JP2004110141A - Rf−idメディア及びその製造方法 - Google Patents
Rf−idメディア及びその製造方法 Download PDFInfo
- Publication number
- JP2004110141A JP2004110141A JP2002268503A JP2002268503A JP2004110141A JP 2004110141 A JP2004110141 A JP 2004110141A JP 2002268503 A JP2002268503 A JP 2002268503A JP 2002268503 A JP2002268503 A JP 2002268503A JP 2004110141 A JP2004110141 A JP 2004110141A
- Authority
- JP
- Japan
- Prior art keywords
- module
- adhesive
- antenna
- resin sheet
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/072—Connecting or disconnecting of bump connectors
- H10W72/07251—Connecting or disconnecting of bump connectors characterised by changes in properties of the bump connectors during connecting
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/20—Bump connectors, e.g. solder bumps or copper pillars; Dummy bumps; Thermal bumps
Landscapes
- Credit Cards Or The Like (AREA)
Abstract
【解決手段】非接触状態にて情報の書き込み及び読み出しが可能なICモジュール11が、樹脂シート15上に供給された接着剤16によって樹脂シート15上に接着されて構成されたインレット10を少なくとも有してなるRF−IDメディアにおいて、樹脂シート15の接着剤16が供給される領域に複数の凹部17を形成する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、非接触状態にて情報の書き込み及び読み出しが可能なRF−IDメディア及びその製造方法に関する。
【0002】
【従来の技術】
近年、情報化社会の進展に伴って、情報をカードに記録し、該カードを用いた情報管理や決済等が行われている。
【0003】
このような情報管理や決済等に用いられるカードは、ICチップが内蔵されたICカードや、磁気により情報が書き込まれた磁気カード等があり、専用の装置を用いて情報の書き込み及び読み出しが行われる。
【0004】
さらに、ICカードにおいては、情報の書き込み及び読み出しを専用の装置に接触させることにより行う接触型ICカードと、専用の装置に近接させるだけで情報の書き込み及び読み出しを行うことができる非接触型ICカードがある。これらのICカードは、磁気カードと比較してセキュリティ性が高いとともに書き込み可能な情報量が多く、また、1枚のカードを多目的に使用できるため、市場における普及度は増加の一途を辿っている。また、その中でも、非接触型ICカードにおいては、情報の書き込みあるいは読み出しを行う際、カードを取り出して専用の装置に挿入したりする必要がなく取り扱いに便利なため、そのカード及び該カードに書き込まれた情報を読み取るための装置の急速な普及が進みつつある。
【0005】
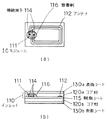
図6は、従来の非接触型ICカードの構造の一例を示す図であり、(a)は内部構造を示す図、(b)は断面図である。
【0006】
本従来例における非接触型ICカードは図6に示すように、樹脂シート115上に、外部からの情報の書き込み及び読み出しが可能なICモジュール111が搭載されるとともに、ICモジュール111の接続端子114を介してICモジュール111と接続され、外部に設けられた情報書込/読出装置(不図示)からの電磁誘導によりICモジュール111に電流を供給し、ICモジュール111に対する情報の書き込み及び読み出しを非接触状態にて行うための導電性のアンテナ112が形成されたインレット110が、コア材120a,120b及び表面シート130a,130bに挟まれるようにこれらが積層されて構成されている。なお、ICモジュール111は、接続端子114によってアンテナ112と接続された状態で、接着剤116によって樹脂シート115に接着されている。
【0007】
上記のように構成された非接触型ICカードにおいては、外部に設けられた情報書込/読出装置に近接させることにより、情報書込/読出装置からの電磁誘導によりアンテナ112からICモジュール111に電流が供給され、それにより、非接触状態において、情報書込/読出装置からICモジュール111に情報が書き込まれたり、ICモジュール111に書き込まれた情報が情報書込/読出装置にて読み出されたりする。
【0008】
以下に、上述した非接触型ICカードの製造方法について説明する。
【0009】
図7は、図6に示した非接触型ICカードの製造方法を説明するための図である。
【0010】
まず、樹脂シート115上に、エッチング、蒸着、もしくはシルク印刷等によってコイル形状のアンテナ112を形成する(図7(a))。
【0011】
次に、樹脂シート115上のICモジュール111が搭載される領域に、ディスペンサー等によるポッティング方式あるいはシルクスクリーン印刷方式等の方法によって接着剤116を滴下する(図7(b))。
【0012】
次に、樹脂シート115上の接着剤116が滴下された領域にICモジュール111を搭載し、ICモジュール111の接続端子114とアンテナ112とを接続し、その状態で、例えば、ICモジュール111に圧力をかけながら熱を加え、それにより、ICモジュール111と樹脂シート115とを接着剤116によって接着し、インレット110を完成させる(図7(c))。ここで、接着剤116としては、熱を加えることにより硬化する熱硬化型樹脂や、紫外線を照射することにより硬化する紫外線硬化型樹脂等が用いられる。熱硬化型樹脂を接着剤116として用いた場合は、ICモジュール111に圧力をかけながら熱を加え、それにより、接着剤116を硬化させ、また、紫外線硬化型樹脂を接着剤116として用いた場合は、ICモジュール111に圧力をかけながら紫外線を照射し、それにより、接着剤116を硬化させる。
【0013】
その後、インレット110を挟むように、コア材120a,120b及び表面シート130a,130bを積層し、これらを熱により圧着することにより非接触型ICカードを完成させる(図7(d))。なお、インレット110とコア材120a,120bと表面シート130a,130bとは、上述したように熱により圧着される場合に限らず、インレット110とコア材120a,120bとの間、並びに、コア材120a,120bと表面シート130a,130bとの間に接着層を設け、この接着層によって接着する場合もある。
【0014】
ここで、上述したような非接触型ICカードにおいては、携帯して使用される場合がほとんどであるため、折り曲げられる方向に外力が加わる可能性が高く、その場合、接着剤116が樹脂シート115から剥離し、それに伴い、ICモジュール111が樹脂シート115から剥離してICモジュール111とアンテナ112とが断線してしまう虞れがある。樹脂シート115は、接着力を高めるために易接着処理が施されているものの、表面の平坦性が優れているため、接着剤116と樹脂シート115との相性が良くない場合においては上述したような不具合が発生しやすくなってしまう。そのため、接着剤116として樹脂シート115に対して接着性の高いものを使用しなければならず、そのための手間がかかってしまったり、また、場合によってはコストアップが生じてしまう。
【0015】
そこで、図6に示したICモジュール111を弾性体材を介して樹脂シート115上に搭載し、それにより、非接触型ICカードに対して、折り曲げられる方向に外力が加わった場合において、ICモジュール111が樹脂シート115から剥離してしまう可能性を低減することが考えられている。
【0016】
図8は、従来の非接触型ICカードの構造の他の例を示す図であり、(a)は内部構造を示す図、(b)は断面図である。
【0017】
本従来例における非接触型ICカードは図8に示すように、樹脂シート215上に、外部からの情報の書き込み及び読み出しが可能なICモジュール211が弾性体材217を介して搭載されるとともに、ICモジュール211の接続端子214及び弾性体材217を介してICモジュール211と接続され、外部に設けられた情報書込/読出装置(不図示)からの電磁誘導によりICモジュール211に電流を供給し、ICモジュール211に対する情報の書き込み及び読み出しを非接触状態にて行うための導電性のアンテナ212が形成されたインレット210が、コア材220a,220b及び表面シート230a,230bに挟まれるようにこれらが積層されて構成されている。なお、ICモジュール211は、接続端子214及び弾性体材217を介してアンテナ212と接続された状態で、接着剤216によって樹脂シート215に接着されている。
【0018】
上記のように構成された非接触型ICカードにおいては、非接触型ICカードに対して、折り曲げられる方向に外力が加わった場合、その外力が弾性体材217によって吸収され、それにより、ICモジュール211が樹脂シート215から剥離してしまう可能性が低減されている(例えば、特許文献1参照)。
【0019】
また、その他に、樹脂シートに貫通穴を形成しておき、この貫通穴の接着剤が塗布された面とは反対側から接着剤を吸引し、それにより、接着剤を貫通穴に流し込み、接着剤とICモジュールとの接着力を高める技術も考えられている(例えば、特許文献2参照)。
【0020】
【特許文献1】
特開2000−200331号公報
【特許文献2】
特開平7−228084号公報
【0021】
【発明が解決しようとする課題】
しかしながら、上述したような従来の非接触型ICカードにおいては、弾性体材の分だけ非接触型ICカードの厚さが厚くなってしまうとともにコストアップが生じてしまうという問題点がある。
【0022】
ここで、非接触状態にて情報の書き込み及び読み出しが可能な記録媒体として、非接触型ICカードの他に、非接触型ICタグや非接触ICラベル、あるいは非接触型ICモジュールが内蔵されたはがき等が挙げられるが、これらはできるだけ薄いことが好ましく、厚さが厚くなってしまうことはできるだけ回避する必要がある。
【0023】
また、樹脂シートに貫通穴を形成しておき、この貫通穴の接着剤が塗布された面とは反対側から接着剤を吸引し、それにより、接着剤を貫通穴に流し込み、接着剤とICモジュールとの接着力を高めるものにおいては、接着剤を貫通穴に確実に吸引しながらも、ICモジュールを接着するために十分な量の接着剤をICモジュールが搭載される面に残す必要があるため、吸引力を精細に調整する必要が生じ、そのための手間やコストアップが生じてしまうという問題点がある。
【0024】
本発明は、上述したような従来の技術が有する問題点に鑑みてなされたものであって、RF−IDメディアの厚さを厚くすることなく、かつ、コストアップを生じさせることなく、RF−IDメディアに対して、折り曲げられる方向に外力が加わった場合にICモジュールがベース基材から剥離してしまう可能性を低減することができるRF−IDメディア及びその製造方法を提供することを目的とする。
【0025】
【課題を解決するための手段】
上記目的を達成するために本発明は、
ベース基材上に導電性を具備するアンテナが形成されるとともに、前記アンテナを介して非接触状態にて情報の書き込み及び読み出しが可能なICモジュールが、前記ベース基材上に供給された接着手段によって前記アンテナと電気的に接続された状態で前記ベース基材上に接着されて構成されたインレットを少なくとも有してなるRF−IDメディアにおいて、
前記ベース基材は、前記接着手段が供給される領域に複数の凹部を有することを特徴とする。
【0026】
また、前記凹部は、前記アンテナを避けるように、かつ、溝形状に形成されていることを特徴とする。
【0027】
また、前記凹部は、前記アンテナを避けるように、かつ、穴形状に形成されていることを特徴とする。
【0028】
また、前記凹部は、深さ方向が前記ベース基材の表面に対して斜めになるように形成されていることを特徴とする。
【0029】
また、前記凹部は、前記ベース基材を貫通するように形成されていることを特徴とする。
【0030】
また、前記RF−IDメディアの製造方法であって、
前記ベース基材上に前記アンテナを形成する工程と、
前記ベース基材上の前記接着手段が供給される領域に前記アンテナを避けるように前記凹部を形成する工程と、
前記ベース基材の前記ICモジュールが搭載される領域に前記接着手段を供給する工程と、
前記ベース基材上の前記接着手段が供給された領域に前記ICモジュールを搭載し、前記ICモジュールと前記アンテナとを電気的に接続する工程と、
前記ICモジュールと前記ベース基材とを前記接着手段によって接着する工程とを少なくとも有することを特徴とする。
【0031】
また、前記凹部は、レーザー光を照射することにより形成することを特徴とする。
【0032】
(作用)
上記のように構成された本発明においては、非接触状態にて情報の書き込み及び読み出しが可能なICモジュールが、ベース基材上に供給された接着手段によってベース基材上に接着されて構成されたインレットを少なくとも有してなるRF−IDメディアにおいて、ベース基材の接着手段が供給される領域に複数の凹部が形成されているので、ベース基材上に供給された接着手段がベース基材の凹部に入り込み、それにより、接着手段とベース基材との接触面積が大きくなるとともに、接着手段とベース基材との間にくさび効果が生じる。これにより、接着手段とベース基材との接着力が高まることになり、非接触型ICカードの厚さを厚くすることなく、かつ、コストアップを生じさせることなく、RF−IDメディアに対して、折り曲げられる方向に外力が加わった場合にICモジュールが接着手段とともにベース基材から剥離してしまう可能性が低減されることになる。
【0033】
また、この凹部が溝形状に形成されている場合は、接着手段とベース基材との間にて生じる気泡が溝に沿って逃げ易くなる。
【0034】
また、この凹部が、その深さ方向がベース基材の表面に対して斜めになるように形成されている場合は、RF−IDメディアに対して、折り曲げられる方向に外力が加わった場合に、接着手段がベース基材から剥がれようとする力に対する抵抗力が大きくなり、それにより、さらにICモジュールをベース基材から剥がれにくくすることができる。
【0035】
【発明の実施の形態】
以下に、本発明の実施の形態について図面を参照して説明する。
【0036】
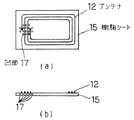
図1は、本発明のRF−IDメディアの実施の一形態である非接触型ICカードの構造の一例を示す図であり、(a)は内部構造を示す図、(b)は断面図であり、(c)はICモジュール11が搭載された領域の部分拡大図である。
【0037】
本形態は図1に示すように、ベース基材である樹脂シート15上に、外部からの情報の書き込み及び読み出しが可能なICモジュール11が搭載されるとともに、ICモジュール11の接続端子14を介してICモジュール11と接続され、外部に設けられた情報書込/読出装置(不図示)からの電磁誘導によりICモジュール11に電流を供給し、ICモジュール11に対する情報の書き込み及び読み出しを非接触状態にて行うための導電性のアンテナ12が形成されたインレット10が、コア材20a,20b及び表面シート30a,30bに挟まれるようにこれらが積層されて構成されている。なお、ICモジュール11は、接続端子14を介してアンテナ12と接続された状態で、接着剤16によって樹脂シート15に接着されている。また、樹脂シート15の接着剤16が供給される領域には、レーザー光を照射することにより形成された微細な凹部17が複数設けられている。
【0038】
上記のように構成された非接触型ICカードにおいては、外部に設けられた情報書込/読出装置に近接させることにより、情報書込/読出装置からの電磁誘導によりアンテナ12からICモジュール11に電流が供給され、それにより、非接触状態において、情報書込/読出装置からICモジュール11に情報が書き込まれたり、ICモジュール11に書き込まれた情報が情報書込/読出装置にて読み出されたりする。
【0039】
以下に、上述した非接触型ICカードの製造方法について説明する。
【0040】
図2は、図1に示した非接触型ICカードの製造方法を説明するための図である。
【0041】
まず、樹脂シート15上に、エッチング、蒸着、もしくはシルク印刷等によってコイル形状のアンテナ12を形成する(図2(a))。
【0042】
次に、樹脂シート15上の接着剤16が供給される領域において、アンテナ12を避けるようにレーザー光を照射し、複数の凹部17を形成する(図2(b))。
【0043】
次に、樹脂シート15上のICモジュール11が搭載される領域に、ディスペンサー等によるポッティング方式あるいはシルクスクリーン印刷方式等の方法によって接着剤16を滴下する(図2(c))。この際、樹脂シート15上に滴下された接着剤16は、樹脂シート15上に形成された凹部17の内部に入り込む。
【0044】
次に、樹脂シート15上の接着剤16が滴下された領域にICモジュール11を搭載し、ICモジュール11の接続端子14とアンテナ12とを接続し、その状態で、例えば、ICモジュール11に圧力をかけながら熱を加え、それにより、ICモジュール11と樹脂シート15とを接着し、インレット10を完成させる(図2(d))。ここで、接着剤16としては、熱を加えることにより硬化する熱硬化型樹脂や、紫外線を照射することにより硬化する紫外線硬化型樹脂等が用いられる。熱硬化型樹脂を接着剤16として用いた場合は、ICモジュール11に圧力をかけながら熱を加え、それにより、接着剤16を硬化させ、また、紫外線硬化型樹脂を接着剤16として用いた場合は、ICモジュール11に圧力をかけながら紫外線を照射し、それにより、接着剤16を硬化させる。
【0045】
その後、図2(d)に示したようなインレット10を挟むように、コア材20a,20b及び表面シート30a,30bを積層し、これらを熱により圧着することにより非接触型ICカードを完成させる(図2(e))。なお、インレット10とコア材20a,20bと表面シート30a,30bとは、上述したように熱により圧着される場合に限らず、インレット10とコア材20a,20bとの間、並びに、コア材20a,20bと表面シート30a,30bとの間に接着層を設け、この接着層によって接着することも考えられる。
【0046】
上述した工程によって製造された非接触型ICカードにおいては、ICモジュール11が搭載される樹脂シート15上に複数の凹部17が形成されており、この凹部17に、ICモジュール11と樹脂シート15とを接着する接着剤16が入り込んでいるため、接着剤16と樹脂シート15との接触面積が大きくなるとともに、接着剤16と樹脂シート15との間にくさび効果が生じ、それにより、接着剤16と樹脂シート15との接着力が高まる。これにより、非接触型ICカードの厚さを厚くすることなく、かつ、接着剤16の種類を限定したりすることによるコストアップを生じさせることなく、非接触型ICカードに対して、折り曲げられる方向に外力が加わった場合にICモジュール11が接着剤16とともに樹脂シート15から剥離してしまう可能性を低減することができる。
【0047】
以下に、樹脂シート15上に形成される凹部17の形状及びそれによる効果について説明する。
【0048】
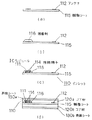
図3は、図1に示した凹部17の形状の一例を説明するための図であり、(a)は樹脂シート15を表面から見た図、(b)は断面図である。
【0049】
本例における凹部17は図3(a)に示すように、樹脂シート15上の接着剤16が供給される領域において、アンテナ12に沿うような溝形状に形成されている。また、本例における凹部17は、樹脂シート15の表面に対して所定の角度を有するように斜め方向からレーザー光が照射されることによって形成されているため、図3(b)に示すように、その深さ方向が、樹脂シート15の表面に対して所定の角度を有して斜めになるように形成されている。
【0050】
図3に示すような凹部17が形成された非接触型ICカードにおいては、樹脂シート15の表面に対して所定の角度を有して斜めになるように凹部17が形成されているため、非接触型ICカードに対して、折り曲げられる方向に外力が加わった場合に、接着剤16が樹脂シート15から剥がれようとする力に対する抵抗力が大きくなり、それにより、さらにICモジュール11を樹脂シート15から剥がれにくくすることができる。
【0051】
また、凹部17が溝形状に形成されているため、接着剤16が樹脂シート15に供給された後にICモジュール11を搭載する際に接着剤16と樹脂シート15との間にて生じる気泡を溝に沿って逃し易くなる。
【0052】
図4は、図1に示した凹部17の形状の他の例を説明するための図であり、(a)は樹脂シート15を表面から見た図、(b)は断面図である。
【0053】
本例における凹部17は図4(a)に示すように、樹脂シート15上の接着剤16が供給される領域において、アンテナ12を避けるように複数の穴形状に形成されている。また、本例における凹部17は図4(b)に示すように、樹脂シート15を貫通するように形成されている。なお、この場合は、接着剤16が凹部17に入り込んだ際、凹部17に入り込んだ接着剤16が樹脂シート15の他方の面から流れ出ないように、接着剤16の粘度と凹部17の穴径とを設定する必要がある。
【0054】
図5は、図1に示した凹部17の形状の他の例を説明するための図である。
【0055】
本例における凹部17は図5に示すように、樹脂シート15上の接着剤16が供給される領域において、アンテナ12を避け、かつ、接着剤16のエッジにあたる領域に溝形状に形成されている。
【0056】
図5に示すような凹部17が形成された非接触型ICカードにおいては、接着剤16のエッジにあたる領域に凹部17が形成されているため、接着剤16のエッジ部分にて接着剤16と樹脂シート15とが強固に接着されることになり、それにより、非接触型ICカードに対して、折り曲げられる方向に外力が加わった場合に、さらにICモジュール11を樹脂シート15から剥がれにくくすることができる。
【0057】
なお、図3〜図5に示した凹部17の形状を組み合わせることも可能である。例えば、図3(a)に示したような溝形状の凹部17を、図4(b)に示すように樹脂シート15を貫通するように形成することや、図4(a)に示した複数の穴形状の凹部17を、図3(b)に示すようにその深さ方向が斜めになるように形成すること等が考えられる。また、図4(b)に示すように樹脂シート15を貫通するような凹部17を図3(b)に示すようにその深さ方向が斜めになるように形成することも考えられる。また、図3に示した溝形状のものと、図4に示した穴形状のものとを樹脂シート15上に組み合わせて形成することも考えられる。
【0058】
また、樹脂シート15上に形成される凹部17は、その面積が大きすぎる場合、コア材20a及び表面シート30aを積層した際に、表面シート30aの表面のうち凹部17が形成された領域においてくぼみが生じてしまうため、図3あるいは図5に示したような溝形状や、図4に示したような穴形状であることが好ましい。
【0059】
また、本形態においては、RF−IDメディアとして非接触状態にて情報の書き込み及び読み出しが可能な非接触型ICカードを例に挙げて説明したが、非接触型ICタグや非接触型ICラベル等も本発明を適用することができる。
【0060】
【発明の効果】
以上説明したように本発明においては、ベース基材上に導電性を具備するアンテナが形成されるとともに、アンテナを介して非接触状態にて情報の書き込み及び読み出しが可能なICモジュールが、ベース基材上に供給された接着手段によってアンテナと電気的に接続された状態でベース基材上に接着されて構成されたインレットを少なくとも有してなるRF−IDメディアにおいて、ベース基材が、接着手段が供給される領域に複数の凹部を有する構成としたため、ベース基材上に供給された接着手段がベース基材の凹部に入り込み、それにより、接着手段とベース基材との接着力を高めることができ、非接触型ICカードの厚さを厚くすることなく、かつ、コストアップを生じさせることなく、RF−IDメディアに対して、折り曲げられる方向に外力が加わった場合にICモジュールが接着手段とともにベース基材から剥離してしまう可能性を低減することができる。
【0061】
また、この凹部が溝形状に形成されているものにおいては、接着手段とベース基材との間にて生じる気泡を溝に沿って逃げ易くすることができる。
【0062】
また、この凹部が、その深さ方向がベース基材の表面に対して斜めになるように形成されているものにおいては、RF−IDメディアに対して、折り曲げられる方向に外力が加わった場合に、接着手段がベース基材から剥がれようとする力に対する抵抗力が大きくなり、それにより、さらにICモジュールをベース基材から剥がれにくくすることができる。
【図面の簡単な説明】
【図1】本発明のRF−IDメディアの実施の一形態である非接触型ICカードの構造の一例を示す図であり、(a)は内部構造を示す図、(b)は断面図であり、(c)はICモジュールが搭載された領域の部分拡大図である。
【図2】図1に示した非接触型ICカードの製造方法を説明するための図である。
【図3】図1に示した凹部の形状の一例を説明するための図であり、(a)は樹脂シートを表面から見た図、(b)は断面図である。
【図4】図1に示した凹部の形状の他の例を説明するための図であり、(a)は樹脂シートを表面から見た図、(b)は断面図である。
【図5】図1に示した凹部の形状の他の例を説明するための図である。
【図6】従来の非接触型ICカードの構造の一例を示す図であり、(a)は内部構造を示す図、(b)は断面図である。
【図7】図6に示した非接触型ICカードの製造方法を説明するための図である。
【図8】従来の非接触型ICカードの構造の他の例を示す図であり、(a)は内部構造を示す図、(b)は断面図である。
【符号の説明】
10 インレット
11 ICモジュール
12 アンテナ
14 接続端子
15 樹脂シート
16 接着剤
17 凹部
20a,20b コア材
30a,30b 表面シート
Claims (7)
- ベース基材上に導電性を具備するアンテナが形成されるとともに、前記アンテナを介して非接触状態にて情報の書き込み及び読み出しが可能なICモジュールが、前記ベース基材上に供給された接着手段によって前記アンテナと電気的に接続された状態で前記ベース基材上に接着されて構成されたインレットを少なくとも有してなるRF−IDメディアにおいて、
前記ベース基材は、前記接着手段が供給される領域に複数の凹部を有することを特徴とするRF−IDメディア。 - 請求項1に記載のRF−IDメディアにおいて、
前記凹部は、前記アンテナを避けるように、かつ、溝形状に形成されていることを特徴とするRF−IDメディア。 - 請求項1に記載のRF−IDメディアにおいて、
前記凹部は、前記アンテナを避けるように、かつ、穴形状に形成されていることを特徴とするRF−IDメディア。 - 請求項1乃至3のいずれか1項に記載のRF−IDメディアにおいて、
前記凹部は、深さ方向が前記ベース基材の表面に対して斜めになるように形成されていることを特徴とするRF−IDメディア。 - 請求項1乃至4のいずれか1項に記載のRF−IDメディアにおいて、
前記凹部は、前記ベース基材を貫通するように形成されていることを特徴とするRF−IDメディア。 - 請求項1乃至5のいずれか1項に記載のRF−IDメディアの製造方法であって、
前記ベース基材上に前記アンテナを形成する工程と、
前記ベース基材上の前記接着手段が供給される領域に前記アンテナを避けるように前記凹部を形成する工程と、
前記ベース基材の前記ICモジュールが搭載される領域に前記接着手段を供給する工程と、
前記ベース基材上の前記接着手段が供給された領域に前記ICモジュールを搭載し、前記ICモジュールと前記アンテナとを電気的に接続する工程と、
前記ICモジュールと前記ベース基材とを前記接着手段によって接着する工程とを少なくとも有することを特徴とするRF−IDメディアの製造方法。 - 請求項6に記載のRF−IDメディアの製造方法において、
前記凹部は、レーザー光を照射することにより形成することを特徴とするRF−IDメディアの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002268503A JP2004110141A (ja) | 2002-09-13 | 2002-09-13 | Rf−idメディア及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002268503A JP2004110141A (ja) | 2002-09-13 | 2002-09-13 | Rf−idメディア及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004110141A true JP2004110141A (ja) | 2004-04-08 |
Family
ID=32266702
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002268503A Pending JP2004110141A (ja) | 2002-09-13 | 2002-09-13 | Rf−idメディア及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004110141A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011061054A (ja) * | 2009-09-11 | 2011-03-24 | Toppan Forms Co Ltd | 電子回路基板 |
| US8081081B2 (en) | 2007-11-21 | 2011-12-20 | Fujitsu Limited | Electronic apparatus and method of manufacturing the same |
| JP2017117468A (ja) * | 2015-12-22 | 2017-06-29 | デクセリアルズ株式会社 | Icカード |
-
2002
- 2002-09-13 JP JP2002268503A patent/JP2004110141A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8081081B2 (en) | 2007-11-21 | 2011-12-20 | Fujitsu Limited | Electronic apparatus and method of manufacturing the same |
| JP2011061054A (ja) * | 2009-09-11 | 2011-03-24 | Toppan Forms Co Ltd | 電子回路基板 |
| JP2017117468A (ja) * | 2015-12-22 | 2017-06-29 | デクセリアルズ株式会社 | Icカード |
| JP7005138B2 (ja) | 2015-12-22 | 2022-01-21 | デクセリアルズ株式会社 | Icカード |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8162231B2 (en) | Noncontact IC tag label and method of manufacturing the same | |
| JP4241147B2 (ja) | Icカードの製造方法 | |
| US20110011939A1 (en) | Contact-less and dual interface inlays and methods for producing the same | |
| CN100357968C (zh) | 射频识别标签 | |
| TWI284842B (en) | Communication medium capable of carrying out contactless communication and method of producing the same | |
| US7777317B2 (en) | Card and manufacturing method | |
| JPH11345302A (ja) | Icチップの実装方法、icモジュール、インレットおよびicカード | |
| JP3953775B2 (ja) | 非接触データキャリア用多面付け基材と多面付けされた非接触データキャリア | |
| JP2004110141A (ja) | Rf−idメディア及びその製造方法 | |
| JP2007042087A (ja) | Rfidタグ及びその製造方法 | |
| JP2003288568A (ja) | 非接触型icラベル | |
| JP4311075B2 (ja) | Icカード及びその製造方法 | |
| JP4306352B2 (ja) | 接触型非接触型ハイブリットicモジュールとそれを使用した接触型非接触型ハイブリットicカード | |
| KR101014154B1 (ko) | 플립 칩 실장용 기판 | |
| JP3878450B2 (ja) | コンビネーション型icカード及びその製造方法 | |
| JP2007257620A (ja) | 非接触icタグ | |
| JP2015108933A (ja) | 非接触式icカード | |
| JPH11259615A (ja) | Icカード | |
| JPH11134458A (ja) | Icカード | |
| JP3936217B2 (ja) | Rf−idメディア及びその製造方法 | |
| WO2021205195A1 (en) | Smart card and method of forming a smart card | |
| JP2004110142A (ja) | 記録媒体 | |
| JP2007172171A (ja) | Rfidタグ | |
| JP4085790B2 (ja) | Icカードの製造方法 | |
| CN100593364C (zh) | 电子器件及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050825 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20050825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070919 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080206 |