JP2004012323A - 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 - Google Patents
複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 Download PDFInfo
- Publication number
- JP2004012323A JP2004012323A JP2002166955A JP2002166955A JP2004012323A JP 2004012323 A JP2004012323 A JP 2004012323A JP 2002166955 A JP2002166955 A JP 2002166955A JP 2002166955 A JP2002166955 A JP 2002166955A JP 2004012323 A JP2004012323 A JP 2004012323A
- Authority
- JP
- Japan
- Prior art keywords
- composite coating
- coating
- slurry
- wear rate
- impeller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Coating By Spraying Or Casting (AREA)
Abstract
【課題】セラミックスと金属とを含む複合被膜がスラリー中にさらされる場合における前記複合被膜の損耗速度を簡単でしかも精度良く予測できる方法を提供する。
【解決手段】溶射により形成された前記被膜の表面のセラミックス硬質粒子の面積率、スラリー衝突速度及びスラリー中に含まれる固体の濃度の関係に基づいて、被膜の損耗を予測することに特徴を有する。
【効果】この方法によれば、硬質被膜表面に存在するセラミックス硬質粒子面積率を用いるので、硬さを用いるよりも精度よく損耗速度を予測することが可能となり、評価実験を実施せずにすむため、時間とコストの大幅な節約となる。
【選択図】なし
【解決手段】溶射により形成された前記被膜の表面のセラミックス硬質粒子の面積率、スラリー衝突速度及びスラリー中に含まれる固体の濃度の関係に基づいて、被膜の損耗を予測することに特徴を有する。
【効果】この方法によれば、硬質被膜表面に存在するセラミックス硬質粒子面積率を用いるので、硬さを用いるよりも精度よく損耗速度を予測することが可能となり、評価実験を実施せずにすむため、時間とコストの大幅な節約となる。
【選択図】なし
Description
【0001】
【発明の属する技術分野】
本発明は、セラミックスと金属とを含む複合被膜、特に、耐スラリーエロージョン用硬質被膜がスラリー中にさらされる場合に、その複合被膜が損耗する速度を予測する方法及びそのような方法により予測に基づいて厚さが決められた複合被膜及びその被覆方法、更にはそのような複合被膜が溶射法により溶着された回転部材及びそのような回転部材を備える流体機械に関する。
【0002】
【従来の技術】
粒状の土砂を含む水等の液体を扱うポンプ、水車等の流体機械では、流体内で動作するランナーすなわち羽根車等の回転部材或いは流体の流路を形成する構成部材には、流体に接する面の摩損を防止するために耐スラリーエロージョン性に優れた材料を用いる必要がある。しかしながら、このような耐スラリーエロージョンに優れた材料は高価であるだけでなく、単独で使用するには他の機械的強度に欠ける問題があり、通常は、性能、コスト、補修等を考慮し、構成部材を構成する基材の表面に硬質の溶射被膜を所望の厚さに溶着させ、そのような基材を摩損から保護している。そしてこのような硬質の溶射被膜の材料としては、セラミックスと金属の複合材料であるサーメット材料が、従来から用いられる場合が多い。
【0003】
【発明が解決すべき課題】
一般的に表面が硬い材料ほど、耐スラリーエロージョン性に優れるため、硬さを向上させる目的でセラミックス硬質粒子を多量に含有した被膜を製造し、その材料を使用して各種溶射法により基材の表面を被覆している。従来は、被覆施工後の被膜に含まれるセラミックス等の硬質粒子の量については特に評価しなかったが、実際は施工時に被膜に含まれているセラミックス等の硬質粒子の一部が飛散及び酸化されることにより、施工後の被膜中に含まれるセラミックス等の硬質粒子が、意図した量より少なくなる場合がある。
被膜の損耗速度を知るには、各材料の評価実験が必要であり、それによって必要な被膜厚さを決定する必要がある。従って、新規材料すべてについて、評価実験を行わなければならないため、多くの時間とコストが必要となる。
【0004】
一般的にスラリーエロージョンによる材料の損耗量は、材料の硬さと相関があるが、セラミックスと金属の複合材については、材料によってはセラミックス硬質粒子に均一に分散しないため、硬さを正確に測定することが出来ない場合もある。従って、単に材料の硬さを用いただけで損耗速度を予測するのでは、高い予測精度は期待できない。そのため簡易かつ精度よく予測できる方法の提供が期待されている。
【0005】
したがって、本発明の目的は、溶射法によって基材に被覆された被膜の損耗速度を簡単でしかも精度良く予測できる方法を提供することである。
本発明の他の目的は、被膜の種類及びスラリーの種類によって決まる定数、セラミックス粒子面積率、スラリー衝突速度、スラリー中に含まれる固体の濃度等を用いた特定の式に基づいて、被膜の損耗速度を簡単で精度良く予測する方法を提供することである。
本発明の別の目的は、溶射法により基材の表面に被覆されるセラミックスと金属とを含む耐スラリーエロージョン用複合被膜の厚さを、前記方法を用いて予測した損耗速度に基づき、決定する被覆方法及び被膜を提供することである。
本発明の更に別の目的は、前記方法を用いて予測した損耗速度に基づき決定された厚さで表面に耐スラリーエロージョン用複合被膜が溶射法により被覆された羽根車及びそのような羽根車を有する流体機械を提供することである。
【0006】
【課題を解決するための手段】
本願の一つの発明は、セラミックスと金属とを含む複合被膜がスラリー中にさらされる場合における前記複合被膜の損耗速度予測方法おいて、溶射により形成された前記被膜の表面のセラミックス硬質粒子の面積率、スラリー衝突速度及びスラリー中に含まれる固体の濃度の関係に基づいて予測するように構成されている。
上記損耗速度予測方法において、前記予測が次式により行われ、
L=(A×eB × S)×(C×v)m×(D×g)n
ここにおいて、Lは損耗速度、A、B、C、D、m、nはそれぞれ被膜の種類及びスラリーの種類によって決まる定数、Sはセラミックス粒子面積率、vはスラリー衝突速度、gはスラリー中に含まれる固体の濃度であってもよい。この場合、前記セラミックスが金属炭化物或いは金属酸化物の少なくとも1種類を含み、前記式においてA=4.5743、B=−0.0474であってもよく、或いは、前記複合被膜の表面をデジタル画像処理し、セラミックス粒子面積率を算出してもよい。
【0007】
本願の他の発明は、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜を溶射法により基材の表面に被覆する被覆方法であって、前記複合被膜の厚を、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定することに特徴を有する。
本願の別の発明は、溶射法によって基材の表面に溶着されている、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜であって、前記複合被膜の厚さが、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定されていることに特徴を有する。
【0008】
本願の更に別の発明は、ハブと、前記ハブの周りに円周方向に隔てて取り付けられた複数の翼とを備た羽根車において、前記羽根車の表面の少なくとも一部に、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜が溶射法によって溶着され、前記複合被膜の厚さが、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定されていることに特徴を有する。
本願の更に別の発明は、ハブ及び前記ハブの周りに円周方向に隔てて取り付けられた複数の翼を備た羽根車と、前記羽根車を回転可能に収容する室を画定するケーシングと、を備え、前記羽根車の表面の少なくとも一部に、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜が溶射法によって溶着され、前記複合被膜の厚さが、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定されていることに特徴を有する。
【0009】
【実施例】
以下図面を参照して本発明の実施形態について説明する。
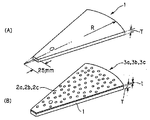
まず、図1[A]に示されるような扇形(半径R=180mm、厚さT=6mm)の平板状の試験片用の基板1を多数作成した。一方、(A)高速フレーム溶射用の材料としては7種類の被膜材料を用意して、それぞれの基板1にはその7種類の被膜材料をそれぞれ別個に溶射し、厚さt=500μmの、下記の表1に示されるA1ないしA7の7種類の組成を有する被膜2aをそれぞれ形成し、試験片3a(図1[B])をつくった。また、(B)フレーム溶射用の材料としては10種類の被膜材料を用意して、それぞれの基板1にはその10種類の被膜材料をそれぞれ別個に溶射し、厚さt=500μmの、表1に示されるB1ないしB10の10種類の組成を有する被膜2bをそれぞれ形成し、試験片3b(図1[B])をつくった。その後、被膜を加熱処理し、被膜の組織の緻密化を図った。更に、(C)アーク溶射用の材料としては3種類の被膜材料を用意して、それぞれの試料板にはその3種類の被膜材料をそれぞれ別個に溶射し、厚さt=500μmの、表1に示されるC1ないしC3の3種類の組成を有する被膜2cをそれぞれ形成し、試験片3c(図1[B])をつくった。なお、表中で同じ組成であっても、炭化物平均粒径、溶射条件等が異なっており、全て特性の異なる被膜である。また、表中のCrmCnの表記は、Cr3C2、Cr7C3、Cr23C6、などのクロム炭化物の混合したものを表す。
【0010】
【表1】
 【0011】
【0011】
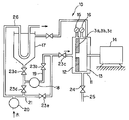
このようにして被膜が形成された複数(この試験例では20枚)の試験片を、図2に概略図示する試験装置10にそれぞれセットして試験を行った。同図において、11はチャンバ12を画定する試験槽、13は試験槽11内で回転可能に支持されていて、一方の表面(図2では左面)に試験片3a、3b、3cが着脱可能に取り付けられるようになっている回転体、14は回転体13を回転させる電動モータ、15及び16は試験槽11に取り付けられた圧力計及び温度計、17はスラリータンク、18はスラリータンク17内のスラリーを導管19を介してチャンバ12内に送るスラリーポンプ、20は水を導管21を介して導管19内に供給するポンプである。更に、23aないし23eは導管に接続された開閉弁、24は排出管25に接続された開閉弁、26はスラリータンク17内を通って伸び、水でスラリータンク内を冷却する熱交換管である。上記試験槽及び/又は回転板の試験片取り付け面は、回転ディスク13が回転しているとき、スラリーが試験片の表面に所望の角度で当たるように作られている。
【0012】
上記構成の試験装置において、回転ディスク13の片面(図2で左面)に試験片3a、3b、3cを取付け、これを試験槽11内のスラリー中に没した状態でモータ14により回転させる方法で実施した。試験槽内の圧力が0.1Mpa、温度が25〜30℃となるように調整した。実験条件は実際の河川濁水の状況に基づき、スラリー衝突速度が55m/sとなるように回転ディスクの回転速度を調節し、スラリー中の土砂濃度1wt.%とした。このような条件の実験を硬質の被膜が形成された上記各試験片につき試験を行い、損耗速度を求めた。その結果をグラフで表せば図3に示されるようになる。セラミックス硬質粒子面積率は、硬質被膜表面の拡大写真をコンピュータに取り込み、デジタル画像処理を行うことにより求めた。
本実験より以下の関係式が得られた。
L=(4.5743×e−0.0474 × S)×(C×v)m×(D×g)n
…(1)式
ここで、Lは損耗速度(μm/h)であり、C、Dは被膜の種類及びスラリーの種類によって決まる定数で、ここでは、C=1/55で、D=1である。Sはセラミックス硬質粒子面積率(%)であり、vはスラリー衝突速度であり、gはスラリー中に含まれる固体の濃度(wt.%)である。また、m、nは材料によって決まる定数であり、一般的にm=2〜3、n=1.5〜2.5である。
また、実用上のポンプ運転環境では損耗速度0.5μm/h(スラリー衝突速度55m/s、スラリー中に含まれる土砂の濃度1wt.%)以下が要求されるため、この条件を満たすように(1)式に基づいて、セラミックス硬質粒子面積率45%の硬質被膜を製作し、上記同様の実験を行ったところ、損耗速度は0.5μm/hとなり、(1)式によく一致した。
上記のように予測した損耗速度に基づき、基材の表面に溶射法により被覆する被膜で構成される被膜の厚さを決定する。例えば、被膜がスラリーの環境条件下にさらされて摩耗した後、補修により被覆し直す場合、上記の予測した損耗速度及び希望する補修周期(次に補修するまでの期間)に基づいて、被膜の厚さが決定される。
【0013】
本発明による被膜で耐スラリーエロージョン化を図る流体機械用の構成部材の一例としてポンプのランナすなわち羽根車30が図4で断面図で示されている。図4において、羽根車30は、回転軸を受ける軸穴31が形成されたハブ32と、そのハブ32から半径方向外側に放射上に広がる円板状の主板33と、主板33から軸方向(図4において上下方向)に隔てられた環状の側板34と、主板33と側板34との間において円周方向(軸穴の軸線O−O回りの円周方向)に等間隔に隔てて配置され所望の曲面に沿って湾曲して側板及び主板と一体的に形成された複数の翼35とで構成されていて、主板33、側板34及び翼35により流体の流れる流路36を画定している。流路36の半径方向内側の部分37が入口部となり、半径方向外側の部分38が出口部となる。また、環状の側板34は、円周方向内側の軸方向に伸びる部分34aと、半径方向外側に伸びる部分34bとを有し、軸方向伸長部分34aによって羽根車30の入口39を画定している。このような羽根車30を回転させて流体を送り出す場合、例えば、羽根車を土砂を含む水中で回転させると、水中の土砂の粒子が羽根車30の表面、特に羽根車30内の流路36を画定する主板33の内面41、側板34の内面42及び翼35の両面、すなわち圧力面43、負圧面44に当たってこれを擦り、それらの表面が摩擦により極端に摩耗することになる。
【0014】
そこで、羽根車30の上記流路36を画成する内面41及び42、圧力面43及び負圧面44、入口39の内面45、側板34の外側面46及び主板33の裏面47のうち所望する面に、上記溶射法AないしCのうち適当な溶射法を適宜選んで前述の耐スラリーエロージョン溶射被膜を形成する。この場合、溶射を行う面の条件、溶射法の施工条件等を考慮して一つの羽根車に対して溶射する場所により異なる溶射方法を採用することも可能である。
【0015】
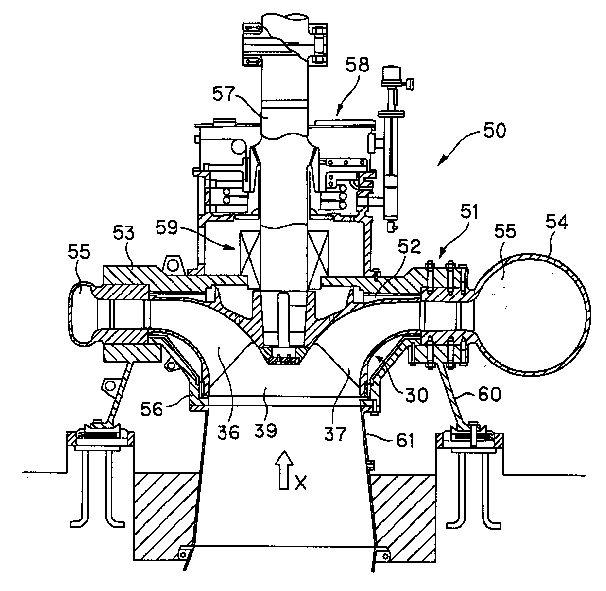
上記のように耐スラリーエロージョン溶射被膜形成された本発明の羽根車30は、水車或いはポンプのような流体機械に使用される。図5において、このような流体機械の一例として立形ポンプ50が断面で示されている。同図において、ポンプ50は、本発明による羽根車30を収容するポンプ室52を画成するケーシング51と、軸線を鉛直にして配置されていて下端に羽根車30が固定された主軸57と、ケーシングの上方に取り付けられたていて主軸57をケーシングに関して回転自在に支持する主軸受け58と、ケーシング51と主軸57との間からの流体の漏れを防止するシール装置59と、を備えている。ケーシング51は管状の支持台60の上に公知の方法で固定されている。ケーシング51は、上側の円盤状の端板53と、渦巻き状の出口室55を画成するケーシング本体54と、管状のカバー56とを備えている。カバー56の下端には筒状の吸出し管61が接続されている。
上記ポンプにおいて、主軸37を回転させることによってその下端に固定された羽根車30を回転させると、流体が吸出し管61内で矢印Xで示されるように羽根車の入口39に吸い込まれ、羽根車30の流路36を通って出口38側から半径方向に押し出され、出口室55内に流入する。出口室内の流体は、図示しない出口から吐き出される。
【0016】
【発明の効果】
本発明によれば次のような効果を奏することが可能である。
(イ)一般に材料のスラリーエロージョンにおける損耗速度は、硬さ2/縦弾性係数とよい相関関係を示すが、硬質被膜の場合、縦弾性係数を測定することは困難なため、従来は硬さを目安としてきた。しかし、セラミックスと金属を複合した硬質被膜の場合、セラミックス硬質粒子が均一に分散しない場合は硬さが正確に測れないため、硬さを用いた損耗速度予測は信頼性が低い。本発明によれば、硬質被膜表面に存在するセラミックス硬質粒子面積率を用いるので、硬さを用いるよりも精度よく損耗速度を予測することが可能となり、試験片などによる評価実験を実施せずにすむため、時間とコストの大幅な節約となる。
(ロ)運転条件に応じて必要な被膜厚さを算出することが可能となるため、材料費の節約にもなる。
(ハ)損耗速度が予測できるので羽根車等の被覆剤の使用寿命を高い精度で予測可能になり、補修時期の決定を容易に決めること可能で流体機械の保守が容易である。
【図面の簡単な説明】
【図1】試験片及び試験片用の基板の斜視図である。
【図2】本実施例で使用する試験装置の概略構成図である。
【図3】試験結果を示すグラフ図である。
【図4】本発明の被膜が形成される羽根車の一例を示す断面図である。
【図5】図4の羽根車を備えるポンプの断面図である。
【発明の属する技術分野】
本発明は、セラミックスと金属とを含む複合被膜、特に、耐スラリーエロージョン用硬質被膜がスラリー中にさらされる場合に、その複合被膜が損耗する速度を予測する方法及びそのような方法により予測に基づいて厚さが決められた複合被膜及びその被覆方法、更にはそのような複合被膜が溶射法により溶着された回転部材及びそのような回転部材を備える流体機械に関する。
【0002】
【従来の技術】
粒状の土砂を含む水等の液体を扱うポンプ、水車等の流体機械では、流体内で動作するランナーすなわち羽根車等の回転部材或いは流体の流路を形成する構成部材には、流体に接する面の摩損を防止するために耐スラリーエロージョン性に優れた材料を用いる必要がある。しかしながら、このような耐スラリーエロージョンに優れた材料は高価であるだけでなく、単独で使用するには他の機械的強度に欠ける問題があり、通常は、性能、コスト、補修等を考慮し、構成部材を構成する基材の表面に硬質の溶射被膜を所望の厚さに溶着させ、そのような基材を摩損から保護している。そしてこのような硬質の溶射被膜の材料としては、セラミックスと金属の複合材料であるサーメット材料が、従来から用いられる場合が多い。
【0003】
【発明が解決すべき課題】
一般的に表面が硬い材料ほど、耐スラリーエロージョン性に優れるため、硬さを向上させる目的でセラミックス硬質粒子を多量に含有した被膜を製造し、その材料を使用して各種溶射法により基材の表面を被覆している。従来は、被覆施工後の被膜に含まれるセラミックス等の硬質粒子の量については特に評価しなかったが、実際は施工時に被膜に含まれているセラミックス等の硬質粒子の一部が飛散及び酸化されることにより、施工後の被膜中に含まれるセラミックス等の硬質粒子が、意図した量より少なくなる場合がある。
被膜の損耗速度を知るには、各材料の評価実験が必要であり、それによって必要な被膜厚さを決定する必要がある。従って、新規材料すべてについて、評価実験を行わなければならないため、多くの時間とコストが必要となる。
【0004】
一般的にスラリーエロージョンによる材料の損耗量は、材料の硬さと相関があるが、セラミックスと金属の複合材については、材料によってはセラミックス硬質粒子に均一に分散しないため、硬さを正確に測定することが出来ない場合もある。従って、単に材料の硬さを用いただけで損耗速度を予測するのでは、高い予測精度は期待できない。そのため簡易かつ精度よく予測できる方法の提供が期待されている。
【0005】
したがって、本発明の目的は、溶射法によって基材に被覆された被膜の損耗速度を簡単でしかも精度良く予測できる方法を提供することである。
本発明の他の目的は、被膜の種類及びスラリーの種類によって決まる定数、セラミックス粒子面積率、スラリー衝突速度、スラリー中に含まれる固体の濃度等を用いた特定の式に基づいて、被膜の損耗速度を簡単で精度良く予測する方法を提供することである。
本発明の別の目的は、溶射法により基材の表面に被覆されるセラミックスと金属とを含む耐スラリーエロージョン用複合被膜の厚さを、前記方法を用いて予測した損耗速度に基づき、決定する被覆方法及び被膜を提供することである。
本発明の更に別の目的は、前記方法を用いて予測した損耗速度に基づき決定された厚さで表面に耐スラリーエロージョン用複合被膜が溶射法により被覆された羽根車及びそのような羽根車を有する流体機械を提供することである。
【0006】
【課題を解決するための手段】
本願の一つの発明は、セラミックスと金属とを含む複合被膜がスラリー中にさらされる場合における前記複合被膜の損耗速度予測方法おいて、溶射により形成された前記被膜の表面のセラミックス硬質粒子の面積率、スラリー衝突速度及びスラリー中に含まれる固体の濃度の関係に基づいて予測するように構成されている。
上記損耗速度予測方法において、前記予測が次式により行われ、
L=(A×eB × S)×(C×v)m×(D×g)n
ここにおいて、Lは損耗速度、A、B、C、D、m、nはそれぞれ被膜の種類及びスラリーの種類によって決まる定数、Sはセラミックス粒子面積率、vはスラリー衝突速度、gはスラリー中に含まれる固体の濃度であってもよい。この場合、前記セラミックスが金属炭化物或いは金属酸化物の少なくとも1種類を含み、前記式においてA=4.5743、B=−0.0474であってもよく、或いは、前記複合被膜の表面をデジタル画像処理し、セラミックス粒子面積率を算出してもよい。
【0007】
本願の他の発明は、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜を溶射法により基材の表面に被覆する被覆方法であって、前記複合被膜の厚を、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定することに特徴を有する。
本願の別の発明は、溶射法によって基材の表面に溶着されている、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜であって、前記複合被膜の厚さが、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定されていることに特徴を有する。
【0008】
本願の更に別の発明は、ハブと、前記ハブの周りに円周方向に隔てて取り付けられた複数の翼とを備た羽根車において、前記羽根車の表面の少なくとも一部に、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜が溶射法によって溶着され、前記複合被膜の厚さが、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定されていることに特徴を有する。
本願の更に別の発明は、ハブ及び前記ハブの周りに円周方向に隔てて取り付けられた複数の翼を備た羽根車と、前記羽根車を回転可能に収容する室を画定するケーシングと、を備え、前記羽根車の表面の少なくとも一部に、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜が溶射法によって溶着され、前記複合被膜の厚さが、前記一つの発明による方法を用いて予測した損耗速度に基づき、決定されていることに特徴を有する。
【0009】
【実施例】
以下図面を参照して本発明の実施形態について説明する。
まず、図1[A]に示されるような扇形(半径R=180mm、厚さT=6mm)の平板状の試験片用の基板1を多数作成した。一方、(A)高速フレーム溶射用の材料としては7種類の被膜材料を用意して、それぞれの基板1にはその7種類の被膜材料をそれぞれ別個に溶射し、厚さt=500μmの、下記の表1に示されるA1ないしA7の7種類の組成を有する被膜2aをそれぞれ形成し、試験片3a(図1[B])をつくった。また、(B)フレーム溶射用の材料としては10種類の被膜材料を用意して、それぞれの基板1にはその10種類の被膜材料をそれぞれ別個に溶射し、厚さt=500μmの、表1に示されるB1ないしB10の10種類の組成を有する被膜2bをそれぞれ形成し、試験片3b(図1[B])をつくった。その後、被膜を加熱処理し、被膜の組織の緻密化を図った。更に、(C)アーク溶射用の材料としては3種類の被膜材料を用意して、それぞれの試料板にはその3種類の被膜材料をそれぞれ別個に溶射し、厚さt=500μmの、表1に示されるC1ないしC3の3種類の組成を有する被膜2cをそれぞれ形成し、試験片3c(図1[B])をつくった。なお、表中で同じ組成であっても、炭化物平均粒径、溶射条件等が異なっており、全て特性の異なる被膜である。また、表中のCrmCnの表記は、Cr3C2、Cr7C3、Cr23C6、などのクロム炭化物の混合したものを表す。
【0010】
【表1】
このようにして被膜が形成された複数(この試験例では20枚)の試験片を、図2に概略図示する試験装置10にそれぞれセットして試験を行った。同図において、11はチャンバ12を画定する試験槽、13は試験槽11内で回転可能に支持されていて、一方の表面(図2では左面)に試験片3a、3b、3cが着脱可能に取り付けられるようになっている回転体、14は回転体13を回転させる電動モータ、15及び16は試験槽11に取り付けられた圧力計及び温度計、17はスラリータンク、18はスラリータンク17内のスラリーを導管19を介してチャンバ12内に送るスラリーポンプ、20は水を導管21を介して導管19内に供給するポンプである。更に、23aないし23eは導管に接続された開閉弁、24は排出管25に接続された開閉弁、26はスラリータンク17内を通って伸び、水でスラリータンク内を冷却する熱交換管である。上記試験槽及び/又は回転板の試験片取り付け面は、回転ディスク13が回転しているとき、スラリーが試験片の表面に所望の角度で当たるように作られている。
【0012】
上記構成の試験装置において、回転ディスク13の片面(図2で左面)に試験片3a、3b、3cを取付け、これを試験槽11内のスラリー中に没した状態でモータ14により回転させる方法で実施した。試験槽内の圧力が0.1Mpa、温度が25〜30℃となるように調整した。実験条件は実際の河川濁水の状況に基づき、スラリー衝突速度が55m/sとなるように回転ディスクの回転速度を調節し、スラリー中の土砂濃度1wt.%とした。このような条件の実験を硬質の被膜が形成された上記各試験片につき試験を行い、損耗速度を求めた。その結果をグラフで表せば図3に示されるようになる。セラミックス硬質粒子面積率は、硬質被膜表面の拡大写真をコンピュータに取り込み、デジタル画像処理を行うことにより求めた。
本実験より以下の関係式が得られた。
L=(4.5743×e−0.0474 × S)×(C×v)m×(D×g)n
…(1)式
ここで、Lは損耗速度(μm/h)であり、C、Dは被膜の種類及びスラリーの種類によって決まる定数で、ここでは、C=1/55で、D=1である。Sはセラミックス硬質粒子面積率(%)であり、vはスラリー衝突速度であり、gはスラリー中に含まれる固体の濃度(wt.%)である。また、m、nは材料によって決まる定数であり、一般的にm=2〜3、n=1.5〜2.5である。
また、実用上のポンプ運転環境では損耗速度0.5μm/h(スラリー衝突速度55m/s、スラリー中に含まれる土砂の濃度1wt.%)以下が要求されるため、この条件を満たすように(1)式に基づいて、セラミックス硬質粒子面積率45%の硬質被膜を製作し、上記同様の実験を行ったところ、損耗速度は0.5μm/hとなり、(1)式によく一致した。
上記のように予測した損耗速度に基づき、基材の表面に溶射法により被覆する被膜で構成される被膜の厚さを決定する。例えば、被膜がスラリーの環境条件下にさらされて摩耗した後、補修により被覆し直す場合、上記の予測した損耗速度及び希望する補修周期(次に補修するまでの期間)に基づいて、被膜の厚さが決定される。
【0013】
本発明による被膜で耐スラリーエロージョン化を図る流体機械用の構成部材の一例としてポンプのランナすなわち羽根車30が図4で断面図で示されている。図4において、羽根車30は、回転軸を受ける軸穴31が形成されたハブ32と、そのハブ32から半径方向外側に放射上に広がる円板状の主板33と、主板33から軸方向(図4において上下方向)に隔てられた環状の側板34と、主板33と側板34との間において円周方向(軸穴の軸線O−O回りの円周方向)に等間隔に隔てて配置され所望の曲面に沿って湾曲して側板及び主板と一体的に形成された複数の翼35とで構成されていて、主板33、側板34及び翼35により流体の流れる流路36を画定している。流路36の半径方向内側の部分37が入口部となり、半径方向外側の部分38が出口部となる。また、環状の側板34は、円周方向内側の軸方向に伸びる部分34aと、半径方向外側に伸びる部分34bとを有し、軸方向伸長部分34aによって羽根車30の入口39を画定している。このような羽根車30を回転させて流体を送り出す場合、例えば、羽根車を土砂を含む水中で回転させると、水中の土砂の粒子が羽根車30の表面、特に羽根車30内の流路36を画定する主板33の内面41、側板34の内面42及び翼35の両面、すなわち圧力面43、負圧面44に当たってこれを擦り、それらの表面が摩擦により極端に摩耗することになる。
【0014】
そこで、羽根車30の上記流路36を画成する内面41及び42、圧力面43及び負圧面44、入口39の内面45、側板34の外側面46及び主板33の裏面47のうち所望する面に、上記溶射法AないしCのうち適当な溶射法を適宜選んで前述の耐スラリーエロージョン溶射被膜を形成する。この場合、溶射を行う面の条件、溶射法の施工条件等を考慮して一つの羽根車に対して溶射する場所により異なる溶射方法を採用することも可能である。
【0015】
上記のように耐スラリーエロージョン溶射被膜形成された本発明の羽根車30は、水車或いはポンプのような流体機械に使用される。図5において、このような流体機械の一例として立形ポンプ50が断面で示されている。同図において、ポンプ50は、本発明による羽根車30を収容するポンプ室52を画成するケーシング51と、軸線を鉛直にして配置されていて下端に羽根車30が固定された主軸57と、ケーシングの上方に取り付けられたていて主軸57をケーシングに関して回転自在に支持する主軸受け58と、ケーシング51と主軸57との間からの流体の漏れを防止するシール装置59と、を備えている。ケーシング51は管状の支持台60の上に公知の方法で固定されている。ケーシング51は、上側の円盤状の端板53と、渦巻き状の出口室55を画成するケーシング本体54と、管状のカバー56とを備えている。カバー56の下端には筒状の吸出し管61が接続されている。
上記ポンプにおいて、主軸37を回転させることによってその下端に固定された羽根車30を回転させると、流体が吸出し管61内で矢印Xで示されるように羽根車の入口39に吸い込まれ、羽根車30の流路36を通って出口38側から半径方向に押し出され、出口室55内に流入する。出口室内の流体は、図示しない出口から吐き出される。
【0016】
【発明の効果】
本発明によれば次のような効果を奏することが可能である。
(イ)一般に材料のスラリーエロージョンにおける損耗速度は、硬さ2/縦弾性係数とよい相関関係を示すが、硬質被膜の場合、縦弾性係数を測定することは困難なため、従来は硬さを目安としてきた。しかし、セラミックスと金属を複合した硬質被膜の場合、セラミックス硬質粒子が均一に分散しない場合は硬さが正確に測れないため、硬さを用いた損耗速度予測は信頼性が低い。本発明によれば、硬質被膜表面に存在するセラミックス硬質粒子面積率を用いるので、硬さを用いるよりも精度よく損耗速度を予測することが可能となり、試験片などによる評価実験を実施せずにすむため、時間とコストの大幅な節約となる。
(ロ)運転条件に応じて必要な被膜厚さを算出することが可能となるため、材料費の節約にもなる。
(ハ)損耗速度が予測できるので羽根車等の被覆剤の使用寿命を高い精度で予測可能になり、補修時期の決定を容易に決めること可能で流体機械の保守が容易である。
【図面の簡単な説明】
【図1】試験片及び試験片用の基板の斜視図である。
【図2】本実施例で使用する試験装置の概略構成図である。
【図3】試験結果を示すグラフ図である。
【図4】本発明の被膜が形成される羽根車の一例を示す断面図である。
【図5】図4の羽根車を備えるポンプの断面図である。
Claims (8)
- セラミックスと金属とを含む複合被膜がスラリー中にさらされる場合における前記複合被膜の損耗速度予測方法おいて、溶射により形成された前記被膜の表面のセラミックス硬質粒子の面積率、スラリー衝突速度及びスラリー中に含まれる固体の濃度の関係に基づいて予測することを特徴とする複合被膜の損耗速度予測方法。
- 請求項1に記載の複合被膜の損耗速度予測方法において、前記予測が次式により行われ、
L=(A×eB × S)×(C×v)m×(D×g)n
ここにおいて、Lは損耗速度、A、B、C、D、m、nはそれぞれ被膜の種類及びスラリーの種類によって決まる定数、Sはセラミックス粒子面積率、vはスラリー衝突速度、gはスラリー中に含まれる固体の濃度であることを特徴とする複合被膜の損耗速度予測方法。 - 請求項2に記載の複合被膜の損耗速度予測方法において、前記セラミックスが金属炭化物或いは金属酸化物の少なくとも1種類を含み、前記式においてA=4.5743、B=−0.0474であることを特徴とする被膜の損耗速度予測方法。
- 請求項2又は3に記載の複合被膜の損耗速度予測方法において、前記複合被膜の表面をデジタル画像処理し、セラミックス粒子面積率を算出することを特徴とする被膜の損耗速度予測方法。
- セラミックスと金属とを含む耐スラリーエロージョン用複合被膜を溶射法により基材の表面に被覆する被覆方法であって、前記複合被膜の厚を、前記請求項1ないし4のいずれかに記載の方法を用いて予測した損耗速度に基づき、決定することを特徴とする複合被膜の被覆方法。
- 溶射法によって基材の表面に溶着されている、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜であって、前記複合被膜の厚さが、前記請求項1ないし4のいずれかに記載の方法を用いて予測した損耗速度に基づき、決定されていることを特徴とする複合被膜。
- ハブと、前記ハブの周りに円周方向に隔てて取り付けられた複数の翼とを備た羽根車において、
前記羽根車の表面の少なくとも一部に、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜が溶射法によって溶着され、前記複合被膜の厚さが、前記請求項1ないし4のいずれかに記載の方法を用いて予測した損耗速度に基づき、決定されていることを特徴とする羽根車。 - ハブと、前記ハブの周りに円周方向に隔てて取り付けられた複数の翼とを備た羽根車と、
前記羽根車を回転可能に収容する室を画定するケーシングと、
を備え、
前記羽根車の表面の少なくとも一部に、セラミックスと金属とを含む耐スラリーエロージョン用複合被膜が溶射法によって溶着され、前記複合被膜の厚さが、前記請求項1ないし4のいずれかに記載の方法を用いて予測した損耗速度に基づき、決定されていることを特徴とする流体機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002166955A JP2004012323A (ja) | 2002-06-07 | 2002-06-07 | 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002166955A JP2004012323A (ja) | 2002-06-07 | 2002-06-07 | 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004012323A true JP2004012323A (ja) | 2004-01-15 |
Family
ID=30434346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002166955A Withdrawn JP2004012323A (ja) | 2002-06-07 | 2002-06-07 | 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004012323A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009244237A (ja) * | 2008-04-01 | 2009-10-22 | Isamu Nagatsuka | 摩耗試験方法及び摩耗試験装置 |
| JP2010203896A (ja) * | 2009-03-03 | 2010-09-16 | Ihi Corp | 摩耗試験方法および摩耗試験装置 |
| CN109211706A (zh) * | 2018-11-01 | 2019-01-15 | 中国石油大学(华东) | 一种压簧式微小颗粒冲击实验系统 |
-
2002
- 2002-06-07 JP JP2002166955A patent/JP2004012323A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009244237A (ja) * | 2008-04-01 | 2009-10-22 | Isamu Nagatsuka | 摩耗試験方法及び摩耗試験装置 |
| JP2010203896A (ja) * | 2009-03-03 | 2010-09-16 | Ihi Corp | 摩耗試験方法および摩耗試験装置 |
| CN109211706A (zh) * | 2018-11-01 | 2019-01-15 | 中国石油大学(华东) | 一种压簧式微小颗粒冲击实验系统 |
| CN109211706B (zh) * | 2018-11-01 | 2020-12-15 | 中国石油大学(华东) | 一种压簧式微小颗粒冲击实验系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Goyal et al. | Slurry erosion behaviour of HVOF sprayed WC–10Co–4Cr and Al2O3+ 13TiO2 coatings on a turbine steel | |
| CN100400701C (zh) | 回转件、叶轮以及具有叶轮的流体机械的抗磨损表面处理方法 | |
| JP3886394B2 (ja) | 耐食性と耐摩耗性を有する被覆部材 | |
| CN100439532C (zh) | 使用抗腐蚀/磨损性合金作为涂层金属表面的装置 | |
| CN1671878A (zh) | 含陶瓷粒子自熔性合金喷镀材料 | |
| JP2004012323A (ja) | 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 | |
| JP4081305B2 (ja) | 被膜の材料選定方法及び被膜 | |
| US7410701B2 (en) | Component for rotary machine and rotary machine | |
| JP2004010974A (ja) | 耐スラリーエロージョン溶射被膜及び溶射被膜を施した流体機械部材 | |
| JP2012132548A (ja) | 滑り軸受組み合わせ摺動部材 | |
| JP2004010972A (ja) | 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 | |
| JP2004010973A (ja) | 複合被膜の損耗速度予測方法及びその方法を利用した被覆方法 | |
| WO2005038061A1 (en) | Corrosion/abrasion resistant alloy for coating metal surface | |
| Sahu et al. | Sediment erosion behavior of WC-Co-Cr coatings on 13-4 Martensitic Stainless Steel for hydraulic turbine application | |
| JP4995632B2 (ja) | 真空ポンプ | |
| JP6382147B2 (ja) | すべり軸受装置及びこれを備えたポンプ | |
| JP4510618B2 (ja) | アーク溶射用耐摩耗材複合ワイヤ | |
| Sharma | Premature failure of ductile iron pump impeller in cooling tower system | |
| JP2004100627A (ja) | ポンプ用軸 | |
| JP5333327B2 (ja) | 流体機械用羽根車及び流体機械用ガイド並びに流体機械 | |
| RU53387U1 (ru) | Рабочая ступень погружного центробежного насоса | |
| CN209800342U (zh) | 一种风机转子叶轮迎风面强化结构 | |
| JPH07117100B2 (ja) | 水中軸受 | |
| JP2018105341A (ja) | 軸スリーブ、回転機械、および軸スリーブの製造方法 | |
| Kumar et al. | Parametric optimization of corrosion and erosive wear performance of FeCrCoNiSiB coated Q235 steel by using Taguchi's method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20050906 |