4000 Pascal por encima de la temperatura ambiente.
Un dispositivo 6 de estiramiento para estirar y extender las fibras 3 está dispuesto debajo del dispositivo 2 de enfriamiento. El dispositivo de estirado incluye un canal 7 intermedio, que preferiblemente converge y se hace más estrecho al aumentar la distancia de la hilera 1. En una realización, se puede ajustar el ángulo de convergencia del canal 7 intermedio. Después del canal 7 intermedio, la cortina de fibras entra en el canal 8 inferior.
El dispositivo 2 de enfriamiento y el dispositivo 6 de estiramiento, incluyendo el canal 7 intermedio y el canal 8 inferior, se forman juntos como un agregado cerrado, lo que significa que, en toda la longitud del agregado, no puede entrar un flujo de aire principal desde el exterior y ningún aire de proceso principal suministrado en el dispositivo 2 de enfriamiento puede escapar al exterior. Se pueden incorporar algunos dispositivos de extracción de humos directamente debajo de la hilera extrayendo un volumen de aire menor.
Las fibras 3 que salen del dispositivo 6 de estiramiento se pasan a continuación a través de una unidad 9 de tendido, que comprende dos difusores 10 y 11 dispuestos sucesivamente, teniendo cada difusor 10 y 11 una sección convergente y una sección divergente contigua. Los ángulos de los difusores, en particular los ángulos de los difusores en las regiones divergentes de los difusores 10 y 11, son ajustables. Además, se puede ajustar la posición de los difusores 10 y 11 y por lo tanto su distancia entre sí y desde la correa 13 de hilado. Entre los difusores 10 y 11 hay una brecha 15 a través del cual se aspira aire ambiental al espacio de flujo de la fibra.
Después de pasar por la unidad 9 de tendido, las fibras 3 se depositan como banda 12 no tejida sobre una correa 13 de hilado, formada a partir de una banda permeable al aire. Un dispositivo 16 de succión está dispuesto debajo del área de tendido de la correa 13 de hilado para succionar el aire del proceso, que se ilustra en la Figura 1 con la flecha A. Específicamente, aunque esto no se ilustra específicamente en la Figura 1, una pluralidad de dispositivos de succión puede disponerse en serie a lo largo de la dirección de movimiento de la correa 13 de hilado. El dispositivo 16 de succión que se encuentra directamente debajo del área de tendido se ajusta a la velocidad de extracción de aire más alta, el dispositivo de succión posterior a la segunda más alta, y así sucesivamente.
Una vez depositada, la banda 12 no tejida se guía primero a través del espacio entre un par de 14 rodillos de preconsolidación para preconsolidar la banda 12 no tejida. Posteriormente, en una posición no mostrada en la figura, se realizará una posterior consolidación y unión de la banda 12 no tejida, por ejemplo mediante el uso de rodillos de calandria, mediante el uso de una cuchilla de aire caliente o mediante consolidación hidrodinámica.
Los siguientes términos y abreviaturas pueden usarse en los ejemplos de trabajo.
MFR: Rata de flujo de fusión medido según ISO 1133 con valores expresados en g/10 min y siendo las condiciones 230 °C y 2,16 kg
MD: Dirección de la máquina
CD: Dirección transversal de la máquina
Denier: filamento g/9000m
Calibre: Grosor de un material no tejido cuando se mide de acuerdo con WSP.120.1 (R4), presión de 0,5 kPa
GSM: peso base de la tela no tejida en gramos por metro cuadrado
TM: punto de fusión en °C determinado de acuerdo con el método DSC (Calorimetría Diferencial de Barrido) ISO 11357-3
MWD: Distribución de peso molecular Mw/Mn, también conocida como PD, el índice de polidispersidad medido de acuerdo con ASTM D1238-13, donde se usó TCB estabilizado con BHT como un solvente para el polímero, donde la concentración de polímero fue 1,5 g/l y la temperatura de medición fue de 160 °C, y donde el sensor era de tipo IR. Las columnas se calibraron mediante estándares PS, y los resultados de las pruebas se convirtieron utilizando la ecuación de Mark Houwink con el conjunto de parámetros PS: alpha = 0,7/K = 0,0138\PP: alpha = 0,707/K = 0,0242. Opacidad: expresada en % promedio medido de acuerdo con NWSP 060.1.R0 en un espectrofotómetro Hunter ColorFlex EZ
Nivel de ondulado: expresado en ondulado/cm medido de acuerdo con la norma japonesa JIS L-1015-1981 bajo una carga de tensión previa de 2 mg/denier en un Textechno Favimat utilizando una sensibilidad de 0,05 mm Amplitud de ondulado: expresada en mm, medida de acuerdo con la norma japonesa JIS L-1015-1981 bajo una carga de tensión previa de 2 mg/denier en una Textechno Favimat+ usando una sensibilidad de 0,05 mm
[0050] Se hilaron varios ondulados lado a lado en una máquina de unión por hilado como se muestra en la Figura 1 usando diferentes mezclas de polímeros para ambas zonas de fibra y diferentes configuraciones de la máquina. En la Figura 4 se ilustra una configuración típica de lado a lado, junto con configuraciones alternativas conocidas.
Ejemplo C1 comparativo y Ejemplos 2-8 (combinaciones PP/CoPP):
Una primera serie de experimentos se resume en la Tabla 1 a continuación:
Tabla 1


En la máquina Reicofil usada para los experimentos y con una brecha SAS de 22 mm, la presión de cabina de 3800 Pa aplicada en el Ejemplo Comparativo C1 dio como resultado una velocidad máxima del aire de aproximadamente 75 m/s y un flujo de volumen de aire de aproximadamente 7500 m3/h en el canal de estirado. Una presión de cabina de 6000 Pa aplicada en los Ejemplos 2-3 dio como resultado una velocidad máxima del aire de aproximadamente 95 m/s y un flujo de volumen de aproximadamente 9500 m3/h en el canal de estirado.
Los materiales poliméricos usados en los experimentos fueron los siguientes: El material 511A es un homopolipropileno de Sabic con una MWD de 3-5 (indicación del fabricante) y una MFR de 25 g/10 min. Tiene una temperatura de fusión de entre 160-166 °C. El material RP248R es un copolímero de polipropileno-etileno aleatorio de Lyondellbasell con un MWD de 3-5, una MFR de 30 g/10min y una temperatura de fusión de 144 °C. El material HL712FB es un homopolímero de polipropileno Ziegler-Natta de Borealis con una MWD estrecha, una MFR de 1200 g/10 min y una temperatura de fusión de 158 °C. El material MF650X es un homopolímero de polipropileno metaloceno de LyndoneNBaseN con una MFR de 1200 g/10 min y una temperatura de fusión superior a 150 °C. El material HL708FB es un homopolímero de polipropileno Ziegler-Natta de Borealis con una MFR de 800 g/10min y una temperatura de fusión de 158 °C. El material S400 es una poliolefina de bajo peso molecular de Idemitsu, una MWD de 2, una MFR de> 2000 g/10 min y un punto de fusión de 80 °C (según lo determinado por un estándar de prueba del fabricante Idemitsu).
En el Ejemplo C1 comparativo, la presión de cabina de 3800 Pa es la presión de cabina máxima que podría usarse con los polímeros dados. Las presiones más altas de la cabina dieron como resultado condiciones de hilatura inestables y provocaron la rotura de la fibra y la formación de gotas. En los Ejemplos 2-8 inventivos, se podrían usar presiones de cabina de 5000 Pa y superiores en condiciones de hilatura estables y sin provocar rotura de filamento ni formación de gotas.
En total, el Ejemplo C1 comparativo y los ejemplos 2-8, los materiales no tejidos se unieron térmicamente con un rodillo de acero de calandria calentado con un patrón de unión de puntos abiertos con un área de unión del 12 % y una concentración de unión por puntos de 24 puntos/cm2 corriendo contra un rodillo de acero liso. La temperatura del rodillo modelado se fijó en 140 °C, la temperatura del rodillo liso se fijó en 135 °C y la fuerza de contacto lineal se mantuvo constante en 60 daN/cm.
Las propiedades de los materiales no tejidos unidos por hilado resultantes se resumen en las Tablas 2-4 siguientes.
Tabla 2

Tabla 3

Tabla 4

El producto del Ejemplo C1 comparativo comprende fibras onduladas en el intervalo de denier normal de aproximadamente 1,5, que es un valor mínimo típico que se puede conseguir con la tecnología conservadora de unión por hilado ondulada. Los intentos de obtener fibras de menor denier simplemente aumentando la presión de la cabina no tienen éxito porque esto conducirá a la rotura de la fibra. Los Ejemplos 2-8 inventivos permiten adaptar los ajustes de la máquina para obtener fibras de denier más bajo que aún generan ondulado espontáneo.
Como es evidente a partir de la Tabla 2, la adición de sólo el 5 % de un aditivo de polipropileno de alta MFR a los polímeros para ambas secciones de fibra conduce a una combinación de materiales donde se pueden usar de forma estable presiones de cabina más altas para obtener materiales de menor denier. Los grosores y densidades de los Ejemplos 2-8 inventivos, respectivamente, indican que el nivel de ondulado total de las fibras permanece sin cambios a pesar del denier más bajo, lo cual es importante para la blandura del material. Los valores medidos para los números de ondulado y las amplitudes de ondulado confirman esta observación. Un cambio a un mayor número de ondulaciones de menor amplitud, de manera que se pueda observar un cambio a ondulaciones más finas, sin embargo, no tiene una influencia negativa aparente en la curvatura.
Como es evidente a partir de la Tabla 3, para estos materiales de PP/Co-PP, las propiedades de tracción se mejoran incluso en los Ejemplos 2-8 inventivos con respecto al material de referencia del Ejemplo C1 comparativo. Se observa un aumento tanto en TSMD como en TSCD. La comparación es significativa porque todos los materiales tienen grosores y pesos base similares. La mejora en las propiedades de tracción es sorprendente porque se esperaría que la adición de polímeros de alta MFR como HL712FB o S400 a las corrientes de polímero debería tener un impacto negativo en la resistencia a la tracción de las fibras individuales, especialmente porque son más delgadas. Sin embargo, se sospecha que esta posible disminución de la estabilidad de una sola fibra suele compensarse en exceso con un aumento del número de fibras.
Además, la uniformidad mejoró significativamente en los Ejemplos 2 y 3 inventivos, para los que se midió esta propiedad, con respecto al Ejemplo C1 comparativo. Se cree que esto se debe al intervalo de denier más bajo y, al mismo tiempo, debido a menos colisiones de fibras y más volumen de aire disponible en los difusores, que en última instancia está relacionado con la mayor presión de la cabina. Específicamente, para determinar la uniformidad del tendido, se realiza un escaneo de las telas no tejidas con un análisis posterior del escaneo en un nivel de píxel en escala de grises. Se escaneó una hoja de material que tiene tamaño A3 para obtener una imagen en escala de grises de 3510x4842, es decir, cerca de 17 millones de píxeles. A continuación, cada píxel se calificó de 0 a 255, siendo 0 el nivel totalmente negro y 255 el blanco. El resultado de este análisis para las telas no tejidas del Ejemplo C1 comparativo y los Ejemplos 2 y 3 se puede ilustrar en los diagramas de las Figuras 2a a 2c. En la Figura 2a, el recuento de píxeles (eje y) se ha representado frente a la clasificación de píxeles (eje x) para cada ejemplo. La Figura 2b muestra una curva obtenida integrando el gráfico de la Figura 2a, donde el eje y muestra la suma de todos los píxeles de una calificación inferior o equivalente a la posición actual en el eje x. La Figura 2c analiza la pendiente de la curva de la Figura 2b en la sección entre y = 2.106 a y = 15.106. Una cosa que se puede observar en la Figura 2a es que el pico se vuelve más alto en los Ejemplos 2 y 3. Debido a que se evalúa la misma cantidad de píxeles en cualquier caso, un pico más alto corresponde a una distribución más estrecha en la clasificación de píxeles, que a su vez apunta a un material más uniforme. Otra cosa que se puede notar es que las curvas de los Ejemplos 2 y 3 son más estrechas en las áreas de los límites donde los recuentos de píxeles son inferiores a 50.000, lo que significa que hay áreas menos "extremas" de densidades de fibra que son mucho más bajas o mucho más altas que el promedio. Ambos hallazgos se confirman en la Figura 2b y, en particular, en la Figura 2c, donde la pendiente de píxeles más alta medida en la Figura 2c cuantifica el hallazgo visual de una distribución más uniforme. Aún otra cosa que puede observarse en las Figuras 2a-2c es que la escala de grises promedio en los Ejemplos 2 y 3 es más alta que en el Ejemplo C1 comparativo. Esto es una consecuencia de los diámetros de fibra más delgados y el aspecto generalmente más denso, aunque la densidad real expresada en g/cm3 permanece más o menos sin cambios. Este último hallazgo se confirma por los valores de opacidad más altos obtenidos para los Ejemplos 2-3.
Ejemplo C9 comparativo y Ejemplos 10-19 (combinaciones PP/PP):
Una segunda serie de experimentos se resume en la Tabla 5 a continuación:
Tabla 5


(continuación)


La presión de cabina de 3200 Pa aplicada en el Ejemplo C9 comparativo dio como resultado velocidades de aire máximas y un flujo de volumen de aire solo ligeramente más bajo que en el Ejemplo C1 comparativo descrito anteriormente. En los Ejemplos 10-19 inventivos, las velocidades de aire máximas y los flujos de volumen de aire máximos eran mayores.
Los materiales poliméricos usados en los experimentos fueron los siguientes: El material 3155 es un homopolipropileno de Exxonmobil con una MWD de 3-5 y una MFR de 35 g/10 min. El material 552N es un homopolipropileno de Lyondellbasell con una MWD de 5-7 y una MFR de 13 g/10min. El material 552R es un homopolipropileno de Lyondellbasell con una MWD de 5-7 y una MFR de 25 g/10min. El materia1HG475FB es un homo-polipropileno de Borealis con una MWD de 3-5 y una MFR de 27 g/10min. Todos estos homo-polipropilenos tienen puntos de fusión en el área de entre 160-166 °C. El material suave es un agente de deslizamiento con un 10% de Erucamida en un concentrado de color de polipropileno (Constab SL 05068PP). Los materiales HL712FB y S400 son los descritos anteriormente.
En el Ejemplo C9 comparativo, la presión de cabina de 3200 Pa es la presión de cabina máxima que podría usarse con los polímeros dados. Las presiones más altas de la cabina dieron como resultado condiciones de hilatura inestables y provocaron la rotura de la fibra y la formación de gotas. En los Ejemplos 10-19 inventivos, se podría utilizar una presión de cabina de 6000 Pa en condiciones de hilatura estables y sin provocar rotura de filamento ni formación de gotas.
Otros ajustes fueron similares a los de los Ejemplos C1/2-8, con la excepción de que las condiciones de temperatura y presión lineal de los rodillos de calandria se modificaron para tener en cuenta la naturaleza de solo polipropileno de estos materiales.
Las propiedades de los materiales no tejidos unidos por hilado resultantes se resumen en las Tablas 6-8 siguientes.
Tabla 6

Tabla 7

(continuación)

Tabla 8
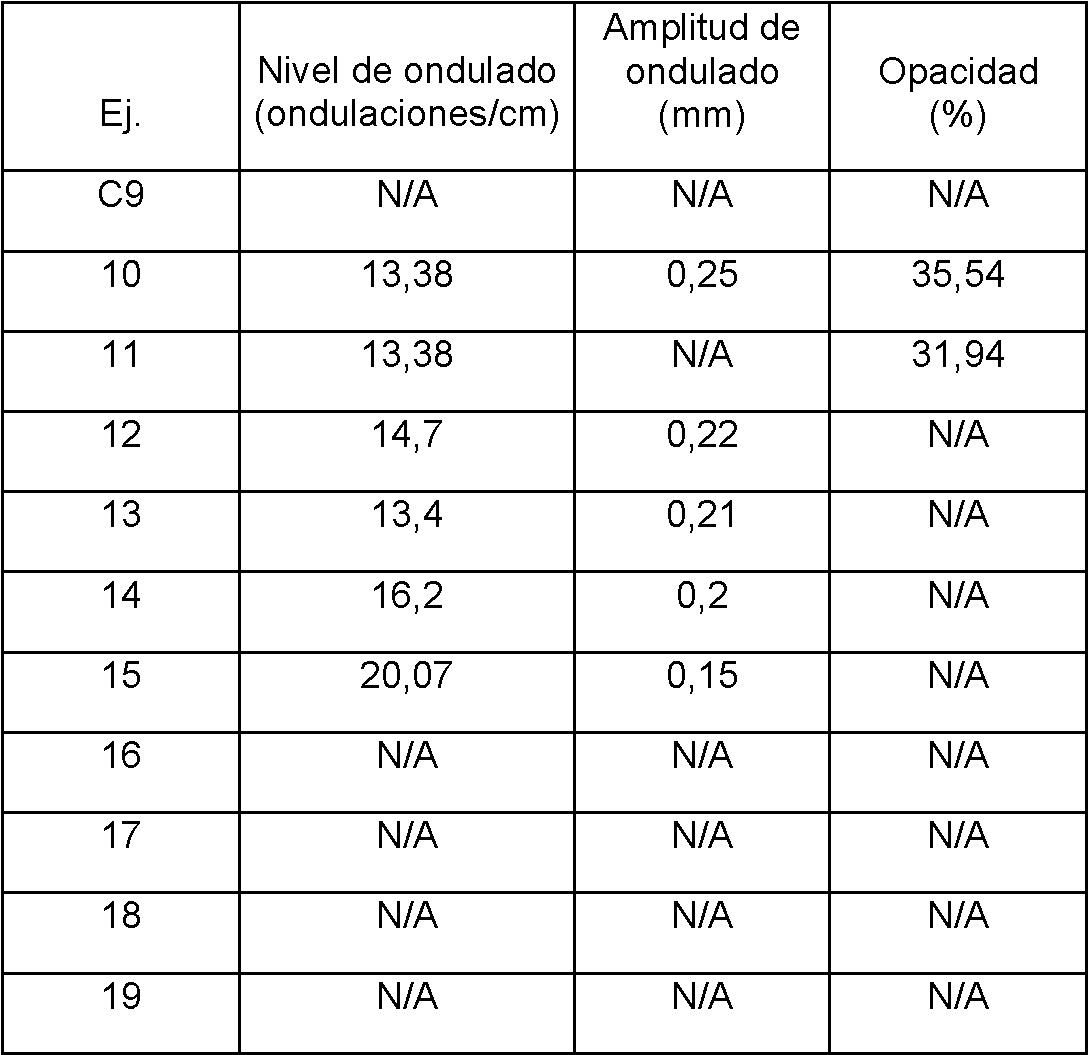
N/A indica que no se determinó una propiedad experimentalmente para esa muestra respectiva.
De manera similar a las observaciones que se pudieron hacer en el Ejemplo C1/2-8, el producto del Ejemplo C9 comparativo comprende un diámetro de fibra más alto de aproximadamente 1,8 denier, mientras que el denier podría disminuir significativamente en los Ejemplos 10-19.
La adición de pequeñas cantidades de un aditivo de polipropileno de alta MFR a los polímeros para ambas secciones de fibra (Ejemplos 10, 12-19) o incluso solo la sección de fibra más voluminosa (Ejemplo 11) conduce a una
combinación de materiales donde presiones de cabina más altas se pueden utilizar de forma estable para obtener materiales de menor denier. Los espesores del material permanecen esencialmente sin cambios a pesar del denier más bajo. Las propiedades de tracción se mejoran en algunos ejemplos de la invención con respecto al material de referencia del Ejemplo C9 comparativo y, en algunos casos, se observa un aumento tanto en TSMD como en TSCD. En todos los ejemplos de la invención, al menos no se reducen, a pesar del peso base a veces menor.
Aunque no se han llevado a cabo mediciones del nivel de ondulado u opacidad para el Ejemplo C9 comparativo, los datos del Ejemplo 10 son similares a los datos de los Ejemplos 2-3 y, por lo tanto, son representativos del resultado beneficioso deseado.
Las medidas de uniformidad que comparan el Ejemplo 9 comparativo y el Ejemplo 11 se representan en las Figuras 3a-3c. Como en el caso de los Ejemplos C1/2-3, una mejora es claramente visible.
La suavidad percibida de los materiales de todos los Ejemplos 2-8 y 10-19 inventivos es muy alta y similar a la suavidad percibida de una banda tejida de micropolar, que muchos en la industria de la higiene consideran el material en última instancia cuando llega a calificaciones de suavidad para el uso en productos de cuidado personal como pañales para bebés, almohadillas protectoras para el cuidado femenino y productos de higiene para la incontinencia para adultos.
Claims (15)
1. Una tela no tejida unida por hilado que tiene fibras de múltiples componentes onduladas,
en la que un primer componente de las fibras de múltiples componentes consiste en un primer material polimérico termoplástico que comprende un primer polímero base termoplástico y un segundo componente de las fibras de múltiples componentes consiste en un segundo material polimérico termoplástico que comprende un segundo polímero base termoplástico que es diferente del primer polímero base;
en el que el primer polímero base y el segundo polímero base son poliolefinas;
en el que el primer polímero base y el segundo polímero base tienen una rata de flujo de fusión de entre 15 y 60 g/10 min según se mide de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg;
en la que al menos uno del primer material polimérico o el segundo material polimérico es una mezcla polimérica que comprende, además del respectivo polímero base, entre 1 y 10 por ciento en peso de un polímero de alta rata de flujo de fusión;
en la que el polímero de alta rata de flujo de fusión es una poliolefina y tiene una rata de flujo de fusión de entre 600 y 3000 g/10 min según lo medido de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg;
en la que las fibras tienen una densidad de masa lineal de menos de 1,5 denier;
en la que el número promedio de ondulado de las fibras de múltiples componentes onduladas está en el intervalo de al menos 8 ondulaciones por cm en la fibra, medido según la norma japonesa JIS L-1015-1981 bajo una carga de tensión previa de 2 mg/denier; y
en la que la tela no tejida se puede obtener en un aparato que comprende al menos dos extrusores con una hilera, un canal de estirado y una correa móvil, en la que las fibras se hilan en una hilera, se estiran en un canal de estirado y se tienden sobre una correa móvil, en la que el aparato comprende una cabina de aire de proceso presurizado desde la cual el aire de proceso se dirige a través del canal de estirado para extraer fibras, en la que la diferencia de presión entre la presión ambiental y la presión en la cabina de aire de proceso es de al menos 4000 Pascal y/o en la que la velocidad máxima del aire en el canal de estirado es de al menos 70 m/s.
2. La tela no tejida unida por hilado de acuerdo con la reivindicación 1, en la que el polímero de alta rata de flujo de fusión tiene un punto de fusión superior a 120 °C, medido de acuerdo con ISO 11357-3.
3. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que se añade entre 1 y 10 por ciento en peso del polímero de alta rata de flujo de fusión al material polimérico primero y segundo.
4. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que la rata de flujo de fusión del polímero de alta rata de flujo de fusión es superior a 750 g/10 min y preferiblemente superior a 1000 g/10 min según se mide de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg.
5. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que la rata de flujo de fusión del polímero de alta rata de flujo de fusión es inferior a 2200 g/10 min, preferiblemente inferior a 1800 g/10 min y más preferiblemente inferior a 1500 g/10 min según se midió de acuerdo con ISO 1133 con condiciones de 230 °C y 2,16 kg.
6. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que el nivel de incorporación del polímero de alta rata de flujo de fusión en el primer material polimérico y/o el segundo material polimérico está entre 3 y 9 por ciento en peso.
7. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que la densidad de masa lineal de las fibras es 0,6 denier o superior, preferiblemente entre 0,8 y 1,35 denier.
8. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que el primer polímero base y/o el segundo polímero base se selecciona del grupo que consiste en un homopolímero de polipropileno, un homopolímero de polietileno o un copolímero de polipropileno-etileno, y preferiblemente se selecciona del grupo que consiste en un homopolímero de polipropileno o un copolímero de polipropileno-etileno.
9. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que el polímero de alta rata de flujo de fusión es un homopolímero de polipropileno.
10. La tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que el material polimérico primero y/o segundo comprende además un agente deslizante, preferiblemente una amida de ácido graso, en la que el agente deslizante está presente preferiblemente en el material polimérico respectivo en una
cantidad de hasta 5000 ppm, preferiblemente en una cantidad de 2000-3000 ppm con base en el peso total del material polimérico respectivo.
11. Un método para fabricar una tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones anteriores en un aparato que comprende al menos dos extrusores con una hilera, un canal de estirado y una correa móvil, en el que las fibras se hilan en una hilera, se estiran en un canal de estirado y se tiendes hacia abajo en una correa móvil, en el que el aparato comprende una cabina de aire de proceso presurizado desde la cual se dirige el aire de proceso a través del canal de estirado para extraer fibras,
caracterizado porque
la diferencia de presión entre la presión ambiental y la presión en la cabina de aire de proceso es de al menos 4000 Pascal y/o en el que la velocidad máxima del aire en el canal de estirado es de al menos 70 m/s.
12. El método de acuerdo con la reivindicación 11, en el que la diferencia de presión entre la presión ambiental y la presión en la cabina de aire de proceso es como máximo 8000 Pascal y preferiblemente entre 5000 y 7000 Pascal, más preferiblemente entre 5500 y 6500 Pascal; y/o en el que la velocidad máxima del aire en el canal de estirado es como máximo 110 m/s y preferiblemente entre 80 y 100 m/s; y/o en el que la temperatura del extrusor de al menos uno de los extrusores está entre 240 °C y 285 °C.
13. Una tela de múltiples capas en la que al menos una capa comprende una tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones 1 a 10.
14. La tela de múltiples capas de acuerdo con la reivindicación 13, en el que la tela de múltiples capas comprende al menos dos capas (S) de tela no tejidas unidas por hilado y al menos una capa (M) de tela no tejida fundida por soplado en una configuración SMS.
15. Un producto de higiene que comprende una tela no tejida unida por hilado de acuerdo con una cualquiera de las reivindicaciones 1 a 10 o una tela de múltiples capas de acuerdo con la reivindicación 13 o 14.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18154375 | 2018-01-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2852448T3 true ES2852448T3 (es) | 2021-09-13 |
Family
ID=61132120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES19153529T Active ES2852448T3 (es) | 2018-01-31 | 2019-01-24 | Telas no tejidas unidos por hilado con fibras finas onduladas y uniformidad mejorada |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US11091861B2 (es) |
| EP (1) | EP3521495B1 (es) |
| JP (1) | JP6732975B2 (es) |
| KR (1) | KR102376158B1 (es) |
| CN (1) | CN110106636B (es) |
| AR (1) | AR114351A1 (es) |
| BR (1) | BR102019001677B1 (es) |
| DK (1) | DK3521495T3 (es) |
| ES (1) | ES2852448T3 (es) |
| IL (1) | IL264427B (es) |
| MX (1) | MX385688B (es) |
| MY (1) | MY202904A (es) |
| PL (1) | PL3521495T3 (es) |
| RU (1) | RU2748508C2 (es) |
| ZA (1) | ZA201900632B (es) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL3856966T3 (pl) * | 2018-09-28 | 2023-11-13 | Berry Global, Inc. | Samokarbikowane wieloskładnikowe włókna i sposoby ich wytwarzania |
| GB2588779A (en) * | 2019-11-05 | 2021-05-12 | Teknoweb Mat S R L | Co-mingling of particulate material and spun-blown fibers |
| EP4112796A4 (en) * | 2020-03-31 | 2024-03-27 | Mitsui Chemicals Asahi Life Materials Co., Ltd. | Nonwoven fabric laminate, cover sheet, and absorbent article |
| KR102320794B1 (ko) * | 2020-04-02 | 2021-11-02 | 도레이첨단소재 주식회사 | 부직포, 부직포 적층체, 물품 및 부직포의 제조방법 |
| WO2022044892A1 (ja) * | 2020-08-27 | 2022-03-03 | 出光興産株式会社 | 捲縮繊維からなる不織布 |
| CN112030361B (zh) * | 2020-08-31 | 2021-10-22 | 俊富非织造材料(无锡)有限公司 | 一种柔软医用手术服sms无纺布及其制备方法 |
| US11913151B2 (en) | 2021-01-11 | 2024-02-27 | Fitesa Simpsonville, Inc. | Nonwoven fabric having a single layer with a plurality of different fiber types, and an apparatus, system, and method for producing same |
| EP4036297B1 (de) | 2021-02-01 | 2024-04-24 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Spinnvlieslaminat und verfahren zur herstellung eines spinnvlieslaminates |
| JP2022117962A (ja) | 2021-02-01 | 2022-08-12 | ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク | スパンボンド不織布積層体及びスパンボンド不織布積層体の製造方法 |
| DE102021102287B3 (de) | 2021-02-01 | 2022-03-03 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Spinnvlieslaminat und Verfahren zur Herstellung eines Spinnvlieslaminates |
| US12576611B2 (en) * | 2021-06-04 | 2026-03-17 | Nanhai Nanxin Non-Woven Co. Ltd. | Nonwoven fabrics suitable for medical applications |
| WO2023069412A1 (en) | 2021-10-18 | 2023-04-27 | Berry Global, Inc. | High loft nonwoven fabrics |
| EP4180017A1 (en) * | 2021-11-10 | 2023-05-17 | Fibertex Personal Care A/S | Elastic nonwoven sheet |
| WO2023114355A1 (en) * | 2021-12-17 | 2023-06-22 | Kimberly-Clark Worldwide, Inc. | Nonwoven webs made from multicomponent filaments and process for forming nonwoven webs |
| CN115247319A (zh) * | 2021-12-22 | 2022-10-28 | 青岛大学 | 一种并列双组份熔喷纤维过滤材料及其制备方法 |
| EP4367310B1 (en) * | 2022-01-05 | 2024-11-20 | Fibertex Personal Care A/S | Nonwoven material comprising crimped multicomponent fibers |
| ES3040797T3 (en) * | 2022-01-05 | 2025-11-05 | Borealis Gmbh | Use of polymer composition on making soft nonwoven fabrics |
| DE102022115200A1 (de) * | 2022-06-17 | 2023-12-28 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Vliesstoff und Vorrichtung zur Herstellung eines Vliesstoffes |
| EP4695461A1 (en) | 2023-04-14 | 2026-02-18 | PFNonwovens Holding s.r.o. | Nonwoven fabric and method of forming the same |
| WO2025168762A1 (en) | 2024-02-09 | 2025-08-14 | Fibertex Personal Care A/S | Elastic nonwoven laminate comprising machine direction oriented fibers |
| WO2025215422A2 (en) | 2024-04-12 | 2025-10-16 | Pfnonwovens Holding S.R.O. | Nonwoven fabric and method of forming the same |
| CN119507067B (zh) * | 2024-12-02 | 2025-09-16 | 埃克森美孚(惠州)化工有限公司 | 聚烯烃组合物、制备非织造织物的方法和非织造织物 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5213881A (en) * | 1990-06-18 | 1993-05-25 | Kimberly-Clark Corporation | Nonwoven web with improved barrier properties |
| US5368919A (en) * | 1993-05-20 | 1994-11-29 | Himont Incorporated | Propylene polymer compositions containing high melt strength propylene polymer material |
| US5587225A (en) * | 1995-04-27 | 1996-12-24 | Kimberly-Clark Corporation | Knit-like nonwoven composite fabric |
| US6454989B1 (en) * | 1998-11-12 | 2002-09-24 | Kimberly-Clark Worldwide, Inc. | Process of making a crimped multicomponent fiber web |
| US6444151B1 (en) * | 1999-04-15 | 2002-09-03 | E. I. Du Pont De Nemours And Company | Apparatus and process for spinning polymeric filaments |
| KR100655842B1 (ko) | 1999-12-21 | 2006-12-12 | 킴벌리-클라크 월드와이드, 인크. | 미세한 데니어의 다성분 섬유 |
| US20040067709A1 (en) | 2001-01-29 | 2004-04-08 | Masahiro Kishine | Non-woven fabrics of wind-shrink fiber and laminate thereof |
| US7998384B2 (en) * | 2001-08-02 | 2011-08-16 | Fiberweb Simpsonville, Inc. | Spunbond nonwoven fabrics from reclaimed polymer and the manufacture thereof |
| US20050164587A1 (en) * | 2004-01-27 | 2005-07-28 | The Procter & Gamble Company | Soft extensible nonwoven webs containing multicomponent fibers with high melt flow rates |
| US20090017710A1 (en) * | 2006-02-02 | 2009-01-15 | Basell Polyolefine Gmbh | Propylene Melt Blown Resins, Propylene Melt Blown Resin Fibers and Non-Woven Fabric Made From the Same, and Methods of Making the Same |
| DK1936017T3 (da) * | 2006-12-22 | 2013-11-04 | Reifenhaeuser Gmbh & Co Kg | Fremgangsmåde og indretning til fremstilling af spunbonded stof af cellulosefilamenter |
| DK2028296T3 (da) | 2007-08-24 | 2012-06-04 | Reifenhaeuser Gmbh & Co Kg | Fremgangsmåde til fremstilling af syntetiske filamenter ud fra enkunststofblanding |
| EP2207917A1 (en) * | 2007-10-31 | 2010-07-21 | ExxonMobil Chemical Patents Inc. | Polypropylene spunbond fibers |
| US10077518B2 (en) | 2008-10-29 | 2018-09-18 | Mitsui Chemicals, Inc. | Crimped conjugated fiber and nonwoven fabric comprising the same |
| MX345705B (es) * | 2010-01-28 | 2017-02-13 | Glatfelter Falkenhagen Gmbh | Material flexible altamente absorbente. |
| KR102230470B1 (ko) | 2013-11-20 | 2021-03-23 | 킴벌리-클라크 월드와이드, 인크. | 유연성 및 내구성을 구비한 부직포 복합체 |
| JP6618002B2 (ja) | 2014-03-20 | 2019-12-11 | 出光興産株式会社 | 捲縮繊維及び不織布 |
| EP3165656B1 (en) | 2014-07-03 | 2021-05-12 | Idemitsu Kosan Co., Ltd | Spunbonded non-woven fabric and method for manufacturing same |
| KR20170038895A (ko) * | 2014-08-07 | 2017-04-07 | 아빈티브 스페셜티 머티리얼즈 인크. | 자발권축 리본 섬유 및 그로부터 제조된 부직물 |
| ES2819241T3 (es) | 2016-05-18 | 2021-04-15 | Fibertex Personal Care As | Tela no tejida que comprende una capa de elasticidad alta |
| PL3246444T3 (pl) | 2016-05-18 | 2020-09-07 | Fibertex Personal Care A/S | Sposób wytwarzania wstęgi włókniny typu high loft |
| WO2017207244A1 (en) | 2016-05-31 | 2017-12-07 | Basf Se | Nonwoven fabrics made of bicomponent fibers |
| JP2018145536A (ja) | 2017-03-01 | 2018-09-20 | 出光興産株式会社 | スパンボンド不織布 |
| WO2018211843A1 (ja) * | 2017-05-16 | 2018-11-22 | 出光興産株式会社 | 捲縮繊維及び不織布 |
-
2019
- 2019-01-22 US US16/253,593 patent/US11091861B2/en active Active
- 2019-01-23 IL IL264427A patent/IL264427B/en unknown
- 2019-01-24 PL PL19153529T patent/PL3521495T3/pl unknown
- 2019-01-24 ES ES19153529T patent/ES2852448T3/es active Active
- 2019-01-24 EP EP19153529.3A patent/EP3521495B1/en active Active
- 2019-01-24 DK DK19153529.3T patent/DK3521495T3/da active
- 2019-01-28 MY MYPI2019000485A patent/MY202904A/en unknown
- 2019-01-28 BR BR102019001677-9A patent/BR102019001677B1/pt active IP Right Grant
- 2019-01-28 RU RU2019102217A patent/RU2748508C2/ru active
- 2019-01-30 KR KR1020190011854A patent/KR102376158B1/ko active Active
- 2019-01-30 ZA ZA201900632A patent/ZA201900632B/en unknown
- 2019-01-31 JP JP2019015078A patent/JP6732975B2/ja active Active
- 2019-01-31 CN CN201910097569.7A patent/CN110106636B/zh active Active
- 2019-01-31 MX MX2019001343A patent/MX385688B/es unknown
- 2019-01-31 AR ARP190100218A patent/AR114351A1/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| JP6732975B2 (ja) | 2020-07-29 |
| KR102376158B1 (ko) | 2022-03-18 |
| CN110106636B (zh) | 2022-08-16 |
| EP3521495B1 (en) | 2020-11-11 |
| IL264427B (en) | 2022-05-01 |
| US20190233993A1 (en) | 2019-08-01 |
| CN110106636A (zh) | 2019-08-09 |
| US11091861B2 (en) | 2021-08-17 |
| PL3521495T3 (pl) | 2021-04-19 |
| BR102019001677B1 (pt) | 2023-12-26 |
| RU2748508C2 (ru) | 2021-05-26 |
| MX2019001343A (es) | 2019-09-13 |
| IL264427A (en) | 2019-05-30 |
| KR20190093164A (ko) | 2019-08-08 |
| RU2019102217A (ru) | 2020-07-28 |
| BR102019001677A2 (pt) | 2019-08-20 |
| DK3521495T3 (da) | 2020-12-14 |
| MY202904A (en) | 2024-05-29 |
| EP3521495A1 (en) | 2019-08-07 |
| RU2019102217A3 (es) | 2021-04-19 |
| ZA201900632B (en) | 2019-10-30 |
| AR114351A1 (es) | 2020-08-26 |
| JP2019131946A (ja) | 2019-08-08 |
| MX385688B (es) | 2025-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2852448T3 (es) | Telas no tejidas unidos por hilado con fibras finas onduladas y uniformidad mejorada | |
| US11021821B2 (en) | Method for making a spunbonded high loft nonwoven web | |
| US11591728B2 (en) | Spunbond nonwoven laminate and method of making same | |
| EP3690096B1 (en) | Spunbond nonwoven fabric | |
| TWI799461B (zh) | 紡黏不織布 | |
| CN118696154B (zh) | 包含卷曲多组分纤维的非织造材料 | |
| JP7110795B2 (ja) | スパンボンド不織布 | |
| TWI753968B (zh) | 紡黏不織布及其製造方法 | |
| JP7156033B2 (ja) | 捲縮繊維、スパンボンド不織布、およびそれらの製造方法 | |
| CN115315547B (zh) | 纺粘无纺布 | |
| KR101001042B1 (ko) | 방사구 및 섬유 제조 방법 | |
| ES2988498T3 (es) | Laminado de velo de hilatura y procedimiento para producir un laminado de velo de hilatura | |
| CA3237017C (en) | Nonwoven material comprising crimped multicomponent fibers | |
| JP2019026956A (ja) | 捲縮繊維、スパンボンド不織布、および捲縮繊維の製造方法 | |
| JP2024042784A (ja) | スパンボンド不織布、ならびに、これを用いてなる衛生材料 |