ES2944566T3 - Acero de bajo coste con conductividad extremadamente alta - Google Patents
Acero de bajo coste con conductividad extremadamente alta Download PDFInfo
- Publication number
- ES2944566T3 ES2944566T3 ES15710217T ES15710217T ES2944566T3 ES 2944566 T3 ES2944566 T3 ES 2944566T3 ES 15710217 T ES15710217 T ES 15710217T ES 15710217 T ES15710217 T ES 15710217T ES 2944566 T3 ES2944566 T3 ES 2944566T3
- Authority
- ES
- Spain
- Prior art keywords
- desirable
- less
- weight
- applications
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 106
- 239000010959 steel Substances 0.000 title claims abstract description 106
- 229910052796 boron Inorganic materials 0.000 claims description 45
- 229910052721 tungsten Inorganic materials 0.000 claims description 43
- 229910052726 zirconium Inorganic materials 0.000 claims description 37
- 229910052759 nickel Inorganic materials 0.000 claims description 35
- 229910001563 bainite Inorganic materials 0.000 claims description 34
- 229910052799 carbon Inorganic materials 0.000 claims description 33
- 229910052750 molybdenum Inorganic materials 0.000 claims description 33
- 229910052735 hafnium Inorganic materials 0.000 claims description 29
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 24
- 239000011573 trace mineral Substances 0.000 claims description 24
- 235000013619 trace mineral Nutrition 0.000 claims description 24
- 229910052720 vanadium Inorganic materials 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 17
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 16
- 239000000203 mixture Substances 0.000 claims description 14
- 229910052715 tantalum Inorganic materials 0.000 claims description 11
- 229910052742 iron Inorganic materials 0.000 claims description 9
- 229910052727 yttrium Inorganic materials 0.000 claims description 9
- 229910052684 Cerium Inorganic materials 0.000 claims description 8
- 229910052779 Neodymium Inorganic materials 0.000 claims description 8
- 229910052757 nitrogen Inorganic materials 0.000 claims description 4
- 229910001315 Tool steel Inorganic materials 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- 238000011282 treatment Methods 0.000 abstract description 20
- 238000004519 manufacturing process Methods 0.000 abstract description 16
- 235000019589 hardness Nutrition 0.000 description 48
- 230000000694 effects Effects 0.000 description 38
- 150000001247 metal acetylides Chemical class 0.000 description 29
- 238000010438 heat treatment Methods 0.000 description 21
- 239000000463 material Substances 0.000 description 21
- 239000012071 phase Substances 0.000 description 20
- 229910045601 alloy Inorganic materials 0.000 description 17
- 239000000956 alloy Substances 0.000 description 17
- 229910052804 chromium Inorganic materials 0.000 description 15
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 13
- 230000008092 positive effect Effects 0.000 description 13
- 239000002800 charge carrier Substances 0.000 description 11
- 230000001965 increasing effect Effects 0.000 description 11
- 229910000734 martensite Inorganic materials 0.000 description 11
- 239000011159 matrix material Substances 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 229910052746 lanthanum Inorganic materials 0.000 description 9
- 238000005496 tempering Methods 0.000 description 9
- 238000005275 alloying Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 230000000930 thermomechanical effect Effects 0.000 description 8
- 230000008901 benefit Effects 0.000 description 7
- 238000003754 machining Methods 0.000 description 7
- 229910052772 Samarium Inorganic materials 0.000 description 6
- 230000001627 detrimental effect Effects 0.000 description 6
- 239000012535 impurity Substances 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 229910052758 niobium Inorganic materials 0.000 description 6
- 238000005457 optimization Methods 0.000 description 6
- 229910052710 silicon Inorganic materials 0.000 description 6
- 230000009466 transformation Effects 0.000 description 6
- 229910052688 Gadolinium Inorganic materials 0.000 description 5
- 229910001567 cementite Inorganic materials 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 238000001746 injection moulding Methods 0.000 description 5
- 239000006104 solid solution Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 238000005242 forging Methods 0.000 description 4
- 239000000543 intermediate Substances 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 150000004767 nitrides Chemical class 0.000 description 4
- 238000007670 refining Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 3
- 238000010310 metallurgical process Methods 0.000 description 3
- 239000011733 molybdenum Substances 0.000 description 3
- 238000005121 nitriding Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 229910052706 scandium Inorganic materials 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 229910001122 Mischmetal Inorganic materials 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- 229910052777 Praseodymium Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910001566 austenite Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000002301 combined effect Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 229910052732 germanium Inorganic materials 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910052695 Americium Inorganic materials 0.000 description 1
- 229910052685 Curium Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 208000035126 Facies Diseases 0.000 description 1
- 229910017112 Fe—C Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910052766 Lawrencium Inorganic materials 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 229910052764 Mendelevium Inorganic materials 0.000 description 1
- 229910052781 Neptunium Inorganic materials 0.000 description 1
- 229910052778 Plutonium Inorganic materials 0.000 description 1
- 229910052774 Proactinium Inorganic materials 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052776 Thorium Inorganic materials 0.000 description 1
- 229910052775 Thulium Inorganic materials 0.000 description 1
- 229910052770 Uranium Inorganic materials 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910052789 astatine Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 238000005256 carbonitriding Methods 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 238000009750 centrifugal casting Methods 0.000 description 1
- 229910052729 chemical element Inorganic materials 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000000875 corresponding effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052743 krypton Inorganic materials 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 229910001234 light alloy Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- -1 molybdenum carbides Chemical class 0.000 description 1
- 229910052754 neon Inorganic materials 0.000 description 1
- MWUXSHHQAYIFBG-UHFFFAOYSA-N nitrogen oxide Inorganic materials O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000010451 perlite Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052701 rubidium Inorganic materials 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 229910021481 rutherfordium Inorganic materials 0.000 description 1
- 238000007528 sand casting Methods 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 229910052713 technetium Inorganic materials 0.000 description 1
- 229910052716 thallium Inorganic materials 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/007—Heat treatment of ferrous alloys containing Co
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Abstract
La presente invención se refiere a aceros para herramientas que presentan una conductividad extremadamente alta manteniendo altos niveles de propiedades mecánicas, y al proceso de fabricación de los mismos. Los aceros para herramientas de la presente invención pueden someterse a tratamientos de endurecimiento a baja temperatura con buena homogeneidad de la microestructura y pueden obtenerse a bajo coste. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Acero de bajo coste con conductividad extremadamente alta
Campo de la invención
La presente invención se refiere a aceros, en particular aceros para herramientas de trabajo en caliente que presentan una conductividad extremadamente alta al tiempo que mantienen altos niveles de propiedades mecánicas. Los aceros para herramientas de la presente invención pueden someterse a tratamientos de endurecimiento a baja temperatura y pueden obtenerse a bajo coste.
Resumen
Para muchas aplicaciones industriales de conformado de metales donde hay una extracción de calor del producto fabricado, la conductividad térmica es de extrema importancia; cuando esta extracción de calor es discontinua, se vuelve crucial. La conductividad térmica está relacionada con propiedades fundamentales del material como la densidad aparente, el calor específico y la difusividad térmica. Tradicionalmente en los aceros para herramientas, esta propiedad se ha considerado opuesta a la dureza y a la resistencia al desgaste ya que la única manera de mejorarla era mediante la disminución del contenido de aleación. En muchas aplicaciones de trabajo en caliente, como inyección de plástico, estampación en caliente, forja, inyección de metal, curado de composites entre muchas otras, a menudo se requiere extremadamente alta conductividad térmica simultáneamente con resistencia al desgaste, resistencia a altas temperaturas y tenacidad. Para muchas de estas aplicaciones, se requieren herramientas de gran sección transversal, para las que también es necesaria una alta templabilidad del material.
En muchas aplicaciones, como la mayoría de fundiciones o la extrusión de aleaciones ligeras entre otras, la fatiga térmica es el principal mecanismo de fallo. La fatiga térmica y el choque térmico están causados por gradientes térmicos dentro del material. En muchas aplicaciones no se logran estados estacionarios de transmisión debido a tiempos de exposición bajos o a cantidades limitadas de energía de la fuente que causa el gradiente de temperatura. La magnitud del gradiente térmico para los materiales para herramientas es también una función de su conductividad térmica (se aplica proporcionalidad inversa para todos los casos con un número de Biot suficientemente pequeño). Por lo tanto, en una aplicación específica con una función de densidad de flujo térmico específica, un material con una conductividad térmica superior está sujeto a una menor carga superficial, ya que el gradiente térmico resultante es menor. Lo mismo se aplica cuando el coeficiente de expansión térmica es más bajo y el módulo de Young es menor. Por lo tanto un aumento de la conductividad térmica implica un aumento de la vida de la herramienta. Por otra parte, debido al hecho de que la pieza fabricada es capaz de enfriar más rápido gracias a la rápida extracción del calor de la matriz, el tiempo de ciclo disminuye. Ambos hechos conducen a un aumento de la productividad.
Para minimizar la fatiga térmica también es deseable aumentar la tenacidad (normalmente la tenacidad a fractura y CVN). Hasta el momento, se creía que sólo se podían conseguir altos niveles de tenacidad para bajos niveles de dureza, lo mismo para la conductividad térmica, disminuyendo otras propiedades como la resistencia al desgaste. También para matrices que después tendrán que someterse a un tratamiento de endurecimiento superficial, como por ejemplo la nitruración, normalmente es necesario que el material del sustrato base tenga una alta dureza para soportar el recubrimiento, y de nuevo se requieren altos niveles de dureza. Los inventores han encontrado sorprendentemente que cuando se lleva a cabo la presente invención, es posible obtener aceros para herramientas con altos niveles de dureza junto con alta tenacidad, buena resistencia al desgaste y conductividad térmica mejorada. Si se realiza particularmente bien, se pueden conseguir niveles extremadamente altos de conductividad térmica en combinación con las propiedades mecánicas mencionadas.
Para algunas otras aplicaciones, como la mayoría de inyección de plástico para la industria del automóvil, se utilizan herramientas de gran espesor, especialmente cuando se requiere una resistencia suficiente como para requerir un tratamiento térmico. En este caso, es también muy conveniente tener una buena templabilidad para ser capaz de obtener el nivel deseado de dureza en la superficie y, preferentemente, hasta llegar al núcleo. La templabilidad es inherente de cada material y viene dada por el tiempo disponible para pasar de una temperatura alta, normalmente por encima de la temperatura de austenización, a bajas temperaturas, normalmente por debajo del inicio de la transformación martensítica, sin entrar en ninguna región de fases estables como la zona de ferrita-perlita y/o la zona bainítica. Es bien sabido que las estructuras martensíticas puras presentan valores de tenacidad más elevados una vez revenidas que las microestructuras mixtas con fases estables. Para ello, es necesario el uso de medios de enfriamiento severos con el fin de pasar de temperaturas normalmente por encima de 700°C hasta temperaturas normalmente por debajo de 200°C. Por este motivo, por otra parte, dichos tratamientos son muy costosos. Además, el endurecimiento de la pieza se hace normalmente en la última etapa de la fabricación de la matriz, donde la pieza es más valiosa ya que el material se ha sometido a todos los tratamientos termomecánicos requeridos y ya ha sido pre-mecanizada, y donde la forma final tiene geometrías complejas, diferentes espesores, canales internos e incluso bordes afilados. Por lo tanto, un enfriamiento severo no es realmente conveniente incluso si el material tiene buena templabilidad, porque es más propenso a provocar grietas indeseables, a menudo sin posibilidad de reparación. Los aceros de la presente invención tienen templabilidad limitada sujetos a condiciones de tratamiento térmico. Afortunadamente, los inventores estudiaron en el pasado la existencia de otras microestructuras tenaces que se pueden conseguir mediante tratamientos térmicos
especiales que son capaces de proporcionar los mismos niveles de tenacidad o incluso superiores sin utilizar medios de enfriamiento severos. Estos tratamientos se explican en WO2013167580A1 o WO2013167628A1. Los inventores han observado sorprendentemente que dichos tratamientos también son aplicables a los aceros de la presente invención y además tienen un buen rendimiento en términos de propiedades mecánicas.
También para el tipo de aplicaciones donde se utilizan grandes herramientas, el coste del material es decisivo para su elección pero sin renunciar a las propiedades mecánicas. Con la presente invención es posible obtener aceros para herramientas con alta tenacidad y alta conductividad térmica con una microestructura homogénea a través de toda la sección transversal y para grandes espesores, muy adecuados para aplicaciones que requieren materiales de bajo coste como la inyección de plástico, entre muchas otras.
Hay muchas otras propiedades deseables, si no necesarias, para los aceros para trabajo en caliente que no influyen necesariamente en la longevidad de la herramienta, sino en sus costes de producción, tales como: facilidad de mecanizado, soldadura o reparación en general, soporte proporcionado al recubrimiento, costes... Los aceros de la presente invención pueden someterse a tratamientos térmicos específicos que les proporcionan una microestructura blanda que hace más sencillos procesos como el desbaste o el corte.
En un aspecto adicional, un proceso para fabricar un acero, en particular un acero para herramientas de trabajo en caliente, caracterizado porque el acero se somete a un tratamiento martensítico, bainítico o martensítico-bainítico con al menos un ciclo de revenido a una temperatura por encima de 590°C, de manera que se puede obtener un acero con una dureza por encima de 47 HRc con la estructura a nivel atómico (disposición atómica) prescrita en la presente invención, cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 12 mm2/s o más. Se puede obtener un acero con una dureza por encima de 50 HRc con una estructura a nivel atómico (disposición atómica) cuya implementación se puede medir de manera inequívoca mediante un valor de difusividad térmica superior a 10mm2/s o más. En un aspecto adicional de este proceso, el acero se somete a al menos un ciclo de revenido a una temperatura por encima de 640°C, de modo que un acero con una dureza de 40 HRc o más presenta una estructura en la escala sub-nanométrica prescrita en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 17mm2/s o más. También es posible someter el acero a al menos un ciclo de revenido a una temperatura por encima de 660°C, de modo que el acero con una dureza de 35HRc o más presenta una estructura en la escala sub-nanométrica (con respecto a la optimización de la densidad de estados y la movilidad de los portadores de carga en todas las fases), cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 18mm2/s o más.
Los autores han descubierto que el problema de obtener simultáneamente muy alta conductividad térmica, resistencia al desgaste y templabilidad, junto con buenos niveles de tenacidad a bajo coste, puede resolverse aplicando ciertas reglas composicionales y tratamientos termo-mecánicos. Algunas de las reglas de selección de la aleación dentro del rango y los tratamientos termo-mecánicos requeridos para obtener la deseada alta conductividad térmica a un nivel de dureza alto y resistencia al desgaste, se presentan en la sección de descripción detallada de la invención. 0bviamente, una descripción detallada de todas las combinaciones posibles está fuera del alcance. La difusividad térmica se regula por la movilidad de los portadores de energía térmica, que desafortunadamente no puede correlacionarse con un rango de composición singular y un tratamiento termo-mecánico.
Estado del arte
Hasta el desarrollo de los aceros para herramientas de alta conductividad térmica (EP 1887096 A1), la única forma de aumentar la conductividad térmica de un acero para herramientas conocida era mantener su contenido de aleación bajo y en consecuencia, mostrando malas propiedades mecánicas, especialmente a altas temperaturas. Los aceros para herramientas capaces de superar los 42 HRc después de un ciclo de revenido a 600°C o más, se consideraban limitados a una conductividad térmica de 30 W/mK y una estructura a nivel atómico (disposición atómica) prescrita en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 8mm2/s y 6,5mm2/s para dureza superior a 42 HRc y 52 HRc respectivamente. Los aceros para herramientas de la presente invención tienen una estructura a nivel atómico (disposición atómica) prescrita en la presente invención, cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 12 mm2/s y, a menudo, por encima de 14 mm2/s para durezas de más de 50 HRc, e incluso más de 17 mm2/s para durezas de más de 42 HRc, presentando además una muy buena tenacidad y a bajo coste.
EP2236639 B1 divulga una familia de aceros para trabajo en caliente con una difusividad térmica excepcional, tenacidad (tanto tenacidad a fractura como resilencia a la sensibilidad a la entalla CVN -charpy V-notch) y templabilidad. También son altas la resistencia mecánica y el límite elástico a temperatura ambiente y a altas temperaturas (por encima de 600°C).
EP2476772 A1 divulga una familia de aceros para herramientas con extraordinaria difusividad térmica, dureza y resistencia al desgaste, exhibiendo también una buena templabilidad. También su resistencia mecánica, así como su límite elástico, a temperatura ambiente y a alta temperatura (superior a 600°C) son altas, debido a un alto nivel de aleación a pesar de la elevada conductividad térmica.
EP1143026 A1 divulga un acero resistente al calor con un contenido de Cr de no más del 8% en peso y adecuado para usos tales como intercambiadores de calor, tubos de acero para tuberías, válvulas resistentes al calor y piezas o partes que deban soldarse en los sectores de calderas, industrias químicas y utilización de energía nuclear, entre otros, en particular un acero resistente al calor excelente en resistencia a la fluencia a elevadas temperaturas no inferiores a 400°C y en tenacidad.
WO 03/083154 A1 divulga un acero en bloque para la fabricación de moldes de inyección para material plástico o para la fabricación de herramientas para el conformado de metales con un espesor superior a 20 mm, cuya estructura es enteramente martensítica o martensítico-bainítica, cuya dureza en todos los puntos se sitúa entre 370 HB y 450 HB. JP 2002 146472 A divulga un acero que tiene una excelente resistencia intergranular y una excelente resistencia al agrietamiento por fragilización por hidrogeno y que también tiene una resistencia de >1200 MPa. El acero tiene una estructura de martensita o bainita inferior.
JP 2002220635 A divulga un manguito de rodillo (sleeve roll) de un único material para laminación en caliente fabricado con fundición centrífuga. El manguito de una sola capa tiene todas las propiedades de resistencia al desgaste, resistencia al deterioro superficial y resistencia a los daños por grietas.
Descripción detallada de la invención
Los autores han descubierto que el problema de tener simultáneamente muy alta conductividad térmica, resistencia al desgaste y templabilidad, junto con buenos niveles de tenacidad a bajo coste se puede resolver con un acero con las características de la reivindicación 1. Realizaciones preferidas se describen en las otras reivindicaciones.
En la presente invención es posible obtener aceros, en particular aceros para herramientas de conductividad térmica extremadamente alta. Además, si se aplican las reglas correctas descritas en la presente invención, es posible obtener aceros, en particular aceros para herramientas de extremadamente alta conductividad térmica junto con altas propiedades mecánicas, por ejemplo alta resistencia al desgaste y alta tenacidad. También es un objetivo de la presente invención obtener dichos aceros a bajo coste.
Para aplicaciones de trabajo en caliente la velocidad de extracción de calor tiene un efecto crucial sobre la economía del proceso, ya que la velocidad a la que se enfría la pieza producida determina el tiempo de ciclo del proceso. Además en los ciclos de alta duración, la matriz permanece en condiciones extremas por períodos de tiempo más largos sufriendo más erosión y provocando una reducción de la vida de la herramienta. Se pueden encontrar muchos ejemplos, por ejemplo moldeo por inyección de plástico, inyección de aluminio o estampación en caliente, entre muchas otras. Para estas aplicaciones, el uso de aceros para herramientas con alta conductividad térmica es definitivamente una ganancia en la vida de la herramienta y también en la productividad, ya que la pieza se enfría más rápidamente y la máquina puede reducir el ciclo de producción. Por lo tanto los aceros para herramientas de alta conductividad térmica fueron desarrollados para este propósito. Para estimar el tiempo de enfriamiento del material fundido (plástico, aluminio...) en el proceso de moldeo por inyección la conductividad térmica se utiliza comúnmente conjuntamente con otras propiedades termodinámicas.
Un valor de difusividad térmica específica no puede derivase a partir de una composición de acero; en realidad la difusividad térmica es un parámetro que describe una característica estructural en la escala sub-nanométrica (disposición atómica, con respecto a la optimización de la densidad de estados y la movilidad de los portadores de carga en todas las fases). Al escribir la solicitud, el solicitante referiendose a las Directrices C-II, 4.11 (hoy en día Directrices 2012, Parte F, Capítulo IV, punto 4.11, "Parámetros") se dió cuenta de que casi todos los parámetros (disponibles) para describir esta característica estructural en la escala sub-nanométrica son parámetros poco comunes y que serían, a prima facie objetables por motivos de falta de claridad. La única excepción para describir inequívocamente la característica estructural mencionada en la escala sub-nanométrica es la difusividad térmica y por lo tanto se elige este parámetro para describir razonablemente la característica estructural.
En el contexto de esta patente, los valores de difusividad térmica se refieren a medidas a temperatura ambiente, a no ser que se indique otra cosa. Aunque la difusividad térmica es una propiedad fundamental, una forma preferida de medirla, es de acuerdo a los estándares internacionales ASTM-E1461 y ASTM-E2585 mediante el Método Flash. La presente invención es especialmente interesante para una amplia variedad de aplicaciones donde se necesita conductividad térmica extrema, ya sea a alta dureza o a baja. Para aplicaciones donde se necesita una dureza por debajo de 40 HRc, preferentemente por debajo de 39HRc, más preferentemente por debajo de 38HRc o incluso más preferentemente por debajo de 35 HRc, se puede conseguir la estructura en la escala sub-nanométrica prescrita en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 16mm2/s, preferentemente por encima de 17mm2/s, más preferentemente más de 18mm2/s e incluso más preferentemente más de 18,5mm2/s. Cuando se realiza la invención particularmente bien, se pueden conseguir estructuras en la escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica incluso superior a 18,8mm2/s, preferentemente más de 19mm2/s, más preferentemente más de 19,2mm2/s e incluso más preferentemente más de 19,5mm2/s. Para aplicaciones de fundición que requieren dureza intermedia, normalmente más de 40 HRc, preferentemente más de 42 HRc, más preferentemente más de 43 HRc e incluso más preferentemente más de 46HRc, se pueden conseguir estructuras en la escala sub
nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 14 mm2/s, preferentemente más de 15 mm2/s, más preferentemente más de 16 mm2/s e incluso más preferentemente más de 16,2 mm2/s. Cuando se realiza la invención particularmente bien, se pueden conseguir estructuras en la escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 16,5mm2/s, preferentemente más de 17 mm2/s, más preferentemente más de 17,3mm2/s, e incluso más preferentemente más de 17,5mm2/s. Para aplicaciones que requieren alta dureza normalmente por encima de 48 HRc, preferentemente más de 50HRc, más preferentemente más de 52 HRc e incluso más preferentemente más de 54HRc y también más de 58HRc, se pueden conseguir estructuras en la escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 12,5mm2/s, preferentemente más de 13,6mm2/s, más preferentemente más de 14,4mm2/s e incluso más preferentemente más de 14,8mm2/s. Cuando se realiza la invención particularmente bien, se pueden conseguir estructuras a escala sub-nanométrica prescritas en la presente invención, cuya implementación puede monitorizarse mediante un valor de difusividad térmica incluso por encima de 15,2mm2/s.
La microestructura de la invención tiene un contenido de bainita del 50% vol% e incluso más preferentemente más de 80% vol%.
Para algunas aplicaciones, especialmente aquellas que requieren secciones grandes y donde la homogeneidad de la microestructura con los materiales que presentan es deseable, se prefiere la bainita de Alta Temperatura. En este documento la bainita de Alta Temperatura se refiere a cualquier microestructura que se forma a temperaturas por encima de la temperatura correspondiente a la nariz bainítica en el diagrama TTT pero por debajo de la temperatura a la que finaliza la transformación ferrítica/perlítica, pero se excluye la bainita inferior como se refiere en la literatura, que puede formarse ocasionalmente en pequeñas cantidades también en tratamientos isotérmicos a temperaturas por encima de la de la nariz bainítica. La microestructura de la invención tiene un contenido de bainita de alta temperatura de al menos 20% vol%, preferentemente 28% vol%, más preferentemente 33% vol% e incluso más preferentemente más de 45% vol%. Para las aplicaciones que requieren homogeneidad en la microestructura, la bainita de alta temperatura debe ser el tipo mayoritario de bainita y por lo tanto de toda la bainita se prefiere que al menos 50% vol%, preferentemente 65% vol%, más preferentemente 75% vol% e incluso más preferentemente más de 85% vol% sea Bainita de Alta Temperatura. A menudo la bainita de alta temperatura es predominantemente Bainita Superior, que se refiere a la microestructura de bainita gruesa que se forma en el rango de temperaturas más elevado dentro de la región bainítica, véase el diagrama temperatura-tiempo-transformación TTT que, a su vez, depende de la composición del acero. Los inventores han encontrado que una manera de aumentar la tenacidad de la Bainita de Alta Temperatura, incluyendo la Bainita Superior es reducir el tamaño de grano y por lo tanto para la presente invención cuando se requiere Bainita Superior Tenaz, son ventajosos tamaños de grano de ASTM 7 o más, preferentemente 8 o más, más preferentemente 10 o más e incluso más preferentemente 13 o más.
Con la presente invención es posible obtener aceros, en particular aceros para herramientas de extremadamente alta conductividad; los inventores han observado que, si se siguen algunas reglas composicionales y consideraciones generales en la selección de los rangos de composición y los tratamientos termomecánicos, los aceros de la presente invención también pueden obtenerse con muy buena tenacidad y buena resistencia al desgaste con un contenido de aleación considerablemente bajo. La microestructura principal de los aceros de la presente invención consiste en una microestructura martensítica o bainítica o al menos parcialmente martensítica o bainítica (con algo de ferrita, perlita o incluso algo de austenita retenida). Con la presente invención también es posible obtener aceros con dichas propiedades mejoradas a costes muy bajos.
Una estrategia para obtener pocos elementos en solución sólida manteniendo propiedades mecánicas interesantes consiste en conducir la mayoría de los elementos a partículas de refuerzo cerámicas especialmente elegidas, e incluir la parte no metálica (%C, %B, y %N) en los carburos, alternativamente nitruros, boruros o intermedios. Para este propósito los carburos tipo M3Fe3C son unos de los más interesantes, ya que tienen una alta densidad de electrones, donde M es cualquier elemento metálico, pero más preferentemente M es Mo y/o W. Pero también hay otros carburos (Mo, W, Fe) con una densidad de electrones considerablemente alta y tendencia a solidificar con gran perfección cristalina de forma que en general se desea tener predominantemente carburos (Mo, W, Fe) (donde obviamente parte del %C puede ser reemplazado por %N o %B), por lo general más del 60%, preferentemente más del 72%, más preferentemente más del 82% o incluso más preferentemente más del 92% de este tipo de carburos. En el contexto de esta patente, los porcentajes que se refieren al contenido de un elemento son % en peso. Para una mayor conductividad térmica, M sólo debe ser Mo o W donde otro elemento metálico en solución sólida esté presente en una cantidad de menos de 18%, preferentemente menos de 14%, más preferentemente menos de 8% e incluso más preferentemente menos de 4%. La cantidad de Mo y W es de gran importancia, así como su relación. Una regla general para fijar el contenido de Mo y W con el fin de obtener una alta conductividad térmica así como preservar elevadas propiedades mecánicas consiste en %Mo+ 1/2 %W > 1,2. Generalmente, para una conductividad térmica extremadamente alta, el %Mo debería ser preferentemente más de 2,3%, más preferentemente más de 3,2% e incluso más preferentemente más de 3,9%. El uso de solo %Mo es ventajoso para la conductividad térmica. Por lo tanto, para aplicaciones que requieren extremadamente alta conductividad térmica el %Mo puede ser incluso más de 4,1%, preferentemente más de 4,4%, más preferentemente más de 4,6% e incluso más preferentemente más de 4,8%. Cuando se trata del %W, es deseable tener menos de 2,5% de W, más preferentemente menos de 1,5% de W e incluso más preferentemente menos de 1% de W. Por otra parte, dependiendo del precio del W, para algunas aplicaciones donde se requiere bajo coste, es conveniente que el %W sea
menor de 0,9%, preferentemente menor de 0,7%, más preferentemente menor de 0,4 o incluso nada en absoluto de %W intencional. Para aplicaciones en las que hay que maximizar la conductividad térmica pero regular la fatiga térmica, normalmente se prefiere tener de 1,2 a 3 veces más Mo que W, pero no la ausencia de W, ya que el %Mo tiene la desventaja de proporcionar un mayor coeficiente de expansión térmica que presenta efectos negativos para la fatiga térmica. El %W también tiene un efecto sobre la deformación que se puede alcanzarse durante el tratamiento térmico, ya que el desajuste de los radios atómicos es mayor que el del %Mo. Así, para aquellas aplicaciones en las que es importante el control de la deformación durante el tratamiento térmico, es deseable que el W no esté ausente, preferentemente que esté presente al menos en una cantidad de 0,4%, más preferentemente más de 0,8% e incluso más preferentemente más de 1,2%. Los inventores han encontrado que hay también algunos elementos que se disuelven en estos tipos de carburos induciendo casi ninguna distorsión a la estructura cristalina. Este es el ejemplo del Hf y Zr. Estos elementos tienen también muy alta afinidad por el carbono y tienden a formar carburos separados de tipo MC que también liberan C de la solución sólida en la matriz. Para este propósito, es deseable tener al menos 0,02% de Hf, preferentemente más de 0,09% de Hf, más preferentemente más de 0,180% de Hf, más preferentemente 0,44% de Hf e incluso más preferentemente más de 1% de Hf. Por otra parte, para el Zr es deseable tener al menos 0,03% de Zr, preferentemente más de 0,09%, preferentemente más de 0,18% de Zr, más preferentemente más de 0,52% de Zr e incluso más preferentemente más de 0,82% de Zr. El Hf utilizado como formador de carburos fuerte también proporciona ductilidad en el borde de grano y aumenta la resistencia a la oxidación. También se utiliza para aumentar la resistencia a altas temperaturas y también ambos Hf y Zr poseen una resistencia inherente a la corrosión. Por lo tanto, para aplicaciones que requieran alguna resistencia ambiental, es deseable tener incluso más Hf y/o Zr presente que el necesario para combinar con el C nominal para conseguir algo de resistencia a la corrosión y resistencia a la oxidación. En dichos casos, puede ser deseable tener más de 1% de Hf, preferentemente más de 2% de Hf y, a veces, dependiendo de la aplicación, incluso más de 3% de Hf. Lo mismo se aplica al Zr que puede ser deseable tener más de 1% de Zr, preferentemente más de 2% de Zr y, a veces, dependiendo de la aplicación, incluso más de 3% de Zr. Por otra parte, para aplicaciones que requieren niveles altos de tenacidad, el %Hf y/o el %Zr no debe ser muy altos, ya que tienden a formar carburos primarios grandes y poligonales que actúan como concentradores de tensión. Por lo tanto, en dichos casos es deseable que el %Hf sea menos de 0,53%, preferentemente menos de 0,48%, más preferentemente menos de 0,36% e incluso más preferentemente menos de 0,24%. Con respecto al %Zr, es deseable tener menos de 0,54%, preferentemente menos de 0,46%, más preferentemente menos de 0,28% e incluso más preferentemente menos de 0,12%. Dependiendo de la aplicación, es deseable que el %Hf y/o el %Zr se sustituyan total o parcialmente por %Ta, preferentemente más del 25% de la cantidad de Hf y/o Zr, más preferentemente más del 50% de Hf y/o Zr, incluso más preferentemente más del 75% de Hf y/o Zr, e incluso totalmente sustituido.
El Hf se obtiene como un subproducto del refino del Zr. Debido a que sus propiedades químicas son similares este proceso es extremadamente difícil y por lo tanto muy costoso. El Hf también es bien conocido por tener una alta capacidad de absorción de neutrones lo que hace de él un candidato perfecto para aplicaciones nucleares. La limitada disponibilidad de Hf deja muy poco material para usos distintos de las aplicaciones nucleares y por lo tanto en su estado puro es uno de los elementos más caros en el mercado. Por otra parte, el producto rechazado procedente de este refino es Zr que en consecuencia puede encontrarse a un coste realmente bajo. Debido a las propiedades químicas similares de ambos elementos, en algunos casos en los que el coste del producto es de gran importancia, el Hf puede ser parcial o incluso totalmente, dependiendo de la aplicación, sustituido por Zr, a veces en detrimento de perder algo de conductividad térmica. En dichos casos, el Zr se prefiere que sea más de 0,06%, preferentemente más de 0,22% y más preferentemente más de 0,33%. En algunos casos especiales puede ser deseable tener incluso más de 0,42% de Zr, mientras que el Hf se desea que sea menos de 0,15%, preferentemente menos de 0,08%, más preferentemente menos de 0,05% de Hf e incluso la ausencia del mismo.
Normalmente ningún otro elemento metálico además de los mencionados Fe, Mo, W, Hf, y/o Zr debe exceder un 20% del porcentaje en peso de los elementos metálicos del carburo. Preferentemente no debe ser más del 10% o incluso mejor del 5%.
Los inventores han visto sorprendentemente que pequeñas cantidades de %B tienen un efecto positivo en el aumento de la conductividad térmica. Por lo tanto, el %B debe ser más de 3ppm, preferentemente 5ppm, más preferentemente más de 10ppm e incluso más preferentemente más de 50ppms. Por otra parte, si se busca alta tenacidad con microestructura martensítica, el contenido de %B tiene que mantenerse por debajo de 598ppm, preferentemente por debajo de 196ppm, más preferentemente por debajo de 68ppms e incluso más preferentemente por debajo de 27ppms. El %Cr y el %V son elementos que tienen un efecto negativo en términos de alta conductividad térmica ya que causan mucha distorsión de la red cristalina cuando se disuelven en la matriz de carburo. Para una alta conductividad térmica el %V debe mantenerse por debajo de 0,23%, preferentemente por debajo de 0,15%, más preferentemente por debajo de 0,1% e incluso más preferentemente por debajo de 0,05%. Para conseguir una conductividad extremadamente alta, el %Cr tiene que mantenerse lo más bajo posible, preferentemente por debajo de 0,28%, más preferentemente por debajo de 0,08% e incluso más preferentemente por debajo de 0,02%. Para una conductividad térmica extremadamente alta también es deseable que el %Si sea lo más bajo posible. El caso del %Si es un poco diferente, ya que su contenido puede reducirse al menos mediante el uso de procesos de refinado como el ESR, pero tecnológicamente es muy difícil, debido a la pequeña ventana de proceso, para reducir el %Si por debajo de 0,2%, preferentemente por debajo de 0,16%, más preferentemente por debajo de 0,09% e incluso más preferentemente por debajo de 0,03% y al mismo tiempo lograr un bajo nivel de inclusiones (especialmente óxidos). La conductividad térmica más elevada sólo puede lograrse cuando los niveles de %Si y % Cr se encuentran por debajo de 0,1% y aún mejor si están por debajo de 0,05%.
Otras impurezas no deseadas tales como 0, N, P y/o S deben mantenerse lo más bajas posible para una conductividad térmica extremadamente alta, preferentemente por debajo de 0,1%, más preferentemente por debajo de 0,08% e incluso más preferentemente por debajo de 0,01%.
Procediendo de esta manera y aplicando las reglas composicionales descritas en la presente invención, los inventores han visto muy sorprendentemente que la conductividad térmica se vuelve insensible al contenido de %C. Este hecho es mucho más inesperado porque hasta el momento, la conductividad térmica dependía en gran medida del contenido de carbono, siendo menor con contenidos de C más elevados. Este hallazgo permite la producción de aceros para herramientas con extremadamente alta conductividad térmica y considerablemente alto contenido de carbono, aumentando al mismo tiempo las propiedades mecánicas. También tiene un gran impacto en los costes de fabricación y es especialmente ventajoso para aplicaciones de alta exigencia.
También es una peculiaridad de la presente invención lograr una conductividad extremadamente alta también a altos niveles de dureza. Este hecho es muy ventajoso para matrices de trabajo en caliente que requieren alta dureza; por ejemplo, la mayoría de aplicaciones de forja utilizan durezas en el rango de 48-54 HRc, el moldeo por inyección de plástico se ejecuta preferentemente con herramientas que tienen una dureza alrededor de 50-54 HRc, la fundición de aleaciones de cinc se realiza a menudo con herramientas que presentan una dureza en el rango de 47-52 HRc, la estampación en caliente de chapas recubiertas se realiza sobre todo con herramientas que presentan una dureza de 48 54 HRc y para chapas sin recubrir 54-58 HRc. Para aplicaciones de embutición y corte de chapa la dureza más ampliamente utilizada se encuentra en el rango de 56-66 HRc. Para algunas aplicaciones de corte fino se utilizan incluso durezas mayores de 64-69 HRc, por mencionar algunas. Con la presente invención, es posible obtener una estructura a nivel atómico (disposición atómica, en cuanto a la optimización de la densidad de estados y la movilidad de los portadores de carga en todas las fases) prescrita en la presente invención, cuya implementación se puede medir de manera inequívoca por un valor de difusividad térmica superior a 13mm2/s, preferentemente más de 14mm2/s e incluso más preferentemente más de 14,7mm2/s para durezas de más de 48 HRc, preferentemente más de 50HRc o incluso más preferentemente más de 53 HRc. Cuando la invención se realiza particularmente bien, se pueden conseguir estructuras inesperadas a nivel atómico (disposición atómica, en cuanto a la optimización de la densidad de estados y la movilidad de los portadores de carga en todas las fases) prescritas en la presente invención, cuya implementación se puede medir de manera inequívoca por un valor de difusividad térmica incluso superior a 15mm2/s.
Con la presente invención, también es posible conseguir conductividades extremadamente altas no sólo a temperatura ambiente sino también a temperaturas de trabajo más altas. En la presente invención, es posible obtener para una temperatura de 200°C y dureza por debajo de 40 HRC, preferentemente por debajo de 39HRc, más preferentemente por debajo de 38HRc o incluso más preferentemente por debajo de 35 HRc, la estructura en la escala sub-nanométrica prescrita en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 13mm2/s, preferentemente por encima de 13,9mm2/s, más preferentemente más de 14,5mm2/s e incluso más preferentemente más de 15mm2/s; a una temperatura de 400°C, se pueden conseguir las estructuras en la escala subnanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 8,99 mm2/s, preferentemente más de 9,67 mm2/s, más preferentemente más de 10,1 mm2/s e incluso más preferentemente más de 10,88 mm2/s y a una temperatura de 600°C se pueden conseguir las estructuras a escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 5,47mm2/s, preferentemente más de 6,64mm2/s, más preferentemente más de 6,99mm2/s e incluso más preferentemente más de 7,4mm2/s. En la presente invención, es posible obtener para una temperatura de 200°C y dureza de más de 40HRc, preferentemente más de 42HRc, más preferentemente más de 43HRc o incluso más preferentemente más de 46 HRc, se pueden conseguir una estructura en la escala sub-nanométrica prescrita en el presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica mayor de 12,1mm2/s, preferentemente por encima de 12,9mm2/s, más preferentemente más de 13,4mm2/s e incluso más preferentemente más de 13,9mm2/s; a una temperatura de 400°C, se pueden conseguir las estructuras en la escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 8,2 mm2/s, preferentemente más de 8,78 mm2/s, más preferentemente más de 9,23 mm2/s e incluso más preferentemente más de 9,89 mm2/s y a una temperatura de 600°C se pueden conseguir las estructuras a escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 5,01mm2/s, preferentemente más de 5,79mm2/s, más preferentemente más de 6,32mm2/s e incluso más preferentemente más de 6,87mm2/s. En la presente invención, es posible obtener para una temperatura de 200°C y dureza más de 48HRc, preferentemente más de 50HRc, más preferentemente más de 54HRc o incluso más preferentemente más de 58 HRc, se puede conseguir la estructura en la escala sub-nanométrica prescrita en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 11,47mm2/s, preferentemente por encima de 12,01 mm2/s, más preferentemente más de 12,65mm2/s e incluso más preferentemente más de 13mm2/s; a una temperatura de 400°C, se pueden conseguir las estructuras en la escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 7,58 mm2/s, preferentemente más de 8,01 mm2/s, más preferentemente más de 8,76 mm2/s e incluso más preferentemente más de 9,1 mm2/s y a una temperatura de 600°C se pueden conseguir las estructuras a escala sub-nanométrica prescritas en la presente invención cuya implementación puede monitorizarse mediante un valor de difusividad térmica superior a 4,18mm2/s, preferentemente más de 4,87mm2/s, más preferentemente más de 5,70mm2/s e incluso más preferentemente más de 6,05mm2/s.
Nótese que en términos metalúrgicos, la composición de los aceros normalmente se da en términos de Ceq, que se define como el carbono en la estructura teniendo en cuenta no sólo el propio carbono, o carbono nominal, sino también todos los elementos que tienen un efecto similar en la estructura cúbica del acero, normalmente B y/o N.
En el contexto de esta patente, los elementos traza se refieren a cualquier elemento que, si no se indica lo contrario, debe ser menos de 1,4%, más preferentemente menos de 0,9% y a veces incluso más preferentemente menos de 0,78%. Posibles elementos considerados como elementos traza son H, He, Xe, Be, 0, F, Ne, Na, Mg, P, S, Cl, Ar, K, Ca, Zn, Ga, Ge, As, Se, Br, Kr, Rb, Sr, Tc, Ru, Rh, Pd, Ag, Cd, In, Sn, Sb, Te, I, Cs, Ba, Re, 0s, Ir, Pt, Au, Hg, Tl, Pb, Bi, Po, At, Rn, Fr, Ra, Ac, Th, Pa, U, Np, Pu, Am, Cm, Bk, Cf, Es, Fm, Md, No, Lr, Rf, Db, Sg, Bh, Hs, Mt solos y/o en combinación. Para algunas aplicaciones, algunos elementos traza o incluso los elementos traza en general pueden ser bastante perjudiciales para una propiedad particular relevante (como puede ser a veces el caso para la conductividad térmica y la tenacidad). Para dichas aplicaciones es deseable mantener los elementos traza por debajo de 0,4 %, preferentemente por debajo de 0,2%, más preferentemente por debajo de 0,14% o incluso por debajo de 0,06%. No es necesario decir que estar por debajo de una cierta cantidad incluye también la ausencia del elemento. En muchas aplicaciones, la ausencia de la mayoría de los elementos traza o incluso de todos ellos es obvia y/o deseable. Como se ha mencionado cada elemento traza se considera una sola entidad y por lo tanto muy a menudo para una aplicación determinada diferentes elementos traza tendrán diferentes valores máximos admisibles de porcentaje en peso. Los elementos traza, cuando están presentes, son no intencionales y relacionados principalmente con la impureza de los elementos de aleación y las chatarras utilizadas para la producción de la aleación. La razón de la presencia de diferentes elementos traza puede ser diferente para una misma aleación.
A menudo sucede que dos aceros que representan dos avances tecnológicos muy diferentes, y por lo tanto destinados a aplicaciones muy diferentes, además cada uno absolutamente inútil para la aplicación objetivo del otro, pueden coincidir en el rango composicional. En la mayoría de los casos, la composición real nunca coincidirá incluso si los rangos composicionales interfieren más o menos, en otros casos, la composición real podría incluso coincidir y la diferencia vendría de los tratamientos termo-mecánicos aplicados.
Los aceros descritos anteriormente son especialmente adecuados para aplicaciones que requieren extremadamente alta conductividad térmica para reducir drásticamente el tiempo de ciclo durante el proceso de conformado, tales como la fundición entre muchos otros, donde el coste asociado a la productividad es relevante.
Algunas aplicaciones requieren alta dureza combinada con muy alta conductividad térmica, como es el caso de la estampación en caliente de chapas no recubiertas. Algunas de estas aplicaciones requieren en la parte superior niveles bastante elevados de tenacidad e incluso tenacidad a fractura y a menudo son muy sensibles a los costes de fabricación de las herramientas. Para dichas aplicaciones los requisitos son tan elevados que se deben respetar reglas composicionales muy ajustadas y requisitos muy estrictos en la microestructura especialmente a escala subnanométrica.
De acuerdo con las enseñanzas de EP 1887096 A1, la alta difusividad térmica está únicamente relacionada con la disponibilidad y la libertad de movimiento de los portadores de carga presentes en todas las fases. Los aceros para herramientas de la presente invención tienen dos tipos principales de fases: fases de tipo matriz que son metálicas y fases de tipo carburo (nitruro boruro o incluso óxido) que son más bien de naturaleza cerámica. Por lo tanto la densidad de estados y los caminos libres medios para los portadores de carga deben maximizarse en todas las fases presentes. La implementación de dichas optimizaciones y la obtención de la estructura prescrita a escala sub-nanométrica puede monitorizarse mediante los valores de difusividad térmica que se pueden obtener a diferentes niveles de dureza.
Como EP 1887096 A1 enseña la mejor forma de maximizar la conductividad térmica es entonces asegurarse de que en la microestructura final estén presentes carburos con alto carácter metálico y lo que es incluso más importante, que su estructura cristalina tenga un nivel muy alto de perfección. Cuando se trata de la matriz se recomienda mantener los elementos que causan la máxima dispersión fuera de la solución, uniéndolos a los carburos (o nitruros, boruros, óxidos o mezclas de los mismos con el mismo propósito). La obtención de dichas características estructurales a nivel atómico puede monitorizarse mediante los valores de difusividad térmica obtenidos. Para algunas aplicaciones de la presente invención es deseable tener niveles moderados de carbono equivalente.
Esta forma de proceder fija unas reglas muy estrictas sobre la forma en que tienen que ajustarse el contenido de formadores de carburos y el carbono equivalente (%Ceq), lo que tiene unas importantes implicaciones en el coste cuando se quieren obtener valores extremadamente altos de conductividad. Ahora los inventores han visto que sorprendentemente hay una cierta combinación de ciertos elementos que permite implementar las enseñanzas de EP 1887096 A1 con respecto a la optimización de la densidad de estados y a la movilidad de los portadores de carga en todas las fases dando así el tipo de microestructuras descritas a escala sub-nanométrica o incluso unas más optimizadas, como puede medirse de manera inequívoca con los niveles extremadamente altos de difusividad térmica pero sin la carga y los costes asociados de tener que ajustar muy estrechamente los niveles de carbono equivalente al de los formadores de carburos. Este sorprendente descubrimiento reduce fuertemente la complejidad implícita de obtener alta conductividad térmica mientras que al mismo tiempo incrementa las posibilidades de obtener otras propiedades deseables al mismo tiempo. Los inventores han visto que este sorprendente efecto solo tiene lugar para niveles moderados de carbono equivalente.
Si el carbono equivalente es demasiado bajo, entonces los formadores de carburos en solución sólida en las fases de la matriz causan una alta dispersión de los portadores de carga. Por lo tanto el %Ceq tiene que ser mayor de 0,27%, preferentemente mayor de 0,32%, más preferentemente mayor de 0,38% e incluso más preferentemente mayor de 0,52%. Por otra parte niveles demasiado altos de %Ceq llevan a la imposibilidad de obtener la naturaleza requerida y la perfección de los carburos (nitruros, boruros, óxidos o combinaciones) independientemente del tratamiento térmico aplicado. Por lo tanto %Ceq tiene que ser inferior a 0,68% e incluso más preferentemente inferior a 0,58%. Para que tenga lugar este efecto inesperado, es importante tener un nivel preciso de %Mo. El %Mo puede ser parcialmente sustituido por %W, pero no completamente, por lo que se hará referencia aquí a los valores como %Mo_eq Esta sustitución se lleva a cabo en términos de %Mo_eq, por lo tanto cada %Mo sustituido requiere aproximadamente el doble de %W. La sustitución del %Mo con %W se mantendrá inferior al 75%, preferentemente inferior al 64%, más preferentemente inferior al 38% e incluso más preferentemente inferior al 18%. 0bviamente ya que el coste del %Mo es a menudo inferior al del %W y la sustitución de %Mo en el %Mo_eq requiere el doble de %W, la alternativa más económica es cuando no hay reemplazo y el %W se deja a nivel de elemento traza (ya se ha proporcionado una definición completa de los elementos traza y los porcentajes en peso involucrados, aunque el %W no fue considerado un elemento traza, sin embargo para la aplicación descrita ahora, se consideraría un elemento traza). Los elementos traza pueden añadirse intencionadamente para buscar una funcionalidad particular incluyendo también la reducción de costes o su presencia puede ser inintencional y relacionada principalmente con las impurezas de los elementos de aleación y las chatarras utilizadas para la producción de la aleación. Incluso la ausencia, o la presencia simplemente como impureza (impureza es uno de los tipos de elementos traza) de %W, que podría ser denominada como ausencia de %W, puede ser muy ventajosa cuando se persigue el coste mínimo de aleación. Por lo tanto, para algunos casos, es deseable que el %W sea menos del 1%. Los inventores han visto que para que ocurra este resultado inesperado, y teniendo una alta conductividad térmica con alta tolerancia a las desviaciones del valor nominal de la aleación que permita una ruta de fabricación menos precisa, se requiere un nivel mínimo de %Mo_eq por debajo del cual los carburos que pueden formarse no son capaces de alcanzar altos niveles de perfección cuando el %Ceq no está estrechamente ajustado. Por lo tanto el %Mo_eq tendrá que ser mayor de 2,8%, preferentemente mayor de 3,2%, más preferentemente más de 3,7% e incluso más preferentemente más de 4,2% para que este efecto tenga lugar. Por otra parte niveles demasiado altos de %Mo_eq darán lugar a situaciones en las que no existirá ningún tratamiento térmico que pueda evitar una dispersión considerable de los portadores de carga en al menos una de las fases de la matriz, y por lo tanto una conductividad térmica extremadamente alta, incluso cuando se aplican las enseñanzas de EP 1887096 A1, sólo se podrá conseguir para un nivel muy preciso de %Ceq, a menudo impracticable a escala industrial. Por lo tanto el %Mo_eq tendrá que ser inferior a 6,8%, preferentemente inferior a 5,7%, más preferentemente inferior a 4,8% e incluso más preferentemente inferior a 3,9%. Los inventores han visto que para algunas aplicaciones que requieren una buena resistencia al desgaste en combinación con alta tenacidad en el ámbito de la presente invención, debe aplicarse la siguiente regla:
el Ceq debe ser mayor de 0,38%, preferentemente mayor de 0,4%, más preferentemente mayor de 0,42% e incluso más preferentemente mayor de 0,48%.
El Ceq debe ser inferior a 0,68% y preferentemente inferior a 0,58% y, o bien el %Moeq debe ser moderado o el %V debe estar presente como sigue: %Moeq que 9,8%, preferentemente menos de 9,5%, más preferentemente menos de 8,9% e incluso más preferentemente menos de 7,6%; cuando se trata del %V más de 0,12, preferentemente más de 0,15%, más preferentemente más de 0,18% e incluso más preferentemente más de 0,23%.
Los inventores han visto que para otras aplicaciones que requieren algo de contenido de %Ni presente, debe aplicarse la siguiente regla:
el %Moeq debe ser menos de 4,4%, preferentemente menos de 3,7%, más preferentemente menos de 2,5% e incluso más preferentemente menos de 1,2% y el %Ni debe ser menos de 0,75%, preferentemente menos de 0,62%, más preferentemente menos de 0,58% e incluso más preferentemente menos de 0,43%.
Los inventores han visto que para las aplicaciones que requieren resistencia en combinación con resistencia al desgaste, debe aplicarse la siguiente regla:
el %Moeq debe ser menos de 4,2%, preferentemente menos de 3,7%, más preferentemente menos de 2,8% e incluso más preferentemente menos de 1,6%.
y el %V debe estar presente en una cantidad mayor de 0,05%, preferentemente mayor de 0,12%, más preferentemente mayor de 0,18% e incluso más preferentemente mayor de 0,29%.
Los autores creen que estos resultados inesperados derivan de una muy amplia gama de estequiometrías posibles para los carburos de tipo (Mo, W)3Fe3C donde las imperfecciones asociadas a la estructura cristalina causan más bien poca dispersión. También el contenido de Fe se puede variar de forma significativa con el mismo efecto, incluso la densidad de estados para los electrones y fonones, a pesar de su variación, no tiene un efecto dramático en la disponibilidad global de los portadores de carga. De hecho, los carburos probablemente se describirían mejor como (Mo,W)3-xFe3+xC
donde x puede tener valores negativos y donde, obviamente, otros formadores de carburos pueden sustituir el Mo, W y/o Fe parcialmente.
Los autores han visto que el efecto inesperado descrito en los párrafos anteriores se puede fomentar fuertemente a través del uso de formadores de carburos fuertes que presentan una baja distorsión cuando se incorporan a los carburos de molibdeno. Pero para aplicaciones que requieran alta tenacidad se tiene que tener cuidado ya que estos formadores de carburos fuertes podrían formar sus propios carburos primarios si están presentes en una concentración suficientemente alta, y como suelen tener una morfología bastante poligonal tienen un marcado efecto negativo en la resiliencia e incluso en la tenacidad a fractura de las aleaciones resultantes, cuando se aplican los tratamientos térmicos que conducen a las microestructuras sub-nanométrica deseadas, para los propósitos de conducción de calor deseados. Por lo tanto aunque para algunas aplicaciones podría ser deseable no añadir intencionadamente esos formadores de carburos, para la mayoría de aplicaciones es deseable tener %Hf+%Ta+%Zr mayor de 0,02%, preferentemente mayor de 0,1%, más preferentemente mayor de 0,2% o incluso mayor de 0,3%. Para aplicaciones que requieren alta tenacidad es deseable tener %Hf+%Ta+%Zr por debajo de 1,4%, preferentemente por debajo de 0,98%, más preferentemente por debajo de 0,83% e incluso más preferentemente por debajo de 0,65%. De todos los formadores de carburo fuertes, los autores han visto que el Zr es uno de los más interesantes, ya que se mezcla con poca distorsión en los tipos de carburos preferidos para la presente invención, y tiene un coste comparativamente bajo. Por lo tanto, es a menudo el caso para las implementaciones de la presente invención que el %Zr es el formador de carburos fuerte con mayor concentración. Para aplicaciones en las que la presencia de formadores de carburos fuertes es ventajosa como se ha descrito anteriormente, pero donde el coste de fabricación es de importancia a menudo tendrán un %Zr mayor de 0,05%, preferentemente mayor de 0,1, más preferentemente mayor de 0,22% e incluso más preferentemente mayor de 0,4%. Para aplicaciones muy exigentes, es deseable que el %Zr sea mayor de 0,67%, preferentemente mayor de 1,5%, más preferentemente más de 3,7% e incluso más preferentemente incluso más de 4%. Por otra parte, cuando la tenacidad es de importancia hay una limitación del %Zr que a menudo será por debajo de %0,78 preferentemente por debajo de 0,42, más preferentemente por debajo de 0,28% e incluso por debajo de 0,18%. Para algunas aplicaciones, el %Zr puede ser sustituido parcial o totalmente por %Hf y/o %Ta.
Los inventores han visto que las reglas de aleación comentadas hasta ahora pueden conducir a los resultados inesperados comentados hasta ahora, pero sólo se pueden implementar para secciones transversales moderadas si se requiere alta resistencia mecánica en combinación con alta tenacidad, ya que la templabilidad en el rango ferrítico/perlítico es bastante moderada. A este respecto, los autores han hecho tres descubrimientos inesperados. El primero se relaciona con el uso del %B para el aumento de la templabilidad. Ad en la presente invención se puede lograr un factor mucho mayor de 2,0 (casi factor 10 como puede verse en la tabla 7) con un %B por encima de 25ppm, en contra de lo que es el caso para los aceros convencionales como se puede ver en la Figura 1 donde el efecto del %B disminuye para un %B por encima de 20ppm y se convierte casi en constante a 2,0 para un %B por encima de 25ppm. La segunda observación inesperada se refiere al efecto del %Ni a bajas concentraciones que puede aumentarse fuertemente en presencia de otros elementos y que puede hacerse con un efecto mínimo en la dispersión en la matriz para niveles de alta dureza !!!. El tercer efecto sorprendente es el del %V que había demostrado antes ser incluso negativo para la templabilidad en este régimen, pero que tiene un efecto positivo si el %V no es demasiado alto y especialmente en presencia de %Ni y/o %B. Estos tres descubrimientos conducen a materiales que pueden presentar una alta dureza con la estructura deseada a nivel atómico (disposición atómica) prescrita en la presente invención, cuya implementación se puede medir de manera inequívoca mediante un valor de difusividad térmica superior a 8,5 mm2/s a durezas de más de 48 HRc que tienen suficiente alta templabilidad en el dominio ferrítico/perlítico para ser capaces de obtener dichas propiedades a través de un proceso de endurecimiento al vacío con N2 o a través de las enseñanzas de WO2013167580A1. Al mirar en detalle los tres descubrimientos inesperados con respecto a la templabilidad, y mirando primero a las reglas composicionales derivadas de estos descubrimientos, se ha observado lo siguiente:
Se cree que el efecto positivo del %B se limita a bajo %C, de hecho la mayoría de literatura reporta el efecto beneficioso para niveles de %C hasta 0,2% o eventualmente, 0,25%. Los autores han visto que en la presente invención el %B tiene un efecto positivo, aunque los valores %Ceq son mucho más elevados que los reportados en la literatura, como se puede ver en la tabla 7. La literatura también describe el máximo efecto positivo del %B que tiene lugar a alrededor de 20 ppm como se puede ver en la figura 1. En la presente invención y como se puede ver en la tabla 7 el efecto positivo del %B tiene lugar a valores mayores de %B. Así que para los aceros de la presente invención, cuando se busca alta templabilidad en la zona ferrítico/perlítica, a menudo el %B es deseable a niveles por encima de 1 ppm, preferentemente por encima de 25 ppm, más preferentemente por encima de 45 ppm, incluso más preferentemente por encima de 58 ppm e incluso a veces por encima de 72 ppm. Un exceso de %B puede tener el efecto contrario en función de la disponibilidad de los elementos formadores de boruros. También el efecto en la tenacidad puede ser muy perjudicial si se forman excesivos boruros. Así que para los aceros de la presente invención que requieran alta tenacidad y la presenten formadores de boruros fuertes, el %B está por debajo de 0,2 %, preferentemente por debajo de 88 ppm, más preferentemente por debajo de 68ppm, e incluso a veces por debajo de 48 ppm
Cuando se trata del %Ni, su efecto positivo en la templabilidad ya fue descrito en EP2236639B1 Los autores han reconocido que se pueden emplear valores más bajos de %Ni cuando se combina con otros elementos, principalmente %B y %V. También se reconoce el efecto de todos los formadores de carburos con mayor afinidad por el carbono que el molibdeno (Ti, Nb, Zr, Hf, Ta). El uso de esta peculiaridad del efecto combinado o efecto catalítico permite alcanzar mayores niveles de templabilidad con menores niveles de %Ni, que pueden capitalizarse para obtener microestructuras
en la escala sub-nanométrica que son más ventajosas para la presente invención en las fases de la matriz, ya que el %Ni es un fuerte dispersor en una microestructura Fe-C de martensita revenida o bainita revenida, especialmente cuando está presente en cantidades por encima del 1%, y es muy difícil si no imposible recolocar este elemento de una forma efectiva, a través de los posibles tratamientos termo-mecánicos. Así, en la presente invención cuando es deseable una alta templabilidad en el régimen ferrítico/perlítico a menudo el %Ni está presente en una cantidad por encima de 0,2%, preferentemente por encima de 0,30%, más preferentemente por encima de 0,42%, e incluso a veces por encima de 0,75%. Por otra parte como se ha mencionado, un excesivo %Ni podría hacer imposible obtener una dispersión extremadamente baja de los niveles de portadores de carga en al menos una de las fases de la matriz, por ésta razón, cuando se desea una conductividad extremadamente alta, entonces el %Ni está presente en una cantidad por debajo de 2,7%, preferentemente por debajo de 1,8%, más preferentemente por debajo de 0,8% e incluso a veces por debajo de 0,68% e incluso por debajo de 0,48% en peso. Como se ha mencionado, también el %B tiene un efecto positivo en la templabilidad. Cuando se busca alta templabilidad, la combinación del %B y %Ni tiene que equilibrarse bien porque de otro modo se cancela su efecto lo que resulta en una disminución de la templabilidad. Si ambos, %B y %Ni están bien equilibrados, se ha observado sorprendentemente que su efecto es aditivo, dando lugar a altos valores de templabilidad. Cuando se usan los niveles moderados de %Ni que se indican aquí, entonces, a menudo se desea que el %B sea más de 7ppm, preferentemente más de 12ppm, más preferentemente más de 31ppm e incluso más preferentemente más de 47ppm. Para algunas aplicaciones, un excesivo %B puede ser perjudicial para la templabilidad también cuando están presentes contenidos moderados de %Ni. En esos casos es deseable tener un %B de menos de 280ppm, preferentemente menos de 180ppm, más preferentemente menos de 90ppm e incluso menos de 40ppm. Los inventores han visto que, mientras que un %V por encima de 1,5% tiene más bien un efecto negativo sobre la templabilidad, valores inferiores de %V especialmente cuando el %Ni y/o %B no están ausentes, presentan un notable aumento de la templabilidad en el régimen ferrítico/perlítico. Los autores han visto que para este propósito para algunas aplicaciones es deseable tener un %V de más de 0,12, preferentemente más de 0,22%, más preferentemente más de 0,42%, más preferentemente más de 0,52% e incluso más preferentemente más de 0,82%.
Una de las formas preferidas para equilibrar el contenido de %W, %Mo y %C en la presente invención es a través de la adhesión a la regla de aleación siguiente:
%Ceq = 0,4 (%Moeq(real) -4) ■ 0,04173
donde: Moeq(real) = %Mo (AMo/AW) *%W.
con:
AMo - masa atómica del molibdeno (95,94 u);
AW - masa atómica del tungsteno (183,84 u);
Si la expresión se normaliza en un parámetro K = (%Ceq / 0,4 (%Moeq (real) -4) ■ 0,04173), es deseable que cuando %Mo < 4 entonces K < 0
Como puede verse en la tabla 1, el efecto del %B está claramente afectado por la presencia de %Ni y %V. Por lo tanto las cantidades deseadas en los aceros de la presente invención dependerán de la presencia y cantidad de %Ni y %V. Hay otros elementos que los autores han visto como contribuyentes fuertes o al menos netos a la templabilidad en el dominio perlítico/ferrítico que pueden utilizarse en combinación o como un reemplazo del %Ni. Los más significativos son el %Cu y el %Mn y en menor medida el %Si. El %Cu tiene la ventaja de aumentar la resistencia ambiental contra ciertos entornos, pero si está presente en cantidades excesivas afecta negativamente a la tenacidad. Mientras los efectos del %Ni y el %Cu parecen ser aditivos para los aceros de la presente invención, este no es el caso para el %Ni y el %Mn cuando ambos están presentes en cantidades suficientemente altas. Para algunas aplicaciones es deseable que el %Cu sea más de 0,05%, preferentemente más de 0,12%, más preferentemente más de 0,54% e incluso más preferentemente más de 0,78%. Para algunos casos, se prefiere que sea más de 1%, preferentemente más de 2,7%, más preferentemente más de 7,01% e incluso más preferentemente más de 5%. Para algunas realizaciones preferidas, %Cu+%Ni se prefiere que sea más de 0,1%, preferentemente más de 0,34%, más preferentemente más de 0,47% e incluso más preferentemente más de 0,6%
Los autores han hecho otra sorprendente observación que es de gran interés para ciertas aplicaciones y es que pequeñas cantidades de Nb y/o Zr ayudan a tener altas propiedades térmicas y mecánicas mientras mantienen el efecto combinado del %B y el %Ni en la templabilidad. Para algunas aplicaciones se prefiere la presencia solo de %Nb y hay también aplicaciones donde se prefiere solo la presencia de %Zr. A este respecto a menudo es deseable tener al menos 1ppm, preferentemente 2ppm, más preferentemente más de 4ppm e incluso más preferentemente más de 12ppm. Si se usan en demasiada cantidad, entonces podrían tener un efecto negativo y el balance entre el compromiso demandado se pierde. Entonces es deseable que el %Nb y/o el %Zr se mantengan por debajo de 105ppm, preferentemente menos de 64ppm, más preferentemente menos de 30ppm e incluso más preferentemente menos de 16ppm.
Si se quiere mejorar la conductividad térmica pero el %Cr necesita ser alto y el %C entre 0,2% y 0,8% en peso debido a una cierta aplicación, entonces la presencia de %Zr ayuda a este respecto. Para dichos casos, a menudo es deseable
que el %Cr sea más de 2,4%, preferentemente más de 3,7%, más preferentemente más de 4,6% e incluso más preferentemente más de 5,7%. Para obtener valores más altos de conductividad térmica a menudo será deseable que el %Zr esté presente, al menos, más de 0,1%, preferentemente más de 0,87%, más preferentemente más de 1,43% e incluso más preferentemente más de 2,23%.
Los autores han hecho muchas observaciones sorprendentes que conducen a la presente invención, pero, probablemente, una de las más sorprendentes se relaciona con el efecto que tiene la presencia de ciertos elementos a nivel de traza que tienen un fuerte efecto sobre la morfología de la microestructura bainítica que se puede obtener con ciertos tratamientos térmicos. Así, ciertos niveles precisos de %B y e incluso más con la presencia de %Ni (que puede ser a su vez, parcial o totalmente sustituido por %Cu y %Mn entre otros) pueden conducir a microestructuras bainíticas tenaces, e incluso a microestructuras bainiticas de alta temperatura que son tenaces incluso cuando el tamaño de grano no es extremadamente fino. En los párrafos siguientes se elaboran estas sorprendentes observaciones.
Los autores han hecho la observación de que para tener un efecto notable en la microestructura bainítica que se puede obtener, el %B tiene que estar presente en contenidos algo más altos de lo que se requiere para el aumento de la templabilidad en el dominio ferrítico/perlítico. Para los tratamientos térmicos como los descritos en WO2013167580A1 los inventores han visto que se requieren al menos 56 ppm de %B, preferentemente 62 ppm de %B o más, preferentemente 83 ppm de %B o más, más preferentemente 94 ppm de %B o más, e incluso 112 ppm de %B o más para tener este efecto particular, el contenido mínimo exacto dependiendo de la composición química específica y del tratamiento térmico elegido. Los autores también han visto que para algunas aplicaciones el efecto positivo sobre la microestructura bainítica se puede anular por la precipitación de boruros dependiendo de la disponibilidad de los elementos formadores de boruros. Como regla general, para las aplicaciones en las que la tenacidad es más importante que la resistencia al desgaste es deseable mantener el %B por debajo de 390 ppm, preferentemente por debajo de 285 ppm, más preferentemente por debajo de 145 ppm e incluso por debajo de 98 ppm. Mientras que los límites descritos hasta ahora se pueden aplicar de una manera general, los inventores han visto que en algunas circunstancias otros límites podrían ser más convenientes. Aplicar los límites generales o los más específicos dependerá de la aplicación concreta a optimizar. El primer conjunto de límites más específicos se produce cuando hay presencia de %Ni en la aleación. Los autores han visto que el %Ni puede tener un efecto en la morfología de la bainita de alta temperatura y también un efecto sobre la función del %B. Así, para algunas aplicaciones y cuando el %Ni está presente, para tener un efecto optimizado sobre la morfología de la bainita cuando se aplican los tratamientos térmicos descritos en WO2013167580A1, es mejor mantener el %B por encima de 82ppm, preferentemente por encima de 92ppm, más preferentemente por encima de 380ppm e incluso más preferentemente por encima de 560ppm pero por debajo de 35000ppm, preferentemente por debajo de 1400ppm, más preferentemente por debajo de 740ppm, más preferentemente por debajo de 520ppm e incluso más preferentemente por debajo de 440ppm.
Como ya se ha mencionado en el párrafo anterior, el %Ni por sí solo también puede presentar un efecto positivo sobre la morfología de la bainita que conduce a una tenacidad superior para un tamaño de grano determinado. Cuando se persigue este efecto es recomendable tener el %Ni por encima de 0,1%, preferentemente por encima de 0,22%, más preferentemente por encima de 0,35% e incluso más preferentemente por encima de 0,48%.
Se pueden tomar en cuenta algunas reglas composicionales adicionales para un rendimiento mejorado en algunas otras aplicaciones determinadas. Por ejemplo, cuando se trata de la resistencia al desgaste la presencia de Hf y/o Zr tiene un efecto positivo. Si esta debe ser aumentada considerablemente, entonces también se pueden utilizar otros formadores de carburos fuertes con poca distorsión de la red cristalina, como el Ta o incluso el Nb. Entonces %Zr+%Hf+%Nb+%Ta debe estar por encima de 0,12%, preferentemente por encima de 0,35%, más preferentemente por encima de 0,41% e incluso más preferentemente por encima de 1,2%. El %V también es un buen formador de carburos que tiende a formar colonias muy finas pero como se ha dicho tiene una mayor incidencia en la conductividad térmica que otros formadores de carburos. Entonces, en aplicaciones en las que la conductividad térmica debería ser alta, pero que no se requiere que sea extremadamente alta y la resistencia al desgaste y la tenacidad son ambas importantes, por lo general se utilizará con un contenido de más de 0,09%, preferentemente más de 0,18%, más preferentemente más de 0,28% e incluso más preferentemente más de 0,41%. De hecho, en la presente invención se ha observado que el efecto puede ser bastante positivo si se utiliza una cantidad moderada de %V y está equilibrada con la presencia de formadores de carburos fuertes (preferentemente Zr y/o Hf). Se ha visto que puede haber cantidades de %V hasta 0,9% prácticamente sin formación de carburos primarios (obviamente dependiendo del Ceq y de la presencia de otros carburos, y para mayores contenidos de Ceq es necesario reducir el porcentaje de V a un máximo de 0,8 e incluso 0,5 o 0,4 para evitar la presencia de carburos primarios o disolución masiva en ellos) y con poca disolución en los carburos de (Fe, Mo, W), especialmente si se utiliza simultáneamente con elementos formadores de carburos fuertes; aquí también hay un desplazamiento de más carbono fuera de la matriz con el consiguiente beneficio para la conductividad térmica global (en este caso, el beneficio es notable con %Hf+%Zr+%Ta superior a 0,1, y muy significativa si este es superior a 0,4 o 0,6, dependiendo de las cantidades de % Ceq y %V presentes). De hecho, esta combinación es altamente deseable ya que el porcentaje de V como el porcentaje de Zr, Hf y Ta tienden a mejorar significativamente la resistencia al desgaste en comparación con un acero que tiene sólo carburos (Fe, Mo, W), lo mismo aplica para %Nb. El efecto se hace perceptible con %V = 0,1 y notable con %V = 0,3 o 0,5, dependiendo del nivel de %Ceq.
Cuando se aumenta el contenido de los formadores de carburos, también tiene que aumentarse el %C con el fin de combinar con esos elementos. Para aplicaciones que requieren resistencia al desgaste mejorada, es deseable que el
%C esté por encima de 0,38%, más preferentemente por encima de 0,4% e incluso más preferentemente por encima de 0,51%. Esta combinación de elementos proporciona una buena resistencia al desgaste y a la abrasión para contenidos bajos de %W, lo que también hasta el momento era inesperado.
Como es bien sabido, el contenido de %C tiene un fuerte efecto en la reducción de la temperatura a la que comienza la transformación martensítica, de ahora en adelante Ms de acuerdo con Ms = 539 - 423 ■ %C. Por lo tanto son deseables valores más altos de %C tanto para aplicaciones con elevada resistencia al desgaste como se ha descrito y/o ayudará en aplicaciones donde es deseable una bainita fina. En dichos casos, es deseable tener un mínimo de 0,41 % de Ceq, a menudo más de 0,52% e incluso más de 0,81%.
Otro descubrimiento sorprendente que han visto los autores es el efecto inesperado cuando se usan, en la forma descrita en la presente invención, los elementos tierras raras. Tal y como se define por la IUPAC, un elemento tierra rara (de ahora en adelante REE) o metal tierra rara es uno de un conjunto de diecisiete elementos químicos en la tabla periódica, específicamente los quince lantánidos así como el escandio y el ytrio. El escandio y el ytrio se consideran elementos tierras raras ya que tienden a aparecer en los mismos depósitos de mineral que los lantánidos y exhiben propiedades químicas similares. Los diecisiete elementos tierras raras conocidos hasta el momento son Sc, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu. En los últimos años su uso se ha incrementado considerablemente debido a los numerosos dispositivos nuevos y las exigentes aplicaciones en el campo de la electrónica o la industria aeroespacial. En metalurgia, se ha observado que los elementos tierras raras actúan como secuestradores del oxígeno y otras impurezas presentes inherentes al propio proceso de fusión. Por lo tanto, el uso de elementos tierras raras puede parecer adecuado para este tipo de objetivo. Dependiendo de ciertas propiedades finales deseadas, ser capaz de controlar la morfología de las inclusiones presentes en el acero es una gran ventaja. Por otra parte, el hecho que también se ha observado es que en términos generales dichos elementos no tienen un efecto positivo sobre la templabilidad. Aun así, sin tener en cuenta este hecho, lo que es cierto, los inventores han visto sorprendentemente que cuando dichos elementos se combinan con otros elementos de aleación en la forma precisa, su combinación tiene una influencia positiva en la templabilidad.
La cantidad de REE tiene que elegirse cuidadosamente, los inventores han observado que demasiado poco de ellas no aporta ninguna diferencia en ninguna propiedad remarcable, por el contrario, demasiado puede tener un efecto perjudicial. Por lo tanto, en términos generales a menudo se desea que la suma de todas las REE sea al menos más de 7ppm, preferentemente más de 12ppm, preferentemente más de 55ppm, más preferentemente más de 220ppm e incluso más preferentemente más de 330ppm o incluso más de 430ppm. Para aplicaciones especiales, podría ser preferible tener incluso más de 603ppm. Por otra parte, para otras aplicaciones, es deseable tener menos de 0,6% en peso de RRE, preferentemente menos de 0,3% en peso, más preferentemente menos de 0,1% en peso e incluso más preferentemente menos de 600ppm. Para aplicaciones especiales también podría ser preferible tener menos de 350ppm e incluso menos de 90ppm. Hay algunas propiedades que podrían beneficiarse de tener REE incluso en cantidades mucho mayores, por ejemplo más de 1% en peso, preferentemente más de 1,5% en peso, más preferentemente más de 1,8% en peso. Para algunas aplicaciones puede ser deseable tener incluso más de 2% en peso y para casos especiales, podría ser deseable también tener incluso más de 3,4% en peso.
Entre todas las RRE existentes, los inventores han visto que las más interesantes para dichos propósitos son Ce, La, Sm, Y, Ne y Ge, en forma pura o en forma de óxido. En el caso del %La, para algunas aplicaciones es deseable tener al menos 4ppm, preferentemente más de 10ppm, más preferentemente más de 23ppm e incluso más preferentemente más de 100ppms. Para otras aplicaciones los inventores han visto que es deseable tener al menos 0,1% en peso, preferentemente más de 0,5% en peso, más preferentemente más de 0,9% en peso e incluso más preferentemente más de 1%. Para casos especiales, es deseable tener incluso mayor cantidad, por ejemplo más de 1,5% en peso, más de 2% en peso e incluso más de 4,5% en peso. Si el %La no se utiliza como la única REE y se combina con otra REE, entonces es deseable que el %La suponga al menos el 30% de la cantidad total de REEs, preferentemente más del 45% de la cantidad total de REEs, más preferentemente más del 67% de la cantidad total de REEs e incluso más preferentemente más del 80% de la cantidad total de REEs. En algunos casos, es deseable que %La suponga incluso más del 91% de la cantidad total de REEs y el resto permanezca como elementos traza.
En el caso del %Ce, para algunas aplicaciones es deseable tener al menos 5ppm, preferentemente más de 15ppm, más preferentemente más de 53ppm e incluso más preferentemente más de 150ppms. Para algunas aplicaciones los inventores han visto que es deseable tener al menos 0,09% en peso, preferentemente más de 0,2% en peso, más preferentemente más de 0,7% en peso e incluso más preferentemente más de 0,9%. Para casos especiales, es deseable tener incluso mayor cantidad, por ejemplo más de 1% en peso, más de 1,5% en peso e incluso más de 3% en peso. Si el %Ce no se utiliza como la única REE y se combina con otra REE, entonces es deseable que el %La suponga al menos el 25% de la cantidad total de REEs, preferentemente más del 47% de la cantidad total de REEs, más preferentemente más del 73% de la cantidad total de REEs e incluso más preferentemente más del 91% de la cantidad total de REEs. En algunos casos, es deseable que el %Ce suponga incluso más del 95% de la cantidad total de REEs y el resto permanezca como elementos traza. También hay una variedad de lo que se llama Ce-mischmetal o mischmetal, que es una aleación de REE; está compuesta principalmente por Ce y La (la composición típica es aproximadamente 50% Ce, aproximadamente 45% La, con trazas de Nd y Pr). Si se prefiere utilizar esta aleación, entonces es deseable utilizar aproximadamente un 0,5% en peso, preferentemente más de 1,6%, más preferentemente más de 3,1% e incluso más preferentemente más de 4,5% en peso.
En el caso del %Sm, para algunas aplicaciones es deseable tener al menos 2ppm, preferentemente más de 9ppm, más preferentemente más de 43ppm e incluso más preferentemente más de 90ppms. Para algunas aplicaciones los inventores han visto que es deseable tener al menos 0,02% en peso, preferentemente más de 0,2% en peso, más preferentemente más de 0,51% en peso e incluso más preferentemente más de 0,9%. Para casos especiales, es deseable tener incluso mayor cantidad, por ejemplo más de 1,01% en peso, más de 1,3% en peso e incluso más de 3% en peso. Si el %Sm no se utiliza como la única REE y se combina con otra REE, entonces es deseable que el %Sm suponga al menos el 10% de la cantidad total de REEs, preferentemente más del 15% de la cantidad total de REEs, más preferentemente más del 22% de la cantidad total de REEs e incluso más preferentemente más del 45% de la cantidad total de REEs. En algunos casos, es deseable que el %Sm suponga incluso más del 53% de la cantidad total de REEs y el resto permanezca como elementos traza.
En el caso del %Y, para algunas aplicaciones es deseable tener al menos 9ppm, preferentemente más de 34ppm, más preferentemente más de 67ppm e incluso más preferentemente más de 200ppms. Para algunas aplicaciones los inventores han visto que es deseable tener al menos 0,12% en peso, preferentemente más de 0,22% en peso, más preferentemente más de 0,9% en peso e incluso más preferentemente más de 1%. Para casos especiales, es deseable tener incluso mayor cantidad, por ejemplo más de 1,5% en peso, más de 2% en peso e incluso más de 3% en peso. Si el %Y no se utiliza como la única REE y se combina con otra REE, entonces es deseable que el %Y suponga al menos el 30% de la cantidad total de REEs, preferentemente más del 45% de la cantidad total de REEs, más preferentemente más del 67% de la cantidad total de REEs e incluso más preferentemente más del 80% de la cantidad total de REEs. En algunos casos, es deseable que el %Y suponga incluso más del 91% de la cantidad total de REEs y el resto permanezca como elementos traza.
En el caso del %Gd, para algunas aplicaciones es deseable tener al menos 2ppm, preferentemente más de 27ppm, más preferentemente más de 53ppm e incluso más preferentemente más de 98ppms. Para algunas aplicaciones los inventores han visto que es deseable tener al menos 0,01% en peso, preferentemente más de 0,1% en peso, más preferentemente más de 0,29% en peso e incluso más preferentemente más de 0,88%. Para casos especiales, es deseable tener incluso mayor cantidad, por ejemplo más de 0,9% en peso, más de 1,7% en peso e incluso más de 3% en peso. Si el %Gd no se utiliza como la única REE y se combina con otra REE, entonces es deseable que el %Gd suponga al menos el 14% de la cantidad total de REEs, preferentemente más del 26% de la cantidad total de REEs, más preferentemente más del 37% de la cantidad total de REEs e incluso más preferentemente más del 45% de la cantidad total de REEs. En algunos casos, es deseable que el %Gd suponga incluso más del 69% de la cantidad total de REEs y el resto permanezca como elementos traza.
Para el caso del %Nd, para algunas aplicaciones es deseable tener al menos 16ppm, preferentemente más de 38ppm, más preferentemente más de 98ppm e incluso más preferentemente más de 167ppms. Para algunas aplicaciones los inventores han visto que es deseable tener al menos 0,04% en peso, preferentemente más de 0,14% en peso, más preferentemente más de 0,48% en peso e incluso más preferentemente más de 1,34%. Para casos especiales, es deseable tener incluso mayor cantidad, por ejemplo más de 1,5% en peso, más de 2% en peso e incluso más de 3% en peso. Si el %Nd no se utiliza como la única REE y se combina con otra REE, entonces es deseable que el %Nd suponga al menos el 35% de la cantidad total de REEs, preferentemente más del 49% de la cantidad total de REEs, más preferentemente más del 71% de la cantidad total de REEs e incluso más preferentemente más del 83% de la cantidad total de REEs. En algunos casos, es deseable que el %Nd suponga más del 93% de la cantidad total de REEs y el resto permanezca como elementos traza.
En lo que respecta al Coeficiente de Dilatación Térmica Lineal, los inventores han encontrado sorprendentemente que el uso de ciertas REE tiene un efecto positivo, sobre todo a bajas temperaturas. Si se debe minimizar el Coeficiente de Expansión Térmica, entonces es deseable tener %Nd presente, con un contenido mínimo de 100ppm, preferentemente más de 243ppm, más preferentemente más de 350ppm e incluso más preferentemente más de 520ppms. Para este propósito, también se puede reemplazar con %W.
Como se ha mencionado, uno de los hallazgos más sorprendentes que los inventores han encontrado se refiere al hecho de que cuando las REEs se combinan con otros elementos, pueden tener efectos inesperados en las propiedades finales. Por lo tanto, cuando las REEs están presentes, tienen que tomarse en cuenta algunas consideraciones. Por ejemplo, en el caso del %Mo, a menudo es deseable que su contenido sea más de 2,5%, preferentemente más de 3,5%, más preferentemente más de 4,6% e incluso más preferentemente más de 6,7%. Por otra parte, dependiendo de las propiedades buscadas, es deseable que el %Mo sea menos de 2,6%, preferentemente menos de 1,5%, más preferentemente menos de 0,5% o incluso menos de 0,2%. En algunos casos incluso la ausencia del mismo. En el caso del %W, a menudo es deseable que su contenido sea más de 1,21%, preferentemente más de 2,3%, más preferentemente más de 2,7% e incluso más preferentemente más de 3,1%. Por otra parte, dependiendo de las propiedades buscadas, es deseable que el %W sea menos de 1,6%, preferentemente menos de 0,9%, más preferentemente menos de 0,43% o incluso menos de 0,11%. En algunos casos incluso la ausencia del mismo. En el caso del %Moeq, a menudo es deseable que su contenido sea de más de 2,0%, preferentemente más de 3,7%, más preferentemente más de 5,3% e incluso más preferentemente más de 6,7%. Por otra parte, dependiendo de las propiedades buscadas, a menudo es deseable que el %Moeq sea menos de 2,3%, preferentemente menos de 1,97%, más preferentemente menos de 0,67% o incluso menos de 0,31%. En el caso del %Ceq, a menudo es deseable que su
contenido sea más de 0,18%, preferentemente más de 0,28%, más preferentemente más de 0,34% e incluso más preferentemente más de 0,39%. Por otra parte, dependiendo de las propiedades buscadas, algunas otras veces es deseable que el %Ceq sea menos de 0,60%, preferentemente menos de 0,56%, más preferentemente menos de 0,48% o incluso menos de 0,43%. En el caso del %Ni, a menudo es deseable que su contenido sea más de 0,1%, preferentemente más de 0,5%, más preferentemente más de 1,3% e incluso más preferentemente más de 2,9%. Por otra parte, dependiendo de las propiedades buscadas, a menudo es deseable que el %Ni sea menos de 4%, preferentemente menos de 3,8%, más preferentemente menos de 3,01% o incluso menos de 2,8%. En algunos casos incluso su ausencia. En el caso del %B, a menudo es deseable que su contenido sea más de 3ppm, preferentemente más de 14ppm, más más preferentemente más de 50ppm e incluso más preferentemente más de 150ppm%. Por otra parte, dependiendo de las propiedades buscadas, a menudo es deseable que el %B sea menos de 1,64%, preferentemente menos de 0,4%, más preferentemente menos de 0,1% o incluso menos de 0,02%. En algunos casos incluso su ausencia. En el caso del %Cr, a menudo es deseable que sea menos de 2,9%, preferentemente menos de 1,7%, más preferentemente menos de 0,8% o incluso menos de 0,3%. Para aplicaciones precisas incluso menos de 0,1% o incluso su ausencia. Por otra parte, dependiendo de las propiedades buscadas, a menudo es deseable que el %Cr sea más de 2,8%, preferentemente más de 3,7%, más preferentemente más de 5,7% e incluso más preferentemente más de 9,7%. En el caso del %V, a menudo es deseable que su contenido sea más de 0,2%, preferentemente más de 0,5%, más preferentemente más de 1,1% e incluso más preferentemente más de 2,04%. Por otra parte, dependiendo de las propiedades buscadas, a menudo es deseable que el %V sea menos de 12%, preferentemente menos de 8,7%, más preferentemente menos de 6,4% o incluso menos de 4,3%. En algunos casos incluso la ausencia del mismo. En el caso del %Zr, a menudo es deseable que su contenido sea más de 0,03%, preferentemente más de 0,2%, más preferentemente más de 0,8% e incluso más preferentemente más de 0,99%. Por otra parte, dependiendo de las propiedades buscadas, es entonces deseable que el %Zr sea menos de 3%, preferentemente menos de 2,4%, más preferentemente menos de 1,7% o incluso menos de 1,2%. En algunos casos incluso la ausencia del mismo.
Para algunas aplicaciones, se ha observado que a menudo será deseable que el %Mo sea más de 0,98% en peso, preferentemente más de 1,2% en peso, más preferentemente más de 1,34% en peso e incluso más preferentemente más de 1,57% en peso. En el caso del %Cr, a menudo es deseable que sea menos de 5,2% en peso, preferentemente menos de 4,8%, más preferentemente menos de 4,2% en peso e incluso más preferentemente menos de 3,95% en peso. Para otros casos, es deseable que el %Cr sea aún más bajo, menos de 2,8% en peso, preferentemente menos de 2,69% en peso, más preferentemente menos de 1,8% en peso, e incluso más preferentemente menos de 1,76% en peso. Para ciertos casos, es deseable tener simultáneamente bajo %Cr y alto %Mo. Para algunas otras aplicaciones también se ha observado que es deseable tener %Cr y Los autores han observado que para el niveles intermedios de %Cr, es decir más de 0,4% en peso, preferentemente más de 2,2% en peso, más preferentemente más de 3,2% en peso e incluso más preferentemente más de 4,2% en peso, entonces se pueden obtener altos niveles de conductividad térmica si se siguen las indicaciones de la presente invención y se presta especial atención al %Zr, donde es deseable que el %Zr sea más de 0,4% en peso, preferentemente más de 0,8% en peso, más preferentemente más de 1,2% en peso e incluso más preferentemente más de 1,6% en peso. Hay que tener en cuenta que para algunas aplicaciones, el %Cr no debe ser muy alto, ya que entonces tenderá a formar carburos primarios que son perjudiciales para algunas aplicaciones. En dichos casos, es deseable que el %Cr sea menos de 8,6%, preferentemente menos de 7,7%, más preferentemente menos de 7,2% en peso, más preferentemente menos de 6,8% en peso e incluso más preferentemente menos de 5,8% en peso. Dichas realizaciones sólo funcionan para ciertos contenidos de C que no puede ser demasiado bajo, es decir que el %C preferido es más de 0,26% en peso, preferentemente más de 0,32% en peso, más preferentemente más de 0,36% en peso e incluso más preferentemente más de 0,42% en peso. En esta solicitud, los autores también han observado que los formadores de carburos más fuertes que el hierro excepto Nb, Hf y deben evitarse, y que la suma de %Ta+%Ti debe ser menos de 1,6% en peso, preferentemente menos de 0,8% en peso, más preferentemente menos de 0,4% en peso e incluso más preferentemente menos de 0,18% en peso.
Los autores también han observado que si el %B está presente en una cantidad de más de 3ppm, preferentemente más de 12ppm, más preferentemente más de 60ppm e incluso más preferentemente más de 100ppm, entonces un excesivo %Co es perjudicial para varias aplicaciones. Entonces es deseable que el %Co sea < 9% en peso, preferentemente menos de 7% en peso, más preferentemente menos de 5% en peso e incluso más preferentemente menos de 3% en peso.
Los autores han observado que para algunas aplicaciones es deseable que el %Zr sea > 0,01% en peso pero menos de 0,1% en peso, preferentemente menos de 0,12% en peso, más preferentemente menos de 0,08% en peso e incluso más preferentemente menos de 0,06% en peso. Cuando se tienen esos niveles de %Zr, es especialmente interesante que el %C no sea demasiado bajo, es decir más de 0,26% en peso, preferentemente más de 0,32% en peso, más preferentemente más de 0,36% en peso e incluso más preferentemente más de 0,42% en peso. Para algunas aplicaciones, además es interesante que el %Co no sea exageradamente alto, es decir menos de 6% en peso, preferentemente menos de 4,8% en peso, más preferentemente menos de 2,8% en peso e incluso más preferentemente menos de 1,8% en peso. Para algunas aplicaciones, donde hay presente %B, más de 6% en peso, preferentemente más de 17% en peso, más preferentemente más de 52% e incluso más preferentemente más de 222ppm, las REE están presentes en una cantidad de más de 60ppm, preferentemente más de 120ppm e incluso más preferentemente más de 220ppm y el %Cr es alto, más de 2,8% en peso, preferentemente más de 3,8% en peso e incluso más
preferentemente más de 4,8% en peso, es preferible que el %Mn sea bajo, menos de 1,2%, preferentemente menos de 0,8% en peso y más preferentemente menos de 0,4% en peso.
Los aceros descritos anteriormente pueden ser particularmente interesantes para aplicaciones que requieran alta conductividad térmica, especialmente cuando sean deseables altos niveles de resistencia al desgaste.
También son muy importantes los tratamientos térmicos y cómo se aplican esos tratamientos térmicos. Para muchas aplicaciones de la presente invención, la microestructura es predominantemente bainítica, al menos 50% vol%, preferentemente 65% vol%, más preferentemente 76% vol% e incluso más preferentemente más de 92% vol%, ya que normalmente es el tipo de microestructura más fácil de conseguir en secciones grandes y también porque normalmente es la microestructura que presenta la mayor diferencia de dureza secundaria tras el revenido adecuado. En el contexto de esta patente, bainita es cualquier microestructura obtenida después de un tratamiento térmico que no sea martensita, ferrita, austenita retenida o cualquier otra microestructura de no equilibrio como la trostita, sorbita..., que se forma preferentemente por debajo de 700°C, pero por encima de Ms+50°C, más preferentemente por debajo de 650°C pero por encima de Ms+55°C e incluso más preferentemente por debajo de 600°C pero por encima de Ms+60°C, como se ve en el diagrama de temperatura-tiempo-transformación TTT, que a su vez, depende de la composición del acero. A menudo la bainita de alta temperatura es predominantemente Bainita Superior, que se refiere a la microestructura de bainita gruesa que se forma en el rango de temperaturas más elevado dentro de la región bainítica, véase el diagrama temperatura-tiempo-transformación TTT, que a su vez, depende de la composición del acero. Lo mismo aplica para la bainita de baja temperatura que se conoce como Bainita Inferior y se refiere a la microestructura de bainita más fina que se forma en el rango de temperatura más baj0 dentro de la región bainítica, véase el diagrama temperatura-tiempotransformación TTT, que a su vez, depende de la composición del acero.
Si los aceros de la presente invención se someten a los tratamientos térmicos específicos descritos en WO2013167580A1, combinado con el hecho de que gracias al contenido de %C disminuye la temperatura Ms una cantidad de 539 - 423 ■ %C Celsius, entonces se pueden conseguir estructuras bainíticas tenaces. Con estos tratamientos, es posible obtener una microestructura que es capaz de aumentar su dureza una cantidad de al menos 4 HRc, preferentemente más de 6HRc, más preferentemente más de 9 HRc e incluso más preferentemente más de 12 HRc con endurecimiento a baja temperatura, por debajo de la temperatura de austenización. Este hecho tiene grandes ventajas, ya que los tratamientos térmicos de endurecimiento por debajo de la austenización tienen una menor deformación asociada a ellos, y por lo tanto la cantidad de mecanizado final disminuye considerablemente o incluso desaparece. Por otra parte, gracias a la capacidad de aumentar su dureza con dichos tratamientos, es posible que los aceros de la presente invención sean entregados a baja dureza, donde el mecanizado puede hacerse sin afectar al coste (mecanizar a alta dureza es realmente costoso). Por lo tanto, es ventajoso aplicar el tratamiento térmico de WO2013167580A1 a los aceros de la presente invención cuando el acero debe ser sometido a un mecanizado abundante, y sin embargo, se desea alta dureza de trabajo en todo el material; es particularmente ventajoso si más del 10% del peso del bloque de acero original tiene que ser eliminado para obtener la geometría final, más ventajoso cuando más del 26% tiene que ser eliminado, e incluso más ventajoso cuando más del 54% tiene que ser eliminado. Como resultado, se puede lograr una reducción considerablemente alta de los costes asociados al mecanizado.
La presente invención es ventajosa cuando se aplica el tratamiento térmico descrito en WO2013/167628, en el que al tratamiento térmico le puede seguir al menos un ciclo de revenido de manera deseable por encima de 500°C, preferentemente por encima de 550°C, más preferentemente por encima de 600°C e incluso más preferentemente por encima de 620°C. A menudo es deseable más de un ciclo, más preferentemente más de un ciclo para separar la cementita de la aleación, para disolver la cementita en solución sólida y para separar los formadores de carburos más fuertes que el hierro. Alternativamente, para aplicaciones que requieran tenacidad a temperaturas más altas, el problema se puede resolver con la presencia de suficientes elementos de aleación y la estrategia de revenido adecuada para reemplazar la mayoría de Fe3C con otros carburos y obtener así una alta tenacidad incluso para bainita más gruesa. Tras la formación de la bainita el acero se reviene con al menos un ciclo de revenido a una temperatura por encima de 500°C para asegurar que una porción significativa de la cementita se sustituye por estructuras de tipo carburo que contengan formadores de carburos más fuertes que el hierro. También en ciertos casos se puede usar la forma tradicional, que consiste en evitar Fe3C gruesos y/o su precipitación en los límites de grano con la adición de elementos que promuevan su nucleación como Al, Si...
En otra realización más del método, al menos el 70% de la transformación bainítica se hace a temperaturas por debajo de 400°C y/o el tratamiento térmico incluye al menos un ciclo de revenido a una temperatura por encima de 500°C para asegurar la separación de los formadores de carburos fuertes, por lo que la mayoría de la microestructura que se obtiene, con la excepción de la presencia eventual de carburos primarios, se caracteriza por la minimización de carburos secundarios bastos; en particular al menos un 60% en volumen de los carburos secundarios tiene un tamaño de 250 nm o menos, de tal manera que se puede obtener una tenacidad de 10 J CVN o más.
En otra realización adicional del método, se elige la estrategia de composición y de revenido de manera que se forman carburos secundarios de alta temperatura de separación del tipo MC, del tipo parecido a MC como M4C3, M6C y M2C, de tal manera que se puede obtener una dureza por encima de 47 HRc incluso después de mantener el material durante 2 h a una temperatura de 600°C o más.
Para los aceros de la presente invención es especialmente interesante someterse a los procesos termo-mecánicos descritos anteriormente seguidos por los tratamientos térmicos de WO2013167580A1, donde es posible obtener niveles altos de tenacidad combinados con conductividad térmica extremadamente alta. Con respecto a la sensibilidad a la entalla es posible alcanzar más de 5J CVN, más preferentemente más de 10J CVN e incluso más preferentemente más de 15J CVN. Cuando se realiza la invención particularmente bien, entonces son posibles tenacidades a fractura de más de 20J CVN e incluso de más de 31J CVN. Los aceros de la presente invención también son muy adecuados para someterse a tratamientos de endurecimiento superficial. Los procesos de difusión, como la nitruración (plasma, gas...), carbonitruración... entre muchos otros son apropiados para espesores de capa finos. También las tecnologías de proyección térmica son adecuadas (plasma, HV0F, proyección fría, ...). Cuando el acero requiere una superficie más dura para la aplicación es particularmente ventajoso para los aceros de la presente invención, hacer coincidir la nitruración o etapa de recubrimiento con la etapa de endurecimiento descrita en las líneas anteriores.
En otras ocasiones, el coste del producto final es la cuestión más importante a tener en cuenta. Como se explicó anteriormente, el uso de tratamientos de endurecimiento a baja temperatura disminuye considerablemente los costes de producción ya que la etapa de mecanizado se realiza a baja dureza, normalmente por debajo de 45HRc, preferentemente por debajo de 42HRc, más preferentemente por debajo de 40HRc e incluso más preferentemente por debajo de 38HRc. Los tratamientos descritos también son independientes de la sección transversal, lo cual tiene una gran ventaja para grandes moldes donde es necesario que las propiedades se mantengan constantes a lo largo de toda la sección transversal de la herramienta. Desde el punto de vista de la composición, para dichas aplicaciones es deseable no utilizar elementos de aleación caros como Hf o W. Por lo tanto será aconsejable tener menos de 0,5% de Hf, preferentemente menos de 0,2% de Hf, más preferentemente menos de 0,09% y dependiendo de la aplicación incluso ausencia de %Hf. Dependiendo del precio del W y para aplicaciones que requieran alto contenido de aleación con alta conductividad y resistencia, es deseable que el %Mo sea más de 4,5%, más preferentemente más de 4,8% e incluso más de 5,8%. En dichos casos también puede ser deseable disminuir el contenido de W, preferentemente menos de 3% de W, más preferentemente menos de 1,5% de W y dependiendo de la aplicación, incluso ausencia de %W. Para algunas aplicaciones el Ceq es más de 0,15%, preferentemente más de 0,18%, más preferentemente más de 0,22% e incluso más preferentemente más de 0,26%. El Ceq es menos de 0,68%, preferentemente menos de 0,54%, más preferentemente menos de 0,48% e incluso más preferentemente menos de 0,32%. El C es más de 0,15%, más preferentemente más de 0,24% e incluso más preferentemente más de 0,28%. Para algunos otros casos es deseable que el C sea menos de 0,72%, preferentemente menos de 0,58%, más preferentemente menos de 0,42% e incluso más preferentemente menos de 0,38%. Para algunas aplicaciones es deseable que el Moeq sea más de 1,5%, preferentemente más de 1,8%, más preferentemente más de 2,2% e incluso más preferentemente más de 2,8%. Para algunos otros casos es deseable que el Moeq sea menos de 5,2%, preferentemente menos de 4,2%, más preferentemente menos de 3,6% e incluso más preferentemente menos de 2,8%. Para algunas aplicaciones es deseable que el Mo sea más de 1,5%, preferentemente más de 2,1%, más preferentemente más de 2,9% e incluso más preferentemente más de 3,2%. Para algunos otros casos es deseable que el Mo sea menos de 5,4%, preferentemente menos de 4,8%, más preferentemente menos de 3,2% e incluso más preferentemente menos de 2,5%.
Un objetivo de la presente invención es entonces la obtención de aceros con conductividad térmica alta y extremadamente alta, alta tenacidad y alta uniformidad microestructural para grandes secciones transversales, lo que hace que sea adecuada para aplicaciones que exigen bajo coste como, por ejemplo, para el moldeo por inyección de plástico. En dichos casos el uso de la presente invención puede conducir a ahorros de costes muy significativos.
Los aceros descritos anteriormente pueden ser particularmente interesantes para aplicaciones que requieran de acero con alta conductividad térmica mientras que los costes de producción han de mantenerse tan bajos como sea posible.
Los aceros para herramientas de la presente invención se pueden fabricar con cualquier proceso metalúrgico, entre los cuales los más comunes son la fundición en arena, fundición a cera perdida, colada continua, fusión en horno eléctrico, fusión por inducción al vacío. También se pueden utilizar los procesos de metalurgia de polvos junto con cualquier tipo de atomización y la posterior compactación como el HIP, el CIP, prensado en frío o en caliente, sinterización (con o sin una fase líquida), proyección térmica o recubrimiento por calor, por nombrar algunos de ellos. La aleación puede obtenerse directamente con la forma deseada o se puede mejorar por otros procesos metalúrgicos. Se puede aplicar cualquier proceso metalúrgico de refinado, como ESR, A0D, VAR ... la forja o el laminado se utilizan frecuentemente para aumentar la tenacidad, incluso forja tridimensional de bloques. El acero para herramientas de la presente invención se puede obtener en forma de barra, alambre o polvo para uso como aleación de soldadura. Incluso, se puede fabricar una matriz de acero aleado de bajo coste y aplicar el acero de la presente invención en las partes críticas de la matriz mediante soldadura de varilla o alambre del acero de la presente invención. También se puede llevar a cabo soldadura láser, plasma o por haz de electrones usando polvo o alambre hecho de acero de la presente invención. El acero de la presente invención también podría utilizarse con una técnica de proyección térmica para aplicar en partes de la superficie de otro material. 0bviamente, el acero de la presente invención se puede utilizar como parte de un material compuesto, por ejemplo, embebido como una fase separada, u obtenido como una de las fases en un material de múltiples fases. También cuando se utiliza como una matriz en la que están incorporadas otras fases o partículas sea cual sea el método de la realización de la mezcla (por ejemplo mezcla mecánica, atricción, proyección con dos o más tolvas de diferentes materiales ... ).
La presente invención es especialmente adecuada para obtener aceros para herraminentas de conformación en aplicaciones de estampación en caliente. Los aceros de la presente invención funcionan especialmente bien cuando se usan para herramientas de inyección de plástico. También son adecuados para herramientas para aplicaciones de fundición. Otro campo de interés para los aceros de la presente invención es la embutición y corte de chapas u otros componentes abrasivos. Los aceros de la presente invención también son de especial interés para herramientas de aplicaciones médicas, alimenticias y farmacéuticas.
Ejemplos
T l 1: m i i n


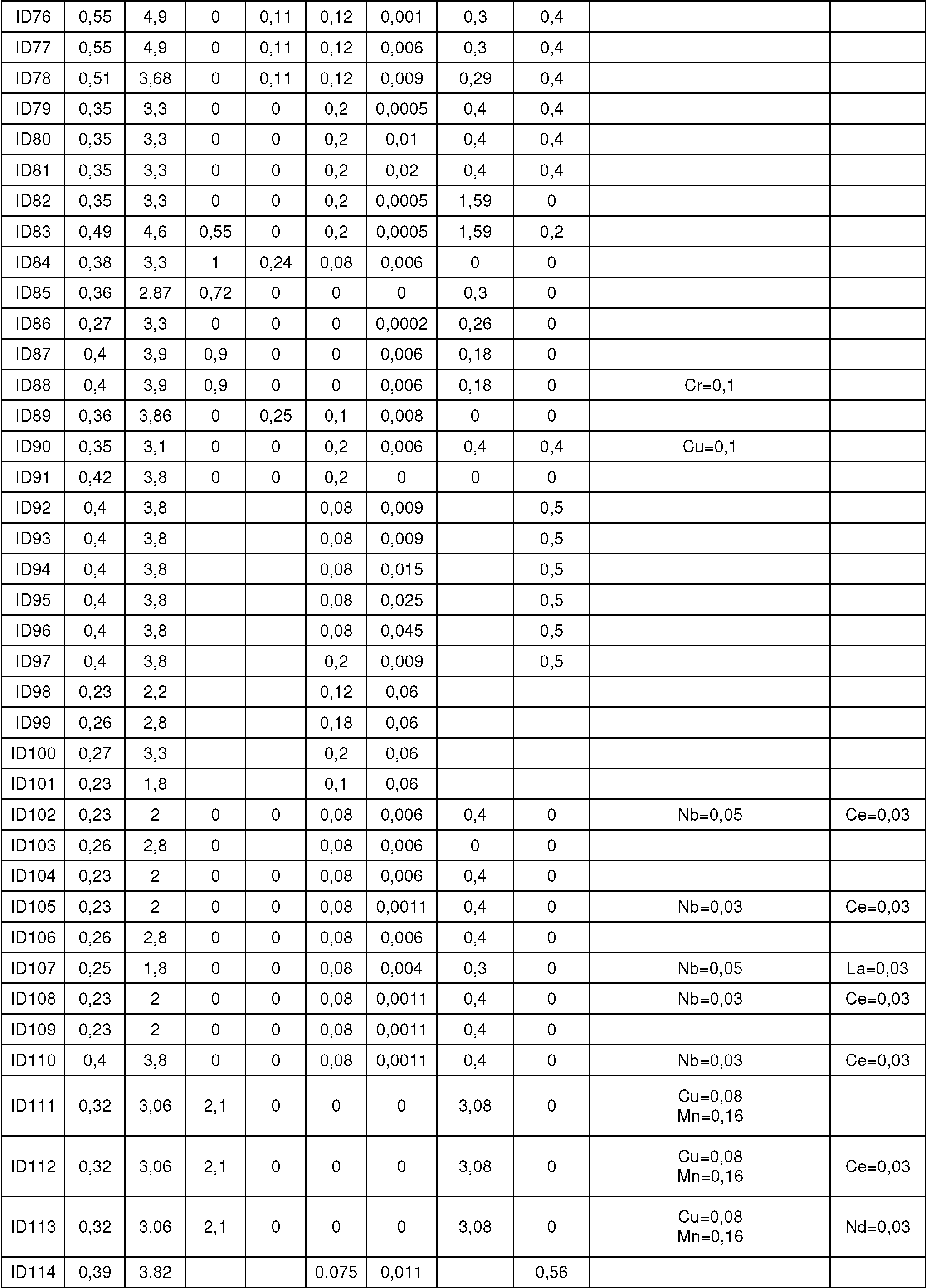

Los ejemplos con número ID 2, 3, 10-16, 19-21,26, 40, 41,58, 65-69, 85, 86, 91, 111-113, 117, 119, 123 y 125-136 no se ajustan a las reivindicaciones.
Tabla 2: Durezas máximas HRc)



Tabla 3: CVN J

Tabla 4: Difusividad a alta dureza

Tabla 5: Difusividad a dureza intermedia
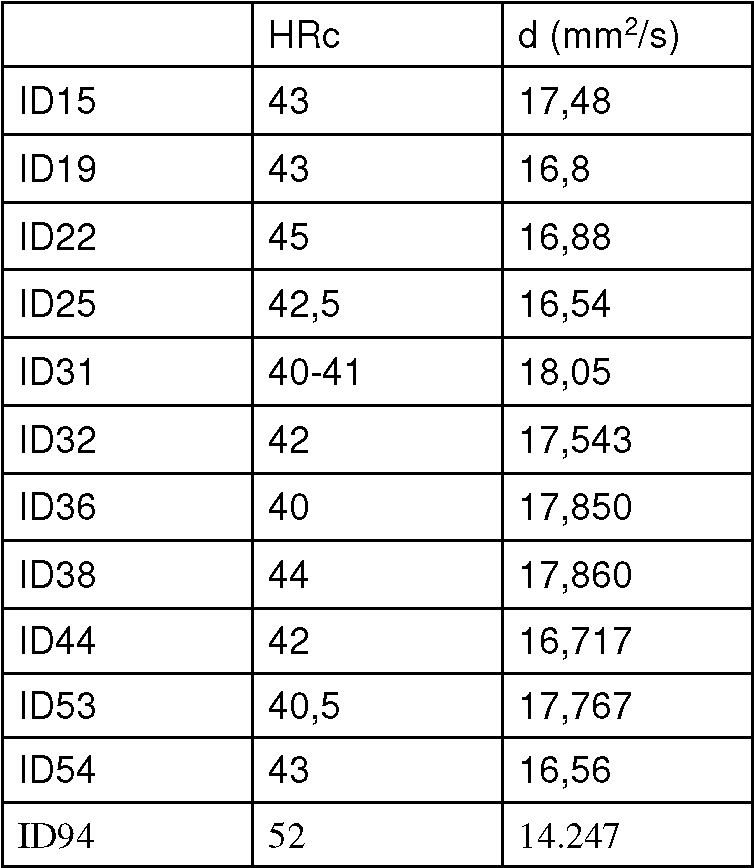
T l : Dif ivi r z


Tabla 7: Difusividad a altas tem eraturas

Tabla 8: v es la velocidad de enfriamiento a la que ocurre la transformación ferrítica/perlítica en k/s considerando una temperatura de austenización entre 1040°C-1120°C

Claims (15)
1. Un acero para herramientas, con la siguiente composición, todos los porcentajes en peso:

y en donde la suma de todos los elementos tierras raras es < 0,6% en peso, y
en donde %Hf+%Ta+%Zr está por debajo de 1,4
el resto consiste en hierro y elementos traza, siendo los elementos traza inferiores al 1,4%; y en donde %Ceq =%C 0,86 *%N 1,2 *%B, y
%Moeq = %Mo / ■ %W,
y en donde la microestructura del acero comprende al menos 50% vol de bainita y al menos 20% vol de bainita de alta temperatura, y presentando una microestructura que se caracteriza por una difusividad térmica a temperatura ambiente de al menos 12 mm2/s medida de acuerdo con los estándares internacionales ASTM-E1461 y ASTM-E2585 mediante el método Flash.
2. Un acero de acuerdo con la reivindicación 1, en donde el %W < 1.
3. Un acero de acuerdo con las reivindicaciones 1 o 2, en donde el %Moeq < 4,4 y el %Ni < 0,75.
4. Un acero según cualquiera de las reivindicaciones 1 a 3, en donde el %C>0,32.
5. Un acero según cualquiera de las reivindicaciones 1 a 4, en donde la suma de todas las REE es al menos 7 ppm.
6. Un acero según cualquiera de las reivindicaciones 1 a 5, en donde el % Ce es al menos 5 ppm.
7. Un acero según cualquiera de las reivindicaciones 1 a 6, en donde el % Y es al menos 9 ppm.
8. Un acero según cualquiera de las reivindicaciones 1 a 7, en donde el % Nd es al menos 16 ppm.
9. Un acero según cualquiera de las reivindicaciones 1 a 8, en donde la suma de todas las REE es al menos 7 ppm y el acero contiene %V>0,2%.
10. Un acero según cualquiera de las reivindicaciones 1 a 9, en donde la suma de todas las REE es al menos 7 ppm y el acero contiene %Ni>0,1%.
11. Un acero según cualquiera de las reivindicaciones 1 a 10, en donde el %B es inferior a 598 ppm.
12. Un acero de acuerdo con la reivindicación 1, en donde el %Moeq es inferior a 6,8%.
13. Un acero de acuerdo con la reivindicación 1, en donde %Ta+%Ti es menos de 0,8%.
14. Un acero de acuerdo con la reivindicación 1, en donde el %Ni está por debajo de 1,8%.
15. Un acero de acuerdo con la reivindicación 1, en donde el %Ni está por debajo de 0,8%.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14382097 | 2014-03-18 | ||
| PCT/EP2015/055736 WO2015140235A1 (en) | 2014-03-18 | 2015-03-18 | Extremely high conductivity low cost steel |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2944566T3 true ES2944566T3 (es) | 2023-06-22 |
Family
ID=50390027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES15710217T Active ES2944566T3 (es) | 2014-03-18 | 2015-03-18 | Acero de bajo coste con conductividad extremadamente alta |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US20170096719A1 (es) |
| EP (2) | EP3119918B1 (es) |
| JP (2) | JP2017512913A (es) |
| KR (3) | KR20240032146A (es) |
| CA (1) | CA2942442C (es) |
| ES (1) | ES2944566T3 (es) |
| MX (1) | MX2016012019A (es) |
| PL (1) | PL3119918T3 (es) |
| PT (1) | PT3119918T (es) |
| SI (1) | SI3119918T1 (es) |
| WO (1) | WO2015140235A1 (es) |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1887096A1 (de) | 2006-08-09 | 2008-02-13 | Rovalma, S.A. | Warmarbeitsstahl |
| DK3189011T3 (en) * | 2014-09-05 | 2018-11-19 | Lanxess Deutschland Gmbh | PREPARATION OF RED IRON OXID PIGMENTS |
| DE102015211623A1 (de) * | 2015-06-23 | 2016-12-29 | Mahle International Gmbh | Verfahren zur Herstellung eines Ventilsitzringes |
| US10704125B2 (en) * | 2015-11-09 | 2020-07-07 | Crs Holdings, Inc. | Free-machining powder metallurgy steel articles and method of making same |
| CA3009437A1 (en) * | 2015-12-24 | 2017-06-29 | Rovalma, S.A. | Long durability high performance steel for structural, machine and tooling applications |
| US20220049331A1 (en) * | 2016-08-04 | 2022-02-17 | Rovalma, S.A. | Long durability high performance steel for structural, machine and tooling applications |
| CN105671452A (zh) * | 2016-04-20 | 2016-06-15 | 苏州市相城区明达复合材料厂 | 一种切削工具用耐高温材料 |
| CN105734435A (zh) * | 2016-04-20 | 2016-07-06 | 苏州市相城区明达复合材料厂 | 一种磨削机用耐用合金钢 |
| RU2625198C1 (ru) * | 2016-09-12 | 2017-07-12 | Юлия Алексеевна Щепочкина | Износостойкий сплав на основе железа |
| RU2635644C1 (ru) * | 2017-03-13 | 2017-11-14 | Юлия Алексеевна Щепочкина | Сталь |
| RU2647061C1 (ru) * | 2017-04-27 | 2018-03-13 | Юлия Алексеевна Щепочкина | Сталь |
| RU2647958C1 (ru) * | 2017-08-24 | 2018-03-21 | Юлия Алексеевна Щепочкина | Сплав на основе железа |
| CN107739984A (zh) * | 2017-11-25 | 2018-02-27 | 铜陵市明诚铸造有限责任公司 | 一种抗冲击的低碳合金耐磨钢球及其制备方法 |
| RU2650940C1 (ru) * | 2017-12-05 | 2018-04-18 | Юлия Алексеевна Щепочкина | Сталь |
| RU2650943C1 (ru) * | 2017-12-19 | 2018-04-18 | Юлия Алексеевна Щепочкина | Сталь |
| CN109972051B (zh) * | 2018-06-08 | 2022-01-28 | 中南大学 | 一种钇元素变质高硬度合金及其铸造方法 |
| CN110016624B (zh) * | 2018-06-08 | 2022-03-11 | 中南大学 | 一种镧变质高硬度合金及其铸造方法 |
| CN109972054A (zh) * | 2018-06-08 | 2019-07-05 | 中南大学 | 一种铒增韧高硬合金及其铸造与热处理方法 |
| CN110724873A (zh) * | 2018-07-17 | 2020-01-24 | 宝钢特钢有限公司 | 一种高耐磨模锻模具钢及其制造方法 |
| RU2672167C1 (ru) * | 2018-07-20 | 2018-11-12 | Юлия Алексеевна Щепочкина | Сталь |
| RU2701325C1 (ru) * | 2018-09-17 | 2019-09-26 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Высокопрочная сталь и изделие, выполненное из нее |
| KR102072606B1 (ko) * | 2018-10-02 | 2020-02-03 | 한국생산기술연구원 | 충격인성이 우수한 초고강도 공구강 및 이의 제조 방법 |
| EP3966354A1 (en) * | 2019-05-10 | 2022-03-16 | Sij Metal Ravne D.D. | Bainitic hot work tool steel |
| RU2724766C1 (ru) * | 2019-05-23 | 2020-06-25 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Высокопрочная коррозионно-стойкая сталь |
| CN112011727A (zh) | 2019-05-28 | 2020-12-01 | 宝山钢铁股份有限公司 | 超高强低温韧性钢、超高强低温韧性棒材及其制造方法 |
| CN110331342A (zh) * | 2019-07-16 | 2019-10-15 | 江阴市恒润环锻有限公司 | 一种民用核设备中合金环锻件及其制造方法 |
| RU2750299C2 (ru) * | 2019-10-10 | 2021-06-25 | Акционерное общество "Научно-производственное объединение "Центральный научно-исследовательский институт технологии машиностроения", АО "НПО "ЦНИИТМАШ" | Способ термической обработки отливки из высокопрочной износостойкой стали (варианты) |
| RU2744584C1 (ru) * | 2019-12-18 | 2021-03-11 | Федеральное государственное автономное образовательное учреждение высшего образования "Национальный исследовательский технологический университет "МИСиС" | Штамповая сталь |
| CN111235473A (zh) * | 2020-01-18 | 2020-06-05 | 湖州久旺不锈钢制品有限公司 | 一种不锈钢及其生产工艺 |
| RU2727463C1 (ru) * | 2020-03-05 | 2020-07-21 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Омский государственный технический университет" (ОмГТУ) | Штамповый сплав |
| RU2744600C1 (ru) * | 2020-06-19 | 2021-03-11 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Омский государственный технический университет"(ОмГТУ) | Износостойкая сталь |
| CN112680675A (zh) * | 2020-12-08 | 2021-04-20 | 莱芜钢铁集团淄博锚链有限公司 | 一种含硼钢及其制备方法 |
| CN114395738B (zh) * | 2022-01-18 | 2022-09-23 | 河北工业职业技术学院 | 一种具有高热扩散系数模具钢及其制备方法 |
| CN114990442B (zh) * | 2022-06-08 | 2023-04-14 | 宁波镭速激光科技有限公司 | 芯棒耐高速激光高温耐磨材料 |
| CN115058633B (zh) * | 2022-06-20 | 2023-08-18 | 中国科学院金属研究所 | 一种高碳中高合金钢及其制备方法 |
| CN116288054A (zh) * | 2023-02-02 | 2023-06-23 | 上海镭镆科技有限公司 | 一种抗应力开裂的中低碳3d打印模具钢及其热处理方法 |
| CN117418167B (zh) * | 2023-10-30 | 2024-06-04 | 江苏康耐特精密机械有限公司 | 一种高洁净精密金属材料及其制备方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE364999B (es) * | 1972-07-17 | 1974-03-11 | Bofors Ab | |
| JPS5611745B2 (es) * | 1973-10-03 | 1981-03-17 | ||
| JPS5131084B2 (es) * | 1974-01-16 | 1976-09-04 | ||
| SE426177B (sv) * | 1979-12-03 | 1982-12-13 | Uddeholms Ab | Varmarbetsstal |
| JPS5773172A (en) * | 1980-10-24 | 1982-05-07 | Daido Steel Co Ltd | Tool steel |
| JPS59179761A (ja) * | 1983-03-30 | 1984-10-12 | Daido Steel Co Ltd | 高硬度耐食プラスチック型用鋼 |
| JPH07109021B2 (ja) * | 1985-12-23 | 1995-11-22 | 日立金属株式会社 | 熱間加工用工具鋼 |
| JP2755301B2 (ja) * | 1986-12-25 | 1998-05-20 | 日立金属株式会社 | 熱間加工用工具鋼 |
| JP2953663B2 (ja) * | 1988-08-03 | 1999-09-27 | 日立金属株式会社 | 熱間加工用工具鋼 |
| JPH02125840A (ja) * | 1988-11-01 | 1990-05-14 | Hitachi Metals Ltd | 熱間加工用工具鋼 |
| JPH0718378A (ja) * | 1993-07-06 | 1995-01-20 | Mitsubishi Steel Mfg Co Ltd | 熱間金型用鋼 |
| CN1039036C (zh) * | 1993-12-28 | 1998-07-08 | 新日本制铁株式会社 | 耐热影响区软化性能优良的马氏体耐热钢及其制造方法 |
| CA2135255C (en) * | 1994-05-26 | 2000-05-16 | William E. Heitmann | Cold deformable, high strength, hot rolled bar and method for producing same |
| JPH11131193A (ja) * | 1997-10-31 | 1999-05-18 | Nippon Steel Corp | 耐火物破砕用チゼル |
| JP4123618B2 (ja) * | 1999-02-05 | 2008-07-23 | 住友金属工業株式会社 | 高温強度と靱性に優れた熱間工具鋼 |
| JP2000345290A (ja) * | 1999-06-04 | 2000-12-12 | Daido Steel Co Ltd | 銅および銅合金用熱間圧延ロール |
| JP3518515B2 (ja) * | 2000-03-30 | 2004-04-12 | 住友金属工業株式会社 | 低・中Cr系耐熱鋼 |
| JP4432012B2 (ja) * | 2000-10-16 | 2010-03-17 | 日立金属株式会社 | ダイカスト金型の製造方法、およびダイカスト金型 |
| JP2002146472A (ja) * | 2000-11-09 | 2002-05-22 | Nippon Steel Corp | 耐水素脆化割れ特性の優れた鋼材およびその製造法 |
| JP4372364B2 (ja) * | 2001-01-23 | 2009-11-25 | 日鉄住金ロールズ株式会社 | 遠心鋳造製熱間圧延用単層スリーブロール |
| AU2002313307B2 (en) * | 2001-06-28 | 2005-08-11 | Nippon Steel Corporation | Low carbon steel sheet, low carbon steel cast piece and method for production thereof |
| FR2838137A1 (fr) * | 2002-04-03 | 2003-10-10 | Usinor | Acier pour la fabrication de moules pour le moulage par injection de matieres plastiques ou pour la fabrication d'outils pour le travail des metaux |
| EP1887096A1 (de) * | 2006-08-09 | 2008-02-13 | Rovalma, S.A. | Warmarbeitsstahl |
| RU2332521C1 (ru) * | 2007-01-09 | 2008-08-27 | Юлия Алексеевна Щепочкина | Сталь |
| CA2675320C (en) * | 2007-01-12 | 2017-06-27 | Rovalma, S.A. | Cold work tool steel with outstanding weldability |
| SI2236639T2 (sl) * | 2009-04-01 | 2024-03-29 | Rovalma, S.A. | Vroče orodno jeklo z odlično žilavostjo in toplotno prevodnostjo |
| EP2476772A1 (en) * | 2011-01-13 | 2012-07-18 | Rovalma, S.A. | High thermal diffusivity and high wear resistance tool steel |
| CN104114733A (zh) * | 2012-02-15 | 2014-10-22 | Jfe条钢株式会社 | 软氮化用钢以及以该钢作为原材的软氮化部件 |
| BR112014019065B1 (pt) * | 2012-03-07 | 2019-03-26 | Nippon Steel & Sumitomo Metal Corporation | Método para produção de um material de aço resistente com resistência à fratura por tensão de sulfeto |
| EP2662462A1 (en) * | 2012-05-07 | 2013-11-13 | Valls Besitz GmbH | Low temperature hardenable steels with excellent machinability |
| EP2662460A1 (en) * | 2012-05-07 | 2013-11-13 | Valls Besitz GmbH | Tough bainitic heat treatments on steels for tooling |
-
2015
- 2015-03-18 KR KR1020247005960A patent/KR20240032146A/ko active Pending
- 2015-03-18 JP JP2017500416A patent/JP2017512913A/ja active Pending
- 2015-03-18 KR KR1020167027325A patent/KR20160141734A/ko not_active Ceased
- 2015-03-18 PT PT157102179T patent/PT3119918T/pt unknown
- 2015-03-18 MX MX2016012019A patent/MX2016012019A/es unknown
- 2015-03-18 EP EP15710217.9A patent/EP3119918B1/en active Active
- 2015-03-18 US US15/126,931 patent/US20170096719A1/en not_active Abandoned
- 2015-03-18 KR KR1020227023766A patent/KR20220102152A/ko not_active Ceased
- 2015-03-18 ES ES15710217T patent/ES2944566T3/es active Active
- 2015-03-18 SI SI201531943T patent/SI3119918T1/sl unknown
- 2015-03-18 PL PL15710217.9T patent/PL3119918T3/pl unknown
- 2015-03-18 WO PCT/EP2015/055736 patent/WO2015140235A1/en not_active Ceased
- 2015-03-18 CA CA2942442A patent/CA2942442C/en active Active
- 2015-03-18 EP EP23156386.7A patent/EP4219783A1/en active Pending
-
2020
- 2020-02-21 JP JP2020027723A patent/JP7072268B2/ja active Active
- 2020-04-21 US US16/854,509 patent/US11421290B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170096719A1 (en) | 2017-04-06 |
| KR20240032146A (ko) | 2024-03-08 |
| JP2020111829A (ja) | 2020-07-27 |
| SI3119918T1 (sl) | 2023-07-31 |
| JP7072268B2 (ja) | 2022-05-20 |
| PL3119918T3 (pl) | 2023-06-12 |
| EP4219783A1 (en) | 2023-08-02 |
| WO2015140235A1 (en) | 2015-09-24 |
| KR20160141734A (ko) | 2016-12-09 |
| CA2942442C (en) | 2022-12-13 |
| US11421290B2 (en) | 2022-08-23 |
| EP3119918B1 (en) | 2023-02-15 |
| MX2016012019A (es) | 2017-04-27 |
| US20200291496A1 (en) | 2020-09-17 |
| JP2017512913A (ja) | 2017-05-25 |
| CA2942442A1 (en) | 2015-09-24 |
| KR20220102152A (ko) | 2022-07-19 |
| EP3119918A1 (en) | 2017-01-25 |
| PT3119918T (pt) | 2023-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2944566T3 (es) | Acero de bajo coste con conductividad extremadamente alta | |
| JP2024019397A (ja) | 優れた機械加工性を有する低温硬質鋼 | |
| KR102738290B1 (ko) | 열간 가공 다이강, 그 열처리 방법 및 열간 가공 다이 | |
| JP2022105199A (ja) | 構造、機械、工具応用のための長期耐用性高機能鋼鉄 | |
| JP6645103B2 (ja) | 高Mn鋼材及びその製造方法 | |
| JP7404792B2 (ja) | マルテンサイト系ステンレス鋼部品およびその製造方法 | |
| JP5412851B2 (ja) | プラスチック成形金型用鋼およびプラスチック成形金型 | |
| JP7249338B2 (ja) | ステンレス鋼、ステンレス鋼をアトマイズすることにより得られるプレアロイ粉及びプレアロイ粉の使用 | |
| MX2013008138A (es) | Acero de herramientas con una resistencia al desgaste y difusividad termica extraordinarias. | |
| EP2662460A1 (en) | Tough bainitic heat treatments on steels for tooling | |
| JP2012507636A (ja) | 耐摩耗性コーティングの表面領域を有する複合製品の製造方法、そのような製品、およびそのコーティングを得るための鋼材の使用 | |
| JP2017155300A (ja) | 低温用厚鋼板及びその製造方法 | |
| CN111511952A (zh) | 具有优异的硬度和冲击韧性的耐磨钢及其制造方法 | |
| CN100451158C (zh) | 模具钢 | |
| JPH04358046A (ja) | 高速度鋼系焼結合金 | |
| ES2903082T3 (es) | Acero para soportes de herramientas | |
| JP6416624B2 (ja) | 冷間工具鋼の切削方法及び冷間金型材料の製造方法 | |
| JP6415899B2 (ja) | 圧延用複合ロールの外層材の製造方法及び圧延用複合ロールの製造方法 | |
| KR101568546B1 (ko) | 절삭성이 우수한 저온용강 및 그 제조방법 | |
| KR20200076815A (ko) | 내마모성 및 고온 강도가 우수한 차량의 브레이크 디스크용 강재 및 그 제조방법 | |
| SE1551093A1 (sv) | Stainless steel strip for flapper valves |