JP2004047902A - 積層セラミック電子部品の製造方法 - Google Patents
積層セラミック電子部品の製造方法 Download PDFInfo
- Publication number
- JP2004047902A JP2004047902A JP2002206161A JP2002206161A JP2004047902A JP 2004047902 A JP2004047902 A JP 2004047902A JP 2002206161 A JP2002206161 A JP 2002206161A JP 2002206161 A JP2002206161 A JP 2002206161A JP 2004047902 A JP2004047902 A JP 2004047902A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- internal electrode
- electrode material
- multilayer ceramic
- firing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000919 ceramic Substances 0.000 title claims abstract description 83
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 29
- 239000007772 electrode material Substances 0.000 claims abstract description 69
- 238000010304 firing Methods 0.000 claims abstract description 43
- 238000000034 method Methods 0.000 claims abstract description 30
- 239000002245 particle Substances 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 4
- 239000002923 metal particle Substances 0.000 claims description 2
- 239000003985 ceramic capacitor Substances 0.000 abstract description 31
- 239000003990 capacitor Substances 0.000 abstract description 19
- 230000032798 delamination Effects 0.000 abstract description 12
- 230000007847 structural defect Effects 0.000 abstract description 8
- 230000008602 contraction Effects 0.000 abstract description 7
- 230000007704 transition Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 30
- 230000007547 defect Effects 0.000 description 6
- 230000000630 rising effect Effects 0.000 description 6
- 238000009413 insulation Methods 0.000 description 5
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images




Landscapes
- Ceramic Capacitors (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Abstract
【解決手段】積層セラミックコンデンサを製造する際には、Niを用いた内部電極材料層を形成した未焼成のセラミック素子としてのコンデンサ素体が焼成される。コンデンサ素体を焼成する焼成過程は、内部電極材料層が収縮を開始する550℃から収縮を完了する900℃までの間のたとえば800℃でコンデンサ素体を30分以上保持する区間を有する。
【選択図】 図4
Description
【発明の属する技術分野】
この発明は積層セラミック電子部品の製造方法に関し、たとえば積層セラミックコンデンサ、積層セラミックインダクタ、積層セラミックバリスタおよび積層セラミックサーミスタなどの積層セラミック電子部品の製造方法に関する。
【0002】
【従来の技術】
一般的に、積層セラミックコンデンサ等の積層セラミック電子部品は、内部電極材料が形成されたセラミックグリーンシートを積層圧着し、焼成して製造される。この積層セラミック電子部品の製造方法の焼成過程では、内部電極材料とセラミックが焼結する最高温度まで昇温させ、最高温度で保持した後、降温するという温度制御がなされている。このような温度制御の昇温時には、内部電極材料の焼結とセラミックの焼結の両方を考慮した上で、常温から最高温度まで最適な昇温速度で昇温させるようにしている。
一方、近年、積層セラミック電子部品の薄膜多層化に伴なって、焼成後、絶縁抵抗不良やクラックやデラミネーションが問題となっている。これらの問題は、内部電極およびセラミック層が薄くなり、積層数が増えることにより、セラミックと内部電極材料の焼成による収縮率の違いが大きくなって発生するものである。
そこで、特開平10−303063号のように、昇温時の一定範囲の温度間の昇温速度を遅くすることが考えられている。すなわち、特開平10−303063号では、内部電極材料が収縮を開始する温度からセラミックが収縮を開始する温度までの間を、1時間当たり50℃以下の昇温速度にすることでデラミネーションを抑制している。
【0003】
【発明が解決しようとする課題】
しかしながら、特開平10−303063号の方法では、たとえば、内部電極材料が収縮する500℃からセラミックが収縮する900℃までの昇温速度を1時間当たり50℃以下に設定している。そのため、この部分だけでも8時間以上の焼成時間を要し、焼成工程全体としては、それ以上の時間を要することとなり、焼成効率上非常に大きな問題があった。
また、近年の薄膜多層化に伴なって、内部電極材料の粒径が小さくなる傾向にあり、これによって、内部電極材料が急激に収縮するという現象が生じる。特開平10−303063号の方法のような内部電極材料が収縮を開始する温度からセラミックが収縮を開始する温度までの間で昇温速度を遅くするという手法では、このような内部電極材料の急激な収縮に対応しようとすると、さらに昇温速度を遅くすることしかできず、焼成効率が悪くなるという問題がさらに大きくなる傾向にあった。
上述のような問題は、積層セラミックコンデンサの製造方法だけでなく、積層セラミックインダクタ、積層セラミックバリスタおよび積層セラミックサーミスタなどの他の積層セラミック電子部品の製造方法においても存在する。
【0004】
それゆえに、この発明の主たる目的は、積層セラミックコンデンサなどの積層セラミック電子部品の製造方法において、クラックやデラミネーションなどの構造欠陥が発生せず、かつ、絶縁抵抗の劣化の少ない信頼性の高い積層セラミックコンデンサなどの積層セラミック電子部品を製造することができる、積層セラミック電子部品の製造方法を提供することである。
【0005】
【課題を解決するための手段】
この発明にかかる積層セラミック電子部品の製造方法は、未焼成のセラミック素体を焼成する焼成過程を含み、内部電極を有する積層セラミック電子部品の製造方法において、焼成過程の最高温度に達するまでの昇温時に、内部電極材料が焼成により収縮を開始する温度から収縮を完了する温度までの間の少なくとも1つの温度で所定時間保持する区間を有することを特徴とする、積層セラミック電子部品の製造方法である。
この発明にかかる積層セラミック電子部品の製造方法では、たとえば、内部電極材料がNiであり、600〜900℃の間の少なくとも1つの温度で所定時間保持することを特徴とする。
また、この発明にかかる積層セラミック電子部品の製造方法では、たとえば、内部電極材料が急激に収縮する温度範囲間の少なくとも1つの温度で所定時間保持することを特徴とする。
さらに、この発明にかかる積層セラミック電子部品の製造方法では、たとえば、内部電極材料がNiであり、800〜900℃の間の少なくとも1つの温度で所定時間保持することを特徴とする。
また、この発明にかかる積層セラミック電子部品の製造方法では、たとえば、内部電極材料は、複数の平均粒径で分布する金属粒子を混合したものであり、内部電極材料が急激に収縮する温度範囲を複数有するものであって、内部電極材料が急激に収縮する複数の温度範囲間のそれぞれにおいて少なくとも1つの温度で所定時間保持することを特徴とする。
さらに、この発明にかかる積層セラミック電子部品の製造方法では、たとえば、内部電極材料がNiであり、600〜700℃の間の少なくとも1つの温度で所定時間保持し、さらに800〜900℃の間の少なくとも1つの温度で所定時間保持することを特徴とする。
【0006】
この発明にかかる積層セラミック電子部品の製造方法では、未焼成のセラミック素体を焼成する焼成過程が、最高温度に達するまでの昇温過程で内部電極材料が焼成により収縮を開始する温度から収縮を完了する温度までの間の少なくとも1つの温度で所定時間保持する区間を有するので、セラミック素子間に残留するカーボンを取り除くことができ、所定の絶縁抵抗が確保される。
さらに、この発明にかかる積層セラミック電子部品の製造方法では、未焼成のセラミック素体を焼成する焼成過程が、最高温度に達するまでの昇温過程で内部電極材料が焼成により収縮を開始する温度から収縮を完了する温度までの間の少なくとも1つの温度で所定時間保持する区間を有するので、内部電極材料が急激に収縮せず、セラミック素体との収縮の整合性が取れ、クラックやデラミネーションという構造欠陥が発生しない。
【0007】
この発明の上述の目的、その他の目的、特徴および利点は、図面を参照して行う以下の発明の実施の形態の詳細な説明から一層明らかとなろう。
【0008】
【発明の実施の形態】
図1はこの発明が適用される積層セラミックコンデンサの一例を示す断面図である。図1に示す積層セラミックコンデンサ10は、直方体状のセラミック素子12を含む。セラミック素子12は、誘電体からなる多数のセラミック層14を含む。これらのセラミック層14は積層される。セラミック層14間には、Niを用いた内部電極16aおよび16bが交互に形成される。この場合、内部電極16aは一端部がセラミック素子12の一端部に延びて形成され、内部電極16bは一端部がセラミック素子12の他端部に延びて形成される。また、内部電極16aおよび16bは、中間部および他端部がセラミック層14を介して重なり合うように形成される。セラミック素子12の一端面には、Agを用いた外部電極18aが内部電極16aに接続されるように形成される。同様に、セラミック素子12の他端面には、Agを用いた外部電極18bが内部電極16bに接続されるように形成される。
【0009】
次に、図1に示す積層セラミックコンデンサ10の製造方法について説明する。
【0010】
(実施例1)
図1に示す積層セラミックコンデンサ10を製造するためには、まず、セラミック素子12のセラミック層14のセラミック原料にバインダ(ポリビニルブチラール)、可塑材(フタル酸ジオクチル)およびトルエン/エキネン混合溶液を添加し、ボールミルで数時間〜数10時間混練することによって、スラリーが形成される。このスラリーをドクターブレード法で所定の厚みのシートに成形することによって、セラミックグリーンシートが形成される。
【0011】
そして、そのセラミックグリーンシート上には、平均粒径0.5mmのNiを用いた内部電極材料を印刷することによって、内部電極となる内部電極材料層が形成される。この内部電極材料層(材料1の層)は、TMA(Thermomechanical Analysis)を用いて収縮の開始する温度および終了する温度が同定されたものであり、その温度と膨張率との関係を図2のグラフに示す。
図2に示すように、内部電極材料1の場合、600℃程度から収縮が開始し、800〜900℃の温度範囲において急激に収縮していることがわかる。また、内部電極材料2の場合、800〜900℃だけでなく、600〜700℃においても急激に収縮していることがわかる。これは、内部電極材料2の場合、平均粒径0.5μmのNi粒子だけでなく、平均粒径0.1μmのNi粒子を混合して用いているためである。
【0012】
それから、それらのセラミックグリーンシートを積層し圧着することによって、未焼成のセラミック素体としてのコンデンサ素体が形成される。なお、セラミックグリーンシートおよび内部電極材料層が複数の積層セラミックコンデンサ10を縦横に並べた大きさおよび形状に形成されている場合には、それらのセラミックグリーンシートを積層し圧着した後に個々の積層セラミックコンデンサ10用のものに切断することによって、未焼成のセラミック素体としてのコンデンサ素体が形成される。
【0013】
その後、その未焼成のコンデンサ素体を大気中240℃〜280℃で脱脂する。
【0014】
そして、脱脂した未焼成のコンデンサ素体をアルミナ匣上に並べ、密閉型バッチ炉で焼成することによって、セラミック素子12と内部電極16aおよび16bとが形成される。この場合、炉内雰囲気は所定の酸素分圧、たとえば10−10 〜10−12 MPaになるように調整される。また、焼成プロファイルは、常温から昇温速度を1〜3℃/分で昇温し、内部電極材料層(内部電極材料1の層)が収縮を開始する600℃から収縮を完了する900℃までの間で、同一温度で所定の時間、たとえば、20分〜6時間程度保持した後、最高温度1250〜1350℃までの昇温速度を2〜4℃/分で昇温し、最高温度で保持した後、3〜4℃/分の降温速度で常温まで冷却した。
【0015】
それから、セラミック素子12の両端面には、Agを塗布し焼き付けることによって、外部電極18aおよび18bが形成される。
【0016】
以上のようにして製造した積層セラミックコンデンサ10では、内部電極材料層とコンデンサ素体との収縮の整合性が取れ、クラックやデラミネーションという構造欠陥が発生していない。
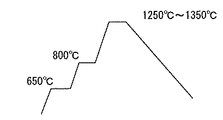
これを検証するために、炉内雰囲気を、10−10 MPaになるように調整し、焼成プロファイルとして、常温から昇温速度を2.2℃/分で昇温し、同一温度で所定の時間保持した後、最高温度1320℃までの昇温速度を3.3℃/分で昇温し、最高温度で保持した後、3.3℃/分の降温速度で常温まで冷却する焼成プロファイルで焼成したものを試料2〜8として用意した。また、比較のために、昇温過程で保持しない従来技術に相当するものを試料1として用意した。なお、試料1の焼成プロファイルを図3の図解図に示し、試料2〜8の焼成プロファイルを図4の図解図に示す。
これらの試料1〜試料8に相当する積層セラミックコンデンサ10の中から5000個の積層セラミックコンデンサを抜き取り、それぞれの積層セラミックコンデンサの定格電圧の10倍の電圧を印加して、ショート不良発生数をカウントした。また、製造した積層セラミックコンデンサを100個抜き取り、樹脂で固定した後、端面を研磨し、内部欠陥(デラミネーション)の有無をカウントした。
その結果を表1に示す。
【0017】
【表1】

表1に示す結果より、未焼成のコンデンサ素体を焼成する焼成過程において内部電極材料層(材料1の層)が急激に収縮する温度域(800℃)で所定時間の保持、たとえば20分以上の保持時間を持たせることにより、ショート不良率が激減することが確認された。これは、そのように保持時間を持たせることにより、セラミック素子間に残留したカーボンを取り除くことができ、所定の絶縁抵抗が確保されたためである。
また、内部電極材料層が収縮を開始する600℃や収縮を完了する900℃においても、保持時間を持たせることにより、ショート不良率が激減していることがわかる。
【0019】
さらに、未焼成のコンデンサ素体を焼成する焼成過程において内部電極材料層(材料1の層)が急激に収縮する温度域(800℃)で所定の保持時間を持たせることにより、内部電極材料層が急激に収縮せず、コンデンサ素体との収縮の整合性が取れ、クラックやデラミネーションという構造欠陥が激減している。
また、内部電極材料層が収縮を開始する600℃や収縮を完了する900℃においても、保持時間を持たせることにより、クラックやデラミネーションという構造欠陥が激減している。
【0020】
(実施例2)
内部電極に用いる電極材料として、たとえば、所定の平均粒径を有するNi粉と所定の平均粒径とは異なる大きさの平均粒径を有するNi粉を混合したものである場合、図2のグラフの内部電極材料2で示すように、2段階の収縮を示す場合がある。実施例2では、このような内部電極材料を用いた場合について説明する。
まず、脱脂した未焼成のコンデンサ素体をアルミナ匣上に並べ、密閉型バッチ炉で焼成することによって、セラミック素子12と内部電極16aおよび16bとが形成される。この場合、炉内雰囲気は所定の酸素分圧、たとえば10−10 〜10−12 MPaになるように調整される。また、焼成プロファイルは、常温から昇温速度を1〜3℃/分で昇温し、内部電極材料層(内部電極材料2の層)が、1段階目に急激に収縮する600〜700℃の間で、同一温度で所定の時間保持した後、昇温速度を1〜3℃/分で昇温し、2段階目に急激に収縮する800〜900℃の間で、同一温度で所定の時間保持した後、最高温度1250〜1350℃までの昇温速度を2〜4℃/分で昇温し、最高温度で保持した後、3〜4℃/分の降温速度で常温まで冷却した。なお、実施例2では焼成以外の工程のついては実施例1と同様にして、積層セラミックコンデンサ10を製造した。
【0021】
以上のようにして製造した積層セラミックコンデンサ10では、内部電極材料層とコンデンサ素体との収縮の整合性が取れ、クラックやデラミネーションという構造欠陥が発生していない。
これを検証するために、炉内雰囲気を、10−10 MPaになるように調整し、焼成プロファイルとして、常温から昇温速度を2.2℃/分で1段階目の保持温度まで昇温し、同一温度で所定の時間保持した後、昇温速度を2.2℃/分で2段階目の保持温度まで昇温し、同一温度で所定の時間保持した後、最高温度1320℃までの昇温速度を3.3℃/分で昇温し、最高温度で保持した後、3.3℃/分の降温速度で常温まで冷却する焼成プロファイルで焼成したものを試料11〜16として用意した。なお、試料11〜16の焼成プロファイルを図5の図解図に示す。
また、比較のために、昇温過程で保持しない従来技術に相当するものを試料9として用意し、800℃で1度だけ保持する実施例1に相当するものを試料2として用意した。
これらの試料9〜試料16に相当する積層セラミックコンデンサ10の中から5000個の積層セラミックコンデンサを抜き取り、それぞれの積層セラミックコンデンサの定格電圧の10倍の電圧を印加して、ショート不良発生数をカウントした。また、製造した積層セラミックコンデンサを100個抜き取り、樹脂で固定した後、端面を研磨し、内部欠陥(デラミネーション)の有無をカウントした。
その結果を表2に示す。
【0022】
【表2】
表2に示す結果より、未焼成のコンデンサ素体を焼成する焼成過程において、内部電極材料が2段階で収縮するような場合、1段階目に収縮する温度域(600〜700℃)で所定時間同一温度で保持し、2段階目に収縮する温度域(800〜900℃)で所定時間同一温度で保持することにより内部欠陥やショート不良率が激減していることがわかる。
これに対して、内部電極材料が2段階で収縮するような場合、実施例1のように1度だけ所定時間温度保持した試料10では、全く温度保持しない試料9に比べて、内部欠陥やショート不良率が減少しているが、2度保持する試料11〜16には及ばない。特に全体の保持時間から見ると、試料10では6時間保持しているのに対して、試料11では2回の保持時間を合計しても1時間で試料10以上の良い結果が出ている。
【0024】
なお、上述の実施例2では、2段階に温度保持する場合について説明したが、これは、内部電極材料の粒度分布によって決定されるものである。すなわち、内部電極材料の粒度分布によって、たとえば、内部電極材料層が3段階に収縮するのであれば、温度保持もそれに合わせて3段階に行うべきものである。但し、表2に示したように、内部電極材料層が複数段階に収縮するものでも、少なくとも1度同一温度で所定時間保持することで、内部欠陥やショート不良率は低減できるものである。
【0025】
また、上述の各実施例では外部電極にAgが用いられているが、外部電極には他の材料が用いられてもよい。
【0026】
さらに、上述の各実施例では外部電極が1層構造であるが、外部電極は1層以上のめっき被膜を含む多層構造であってもよい。
【0027】
また、上述の各実施例では積層セラミックコンデンサの製造方法を例にとって説明したが、この発明は、積層セラミックコンデンサの他に、積層セラミックバリスタ、積層セラミックインダクタ、積層セラミックサーミスタなど、たとえばNiを内部電極として用いた種々の積層セラミック電子部品の製造方法に適用することが可能である。
【0028】
さらに、上述の各実施例では複数の内部電極が用いられいるが、積層セラミックコンデンサ、積層セラミックバリスタ、積層セラミックサーミスタにおいては2枚以上の内部電極が用いられてもよく、また、積層セラミックインダクタにおいては1枚以上の内部電極が用いられてもよい。
【0029】
【発明の効果】
この発明によれば、たとえばNiを内部電極として用いた積層セラミックコンデンサなどの積層セラミック電子部品の製造方法において、クラックやデラミネーションなどの構造欠陥が発生せず、かつ、絶縁抵抗の劣化の少ない信頼性の高い積層セラミックコンデンサなどの積層セラミック電子部品を製造することができる。
【図面の簡単な説明】
【図1】この発明が適用される積層セラミックコンデンサの一例を示す断面図である。
【図2】実施例1で用いられる内部電極材料1および実施例2で用いられる内部電極材料2の温度と膨張率との関係を示すグラフである。
【図3】コンデンサ素体の焼成プロファイルの一例を示す図解図である。
【図4】コンデンサ素体の焼成プロファイルの他の例を示す図解図である。
【図5】コンデンサ素体の焼成プロファイルのさらに他の例を示す図解図である。
【符号の説明】
10 積層セラミックコンデンサ
12 セラミック素子
14 セラミック層
16a、16b 内部電極
18a,18b 外部電極
Claims (6)
- 未焼成のセラミック素体を焼成する焼成過程を含み、内部電極を有する積層セラミック電子部品の製造方法において、
前記焼成過程の最高温度に達するまでの昇温時に、内部電極材料が焼成により収縮を開始する温度から収縮を完了する温度までの間の少なくとも1つの温度で所定時間保持する区間を有することを特徴とする、積層セラミック電子部品の製造方法。 - 前記内部電極材料がNiであり、600〜900℃の間の少なくとも1つの温度で所定時間保持することを特徴とする、請求項1に記載の積層セラミック電子部品の製造方法。
- 前記内部電極材料が急激に収縮する温度範囲間の少なくとも1つの温度で所定時間保持することを特徴とする、請求項1に記載の積層セラミック電子部品の製造方法。
- 前記内部電極材料がNiであり、800〜900℃の間の少なくとも1つの温度で所定時間保持することを特徴とする、請求項3に記載の積層セラミック電子部品の製造方法。
- 前記内部電極材料は、複数の平均粒径で分布する金属粒子を混合したものであり、内部電極材料が急激に収縮する温度範囲を複数有するものであって、前記内部電極材料が急激に収縮する複数の温度範囲間のそれぞれにおいて少なくとも1つの温度で所定時間保持することを特徴とする、請求項1に記載の積層セラミック電子部品の製造方法。
- 前記内部電極材料がNiであり、600〜700℃の間の少なくとも1つの温度で所定時間保持し、さらに800〜900℃の間の少なくとも1つの温度で所定時間保持することを特徴とする、請求項5に記載の積層セラミック電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002206161A JP4144274B2 (ja) | 2002-07-15 | 2002-07-15 | 積層セラミック電子部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002206161A JP4144274B2 (ja) | 2002-07-15 | 2002-07-15 | 積層セラミック電子部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004047902A true JP2004047902A (ja) | 2004-02-12 |
| JP4144274B2 JP4144274B2 (ja) | 2008-09-03 |
Family
ID=31711268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002206161A Expired - Lifetime JP4144274B2 (ja) | 2002-07-15 | 2002-07-15 | 積層セラミック電子部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4144274B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006156838A (ja) * | 2004-11-30 | 2006-06-15 | Tdk Corp | 積層型電子部品用素子本体の焼成温度の予測方法 |
| JP2013243281A (ja) * | 2012-05-22 | 2013-12-05 | Murata Mfg Co Ltd | 積層型半導体セラミックコンデンサの製造方法、及び積層型半導体セラミックコンデンサ |
| JP2015133360A (ja) * | 2014-01-09 | 2015-07-23 | 株式会社村田製作所 | 積層セラミック電子部品の製造方法 |
| KR101642644B1 (ko) * | 2015-01-30 | 2016-07-25 | 삼성전기주식회사 | 적층 세라믹 전자 제품의 제조 방법 |
-
2002
- 2002-07-15 JP JP2002206161A patent/JP4144274B2/ja not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006156838A (ja) * | 2004-11-30 | 2006-06-15 | Tdk Corp | 積層型電子部品用素子本体の焼成温度の予測方法 |
| JP2013243281A (ja) * | 2012-05-22 | 2013-12-05 | Murata Mfg Co Ltd | 積層型半導体セラミックコンデンサの製造方法、及び積層型半導体セラミックコンデンサ |
| JP2015133360A (ja) * | 2014-01-09 | 2015-07-23 | 株式会社村田製作所 | 積層セラミック電子部品の製造方法 |
| KR101642644B1 (ko) * | 2015-01-30 | 2016-07-25 | 삼성전기주식회사 | 적층 세라믹 전자 제품의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4144274B2 (ja) | 2008-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5773445B2 (ja) | 積層セラミック電子部品及びその製造方法 | |
| JP2018107413A (ja) | 積層セラミック電子部品 | |
| JP5316641B2 (ja) | 積層セラミックコンデンサの製造方法および積層セラミックコンデンサ | |
| JP3785966B2 (ja) | 積層セラミック電子部品の製造方法および積層セラミック電子部品 | |
| JP6224853B2 (ja) | 積層セラミックコンデンサ | |
| JP5423977B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JPH10172855A (ja) | 積層チップ部品とそれに用いる導電ペースト | |
| JP2002260949A (ja) | 積層セラミックコンデンサ | |
| JP4144274B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP2004096010A (ja) | 積層型セラミック電子部品の製造方法 | |
| JP6306316B2 (ja) | コンデンサ | |
| JPH11214240A (ja) | 積層セラミック電子部品およびその製造方法 | |
| JP2005303029A (ja) | 積層セラミック電子部品の製造方法 | |
| JP2004193233A (ja) | 積層セラミック電子部品 | |
| JP4784303B2 (ja) | 積層型電子部品およびその製造方法 | |
| JPH10199752A (ja) | 積層形セラミック電子部品 | |
| JP2003249416A (ja) | 積層セラミックコンデンサの製造方法および積層セラミックコンデンサ | |
| JP2005150127A (ja) | 積層セラミック電子部品の製造方法 | |
| JP4561165B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JPH08181032A (ja) | 積層セラミックコンデンサ | |
| JP2007149780A (ja) | 積層型セラミック電子部品およびその製造方法 | |
| JP4617691B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP3804135B2 (ja) | 積層セラミックコンデンサ | |
| JP2943360B2 (ja) | 積層セラミックコンデンサ用導電性ペースト | |
| JP2004014634A (ja) | 積層セラミック電子部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080317 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080527 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080609 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4144274 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130627 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130627 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |