ES2936626T3 - Red de fibras metálicas, método para producir una red de fibras metálicas, electrodo y batería - Google Patents
Red de fibras metálicas, método para producir una red de fibras metálicas, electrodo y batería Download PDFInfo
- Publication number
- ES2936626T3 ES2936626T3 ES19749213T ES19749213T ES2936626T3 ES 2936626 T3 ES2936626 T3 ES 2936626T3 ES 19749213 T ES19749213 T ES 19749213T ES 19749213 T ES19749213 T ES 19749213T ES 2936626 T3 ES2936626 T3 ES 2936626T3
- Authority
- ES
- Spain
- Prior art keywords
- metal fibers
- network
- fibers
- metal
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C47/00—Making alloys containing metallic or non-metallic fibres or filaments
- C22C47/02—Pretreatment of the fibres or filaments
- C22C47/025—Aligning or orienting the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/062—Fibrous particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/08—Metallic powder characterised by particles having an amorphous microstructure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/10—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying using centrifugal force
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C47/00—Making alloys containing metallic or non-metallic fibres or filaments
- C22C47/20—Making alloys containing metallic or non-metallic fibres or filaments by subjecting to pressure and heat an assembly comprising at least one metal layer or sheet and one layer of fibres or filaments
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/02—Alloys based on copper with tin as the next major constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0438—Processes of manufacture in general by electrochemical processing
- H01M4/045—Electrochemical coating; Electrochemical impregnation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0471—Processes of manufacture in general involving thermal treatment, e.g. firing, sintering, backing particulate active material, thermal decomposition, pyrolysis
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
- H01M4/662—Alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/75—Wires, rods or strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/80—Porous plates, e.g. sintered carriers
- H01M4/806—Nonwoven fibrous fabric containing only fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Nanotechnology (AREA)
- Crystallography & Structural Chemistry (AREA)
- Powder Metallurgy (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Inert Electrodes (AREA)
- Fuel Cell (AREA)
- Nonwoven Fabrics (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Abstract
La presente invención se refiere a una red de fibras metálicas, que comprende una pluralidad de fibras metálicas fijadas entre sí; en el que al menos algunas de la pluralidad de fibras metálicas tienen una longitud de 1,0 mm o más, una anchura de 100 μm o menos y un grosor de 50 μm o menos. La invención se refiere además a un método que comprende el paso 1 de producir una pluralidad de fibras metálicas (2) mediante hilado por fusión; el paso 2 de proporcionar una red suelta de fibras metálicas (2) producidas en el paso 1; y el paso 3 de fijar la pluralidad de fibras metálicas entre sí mediante uno de los siguientes procesos d a c4. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Red de fibras metálicas, método para producir una red de fibras metálicas, electrodo y batería
La invención se refiere a una red de fibras metálicas, a un método para producir una red de fibras metálicas, a un electrodo que contiene una red de fibras metálicas y a una batería que comprende tal electrodo.
Las redes de fibras metálicas pueden mejorar el rendimiento de los electrodos secundarios como se describe a continuación. Dicha red de fibras metálicas también puede contribuir al rendimiento en materiales catalíticos, en celdas de combustible, en hidrólisis, como componente en materiales de protección electromagnética, como filtros, en compuestos poliméricos o como material de tejido y material híbrido de tejido que también puede incluir como aditivos, por ejemplo, algodón, seda o lana.
En las baterías de iones de litio, los materiales de electrodos activos se depositan sobre una lámina metálica que sirve como colector de corriente. Típicamente, el electrodo negativo consta de un compuesto de intercalación de grafito LixCn sobre una lámina de cobre, mientras que el electrodo positivo consiste en compuestos de Co, Ni, Mn o Fe que pueden incorporar cationes de Li y para los que se usa una lámina de aluminio como colector. Tras la descarga, los electrones se transfieren al colector de cobre y los cationes de Li viajan desde el compuesto de intercalación de grafito hasta el cátodo. La movilidad de los cationes de Li se facilita por un electrolito aprótico. Actualmente, muchos intentos de investigación y desarrollo se centran en el desarrollo de nuevos materiales de ánodo y cátodo.
Dado que la reacción mencionada anteriormente se produce en el material de electrodo activo, los electrones tienen que viajar a través del material de electrodo activo para llegar al colector de corriente. Una baja conductividad eléctrica del material de electrodo activo plantea una limitación a la capacidad de las baterías de iones de litio. Por lo tanto, también las largas distancias o longitudes de trayectoria de los electrones desde el lugar en que fueron liberados en el material activo hasta el colector son perjudiciales para un proceso eficiente de carga y descarga.
Por lo tanto, se ha intentado reducir la resistencia eléctrica del material de electrodo activo incorporando materiales conductores, tales como nanotubos de carbono. Estos aditivos están vagamente dispersos en el material de electrodo activo y existe el riesgo de que estos materiales no conecten suficientemente el material de electrodo activo con el colector de corriente. Como resultado, existe el riesgo de que la capacidad de las baterías que tienen nanotubos de carbono mezclados en el material de electrodo activo no mejore lo suficiente.
Para mejorar la conectividad entre dichos aditivos conductores, el compuesto del material activo y las láminas de cobre o aluminio se presiona junto con una fuerza mecánica elevada. Esto aumenta la conductividad del compuesto y su densidad de masa. Sin embargo, la densidad de masa es crítica para la difusión de iones de Li desde el ánodo al cátodo y viceversa. Un compuesto demasiado denso limita la difusión de los iones de Li y compromete el rendimiento de la batería.
Además, debido al uso de aditivos conductores y aglutinantes en el material de electrodo activo, el material de electrodo activo, es decir, el material en donde se produce la reacción electroquímica, se reduce, lo que es perjudicial para el rendimiento de las baterías.
También es bien conocido que los procesos de carga/descarga van acompañados de cambios de volumen del material activo lo que da como resultado el envejecimiento estructural y la pérdida de capacidad de las baterías durante el uso. De manera similar, la deformación mecánica puede poner en peligro el rendimiento de dichas baterías, por lo que la fabricación de conjuntos de baterías de iones de litio flexibles sigue siendo un desafío. La mejora de la flexibilidad de los electrodos sin impedir su rendimiento abrirá nuevas aplicaciones, pero también será beneficiosa para los propios procesos de fabricación.
Es un objetivo principal de la invención proporcionar un material de colector que sea adecuado para mejorar el rendimiento de la batería. Otro objetivo más de la invención es proporcionar un material de electrodo que sea adecuado para proporcionar electrodos flexibles y la batería que aproveche el material adecuado para mejorar la capacidad de la batería mostrando al mismo tiempo una alta resistencia a la degradación debido a la deformación flexible y que tenga una cinética de carga y vida útil de la batería mejoradas.
Estos objetivos se satisfacen por una red de acuerdo con cada una de las reivindicaciones 1 y 16, mediante un método para producir una red de fibras metálicas, un electrodo y una batería de acuerdo con las reivindicaciones independientes.
En el documento WO 2017/222895 A1 se describe que un inconveniente del uso de láminas metálicas, tal como una lámina de cobre, como colector de corriente es que este tipo de colector de corriente hace que las baterías sean rígidas y susceptibles de sufrir daños debido a la flexión y el plegado. Para proporcionar componentes de batería flexibles, el documento WO 2017/222895 A1 desvela un sustrato poroso el cual se puede recubrir a continuación con una suspensión de material de electrodo adecuada. La suspensión de material de electrodo adecuada comprende un material activo, tal como fosfato de hierro y litio para producir un cátodo de iones de litio o titanato de litio para producir
un ánodo de iones de litio, y un aditivo conductor y un aglutinante en un disolvente orgánico.
En el documento WO 2018/048166 A1 se desvela un electrodo adicional para una batería secundaria.
El electrodo se produce introduciendo una mezcla de electrodos que contiene un material de electrodo activo en los poros de un colector de corriente que tiene una estructura reticular tridimensional. Como ejemplo de esta estructura tridimensional, los fieltros metálicos conductores se mencionan en el documento WO 2018/048166 A1 como adecuados para su uso en baterías flexibles. El documento US2016190599 desvela un colector de corriente con una capa de fibra conductora hecha de filamentos metálicos.
En la invención aquí descrita, se utiliza un material colector metálico que presenta una red superfina conductora de electrones de fibras metálicas de acuerdo con la reivindicación 1. La presente invención se refiere además a un método para producir una red de fibras metálicas, un electrodo y una batería de acuerdo con las reivindicaciones independientes. Sorprendentemente, la invención también permite aumentar significativamente las corrientes de carga/descarga sin destruir la batería.
Descripción de una red de fibras metálicas y realizaciones preferidas:
De acuerdo con un primer aspecto de la invención, se proporciona una red de fibras metálicas, en donde una pluralidad de fibras metálicas están fijadas entre sí y en donde las fibras metálicas tienen una longitud de 1,0 mm o más, una anchura de 100 pm o menos y un grosor de 50 pm o menos. La fibra puede tener opcionalmente un área de sección transversal circular u ovalada con un diámetro inferior a 100 pm, preferentemente inferior a 10 pm. En el caso de una sección transversal ovalada, el diámetro mencionado es el diámetro promedio. Por ejemplo, la sección transversal ovalada tiene la forma de una elipse.
La red de acuerdo con la invención es flexible y se puede deformar repetidamente sin provocar la degradación de la red, es decir, sin separar las fibras metálicas individuales de la red de fibras metálicas debido a la deformación. Las fibras metálicas están fijadas entre sí, de modo que las fibras metálicas entran en contacto entre sí, es decir, el punto de contacto no se puede mover con respecto a las fibras metálicas como es el caso, por ejemplo, en una aglomeración no tejida de fibras metálicas entrelazadas, tal como un fieltro metálico. Como consecuencia, la red de fibras metálicas de acuerdo con la invención es mecánicamente estable pero flexible. Mecánicamente estable en este contexto significa que la red de fibras metálicas no es una aglomeración suelta de fibras metálicas, es decir, la red no se desintegra en fibras metálicas aisladas tan pronto como una pequeña fuerza actúe sobre la red. Por consiguiente, tal red de fibras metálicas puede deformarse de manera flexible sin romperse. Es posible que la red de fibras metálicas recupere su forma después de la deformación. Sin embargo, si se pliega la red de fibras metálicas, también es posible remodelarla de forma permanente.
Teniendo las fibras metálicas una longitud de 1,0 mm o más, una anchura de 100 pm o menos y un grosor de 50 pm o menos, es posible producir la red con fibras metálicas que se fijan entre sí, sin necesidad de calentar las fibras metálicas a temperaturas cercanas a su punto de fusión. Tradicionalmente, se requieren temperaturas más altas para la fabricación de la red de fibras metálicas. Dichas temperaturas más altas normalmente están cerca o por encima de la temperatura de fusión del metal y, por lo tanto, podrían derretir o al menos ablandar el material de las fibras metálicas hasta cierto punto, de modo que las fibras metálicas podrían formar una lámina metálica en lugar de la red reivindicada. Dado que la red de fibras metálicas no es una lámina metálica, es decir, la estructura de las fibras metálicas usadas para producir la red de fibras metálicas aún puede reconocerse en la red de fibras metálicas. Por consiguiente, en una vista en sección transversal de la red de fibras metálicas, hay huecos que no forman parte de las fibras metálicas pero que están entre las fibras metálicas de las fibras de la red.
Es preferible cuando, antes y/o después de fijar las fibras metálicas entre sí, las fibras metálicas muestran un evento exotérmico cuando se calientan en una medición de DSC. En la figura 6d se muestra un ejemplo de tal evento exotérmico. En otras palabras, las fibras metálicas no se encuentran en su equilibrio termodinámico a temperatura ambiente. Durante el calentamiento en una medición de DSC, las fibras metálicas pueden pasar de una condición metaestable a una termodinámicamente más estable, por ejemplo, mediante cristalización, recristalización u otros procesos de relajación que reducen los defectos en la estructura reticular de los átomos metálicos. Un evento exotérmico observado para las fibras metálicas cuando se calientan, por ejemplo, durante una medición de DSC (figura 6d), indica que las fibras metálicas no están en su equilibrio termodinámico, por ejemplo, las fibras metálicas pueden estar en un estado amorfo o nanocristalino que contiene energía defectuosa y/o energía de cristalización que se libera durante el calentamiento de las fibras metálicas debido a la cristalización o la recristalización. Dichos eventos se pueden reconocer, por ejemplo, usando la medición de DSC (figura 6d). Sorprendentemente, se encontró que las redes de fibras metálicas en donde las fibras metálicas muestran tal evento exotérmico tienen una resistencia y una conductividad eléctrica mejoradas después de que las fibras metálicas se fijan entre sí, por ejemplo, por sinterización o soldadura. En el contexto de la presente divulgación, los términos "sinterización" y "soldadura" se pueden usar de manera intercambiable, es decir, estos términos tienen el mismo significado.
Debe entenderse que la red de acuerdo con la invención puede obtenerse mediante el método que se describe a continuación.
Para garantizar que la conductividad eléctrica en toda la red sea alta, incluso si la red está deformada, se prefiere que las fibras metálicas estén en contacto eléctrico entre sí en los sitios en donde están fijadas entre sí (es decir, los puntos de contacto). Para lograr una fijación eléctricamente conductora pero mecánicamente estable de las fibras metálicas entre sí, se prefiere además que en la red de la invención al menos algunas de las fibras metálicas de la pluralidad de fibras metálicas estén sinterizadas entre sí, es decir, la conexión entre las fibras metálicas se forma a partir del material de las fibras metálicas. Esto proporciona una fuerte conexión entre las fibras metálicas como resultado de los enlaces formados entre los átomos metálicos de dos fibras metálicas en contacto y, como consecuencia, da como resultado una red duradera pero flexible que tiene una buena conductividad eléctrica. A este respecto, es particularmente preferible que las fibras metálicas se sintericen con otras fibras metálicas, más preferentemente directamente con otras fibras metálicas sin necesidad de un aglutinante adicional, por ejemplo, un aglutinante polimérico. Mucho más preferentemente, la fijación de una fibra metálica a otra fibra metálica se realiza mediante el material de las fibras metálicas. Por lo tanto, se prefiere además que las fibras metálicas se fijen entre sí sin un aglutinante polimérico, dado que dichos aglutinantes poliméricos a menudo tienen una conductividad eléctrica y un rendimiento a alta temperatura deficientes. Si las fibras metálicas se sinterizan directamente entre sí, también es posible omitir materiales de soldadura o similares en la red de acuerdo con la invención.
También es preferible fijar las fibras metálicas entre sí mediante soldadura por ultrasonidos o martillado. La soldadura por ultrasonidos y el martillado son procesos sencillos que se pueden usar para fijar rápidamente las fibras metálicas entre sí. Cuando se usa soldadura por ultrasonidos o martillado para fijar las fibras metálicas entre sí, es posible producir redes de fibras metálicas en las que la fijación de las fibras metálicas no es uniforme en toda la superficie de la red, sino que se restringe a áreas que están separadas de entre sí y distribuidas por la red de fibras metálicas. Para ello, se prefiere especialmente que se estructure una herramienta de compactación para soldadura por ultrasonidos o martillado. Por ejemplo, la herramienta de compactación para soldadura por ultrasonidos o martillado puede tener una pluralidad de protuberancias, tales como, por ejemplo, pináculos en forma de aguja o rebordes. Con tal pluralidad de protuberancias es posible producir áreas separadas en las que las fibras metálicas se fijan entre sí con una sola acción. Entre dichas áreas separadas, las fibras metálicas pueden tener puntos de contacto pero no están fijadas entre sí. Como se ha mencionado anteriormente, esto puede mejorar la flexibilidad general de la red de fibras metálicas. Por consiguiente, se prefiere que la red comprenda áreas en las que las fibras metálicas tengan puntos de contacto pero que no estén fijadas entre sí y que la red comprenda áreas en las que las fibras metálicas tengan puntos de contacto en los que las fibras metálicas estén fijadas entre sí.
De acuerdo con una realización, al menos algunas de las fibras metálicas de la pluralidad de fibras metálicas son amorfas. De acuerdo con otra realización, al menos algunas de las fibras metálicas de la pluralidad de fibras metálicas son nanocristalinas. También es posible combinar fibras metálicas amorfas y nanocristalinas en la red de fibras metálicas. Las fibras metálicas nanocristalinas contienen dominios cristalinos. Tras calentarse a una temperatura de aproximadamente el 20-60 % de la temperatura de fusión de las fibras metálicas nanocristalinas, estos dominios experimentan una recristalización que da como resultado un aumento del tamaño promedio de los dominios cristalinos en comparación con el tamaño promedio de los dominios cristalinos iniciales en las fibras metálicas nanocristalinas antes del calentamiento. También es posible mezclar fibras no equilibradas (por ejemplo, fibras nanocristalinas o amorfas) con fibras equilibradas (por ejemplo, hibridadas).
Como se ha mencionado anteriormente, es preferible que las fibras metálicas, antes y/o después de fijar las fibras metálicas entre sí, muestren un evento exotérmico cuando se calientan en una medición de DSC. La extensión del evento exotérmico observado cuando se calientan las fibras metálicas no está particularmente limitada. Preferentemente, el evento exotérmico libera energía en una cantidad de 0,1 kJ/g o más, más preferentemente en una cantidad de 0,5 kJ/g o más, aún más preferentemente en una cantidad de 1,0 kJ/g o más y mucho más preferentemente en una cantidad de 1,5 kJ/g o más. Las cantidades absolutas dependen en gran medida del metal o aleación metálica utilizada. El alcance del evento exotérmico se puede determinar comparando las mediciones de DSC de las fibras metálicas antes y después del equilibrio térmico.
Las fibras metálicas amorfas y nanocristalinas se pueden producir mediante hilatura por fusión utilizando un aparato y un método para fabricar hebras metálicas mediante hilatura por fusión, tal como se describe en los ejemplos desvelados en la solicitud de patente europea con número de solicitud EP19175749.1, WO2016/020493 A1 y en el documento WO2017/042155 A1, cuyo contenido se incorpora en el presente documento por referencia con respecto al método de formación y, en consecuencia, de obtención de las fibras metálicas. Por consiguiente, las fibras metálicas pueden ser fibras metálicas de, por ejemplo, Cu, CuggSii, Cug6Si4 , Al, AlggSii, Fe40Ni40B20, Au, Ag, Pb, Si o de acero inoxidable V2A.
Se prefiere que las fibras metálicas se produzcan mediante hilatura por fusión. Dichas fibras metálicas producidas por hilatura por fusión pueden contener dominios confinados espacialmente en un estado de alta energía, debido al rápido enfriamiento aplicado durante el proceso de hilatura por fusión. Por lo tanto, es posible sinterizar dichas fibras metálicas entre sí, manteniendo al mismo tiempo la temperatura muy por debajo de la temperatura de fusión de las fibras metálicas al activar las transiciones estructurales de estos dominios de alta energía mediante los cuales los dominios pierden energía que se usa para activar los procesos de sinterización. Por lo tanto, incluso es posible sinterizar dichas fibras metálicas entre sí a temperaturas por debajo de su temperatura de cristalización del material de las fibras metálicas y muy por debajo de su temperatura de fusión. Esto es particularmente ventajoso si las fibras metálicas
están recubiertas con una capa de recubrimiento sensible a altas temperaturas. Dado que temperaturas más altas darán como resultado la cristalización de las fibras destruyendo el estado amorfo o nanocristalino de dichas fibras, existe el riesgo de que estas fibras pierdan sus propiedades mecánicas especiales de alta elasticidad y baja fragilidad. Los dominios mencionados anteriormente en un estado de alta energía pueden liberar energía cuando se calientan o se presionan mecánicamente mediante una prensa, un martillo o un dispositivo de soldadura por ultrasonidos. La liberación de energía de dichos dominios se puede observar en forma de un evento exotérmico.
Las fibras metálicas están hechas de metal o contienen al menos un metal. En la invención no está particularmente limitado qué metal está contenido en las fibras metálicas o de qué metal están hechas las fibras metálicas. No obstante, se prefiere que las fibras metálicas de la pluralidad de fibras metálicas en la red contengan uno de los elementos seleccionados del grupo que consiste en cobre, plata, oro, níquel, paladio, platino, cobalto, hierro, cromo, vanadio, titanio, aluminio, silicio, litio, combinaciones de los anteriores y aleaciones que contengan uno o más de los anteriores. Se prefiere además que las fibras metálicas de la pluralidad de fibras metálicas en la red contengan uno de los elementos seleccionados del grupo que consiste en cobre, plata, oro, níquel, paladio, platino, hierro, vanadio, aluminio, silicio, litio, combinaciones de los anteriores y aleaciones que contengan uno o más de los anteriores.
Se prefiere especialmente que las fibras metálicas sean de cobre o de aluminio o de una aleación de acero inoxidable. Se pueden combinar diferentes tipos de fibras metálicas entre sí, de modo que la red puede contener, por ejemplo, fibras metálicas de cobre, una o más aleaciones de acero inoxidable y/o aluminio. Se prefieren particularmente redes de fibras metálicas, en donde las fibras metálicas son de cobre, aluminio, cobalto, aleaciones que contienen cobre, aluminio, silicio y/o cobalto. Los ejemplos de aleaciones de aluminio y cobalto son AlggSh y Co66Fe4Mo2B12Si16. Los ejemplos de aleaciones de cobre son CuSh, CuSi4 o CuSi12.
Es preferible que las fibras metálicas tengan una longitud de 2,0 mm o más, más preferentemente de 10 mm o más e incluso más preferentemente de 20 mm o más e incluso más preferentemente de 70 mm o más. Al cumplir la longitud de las fibras metálicas la especificación de longitud anterior, se mejora la estabilidad mecánica de la red de fibras metálicas, ya que debido a la mayor longitud de las fibras metálicas, cada fibra metálica puede tener varios puntos de contacto con otras fibras metálicas del red en donde se fija a las respectivas otras fibras metálicas para formar una conexión mecánicamente fuerte y eléctricamente conductora entre sí. Por lo tanto, cuando se rompe una conexión entre las fibras metálicas, esto no compromete la integridad estructural general de la red ni separa una fibra metálica de la red, ya que hay disponibles varias conexiones diferentes entre las fibras para mantener la red unida y proporcionar la conductividad eléctrica deseada. Preferentemente, la longitud de las fibras debe estar en el intervalo de 1 a 20 cm, más preferentemente en un intervalo de 3 a 15 cm y aún más preferentemente en un intervalo de 4 a 8 cm, ya que entonces es posible disponer fácilmente las fibras mediante cardado.
También es preferible que las fibras metálicas tengan una anchura de 80 pm o menos, más preferentemente de 70 pm o menos, incluso más preferentemente de 40 pm o menos y mucho más preferentemente de 5 pm o menos. Además, es preferible que las fibras metálicas tengan un grosor de 50 pm o menos, más preferentemente de 30 pm o menos, incluso más preferentemente de 10 pm o menos y mucho más preferentemente de 5 pm o menos. En lugar de una sección transversal rectangular de la fibra, también es posible una sección transversal circular o elíptica con las dimensiones indicadas anteriormente. Con fibras metálicas que muestran un evento exotérmico al calentarse o prensarse mecánicamente, es posible producir la red con fibras metálicas que se fijan entre sí, sin necesidad de calentar las fibras metálicas a temperaturas cercanas al punto de fusión, es decir, es posible conservar un recubrimiento sensible a la temperatura sobre las fibras metálicas cuando las fibras se fijan entre sí, por ejemplo, mediante sinterización. Además, dado que se pueden evitar las altas temperaturas para fijar las fibras entre sí, se puede reducir el riesgo de que las fibras metálicas se conviertan en una lámina metálica durante la producción de la red.
No existe un límite inferior particular para la anchura y el grosor de las fibras metálicas. Sin embargo, las fibras metálicas pueden tener una anchura de no menos de 1 pm, preferentemente de no menos de 3 pm y un grosor de no menos de 1 pm.
En la red de fibras metálicas de acuerdo con la invención también se prefiere que en la red la mayoría de las fibras metálicas esté en contacto con una o más de las otras fibras metálicas. Esto asegura que se proporcione una alta conductividad eléctrica en toda la red. Se prefiere además, que la red sea una red desordenada. Tal red desordenada tiene una buena conductividad eléctrica en todas las direcciones. Asimismo, es más fácil producir una red desordenada de fibras metálicas, en comparación con una red ordenada de fibras. Se prefiere además, que las fibras en la red se peinen en diferentes direcciones para proporcionar direccionalidad de fibras individuales pero aún permitiendo que la conductividad a través de la red sea igual en todas las direcciones posibles. Por consiguiente, se prefiere que en la red algunas o todas las fibras tengan una orientación, es decir, las longitudes de las fibras no están orientadas aleatoriamente sino que tienen una orientación predominante en una o más direcciones espaciales.
Es particularmente preferible que en la red de fibras metálicas de acuerdo con la invención las fibras metálicas estén fijadas entre sí en puntos de contacto que se distribuyen aleatoriamente por toda la red de fibras metálicas. De acuerdo con otro aspecto de la invención, se prefiere que los puntos de contacto no se distribuyan aleatoriamente sino que se proporcionen, por ejemplo, en una región periférica de la red de fibras metálicas o que las fibras metálicas estén
ordenadas de manera que también estén ordenados los puntos de contacto. Se prefiere además que los puntos de contacto en los que las fibras metálicas se fijan entre sí estén localizados en áreas específicas y no proporcionados uniformemente sobre toda la red de fibras metálicas. Dado que los puntos de contacto en los que las fibras metálicas se fijan entre sí están presentes solo en áreas separadas, es posible que las fibras entre estas áreas tengan una alta flexibilidad mientras que al mismo tiempo se asegura la estabilidad mecánica y la buena conductividad eléctrica.
Es preferible además que en la red de fibras metálicas de acuerdo con la invención las fibras metálicas estén fijadas entre sí en puntos de contacto, en donde las fibras metálicas están en contacto entre sí. Preferentemente, cada una de las fibras metálicas tiene al menos dos puntos de contacto con otras fibras metálicas, más preferentemente al menos tres puntos de contacto, incluso más preferentemente al menos cuatro puntos de contacto.
Se prefiere particularmente que en la red de fibras metálicas de acuerdo con la invención las fibras metálicas estén fijadas entre sí en puntos de contacto, en donde los puntos de contacto están distribuidos por toda la red, de modo que por toda la estructura tridimensional de la red de fibras metálicas existen puntos de contacto. Por consiguiente, los puntos de contacto no solo se proporcionan en un área determinada de la red de fibras metálicas, tal como en el centro o en la circunferencia de la red. Es posible que los puntos de contacto estén distribuidos uniformemente por toda la red. También es posible que la densidad de puntos de contacto tenga un gradiente por toda la red, es decir, que la red tenga áreas con una mayor densidad de puntos de contacto y áreas con una menor densidad de puntos de contacto. También es posible tener distribuciones espaciales ordenadas o aleatorias de puntos de contacto.
La red de acuerdo con la invención tiene preferentemente poros abiertos entre las fibras metálicas. La porosidad de la red es preferentemente de hasta el 95 % en volumen. También es preferible que la porosidad de la red sea superior al 80 % en volumen. Es aún más preferible cuando la porosidad está en el intervalo del 80 % en volumen al 95 % en volumen. Es posible incorporar materiales activos en los poros abiertos, tales como materiales de electrodo activos o materiales de catalizador activos. Es además preferible que en la red de acuerdo con la invención al menos algunas de las fibras metálicas de la pluralidad de fibras metálicas estén al menos parcialmente recubiertas. El recubrimiento puede ser, por ejemplo, un material activo, tal como un material activo de electrodo que interactúa con los iones de Li en las baterías o un material catalíticamente activo que convierte el CO en CO2 o es activo en la hidrólisis. También es posible aplicar un recubrimiento sobre las fibras metálicas que mejora la fijación de las fibras metálicas entre sí y, por lo tanto, aumenta la resistencia mecánica de la red.
A modo de ejemplo, dichos materiales de electrodo activos para baterías son: para el ánodo: Grafito, Silicio, Carburo de Silicio (SiC) y Óxido de Estaño (SnO), Dióxido de Estaño (SnO2) y Titanóxido de Litio (Li4Ti5O12); y para el cátodo: Óxido de Litio-Níquel-Manganeso-Cobalto (NMC), Óxido de Litio-Níquel-Cobalto-Aluminio (NcA), Óxido de Litio-Cobalto (LiCoO2) y Fosfato de Litio-Hierro (LFP).
Es particularmente preferible que el recubrimiento contenga un material activo para un electrodo de una batería secundaria. Tal red de fibras metálicas que está dotada de un recubrimiento que contiene un material activo para el electrodo de una batería secundaria se puede usar para proporcionar una batería secundaria flexible que tenga una mayor capacidad. Asimismo, es posible omitir el uso de una lámina metálica como colector de corriente, lo que no solo mejora la flexibilidad de la batería, sino que también reduce el peso de la batería.
En una realización preferida adicional de la invención, la red de fibras metálicas tiene fibras metálicas que están recubiertas con un recubrimiento que comprende al menos un material catalíticamente activo. Tal red se puede utilizar como catalizador. En particular, si la red tiene poros abiertos y tiene las fibras metálicas recubiertas con un recubrimiento que comprende al menos un metal de transición, es posible que un fluido gaseoso o líquido pueda fluir a través de la red, de modo que los compuestos contenidos en el fluido puedan entrar en contacto con el recubrimiento proporcionado sobre las fibras metálicas, para que pueda tener lugar una reacción catalítica. Las aleaciones metálicas adecuadas también pueden funcionar como materiales catalíticos por sí mismo, tales como las fibras de níquel.
Los materiales catalíticamente activos pueden ser cualquier material capaz de catalizar una reacción química. Se prefiere particularmente que el material del catalizador comprenda uno o más metales de transición.
Se prefiere además que en la red de acuerdo con la invención la pluralidad de fibras metálicas forme una red de poros interconectados.
Se prefiere además que un recubrimiento que se proporciona sobre la pluralidad de fibras metálicas esté en contacto eléctrico con la pluralidad de fibras metálicas. Esto es particularmente beneficioso si la red se usa como material de electrodo para pilas de combustible, en hidrólisis o baterías. Una red que contiene las fibras metálicas recubiertas con el recubrimiento que comprende un elemento adecuado para catalizar reacciones electroquímicas que se producen en los electrodos de una celda de combustible o una batería es capaz de transportar electrones hacia o desde el sitio de reacción. Por consiguiente, tal red se puede usar para mejorar el rendimiento de una celda de combustible o de una batería.
El grosor de la red de la invención no está particularmente limitado. Sin embargo, se prefiere que la red tenga un grosor de 0,01 mm o más. Es más preferible que el grosor de la red sea de 0,03 mm o más, incluso más preferido de
0,05 mm o más, incluso más preferido de 0,07 mm o más y mucho más preferido de 0,1 mm o más. Si el grosor de la red es inferior a 0,01 mm, existe el riesgo de que la estabilidad mecánica de la red no sea suficiente. El límite superior para el grosor de la red no está particularmente limitado. Sin embargo, dependiendo de la aplicación, el límite superior puede ser de 3,0 mm o menos, o de 2,5 mm o menos. Para aplicaciones de batería, el grosor más preferido de la red está en el intervalo de 0,1 mm a 0,5 mm. Una red con un grosor en este intervalo es ventajosa en relación con el apilamiento y el enrollado de la red recubierta de material activo para producir baterías. También es favorable para la difusión de iones de Li en un tiempo razonable.
La presente invención se refiere también a una red de fibras metálicas que comprende una pluralidad de fibras metálicas fijadas entre sí; en donde la red de fibras metálicas se puede obtener mediante un proceso que comprende las siguientes etapas: la etapa 1 de producción de la pluralidad de fibras metálicas que tienen una longitud de 1,0 mm o más, una anchura de 100 pm o menos y un grosor de 50 pm o menos sometiendo el material fundido del que se van a fabricar las fibras metálicas a una velocidad de enfriamiento de 102 K min-1 o superior; la etapa 2 de disponer las fibras metálicas obtenidas en la etapa para formar una red de fibras metálicas sueltas; la etapa 3 de sinterizar las fibras metálicas entre sí mediante uno de los siguientes procesos c1 a c4: c1: colocar la pluralidad de fibras metálicas en una prensa térmica y someter la pluralidad de fibras metálicas presentes en la prensa térmica a una presión y temperatura predeterminadas durante un período de tiempo predeterminado para producir la red sinterizando la pluralidad de fibras metálicas entre sí formando puntos de contacto en los que las fibras metálicas se fijan entre sí entre las fibras metálicas, en donde, en el proceso C1, la presión se encuentra entre 0 y 20 GPa, preferentemente al menos 20 MPa, y la temperatura se encuentra entre el 10 y el 95 % de la temperatura de fusión del material de las fibras metálicas, en donde la temperatura de fusión se determina por medición de DSC; c2: colocar la red suelta de fibras metálicas entre dos placas calefactoras y ajustar la distancia entre las dos placas calefactoras a 0,1 - 1 mm y calentar las placas calefactoras a una temperatura del 10 al 95 % de la temperatura de fusión del material de las fibras metálicas, en donde la temperatura de fusión se determina por medición de DSC; c3: soldadura por ultrasonidos; c4: martillado.
En la etapa 1, las fibras metálicas se producen a partir de la masa fundida con una longitud controlada de 1 mm o más. En el caso de fibras entrelazadas o de longitudes de fibra que no son lo suficientemente uniformes, se procesan adicionlamente mediante tecnologías desarrolladas para el reciclaje de fibras de carbono (Henrik Dommes, "Vom Faserabfall zum hochwertigen Leichtbau Halbzeug", Light weight Design 2010, 3, 23-27; doi:10.1007/BF03223621). Por lo tanto, se pueden cortar a la longitud deseada bien mediante cortadora mecánica o bien mediante un láser, desenredarse y orientarse parcialmente.
En la etapa 2, las fibras metálicas producidas en la etapa 1 se disponen en una matriz desordenada ya sea por sedimentación en una dispersión líquida o por medio de una corriente de aire ((figura 27, etapa 2, b2)). Se forma una matriz ordenada de fibras metálicas mediante cardado (figura 27, etapa 2, b1). De esta manera, se genera una estructura de tipo fieltro como es estándar en el procesamiento textil de productos no tejidos, por ejemplo, por cardado.
Por lo tanto, como aspecto adicional, la invención se refiere a un método para producir una red de fibras metálicas con contactos soldados o sinterizados entre las fibras. La invención comprende las etapas 1 y 2 para proporcionar una pluralidad de mallas y fibras metálicas y la etapa 3 para la interconexión de los filamentos con el fin de formar una estructura de tipo fieltro no tejido poroso consolidado.
En la etapa 3 (figura 27, etapa 3), el fieltro suelto de filamentos metálicos desordenados, también denominado red suelta de fibras metálicas, obtenido en las etapas 1 y 2, se somete a uno de los procesos c1 a c4. Por ejemplo, se coloca en una prensa térmica (figura 27, etapa 3, c1, c2) y se somete a una presión y temperatura predeterminadas durante un período de tiempo predeterminado para producir la red soldando fibras metálicas en sus puntos de contacto formando una red de fibras metálicas reticuladas. Someter la pluralidad de fibras metálicas presentes en una prensa térmica a una presión y temperatura predeterminadas durante un período de tiempo predeterminado para producir la red mediante la sinterización de la pluralidad de fibras metálicas entre sí formando puntos de contacto entre las fibras metálicas, en donde la presión se encuentra entre 0 y 2 GPa, preferentemente al menos 20 MPa, y la temperatura se encuentra entre el 10 y el 95 % de la temperatura de fusión del material de las fibras metálicas, en donde la temperatura de fusión se determina por medición de DSC, por ejemplo, mediante la monitorización de la temperatura de recristalización. Basándose en la medición de DSC, el experto en la materia puede determinar la temperatura adecuada para sinterizar las fibras metálicas en la etapa 3 entre sí. El experto en la materia entiende que las características relacionadas con las etapas 1 a 3 se pueden combinar con las características descritas a continuación y en las reivindicaciones relacionadas con las etapas 1-3 y con todas las características descritas anteriormente, a continuación y en las reivindicaciones relacionadas con la red de fibras metálicas.
En el proceso c2 de la etapa 3, cuando se ajusta la distancia entre las placas de calentamiento, es preferible que la red suelta de fibras metálicas 2 se compacte para generar puntos de contacto entre las fibras metálicas.
En una realización adicional de la etapa 3, la estructura de la red se puede adaptar a diferentes escalas de longitud si la herramienta de compresión está equipada con una superficie de contacto estructurada, por ejemplo, protuberancias tales como pináculos en forma de aguja opuestos a una superficie plana o un patrón de reborde (figura 27, etapa 3, c3, c4; las protuberancias no se muestran en la figura 27). En este caso, la distancia entre los enlaces de fibra está
controlada por la densidad de las fibras en las áreas en donde la herramienta o sus protuberancias comprimen el fieltro, pero no se formarán puntos de soldadura en los puntos de contacto de las fibras metálicas en donde la herramienta de compresión no se aplica a la red o en donde la herramienta de compresión no tiene protuberancias. Con la herramienta estructurada, es posible mejorar la porosidad y la flexibilidad promedio de la red de fibras metálicas.
Preferentemente, la longitud de las fibras debe estar en el intervalo de 1 a 20 cm, más preferentemente en un intervalo de 3 a 15 cm y aún más preferentemente en un intervalo de 4 a 8 cm. Teniendo las fibras una longitud tal como la indicada anteriormente, es posible fácilmente disponer las fibras mediante cardado.
En un procedimiento modificado, la temperatura para soldar los filamentos a un fieltro consolidado, es decir, una red de acuerdo con la invención, puede reducirse si en lugar de una compresión continua de los filamentos los filamentos se sueldan mediante golpes de martillo en donde la onda de choque puede alcanzar presiones máximas significativamente más altas relacionadas con el calentamiento local (figura 27, etapa 3, c4). Dichos golpes de martillo se pueden aplicar en forma de ultrasonido, es decir, soldadura por ultrasonidos, en donde la oscilación es en la dirección normal con respecto al fieltro (figura 27, etapa 3, c3). En caso de soldadura por golpes de martillo o por ultrasonidos, como se ha mencionado anteriormente, es preferible que la herramienta de compactación esté equipada con una superficie estructurada con una pluralidad de protuberancias, tales como pináculos en forma de aguja o rebordes. Como se ha mencionado anteriormente, una herramienta de compactación estructurada de este tipo se puede usar para producir una red de acuerdo con la invención en la que los puntos de contacto en los que las fibras metálicas se fijan entre sí solo en una pluralidad de áreas separadas, de modo que entre dichas áreas separadas las fibras metálicas pueden tener puntos de contacto, sin embargo, no están fijadas entre sí. Las áreas en las que las fibras metálicas no están fijadas entre sí pueden mejorar la porosidad y también pueden aumentar la flexibilidad de la red de fibras metálicas.
Se prefiere además que cada una de las áreas en las que las fibras metálicas se fijan entre sí y/o cada una de las áreas en las que las fibras metálicas no se fijan entre sí tenga un tamaño de al menos 1 mm2, más preferentemente de al menos 2 mm2 e incluso más preferentemente de al menos 5 mm2. Además, es preferible, en particular, teniendo cada una de las áreas en las que las fibras metálicas se fijan entre sí y/o cada una de las áreas en las que las fibras metálicas no se fijan entre sí un tamaño de al menos 1 mm2, que las áreas en las que las fibras metálicas están fijadas entre sí formen estructuras similares a islas rodeadas por áreas similares al mar en las que las fibras metálicas no están fijadas entre sí. Como alternativa, también es preferible, en particular, cuando cada una de las áreas en las que las fibras metálicas no están fijadas entre sí y/o cada una de las áreas en las que las fibras metálicas están fijadas entre sí tienen un tamaño de al menos 1 mm2, que las áreas en las que las fibras metálicas no están fijadas entre sí formen estructuras similares a islas rodeadas por áreas similares al mar en las que las fibras metálicas están fijadas entre sí.
Es común a todos los procesos c1 a c4 que las fibras en su conjunto se mantienen significativamente por debajo de la temperatura de fusión y la sinterización tiene lugar solo en los puntos de contacto entre ellas. De esta manera se asegura que la estructura fibrosa no colapse. En todos los casos, la soldadura de los contactos entre diferentes filamentos se mejora y se facilita por el hecho de que las fibras enfriadas rápidamente, obtenidas por ejemplo, por hilatura por fusión, no están en su equilibrio térmico y contienen dominios amorfos y/o nanocristalinos en donde los átomos se pueden reorganizar más fácilmente que en los dominios cristalinos equilibrados.
En el método de acuerdo con la invención, la presión aplicada en el proceso c1 permite mantener la temperatura significativamente por debajo de la temperatura de fusión del material de fibra metálica mientras que al mismo tiempo se produce una fuerte unión entre las fibras metálicas para producir una red estable de fibras metálicas. En todos los procesos c1 a c4 del método de acuerdo con la invención, la difusión atómica debida a la energía térmica se mantiene baja, mientras que la difusión atómica inducida por la presión mecánica aumenta. Este mecanismo le permite producir redes estables de fibras metálicas que se sinterizan permanentemente a bajo coste y sin la necesidad de controlar de forma elaborada las temperaturas aplicadas. Si la temperatura es superior al 95 % de la temperatura de fusión del material de las fibras metálicas, existe el riesgo de que las fibras metálicas se transformen en una lámina metálica. Por otro lado, si la temperatura es inferior al 10 % de la temperatura de fusión del material de las fibras metálicas, la movilidad de los átomos es tan baja que, en el método, las fibras metálicas no se sinterizan lo suficiente para proporcionar una red estable de fibras metálicas o tarda demasiado tiempo.
En el contexto de la descripción de la invención, "% del punto de fusión" se refiere al punto de fusión en °C. Por consiguiente, si el punto de fusión es de 1000 °C, en el contexto de la descripción de la invención, el 20 % del punto de fusión es 200 °C, el 50 % del punto de fusión es 500 °C y el 95 % del punto de fusión es 950 °C.
Debe entenderse que todos los aspectos de la red de fibras metálicas, en particular los relacionados con las fibras metálicas, que se han descrito anteriormente, constituyen realizaciones preferidas también teniendo en cuenta el método de acuerdo con la invención.
En el método de acuerdo con la invención, se prefiere que las fibras metálicas proporcionadas tengan una longitud en el intervalo de 1 a 20 cm, más preferentemente en un intervalo de 3 a 15 cm y aún más preferentemente en un intervalo de 4 a 8 cm, una anchura de 100 pm o menos y un grosor de 50 pm o menos o una sección transversal circular o
elíptica. En cuanto a la longitud, la anchura y el grosor de las fibras metálicas, debe entenderse que las mismas dimensiones indicadas anteriormente para describir la red también son preferidas en el método de acuerdo con la invención. Se observó que dichas fibras se pueden usar para producir una red estable de fibras metálicas sin necesidad de calentar las fibras metálicas hasta su temperatura de fusión.
En el método de acuerdo con la presente invención, la temperatura aplicada depende del material de las fibras metálicas. Para evitar que las fibras metálicas amorfas cristalicen durante el proceso de soldadura, es preferible mantener la temperatura aplicada por debajo de la temperatura de cristalización de estas fibras. La temperatura de cristalización se puede determinar mediante la medición de calorimetría diferencial de barrido (DSC, por sus siglas en inglés) para la fibra metálica en cuestión. Las mediciones de DSC se realizaron bajo las siguientes condiciones: Temperatura inicial de 30 °C con una velocidad de calentamiento de 10 K min-1 hasta 1200 °C, seguido de una velocidad de enfriamiento de 10 K min-1 hasta la temperatura ambiente. Las mediciones de DSC se realizan en una atmósfera de argón con un flujo de argón constante de 100 m lm in-1 y un sistema de trampa de oxígeno y circonio para una atmósfera completamente libre de oxígeno (STA 449 F3 Jupiter, Netzsch Bj. 2017).
En el método de acuerdo con la invención, el tiempo durante el cual las fibras metálicas se someten a la temperatura y presión predeterminadas no está particularmente limitado y depende del material de las fibras metálicas, de la presión aplicada y de la temperatura. Sin embargo, para garantizar que las fibras metálicas estén lo suficientemente sinterizadas entre sí, es preferible que el tiempo predeterminado en el proceso c1 y c2 sea de 10 segundos o más, más preferentemente de 1 minuto o más, aún más preferentemente de 2 minutos o más, incluso más preferentemente de 3 minutos o más y mucho más preferentemente de 5 minutos o más. El límite superior al que se someten las fibras metálicas en la etapa b) a la temperatura y presión predeterminadas no está particularmente limitado. Sin embargo, desde un punto de vista económico, es preferible que el tiempo sea de 60 minutos o menos, incluso más preferentemente 45 ppm o menos y mucho más preferentemente 30 ppm o menos.
Para garantizar una conexión estable entre las fibras metálicas a lo largo de toda la red, es preferible que la presión y el calor en el proceso c1 se apliquen durante al menos 1 minuto.
Es preferible que la presión aplicada en el proceso c1 y c2 sea de 20 MPa o más, más preferentemente de 30 MPa o más, incluso más preferentemente de 100 MPa o más y mucho más preferentemente de 120 MPa o más. Dependiendo de la aleación de metal y el proceso de hilatura por fusión, también pueden ser posibles presiones aplicadas más bajas. El límite superior para la presión no se limita particularmente. Sin embargo, para evitar la transformación de las fibras metálicas en una lámina metálica, es preferible que la presión sea de 1.000 MPa o menos, más preferentemente 750 MPa o menos, incluso más preferentemente 500 MPa o menos y mucho más preferentemente 300 MPa o menos.
Para producir una red que contenga fibras metálicas recubiertas, en principio es posible proporcionar fibras metálicas recubiertas después de la etapa 1 o 2 o realizar una etapa 4 de recubrimiento de las fibras metálicas, en donde la etapa 4 se realiza preferentemente después de la etapa 3. La realización de la etapa 4 después de la sinterización de la etapa 3 permite producir una red básica para muchas aplicaciones. En la etapa 4 posterior, la red se puede modificar a continuación para las aplicaciones previstas proporcionando un recubrimiento adecuado sobre las fibras metálicas. Asimismo, la realización de la etapa 4 después de la etapa 3 permite proporcionar un recubrimiento sobre las fibras metálicas que sería susceptible a las condiciones aplicadas durante la sinterización y/o la soldadura en la etapa 3. Este es el caso, por ejemplo, si el recubrimiento tiene un punto de fusión bajo, de modo que someter el recubrimiento a las condiciones de la etapa 3 derretiría el recubrimiento.
En el método de acuerdo con la invención, se prefiere además que las fibras metálicas se produzcan mediante hilatura por fusión. Dichas fibras metálicas producidas por hilatura por fusión pueden contener dominios confinados espacialmente en un estado de alta energía, debido al rápido enfriamiento aplicado durante el proceso de hilatura por fusión. A este respecto, enfriamiento rápido se refiere a una velocidad de enfriamiento de 102 Km in-1 o superior, preferentemente de 104 Km in-1 o superior, más preferentemente a una velocidad de enfriamiento de 105 Km in-1 o superior. Por lo tanto, es posible sinterizar dichas fibras metálicas entre sí, mientras se mantiene la temperatura en la etapa 3 muy por debajo de la temperatura de fusión de las fibras metálicas. Incluso es posible sinterizar dichas fibras metálicas entre sí a temperaturas por debajo de su temperatura de cristalización del material de las fibras metálicas. Esto es particularmente ventajoso si las fibras metálicas están recubiertas con una capa de recubrimiento sensible a altas temperaturas. En vista de lo anterior, se prefiere que las fibras metálicas de la red de fibras metálicas de acuerdo con la invención puedan obtenerse sometiendo el material fundido de las fibras metálicas a una velocidad de enfriamiento de 102 K min-1 o superior mediante hilatura por fusión.
Se prefiere que en el método de acuerdo con la invención la temperatura aplicada en la etapa 3 sea el 80 % o menos, más preferentemente el 70 % o menos, incluso más preferentemente el 60 % o menos y mucho más preferentemente el 50 % o menos de la temperatura de fusión del material de las fibras metálicas. Incluso es posible que la temperatura aplicada en la etapa 3 sea el 25 % o menos de la temperatura de fusión del material de las fibras metálicas. Manteniendo la temperatura en la etapa 3 por debajo de estos límites, se reduce el riesgo de transformar las fibras metálicas en una lámina metálica. Preferentemente, la temperatura es el 10 % o más, más preferentemente el 20 % o más e incluso más preferentemente el 25 % o más y mucho más preferentemente el 30 % o más de la temperatura de fusión del material de las fibras metálicas. Si la temperatura en la etapa 3 está por debajo de estos límites, el riesgo
de no sinterizar suficientemente las fibras metálicas entre sí para proporcionar una red estable de fibras metálicas aumenta debido a una disminución en la movilidad de los átomos de las fibras metálicas. Sin embargo, el límite inferior depende del metal o la aleación metálica y, por lo tanto, puede ser incluso inferior al 20 % de la temperatura de fusión.
En el método de la invención se pueden usar fibras metálicas amorfas. Si se usan fibras metálicas amorfas, es preferible mantener la temperatura en la etapa b) por debajo de la temperatura de cristalización. La temperatura de cristalización se puede determinar mediante la medición de calorimetría diferencial de barrido (DSC). Además, es preferible que, si se usan fibras metálicas amorfas, la temperatura sea preferentemente el 50 % o menos, más preferentemente el 35 % o menos e incluso más preferentemente el 30 % o menos y mucho más preferentemente el 20 % o menos de la temperatura de cristalización del material de las fibras metálicas. Sin embargo, también es posible si se usan fibras metálicas amorfo que la temperatura sea preferentemente el 95 % o menos, más preferentemente el 90 % o menos e incluso más preferentemente el 85 % o menos y mucho más preferentemente el 80 % o menos de la temperatura de cristalización del material de las fibras metálicas.
En el contexto de la descripción de la invención, "% de la temperatura de cristalización" se refiere a la temperatura de cristalización en °C, según lo determinado por medición de calorimetría diferencial de barrido (DSC). Por consiguiente, si la temperatura de cristalización es de 1000 °C, en el contexto de la descripción de la invención, el 20% de la temperatura de cristalización es 200 °C, el 50 % de la temperatura de cristalización es 500 °C y el 95 % de la temperatura de cristalización es 950 °C.
Se prefiere además que, en el método para producir una red de fibras metálicas, se realice una etapa de llenar los huecos entre las fibras metálicas en la red, al menos parcialmente, con un material activo, en particular, con un material de electrodo activo o un material catalizador. La etapa de llenar los huecos entre las fibras metálicas se ilustra esquemáticamente en la figura 27.
Una vez que se ha producido una red de fibras metálicas mediante el método de la invención, se prefiere particularmente cortar la red en una forma adecuada para una aplicación deseada. El corte se puede realizar antes o después de una etapa de recubrimiento y también si no se prevé ninguna etapa de recubrimiento. Facilita la producción de redes de fibras metálicas en las formas deseadas, si el corte se realiza después de que se haya formado una red de fibras metálicas.
Descripción de un electrodo que contiene una red de fibras metálicas y realizaciones preferidas:
Otro aspecto de la invención se refiere a un electrodo que contiene una red, como se ha descrito anteriormente, preferentemente producida de acuerdo con el método descrito anteriormente u obtenible mediante el mismo. Se prefiere particularmente que la red de fibras metálicas que forma parte del electrodo se haya separado, por ejemplo, mediante corte, de una red como se ha descrito anteriormente.
Es particularmente preferible que el electrodo contenga la red como colector de corriente.
En el electrodo de acuerdo con la invención, además es preferible que los huecos entre las fibras metálicas en la red se llenen, al menos parcialmente, con un material activo, en particular, con un material de electrodo activo o un material catalizador.
Descripción de una batería que comprende un electrodo que contiene una red de fibras metálicas y realizaciones preferidas: Un aspecto adicional de la invención se refiere a una batería que comprende un electrodo, tal como se ha descrito anteriormente. Al menos un electrodo de la batería es un cátodo (electrodo positivo) y/o al menos un electrodo es un ánodo (electrodo negativo). Los términos ánodo y cátodo se refieren a los electrodos cuando la batería se está descargando.
La estructura porosa de la red de fibras metálicas proporciona un volumen comparativamente grande que puede ser ocupado por material de electrodo activo y no está presente, por ejemplo, en una lámina metálica de uso común. Por consiguiente, la cantidad de material activo de electrodo se puede aumentar significativamente sin comprometer la capacidad debido a un aumento en la resistencia eléctrica provocado por la gran cantidad de material activo de electrodo. Asimismo, mediante el uso de una red de fibras metálicas como se ha descrito anteriormente, el material activo se distribuye por todo el colector de corriente. Por lo tanto, los electrones tienen que superar solo distancias cortas entre el material activo y el colector de corriente. La difusión de los iones de Li mejora, ya que los materiales de electrodo no necesitan presionarse tanto como en el caso de las láminas metálicas usadas como electrodos, ya que la conductividad y la conectividad del material activo y los electrodos son generalmente más altas. Como resultado, los tiempos de carga de la batería se pueden reducir significativamente y también se puede reducir el uso de aditivos tales como el negro de carbón y los aglutinantes para que se pueda incorporar más material activo en el electrodo de la batería mejorando aún más las propiedades de la batería. La flexibilidad y la estabilidad de una red de fibras metálicas permiten fabricar un electrodo duradero y, como consecuencia, una batería con una mayor vida útil. Además, la batería que usa el electrodo de acuerdo con la invención tiene una cinética de carga de batería mejorada debido a la naturaleza tridimensional de la red metálica que penetra en el material de electrodo activo. Esto permite distancias cortas de migración de electrones y portadores de carga desde su origen dentro del material activo hasta un colector de corriente metálico desde donde se distribuye en el circuito.
Se prefiere que la batería de acuerdo con la invención sea una batería secundaria, más preferentemente una batería de iones de litio. También es preferible que la red sea una red de fibras metálicas de cobre o fibras de aleación de cobre, por ejemplo, CuggSh, Cug8Si2 , Cug6Si4 , Cu88Si12 o Cug2Sn8 , o una red de fibras metálicas de aluminio o fibras de aleación de aluminio, por ejemplo, AlggSii. Las aleaciones de cobre y las aleaciones de aluminio tienen mejores condiciones de fabricación de las fibras con la técnica de hilatura por fusión en comparación con sus metales puros, mientras que exhiben casi la misma conductividad.
También es preferible proporcionar una red de fibras metálicas, en donde las fibras metálicas están hechas de aluminio para un cátodo de una batería secundaria o están hechas de cobre para el ánodo de una batería secundaria. Tal red puede infiltrarse con un material activo de litio y usarse en el electrodo. También en este caso se puede reducir la distancia entre el colector de corriente y el material activo, lo que es beneficioso para el rendimiento de la batería.
Por consiguiente, es particularmente preferible que la batería de acuerdo con la invención contenga un electrodo que comprenda una red de fibras metálicas de cobre o aleaciones de cobre. También es particularmente preferible que la batería de acuerdo con la invención contenga un electrodo que comprenda una red de fibras metálicas de aluminio o aleaciones de aluminio. También es preferible que la batería de acuerdo con la invención contenga un primer electrodo que comprenda una red de fibras metálicas de cobre o aleación de cobre y un segundo electrodo que comprenda una red de fibras metálicas de aluminio o aleación de aluminio. También puede ser posible que se usen dos o más electrodos del mismo o diferente material de las fibras metálicas.
En la presente divulgación, el enfoque está en la red de fibras metálicas y su uso como material de electrodo. Sin embargo, también se prefiere usar la red de fibras metálicas como se describe en el presente documento en materiales catalíticos, en celdas de combustible, en hidrólisis, como componente en materiales de protección electromagnética, como filtros, en compuestos poliméricos o como material de tejido y material híbrido de tejido que también puede incluir como aditivos, por ejemplo, algodón, seda o lana.
La invención se describirá ahora con mayor detalle y a modo de ejemplo únicamente con referencia a los dibujos y figuras adjuntos, así como mediante diversos ejemplos de la red y el método de la invención. En los dibujos se muestran:
Figura 1a) Dibujo esquemático de un dispositivo de hilatura por fusión vertical.
Figura 1b) Dibujo esquemático de un dispositivo de hilatura por fusión horizontal.
Figura 1c) Imagen fotográfica tomada de una película de la deposición de una masa fundida de una aleación de AlggSi1 en una rueda giratoria.
Figura 2a) Imagen fotográfica de fibras metálicas de cobre.
Figura 2b) Imagen fotográfica de fibras metálicas de cobalto.
Figura 2c) Imagen fotográfica de fibras metálicas de una aleación de AlggSh.
Figura 2d) Imagen fotográfica de fibras metálicas de una aleación de Co66Fe4Mo2B12Si16.
Figura 3a) i) Imagen fotográfica de fibras metálicas de aleación de Co66Fe4Mo2B12Si16 fabricadas a una velocidad de rueda de 50 m/s mostrando ii) mostrando un grosor medio y mostrando iii) una anchura media de las fibras metálicas de aleación de Co66Fe4Mo2B12Si16.
Figura 3b) i) Imagen fotográfica de fibras metálicas de aleación de Co66Fe4Mo2B12Si16 fabricadas a una velocidad de rueda de 25 m/s mostrando ii) mostrando un grosor medio y mostrando iii) una anchura media de las fibras metálicas de aleación de Co66Fe4Mo2B12Si16.
Figura 4a) Patrón de difracción de rayos X de fibras metálicas de cobre.
Figura 4b) Patrón de difracción de rayos X de fibras metálicas de aleación de AlggSh.
Figura 4c) Patrón de difracción de rayos X de fibras metálicas de aleación de Co66Fe4Mo2B12Si16.
Figura 5a) Micrografía electrónica de barrido (SEM, por sus siglas en inglés) de fibras metálicas de cobre. Figura 5b) Vista ampliada de la figura 5a).
Figura 5c) Micrografía electrónica de barrido de fibras metálicas de aleación de AlggSh.
Figura 5d) Vista ampliada de la figura 5c).
Figura 5e) Micrografía electrónica de barrido adicional de fibras metálicas de aleación de AlggSh.
Figura 5f) Micrografía electrónica de barrido de fibras metálicas de oro
Figura 5g) Micrografía electrónica de barrido de fibras metálicas de aleación de Cug2Sn8.
Figura 5h) Micrografía electrónica de barrido de fibras metálicas de aleación de Cug6Si4.
Figura 6a) Grosor y anchura de 527 fibras metálicas de aleación de AlggSh fabricadas a una velocidad de rueda de 25 m/s.
Figura 6b) Distribución del grosor de 527 fibras metálicas de aleación de AlggSh fabricadas a una velocidad de rueda de 25 m/s.
Figura 6c) Distribución de la anchura de 527 fibras metálicas de aleación de AlggSh fabricadas a una velocidad de rueda de 25 m/s.
Figura 6d) Mediciones de DSC de microfibras de CuSn8 después de la hilatura por fusión (curva I) y después del equilibrio térmico de las mismas microfibras (curva II) que demuestra el proceso exotérmico en caso de calentar fibras hiladas por fusión en comparación con las fibras metálicas equilibradas.
Figura 7 Imagen SEM de una red de acuerdo con la invención de fibras metálicas de aleación de
Co66Fe4Mo2B-i2Si16 después de la sinterización (red del Ejemplo 2).
Figura 8 Imagen fotográfica de una red de acuerdo con la invención de fibras metálicas de aleación de Co66Fe4Mo2B-i2Si16 sinterizadas antes de la deformación.
Figura 9 Imagen fotográfica de la red de la figura 8 en un estado deformado.
Figura 10 Imagen fotográfica de una red de acuerdo con la invención de fibras metálicas de cobre sinterizadas durante 5 minutos a una temperatura de 300 °C a una presión de 177 MPa (red del Ejemplo 9). Figura 11 Imagen fotográfica de una red de acuerdo con la invención de fibras metálicas de cobre sinterizadas durante 3 minutos a una temperatura de 300 °C a una presión de 177 MPa (red del Ejemplo 10). Figura 12 Imagen SEM de la red mostrada en la figura 11.
Figura 13 Imagen SEM ampliada de la red mostrada en la figura 11 y 12.
Figura 14a) Imagen fotográfica de una red de acuerdo con la invención de fibras metálicas de aleación de Cug2Sns sinterizadas durante 3 minutos a una temperatura de 300 °C a una presión de 78 MPa (red del Ejemplo 11).
Figura 14b) Imagen SEM de la red de la figura 14a).
Figura 14c) Imagen SEM ampliada de la red mostrada en la figura 14b).
Figura 15 Ilustración esquemática de una prensa térmica.
Figura 16a) Dibujo esquemático de una batería de acuerdo con la invención.
Figura 16b) Dibujo esquemático de una batería de referencia de acuerdo con la técnica anterior.
Figura 17 Comparación de la capacidad de una batería de acuerdo con la invención con una batería de referencia de acuerdo con la técnica anterior.
Figura 18 Gráfico del perfil de descarga de carga de una celda de referencia obtenido por cronopotenciometría. Figura 19 Gráfico del perfil de descarga de carga de una celda de red de la invención obtenido por cronopotenciometría.
Figura 20a) Gráfico del segundo y último perfil de descarga de carga de la celda de referencia obtenido por cronopotenciometría como se muestra en la figura 18.
Figura 20b) Gráfico del segundo y último perfil de descarga de carga de la celda de red de la invención obtenido por cronopotenciometría como se muestra en la figura 19.
Figura 21a) Gráfico del perfil de descarga de carga de una celda de red de la invención y de una celda de referencia obtenido por cronopotenciometría con el tiempo normalizado con respecto a la corriente. Figura 21b) Vista ampliada del gráfico de la figura 21a que muestra los primeros ciclos.
Figura 21c) Vista ampliada del gráfico de la figura 21a que muestra el área en torno a los últimos ciclos de la celda de referencia.
Figura 22 Gráfico de la capacidad sobre el número de ciclos para una celda de red de la invención y un electrodo de referencia.
Figura 23a) Imagen SEM de un electrodo de la invención que muestra escamas de grafito dentro de la red de fibras.
Figura 23b) Mapeo EDX de cobre para el electrodo de la invención mostrado en la figura 23a).
Figura 23c) Mapeo EDX de carbono para el electrodo de la invención mostrado en la figura 23a).
Figura 24 Esquema de una máquina de cardado ilustrada para la formación de vellón metálico.
Figura 25 Imágenes fotográficas de un proceso de fabricación de acuerdo con la presente invención en el que las fibras metálicas se transforman en vellón y se combinan con vellón de algodón.
Figura 26 Vellón a base de cobre, estabilizado mecánicamente por tratamiento ultrasónico.
Figura 27 Representación esquemática de un proceso de acuerdo con la invención.
Por razones de claridad, en algunas figuras no se muestran todos o no se muestra ningún número de referencia.
En la figura 1a) se muestra un dibujo esquemático de un dispositivo de hilatura por fusión 1 que se puede usar para producir fibras metálicas 2 adecuadas para formar una red de acuerdo con la invención. El dispositivo de hilatura por fusión 1 tiene una rueda giratoria vertical 3 que puede girar en torno a un eje Z. Por encima de la rueda giratoria 3 se dispone una boquilla microestructurada 4 a través de la cual pueden depositarse gotas 5 de una masa fundida del material a partir del cual se producen las fibras metálicas 2 sobre la rueda giratoria 3. Como alternativa, se puede usar una hiladora por fusión horizontal (figura 1b; se desvela una hiladora por fusión horizontal en la solicitud de patente europea con el número de solicitud EP19175749.1, cuyo contenido se incorpora en el presente documento por referencia).
La figura 1b) muestra un dibujo esquemático de un dispositivo de hilatura por fusión horizontal 1 que también se puede usar para formar fibras metálicas 2. A diferencia del dispositivo de hilatura por fusión 1 que se muestra en la figura 1a), el dispositivo de hilatura por fusión 1 que se muestra en la figura 1b) tiene una rueda giratoria horizontal 3. Al igual que el dispositivo de hilatura por fusión 1 que se muestra en la figura 1a), en la hilatura por fusión de la figura 1b) la rueda 3 puede girar en torno a un eje Z. Por encima de la rueda giratoria 3 se dispone una boquilla microestructurada 4 a través de la cual se pueden depositar gotas 5 de una masa fundida del material a partir del cual se producen las fibras metálicas 2 sobre la rueda giratoria 3.
La figura 1c) muestra una imagen fotográfica de la producción de fibras metálicas de aleación de AlggSi-i. La imagen fotográfica muestra la deposición de una masa fundida de aleación de AlggSh sobre una rueda giratoria 3 y se aísla de una película tomada a 40000 fps de la deposición del metal que se funde sobre una rueda giratoria 3 de un dispositivo
de hilatura por fusión 1. La rueda giratoria 3 se encuentra en la parte inferior y la boquilla microestructurada 4 se encuentra en la parte superior de la imagen fotográfica que se muestra en la figura 1c). La temperatura de la masa fundida se estableció en el intervalo de 50 a 300 °C por encima de la temperatura de fusión (son posibles temperaturas de procesamiento más altas). La masa fundida forma un flujo metálico que humedece la rueda giratoria 3 y se enfría rápidamente para formar fibras metálicas 2 a partir del flujo metálico 5.
En las figuras 2a) a d) se muestran imágenes fotográficas de fibras metálicas de cobre (figura 2a)), de fibras metálicas de cobalto (figura 2b)), de fibras metálicas de aleación de AlggSh (figura 2c)) y de fibras metálicas de aleación de Co66Fe4Mo2B-i2Si16 (figura 2d)) después de la producción de las fibras metálicas 2 usando el dispositivo de hilatura por fusión 1 como se muestra en las figuras 1a) y b) y de la recogida. Las fibras metálicas 2 forman una red entrelazada de fibras metálicas 2 en la que las fibras metálicas 2 no están fijadas entre sí, de modo que las fibras metálicas individuales 2 pueden separarse fácilmente de la red entrelazada de fibras metálicas 2.
En las figuras 3a) y b) se muestran imágenes fotográficas adicionales para las fibras metálicas de aleación de Co66Fe4Mo2B12Si162. Las imágenes fotográficas fueron tomadas de fibras metálicas de aleación de Co66Fe4Mo2B12Si16 2 producidas con una velocidad de rueda de 50 m/s y 25 m/s, respectivamente. A partir de la distribución de grosor y anchura correspondiente también mostrada en las figuras 3a) y b) se puede observar que la mayor velocidad de rueda de 50 m/s (véase la figura 3a)) da como resultado que las fibras metálicas 2 tengan un grosor y anchura reducidos en comparación con las fibras metálicas 2 producidas con una velocidad de rueda de 25 m/s (véase la figura 3b)).
Los espectros de difracción de rayos X que se muestran en las figuras 4a) a c) se registraron usando un Bruker D8 advance XRD en modo Bragg-Bretano con una fuente de cobalto con una corriente de ánodo y voltaje de aceleración de 30 mA y 40 kV. Los datos se recopilaron con un detector Bruker VANTEC-1 y las mediciones se realizaron en el aire. Los picos agudos 20 observables para las fibras metálicas de cobre 2 (véase la figura 4a)) y para las fibras metálicas de aleación de AlggSh 2 (véase la figura 4b)) en ángulos específicos indican que estas fibras metálicas 2 son policristalinas, mientras que el pico 22 que se extiende sobre un intervalo de ángulo comparativamente grande, es decir, la ausencia de dichos picos agudos 20, para las fibras metálicas de aleación de Co66Fe4Mo2B12Si162 (véase la figura 4c)) indica que estas fibras metálicas 2 son amorfas.
Se muestran micrografías electrónicas de barrido de fibras metálicas de cobre 2 en las figuras 5a) y b). Las micrografías se registraron en un Zeiss Ultra 55 con un voltaje de aceleración de 3 kV. La barra de escala en la esquina inferior izquierda de la figura 5a) indica una longitud de 100 pm y la barra de escala en la esquina inferior izquierda de la figura 5b) indica una longitud de 2 pm. Como puede observarse en la micrografía de la figura 5a), las fibras metálicas 2 no están fijadas entre sí y forman una red entrelazada, en la que las fibras metálicas 2 se pueden mover entre sí para que las fibras metálicas individuales 2 puedan separarse fácilmente de la red entrelazada. También puede reconocerse a partir de la micrografía de la figura 5a) que las fibras metálicas 2 tienen una anchura sustancialmente constante en una longitud de milímetros. De hecho, aunque no es visible en las figuras 5a) y b), la anchura y el grosor de las fibras metálicas de cobre son sustancialmente constantes también en una longitud de varios centímetros. Se registraron micrografías electrónicas de barrido adicionales que se muestran en la figura 5c) y d) de manera similar a las micrografías electrónicas de barrido que se muestran en la figura 5a) y b) en fibras metálicas de aleación de AlggSh 2. La barra de escala en la esquina inferior izquierda de la figura 5c) indica una longitud de 100 pm y la barra de escala en la esquina inferior izquierda de la figura 5d) indica una longitud de 10 pm. Puede reconocerse que las fibras metálicas de aleación de AlggSi12 forman una red entrelazada sin que las fibras metálicas 2 se fijen entre sí. El grosor y la anchura de estas fibras metálicas 2 también son sustancialmente constantes en una longitud de milímetros. De hecho, aunque no es visible en las figuras 5c) y d), la anchura y el grosor de las fibras metálicas de aleación de AlggSi1 2 son sustancialmente constantes también en una longitud de varios centímetros. La figura 5e) muestra una micrografía electrónica de barrido adicional de una fibra metálica de aleación de AlggSh 2. La barra de escala en la esquina inferior izquierda de la figura 5e) indica una longitud de 3 pm. En la micrografía que se muestra en la figura 5e, los dominios nanocristalinos se pueden reconocer como estructura de grano. En la figura 5f) se muestra una micrografía electrónica de barrido de una fibra metálica de oro 2. La barra de escala en la esquina inferior izquierda de la figura 5f) indica una longitud de 10 pm. En la micrografía que se muestra en la figura 5f, los dominios nanocristalinos se pueden reconocer como estructura de grano. En la figura 5g) se muestra una micrografía electrónica de barrido de una fibra metálica de aleación de Cug2Sns 2. La barra de escala en la esquina inferior izquierda de la figura 5g) indica una longitud de 1 pm. También en la micrografía que se muestra en la figura 5g) se pueden reconocer dominios nanocristalinos. Los dominios nanocristalinos también se pueden encontrar en fibras metálicas de aleación de Cug6Si4 2 producidas por hilatura por fusión, como se puede reconocer en la estructura de grano visible en la micrografía electrónica de barrido de dicha fibra 2 que se muestra en la figura 5h. La barra de escala en la esquina inferior izquierda de la figura 5h) indica una longitud de 1 pm.
En el gráfico de la figura 6a) se muestran los grosores y anchuras de 527 fibras metálicas de aleación de AlggSh 2 fabricadas con una velocidad de rueda de 25 m/s. Las distribuciones de grosor y anchura correspondientes se muestran en los gráficos de las figuras 6b) y 6c), respectivamente. Se puede reconocer a partir de las figuras 6a) y b) que las fibras metálicas de aleación de AlggSh tienen un grosor en el intervalo de entre 3 y 17 pm con un grosor medio de 8,5 pm. La distribución del grosor sigue una estrecha función gaussiana, tal como se indica por la línea en la figura 6b). La anchura de las fibras metálicas se encuentra en un intervalo de 5 a 80 pm, en donde la anchura media es de 3 ^5 pm y la mediana de la anchura es de 35,0 pm. La figura 6d muestra dos mediciones de DSC. La curva I en la
figura 6d) se obtuvo a partir de microfibras de CuSn8 directamente después de la hilatura por fusión y la curva II en la figura 6d) después del equilibrio térmico de las mismas microfibras. Esto demuestra el proceso exotérmico en el caso del calentamiento de fibras hiladas por fusión en comparación con las fibras metálicas equilibradas.
En la figura 7 se muestra una micrografía electrónica de barrido de una red 6 de fibras metálicas 2 de acuerdo con la invención. La barra de escala en la esquina inferior izquierda de la figura 7 indica una longitud de 20 pm. Las fibras metálicas 2 en la red 6 de la figura 7 son fibras metálicas amorfas 2 de la aleación de Co66Fe4Mo2Bi2Sii6. A diferencia de las redes entrelazadas de las fibras metálicas 2 que se muestran, por ejemplo, en las micrografías electrónicas de barrido de la figura 5a) o c), en la red 6 de fibras metálicas 2 como se muestra en la figura 7, las fibras metálicas 2 están fijadas entre sí en los puntos de contacto 7, en donde las fibras metálicas 2 se sinterizan entre sí. Como resultado de la sinterización de las fibras metálicas entre sí, las fibras metálicas 2 se fijan entre sí, de modo que no es posible mover estas fibras metálicas 2 entre sí y separar una de las fibras metálicas 2 de la red 6 sin romper los puntos de contacto 7.
Puede observarse en las figuras 7 a 9 que las redes 6 de fibras metálicas 2 de acuerdo con la invención tienen huecos 9 en forma de poros entre las fibras metálicas 2. Para una mejor visión general, solo algunas de las fibras metálicas 2, puntos de contacto 7 y huecos 9 se indican con números de referencia en la figura 7. Los números de referencia para los huecos 9 y también los puntos de contacto 7 se omitieron en las figuras 8 y 9 y también sólo algunas de las fibras metálicas 2 están indicadas por números de referencia.
En las figuras 8 y 9 se muestran imágenes fotográficas de otra red 6 de fibras metálicas amorfas 2 de la aleación de Co66Fe4Mo2Bi2Sii6. A partir de estas imágenes fotográficas puede observarse que la red 6 se puede sujetar con pinzas 8 sin separar las fibras metálicas 2 de la red 6 de fibras metálicas 2 y que la red 6 es una red desordenada 6, es decir, las fibras metálicas 2 no tienen una orientación preferida sino que están orientadas aleatoriamente.
Las figuras 8 y 9 muestran imágenes fotográficas de la misma red 6 de fibras metálicas 2. En la figura 8, la red 6 obtenida después de la producción está sujeta con las pinzas 8. Puede reconocerse en la figura 9 que la red 6 se puede doblar y que las fibras metálicas 2 todavía están fijadas entre sí y no están separadas de la red 6 de fibras metálicas 2.
Asimismo, puede observarse en las figuras 8 y 9 que la red 6 de fibras metálicas 2 tiene una estructura porosa, con poros interconectados que se extienden por toda la red de fibras metálicas. Los puntos de contacto 7 entre las fibras metálicas 2 se distribuyen aleatoriamente por toda la red 6 de fibras metálicas 2.
En las figuras 10 y 11 se muestran imágenes fotográficas de redes 6 de fibras metálicas 2 de cobre. La producción de la red 6 que se muestra en la figura 10 se describe a continuación como Ejemplo 9, y la producción de la red 6 que se muestra en la figura 11 se describe a continuación como Ejemplo 10. Por consiguiente, la red 6 que se muestra en la figura 10 se ha producido a una temperatura más alta en comparación con la red 6 que se muestra en la figura 11. Si bien ambas redes 6 muestran huecos 9 en forma de poros distribuidos por toda la red 6, en la red 6 que se muestra en la figura 10, la densidad de los poros, es decir, el número de poros por área superficial, es menor en el centro de la red 6 y aumenta hacia los bordes de la red 6. Para una mejor visión general, los números de referencia para las fibras metálicas 2, los puntos de contacto 7 y los huecos 9 se omitieron en las figuras 10 y 11.
En la red 6 que se muestra en la figura 11, la distribución de los huecos 9 en forma de poros es más uniforme en toda la red 6 de fibras metálicas 2 en comparación con la distribución de los huecos 9 en la red 6 que se muestra en la figura 10. Probablemente debido a las temperaturas de procesamiento superiores usadas para producir la red 6 que se muestra en la figura 10, las fracciones de las fibras metálicas 6 se transformaron en una lámina metálica. Esto se evitó casi por completo al reducir la temperatura de procesamiento, como se encontró para la red 6 que se muestra en la figura 11.
En las figuras 12 y 13 se muestran micrografías electrónicas de barrido de la red mostrada en la figura 11. El registro de las micrografías electrónicas de barrido se realizó de manera similar al registro descrito anteriormente para las demás micrografías electrónicas de barrido. La barra de escala en la esquina inferior izquierda de la figura 12 indica una longitud de 200 pm y la barra de escala en la esquina inferior izquierda de la figura 13 indica una longitud de 100 pm. Puede reconocerse a partir de estas micrografías electrónicas de barrido que la estructura de las fibras metálicas de cobre 2 se conservó, mientras que las fibras metálicas 2 se sinterizaron entre sí en los puntos de contacto 7, de modo que ya no forman solo una red entrelazada sino que están fijadas entre sí, de manera que ya no es posible separar fácilmente fibras metálicas individuales 2 de la red 6 de fibras metálicas 2. También se puede reconocer que los huecos 9 en forma de poros se extienden a través de la red 6 de fibras metálicas 2 y que los puntos de contacto 7 se distribuyen aleatoriamente por toda la red 6. Las rayas visibles en las micrografías electrónicas de barrido de las figuras 12 y 13 son resultado de discos de aleación thermax usados para producir la red 6 de fibras metálicas 2, como se describe a continuación para los Ejemplos. Estos discos de la aleación thermax se cortaron y, como resultado, tienen muescas muy finas (no mostradas) en su superficie que se imprimieron en la red de fibras metálicas durante la producción usando una prensa térmica 10 como se muestra esquemáticamente en la figura 15.
En la figura 14a) se muestra imagen fotográfica adicional de una red 6 de fibras metálicas 2 de acuerdo con la
invención. En esta red 6 de fibras metálicas 2, las fibras metálicas están hechas de una aleación de Cug2Sn8. La producción de la red 6 que se muestra en la figura 14a) se describe a continuación como Ejemplo 11. En las redes 6 que se muestran en la figura 14a), los huecos 9 en forma de poros se distribuyen por toda la red 6. La red 6 es una red desordenada 6, es decir, las fibras metálicas 2 no tienen una orientación preferida sino que están orientadas aleatoriamente, estando las fibras metálicas 2 fijadas entre sí en los puntos de contacto 7, en donde las fibras metálicas 2 están sinterizadas entre sí. Para una mejor visión general, los números de referencia para los puntos de contacto 7 y los huecos 9 se omitieron en la figura 14a) y solo algunas de las fibras metálicas 2 se indican mediante números de referencia en la figura 14a). Las fibras metálicas 2, los puntos de contacto 7 y los huecos 9 se pueden reconocer a partir de las imágenes SEM de las figuras 14b) y 14c), que se tomaron de la red 6 que se muestra en la figura 14a). La barra de escala en la esquina inferior izquierda de la figura 14b) indica una longitud de 100 pm y la barra de escala en la esquina inferior izquierda de la figura 14c) indica una longitud de 20 pm. La vista ampliada proporcionada en la figura 14c) demuestra que en un punto de contacto 7 se pueden sinterizar entre sí más de dos fibras metálicas 2, de modo que en un solo punto de contacto 7 una pluralidad de fibras metálicas 2 se pueden fijar entre sí debido a la sinterización. Para una mejor visión general, solo algunas de las fibras metálicas 2, los puntos de contacto 7 y los huecos 9 se indican con números de referencia en las figuras 14b) y 14c).
En la figura 15 se muestra una ilustración esquemática de una prensa térmica 10 que se puede usar para producir la red 6 de fibras metálicas 2 de acuerdo con la invención. La prensa térmica 10 está dotada de partes superior e inferior 11 que pueden ejercer una fuerza sobre los discos 12 entre los que se colocan las fibras metálicas 2. En la prensa térmica se puede controlar la temperatura en el sitio en donde se encuentran las fibras metálicas 2. También es posible omitir los discos 12 y colocar las fibras metálicas 2 directamente entre las partes superior e inferior 11. Para producir la red 6 de fibras metálicas 2 a partir de la cual se muestran las micrografías electrónicas de barrido en las figuras 12 y 13, los discos 12 se hicieron de una aleación thermax con muescas finas (no mostradas) en sus superficie. Estas muescas finas tienen una anchura en el intervalo de 30 a 60 pm.
En las figuras 16a) y 16b) se muestran los dibujos esquemáticos de una semibatería 13a de acuerdo con la invención y de una batería 13b de acuerdo con la técnica anterior, respectivamente. En ambas semibaterías 13a, 13b, se proporciona un colector de corriente 14 como primer electrodo. El colector de corriente 14 está recubierto con un material de electrodo activo 15. Se proporciona litio 16 como electrolito. En las semibaterías 13a y 13b se proporciona un electrolito que impregna todos los componentes de las baterías 13a y 13b y transporta iones de litio. En la semibatería 13a que se muestra esquemáticamente en la figura 16a), el colector de corriente 14 es una red 6 de fibras metálicas 2 de acuerdo con la invención, mientras que en la batería 13b que se muestra esquemáticamente en la figura 16b), el colector de corriente 14 es una lámina de cobre. La estructura y composición de las baterías 13a y 13b se describen con más detalle a continuación en el contexto de la descripción de los Ejemplos.
Los resultados de la medición de la capacidad de las semibaterías 13a y 13b se muestran en la figura 17. La batería de acuerdo con la invención que comprende la red de fibras metálicas tiene una capacidad que aumenta en aproximadamente un 50 % en comparación con una batería de referencia que comprende una lámina de cobre en lugar de una red de fibras metálicas manteniendo constante al mismo tiempo la composición y la cantidad de material activo para ambas semibaterías 13a y 13b.
Se preparó un electrodo adicional usando una red de fibras metálicas que consistía en la aleación de cobre C ^ 6Si4. La red se infiltró con una dispersión del 90 % de grafito y el 10 % de aglutinante, como se describe con detalle más adelante. Como electrodo de referencia, se recubrió una lámina de cobre con una capa de 50 pm de la misma dispersión usando una rasqueta. Las figuras 18 y 19 muestran gráficos del perfil de descarga obtenidos por cronopotenciometría para el electrodo de la invención que tiene la red de fibras metálicas y de la celda de referencia.
En la figura 20a) se muestra el segundo y último perfil de descarga de carga del gráfico de la figura 18 de la celda de referencia obtenido por cronopotenciometría y en la figura 20b) se muestra el segundo y último perfil de descarga de carga de la celda de red de la invención obtenido por cronopotenciometría. Para demostrar mejor los cambios en el perfil de descarga de carga durante la ciclación, la figura 21a) muestra un gráfico del perfil de descarga de carga de una celda de red de la invención y de una celda de referencia obtenido por cronopotenciometría con el tiempo normalizado con respecto a la corriente. Se proporcionan vistas ampliadas en las figuras 21b) y 21c). El desarrollo de la capacidad sobre el número de ciclos para el electrodo de la invención y para el electrodo de referencia se muestra en la figura 22.
En la figura 23a) se proporciona una imagen SEM del electrodo inventivo que tiene una red de fibras metálicas que consiste en la aleación de cobre C ^ 6Si4. Se puede observar en la imagen SEM que las escamas de grafito están dentro de la red de fibras metálicas, es decir, entre las fibras metálicas. La figura 23b) muestra un mapeo EDX de cobre para el electrodo de la invención que se muestra en la figura 23a) y la figura 23c) muestra un mapeo EDX de carbono para el electrodo de la invención que se muestra en la figura 23a). El mapeo EDX demuestra que el grafito está entre las fibras metálicas.
Se realizaron los siguientes experimentos:
Producción de fibras metálicas:
Se usó un dispositivo de hilatura por fusión que usaba diversos parámetros experimentales para formar las fibras
metálicas. Por un lado, el dispositivo estaba compuesto por una rueda maciza 3 (aleación de cobre) de 200 mm de diámetro colocada en una cámara con una atmósfera de argón a una presión de 300 mbar (todos los ajustes experimentales típicos). Por otro lado, la velocidad de rotación de rueda aumentó hasta 60 m/s. Una diferencia de presión de hasta 2000 mbar (o menos) entre el crisol con boquilla y la atmósfera de la cámara circundante provocó la expulsión del metal fundido o la aleación de metal sobre la superficie de la rueda giratoria. Como resultado, se formaron microgotas de masa fundida y se conformaron como fibras metálicas en forma de microcintas por temple rápido (véase las figuras 1a) y b)) para microgotas de diferentes metales depositadas en una rueda giratoria). Se desvelan detalles del dispositivo de hilatura por fusión usado en los documentos EP19175749.1, WO2016/020493 A1 y WO2017/042155 A1.
Cada microgota individual 5 se transformó en una fibra metálica individual 2 o múltiples fibras metálicas 2. La velocidad de deposición de la aleación fundida sobre la rueda giratoria 3 se redujo hasta estar en el intervalo de 1,0 a 10,0 m g s -1 o incluso más bajo. Con tal velocidad de deposición, se formaron fibras metálicas 2 en forma de microcintas en grandes cantidades de hasta el 90-95 % de la masa inicial de aleación fundida en el crisol. Se muestran imágenes ópticas de las fibras metálicas producidas 2 en las figuras 2a) a d) después de un temple rápido y la recogida, las fibras metálicas 2 forman una red entrelazada, en donde las fibras metálicas se deslizan fácilmente una contra la otra para que sea fácil aislar una sola fibra metálica de esta red.
Una masa inicial típica de fusión se encontraba en el intervalo de 5 a 12 g (pero se puede aumentar a 100 g). La distancia entre la boquilla 5 y la superficie de la rueda se estableció en el intervalo de 50 a 3000 pm, véase la figura 1b), que muestra una imagen fotográfica aislada de una película tomada a 40000 fps de la deposición de una aleación de AlggSh fundida en la rueda giratoria. La temperatura de la masa fundida se estableció en el intervalo de 50 a 300 °C por encima de la temperatura de fusión (son posibles temperaturas de procesamiento más altas). Las imágenes fotográficas mostradas en las figuras 2a) a d) y en las figuras 3a) y b) se tomaron de fibras metálicas producidas correspondientemente.
Estructura de las fibras metálicas:
Se produjeron fibras metálicas 2 en forma de microcintas de Co, Cu, Al, así como aleaciones de estos elementos con otros elementos tales como Co66Fe4Mo2B-i2Sh6, AlggSh (ninguna lista exhaustiva). Las fibras metálicas 2 fabricadas con Cu puro o la aleación AlggSh tenían una estructura policristalina de cristales con un tamaño máximo de hasta 8 pm, como lo demuestran los espectros de difracción de rayos X para las fibras metálicas de cobre 2 (figura 4a)) y para las fibras metálicas de aleación de AlggSh 2 (figura 4b)). Las fibras metálicas 2 fabricadas con la aleación de Co66Fe4Mo2B-i2Sh6 tenían la estructura típica del metal vítreo, es decir, estas fibras metálicas 2 eran fibras metálicas amorfas 2, como puede observarse en el espectro de difracción de rayos X de las fibras metálicas de aleación de Co66Fe4Mo2B-i2Sh62 representadas en la figura 4c).
Cuando se usan aleaciones de Cu y aleaciones de Al más complejas, además de ajustar los parámetros experimentales tales como la velocidad de rueda y la temperatura de fusión, es probable que las fibras metálicas 2 compuestas principalmente de Al o Cu puedan fabricarse con una estructura metálica nanocristalina o vítrea (como se observa para la aleación de Co Co66Fe4Mo2B-i2Sh6).
Dimensiones de las fibras metálicas:
Para la aleación de Co Co66Fe4Mo2B-i2Sh6 , las fibras metálicas 2 tenían las siguientes dimensiones típicas: una anchura de 2,0 a 25,0 pm, un grosor de 1,0 a 7,0 pm y una longitud de 2,0 a 100,0 mm (véanse las figuras 3a) y 3b)). Las distribuciones de grosor de la cinta eran distribuciones gaussianas estrechas con una desviación estándar tan pequeña como 0,4 pm, es decir, el 68 % (resp. g5 %) de las fibras metálicas 2 tenían un grosor dentro de un intervalo (centrado en el grosor medio) tan estrecho como 0,8 pm (resp. 1,6 pm). Con una velocidad de rueda de 25 m/s, el grosor medio de la cinta es de 5,80 pm (véase la figura 3b)). Cuando se duplica la velocidad de rueda, se reduce a 3,22 pm (véase la figura 3a)). Las distribuciones de anchura de fibra eran distribuciones gaussianas o normales logarítmicas. Con una velocidad de rueda de 25 m/s, la anchura media de la fibra es de 14,2 pm y la mediana de la anchura es de 13,2 pm, es decir, el 50 % de las fibras tienen una anchura inferior a 13,2 pm. Cuando se duplica la velocidad de rueda, la anchura media y la mediana de la anchura disminuyen a g,4 pm, es decir, el 50 % de las fibras tienen una anchura inferior a g,4 pm.
Para la aleación de Al AlggSh, el grosor medio y la mediana del grosor son 8,5 ± 0,1 pm, es decir, el 68 % (resp. g5 %) para las fibras, y las fibras 2 tenían un grosor entre 6,6 y 10,4 (resp. 4,8 y 12,2) pm. La anchura media fue de 3g,5 ± 1,0 pm y la mediana de la anchura fue de 35,0 ± 1,0 pm, es decir, el 50 % de las fibras tenían una anchura por debajo de 35,0 pm (figura 6a) a c)). Se muestran imágenes SEM para las fibras metálicas de aleación de AlggSh 2 en las figuras 5c) y 5d), respectivamente.
Las dimensiones de las fibras metálicas de cobre 2 eran similares a las de las fibras metálicas de aleación de Al (o menores). Se muestran imágenes SEM para las fibras metálicas de cobre 2 en las figuras 5a) y 5b). Estas imágenes SEM demuestran que la anchura de las fibras metálicas 2 permanece constante a lo largo de una longitud de al menos 1 mm (esto es cierto incluso para una longitud superior a 1 cm). Estas cintas tienen una estructura cristalina: la observación del lado superior, que era una interfase líquido-gas antes de la solidificación tras temple rápido, permite una visualización directa de los granos. Se estima que el tamaño máximo de los cristales se encuentra en el intervalo
de 5-8 |jm.
Las fibras metálicas 2 se usaron para producir redes 6 de fibras metálicas 2.
Producción de redes de fibras metálicas:
Antes de producir las redes 6 de fibras metálicas 2, se determinó usando calorimetría diferencial de barrido (DSC) que la aleación de Co Co66Fe4Mo2B12Si16 tiene una temperatura de cristalización de 560 °C y una temperatura de fusión de 1021 °C.
Ejemplo 1:
Se colocaron fibras metálicas amorfas 2 de Co66Fe4Mo2B12Si16 producidas por el proceso de hilatura por fusión descrito anteriormente entre dos discos 12 de óxido de aluminio con diámetros de 45 mm. La grapa de los discos 12 de óxido de aluminio que tenía un diámetro de 45 mm y las fibras metálicas 2 se colocaron a continuación en la prensa térmica 10 precalentada a 400 °C y las fibras 2 se prensaron a una presión predeterminada de 377 MPa durante un tiempo predeterminado de 30 minutos, para evitar los efectos de dilatación térmica debidos al calentamiento.
Ejemplo 2:
La red 6 del Ejemplo 2 se preparó idéntica a la red 6 del Ejemplo 1, excepto que la presión se redujo a 277 MPa. Se proporciona una imagen SEM de la red 6 del Ejemplo 2 en la figura 7, como se puede observar, las fibras metálicas 2 se sinterizan entre sí y forman una red estable 6. La imagen SEM muestra que, aparte de las caras de contacto con el disco de óxido de aluminio 12, se conservó la textura y apariencia de las fibras metálicas 2.
Ejemplo 3:
La red 6 del Ejemplo 3 se preparó idéntica a la red 6 del Ejemplo 1, excepto que en lugar de discos 12 de óxido de aluminio se usaron discos 12 de una aleación de alta temperatura Thermax con diámetros de 60 mm. La presión aplicada fue de 283 MPa.
Ejemplo 4:
La red 6 del Ejemplo 4 se preparó idéntica a la red 6 del Ejemplo 3, excepto que el tiempo se redujo a 20 minutos. Ejemplo 5:
La red 6 del Ejemplo 5 se preparó idéntica a la red 6 del Ejemplo 3, excepto que el tiempo se redujo a 10 minutos. Ejemplo 6:
La red 6 del Ejemplo 6 se preparó idéntica a la red 6 del Ejemplo 3, excepto que el tiempo se redujo a 5 minutos. Ejemplo 7:
La red 6 del Ejemplo 7 se preparó idéntica a la red 6 del Ejemplo 3, excepto que la temperatura se redujo a 300 °C. Ejemplo comparativo 1:
Para el ejemplo comparativo 1, se colocaron fibras metálicas amorfas 2 de Co66Fe4Mo2B-i2Sh6 en un horno y se calentaron durante 30 minutos a 600 °C sin aplicar presión externa. Las fibras cristalizaron pero no se sinterizaron entre sí.
Ejemplo comparativo 2:
La red del Ejemplo comparativo 2 se preparó idéntica a la red 6 del Ejemplo 1, excepto que la presión se redujo a 157 MPa.
La red se desintegró cuando se retiró de la prensa térmica 10, lo que indicó que las fibras metálicas 2 no estaban suficientemente sinterizadas entre sí.
Ejemplo comparativo 3:
La red del Ejemplo comparativo 3 se preparó idéntica a la red 6 del Ejemplo 3, excepto que la presión se redujo a 177 MPa.
Ejemplo comparativo 4:
La red del Ejemplo comparativo 4 se preparó idéntica a la red 6 del Ejemplo 4, excepto que la temperatura se redujo a 100 °C.
Ejemplo comparativo 5:
La red del Ejemplo comparativo 5 se preparó idéntica a la red 6 del Ejemplo 4, excepto que la temperatura se redujo a 200 °C.
La tabla 1 resume el tiempo, la presión y la temperatura usados para la preparación de las redes de los Ejemplos 1 a 7 y los Ejemplos comparativos 1 a 5.

En el Ejemplo comparativo 2, el tiempo y la temperatura fueron idénticos a los de los Ejemplos 1 y 2. Sin embargo, la red del Ejemplo comparativo 2 se desintegró cuando se retiró de la prensa 10. Esto indica que la presión no fue suficiente para sinterizar las fibras metálicas amorfas de aleación de Co66Fe4Mo2B-i2Sh6 2 para proporcionar una fijación de las fibras metálicas 2 entre sí. Se puede concluir que la presión es la fuerza motriz para la sinterización de las fibras metálicas 2. Dado que los materiales amorfos tienen una densidad menor que los materiales cristalinos, los átomos en la interfase se ponen en movimiento cuando se aplica presión. Esto hace que estos átomos hagan una transición a un estado energéticamente preferido en vista de la presión aplicada. Como resultado del movimiento de los átomos, las fibras metálicas 2 se sinterizan entre sí permanentemente.
Las redes 6 de fibras metálicas de los Ejemplos 3 a 5 no presentaron diferencias sustanciales. Al acortar el tiempo a solo 5 minutos en el Ejemplo 6, las fibras 2 no se fijaron entre sí con tanta fuerza como en los Ejemplos 3 a 5. Esto demuestra que el proceso de fijación de las fibras metálicas 2 de la aleación de Co66Fe4Mo2B-i2Sh6 entre sí tiene una cierta dependencia del tiempo, pero se termina en varios minutos.
Se puede observar que el proceso de sinterización de las fibras metálicas 2 entre sí tiene lugar aunque la temperatura a la que se someten las fibras metálicas 2 sea solo de aproximadamente el 40 % o el 30 %, respectivamente, de la temperatura de fusión de la aleación de Co66Fe4Mo2B-i2Sh6 , tal como se demuestra en los Ejemplos 4 y 7 en los que la temperatura era de 400 °C y 300 °C, respectivamente. Los Ejemplos comparativos 4 y 5 muestran que si la temperatura se reduce a 100 °C o 200 °C, respectivamente, el movimiento de los átomos es demasiado bajo para proporcionar una fijación de las fibras metálicas 2 entre sí mediante sinterización.
Ejemplo 8:
La red 6 del Ejemplo 8 se preparó idéntica a la red 6 del Ejemplo 3, sin embargo, la temperatura se estableció en 500 °C y el tiempo se estableció en 20 minutos. Además, en la red 6 del Ejemplo 8 se usaron más fibras 2 para obtener una red 6 con un grosor de 0,7 mm. Después de 20 minutos a una temperatura de 500 °C a una presión de 283 MPa, la red 6 del ejemplo 8 se sinterizó por completo, es decir, la estabilidad de la red 6 era comparable a la del Ejemplo 3. En la figura 8 se muestra una imagen de la red 6 del Ejemplo 8 antes de la deformación, y en la Figura 9 se muestra una imagen de la red 6 del Ejemplo 8 en estado deformado. Por consiguiente, se puede reconocer a partir de la figura 9 que, incluso cuando la red 6 está muy deformada, las fibras metálicas 2 no se separan de la red 6. Esto indica la formación de una red 6 muy estable que no se daña fácilmente por la deformación.
Ejemplo 9:
La red 6 del Ejemplo 9 se preparó idéntica a la red 6 del Ejemplo 3, sin embargo, en lugar de fibras metálicas amorfas 2 de Co66Fe4Mo2B-i2Si16, se usaron fibras policristalinas 2 de cobre (Cu) como se ha descrito anteriormente, el tiempo se estableció en 5 minutos, la presión se estableció en 177 MPa y la temperatura se estableció en 300 °C.
Ejemplo 10:
La red 6 del Ejemplo 10 se preparó idéntica a la red 6 del Ejemplo 9, sin embargo, el tiempo se estableció en 5 minutos. Ejemplo comparativo 6:
La red 6 del Ejemplo comparativo 6 se preparó idéntica a la red del Ejemplo 9, sin embargo, el tiempo se estableció en 30 minutos y la temperatura se estableció en 500 °C.
La tabla 2 resume el tiempo, la presión y la temperatura usados para la preparación de las redes de los Ejemplos 9 y 10 y para el Ejemplo comparativo 6.
Tabla 2
Parámetro Ejemplo 9 Ejemplo 10 Ejemplo comp. 6 tiempo (min) 5 3 30
presión (MPa) 177 177 177
temperatura (°C) 300 300 500
propiedades de la red:
estabilidad de la red
propiedades de la red:
porosidad --En el Ejemplo comparativo 6, las fibras metálicas no se pudieron reconocer en el producto sinterizado y el producto
obtenido fue una lámina de cobre. Si se coloca una fuente de luz detrás de la lámina de cobre, podría reconocerse cierta falta de homogeneidad. Las redes 6 de los Ejemplos 9 y 10 tienen un grosor de 0,15 mm hasta 0,25 mm.
Para producir la red 6 del Ejemplo 9, el tiempo y la temperatura se redujeron a 5 minutos y 300 °C mientras que la presión fue idéntica a la aplicada en el Ejemplo comparativo 6. Fue posible reconocer en el producto resultante las fibras metálicas 2 y se pudo observar una estructura porosa, es decir, los huecos 9, al menos en algunas áreas. En consecuencia, para producir la red 6 del Ejemplo 10, el tiempo se redujo aún más a 3 minutos, mientras que el tiempo y la presión se mantuvieron en los mismos valores que en el Ejemplo 9. Se encontró que la estructura porosa, es decir, los huecos 9, estaba presente sustancialmente de forma homogénea en toda la muestra.
Se muestran imágenes de las redes 6 de los Ejemplos 9 y 10 en las figuras 10 y 11, respectivamente. Puede observarse en la figura 10 que la red 6 del Ejemplo 9 tiene algunas áreas en las que se reduce la porosidad. Particularmente, cerca de los bordes de la red 6 del Ejemplo 9 se pueden observar muchos poros. Al reducir el tiempo de 5 a 3 minutos, se aumentó la porosidad, como se puede observar en la imagen de la red 6 del Ejemplo 10 proporcionada en la figura 11.
Las imágenes SEM de la red 6 del Ejemplo 10 se muestran en las figuras 12 y 13. Las imágenes SEM muestran la estructura porosa de la red 6 y que las fibras metálicas 2 están sinterizadas entre sí. Las rayas que se pueden observar en las figuras 12 y 13 se producen por la superficie de los discos 12 de la aleación de alta temperatura Thermax usada para prensar las fibras metálicas 2. Las rayas en los discos de la aleación de alta temperatura Thermax son el resultado de cortar la aleación de alta temperatura Thermax.
Sin quedar ligado a teoría alguna, se supone que las fibras metálicas de cobre 2 muestran una capacidad mejorada para sinterizarse como resultado de la alta energía que se almacena como resultado de las rápidas velocidades de enfriamiento resultantes del proceso de hilatura por fusión usado para preparar las fibras. El proceso de hilatura por fusión proporciona velocidades de enfriamiento de hasta 106 K min-1, lo que congela el movimiento de los átomos de un sistema antes de que puedan organizarse en estados energéticamente favorecidos. Por supuesto, también podrían desempeñar un papel los efectos específicos del cobre relacionados con la difusión atómica.
Es posible doblar las redes 6 de los Ejemplos descritos anteriormente sin deformarlas permanentemente. Si estas redes 6 están plegadas, es posible dotarlas de una nueva forma estable.
Se realizaron experimentos adicionales usando fibras metálicas de la aleación de Cu Cug2Sn8. Las fibras metálicas de la aleación de Cu Cu92Sn8 se prepararon de manera análoga a las demás fibras metálicas descritas anteriormente. Las fibras metálicas de la aleación de Cu Cu92Sn8 se dispersaron en 200 ml de agua desmineralizada que contenía 50 mg de SDS (dodecilsulfato de sodio) y se secaron después de la filtración al vacío. En las redes entrelazadas de fibras metálicas obtenidas de este modo, las fibras metálicas se distribuyen homogéneamente pero no están orientadas.
Ejemplo 11:
Se colocaron fibras metálicas policristalino 2 de Cu92Sn8 producidas por el proceso de hilatura por fusión descrito anteriormente y tratadas con una solución acuosa de SDS, como también se ha descrito anteriormente, entre dos discos 12 de aleación thermax con diámetros de 60 mm. La grapa de los discos 12 de aleación thermax con un diámetro de 60 mm y las fibras metálicas 2 se colocaron a continuación en la prensa térmica 10 precalentada a 300 °C y las fibras 2 se prensaron a una presión predeterminada de 78 MPa durante un tiempo predeterminado de 3 minutos, para evitar los efectos de dilatación térmica debidos al calentamiento. De esta forma se obtuvo una red estable 6 de fibras metálicas de Cu92Sn8 con una estabilidad a la deformación similar a la de las redes 6 de los Ejemplos 1 a 10 descritos anteriormente. La red 6 del Ejemplo 11 tiene un grosor en el intervalo de 0,15 mm hasta 0,25 mm. Se muestra una imagen fotográfica de la red 6 de fibras metálicas de Cu92Sn8 en la figura 14a). Se muestran imágenes SEM de la red de fibras metálicas de Cu92Sn8 en la figura 14b) y la figura 14c).
Ejemplo comparativo 7:
La red 6 del Ejemplo comparativo 7 se preparó idéntica a la red 6 del Ejemplo 11, sin embargo, la temperatura se mantuvo a temperatura ambiente, es decir, aproximadamente a 20 °C. Las fibras metálicas no se sinterizaron entre sí y solo se observó una débil estabilidad mecánica. La estabilidad mecánica es el resultado de la deformación de las fibras metálicas debido a la presión aplicada, pero no como resultado de la sinterización de las fibras metálicas.
Ejemplo comparativo 8:
La red 6 del Ejemplo comparativo 8 se preparó idéntica a la red 6 del Ejemplo 11, sin embargo, solo se aplicó una presión débil de aproximadamente 2 kPa. No se obtuvo fijación entre las fibras metálicas entre sí.
Se demuestra mediante el Ejemplo 11 y los Ejemplos comparativos 7 y 8 que se requiere la combinación de presión y temperatura para sinterizar las fibras metálicas entre sí de modo que las fibras metálicas 2 se fijen entre sí. Sin quedar
ligado a teoría alguna, es probable que, debido a la presión, las fibras metálicas 2 entren en estrecho contacto entre sí y se formen caras de contacto coincidentes entre las fibras metálicas 2 debido a la deformación mecánica. El aumento de la temperatura promueve el movimiento de los átomos en la dirección de la presión y, por lo tanto, da como resultado una sinterización de las fibras metálicas 2 de manera que las fibras metálicas 2 se fijan entre sí.
Ejemplo 12
Preparación de un vellón por cardado
El cardado es un proceso mecánico que desenreda, limpia y entremezcla las fibras 2 para producir un vellón continuo 26. En la figura 24 se muestra un esquema de una máquina de cardado 24. El vellón continuo 26 se obtiene pasando las fibras 3 entre superficies que se mueven diferencialmente, por ejemplo, tambores giratorios 28, cubiertos con guarnición de cardado 30. La tela de cardado 30 rompe mechones y cúmulos desorganizados de fibra 2 y a continuación alinea las fibras individuales 2 para que queden paralelas entre sí. Si bien el cardado es bien conocido para la lana, no se ha usado para organizar fibras metálicas 2 para formar un vellón 26.
La figura 25 muestra ejemplos de vellón después del cardado. En este caso, las fibras de latón de 10 cm de largo, 30 |jm de anchura y 2 jm de grosor preparadas por hilatura por fusión se desenredan mediante un dispositivo de cardado. Se forman dos capas que se apilan una encima de la otra. También se puede apilar entre capas de algodón para formar un vellón o tejido híbrido de algodón/metálico. Además, las combinaciones de mallas de fibras de algodón y metálicas se pueden desenredar en una sola etapa de cardado y formar un vellón híbrido de fibra de algodón/metálica.
La figura 25 muestra imágenes fotográficas de un proceso de fabricación de acuerdo con la presente invención. Al principio, las fibras metálicas se desenredaron con un dispositivo de cardado, como se muestra en la imagen superior izquierda de la figura 25. Los números de referencia no se muestran en la figura 25 para una mejor visión general. A continuación, la capa 1 y la capa 2 de fibras orientadas de manera diferente, como se muestra en las dos fotografías centrales en la línea superior de la figura 25, se apilaron una encima de la otra para proporcionar un vellón bicapa, como se muestra en la imagen superior derecha de la figura 25. Como material mediador, un vellón de algodón, tal como el que se muestra en la imagen inferior derecha de la figura 25, se puede integrar en las fibras metálicas para proporcionar un vellón estratificado, cuyo lado superior e inferior se muestran en la imagen inferior izquierda y en la imagen inferior central en la figura 25.
Ejemplo 13:
Se aplicó soldadura por ultrasonidos para fijar mecánicamente todas las fibras 2 en una red metálica 6 o solo las fibras 2 en diferentes sitios. En principio, es posible la soldadura por ultrasonidos longitudinal y vertical. Están disponibles comercialmente las máquinas respectivas. El ultrasonido vertical es la técnica preferida. En este caso, un martillo se mueve hacia arriba y hacia abajo a altas frecuencias. En principio, esto también es posible martillando un objeto adecuado sobre el vellón hecho de fibras metálicas 2. En la figura 26 se muestra un ejemplo de un vellón a base de cobre. En la figura 26 no se muestran números de referencia para una mejor visión general. La parte izquierda de la figura 26 muestra una imagen fotográfica de una red 6 de fibras metálicas 2 de acuerdo con la presente invención. La parte de forma cuadrada claramente visible en el centro de la imagen fotográfica del lado izquierdo es un área en la que las fibras metálicas 2 se fijan entre sí mediante soldadura por ultrasonidos, como se ha descrito anteriormente. Las imágenes numeradas del 1 al 3 en la figura 26 son vistas ampliadas de las secciones indicadas en la imagen fotográfica en el lado izquierdo de la figura 26 por los recuadros y números correspondientes. La imagen debajo de la vista ampliada número 1 es otra vista ampliada correspondiente al recuadro indicado en la vista ampliada número 1 y muestra la fijación de las fibras metálicas 2 entre sí debido a la soldadura por ultrasonidos aplicada.
Preparación de electrodos y baterías de iones de litio:
Electrodo de la invención:
Se cortaron discos circulares que tenían un diámetro de 6 mm de la red 6 del Ejemplo 10 y se infiltraron con una dispersión de SnO al 80 %, negro de carbón al 10 % y aglutinante al 10 %. En este electrodo de la invención, la red 6 de fibras metálicas sinterizadas 2 de cobre actúa como colector de corriente 14.
Electrodo no perteneciente a la invención:
Se recubrió una hoja de cobre con una dispersión de SnO al 80 %, negro de carbón al 10 % y aglutinante al 10 % para obtener una lámina de cobre que tenía una capa recubierta de material activo en su superficie. El grosor de la capa de recubrimiento se ajustó a 50 jm usando colada en cinta. La lámina de cobre actúa como colector de corriente 14.
Se usaron los siguientes materiales para preparar la dispersión:
SnO: óxido de estaño (II), 99,9 % en peso, trazas de base metálica (AlfaAesar (Art. N.° 11569))
Negro de carbón: (Nanopolvo de carbono <100 nm, Sigma Aldrich, Código P: 633100-25)
Aglutinante: Fluoruro de polivinilideno (PVDF) (AlfaAesar (Art. N.° 44080))
Baterías:
Se ensambló una semicelda 13a, como se muestra esquemáticamente en la figura 16a), que incluía los electrodos 14 y 15, el separador 17 y la lámina de litio 16. En esta semicelda 13a se usó el electrodo descrito anteriormente como electrodo de la invención, es decir, la red 6 del Ejemplo 10 que está recubierta con un material de electrodo activo 15.
Como referencia, se ensambló una semicelda 13b adicional, como se muestra esquemáticamente en la figura 16b). En esta semicelda 13b, se usó el electrodo descrito anteriormente como electrodo no perteneciente a la invención, es decir, una lámina de cobre recubierta con material de electrodo activo de 50 pm como se ha descrito anteriormente.
Si la cantidad de material de electrodo activo 15 aumenta en la semicelda de referencia 13b, es decir, una capa de más de 50 pm se moldea con cinta, la capacidad cae, ya que los electrones tienen que pasar a través de una capa más gruesa de material de electrodo activo. Se encontró que al usar el ensamblaje que se muestra en 13a, la cantidad de material de electrodo activo podría aumentarse incorporándolo a una red conductora por un factor de 60 en comparación con el ensamblaje estándar que se muestra en 13b. Además, fue posible obtener una distribución de carga homogénea en todo el electrodo mediante el uso de una red de fibras metálicas y además fue posible aumentar significativamente la capacidad por unidad de masa.
En la figura 17 se proporciona una comparación de la capacidad de estas dos semiceldas 13a, 13b. Como se puede observar, la capacidad de la semicelda 13a (de acuerdo con la invención) aumenta en casi un 50 % en comparación con la semicelda de referencia 13b.
Las mediciones de capacidad se realizaron usando un sistema de medición electroquímica Metrohm M204 ejecutado con el software NOVA Battery 1.0. La celda se ensambló en una celda tipo Swagelok™, usando una lámina de litio (Sigma Aldrich (99,8 % en peso) como contraelectrodo, polímero de separación vliep (Sigma Aldrich, filtros de microfibra de vidrio Whatman®, Calidad 934-AH®) como separador y L iC Ó 1 M (Sigma Aldrich) disuelto en 1:1 de EC/DMC (carbonato de etilo/carbonato de dimetilo (ALFA AESAR)) como electrolito.
Para medir la capacidad de la semicelda, se aplicó una corriente constante de 100 mAh/g, normalizada con respecto a la cantidad de material activo usado para el electrodo respectivo. El potencial se midió simultáneamente y como puntos de vórtice para el potencial se midieron 0,0125 V (punto de vórtice inferior) y 2,2 V (punto de vórtice superior). El conjunto resultante de puntos de datos incluye valores para el potencial en cualquier momento dado. Dado que se suministra una corriente constante, la capacidad se puede calcular a continuación multiplicando el tiempo entre el punto de vórtice inferior (completamente descargado) y superior (completamente cargado) con la corriente aplicada.
Además de las semiceldas 13a mencionadas anteriormente, se prepararon y se ensamblaron electrodos adicionales junto con un contraelectrodo, un separador y un electrolito, y se analizaron. Los detalles son los siguientes:
Las fibras de la aleación de cobre Cug6Si4 se dispersaron, se filtraron al vacío y posteriormente se prensaron entre dos aleaciones Thermax de 60 mm de diámetro con una presión de 300 kN a 300 °C durante 3 min. A partir de la red sinterizada resultante (estable mecánicamente) se troqueló un disco circular de 10 mm de diámetro y se infiltró con una dispersión de grafito al 90 % y aglutinante al 10 %. En este caso, la red de aleación de cobre actúa como colector de corriente. Como referencia, se recubrió una lámina de cobre con una capa de 50 pm de la misma dispersión usando una rasqueta.
El grafito y el aglutinante usados fueron los siguientes:
Grafito: polvo, <20 pm, sintético (SigmaAldrich (Art. N.° 282863))
Aglutinante: Fluoruro de polivinilideno (PVDF) (AlfaAesar (Art. N.° 44080))
Las mediciones de capacidad se realizaron usando un sistema de medición electroquímica Metrohm M204 ejecutado con el software NOVA Battery 1.0. La celda se ensambló en una celda tipo Swagelok™, usando una lámina de litio (Sigma Aldrich (99,8 % en peso) como contraelectrodo, fibra de vidrio (Sigma Aldrich, filtros de microfibra de vidrio Whatman®, Calidad 934-a H®) como separador y EC:DMC (LiPF6 1 m ) como electrolito (EC: carbonato de etileno; DMC: carbonato de dimetilo).
Para medir la capacidad de la semicelda, se aplicó una corriente constante de 382 mA/g, normalizada con respecto a la cantidad de material activo usado para el electrodo respectivo. El potencial se midió simultáneamente y como puntos de vórtice para el potencial se midieron 0,0125 V (punto de vórtice inferior) y 2,2 V (punto de vórtice superior). El conjunto resultante de puntos de datos incluye valores para el potencial en cualquier momento dado. Dado que se suministra una corriente constante, la capacidad se puede calcular a continuación multiplicando el tiempo entre el punto de vórtice inferior (completamente descargado) y superior (completamente cargado) con la corriente aplicada.
Para la celda de referencia con electrodo de referencia, se apreció una disminución del 76 % de la capacidad (de 1183 mAh/m2 a 289 mAh/m2) después de 50 ciclos. Para la celda con electrodo de red de la invención, se apreció una disminución de solamente el 9 % de la capacidad (de 1492 mAh/m2 a 1381 mAh/m2). Esto demuestra que el electrodo de red de la invención es más estable electroquímicamente que el electrodo de referencia común con una capacidad casi constante durante 50 ciclos mientras se usa el mismo material activo. Esto está relacionado con la red tridimensional del electrodo de la invención, que soporta la distribución efectiva de la tensión formada dentro del material activo debido al hinchamiento durante la intercalación de iones. Tras la intercalación de iones de litio, el material activo se hincha (hasta un 8 % en volumen para el grafito), lo que conduce a una disminución de la capacidad durante el ciclado en la celda de referencia.
Además, estos resultados indican que la conductividad electrónica es mejorada por la red de fibras metálicas de la invención usada como colector de corriente. La red mejora la conductividad del electrodo al acortar la trayectoria de conducción de electrones en comparación con el electrodo de referencia en donde el gradiente de conductividad está presente a través del electrodo. Por lo tanto, para el caso del electrodo de la invención, fue posible cargar y descargar la semicelda 50 veces en 6 horas en comparación con el electrodo de referencia, que se cargó 50 veces en 16 horas. Además, como se ha mencionado anteriormente, se podría conservar la capacidad del electrodo de red de la invención (1492 mAh/m2 ^ 1381 mAh/m2), lo que no fue el caso del electrodo de referencia (1183 mAh/m2 ^ 289 mAh/m2).
Las figuras 18 y 19 presentan gráficos de perfiles de descarga de carga de la celda de referencia y la celda de red de la invención, respectivamente. Las figuras 20a) y 20b) presentan el primer y último ciclo de una misma medición. Las figuras 21a) a 21c) presentan los perfiles de descarga de carga con un tiempo normalizado con respecto a la corriente para una mejor visualización de los cambios durante la ciclación. La figura 22 presenta la capacidad a lo largo de los ciclos.
Para todos los cálculos, se excluyó el primer ciclo de cada medición.
La figura 23a) presenta una imagen SEM de sección transversal del electrodo de red de la invención, que visualiza escamas de grafito entre las fibras de cobre. Se muestra el mismo punto investigado por mapeo EDX (EDAX modelo ZEISS Ultra 55, 132-10) en las figuras 23b) y 23c).
Microestructura de las fibras metálicas:
Para investigar la influencia de la microestructura de las fibras metálicas en la red de fibras metálicas, se produjeron fibras de CuSi4, Al99Si1, Cu92Sn8, Co66Fe4Mo2B-i2Sh6 y FeNiB usando el método descrito anteriormente. Las aleaciones enumeradas en la Tabla 3 se pretrataron térmicamente con los parámetros también enumerados en la Tabla 3 con el fin de reducir la energía de defecto almacenada, pero sin provocar un cambio en la estructura del grano causado por la recristalización. Las fibras amorfas/nanocristalinas también se trataron térmicamente por encima de la temperatura de cristalización para investigar la diferencia en el estado microestructural.
Tabla 3

Se fundieron dos veces partes de las fibras en cada estado (antes del pretratamiento térmico, después del pretratamiento térmico y después de la cristalización) con Netzsch STA 449 F3 en una atmósfera de argón. El pretratamiento térmico se realizó usando los parámetros descritos en la Tabla 3 usando también Netzsch STA 449 F3. Todas las muestras se calentaron a una velocidad constante de calentamiento y enfriamiento de 10 K/min de 30 °C a 1200 °C o 900 °C, respectivamente, en el caso de AlggSi-i, y a continuación se enfriaron de nuevo a 30 °C. A continuación, las muestras se calentaron a 1200 °C o 900 °C, respectivamente. La temperatura se mantuvo a 30 °C durante 1 h entre las etapas de fusión individuales o, cuando correspondía, entre el tratamiento térmico y la fusión. Al restar el segundo del primer ciclo de calentamiento, la medición podría ajustarse para que solo se midiera la cantidad de energía pura de las fibras. La diferencia de las integrales de área entre las medidas con y sin pretratamiento térmico corresponde a la energía de defecto o energía de cristalización almacenadas. La cantidad de energía almacenada se muestra en la Tabla 4 como energía defectuosa y energía de cristalización. No se pudo determinar energía para CuSi4 porque durante el pretratamiento térmico las fibras se transfirieron a una fase termodinámicamente estable con una estructura bifásica. Debido a la estructura bifásica resultante, no es posible una medición correcta de la energía de
defecto almacenada.
Tabla 4
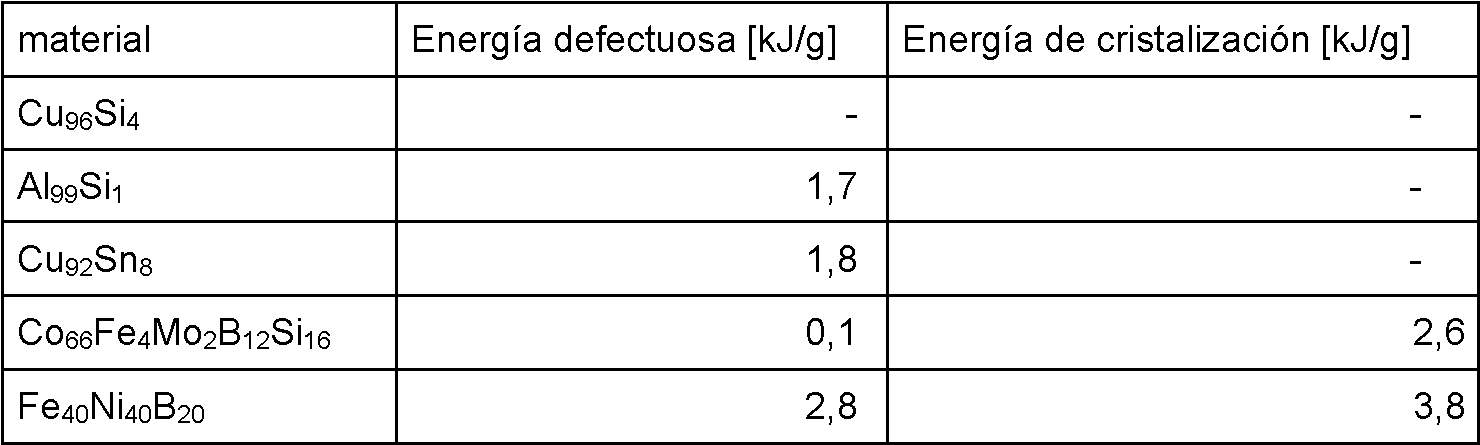
Se puede observar a partir de los resultados de la tabla 4 que las fibras metálicas obtenidas por hilatura por fusión, como se ha descrito anteriormente, tienen una cantidad significativa de energía almacenada en forma de energía defectuosa y/o energía de cristalización, es decir, estas fibras no están en su equilibrio termodinámico. Aunque no se indican valores para la aleación Cug6Si4 , se observa que también las fibras metálicas de esta aleación tienen una cantidad significativa de energía defectuosa; sin embargo, no es posible realizar una cuantificación significativa de la misma, ya que el material se transfiere a un estado de equilibrio termodinámico cuando se somete a las condiciones de pretratamiento térmico especificadas en la tabla 3. La cantidad combinada de energía defectuosa y energía de cristalización para Cug6Si4 se estima en aproximadamente 2,3 kJ/g.
A continuación, las fibras se pesaron frente a los valores proporcionados en la Tabla 5 y se tendieron en húmedo para formar estructuras no tejidas uniformes de las mismas. A continuación, estos se sinterizaron usando sinterización a baja temperatura inducida por presión como se ha descrito anteriormente para el Ejemplo 1 con los parámetros también enumerados en la Tabla 5. Antes de la sinterización, la conductividad eléctrica de las estructuras no tejidas de las fibras de aleación de cobre y aluminio se determinó por medio de una medición de 4 puntos y una medición de impedancia. Estas mediciones se repitieron después de la sinterización. Los valores medidos antes y después de la sinterización se enumeran en la Tabla 6.
T l : P ini i l r m r in riz i n r i n.

Tabla 6: Conductividades eléctricas.

Se puede observar claramente que la conductividad de las muestras sinterizadas es muchas veces mayor que la de las muestras no sinterizadas. Cabe mencionar que la distancia entre los contactos que se usó para medir la conductividad del material fue de solo 5 mm en el caso de las fibras sueltas (antes de la sinterización). El aumento de la distancia entre estos contactos aumentó la resistencia a más de 100 veces. Esto es resultado de las fibras no sinterizadas que no forman una conductividad estable entre las fibras. Por el contrario, al aumentar la distancia entre contactos en el caso de redes sinterizadas, la conductividad apenas dependía de la distancia. Esto se debe a la alta conductividad entre las fibras debido a la sinterización.
Para investigar la estabilidad mecánica de las muestras, se cortaron tiras de 10 mm de ancho de cada una de las muestras y se examinaron mediante un ensayo de tracción a una velocidad de tracción de 0,01 mm/s. Los resultados de las medidas de tracción se presentan en la Tabla 7. Se eligió el mismo número de fibras por sección transversal
para la estandarización de las muestras, ya que todas las muestras estaban hechas de fibras homogéneas de la misma producción con el mismo peso base. Por consiguiente, una muestra de una red de fibras metálicas con las fibras sometidas a pretratamiento térmico como se describe en la tabla 3 tenía la misma densidad de fibras en comparación con una muestra de una red de fibras metálicas sin someter las fibras a dicho pretratamiento térmico.
Tabla 7: Estabilidad mecánica de redes de fibras sinterizadas

Puede observarse claramente que mediante el tratamiento térmico de las muestras y la degradación asociada de defectos almacenados, las propiedades mecánicas de las redes sinterizadas se ven influenciadas negativamente. En otras palabras, usando fibras metálicas con estructuras que no están en equilibrio termodinámico se mejora la resistencia de la red sinterizada resultante. Esto se vuelve particularmente claro con las muestras de Co66Fe4Mo2B12Si16 sometidas a pretratamiento térmico. Las muestras de Co66Fe4Mo2B12Si16 pretratadas térmicamente no pudieron sinterizarse en absoluto, a diferencia de las no tratadas. Las muestras cristalizadas de las aleaciones amorfas/nanocristalinas Co66Fe4Mo2B12Si16 y Fe40Ni40B20 no pudieron sinterizarse en absoluto; muestras en donde se hibridaron antes del proceso de sinterización. Se desintegraron durante el prensado en finas partículas de fibra sin ninguna cohesión mecánica.
Se puede resumir que solo las fibras producidas por hilatura por fusión pueden unirse mecánicamente entre sí a través de sinterización a baja temperatura inducida por presión en caso de que las muestras no se hibriden antes de la sinterización. Los resultados presentados aquí muestran cuán grande es la influencia de la energía de defecto introducida por el proceso de fabricación en el grado de sinterización y, por lo tanto, en las propiedades mecánicas y eléctricas de las rejillas tridimensionales. Para el uso de mallas tridimensionales como colectores de corriente, es esencial que las fibras estén firmemente conectadas entre sí para garantizar una conductividad eléctrica constante en todo el electrodo de la batería. No obstante, se requiere que la estructura de las fibras se mantenga durante la sinterización, es decir, las fibras no se presionan hasta formar una lámina metálica sin poros abiertos.
En lo sucesivo, la presente invención se describe adicionalmente con respecto a un proceso de producción de una batería. La producción de baterías consiste en 7 etapas de proceso:
1. Producción de fibras metálicas (etapa 1 en la figura 27)
2. Cardado de mallas de fibra para colocar el vellón de fibras (etapa 2, b1, en la figura 27); como alternativa, depositando fibras por dispersión líquida o flujo de aire (etapa 2, b2, en la figura 27).
3. Sinterización de fibras metálicas para la formación de un electrodo de malla de fibras metálicas (etapa 3 en la figura 27); en una prensa térmica (c1, c2), mediante soldadura por ultrasonidos (c3) o martillado (c4).
4. Formación de ánodo y cátodo cargando la malla de fibras metálicas con material activo de electrodo (etapa 4 en la figura 27)
5. Calandrado de electrodos (etapa 5 en la figura 27)
6. Soldadura por ultrasonidos del cable conductor en el electrodo como conector (etapa 6 en la figura 27) 7. Ensamblaje de la batería (etapa 7 en la figura 27)
En la figura 27 se proporciona una representación esquemática de estas etapas de proceso, en donde la etapa 1 muestra la producción de fibras metálicas, la etapa 2 muestra la disposición de mallas de fibras para la colocación del vellón de fibras, la etapa 3 muestra diferentes métodos de sinterización de fibras metálicas para la formación de una red de fibras metálicas mecánicamente estable. La sinterización se puede realizar mediante sinterización a baja temperatura inducida por presión (parte c1) o por sinterización térmica (parte c2), soldadura por ultrasonidos (parte c3) o martillado (parte c4). En la parte d, el ánodo y el cátodo se forman cargando la red de fibras metálicas con material activo (etapa 4). Los electrodos se densifican en la parte e mediante calandrado (etapa 5). Como etapa posterior, se fija una lámina conductora a la red de fibras metálicas en la etapa 6. El ensamblaje de la batería se muestra en la etapa 7 de la figura 27. Estas etapas de proceso también se describen a continuación.
Etapa 1. Producción de fibras metálicas
Las fibras metálicas se producen mediante hilatura por fusión. Se pueden usar dos tecnologías principales diferentes de hilatura por fusión para producir fibras metálicas: a) hiladora por fusión vertical, b) hiladora por fusión horizontal; la hiladora por fusión vertical tiene limitaciones técnicas que hacen que el producto sea más costoso y menos eficiente en comparación con la producción que usa una hiladora por fusión horizontal. Por lo tanto, en la presente invención se usa preferentemente la hiladora por fusión horizontal.
Etapa 2. Colocación del vellón de fibras
Las fibras metálicas se tratan de forma similar al algodón para los textiles, razón por la cual la malla resultante puede denominarse textil metálico. En primer lugar, la "lana" metálica se desenreda y las fibras se alinean mediante cardado, tal como se muestra esquemáticamente en la figura 24. Esta etapa requiere microfibras de una longitud considerable. Mediante el uso la hilatura por fusión como se describe en el presente documento, es posible producir fibras que tengan una longitud de varios centímetros; no es necesaria ni es posible ninguna etapa de dispersión líquida debido a la longitud sustancial de las fibras. Este proceso produce una malla de fibras tridimensional para su posterior procesamiento. En la etapa 2, b1, las fibras se cardan mediante un peine de cardado, como se conoce en la técnica del tratamiento del algodón, para obtener una estructura de red de fibras homogénea y dichas capas ordenadas se apilan encima de cada una. Para ello, las fibras tienen preferentemente una longitud de 5-18 cm y no tienen conexiones entre ellas antes del cardado. En esta etapa no es necesaria una etapa de dispersión líquida. Es posible evitar dispersiones líquidas debido a la larga extensión de las fibras.
Como alternativa, las mallas de fibras no ordenadas se producen por deposición de dispersiones líquidas o de flujo de aire (etapa 2, b2).
Etapa 3. Sinterización de fibras metálicas para la formación de mallas de fibras metálicas tridimensionales
La estructura de red de fibras uniforme se puede sinterizar entre dos placas de calentamiento (distancia ajustable entre 0,2-1 mm, aquí 0,5 mm; AlggSh a 650 °C durante 1,5 h; Cug6Si4 a 950 °C durante 2 h), tal como se muestra esquemáticamente en la etapa 3, c2 de la figura 27.
Esto conduce a fuertes conexiones mecánicas entre las fibras en sus puntos de cruce. La conductividad eléctrica aumenta sustancialmente una vez que las fibras metálicas se conectan mecánicamente y se sinterizan.
Como alternativa, la red de fibras metálicas tridimensional se sinteriza a presión entre 2 placas térmicas. Para ello, las fibras se colocan sobre dos placas térmicas pulidas y se prensan durante 1 min con una presión de 10 GPa a 150 °C para AlggSh y 300 °C para Cug6Si4 en una prensa uniaxial precalentada, tal como se muestra esquemáticamente en la etapa 3, c1 de la figura 27. Después de esto, la red de fibras tridimensional mecánicamente estable se puede separar fácilmente del sustrato.
Como alternativa, las fibras metálicas se fijan localmente mediante soldadura por ultrasonidos (figura 27, etapa 3, c3) o martillado (figura 27, etapa 3, c4).
Etapa 4. Formación del ánodo y el cátodo mediante la carga de la malla de fibras metálicas tridimensional con material activo de electrodo
El material activo usado en los ejemplos está disponible comercialmente en Custom Cells como una suspensión. Se usó grafito para el lado del ánodo y NMC_111 para el lado del cátodo.
A continuación, utilizando un proceso de cuchilla rascadora estándar (de rasqueta; Rakelprozess), la red de fibras metálicas tridimensional se cargó con una suspensión de material activo, tal como se ilustra en la figura 27, etapa 4, d. Se colocó una lámina de PMMA siliconada sobre la placa, humedecida antes con etanol/acetona. Después de aplanar la lámina, la red de fibras sinterizadas se colocó sobre la lámina. A continuación, la suspensión bastante líquida de material activo se coló por goteo sobre la malla de fibras metálicas tridimensional. La estructura de malla de fibras metálicas tridimensional ofrece fuerzas capilares que empujaron la suspensión hacia la red y lo cubrieron de manera homogénea. La suspensión más viscosa se vertió sobre la red y se usó la rasqueta de separación para eliminar la suspensión residual (0,650 mm de altura). Posteriormente, las muestras se secaron (ánodo a TA y cátodo a 30 °C).
La red de fibras metálicas tridimensional se formó sin estar en contacto con el material activo, es decir, los materiales activos se aplicaron sobre las redes de fibras metálicas después de completarse la sinterización de estas redes.
Laminación/procesamiento posterior de los electrodos
Etapa 5. Calandrado de electrodos
Después de secar los electrodos, se laminaron usando un espacio de 0,2 mm y un proceso de calandrado limitado por peso de 40 kg por rodillo. También se realizaron experimentos adicionales con los siguientes parámetros:
- 0,4 mm de espacio, 40 kg
- ningún espacio, 40 kg
- ningún espacio, 120 kg
- ningún espacio, 112 kg, 160 °C
Se ilustra una ilustración esquemática de tal proceso de calandrado en la figura 27, etapa 5, e.
Etapa 6. Soldadura por ultrasonidos de lámina conductora en electrodo
Finalmente, se unió una lámina de Ni al lado de un electrodo mediante soldadura por ultrasonidos. Estas láminas de Ni eran los electrodos de contacto de la batería. La soldadura por ultrasonidos de los electrodos de contacto a la red 6 se ilustra esquemáticamente en la figura 27, etapa 6, f.
Etapa 7. Ensamblaje de la batería
El empaquetado de las redes de fibras metálicas tridimensionales comenzó con el troquelado de los electrodos cargados con material activo en la dimensión/geometría deseada. Las muestras se colocaron en una prensa uniaxial y se troquelaron en la forma deseada. Posteriormente, las muestras se pegaron con aglutinante de PVDF en acetona sobre las respectivas caras de un separador (PP/PE estirado), previamente troquelado con traslape de 1-2 mm para evitar cortocircuitos internos de los electrodos. A continuación, se colocaron en la bolsa laminada y se secaron a 110 °C durante 48 h en un horno. Después de 48 h, las muestras se transfirieron a una caja de guantes, se llenaron con electrolito (EC/DMC, LIPF61 M) y se sellaron para asegurar un envasado hermético. Después de humedecer la muestra durante 3 h, se eliminó el exceso de electrolito con una jeringa y una bomba de vacío con un filtro de líquido y se volvió a sellar herméticamente directamente debajo del electrodo.
Resultados:
La batería de acuerdo con la invención que se obtuvo mediante el proceso descrito anteriormente se comparó con una batería comparativa que no contenía la red de fibras metálicas como colector de corriente sino una lámina plana. Los resultados se proporcionan a continuación en las tablas 8 y 9.
T l : v l r i r vim ri n i n r í r vim ri

Tabla 9: valores de capacidad volumétrica densidad de ener ía volumétrica

En las tablas 8 y 9 anteriores, el índice c usado para determinar los valores de las capacidades gravimétricas y volumétricas y las densidades de energía se indican como 0.1C, 0.5C y 1C, respectivamente.
Números de referencia
1 dispositivo de hilatura por fusión
2 fibras metálicas
rueda giratoria
boquilla microestructurada
gota
red
punto de contacto
pinzas
huecos
prensa térmica
partes superior e inferior
disco
a batería
b batería de la técnica anterior
colector de corriente
material de electrodo activo
litio
separador
pico agudo
pico
máquina de cardar
vellón
tambores giratorios
tela de cardado
Claims (15)
1. Red (6) de fibras metálicas (2),
que comprende una pluralidad de fibras metálicas (2) fijadas entre sí;
en donde la pluralidad de fibras metálicas (2) tienen una longitud de 1,0 mm o más, una anchura de 100 pm o menos y un grosor de 50 pm o menos, en donde las fibras metálicas (2) antes y/o después de fijarlas entre sí muestran un evento exotérmico cuando se calientan en una medición de DSC
en donde el evento exotérmico libera energía en una cantidad de 0,1 kJ/g o más.
2. Red (6) de acuerdo con la reivindicación 1,
en donde el evento exotérmico libera energía en una cantidad de 0,5 kJ/g o más.
3. Red (6) de acuerdo con las reivindicaciones 1 o 2,
en donde las fibras metálicas (2) están en contacto eléctrico entre sí y/o en donde al menos algunas de las fibras metálicas (2) de la pluralidad de fibras metálicas (2) están sinterizadas entre sí y/o en donde cada una de las fibras metálicas (2) está en contacto con una o más de las otras fibras metálicas (2).
4. Red (6) de acuerdo con cualquiera de las reivindicaciones anteriores,
en donde al menos algunas de las fibras metálicas (2) de la pluralidad de fibras metálicas (2) son amorfas o en donde al menos algunas de las fibras metálicas (2) de la pluralidad de fibras metálicas (2) son nanocristalinas.
5. Red (6) de acuerdo con cualquiera de las reivindicaciones anteriores,
en donde las fibras metálicas (2) se pueden obtener sometiendo el material fundido de las fibras metálicas (2) a una velocidad de enfriamiento de 102 Km in-1 o superior mediante hilatura por fusión, preferentemente hilatura por fusión horizontal.
6. Red (6) de acuerdo con cualquiera de las reivindicaciones anteriores,
en donde la red (6) es una red desordenada u ordenada (6) y/o en donde la red (6) tiene poros abiertos entre las fibras metálicas (2) de la pluralidad de fibras metálicas (2) y/o en donde los puntos de contacto (7) entre fibras metálicas se distribuyen de manera desordenada u ordenada a lo largo de la estructura tridimensional de la red (6).
7. Red (6) de acuerdo con cualquiera de las reivindicaciones anteriores,
en donde al menos algunas de las fibras metálicas (2) de la pluralidad de fibras metálicas (2) están recubiertas, al menos parcialmente.
8. Método para producir una red (6) de fibras metálicas (2) de acuerdo con cualquiera de las reivindicaciones anteriores,
en donde el método comprende
la etapa 1 de producción de una pluralidad de fibras metálicas (2) que tienen una longitud de 1,0 mm o más, una anchura de 100 pm o menos y un grosor de 50 pm o menos por hilatura por fusión;
la etapa 2 de proporcionar una red suelta de fibras metálicas (2) producidas en la etapa 1; y
la etapa 3 de fijación de la pluralidad de fibras metálicas entre sí mediante uno de los siguientes procesos c1 a c4:
c1: colocar la pluralidad de fibras metálicas en una prensa térmica (10) y someter la pluralidad de fibras metálicas (2) presentes en la prensa térmica (10) a una presión y temperatura predeterminadas durante un período de tiempo predeterminado para producir la red (6) sinterizando la pluralidad de fibras metálicas (2) entre sí formando puntos de contacto (7) entre las fibras metálicas (2), en donde, en el proceso c1, la presión se encuentra entre 0 y 20 GPa, preferentemente al menos 20 MPa, y la temperatura se encuentra entre el 10 y el 80 % de la temperatura de fusión del material de las fibras metálicas (2), en donde la temperatura de fusión se determina por medición de DSC;
c2: colocar la red suelta de fibras metálicas (2) entre dos placas calefactoras y ajustar la distancia entre las dos placas calefactoras a 0,1 - 1 mm y calentar las placas calefactoras a una temperatura del 10 al 80 % de la temperatura de fusión del material de las fibras metálicas (2), en donde la temperatura de fusión se determina por medición de DSC;
c3: soldadura por ultrasonidos; c4: martillado.
9. Método de acuerdo con la reivindicación 8,
en donde los procesos c3 o c4 se usa para fijar las fibras metálicas (2) entre sí, ya sea sobre el área superficial completa de la red (6) o en una pluralidad de áreas separadas distribuidas sobre el área superficial de la red (6).
10. Método de acuerdo con las reivindicaciones 8 o 9, en donde las fibras metálicas (2) tienen una longitud de 1 a 20 cm.
11. Método de acuerdo con cualquiera de las reivindicaciones 8 a 10,
en donde el método comprende además una etapa 4 de recubrir las fibras metálicas (2), en donde la etapa 4 se realiza preferentemente después de la etapa 3.
12. Red (6) de fibras metálicas (2), de acuerdo con una de las reivindicaciones 1 a 7, en donde la red (6) de fibras metálicas (2) comprende una pluralidad de fibras metálicas (2) fijadas entre sí;
y en donde la red (6) de fibras metálicas (2) se obtiene mediante un proceso que comprende las siguientes etapas:
la etapa 1 de producción de la pluralidad de fibras metálicas (2) que tienen una longitud de 1,0 mm o más, una anchura de 100 pm o menos y un grosor de 50 pm o menos sometiendo el material fundido del que se van a fabricar las fibras metálicas a una velocidad de enfriamiento de 102 Km in-1 o superior;
la etapa 2 de disponer las fibras metálicas (2) obtenidas en la etapa (1) para formar una red de fibras metálicas (2) sueltas;
la etapa 3 de sinterizar las fibras metálicas (2) entre sí mediante uno de los siguientes procesos c1 a c4:
c1: colocar la pluralidad de fibras metálicas en una prensa térmica (10) y someter la pluralidad de fibras metálicas (2) presentes en la prensa térmica (10) a una presión y temperatura predeterminadas durante un período de tiempo predeterminado para producir la red (6) sinterizando la pluralidad de fibras metálicas (2) entre sí formando puntos de contacto (7) entre las fibras metálicas (2), en donde, en el proceso c1, la presión se encuentra entre 0 y 20 GPa, preferentemente al menos 20 MPa, y la temperatura se encuentra entre el 10 y el 80 % de la temperatura de fusión del material de las fibras metálicas (2), en donde la temperatura de fusión se determina por medición de DSC;
c2: colocar la red suelta de fibras metálicas (2) entre dos placas calefactoras y ajustar la distancia entre las dos placas calefactoras a 0,2 - 1 mm y calentar las placas calefactoras a una temperatura del 10 al 80 % de la temperatura de fusión del material de las fibras metálicas (2), en donde la temperatura de fusión se determina por medición de DSC;
c3: soldadura por ultrasonidos;
c4: martillado.
13. Red (6) de fibras metálicas (2) de acuerdo con la reivindicación 12,
en donde en la etapa 2 las fibras metálicas (2) se disponen mediante cardado, deposición o sedimentación a partir de una dispersión líquida o a partir de un flujo de aire o mediante pulverización.
14. Electrodo que contiene una red (6) de acuerdo con cualquiera de las reivindicaciones 1 a 7, 12 y 13, preferentemente como colector de corriente (14).
15. Batería, semibatería (13a) o varias semibaterías separadas por una membrana que comprende un electrodo de acuerdo con la reivindicación 14.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18183945.7A EP3598526A1 (en) | 2018-07-17 | 2018-07-17 | Network of metal fibers, method for producing a network of metal fibers, electrode and battery |
| PCT/EP2019/069144 WO2020016240A1 (en) | 2018-07-17 | 2019-07-16 | Network of metal fibers, method for producing a network of metal fibers, electrode and battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2936626T3 true ES2936626T3 (es) | 2023-03-21 |
Family
ID=62981089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES19749213T Active ES2936626T3 (es) | 2018-07-17 | 2019-07-16 | Red de fibras metálicas, método para producir una red de fibras metálicas, electrodo y batería |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US12489135B2 (es) |
| EP (3) | EP3598526A1 (es) |
| JP (1) | JP7760368B2 (es) |
| KR (1) | KR102749409B1 (es) |
| CN (1) | CN112740444B (es) |
| ES (1) | ES2936626T3 (es) |
| PL (1) | PL3821482T3 (es) |
| WO (1) | WO2020016240A1 (es) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111540607B (zh) * | 2020-05-29 | 2022-01-14 | 东莞东阳光科研发有限公司 | 电极结构材料及制备电极结构材料的方法、电解电容器 |
| EP3944914A1 (en) * | 2020-07-30 | 2022-02-02 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Nozzle and method for forming microdroplets |
| EP4000710A1 (en) * | 2020-11-20 | 2022-05-25 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Filter |
| WO2022237966A1 (en) * | 2021-05-11 | 2022-11-17 | MAX-PLANCK-Gesellschaft zur Förderung der Wissenschaften e.V. | Network of metal fibers and method of assembling a fiber network |
| JP2024516898A (ja) * | 2021-05-11 | 2024-04-17 | マックス-プランク-ゲゼルシャフト ツア フェーデルンク デア ヴィッセンシャフテン エー.ファオ. | 電極及び電池 |
| EP4342009A4 (en) * | 2021-05-21 | 2025-07-23 | Applied Materials Inc | HIGH-VOLUME PRODUCTION OF ALLOY ANODES FOR LI-ION BATTERIES |
| CN113245684A (zh) * | 2021-05-28 | 2021-08-13 | 中国石油化工股份有限公司 | 金属微纤材料及其定型方法、制备方法和应用 |
| EP4106037A1 (en) | 2021-06-16 | 2022-12-21 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Method of producing an electrode, electrode, dry coating composition, battery and electronic circuit |
| CN118355516A (zh) | 2021-12-07 | 2024-07-16 | 马克斯·普朗克科学促进学会 | 锂金属电极、制造锂离子电极的方法及锂离子电池 |
| CN114603148B (zh) * | 2022-05-11 | 2022-07-05 | 成都大学 | 一种球形合金粉末的制备装置及制备方法 |
| EP4368384A1 (en) | 2022-11-11 | 2024-05-15 | batene GmbH | Composite network structure |
| EP4368314A1 (en) * | 2022-11-11 | 2024-05-15 | batene GmbH | Three-dimensional network of metal fibers and production method |
| CN115874351A (zh) * | 2022-12-12 | 2023-03-31 | 江苏亨通精密铜业有限公司 | 非织造复合箔、制备工艺及其应用 |
| EP4438783A1 (en) | 2023-03-27 | 2024-10-02 | batene GmbH | Three-dimensional (3d) network of metal fibers, and production method |
| EP4624071A1 (en) | 2024-03-26 | 2025-10-01 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Metal fiber |
| EP4650503A1 (en) | 2024-05-15 | 2025-11-19 | batene GmbH | Three-dimensional network of metal fibers and production method |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1264674A (en) * | 1984-10-17 | 1990-01-23 | Paul Ducheyne | Porous flexible metal fiber material for surgical implantation |
| US5518833A (en) * | 1994-05-24 | 1996-05-21 | Eagle-Picher Industries, Inc. | Nonwoven electrode construction |
| JPH09143510A (ja) * | 1995-11-14 | 1997-06-03 | Kataoka Tokushu Kogyo Kk | 電池電極基板用金属繊維多孔体、電池電極板およびその製造方法 |
| JPH09161807A (ja) * | 1995-12-06 | 1997-06-20 | Wakamatsu Netsuren Kk | リチウムイオン電池の電極基体 |
| US20020168574A1 (en) * | 1997-06-27 | 2002-11-14 | Soon-Ho Ahn | Lithium ion secondary battery and manufacturing method of the same |
| US8277711B2 (en) * | 2007-03-29 | 2012-10-02 | E I Du Pont De Nemours And Company | Production of nanofibers by melt spinning |
| JP5548578B2 (ja) * | 2010-10-15 | 2014-07-16 | 日本発條株式会社 | 高強度マグネシウム合金線材及びその製造方法、高強度マグネシウム合金部品、並びに高強度マグネシウム合金ばね |
| KR101088073B1 (ko) * | 2010-10-16 | 2011-12-01 | 주식회사 샤인 | 금속 장섬유를 포함하는 전극 구조를 갖는 전지 및 이의 제조 방법 |
| KR101375158B1 (ko) | 2011-11-17 | 2014-03-17 | 주식회사 샤인 | 전극 조립체, 이의 제조 방법, 및 전지의 충전 및 방전 방법 |
| KR101666699B1 (ko) * | 2013-06-24 | 2016-10-14 | 주식회사 제낙스 | 이차 전지용 집전체 및 이를 이용한 전극 |
| US9853324B2 (en) * | 2013-09-11 | 2017-12-26 | Arizona Board Of Regents On Behalf Of Arizona State University | Nanowire-based solid electrolytes and lithium-ion batteries including the same |
| EP2982460A1 (en) | 2014-08-07 | 2016-02-10 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Apparatus and method of manufacturing metallic or inorganic strands having a thickness in the micron range by melt spinning |
| EP3141320A1 (en) * | 2015-09-11 | 2017-03-15 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Apparatus and method of manufacturing metallic or inorganic fibers having a thickness in the micron range by melt spinning |
| EP3367486B1 (en) * | 2015-10-20 | 2020-08-19 | I&T New Materials Co., Ltd. | Aluminum nonwoven fiber member for collector of power storage device, method for manufacturing same, electrode in which aforementioned aluminum nonwoven fiber member is used, and method for manufacturing same |
| EP3185335B1 (fr) * | 2015-12-21 | 2020-02-05 | The Swatch Group Research and Development Ltd. | Batterie |
| CN105642019A (zh) * | 2016-03-31 | 2016-06-08 | 朗天科技股份有限公司 | 一种高温除尘滤料及其制备方法 |
| WO2017222895A1 (en) | 2016-06-23 | 2017-12-28 | Government Of The United States As Represented By The Secretary Of The Air Force | Bendable creasable, and printable batteries with enhanced safety and high temperature stability - methods of fabrication, and methods of using the same |
| WO2018048166A1 (ko) | 2016-09-09 | 2018-03-15 | 주식회사 엘지화학 | 3차원 망상 구조의 전극집전체를 포함하는 전극 |
| KR102027964B1 (ko) | 2017-07-17 | 2019-10-04 | 한국과학기술원 | 탄화수소 개질용 촉매 |
-
2018
- 2018-07-17 EP EP18183945.7A patent/EP3598526A1/en not_active Withdrawn
-
2019
- 2019-07-16 EP EP19749213.5A patent/EP3821482B1/en active Active
- 2019-07-16 WO PCT/EP2019/069144 patent/WO2020016240A1/en not_active Ceased
- 2019-07-16 ES ES19749213T patent/ES2936626T3/es active Active
- 2019-07-16 US US17/260,420 patent/US12489135B2/en active Active
- 2019-07-16 KR KR1020217004330A patent/KR102749409B1/ko active Active
- 2019-07-16 CN CN201980060634.7A patent/CN112740444B/zh active Active
- 2019-07-16 JP JP2021502592A patent/JP7760368B2/ja active Active
- 2019-07-16 PL PL19749213.5T patent/PL3821482T3/pl unknown
- 2019-07-16 EP EP22206199.6A patent/EP4224545A3/en active Pending
-
2025
- 2025-08-13 US US19/298,260 patent/US20260106206A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210033006A (ko) | 2021-03-25 |
| US20260106206A1 (en) | 2026-04-16 |
| PL3821482T3 (pl) | 2023-03-20 |
| CN112740444A (zh) | 2021-04-30 |
| EP3821482A1 (en) | 2021-05-19 |
| WO2020016240A1 (en) | 2020-01-23 |
| EP3821482B1 (en) | 2022-11-16 |
| EP3598526A1 (en) | 2020-01-22 |
| JP7760368B2 (ja) | 2025-10-27 |
| US12489135B2 (en) | 2025-12-02 |
| KR102749409B1 (ko) | 2024-12-31 |
| US20210265636A1 (en) | 2021-08-26 |
| JP2021530631A (ja) | 2021-11-11 |
| CN112740444B (zh) | 2026-02-13 |
| EP4224545A2 (en) | 2023-08-09 |
| EP4224545A3 (en) | 2024-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2936626T3 (es) | Red de fibras metálicas, método para producir una red de fibras metálicas, electrodo y batería | |
| Noerochim et al. | Free-standing single-walled carbon nanotube/SnO2 anode paper for flexible lithium-ion batteries | |
| Xia et al. | Hierarchical porous cobalt oxide array films prepared by electrodeposition through polystyrene sphere template and their applications for lithium ion batteries | |
| JP6541002B2 (ja) | 低収縮性単層リチウムイオンバッテリセパレータ | |
| JP6292626B2 (ja) | リチウムイオン二次電池セパレータ用不織布基材及びリチウムイオン二次電池セパレータ | |
| JP6318339B2 (ja) | ナノファイバおよびマイクロファイバの構成要素を有する多用途の単層リチウム・イオン電池セパレータ | |
| Wang et al. | Facile fabrication of binder-free metallic tin nanoparticle/carbon nanofiber hybrid electrodes for lithium-ion batteries | |
| KR20140138806A (ko) | 나노섬유들을 포함하는 리튬 이온 배터리들 | |
| EP2858141A1 (en) | Separator for nonaqueous cell and nonaqueous cell | |
| JP6543255B2 (ja) | リチウムイオン二次電池用負極材およびその製造方法 | |
| Mi et al. | Electrode-supported thin α-alumina separators for lithium-ion batteries | |
| Sun et al. | Graphene-oxide-wrapped ZnMn2O4 as a high performance lithium-ion battery anode | |
| Park et al. | Porous nanofibers comprised of hollow SnO2 nanoplate building blocks for high-performance lithium ion battery anode | |
| Liberale et al. | Red phosphorus decorated electrospun carbon anodes for high efficiency lithium ion batteries | |
| Leng et al. | Boosting the cycle stability and safety of lithium-sulfur batteries via a bilayer, heat-treated electrospun separator | |
| JP6347690B2 (ja) | 電気化学素子用セパレータ | |
| Pan et al. | Hierarchical architecture for flexible energy storage | |
| DE102020109571A1 (de) | Kompressionsstabiler Batterieseparator | |
| Fang et al. | Hollow SnO2-ZnO hybrid nanofibers as anode materials for lithium-ion battery | |
| Bai et al. | Ternary anode design for sustainable battery technology: an off-stoichiometric Sn/SnSiO x+ 2@ C composite recycled from biomass | |
| US9236601B2 (en) | Plate-like particle of cathode active material for lithium secondary battery, cathode of the lithium secondary battery and lithium secondary battery | |
| Naoi et al. | Lithium-rich layered oxide nanoplate/carbon nanofiber composites exhibiting extremely large reversible lithium storage capacity | |
| EP4368314A1 (en) | Three-dimensional network of metal fibers and production method | |
| Kong et al. | Silicon nanoparticles confined in thin carbon network: the free-standing anode of lithium ion batteries with high performance and easy recyclability | |
| HK40042873B (en) | Network of metal fibers, method for producing a network of metal fibers, electrode and battery |