JP2004012683A - 光ファイバ母材用の樹脂製中空管の製造方法 - Google Patents
光ファイバ母材用の樹脂製中空管の製造方法 Download PDFInfo
- Publication number
- JP2004012683A JP2004012683A JP2002164288A JP2002164288A JP2004012683A JP 2004012683 A JP2004012683 A JP 2004012683A JP 2002164288 A JP2002164288 A JP 2002164288A JP 2002164288 A JP2002164288 A JP 2002164288A JP 2004012683 A JP2004012683 A JP 2004012683A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- hollow tube
- refractive index
- optical fiber
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Landscapes
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Abstract
【課題】性能の良好な光ファイバを安定して製造するための、光ファイバの母材に用いる樹脂製の中空管の製造方法の提供。
【解決手段】樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法。
【選択図】図1
【解決手段】樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法に関し、特に接続損失の低い樹脂製光ファイバを得るための樹脂製中空間の製造方法に関する。
【0002】
【従来の技術】
近年通信用の光ファイバとして、樹脂製の光ファイバの開発が進んできた。特に屈折率分布型の光ファイバが実用化されつつある。樹脂製の屈折率分布型光ファイバは、大口径を有し接続が容易である点、柔軟性に優れる点、高帯域で高速通信に好適である点等で、特に加入者系と呼ばれる比較的短距離の通信媒体として好適であり、その市場が拡大しつつある。これらの中でも含フッ素重合体を用いた樹脂製の屈折率分布型光ファイバは、広い波長領域にわたって伝送損失が低くなることが実証されている。具体的には特開平8−5848号公報に開示されている光ファイバは、500〜1300nmという広い波長領域にわたって、100dB/km以下という低い伝送損失性能を有しており、既に実用化されている種々の光源が使用できる点で優れている。
【0003】
上述の樹脂製光ファイバの製造方法としては、種々の方法が開発され、改良されてきている。そのうち、光ファイバの母材を紡糸し光ファイバを製造する、いわゆるプリフォーム法においては、光ファイバの高い性能を引き出すために多くの改良が加えられてきた。例えば、特開平8−334633号公報には回転成形法による光ファイバの母材の製造方法が提案されている。
【0004】
【発明が解決しようとする課題】
しかし上記の回転成形法にしたがって光ファイバの母材を製造しても、必ずしも性能の良好な光ファイバを安定して製造することは困難であった。特に単独の伝送損失が低い光ファイバであっても、異なる製造ロットの光ファイバどうしを接続した場合に、接続損失が低く抑えられない場合があった。その原因を詳細に検討した結果、以下の点が明らかとなった。すなわち、母材の成形精度が低いと、光ファイバのコアが偏心することが多い。コアが偏心した光ファイバどうしの接続では接続損失が高くなる。また母材の屈折率調整剤の濃度分布が母材の長手方向にわたって不均一の場合には、光ファイバの開口数(NA)が長手方向にわたってばらつく。NAが異なる光ファイバどうしの接続ではやはり接続損失が高くなる。このコアの偏心がなく、かつ、NAが一定である光ファイバとは、構造パラメータが安定に制御された光ファイバといえる。構造パラメータが安定に制御された光ファイバは接続損失を低く抑えられる。このような光ファイバを得るためには、母材となる屈折率分布を有する樹脂製の中空管の製造時に、母材の寸法精度を向上させること、および、屈折率調整剤の濃度分布を母材の長手方向にわたって均一にすること、が必須であことが明らかとなった。
【0005】
【課題を解決するための手段】
すなわち本発明は、樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法を提供する。この方法によれば、樹脂製中空管すなわち光ファイバの母材の寸法精度を向上でき、光ファイバの接続損失を抑制できる。
【0006】
ここで、前記均温化手段が槽内の温度の標準偏差が5℃以内である恒温槽であり、前記回転均質化手段が、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管であることが好ましい。この態様によれば、母材の寸法精度を向上でき、樹脂製の中空管の肉厚偏差を中空管の外周直径に対して1%以内に抑制できる。
【0007】
また本発明は、屈折率調整剤を基材樹脂に分布させて、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製の中空管を製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程と、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程とを有し、前記中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製中空管の製造方法を提供する。この方法によれば屈折率調整剤の濃度分布を母材の長手方向にわたって均一にできる。
【0008】
ここで、前記均温化手段が槽内の温度の標準偏差が5℃以内である恒温槽であり、前記回転均質化手段が、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管であり、かつ、熱拡散の拡散温度までの昇温速度が毎分5℃以下であることが好ましい。この態様によれば屈折率調整剤の濃度分布を母材の長手方向にわたって均一にでき、中空管の内周面における屈折率調整剤の濃度の標準偏差を平均値に対して10%以内に抑制できる。
【0009】
【発明の実施の形態】
以下に本発明の詳細について説明するが、ここで「光ファイバ」とは「樹脂製の光ファイバ」を意味する。具体的には、アクリル樹脂、ポリカーボネート樹脂、透明含フッ素樹脂等の透明樹脂からなる光ファイバを意味する。このうち、本発明の製造方法は、透明含フッ素樹脂を用いた樹脂製の光ファイバの製造方法の一部として特に好適である。上記樹脂に好適な理由は以下のとおりである。
【0010】
後に詳述する透明含フッ素樹脂を用いた樹脂製の光ファイバは広い波長領域にわたって伝送損失が低いという特徴を有する。伝送損失が低いことは、比較的長距離の伝送が可能であることを意味する。ところで樹脂製光ファイバの特徴は大口径であり、光ファイバどうしの接続が容易である点にある。すなわち、比較的長距離の伝送の場合において、上記の光ファイバは複数の接続箇所を有することが想定される。したがって光ファイバ自身の有する伝送損失に対して、接続損失を低く抑えなければ、光ファイバの伝送損失が低いという利点を相殺する。一方で光ファイバの偏心、開口数(NA)のばらつき等の不整要因は接続損失に重大な影響を与える。これらの不整要因は、光ファイバの母材(以下、単に「母材」という。)に用いる樹脂製中空管を、本発明で規定する製造条件で製造することにより抑制できることが明らかとなった。
【0011】
前述の透明含フッ素樹脂としては、C−H結合を有していない含フッ素重合体が好ましい。C−H結合を有していないことは、近赤外領域の波長の光を吸収しないことを意味する。上記含フッ素重合体は非結晶性であることが、光ファイバの散乱損失が低減できる点で好ましい。この含フッ素重合体としては、主鎖に含フッ素脂肪族環構造を有する含フッ素重合体が好ましい。主鎖に含フッ素脂肪族環構造を有するとは、脂肪族環を構成する炭素原子の1以上が主鎖を構成する炭素連鎖中の炭素原子であり、かつ脂肪族環を構成する炭素原子の少なくとも一部にフッ素原子またはフッ素含有基が結合している構造を有することを意味する。含フッ素脂肪族環構造としては、含フッ素脂肪族エーテル環構造がさらに好ましい。
【0012】
含フッ素脂肪族環構造を有する重合体としては、含フッ素環構造を有する単量体(環を構成する炭素原子と環を構成しない炭素原子間に重合性二重結合を有する単量体、または環を構成する炭素原子2個間に重合性二重結合を有する単量体)を重合して得られる重合体や、2個以上の重合性二重結合を有する含フッ素単量体を環化重合して得られる主鎖に含フッ素脂肪族環構造を有する重合体が好適である。含フッ素脂肪族環構造を有する単量体を重合して得られる主鎖に含フッ素脂肪族環構造を有する重合体は、ペルフルオロ(2,2−ジメチル−1,3−ジオキソール)、ペルフルオロ(4−メチル−2−メチレン−1,3−ジオキソラン)、ペルフルオロ(2−メチル−1,4−ジオキシン)などの含フッ素脂肪族環構造を有する単量体を単独重合することにより得られる。また、2個以上の重合性二重結合を有する含フッ素単量体を環化重合して得られる、主鎖に含フッ素脂肪族環構造を有する重合体は、特開昭63−238111号公報、特開昭63−238115号公報等に開示されている。すなわち、ペルフルオロ(アリルビニルエーテル)やペルフルオロ(ブテニルビニルエーテル)などの単量体を環化重合することにより上記の重合体が得られる。
【0013】
本発明において屈折率分布を有する樹脂製中空管の製造には、屈折率調整剤を用いる。屈折率調整剤としては、含フッ素重合体との相溶性に優れ、かつ、実質的にC−H結合を有していない化合物が好ましい。また含フッ素重合体との比較において、屈折率調整剤の屈折率が高いことが好ましい。すなわち、屈折率調整剤は、含フッ素重合体にとって高屈折率化剤であることが好ましい。屈折率調整剤としては、屈折率が高いことから、塩素原子を有する化合物および/または芳香族化合物が好ましい。塩素原子を有する化合物としては、クロロトリフルオロエチレンオリゴマー等が挙げられる。また芳香族化合物としては、ペルフルオロ(1,3,5−トリフェニルベンゼン)、ペルフルオロ(2,4,6−トリフェニル−1,3,5−トリアジン)等が挙げられる。
【0014】
本発明において、母材は1本または2本以上の樹脂製の中空管からなる。2本以上の中空管からなる母材は、中空管を同軸に配置して得られる。中空管が1本の場合にはその中空管は屈折率分布を有する。また2本以上の場合の最も内側になる中空管は同様に屈折率分布を有する。
【0015】
本発明において、母材を紡糸して製造される光ファイバは屈折率分布型である。すなわち本発明に係る光ファイバは屈折率分布を有する。この屈折率分布は放物線様であることが好ましい。すなわち中心部において屈折率が高く、周辺部に向かうに従って屈折率が低くなる分布が好ましい。この光ファイバの屈折率分布は、対応する母材が所定の屈折率分布を有することにより与えられる。すなわち、母材(母材が2本以上の中空管からなる場合には、最も内側の中空管)は、中心部において高く、周辺部において低く、かつ連続的に変化する屈折率分布を有する。
【0016】
本発明は上述の樹脂製光ファイバの母材に用いる中空管の製造方法、および、樹脂製光ファイバの母材に用いる屈折率分布を有する中空管の製造方法を提供する。ここで、屈折率分布を有していない中空管を製造し、ここで製造された中空管を用いて屈折率分布を有する中空管を製造することが好ましい。
【0017】
以下に、樹脂製光ファイバの母材に用いる中空管の製造方法を説明する。本発明にかかる、樹脂製光ファイバの母材に用いる中空管の製造方法は、樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする。
【0018】
本発明において、樹脂製光ファイバの母材に用いる(屈折率分布を有していない)樹脂製中空管は、溶融樹脂の回転成形によって製造される。この回転成形は大きくは2つの工程を有している。第1の工程は、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程である。また第2の工程は、前記回転成形装置を用いて樹脂を溶融成形する工程である。本発明の製造方法では特に、中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造することが特徴である。
【0019】
上記第1の工程において使用する回転成形装置は、均温化手段と回転均質化手段を有する。前記均温化手段とは、回転成形において樹脂温度、すなわち樹脂粘度を長手方向(回転軸の方向)にわたって均一にする手段である。具体的な均温化手段としては、槽内の温度の標準偏差が5℃以内である恒温槽が好ましい。恒温槽内の温度分布が均一であれば、樹脂温度が均一となり、樹脂粘度を長手方向にわたって均一にできる。
【0020】
前記回転均質化手段とは、回転成形時の回転ぶれを抑制し、かつ、成形の回転軸を水平に保ち回転させる手段である。具体的な回転均質化手段としては、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管が好ましい。
【0021】
前記第2の工程は、上述の回転成形装置を用いて樹脂を溶融成形する工程であり、具体的には、回転成形管を回転させて、恒温槽内で成形温度に昇温することが好ましい。ここで、回転成形管は恒温槽を有する回転成形装置に装着される。また成形温度とは、樹脂製の中空管を成形するための温度であり、樹脂のガラス転移点より100℃以上高い温度で、かつ、樹脂の分解点より50℃以上低い温度であることが好ましい。また槽内の温度の標準偏差が5℃以内であるとは、槽内の温度を20点以上測定し、これを統計処理して求めた標準偏差が5℃以内であることを意味し、槽内の温度がほぼ均一であることを意味する。この恒温槽としては、熱風循環型オーブンが好ましい。
【0022】
回転ぶれを抑制するためには、精度が高く肉厚の均一な回転成形管を用い、かつ、実際の回転精度を高く保つ必要がある。具体的には、肉厚偏差が外周直径の0.2%以内である回転成形管を使用すること、かつ、回転ぶれを0.1mm以下にすることである。ここで肉厚偏差とは、回転成形管の円筒状の胴部の肉厚を20点以上測定し、その値を統計処理して求めた標準偏差を意味する。ただし回転成形管として後述する補助管を併用する場合には、回転成形管に補助管を装着した状態で測定した値で評価する。また外周直径とは、回転成形管の胴部の外周直径を意味する。回転成形管がフランジ等の突起物を有する場合には、突起物は含めないで考える。例えば外周直径が100mmの回転成形管である場合に、その肉厚偏差が0.2mm以内に抑えられた回転成形管を使用する。
【0023】
この回転成形管の材料としては、加工精度の点で金属が好ましく、ステンレス鋼、ニッケル合金が耐腐食性にも優れることから特に好ましい。また樹脂が直接接する回転成形管の内面は、中空管が清浄に保たれる点で、平滑であることが好ましい。具体的には、回転成形管の内面の表面粗さは、算術平均粗さで5μm以下が好ましい。
【0024】
本発明においては、回転成形管として補助管を併用してもよい。ここで補助管とは、回転成形管の内部に設置することができる円筒である。補助管に樹脂を充填し、これを回転成形管に設置することにより、大型の回転成形管を取り扱う不便が回避できる点で好ましい。回転成形管と補助管とは分離可能に設けられるが、回転成形管と補助管との空隙は少ないことが好ましい。具体的には前記空隙は0.2mm以下が好ましい。
【0025】
また中空管を成形する際には、上記の回転成形管を回転成形装置に装着し、加熱下で回転させる。このときの回転成形管の回転ぶれを抑制する。具体的には、回転ぶれを0.1mm以下にする。回転ぶれは、回転成形管を回転成形装置に装着し、毎分100回転で回転させながら測定する。測定は回転成形管の長手方向にわたって少なくとも3箇所測定する。この3箇所とは両端部と中央部であることが好ましい。ただし回転成形管がフランジ等の突起物を有する場合には、突起物が存在する部分では測定しない。測定はダイヤルゲージを用いて行う。3箇所以上の測定箇所について測定し、このうちの最大の振れ幅を「回転ぶれ」として考える。例えば回転成形管の両端部と中央部の合計3箇所について測定したときに、それぞれの振れ幅が0.03mm、0.05mm、0.08mmであった場合には、回転ぶれは0.08mmであったと考える。また回転ぶれを抑制する目的で、回転成形管は両端で支持する以外に、長手方向の中間部において、中間支持部により支持されることが好ましい。
【0026】
また本発明において、成形の回転軸を水平に保ち回転させるとは、具体的には回転成形管の回転軸の傾斜を水平に対して1mあたり0.1mm以下にすることである。その測定は、回転成形管を回転成形装置に装着した後に、回転成形管の回転軸と平行になるように、回転成形管の表面に精密水準器をあてて行う。測定は5回以上行い、その最大値で評価する。
【0027】
また中空管の成形においては、回転速度は一定以上であることが、成形精度が向上する点で好ましい。この回転速度としては、回転成形管の内周部における遠心力が10Nを超えることが好ましい。
【0028】
上述のように、均一な温度分布を有する恒温槽を用い、特定の肉厚偏差を有する回転成形管を用い、回転成形管の回転ぶれを所定値以下にし、回転成形管の回転軸を水平に保って中空管を成形すれば、寸法精度の高い中空管が製造できる。具体的には樹脂製の中空管の肉厚偏差をその外周直径に対して1%以内に抑制できる。
【0029】
次に、樹脂製光ファイバの母材に用いる屈折率を有する中空管の製造方法を説明する。本発明にかかる、屈折率調整剤を基材樹脂に分布させて、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製の中空管を製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程と、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程とを有し、前記中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造する、ことを特徴とする。
【0030】
本発明において、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製中空管は、前述の屈折率を有していない中空管に屈折率調整剤を加熱拡散させて製造される。この加熱拡散は大きくは3つの工程を有している。第3(前述の第1、第2の工程と区別するために第3とする。)の工程は、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程であり、前述の第1の工程と同一である。第4の工程は、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程である。この第4の工程としては、前述の第1の工程と第2の工程を経て得られた中空管を準備することが好ましい。第5の工程は、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程である。この第5の工程においては、拡散温度までの昇温速度を遅くし徐々に昇温して製造することが好ましい。本発明の製造方法では特に、中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造することが特徴である。
【0031】
ここで昇温速度は具体的には、恒温槽の昇温速度を意味し、毎分5℃以下とすることが好ましい。この昇温速度とすることで、回転成形管の全体を均一に加熱することができる。一方高速で昇温した場合は、放熱が大きいと考えられる両端の支持部近傍が加熱不足となりやすく、回転成形管内で樹脂の温度分布が広がり、屈折率調整剤の拡散速度にばらつきが生じると考えられ好ましくない。また本発明において拡散温度とは、屈折率調整剤を基材樹脂に拡散させるための温度である。屈折率調整剤は加熱下で基材樹脂中に熱拡散し、この拡散により所定の屈折率分布を得る。この拡散温度および拡散時間は屈折率分布形状により任意に定められる。
【0032】
その他の条件、すなわち、恒温槽内の温度分布を均一にすること、回転成形時の回転ぶれを抑制すること、および、成形の回転軸を水平に保ち回転させることに関しては前述と同様である。これらの条件を満足することにより、中空管の内周面に屈折率調整剤が均一に分布する状態が得られる。ここで中空管の内周面において屈折率調整剤が均一に分布しているとは、中空管の内周面の屈折率調整剤の濃度が等しく分布していることを意味する。すなわち、中空管の回転軸と直角の断面において、任意の断面の屈折率分布状態が等しいことを意味する。ここで屈折率調整剤の濃度は、当該箇所の屈折率を測定して求められる。この測定装置としては、セイコーEG&G社製の屈折率分布測定装置(装置名:インデックスプロファイラ モデルIP−5500)等が使用できる。
【0033】
ここで、拡散条件のための成形条件が厳密に求められるのは、下記の理由による。屈折率調整剤は比較的少量で基材樹脂の屈折率を変化させる。したがってわずかな濃度の差によって、大きな屈折率の差となる。屈折率の差はすなわちNAの差につながる。例えば、基材樹脂の屈折率が1.342であった場合に、屈折率調整剤の濃度が最大で7%となる屈折率分布、すなわち屈折率が1.357となる屈折率分布が得られたとする。このときNAは、0.200となる。ここで屈折率調整剤の濃度がその平均に対して10%増加したとすると、その濃度は7.7%となる。このときNAは、0.220となる。このNAの異なる2点を接続した場合に、NAの差は0.020となり、これは接続損失として0.2dBを与える。ここで接続損失は、0.2dB以下であることが好ましく、したがってNAの差は0.02以内が好ましい。したがってこれは上記の基材と屈折率調整剤の場合で換算すれば、屈折率調整剤の平均値に対して10%の差に相当する。特に実際の母材の製造においては、屈折率調整剤の絶対量は少なく、この分布を均一にするためには、厳密な成形精度が要求される。
【0034】
なお上記の中空管の取り扱いは清浄度の高い場所で行われることが好ましい。すなわちクリーンルーム内で取り扱うことが好ましい。これは中空管に異物が付着しないようにするためである。中空管に付着した異物は、製造される光ファイバの伝送損失に大きな影響を与える。特に前述の含フッ素樹脂は、いわゆるフッ素樹脂一般と同様に静電気により帯電しやすく、異物が付着しやすい。したがって中空管を取り扱う工程はクリーンルーム内で行い、かつ、制電気流中で静電気を除去しながら行うことが特に好ましい。また上記クリーンルームとしては、JIS B−9920で定められたクラス6以下の清浄度を有していることが好ましく、クラス5以下の清浄度を有していることがさらに好ましい。
【0035】
また中空管を製造する場合に、中空管の内部を減圧にすることが好ましい。これは、残存揮発成分を除去するため、および、屈折率調整剤の劣化を抑制するためである。残存揮発成分が多いと中空管製造時または光ファイバ製造時に発泡が起こり良好な光ファイバが得られないことがあり好ましくない。また空気中で屈折率調整剤を長時間加熱すると劣化して伝送損失の原因となるので好ましくない。その減圧度は、絶対圧で10kPa以下が好ましく、5kPa以下がより好ましい。
【0036】
【実施例】
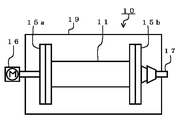
以下に、図を用いて本発明の詳細について説明する。図1は本発明において使用する、回転成形装置の一例の正面概念図である。回転成形装置10は、恒温槽19、回転駆動装置16、および、回転支持具17を有する。回転成形管11はフランジ15aおよび15bを介して、回転成形装置に装着される。またフランジ15bと回転支持具17とは圧接している。すなわち、フランジ15bは円錐台型の凸部を有し、回転支持具17の対応する凹部に装着される。回転支持具17は図示されていない手段で回転駆動装置16の方向に付勢されている。図2は本発明における中空管の製造工程の一例の一部を示した断面図である。回転成形管11はフランジ11aを有する。また回転成形管11の内部には補助管12が設けられ、この補助管12の内部で中空管21が成形される。中空管21は栓22aおよび22bを装着した補助管12の内部で成形される。
【0037】
中空管の材料は以下のように準備した。ペルフルオロ(ブテニルビニルエーテル)を環化重合して、透明なフッ素樹脂P1を得た。フッ素樹脂P1の屈折率は1.342、ガラス転移点は108℃である。フッ素樹脂P1は公知の方法により精製し異物および残存揮発成分を除去した。
【0038】
回転成形管11として、ステンレス鋼製で、内径が22.2mm、フランジ11aを含まない外径が50.0mm、フランジ11aを含む長さが1000mmで、2枚のフランジ11aが設けられたものを用意した。また補助管12として、ステンレス鋼製で、内径が19.7mm、外径が22.0mm、長さが600mmの管を用意した。補助管12を回転成形管11の内部に装着した状態でその肉厚偏差を測定したところ、45μmであった。また補助管12の内面の表面粗さは3μmであった。またこの回転成形管11を回転成形装置10に装着した。このときの回転軸の傾きの最大値は1mあたり0.08mmであった。また回転ぶれは0.05mmであった。また回転成形装置10の恒温槽19の温度の標準偏差は4℃であった。また回転成形装置10はクラス6のクリーンルーム内に設置した。またフッ素樹脂P1(中空管21も含む)の取り扱いはクラス5のクリーンブース内で行った。
【0039】
上述の補助管12に栓22aを装着し、その後、補助管12の内部にフッ素樹脂P1の300gを充填し、栓22bを装着した。この補助管12を回転成形管11の内部に装着した。この回転成形管11を回転成形装置10に装着し、毎分1500回転させ、240℃に加熱した。10時間後に冷却し、中空管21を得た。このとき回転成形管11の内部は2kPaに減圧して成形を行った。
【0040】
上記で得られた中空管21を補助管12から取り出さずにそのまま屈折率調整剤を注入した。屈折率調整剤として、ペルフルオロ(1,3,5−トリフェニルベンゼン)(以下、TPBという。)の3.5gを注入した。注入は栓22bの開口部より行った。屈折率調整剤を注入した後、補助管12を再度回転成形管11に装着し、回転成形装置10に装着した。常温より毎分5℃で昇温し、230℃に達した後、4時間保持し、屈折率調整剤を樹脂に拡散させた。このときの回転数は毎分1500回転であった。毎分5℃で冷却した後、中空管を取り出した。これにより、内周部の屈折率が1.355、外周部の屈折率が1.342であり、連続的に変化する屈折率分布を有した、中空管が得られた。なお屈折率分布はセイコーEG&G社製の屈折率分布測定装置(装置名:インデックスプロファイラ モデルIP−5500)を使用して測定した。この中空管の肉厚偏差は外周直径に対して0.6%であった。また中空管の内周面における屈折率調整剤の濃度の標準偏差は0.2%であり、平均値が6.9%であったので、これに対して3%であった。
【0041】
得られた中空管を母材とし、環状炉を用いて加熱、紡糸して光ファイバを得た。得られた光ファイバの伝送損失は24dB/kmであり、開口数は0.195であった。また下記の接続損失試験を行ったところ、その接続損失は0.35dBであった。
【0042】
接続損失試験には、850nmのLED光源と、オプティカルパワーメータ(アンリツ社製、MS9020C)を用いた。試料としては、同一の条件下で製造された光ファイバの330mを用いた。始めに光ファイバ全体の伝送損失を測定した。次にオプティカルパワーメータから1mの部分で切断した。切断端面はそれぞれ研磨を行い、セラミック製フェルールを用いて切断端面どうしを光学的に接続した。この接続による損失を測定した。その後オプティカルパワーメータから1mの部分はフェルールも含めてそのままにした。反対側の329mの部分については、先程の切断端面から20cmの位置で切断して、その切断端面を研磨した。新たに研磨した端部に、切除された20cmの部分からはずしたセラミック製フェルールを装着した。その後同様にその接続損失を測定した。これを合計で10回行い、10回の平均値を求めた。
【0043】
【発明の効果】
本発明の光ファイバの母材に用いる樹脂製中空管の製造方法によれば、高品質の中空管が製造でき、良好な性能を有する光ファイバが安定して製造可能となる。特に接続損失が低い光ファイバが製造できる。
【図面の簡単な説明】
【図1】本発明において使用する、回転成形装置の一例の正面概念図である。
【図2】本発明における中空管の製造工程の一例の一部を示した断面図である。
【符号の説明】
10:回転成形装置、
11:回転成形管、
11a:フランジ、
12:補助管、
15a、15b:フランジ、
16:回転駆動装置、
17:回転支持具、
19:恒温槽、
21:中空管、22a、
22b:栓。
【発明の属する技術分野】
本発明は、樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法に関し、特に接続損失の低い樹脂製光ファイバを得るための樹脂製中空間の製造方法に関する。
【0002】
【従来の技術】
近年通信用の光ファイバとして、樹脂製の光ファイバの開発が進んできた。特に屈折率分布型の光ファイバが実用化されつつある。樹脂製の屈折率分布型光ファイバは、大口径を有し接続が容易である点、柔軟性に優れる点、高帯域で高速通信に好適である点等で、特に加入者系と呼ばれる比較的短距離の通信媒体として好適であり、その市場が拡大しつつある。これらの中でも含フッ素重合体を用いた樹脂製の屈折率分布型光ファイバは、広い波長領域にわたって伝送損失が低くなることが実証されている。具体的には特開平8−5848号公報に開示されている光ファイバは、500〜1300nmという広い波長領域にわたって、100dB/km以下という低い伝送損失性能を有しており、既に実用化されている種々の光源が使用できる点で優れている。
【0003】
上述の樹脂製光ファイバの製造方法としては、種々の方法が開発され、改良されてきている。そのうち、光ファイバの母材を紡糸し光ファイバを製造する、いわゆるプリフォーム法においては、光ファイバの高い性能を引き出すために多くの改良が加えられてきた。例えば、特開平8−334633号公報には回転成形法による光ファイバの母材の製造方法が提案されている。
【0004】
【発明が解決しようとする課題】
しかし上記の回転成形法にしたがって光ファイバの母材を製造しても、必ずしも性能の良好な光ファイバを安定して製造することは困難であった。特に単独の伝送損失が低い光ファイバであっても、異なる製造ロットの光ファイバどうしを接続した場合に、接続損失が低く抑えられない場合があった。その原因を詳細に検討した結果、以下の点が明らかとなった。すなわち、母材の成形精度が低いと、光ファイバのコアが偏心することが多い。コアが偏心した光ファイバどうしの接続では接続損失が高くなる。また母材の屈折率調整剤の濃度分布が母材の長手方向にわたって不均一の場合には、光ファイバの開口数(NA)が長手方向にわたってばらつく。NAが異なる光ファイバどうしの接続ではやはり接続損失が高くなる。このコアの偏心がなく、かつ、NAが一定である光ファイバとは、構造パラメータが安定に制御された光ファイバといえる。構造パラメータが安定に制御された光ファイバは接続損失を低く抑えられる。このような光ファイバを得るためには、母材となる屈折率分布を有する樹脂製の中空管の製造時に、母材の寸法精度を向上させること、および、屈折率調整剤の濃度分布を母材の長手方向にわたって均一にすること、が必須であことが明らかとなった。
【0005】
【課題を解決するための手段】
すなわち本発明は、樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法を提供する。この方法によれば、樹脂製中空管すなわち光ファイバの母材の寸法精度を向上でき、光ファイバの接続損失を抑制できる。
【0006】
ここで、前記均温化手段が槽内の温度の標準偏差が5℃以内である恒温槽であり、前記回転均質化手段が、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管であることが好ましい。この態様によれば、母材の寸法精度を向上でき、樹脂製の中空管の肉厚偏差を中空管の外周直径に対して1%以内に抑制できる。
【0007】
また本発明は、屈折率調整剤を基材樹脂に分布させて、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製の中空管を製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程と、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程とを有し、前記中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製中空管の製造方法を提供する。この方法によれば屈折率調整剤の濃度分布を母材の長手方向にわたって均一にできる。
【0008】
ここで、前記均温化手段が槽内の温度の標準偏差が5℃以内である恒温槽であり、前記回転均質化手段が、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管であり、かつ、熱拡散の拡散温度までの昇温速度が毎分5℃以下であることが好ましい。この態様によれば屈折率調整剤の濃度分布を母材の長手方向にわたって均一にでき、中空管の内周面における屈折率調整剤の濃度の標準偏差を平均値に対して10%以内に抑制できる。
【0009】
【発明の実施の形態】
以下に本発明の詳細について説明するが、ここで「光ファイバ」とは「樹脂製の光ファイバ」を意味する。具体的には、アクリル樹脂、ポリカーボネート樹脂、透明含フッ素樹脂等の透明樹脂からなる光ファイバを意味する。このうち、本発明の製造方法は、透明含フッ素樹脂を用いた樹脂製の光ファイバの製造方法の一部として特に好適である。上記樹脂に好適な理由は以下のとおりである。
【0010】
後に詳述する透明含フッ素樹脂を用いた樹脂製の光ファイバは広い波長領域にわたって伝送損失が低いという特徴を有する。伝送損失が低いことは、比較的長距離の伝送が可能であることを意味する。ところで樹脂製光ファイバの特徴は大口径であり、光ファイバどうしの接続が容易である点にある。すなわち、比較的長距離の伝送の場合において、上記の光ファイバは複数の接続箇所を有することが想定される。したがって光ファイバ自身の有する伝送損失に対して、接続損失を低く抑えなければ、光ファイバの伝送損失が低いという利点を相殺する。一方で光ファイバの偏心、開口数(NA)のばらつき等の不整要因は接続損失に重大な影響を与える。これらの不整要因は、光ファイバの母材(以下、単に「母材」という。)に用いる樹脂製中空管を、本発明で規定する製造条件で製造することにより抑制できることが明らかとなった。
【0011】
前述の透明含フッ素樹脂としては、C−H結合を有していない含フッ素重合体が好ましい。C−H結合を有していないことは、近赤外領域の波長の光を吸収しないことを意味する。上記含フッ素重合体は非結晶性であることが、光ファイバの散乱損失が低減できる点で好ましい。この含フッ素重合体としては、主鎖に含フッ素脂肪族環構造を有する含フッ素重合体が好ましい。主鎖に含フッ素脂肪族環構造を有するとは、脂肪族環を構成する炭素原子の1以上が主鎖を構成する炭素連鎖中の炭素原子であり、かつ脂肪族環を構成する炭素原子の少なくとも一部にフッ素原子またはフッ素含有基が結合している構造を有することを意味する。含フッ素脂肪族環構造としては、含フッ素脂肪族エーテル環構造がさらに好ましい。
【0012】
含フッ素脂肪族環構造を有する重合体としては、含フッ素環構造を有する単量体(環を構成する炭素原子と環を構成しない炭素原子間に重合性二重結合を有する単量体、または環を構成する炭素原子2個間に重合性二重結合を有する単量体)を重合して得られる重合体や、2個以上の重合性二重結合を有する含フッ素単量体を環化重合して得られる主鎖に含フッ素脂肪族環構造を有する重合体が好適である。含フッ素脂肪族環構造を有する単量体を重合して得られる主鎖に含フッ素脂肪族環構造を有する重合体は、ペルフルオロ(2,2−ジメチル−1,3−ジオキソール)、ペルフルオロ(4−メチル−2−メチレン−1,3−ジオキソラン)、ペルフルオロ(2−メチル−1,4−ジオキシン)などの含フッ素脂肪族環構造を有する単量体を単独重合することにより得られる。また、2個以上の重合性二重結合を有する含フッ素単量体を環化重合して得られる、主鎖に含フッ素脂肪族環構造を有する重合体は、特開昭63−238111号公報、特開昭63−238115号公報等に開示されている。すなわち、ペルフルオロ(アリルビニルエーテル)やペルフルオロ(ブテニルビニルエーテル)などの単量体を環化重合することにより上記の重合体が得られる。
【0013】
本発明において屈折率分布を有する樹脂製中空管の製造には、屈折率調整剤を用いる。屈折率調整剤としては、含フッ素重合体との相溶性に優れ、かつ、実質的にC−H結合を有していない化合物が好ましい。また含フッ素重合体との比較において、屈折率調整剤の屈折率が高いことが好ましい。すなわち、屈折率調整剤は、含フッ素重合体にとって高屈折率化剤であることが好ましい。屈折率調整剤としては、屈折率が高いことから、塩素原子を有する化合物および/または芳香族化合物が好ましい。塩素原子を有する化合物としては、クロロトリフルオロエチレンオリゴマー等が挙げられる。また芳香族化合物としては、ペルフルオロ(1,3,5−トリフェニルベンゼン)、ペルフルオロ(2,4,6−トリフェニル−1,3,5−トリアジン)等が挙げられる。
【0014】
本発明において、母材は1本または2本以上の樹脂製の中空管からなる。2本以上の中空管からなる母材は、中空管を同軸に配置して得られる。中空管が1本の場合にはその中空管は屈折率分布を有する。また2本以上の場合の最も内側になる中空管は同様に屈折率分布を有する。
【0015】
本発明において、母材を紡糸して製造される光ファイバは屈折率分布型である。すなわち本発明に係る光ファイバは屈折率分布を有する。この屈折率分布は放物線様であることが好ましい。すなわち中心部において屈折率が高く、周辺部に向かうに従って屈折率が低くなる分布が好ましい。この光ファイバの屈折率分布は、対応する母材が所定の屈折率分布を有することにより与えられる。すなわち、母材(母材が2本以上の中空管からなる場合には、最も内側の中空管)は、中心部において高く、周辺部において低く、かつ連続的に変化する屈折率分布を有する。
【0016】
本発明は上述の樹脂製光ファイバの母材に用いる中空管の製造方法、および、樹脂製光ファイバの母材に用いる屈折率分布を有する中空管の製造方法を提供する。ここで、屈折率分布を有していない中空管を製造し、ここで製造された中空管を用いて屈折率分布を有する中空管を製造することが好ましい。
【0017】
以下に、樹脂製光ファイバの母材に用いる中空管の製造方法を説明する。本発明にかかる、樹脂製光ファイバの母材に用いる中空管の製造方法は、樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする。
【0018】
本発明において、樹脂製光ファイバの母材に用いる(屈折率分布を有していない)樹脂製中空管は、溶融樹脂の回転成形によって製造される。この回転成形は大きくは2つの工程を有している。第1の工程は、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程である。また第2の工程は、前記回転成形装置を用いて樹脂を溶融成形する工程である。本発明の製造方法では特に、中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造することが特徴である。
【0019】
上記第1の工程において使用する回転成形装置は、均温化手段と回転均質化手段を有する。前記均温化手段とは、回転成形において樹脂温度、すなわち樹脂粘度を長手方向(回転軸の方向)にわたって均一にする手段である。具体的な均温化手段としては、槽内の温度の標準偏差が5℃以内である恒温槽が好ましい。恒温槽内の温度分布が均一であれば、樹脂温度が均一となり、樹脂粘度を長手方向にわたって均一にできる。
【0020】
前記回転均質化手段とは、回転成形時の回転ぶれを抑制し、かつ、成形の回転軸を水平に保ち回転させる手段である。具体的な回転均質化手段としては、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管が好ましい。
【0021】
前記第2の工程は、上述の回転成形装置を用いて樹脂を溶融成形する工程であり、具体的には、回転成形管を回転させて、恒温槽内で成形温度に昇温することが好ましい。ここで、回転成形管は恒温槽を有する回転成形装置に装着される。また成形温度とは、樹脂製の中空管を成形するための温度であり、樹脂のガラス転移点より100℃以上高い温度で、かつ、樹脂の分解点より50℃以上低い温度であることが好ましい。また槽内の温度の標準偏差が5℃以内であるとは、槽内の温度を20点以上測定し、これを統計処理して求めた標準偏差が5℃以内であることを意味し、槽内の温度がほぼ均一であることを意味する。この恒温槽としては、熱風循環型オーブンが好ましい。
【0022】
回転ぶれを抑制するためには、精度が高く肉厚の均一な回転成形管を用い、かつ、実際の回転精度を高く保つ必要がある。具体的には、肉厚偏差が外周直径の0.2%以内である回転成形管を使用すること、かつ、回転ぶれを0.1mm以下にすることである。ここで肉厚偏差とは、回転成形管の円筒状の胴部の肉厚を20点以上測定し、その値を統計処理して求めた標準偏差を意味する。ただし回転成形管として後述する補助管を併用する場合には、回転成形管に補助管を装着した状態で測定した値で評価する。また外周直径とは、回転成形管の胴部の外周直径を意味する。回転成形管がフランジ等の突起物を有する場合には、突起物は含めないで考える。例えば外周直径が100mmの回転成形管である場合に、その肉厚偏差が0.2mm以内に抑えられた回転成形管を使用する。
【0023】
この回転成形管の材料としては、加工精度の点で金属が好ましく、ステンレス鋼、ニッケル合金が耐腐食性にも優れることから特に好ましい。また樹脂が直接接する回転成形管の内面は、中空管が清浄に保たれる点で、平滑であることが好ましい。具体的には、回転成形管の内面の表面粗さは、算術平均粗さで5μm以下が好ましい。
【0024】
本発明においては、回転成形管として補助管を併用してもよい。ここで補助管とは、回転成形管の内部に設置することができる円筒である。補助管に樹脂を充填し、これを回転成形管に設置することにより、大型の回転成形管を取り扱う不便が回避できる点で好ましい。回転成形管と補助管とは分離可能に設けられるが、回転成形管と補助管との空隙は少ないことが好ましい。具体的には前記空隙は0.2mm以下が好ましい。
【0025】
また中空管を成形する際には、上記の回転成形管を回転成形装置に装着し、加熱下で回転させる。このときの回転成形管の回転ぶれを抑制する。具体的には、回転ぶれを0.1mm以下にする。回転ぶれは、回転成形管を回転成形装置に装着し、毎分100回転で回転させながら測定する。測定は回転成形管の長手方向にわたって少なくとも3箇所測定する。この3箇所とは両端部と中央部であることが好ましい。ただし回転成形管がフランジ等の突起物を有する場合には、突起物が存在する部分では測定しない。測定はダイヤルゲージを用いて行う。3箇所以上の測定箇所について測定し、このうちの最大の振れ幅を「回転ぶれ」として考える。例えば回転成形管の両端部と中央部の合計3箇所について測定したときに、それぞれの振れ幅が0.03mm、0.05mm、0.08mmであった場合には、回転ぶれは0.08mmであったと考える。また回転ぶれを抑制する目的で、回転成形管は両端で支持する以外に、長手方向の中間部において、中間支持部により支持されることが好ましい。
【0026】
また本発明において、成形の回転軸を水平に保ち回転させるとは、具体的には回転成形管の回転軸の傾斜を水平に対して1mあたり0.1mm以下にすることである。その測定は、回転成形管を回転成形装置に装着した後に、回転成形管の回転軸と平行になるように、回転成形管の表面に精密水準器をあてて行う。測定は5回以上行い、その最大値で評価する。
【0027】
また中空管の成形においては、回転速度は一定以上であることが、成形精度が向上する点で好ましい。この回転速度としては、回転成形管の内周部における遠心力が10Nを超えることが好ましい。
【0028】
上述のように、均一な温度分布を有する恒温槽を用い、特定の肉厚偏差を有する回転成形管を用い、回転成形管の回転ぶれを所定値以下にし、回転成形管の回転軸を水平に保って中空管を成形すれば、寸法精度の高い中空管が製造できる。具体的には樹脂製の中空管の肉厚偏差をその外周直径に対して1%以内に抑制できる。
【0029】
次に、樹脂製光ファイバの母材に用いる屈折率を有する中空管の製造方法を説明する。本発明にかかる、屈折率調整剤を基材樹脂に分布させて、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製の中空管を製造する方法において、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程と、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程とを有し、前記中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造する、ことを特徴とする。
【0030】
本発明において、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製中空管は、前述の屈折率を有していない中空管に屈折率調整剤を加熱拡散させて製造される。この加熱拡散は大きくは3つの工程を有している。第3(前述の第1、第2の工程と区別するために第3とする。)の工程は、均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程であり、前述の第1の工程と同一である。第4の工程は、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程である。この第4の工程としては、前述の第1の工程と第2の工程を経て得られた中空管を準備することが好ましい。第5の工程は、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程である。この第5の工程においては、拡散温度までの昇温速度を遅くし徐々に昇温して製造することが好ましい。本発明の製造方法では特に、中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造することが特徴である。
【0031】
ここで昇温速度は具体的には、恒温槽の昇温速度を意味し、毎分5℃以下とすることが好ましい。この昇温速度とすることで、回転成形管の全体を均一に加熱することができる。一方高速で昇温した場合は、放熱が大きいと考えられる両端の支持部近傍が加熱不足となりやすく、回転成形管内で樹脂の温度分布が広がり、屈折率調整剤の拡散速度にばらつきが生じると考えられ好ましくない。また本発明において拡散温度とは、屈折率調整剤を基材樹脂に拡散させるための温度である。屈折率調整剤は加熱下で基材樹脂中に熱拡散し、この拡散により所定の屈折率分布を得る。この拡散温度および拡散時間は屈折率分布形状により任意に定められる。
【0032】
その他の条件、すなわち、恒温槽内の温度分布を均一にすること、回転成形時の回転ぶれを抑制すること、および、成形の回転軸を水平に保ち回転させることに関しては前述と同様である。これらの条件を満足することにより、中空管の内周面に屈折率調整剤が均一に分布する状態が得られる。ここで中空管の内周面において屈折率調整剤が均一に分布しているとは、中空管の内周面の屈折率調整剤の濃度が等しく分布していることを意味する。すなわち、中空管の回転軸と直角の断面において、任意の断面の屈折率分布状態が等しいことを意味する。ここで屈折率調整剤の濃度は、当該箇所の屈折率を測定して求められる。この測定装置としては、セイコーEG&G社製の屈折率分布測定装置(装置名:インデックスプロファイラ モデルIP−5500)等が使用できる。
【0033】
ここで、拡散条件のための成形条件が厳密に求められるのは、下記の理由による。屈折率調整剤は比較的少量で基材樹脂の屈折率を変化させる。したがってわずかな濃度の差によって、大きな屈折率の差となる。屈折率の差はすなわちNAの差につながる。例えば、基材樹脂の屈折率が1.342であった場合に、屈折率調整剤の濃度が最大で7%となる屈折率分布、すなわち屈折率が1.357となる屈折率分布が得られたとする。このときNAは、0.200となる。ここで屈折率調整剤の濃度がその平均に対して10%増加したとすると、その濃度は7.7%となる。このときNAは、0.220となる。このNAの異なる2点を接続した場合に、NAの差は0.020となり、これは接続損失として0.2dBを与える。ここで接続損失は、0.2dB以下であることが好ましく、したがってNAの差は0.02以内が好ましい。したがってこれは上記の基材と屈折率調整剤の場合で換算すれば、屈折率調整剤の平均値に対して10%の差に相当する。特に実際の母材の製造においては、屈折率調整剤の絶対量は少なく、この分布を均一にするためには、厳密な成形精度が要求される。
【0034】
なお上記の中空管の取り扱いは清浄度の高い場所で行われることが好ましい。すなわちクリーンルーム内で取り扱うことが好ましい。これは中空管に異物が付着しないようにするためである。中空管に付着した異物は、製造される光ファイバの伝送損失に大きな影響を与える。特に前述の含フッ素樹脂は、いわゆるフッ素樹脂一般と同様に静電気により帯電しやすく、異物が付着しやすい。したがって中空管を取り扱う工程はクリーンルーム内で行い、かつ、制電気流中で静電気を除去しながら行うことが特に好ましい。また上記クリーンルームとしては、JIS B−9920で定められたクラス6以下の清浄度を有していることが好ましく、クラス5以下の清浄度を有していることがさらに好ましい。
【0035】
また中空管を製造する場合に、中空管の内部を減圧にすることが好ましい。これは、残存揮発成分を除去するため、および、屈折率調整剤の劣化を抑制するためである。残存揮発成分が多いと中空管製造時または光ファイバ製造時に発泡が起こり良好な光ファイバが得られないことがあり好ましくない。また空気中で屈折率調整剤を長時間加熱すると劣化して伝送損失の原因となるので好ましくない。その減圧度は、絶対圧で10kPa以下が好ましく、5kPa以下がより好ましい。
【0036】
【実施例】
以下に、図を用いて本発明の詳細について説明する。図1は本発明において使用する、回転成形装置の一例の正面概念図である。回転成形装置10は、恒温槽19、回転駆動装置16、および、回転支持具17を有する。回転成形管11はフランジ15aおよび15bを介して、回転成形装置に装着される。またフランジ15bと回転支持具17とは圧接している。すなわち、フランジ15bは円錐台型の凸部を有し、回転支持具17の対応する凹部に装着される。回転支持具17は図示されていない手段で回転駆動装置16の方向に付勢されている。図2は本発明における中空管の製造工程の一例の一部を示した断面図である。回転成形管11はフランジ11aを有する。また回転成形管11の内部には補助管12が設けられ、この補助管12の内部で中空管21が成形される。中空管21は栓22aおよび22bを装着した補助管12の内部で成形される。
【0037】
中空管の材料は以下のように準備した。ペルフルオロ(ブテニルビニルエーテル)を環化重合して、透明なフッ素樹脂P1を得た。フッ素樹脂P1の屈折率は1.342、ガラス転移点は108℃である。フッ素樹脂P1は公知の方法により精製し異物および残存揮発成分を除去した。
【0038】
回転成形管11として、ステンレス鋼製で、内径が22.2mm、フランジ11aを含まない外径が50.0mm、フランジ11aを含む長さが1000mmで、2枚のフランジ11aが設けられたものを用意した。また補助管12として、ステンレス鋼製で、内径が19.7mm、外径が22.0mm、長さが600mmの管を用意した。補助管12を回転成形管11の内部に装着した状態でその肉厚偏差を測定したところ、45μmであった。また補助管12の内面の表面粗さは3μmであった。またこの回転成形管11を回転成形装置10に装着した。このときの回転軸の傾きの最大値は1mあたり0.08mmであった。また回転ぶれは0.05mmであった。また回転成形装置10の恒温槽19の温度の標準偏差は4℃であった。また回転成形装置10はクラス6のクリーンルーム内に設置した。またフッ素樹脂P1(中空管21も含む)の取り扱いはクラス5のクリーンブース内で行った。
【0039】
上述の補助管12に栓22aを装着し、その後、補助管12の内部にフッ素樹脂P1の300gを充填し、栓22bを装着した。この補助管12を回転成形管11の内部に装着した。この回転成形管11を回転成形装置10に装着し、毎分1500回転させ、240℃に加熱した。10時間後に冷却し、中空管21を得た。このとき回転成形管11の内部は2kPaに減圧して成形を行った。
【0040】
上記で得られた中空管21を補助管12から取り出さずにそのまま屈折率調整剤を注入した。屈折率調整剤として、ペルフルオロ(1,3,5−トリフェニルベンゼン)(以下、TPBという。)の3.5gを注入した。注入は栓22bの開口部より行った。屈折率調整剤を注入した後、補助管12を再度回転成形管11に装着し、回転成形装置10に装着した。常温より毎分5℃で昇温し、230℃に達した後、4時間保持し、屈折率調整剤を樹脂に拡散させた。このときの回転数は毎分1500回転であった。毎分5℃で冷却した後、中空管を取り出した。これにより、内周部の屈折率が1.355、外周部の屈折率が1.342であり、連続的に変化する屈折率分布を有した、中空管が得られた。なお屈折率分布はセイコーEG&G社製の屈折率分布測定装置(装置名:インデックスプロファイラ モデルIP−5500)を使用して測定した。この中空管の肉厚偏差は外周直径に対して0.6%であった。また中空管の内周面における屈折率調整剤の濃度の標準偏差は0.2%であり、平均値が6.9%であったので、これに対して3%であった。
【0041】
得られた中空管を母材とし、環状炉を用いて加熱、紡糸して光ファイバを得た。得られた光ファイバの伝送損失は24dB/kmであり、開口数は0.195であった。また下記の接続損失試験を行ったところ、その接続損失は0.35dBであった。
【0042】
接続損失試験には、850nmのLED光源と、オプティカルパワーメータ(アンリツ社製、MS9020C)を用いた。試料としては、同一の条件下で製造された光ファイバの330mを用いた。始めに光ファイバ全体の伝送損失を測定した。次にオプティカルパワーメータから1mの部分で切断した。切断端面はそれぞれ研磨を行い、セラミック製フェルールを用いて切断端面どうしを光学的に接続した。この接続による損失を測定した。その後オプティカルパワーメータから1mの部分はフェルールも含めてそのままにした。反対側の329mの部分については、先程の切断端面から20cmの位置で切断して、その切断端面を研磨した。新たに研磨した端部に、切除された20cmの部分からはずしたセラミック製フェルールを装着した。その後同様にその接続損失を測定した。これを合計で10回行い、10回の平均値を求めた。
【0043】
【発明の効果】
本発明の光ファイバの母材に用いる樹脂製中空管の製造方法によれば、高品質の中空管が製造でき、良好な性能を有する光ファイバが安定して製造可能となる。特に接続損失が低い光ファイバが製造できる。
【図面の簡単な説明】
【図1】本発明において使用する、回転成形装置の一例の正面概念図である。
【図2】本発明における中空管の製造工程の一例の一部を示した断面図である。
【符号の説明】
10:回転成形装置、
11:回転成形管、
11a:フランジ、
12:補助管、
15a、15b:フランジ、
16:回転駆動装置、
17:回転支持具、
19:恒温槽、
21:中空管、22a、
22b:栓。
Claims (4)
- 樹脂製光ファイバの母材に用いる樹脂製の中空管を、溶融樹脂の回転成形によって製造する方法において、
均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、前記回転成形装置を用いて樹脂を溶融成形する工程とを有し、
前記中空管の肉厚偏差が前記中空管の外周直径に対して1%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法。 - 前記均温化手段が槽内の温度の標準偏差が5℃以内である恒温槽であり、
前記回転均質化手段が、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管である、請求項1に記載の樹脂製光ファイバの母材に用いる樹脂製中空管の製造方法。 - 屈折率調整剤を基材樹脂に分布させて、樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製の中空管を製造する方法において、
均温化手段と、回転均質化手段とを有する回転成形装置を準備する工程と、肉厚偏差がその外周直径に対して1%以内に抑制された樹脂製の中空管を準備する工程と、前記回転成形装置を用いて屈折率調整剤を基材樹脂に熱拡散させる工程とを有し、
前記中空管の内周面における屈折率調整剤の濃度の標準偏差が濃度の平均値に対して10%以内に抑制された中空管を製造する、ことを特徴とする樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製中空管の製造方法。 - 前記均温化手段が槽内の温度の標準偏差が5℃以内である恒温槽であり、
前記回転均質化手段が、肉厚偏差が外周直径の0.2%以内であり、回転ぶれが0.1mm以下であり、かつ、回転軸の傾斜が水平に対して1mあたり0.1mm以下である回転成形管であり、かつ、
熱拡散の拡散温度までの昇温速度が毎分5℃以下である、請求項3に記載の樹脂製光ファイバの母材に用いる屈折率分布を有する樹脂製中空管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002164288A JP2004012683A (ja) | 2002-06-05 | 2002-06-05 | 光ファイバ母材用の樹脂製中空管の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002164288A JP2004012683A (ja) | 2002-06-05 | 2002-06-05 | 光ファイバ母材用の樹脂製中空管の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004012683A true JP2004012683A (ja) | 2004-01-15 |
Family
ID=30432467
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002164288A Withdrawn JP2004012683A (ja) | 2002-06-05 | 2002-06-05 | 光ファイバ母材用の樹脂製中空管の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004012683A (ja) |
-
2002
- 2002-06-05 JP JP2002164288A patent/JP2004012683A/ja not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6071441A (en) | Method of manufacturing distributed refractive index optical fiber | |
| JPWO1998040768A1 (ja) | 屈折率分布型光ファイバーの製造方法 | |
| US9796618B2 (en) | Multi-core optical fiber ribbons and methods for making the same | |
| JP4990430B2 (ja) | 線引き中の光ファイバーの冷却方法 | |
| KR20050035537A (ko) | 플라스틱 광섬유 | |
| KR20140086831A (ko) | 광섬유 및 광섬유용 실리카 유리 모재 | |
| EP1587667A1 (en) | Method for forming ophthalmic lenses using reusable molds | |
| US20020041042A1 (en) | Method and apparatus for manufacturing plastic optical transmission medium | |
| JP2004012683A (ja) | 光ファイバ母材用の樹脂製中空管の製造方法 | |
| WO2004019088A1 (ja) | 多孔質プラスチック光伝送体およびその製造方法 | |
| KR101041756B1 (ko) | 플라스틱 광학 파이버 및 그 제조 방법 | |
| EP0513315B1 (en) | Method and apparatus for fabricating grin lens elements by spin molding | |
| JP4183157B2 (ja) | プラスチック光ファイバ及びこれを用いた光ファイバケーブル | |
| JP2835385B2 (ja) | フッ化物光ファイバの製造方法 | |
| US20120063734A1 (en) | Multimode graded-index plastic optical fiber and method for producing the same | |
| CN113716862A (zh) | 光纤的制备方法及其装置 | |
| KR20000010693A (ko) | 굴절율 분포형 광섬유의 제조 방법 | |
| KR100390329B1 (ko) | 광섬유 제조 방법 | |
| JP3699739B2 (ja) | セル付きレンズの製造方法 | |
| JPH0251856B2 (ja) | ||
| JPH08334633A (ja) | 屈折率分布型光ファイバー製造用の母材の製造方法 | |
| JPH10268146A (ja) | プラスチック光ファイバーおよびその製造方法 | |
| JP3312473B2 (ja) | プラスチック光ファイバ製造用紡糸ブロック、その製造方法及びプラスチック光ファイバの製造方法 | |
| GB1558672A (en) | Manufacture of optical fibre waveguides | |
| JP3407683B2 (ja) | クラッドに屈折率不均一層を有する光ファイバプリフォームおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050526 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061128 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20061213 |