ES2890488T3 - Material compuesto biodegradable reforzado - Google Patents
Material compuesto biodegradable reforzado Download PDFInfo
- Publication number
- ES2890488T3 ES2890488T3 ES18202311T ES18202311T ES2890488T3 ES 2890488 T3 ES2890488 T3 ES 2890488T3 ES 18202311 T ES18202311 T ES 18202311T ES 18202311 T ES18202311 T ES 18202311T ES 2890488 T3 ES2890488 T3 ES 2890488T3
- Authority
- ES
- Spain
- Prior art keywords
- composite material
- weight
- pla
- pbs
- specifically
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/04—Polyesters derived from hydroxycarboxylic acids, e.g. lactones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/06—Biodegradable
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Un material compuesto que comprende fibra de vidrio y una mezcla de polímeros que comprende ácido poliláctico (PLA) y succinato de polibutileno (PBS), en donde el material compuesto comprende alrededor de 10% en peso a alrededor de 80% en peso de fibra de vidrio, y en donde la mezcla de polímeros comprende alrededor de 20% en peso a alrededor de 60% en peso de PLA y alrededor de 40% en peso a alrededor de 80% en peso de PBS.
Description
DESCRIPCIÓN
Material compuesto biodegradable reforzado
Campo de la invención
La presente invención se refiere a un material compuesto biodegradable reforzado. Más concretamente, la invención se refiere a un material compuesto basado en ácido poliláctico reforzado con buena resistencia al calor y tenacidad. La invención se refiere además a un artículo que comprende dicho material compuesto.
Antecedentes de la invención
En los últimos años, la contaminación ambiental debida al alto impacto de desechos plásticos en el diario uso se ha convertido en una gran preocupación. Una de las posibles soluciones al presente problema es reemplazar los polímeros sintéticos básicos por polímeros biodegradables que son fácilmente susceptibles a la hidrólisis y a la acción microbiana. El ácido poliláctico (PLA, por sus siglas en inglés) y el succinato de polibutileno (PBS, por sus siglas en inglés) son ejemplos de polímeros biodegradables respetuosos con el medio ambiente que tienen por objeto reemplazar los polímeros basados en petróleo sintético básico.
PLA es un poliéster alifático termoplástico biodegradable producido a partir de recursos renovables. PLA tiene buenas propiedades mecánicas y, por lo tanto, es un buen polímero para varias aplicaciones de uso final. Sin embargo, otras propiedades de PLA como resistencia al impacto, temperatura de deflexión térmica (HDT, por sus siglas en inglés), permeabilidad al gas, viscosidad en fundido para el procesamiento, tenacidad, etc., no son suficientemente buenas en aplicaciones como los bienes duraderos. Dado que PLA como materia prima ha sido bastante costoso y la velocidad de producción de PLA es bastante baja, no ha sido económicamente viable aplicar PLA en el uso diario como un material de bienes consumibles o duraderos.
Las varias propiedades de PLA pueden modificarse mezclando PLA con otro polímero biodegradable adecuado que tenga resistencia a la temperatura, resistencia al impacto y procesabilidad en fundido comparativamente mejores, por ejemplo. El presente método puede ser ineficaz debido a la incompatibilidad de los dos polímeros (que se requiere para producir propiedades intermedias) y puede reducir el contenido renovable y la compostabilidad del material. PLA se ha mezclado con succinato de polibutileno (PBS) que tiene alta flexibilidad, resistencia al impacto moderada, y resistencia térmica y química.
El documento WO 2015/000081 A1 describe una composición resistente al calor que comprende ácido poliláctico, poli(succinato de butileno) y un poliéster compostable.
El problema de mezclar PLA y PBS es la miscibilidad de dichas mezclas y la medida de miscibilidad no está totalmente clara. Se ha informado que Tg de PLA no ha cambiado con la adición de PBS y, por lo tanto, se ha concluido que las mezclas han sido inmiscibles, aunque se ha descubierto que los resultados reológicos mostraron compatibilidad cuando el contenido de PBS se encontraba por debajo del 20% en peso. Por otro lado, se ha observado que PBS ha sido miscible con PLA hasta un nivel de adición de 10% en peso. Sin embargo, también se ha informado que PBS y PLA son termodinámicamente incompatibles y las mezclas han exhibido una estructura de fase inmiscible, con un punto de inversión de fase del sistema de mezcla en una relación PLA/PBS de 50/50.
Los resultados informados en la bibliografía para aumentar la tenacidad de PLA en la mezcla con PBS son, de alguna manera, decepcionantes. No se ha observado mejora alguna en la ductilidad (alargamiento de rotura) de mezclas PLA/PBS hasta que el contenido de PBS alcanzó 90% en peso. La resistencia a la tracción se ha reducido hasta 80% en peso de contenidos de PBS y luego ha aumentado ligeramente a más de 80% en peso de contenidos de PBS. El mismo tipo de comportamiento se ha observado en el módulo de Young.
Otra manera de aumentar las propiedades mecánicas y la resistencia al calor de PLA es mediante la creación de un compuesto a través de la adición de rellenos que aumentan la rigidez del material. Sin embargo, el presente método puede también reducir la resistencia al impacto del material, haciéndolo aún más frágil e inadecuado en una cantidad de aplicaciones. Otro método de aumento de la HDT de PLA es aumentar la cristalinidad, mediante reducción del volumen de material amorfo que se suaviza a temperatura de transición vítrea y, de esta manera, permitir que el producto retenga su forma a temperaturas más altas. El aumento de la cristalinidad, sin embargo, con frecuencia requiere el aumento del tiempo de enfriamiento durante el moldeo o corriente abajo después de la extrusión, lo cual reduce la eficiencia del proceso de fabricación, a saber, la velocidad de producción. La cristalización de PLA
como polímero puro es lenta y requiere agentes de nucleación, alta temperatura de cristalización, p. ej., alta temperatura de molde para acelerar la cristalización, incluso con la ayuda de los agentes de nucleación los tiempos de cristalización son largos y la velocidad de producción es demasiado baja en comparación con los polímeros basados en petróleo sintético básico, p. ej., PP y ABS. Además, dichas temperaturas de molde altas no son el estándar de la industria y requieren inversiones.
Aún existe la necesidad de materiales basados en PLA biodegradables y compostables que sean comercialmente viables, que tengan alto contenido de material de naturaleza biológica, y que exhiban buenas propiedades mecánicas como, por ejemplo, buena resistencia al impacto, alta resistencia a la deformación, especialmente a temperaturas elevadas, buenas propiedades de flujo de fusión para el moldeo por inyección y bajo coste.
Breve descripción de la invención
Sorprendentemente, se ha descubierto en la presente invención que las propiedades mecánicas y la resistencia al calor de PLA pueden mejorarse mezclando PLA con succinato de polibutileno, a saber, otro polímero biodegradable, y reforzando la mezcla con fibra de vidrio independientemente de la inmiscibilidad de mezclas de pLa y PBS.
Además, se ha descubierto, sorprendentemente, en la presente invención, que artículos con buenas propiedades físicas pueden producirse a bajo coste a partir de una mezcla de PLA y PBS mediante introducción de fibra de vidrio en la mezcla.
Por consiguiente, en un aspecto, la presente invención provee un material compuesto reforzado que comprende fibra de vidrio y una mezcla de polímeros que comprende ácido poliláctico y succinato de polibutileno, en donde el material compuesto comprende alrededor de 10% en peso a alrededor de 80% en peso de fibra de vidrio, y en donde la mezcla de polímeros comprende alrededor de 20% en peso a alrededor de 60% en peso de PLA y alrededor de 40% en peso a alrededor de 80% en peso de PBS. Incluso si la técnica anterior describe que mezclas >20% en peso de PLA con PBS son miscibles, la mejora de los defectos descritos más arriba de PLA no se logra mediante mezcla de PLA y PBS en las relaciones miscibles. Se ha descubierto, sorprendentemente, que las buenas propiedades mecánicas, la resistencia a las altas temperaturas y la tenacidad pueden lograrse incorporando al menos 10% en peso de fibras de vidrio en las mezclas PLA/PBS cuando la relación PLA/PBS es de entre alrededor de 20/80% en peso a alrededor de 60/40% en peso. Además, con dichas relaciones de mezcla junto con fibras de vidrio, el coste del material y el coste de producción pueden mantenerse bajos, dado que el coste de la fibra de vidrio es más bajo que el de PLA y PBS, y los tiempos de ciclo de producción son más cortos porque la cristalización de PLA puede evitarse. La mejora de las propiedades mecánicas y de la resistencia a la temperatura aumenta con el contenido de fibra de vidrio de al menos 10% en peso. La reducción del coste del material es directamente proporcional al contenido de fibra de vidrio.
En otro aspecto, la invención provee un artículo que comprende el material compuesto reforzado de la invención. Los artículos incluyen paquetes rígidos, bienes del hogar, dispositivos electrónicos y partes interiores de vehículos.
La presente invención provee un material compuesto basado en PLA biodegradable reforzado con fibra de vidrio con alta resistencia al calor y altas propiedades mecánicas.
Una ventaja del material compuesto de la invención y del artículo fabricado con el material compuesto de la invención es que ellos son biodegradables y compostables.
Una ventaja adicional del material compuesto de la invención y del artículo fabricado con el material compuesto de la invención es que ellos tienen altas propiedades mecánicas, buena resistencia al impacto, buena resistencia a la deformación especialmente a temperaturas elevadas y/o bajo carga, y buenas propiedades de flujo de fusión para el moldeo por inyección. Además, el coste del artículo fabricado con el material compuesto es bajo debido a la ausencia de necesidad de cristalización en el proceso de PLA para lograr resistencia a las altas temperaturas, a saber, temperatura de distorsión al calor, y puede procesarse con tiempo de enfriamiento y tiempo de ciclo comparables con polímeros basados en petróleo sintético básico, p. ej., PP y ABS, y baja temperatura de molde de 20-50°C.
Descripción detallada de la invención
En un aspecto, la invención provee un material compuesto reforzado que comprende fibra de vidrio y una mezcla de polímeros que comprende ácido poliláctico (PLA) y succinato de polibutileno (PBS), en donde el material compuesto comprende alrededor de 10% en peso a alrededor de 80% en peso de fibra de vidrio, y en donde la mezcla de polímeros comprende alrededor de 20% en peso a alrededor de
60% en peso de PLA y alrededor de 40% en peso a alrededor de 80% en peso de PBS.
En el material compuesto reforzado, puede usarse cualquier ácido poliláctico adecuado. Los términos "ácido poliláctico", "poliláctido" y "PLA" se usan de manera intercambiable para incluir homopolímeros y copolímeros de ácido láctico y láctido basados en caracterización de polímeros de los polímeros que se forman con un monómero específico o los polímeros compuestos de las unidades de monómeros más pequeñas que se repiten. El poliláctido es un éster dimérico de ácido láctico y puede formarse para contener pequeñas unidades de monómeros que se repiten de ácido láctico o pueden fabricarse mediante polimerización de un monómero láctido, y resultar en un poliláctido al que se hace referencia tanto como un polímero que contiene residuos de ácido láctico como un polímero que contiene residuos de láctido. Debe comprenderse, sin embargo, que los términos "ácido poliláctico", "poliláctido" y "PLA" no pretenden, necesariamente, ser restrictivos con respecto a la manera en la cual se forma el polímero. PLA adecuados producidos con recursos renovables incluyen homopolímeros y copolímeros de ácido láctico y/o láctido que tienen un peso molecular promedio en peso (Mw ) que, en general, se encuentra en el rango de alrededor de 10.000 g/mol a alrededor de 800.000 g/mol. En una realización, Mw se encuentra en el rango de alrededor de 30.000 g/mol a alrededor de 400.000 g/mol. En otra realización, Mw se encuentra en el rango de alrededor de 50.000 g/mol a alrededor de 200.000 g/mol.
Polímeros de ácido poliláctico comercialmente disponibles que son adecuados en la presente invención incluyen una variedad de ácidos polilácticos que son comercializados por NATUREWORKS® o Total Corbion. El ácido poliláctico modificado y diferentes configuraciones estéreo de aquel pueden también usarse como, por ejemplo, ácido poli D-láctico, ácido poli L-láctico, ácido poli D, L-láctico, y combinaciones de ellos.
El succinato de polibutileno (PBS) es un poliéster alifático biodegradable producido por la reacción de policondensación de 1,4-butanodiol con ácido succínico. Cualquier PBS adecuado o un copolímero de aquel puede usarse en la invención. PBS o un copolímero de él puede fabricarse con recursos renovables o no renovables. PBS puede ahora ser de origen completamente biológico dependiendo de la elección de monómeros.
PBS tiene alta flexibilidad y propiedades mecánicas moderadas como, por ejemplo, resistencia al impacto, y buena resistencia térmica y química. PBS, en la forma de películas y objetos moldeados, exhibe una biodegradación significativa en varios meses en tierra, agua con lodo activado, y agua marina. Una desventaja de PBS es su alto coste.
La alta fragilidad, la resistividad a la baja temperatura como estado amorfo de PLA y las bajas propiedades mecánicas con el alto coste de PBS son los principales problemas para su comercialización y muchas aplicaciones. Por lo tanto, varias propiedades de materiales basados en PLA y PBS deben mejorarse y el coste de producción debe reducirse con el fin de hacer que los materiales basados en PLA y PBS sean comercialmente viables.
El material compuesto reforzado comprende una mezcla de polímeros que comprende PLA y PBS. La cantidad de la mezcla de polímeros del material compuesto se encuentra en el rango de alrededor de 20% en peso a alrededor de 90% en peso, según el peso del material compuesto. En una realización, la cantidad se encuentra en el rango de alrededor de 60% en peso a alrededor de 90% en peso.
En una realización, la cantidad de PLA de la mezcla de polímeros se encuentra en el rango de alrededor de 30% en peso a alrededor de 55% en peso, según el peso de la mezcla de polímeros. En otra realización, la cantidad de PLA se encuentra en el rango de alrededor de 40% en peso a alrededor de 50% en peso. En una realización adicional, la cantidad de PLA es de alrededor de 50% en peso.
En una realización, la cantidad de PBS de la mezcla de polímeros se encuentra en el rango de alrededor de 45% en peso a alrededor de 70% en peso, según el peso de la mezcla de polímeros. En otra realización, la cantidad de PBS se encuentra en el rango de alrededor de 50% en peso a alrededor de 60% en peso. En una realización adicional, la cantidad de PBS es de alrededor de 50% en peso. Además de PLA y PBS, la mezcla de polímeros puede comprender polímero(s) adicional(es). En una realización, los polímeros adicionales opcionales son biodegradables. Estos incluyen, sin limitación, los polímeros: poliláctidos (PLA), poli-L-láctido (PLLA), poli-DL-láctido (PDLLA); poliglicólido (PGA); copolímeros de glicólido, copolímeros de glicólido/carbonato de trimetileno (PGA/TMC); otros copolímeros de PLA como, por ejemplo, copolímeros de láctido/tetrametilglicólido, copolímeros de láctido/carbonato de trimetileno, copolímeros de láctido/d-valerolactona, copolímeros de láctido/ecaprolactona, copolímeros de L-láctido/DL-láctido, copolímeros de glicólido/L-láctido (PGA/PLLA), poliláctido-co-glicólido; terpolímeros de PLA como, por ejemplo, terpolímeros de láctido/glicólido/carbonato de trimetileno, terpolímeros de láctido/glicólido/e-caprolactona, copolímeros
de PLA/óxido de polietileno; polidepsipéptidos; 3,6-sustituido poli-1,4-dioxano-2,5-diones de manera no simétrica; polihidroxialcanoatos como, por ejemplo, polihidroxibutiratos (PHB); copolímeros de PHB/bhidroxivalerato (PHB/PHV); poli-b-hidroxipropionato (PHPA); poli-p-dioxanona (PDS); copolímeros de poli-d-valerolactona-poli-£-caprolactona, poli(£-caprolactona-DL-láctido); copolímeros de metilmetacrilato-N-vinilpirrolidona; poliesteramidas; poliésteres de ácido oxálico; poliésteres o copolímeros de ácido de succinato; polidihidropiranos; polialquil-2-cianoacrilatos; poliuretanos (PU); polivinilalcohol (PVA); polipéptidos; ácido poli-b-málico (PMLA); ácidos poli-b-alcanoicos; policarbonatos; poliortoésteres; polifosfatos; poli(éster anhídridos); y mezclas de ellos; y polímeros naturales como, por ejemplo, azúcares, almidón, celulosa y derivados de celulosa, polisacáridos, colágeno, quitosano, fibrina, ácido hialurónico, polipéptidos y proteínas. También pueden usarse mezclas de cualquiera de los polímeros descritos más arriba y sus varias formas.
En una realización, la mezcla de polímeros consiste en PLA y PBS. En una realización, la mezcla de polímeros contiene alrededor de 20% en peso a alrededor de 60% en peso de PLA y alrededor de 40% en peso a alrededor de 80% en peso de PBS, según el peso de la mezcla de polímeros, por medio de lo cual la cantidad total de PLA y PBS asciende al 100% en peso. En otra realización, la mezcla de polímeros contiene alrededor de 30% en peso a alrededor de 55% en peso de PLA y alrededor de 45% en peso a alrededor de 70% en peso de PBS, la cantidad total de PLA y PBS siendo el 100% en peso. En una realización adicional, la mezcla de polímeros contiene alrededor de 40% en peso a alrededor de 50% en peso de PLA y alrededor de 50% en peso a alrededor de 60% en peso de PBS, la cantidad total de PLA y PBS siendo el 100% en peso. En una realización incluso adicional, la mezcla de polímeros consiste en alrededor de 50% en peso de PLA y alrededor de 50% en peso de PBS, la cantidad total de PLA y PBS siendo el 100% en peso.
Además de la mezcla de polímeros descrita más arriba, el material compuesto reforzado de la invención comprende fibra de vidrio como un refuerzo. Cualquier fibra de vidrio adecuada puede usarse en el material compuesto. La fibra de vidrio puede ser fibra de vidrio no degradable convencional como, por ejemplo, E, S, C, AR, ECR. La fibra de vidrio puede también ser fibra de vidrio biocompatible, biodegradable, biorreabsorbible o biosoluble. En una realización, la fibra de vidrio tiene la siguiente composición: SiO260-70% en peso, Na2 O 5-20% en peso, CaO 5-25% en peso, MgO 0-10% en peso, P2 O5 0,5-5% en peso, B2 O3 0-15% en peso, AhO30-5% en peso, U2 O 0-1% en peso, y menos de 0,5% en peso de K.
En otra realización, la fibra de vidrio tiene la siguiente composición: SiO265-75% en peso, Na2 O 12-17% en peso, CaO 8-11% en peso, MgO 3-7% en peso, P2 O50,5-2,5% en peso, B2 O3 1-4% en peso, K2 O >0,5-4% en peso, SrO 0-4% en peso, y como máximo 0,3% en peso en total de Ah O3 y Fe2 O3.
La fibra de vidrio puede tener cualquier longitud y grosor adecuados. La fibra de vidrio de longitud de 5 mm o menos se define normalmente como fibra de vidrio corta (SGF, por sus siglas en inglés). La longitud de la fibra de vidrio de más de 5 mm se define normalmente como fibra de vidrio larga (LGF, por sus siglas en inglés).
El material compuesto reforzado de la invención comprende alrededor de 10% en peso a alrededor de 80% en peso de fibra de vidrio. En una realización, la cantidad de fibra de vidrio del material compuesto es de alrededor de 15% en peso a alrededor de 70% en peso. En otra realización, la cantidad de fibra de vidrio es de alrededor de 20% en peso a alrededor de 60% en peso. En una realización adicional, la cantidad de fibra de vidrio es de alrededor de 20% en peso a alrededor de 50% en peso. En una realización incluso adicional, la cantidad de fibra de vidrio es de alrededor de 20% en peso a alrededor de 40% en peso.
En una realización, la presente invención provee un material compuesto reforzado compostable y/o biodegradable. En la presente realización, el material compuesto contiene polímeros biodegradables que se descomponen en químicos inofensivos ambientalmente aceptables como, por ejemplo, agua, dióxido de carbono y, opcionalmente, metano. La descomposición del material compuesto puede ocurrir, por ejemplo, a través de un proceso anaeróbico bajo ciertas condiciones de compostaje. La descomposición de polímeros bajo condiciones de compostaje se logra, normalmente, en presencia de tierra, humedad, oxígeno y enzimas o microorganismos.
Los materiales compuestos reforzados de la invención pueden comprender una variedad de ingredientes adicionales que incluyen ingredientes de origen no biológico y no biodegradables. En una realización, cualquier ingrediente añadido es compostable y/o biodegradable.
El material compuesto reforzado de la invención puede comprender modificar(es) de impacto sin comprometer propiedades ya adquiridas. Cualquier modificador de impacto adecuado puede usarse, incluidos los elastómeros acrílicos con estructura núcleo-cubierta. El modificador de impacto puede seleccionarse, por ejemplo, de Sukano im633 (Sukano), PARALOID BPM-520 (DowDuPont). La
cantidad del(de los) modificador(es) de impacto es, normalmente, de alrededor de 0,1% en peso a alrededor de 20% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad del(de los) modificador(es) de impacto es de alrededor de 1% en peso a alrededor de 10% en peso. En otra realización, la cantidad es de alrededor de 2% en peso a alrededor de 8% en peso.
El material compuesto reforzado de la invención puede comprender plastificante(s) sin comprometer propiedades ya adquiridas. Cualquier plastificante adecuado puede usarse, incluidos citrato de trietilo, citrato de tributilo, glicerol, ácido láctico (monómero y oligómeros). La cantidad del(de los) plastificante(s) es, normalmente, de alrededor de 0,01% en peso a alrededor de 20% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad es de alrededor de 0,1% en peso a alrededor de 10% en peso. En otra realización, la cantidad es de alrededor de 0,5% en peso a alrededor de 8% en peso. En una realización adicional, la cantidad es de alrededor de 0,8% en peso a alrededor de 5% en peso. En una realización incluso adicional, la cantidad es de alrededor de 1% en peso a alrededor de 4% en peso.
El material compuesto reforzado de la invención puede comprender retardante(s) de llama sin comprometer propiedades ya adquiridas. Cualquier retardante de llama adecuado puede usarse, incluidos Exolit AP 422 (Clariant), fosfato de pentaeritritol (PEPA), fosfato de melamina (MP) y silsesquioxanos poliédricos oligoméricos (POSS). La cantidad del(de los) retardante(s) de llama es, normalmente, de alrededor de 0,01% en peso a alrededor de 30% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad es de alrededor de 0,1% en peso a alrededor de 20% en peso. En otra realización, la cantidad es de alrededor de 0,5% en peso a alrededor de 15% en peso. En una realización adicional, la cantidad es de alrededor de 3% en peso a alrededor de 12% en peso.
El material compuesto reforzado de la invención puede comprender antioxidante(s) sin comprometer propiedades ya adquiridas. Cualquier antioxidante adecuado puede usarse, incluidos los de la serie Irganox (BASF), serie Irgafos (BASF), serie Hostanox (Clariant). La cantidad de antioxidante(s) es, normalmente, de alrededor de 0,01% en peso a alrededor de 20% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad es de alrededor de 0,1% en peso a alrededor de 10% en peso. En otra realización, la cantidad es de alrededor de 0,5% en peso a alrededor de 8% en peso. En una realización adicional, la cantidad es de alrededor de 0,8% en peso a alrededor de 5% en peso. En una realización incluso adicional, la cantidad es de alrededor de 1% en peso a alrededor de 4% en peso.
El material compuesto reforzado de la invención puede comprender estabilizador(es) de luz y UV sin comprometer propiedades ya adquiridas. Cualquier estabilizador de luz y UV adecuado puede usarse, incluidos los de la serie Hostavin (Clariant), serie de bloque Cesa (Clariant), serie OnCap Bio (Polyone). La cantidad de estabilizador(es) de luz y UV es, normalmente, de alrededor de 0,01% en peso a alrededor de 20% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad es de alrededor de 0,1% en peso a alrededor de 10% en peso. En otra realización, la cantidad es de alrededor de 0,5% en peso a alrededor de 8% en peso. En una realización adicional, la cantidad es de alrededor de 0,8% en peso a alrededor de 5% en peso. En una realización incluso adicional, la cantidad es de alrededor de 1% en peso a alrededor de 4% en peso.
El material compuesto reforzado de la invención puede comprender colorante(s) sin comprometer propiedades ya adquiridas. Cualquier colorante adecuado puede usarse, incluidos los de la serie Renolnatur (Clariant), serie OnColor Bio (Polyone). La cantidad de colorante(s) es, normalmente, de alrededor de 0,01% en peso a alrededor de 10% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad es de alrededor de 0,1% en peso a alrededor de 7% en peso. En otra realización, la cantidad es de alrededor de 0,5% en peso a alrededor de 5% en peso. En una realización adicional, la cantidad es de alrededor de 0,8% en peso a alrededor de 3% en peso. En una realización incluso adicional, la cantidad es de alrededor de 1% en peso a alrededor de 2% en peso.
El material compuesto reforzado de la invención puede comprender agente(s) antihidrólisis sin comprometer propiedades ya adquiridas. Cualquier agente antihidrólisis adecuado puede usarse, incluidos los de la serie Carbodilite (químicos Nisshinbo), serie Stabaxol (Lanxess). La cantidad de agente(s) antihidrólisis es, normalmente, de alrededor de 0,01% en peso a alrededor de 10% en peso, según el peso del material compuesto reforzado. En una realización, la cantidad es de alrededor de 0,1% en peso a alrededor de 7% en peso. En otra realización, la cantidad es de alrededor de 0,5% en peso a alrededor de 5% en peso. En una realización adicional, la cantidad es de alrededor de 0,8% en peso a alrededor de 3% en peso. En una realización incluso adicional, la cantidad es de alrededor de 1% en peso a alrededor de 2% en peso.
Ejemplos de otros ingredientes opcionales del material compuesto reforzado de la invención incluyen, pero sin limitación a, goma arábiga, bentonita, sales, agentes de deslizamiento, aceleradores o
retardantes de cristalización, agentes de enmascaramiento de olores, agentes de enlace cruzado, emulsionantes, surfactantes, ciclodextrinas, lubricantes, otras ayudas de procesamiento, abrillantadores ópticos, antioxidantes, retardantes de llama, tintes, pigmentos, rellenos, proteínas y sus sales alcalinas, ceras, resinas adherentes, extendedores, quitina, quitosano, y mezclas de ellos.
El material compuesto reforzado de la invención puede también comprender relleno(s) sin comprometer propiedades ya adquiridas. Relleno(s) adecuado(s) incluye(n), pero sin limitación a, arcillas, sílice, mica, wollastonita, hidróxido de calcio, carbonato de calcio, carbonato sódico, carbonato de magnesio, sulfato de bario, sulfato de magnesio, caolín, óxido de calcio, óxido de magnesio, hidróxido de aluminio, talco, dióxido de titanio, fibras de celulosa, quitina, polvos de quitosano, polvos de organosilicona, polvos de nylon, polvos de poliéster, polvos de polipropileno, almidones, y mezclas de ellos. La cantidad de relleno(s) es, normalmente, de alrededor de 0,01% en peso a alrededor de 60% en peso, según el peso del material compuesto reforzado.
El material compuesto reforzado de la invención que comprende al menos 10% en peso de fibra de vidrio y una mezcla de polímeros de PLA/PBS en una relación de alrededor de 20/80% en peso a alrededor de 60/40% en peso provee un material compuesto económico con buena resistencia al calor y buenas propiedades mecánicas y tenacidad. El coste del material basado en PLA/PBS puede reducirse en la presente invención mediante la introducción de fibra de vidrio de bajo coste en el material.
Cuando fibras de vidrio convencionales se reemplazan por fibras de vidrio bioerosionables y biodegradables, la invención provee un material compuesto reforzado que es totalmente compostable. En un aspecto, la presente invención provee un proceso para la producción del material compuesto reforzado de la invención. El proceso de la invención comprende las etapas de:
- proveer ácido poliláctico (PLA), succinato de polibutileno (PBS) y fibra de vidrio,
- proveer, opcionalmente, polímero(s) e ingredientes adicionales,
- mezclar PLA, PBS, polímero(s) adicional(es) opcional(es) e ingredientes opcionales juntos bajo tratamiento con calor para proveer un polímero fundido en una extrusora,
- añadir fibra de vidrio al polímero fundido para proveer un polímero reforzado fundido,
- extruir el polímero reforzado fundido para proveer un material compuesto reforzado,
- peletizar, opcionalmente, el material compuesto reforzado.
Cuando la fibra de vidrio corta (SGF) se usa como un refuerzo, una extrusora de doble tornillo se usa normalmente para mezclar PLA, PBS y fibra de vidrio corta y otros aditivos opcionales descritos más arriba. La mezcla resultante se extruye en hebras y luego se peletiza a la longitud deseada de bolitas. Además de un peletizador de hebras, puede usarse un peletizador de anillo subacuático o de agua. Un proceso típico para fabricar material compuesto reforzado con fibra de vidrio larga (LGF) de la invención es usar línea LFT (termoplásticos reforzados con fibra larga). La línea LFT es un proceso de pultrusión termoplástica, donde hebras de fibra de vidrio continuas (mecha directa o hilo) se impregnan con polímero fundido que se provee normalmente por una extrusora de doble tornillo a la matriz de impregnación. La mezcla de PLA/PBS junto con aditivos opcionales se funde y mezcla en la extrusora de doble tornillo. Las hebras compuestas de fibra de vidrio continuas formadas se peletizan entonces en la longitud deseada y se usan para fabricar el artículo final.
La temperatura de deflexión térmica (HDT) del material compuesto reforzado de la invención se ha medido según ISO 75:2013 Plásticos - Determinación de temperatura de deflexión bajo carga, método B con 0,455 MPa de carga en un caso donde SGF se ha usado como un refuerzo en el material compuesto. La HDT del artículo de la invención se ha medido según ISO 75:2013 Plásticos -Determinación de temperatura de deflexión bajo carga, método A con 1,82 MPa de carga en un caso donde LGF se ha usado como un refuerzo en el material compuesto.
El material compuesto reforzado de la invención exhibe una temperatura de deflexión térmica (HDT) de 85°C o superior, medida según el estándar ISO 75 Método B. En una realización, la HDT es de 90°C o superior. En otra realización, la HDT es de 95°C o superior. En una realización adicional, la HDT es de 100°C o superior.
El material compuesto reforzado de la invención exhibe una temperatura de deflexión térmica (HDT) de 85°C o superior, medida según el estándar ISO 75 Método A. En una realización, la HDT es de 90°C o superior. En otra realización, la HDT es de 95°C o superior. En una realización adicional, la HDT es de 100°C o superior.
El material compuesto reforzado de la invención exhibe una resistencia al impacto (resistencia al impacto con muesca de Izod) de 10 kJ/m2 o superior, medida según la muestra con muesca ISO 180
método 1A. En una realización, la resistencia al impacto es de 20 kJ/m2 o superior. En otra realización, la resistencia al impacto es de 30 kJ/m2 o superior.
En un aspecto, la presente invención provee un artículo que comprende el material compuesto reforzado de la invención. En una realización, el artículo se fabrica con el material compuesto mediante moldeo como, por ejemplo, moldeo por inyección, moldeo por soplado o moldeo por compresión. En otra realización, el artículo se fabrica con el material compuesto mediante extrusión para proveer, por ejemplo, tuberías, tubos, perfiles, cables y películas. Los artículos moldeados o extruidos de la invención pueden ser objetos sólidos como, por ejemplo, juguetes, dispositivos electrónicos, y partes de automóvil, u objetos huecos como, por ejemplo, botellas, contenedores, aplicadores de tampón, aplicadores para inserción de medicamentos en orificios corporales, equipo médico de un solo uso y equipo quirúrgico. En una realización, el artículo de la invención tiene un grosor de pared promedio de 0,6 mm o superior. Los compuestos reforzados con fibra de vidrio basados en PLA/PBS de la presente invención muestran propiedades ventajosas, a saber, un tiempo de enfriado corto y temperaturas de moldeo o corriente abajo bajas, incluso si PLA es principalmente amorfo. Un factor importante que influye en la productividad en el moldeo por inyección es el así llamado "tiempo de ciclo". El término "tiempo de ciclo" significa el período requerido en un sistema de moldeo por inyección para moldear una parte y regresar a su posición/estado original y el término ciclo significa una secuencia completa de operaciones que se repite para moldear por inyección una parte. Como tal, el término "tiempo de ciclo" se usa, en general, en la técnica y el significado del término es conocido para una persona con experiencia en la técnica. El tiempo de enfriamiento incluido en el tiempo de ciclo siempre se está directamente relacionado con el diseño de artículo y el grosor de pared. En el presente contexto, tiempo de enfriamiento bajo significa tiempo de enfriamiento comparable y tiempo de ciclo con polímeros basados en petróleo sintético básico, p. ej., PP y ABS. Según su uso en la presente memoria, el término "principalmente amorfo" se refiere a composiciones que muestran ningún nivel o bajos niveles de cristalinidad. Las presentes composiciones son, preferiblemente, totalmente compostables, donde fibras de vidrio tradicionales se reemplazan por fibras de vidrio bioerosionables y biodegradables.
Se contempla que las diferentes partes de la presente descripción puedan combinarse en cualquier manera adecuada. Por ejemplo, los presentes ejemplos, métodos, aspectos, realizaciones o similares pueden implementarse o combinarse, de forma adecuada, con cualquier otra realización, método, ejemplo o aspecto de la invención. A menos que se definan de otra manera, todos los términos técnicos y científicos utilizados en la presente memoria tienen el mismo significado que el comúnmente comprendido por cualquier persona con experiencia ordinaria en la técnica a la cual pertenece la presente invención. Si una definición establecida en la presente memoria es contraria a o de otra manera incoherente con una definición establecida en otra parte, la definición establecida en la presente memoria prevalece con respecto a la definición que se establece en otra parte. El uso de ejemplos en la memoria descriptiva, incluidos los ejemplos de términos, son en aras de la ilustración solamente y no pretenden limitar el alcance y significado de las realizaciones de la invención en la presente memoria. El siguiente ejemplo además ilustra la invención, sin limitar la invención a él.
Ejemplo
El polímero PLA, de grado HP2500, de NatureWorks LLC, y el polímero PBS, BioPBS FZ71 de PTTMCC, se han usado en la fabricación de una mezcla de polímeros. Dos grados de fibra de vidrio se han provisto por el vidrio de Nippon Electric, el grado de las hebras cortadas (SGF) ha sido ChopVantage HP3730 (longitud de fibra 4,5 mm, diámetro 10 micras) y el grado de mecha directa (LGF) ha sido Tufrow 4588 (diámetro 17 micras).
Los compuestos de PLA/PBS reforzados con fibra de vidrio corta (SGF) se han compuesto con una extrusora de doble tornillo de 25 mm (Coperion ZSK 26 MC18) y se han peletizado y secado antes del moldeo por inyección en las muestras de prueba.
Los compuestos de PLA/PBS reforzados con fibra de vidrio larga (LGF) se han fabricado mediante proceso de pultrusión termoplástica en bolitas LFT (bolitas reforzadas con fibra larga, longitud de fibra de 8 mm) y se han secado antes del moldeo por inyección en las muestras de prueba.
La muestra de prueba se ha formado para cumplir con la barra de prueba ISO para las propiedades de resistencia a la tracción, flexurales, impacto y HDT. La muestra de prueba tenía un tamaño de 10x4x80 mm.
El moldeo por inyección se ha llevado a cabo con una máquina de moldeo por inyección Engel 200ton.
La temperatura del molde para probar compuestos de PLA/PBS, mezclas de PLA/PBS no reforzadas, y PBS puro y PLA puro ha sido de 30°C, excepto que la temperatura del molde de 110°C se ha usado en la cristalización incorporada en el proceso de PLA con agente de nucleación LAK-301 de Takemoto Oil & Fat.
Las relaciones PLA/PBS utilizadas, los contenidos de fibra de vidrio y los resultados se presentan en las Tablas 1 y 2. El material compuesto reforzado descrito en las Tablas ha consistido en una mezcla de polímeros y fibra de vidrio por medio de los cuales la cantidad total de la mezcla y de la fibra de vidrio ha ascendido al 100% en peso del material compuesto. La mezcla de polímeros en cada material compuesto ha consistido en PLA y PBS en cantidades dadas en las Tablas, ascendiendo al 100% en peso de la mezcla de polímeros.
Los resultados de las Tablas 1 y 2 muestran que los materiales de referencia de PLA moldeados en frío (a 30°C) tienen tiempos de ciclo aceptables, pero la resistencia al calor HDT B es solo de 54°C. Cuando la cristalización incorporada en el proceso (a saber, recocido) se ha usado con temperatura de molde de 110°C, HDT B es de 122°C y en un nivel aceptable, pero el tiempo de ciclo de 60 segundos no lo es. Independientemente de la temperatura de molde y del tiempo de ciclo, la resistencia al impacto de PLA puro es bastante pobre. Por otro lado, el PBS puro tiene buena resistencia a la temperatura y tiempo de ciclo corto, pero muestra propiedades mecánicas pobres, incluida la resistencia al impacto. Las mezclas de PLA/PBS sin refuerzo de fibra de vidrio han mostrado buena resistencia al impacto, otras propiedades mecánicas encontrándose por debajo de PLA puro. Además, también la resistencia a la temperatura es pobre (solo de alrededor de 53 a 55°C).
Los resultados además muestran que la mezcla de PLA/PBS reforzada (50% en peso/50% en peso) de la presente invención exhibe HDT mejorada y propiedades mecánicas a baja temperatura de molde de 30°C y tiempo de ciclo corto de 20 segundos. La mejora de la resistencia a la temperatura ha comenzado a aumentar a partir de 5% en peso de adición de fibra de vidrio corta (SGF). Sin embargo, la mejora ha sido baja (HDT 63°C). Cuando el nivel de refuerzo con fibra de vidrio (SGF) se ha elevado a 10% en peso, la resistencia al calor HDT B se ha elevado a un nivel aceptable y comparable a plásticos basados en aceite como ABS (HDT B alrededor de 88°C). Las propiedades mecánicas diferentes de la resistencia al impacto han sido más bajas que aquellas de PLA puro pero comparables con ABS. La resistencia al impacto ha mejorado frente a PLA puro en 104% y la resistencia a la temperatura HDT B, en 77%. Cuando se utilizó un refuerzo de fibra de vidrio en más del 20% en peso, todas las propiedades han mejorado notablemente como se muestra en la Tabla 3.
La mezcla de PLA/PBS reforzada con fibra de vidrio larga de la invención muestra incluso mayor mejora en las propiedades mecánicas y resistencia a la temperatura en comparación con PLA puro (Tabla 3) a una temperatura de molde de 30°C y tiempo de ciclo corto de 20 segundos. Como se muestra en la Tabla 2, las propiedades (flexurales y de resistencia a la tracción y HDT) han comenzado a declinar cuando la relación PLA/PBS ha salido del rango de la presente invención.
Tabla 1

* PLA 1% en peso de agente de nucleación (LAK-301 de TakemotO Oil & Fat)
Tabla 2

* P L A
1%
en peso de agente de nu c le a c ió n (L A K -301 de
T a k e m o to G il & Fat)
Tabla 3. Mejora de compuestos de la invención frente a PLA amorfo puro

Claims (14)
1. Un material compuesto que comprende fibra de vidrio y una mezcla de polímeros que comprende ácido poliláctico (PLA) y succinato de polibutileno (PBS), en donde el material compuesto comprende alrededor de 10% en peso a alrededor de 80% en peso de fibra de vidrio, y en donde la mezcla de polímeros comprende alrededor de 20% en peso a alrededor de 60% en peso de PLA y alrededor de 40% en peso a alrededor de 80% en peso de PBS.
2. El material compuesto de la reivindicación 1, en donde la mezcla de polímeros comprende alrededor de 30% en peso a alrededor de 55% en peso, específicamente alrededor de 40% en peso a alrededor de 50% en peso, más específicamente alrededor de 50% en peso de PLA, según el peso de la mezcla de polímeros.
3. El material compuesto de la reivindicación 1 o 2, en donde la mezcla de polímeros comprende alrededor de 45% en peso a alrededor de 70% en peso, específicamente alrededor de 50% en peso a alrededor de 60% en peso, más específicamente alrededor de 50% en peso de PBS, según el peso de la mezcla de polímeros.
4. El material compuesto de cualquiera de las reivindicaciones precedentes, en donde el contenido de la mezcla de polímeros del material compuesto se encuentra en el rango de alrededor de 20% en peso a alrededor de 90% en peso, según el peso del material compuesto, específicamente en el rango de alrededor de 60% en peso a alrededor de 90% en peso.
5. El material compuesto de cualquiera de las reivindicaciones precedentes, en donde el material compuesto comprende de alrededor de 10% a alrededor de 70% en peso, de fibra de vidrio, específicamente alrededor de 15% en peso a alrededor de 60% en peso, más específicamente alrededor de 20% en peso a alrededor de 50% en peso, incluso más específicamente alrededor de 30% en peso a alrededor de 40% en peso.
6. El material compuesto de cualquiera de las reivindicaciones precedentes, en donde la fibra de vidrio tiene la siguiente composición:
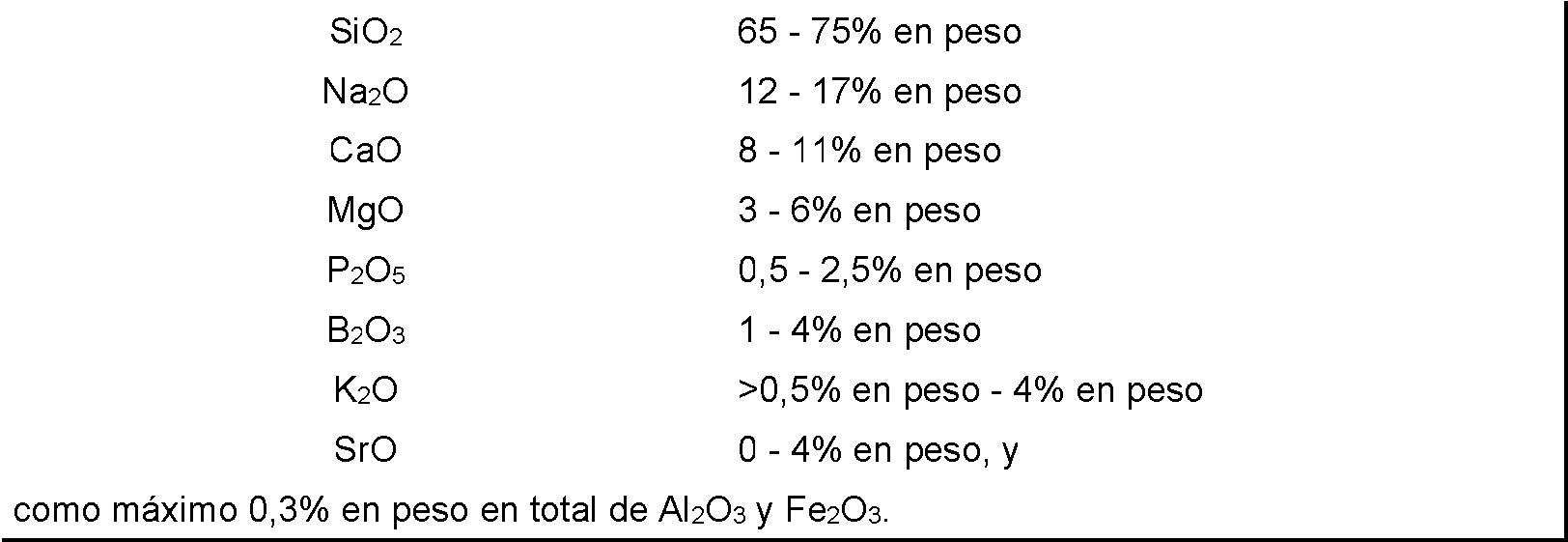
7. El material compuesto de cualquiera de las reivindicaciones precedentes, en donde el material compuesto comprende de alrededor de 20% en peso a alrededor de 40% en peso de fibra de vidrio y alrededor de 60% en peso a alrededor de 80% en peso de la mezcla de polímeros que comprende alrededor de 50% en peso de PLA y alrededor de 50% en peso de PBS.
8. El material compuesto de cualquiera de las reivindicaciones precedentes, en donde la temperatura de deflexión térmica del material compuesto, determinada por ISO 75 método A, es de 85°C o superior, específicamente de 90°C o superior, más específicamente de 95°C o superior, incluso más específicamente de 100°C o superior.
9. El material compuesto de cualquiera de las reivindicaciones precedentes, en donde la temperatura de deflexión térmica del artículo compuesto, determinada por ISO 75 método B, es de 85°C o superior, específicamente de 90°C o superior, más específicamente de 95°C o superior, incluso más específicamente de 100°C o superior.
10. El material compuesto de cualquiera de las reivindicaciones 1-8, en donde el material compuesto tiene una resistencia al impacto de Izod con muesca, medida según ISO 180, de 10kJ/m2 o superior, específicamente de 20 kJ/m2 o superior, más específicamente de 30 kJ/m2 o superior.
11. Un artículo que comprende un material compuesto reforzado de cualquiera de las reivindicaciones 1-10.
12. El artículo de la reivindicación 11, en donde el artículo se fabrica por un método seleccionado de moldeo por inyección, moldeo por soplado, moldeo por compresión o extrusión.
13. El artículo de la reivindicación 12, en donde el artículo es un artículo moldeado moldeado a una temperatura de molde de 20°C a 50°C.
14. El artículo de cualquiera de las reivindicaciones 11-13, en donde el artículo tiene un grosor de pared promedio de 0,6 mm o superior.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18202311.9A EP3643742B1 (en) | 2018-10-24 | 2018-10-24 | Reinforced biodegradable composite material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2890488T3 true ES2890488T3 (es) | 2022-01-20 |
Family
ID=64308460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES18202311T Active ES2890488T3 (es) | 2018-10-24 | 2018-10-24 | Material compuesto biodegradable reforzado |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US12122908B2 (es) |
| EP (1) | EP3643742B1 (es) |
| JP (1) | JP7517703B2 (es) |
| CN (1) | CN113166489B (es) |
| AU (1) | AU2019363680B2 (es) |
| CA (1) | CA3117265A1 (es) |
| ES (1) | ES2890488T3 (es) |
| PL (1) | PL3643742T3 (es) |
| WO (1) | WO2020083959A1 (es) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI129792B (en) * | 2021-06-22 | 2022-08-31 | Valmet Technologies Oy | Elongate component of a treatment device for a fibrous cellulosic web, its use and recycling method |
| CN114369347B (zh) * | 2022-02-08 | 2023-12-19 | 北京纳通医学研究院有限公司 | 一种可降解流动改性助剂及其制备方法和应用 |
| CN115746519B (zh) * | 2022-11-07 | 2023-12-22 | 深圳市优彩佳科技有限公司 | 键盘壳体的生产方法及具有抗菌功能的键盘 |
| CN116444964B (zh) * | 2022-12-16 | 2024-07-09 | 杭州泽同新材料科技有限公司 | 一种生物降解耐热材料及其制备方法、用途 |
| CN116285272A (zh) * | 2023-04-11 | 2023-06-23 | 苏州颐顺环保新材料科技有限公司 | 一种全降解聚乳酸材料、制备方法与应用 |
| CN116694048B (zh) * | 2023-07-26 | 2025-12-26 | 安徽同力新材料有限公司 | 一种耐高温生物降解塑料及其生产工艺 |
| CN117430935B (zh) * | 2023-12-06 | 2024-05-10 | 广州瑞派医疗器械有限责任公司 | 一种高强度可降解聚酯复合材料及其制备方法 |
| US20260002422A1 (en) * | 2024-06-28 | 2026-01-01 | Halliburton Energy Services, Inc. | Method of using degradable glass fibers for downhole tools |
| CN119158087B (zh) * | 2024-11-19 | 2025-04-01 | 浙江科惠医疗器械股份有限公司 | 一种生物活性玻璃纤维增强的聚乳酸复合材料的制备方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2503486B2 (ja) | 1987-03-12 | 1996-06-05 | 日本硝子繊維株式会社 | 顆粒状のフレ−ク状ガラス |
| JP2004143203A (ja) | 2002-10-22 | 2004-05-20 | Mitsubishi Plastics Ind Ltd | 射出成形体 |
| JP2005179578A (ja) | 2003-12-22 | 2005-07-07 | Daiki Shoji Kk | 生分解性樹脂組成物およびその成形品 |
| JP4643154B2 (ja) | 2004-02-17 | 2011-03-02 | ユニチカ株式会社 | 熱可塑性樹脂組成物、およびそれを成形してなる成形体。 |
| JP2005336220A (ja) | 2004-05-24 | 2005-12-08 | Sumitomo Chemical Co Ltd | ガラス長繊維強化ポリ乳酸樹脂組成物、そのペレットおよびその成形品 |
| JP4786151B2 (ja) | 2004-07-15 | 2011-10-05 | 三井化学株式会社 | 樹脂組成物 |
| JP4787088B2 (ja) | 2006-06-23 | 2011-10-05 | 株式会社住化分析センター | 電極パターン形成方法 |
| JP2008001859A (ja) | 2006-06-26 | 2008-01-10 | Ajinomoto Co Inc | 樹脂組成物及びこれを用いた商品収納トレー |
| US8071694B2 (en) * | 2008-02-20 | 2011-12-06 | Sabic Innovative Plastics Ip B.V. | Thermoplastic polycarbonate/polyester blend compositions with improved mechanical properties |
| JP5133742B2 (ja) | 2008-03-12 | 2013-01-30 | ユニチカ株式会社 | ガラス繊維強化樹脂組成物およびその製造方法 |
| EP2243749B1 (en) | 2009-04-23 | 2015-04-08 | PURAC Biochem BV | Resorbable and biocompatible fibre glass compositions and their uses |
| US20160185955A1 (en) | 2013-07-05 | 2016-06-30 | Solegear Bioplastics Inc. | Heat Resistant Polylactic Acid |
-
2018
- 2018-10-24 ES ES18202311T patent/ES2890488T3/es active Active
- 2018-10-24 PL PL18202311T patent/PL3643742T3/pl unknown
- 2018-10-24 EP EP18202311.9A patent/EP3643742B1/en active Active
-
2019
- 2019-10-23 WO PCT/EP2019/078797 patent/WO2020083959A1/en not_active Ceased
- 2019-10-23 CN CN201980075894.1A patent/CN113166489B/zh active Active
- 2019-10-23 CA CA3117265A patent/CA3117265A1/en active Pending
- 2019-10-23 JP JP2021522441A patent/JP7517703B2/ja active Active
- 2019-10-23 AU AU2019363680A patent/AU2019363680B2/en active Active
- 2019-10-23 US US17/288,230 patent/US12122908B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020083959A1 (en) | 2020-04-30 |
| AU2019363680A1 (en) | 2021-06-03 |
| AU2019363680B2 (en) | 2025-05-29 |
| US12122908B2 (en) | 2024-10-22 |
| CN113166489B (zh) | 2023-06-20 |
| CN113166489A (zh) | 2021-07-23 |
| JP2022512805A (ja) | 2022-02-07 |
| EP3643742B1 (en) | 2021-08-18 |
| CA3117265A1 (en) | 2020-04-30 |
| EP3643742A1 (en) | 2020-04-29 |
| JP7517703B2 (ja) | 2024-07-17 |
| PL3643742T3 (pl) | 2021-12-27 |
| US20210388201A1 (en) | 2021-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2890488T3 (es) | Material compuesto biodegradable reforzado | |
| US9062186B2 (en) | Bio-resins | |
| US20160185955A1 (en) | Heat Resistant Polylactic Acid | |
| KR20100108683A (ko) | 폴리락트산-함유 생분해성 수지 조성물 | |
| JP5300395B2 (ja) | ポリエステル樹脂組成物、その樹脂組成物より得られる繊維、およびその繊維の製造方法 | |
| CN100406518C (zh) | 一种三元复配聚乳酸型复合材料及其应用 | |
| US12570850B2 (en) | Poly(3-hydroxybutyrate)-based resin tube and method for producing same | |
| JP2021091866A (ja) | ポリ(3−ヒドロキシブチレート)系樹脂チューブおよびその製造方法 | |
| JP4611214B2 (ja) | 生分解性樹脂組成物 | |
| Quiroz‐Castillo et al. | Crystallization of PLA and its blends and composites | |
| JP5143374B2 (ja) | 生分解性樹脂組成物 | |
| CA2969746A1 (en) | A polymer blend comprising a polyamide polymer, a polyester polymer and an epoxy-based compatibilizer | |
| KR102794957B1 (ko) | 생분해성 수지 조성물 및 상기 조성물을 이용한 응용제품 | |
| HK40046612B (en) | Reinforced biodegradable composite material | |
| HK40046612A (en) | Reinforced biodegradable composite material | |
| CN112703227B (zh) | 树脂组合物及其成形体 | |
| US20220363818A1 (en) | Polyester impact modifiers | |
| JP2007091790A (ja) | 有機繊維強化ポリ乳酸樹脂組成物および成形品 | |
| EP4282618B1 (en) | Method for producing molded body containing poly-3-hydroxybutyrate-based resin, and use of same | |
| JP2008280474A (ja) | ポリ乳酸とポリプロピレンからなるポリマーアロイおよびその成形品と製造方法 | |
| JP2008019419A (ja) | 生分解性樹脂組成物及びそれを用いた成形体 | |
| JP2007045915A (ja) | ポリ乳酸樹脂組成物 |