JP2004128522A - 積層インダクタ部品の製造方法 - Google Patents
積層インダクタ部品の製造方法 Download PDFInfo
- Publication number
- JP2004128522A JP2004128522A JP2003417318A JP2003417318A JP2004128522A JP 2004128522 A JP2004128522 A JP 2004128522A JP 2003417318 A JP2003417318 A JP 2003417318A JP 2003417318 A JP2003417318 A JP 2003417318A JP 2004128522 A JP2004128522 A JP 2004128522A
- Authority
- JP
- Japan
- Prior art keywords
- ceramic
- conductor
- coating film
- film
- coil pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
【課題】セラミック塗布膜を形成する際、支持基体や前の積層工程で形成したセラミック塗布膜の表面形状にかかわらず、セラミック塗布膜の表面を均一な平坦面とすることができる積層インダクタ部品の製造方法を提供する。
【解決手段】(1)支持基体上に、光硬化可能なモノマーを含有するガラス・セラミックのスリップ材を塗布・乾燥してセラミック層となる塗布膜を形成する工程の後、(2)前記塗布膜を選択的に露光・現像処理して、ビアホール導体3となる部分に貫通凹部30を形成する工程、(3)貫通凹部30内に導電性ペーストを充填して前記ビアホール導体3となる導体を形成するとともに、前記塗布膜上に導電性ペーストを印刷してコイルパターン2となる導体膜を形成する工程、(4)前記セラミックスリップ材を、前記導体膜を被覆するように前記セラミック塗布膜上に塗布し、乾燥することによってセラミック層となるセラミック塗布膜を形成する工程の各工程(2)〜(4)を繰り返して、最後に焼成処理する積層インダクタ部品の製造方法である。
【選択図】図2
【解決手段】(1)支持基体上に、光硬化可能なモノマーを含有するガラス・セラミックのスリップ材を塗布・乾燥してセラミック層となる塗布膜を形成する工程の後、(2)前記塗布膜を選択的に露光・現像処理して、ビアホール導体3となる部分に貫通凹部30を形成する工程、(3)貫通凹部30内に導電性ペーストを充填して前記ビアホール導体3となる導体を形成するとともに、前記塗布膜上に導電性ペーストを印刷してコイルパターン2となる導体膜を形成する工程、(4)前記セラミックスリップ材を、前記導体膜を被覆するように前記セラミック塗布膜上に塗布し、乾燥することによってセラミック層となるセラミック塗布膜を形成する工程の各工程(2)〜(4)を繰り返して、最後に焼成処理する積層インダクタ部品の製造方法である。
【選択図】図2
Description
本発明は、光硬化モノマーを含有するセラミックのスリップ材の塗布と導電性ペーストの印刷を繰り返して製造する積層インダクタ部品の製造方法に関するものである。
複数のセラミック層と複数のコイルパターンとを積層するとともに、ビアホール導体を介して隣接するセラミック層間のコイルパターンを接続した積層インダクタ部品の製造方法として大きく2つの製造方法が知られている。
その一つの方法は、積層・焼成後にセラミック層となるグリーンシートに、ビアホール導体となる導体、約1ターン分のコイルパターンとなる導体膜を形成し、積層順序に合わせてグリーンシートを複数積層し、その後、この積層体を一体的に焼成処理するグリーンシート多層方法があった(例えば特許文献1参照。)。
また、もう一つの方法として、耐熱支持基板上に、絶縁膜をセラミックペーストのスクリーン印刷で形成し、その後、半ターン、例えばL字状のコイルパターンとなる導体膜を導電性ペーストのスクリーン印刷で形成し、続いてL字状のコイルパターンとなる導体膜の一端が露出するように、絶縁膜を絶縁性ペーストのスクリーン印刷で印刷形成し、この絶縁膜上に、先のL字状のコイルパターンとなる導体膜の一端と接続し、且つそのパターンと対象形状のL字状のコイルパターンとなる導体膜を導電性ペーストのスクリーン印刷で形成し、さらに、L字状のコイルパターンとなる導体膜の一端が露出するように、絶縁膜を絶縁性ペーストのスクリーン印刷で印刷形成し、この工程を順次繰り返して積層体を形成した後、絶縁膜及び各コイルパターンとなる導体膜を一体的に焼成処理する印刷多層方法があった(例えば特許文献2参照。)。
特開平6−77074号公報
特開平5−217448号公報
しかし、前者のグリーンシート多層方法では、各グリーンシートにビアホール導体となる両主面に貫通した開口を有する貫通穴を形成し、この貫通穴内に導電性ペーストを充填しなくてはならない。
また、インダクタンス特性を向上させる1つとしては、コイルパターン、ビアホール導体の導体抵抗を下げる必要があり、積層インダクタの小型化を無視すれば、コイルパターンの幅を大きくすることにより達成できるものの、ビアホール導体部分で抵抗を下げることが困難である。例えば、貫通穴の開口径を大きくすると、導電性ペーストを貫通穴内に充填・保持できず、導体抜けが発生してしまうためである。
また、この導電性ペーストの充填は、グリーンシートを敷紙上に載置して印刷・充填されるが、敷紙とグリーンシートとを分離する際に、貫通穴内に充填した導電性ペーストが敷紙に奪われてしまい、貫通穴内に保持した導電性ペーストの表面が凹んでしまい、コイルパターン間の導通不良が発生することがある。さらに、上述のグリーンシートを高い精度で位置合わせし、積層しなくてはならないという問題があった。
後者の印刷多層方法の場合、基本的には、絶縁ペーストによって所定形状に印刷形成された絶縁膜上に、半ターン分ずつのコイルパターンを形成し、これを繰り返しているため、所望のコイルのターン数を得るためには積層印刷数が増加してしまい、低背化が困難であった。
また、コイルパターン間の接続部分はコイルパターンの一端が露出するように絶縁膜を印刷せず、コイルパターンの中央部付近の非接続部分は導電性ペーストと絶縁ペーストとの交互の印刷重畳するため、積層数が増加してしまうと、表面に積層歪みが発生してしまい、安定した導電性ペーストや絶縁ペーストの印刷が困難となってしまう。
また、この積層歪みを防止するため、接続部分を各層によって変位させることも考えられるが、接続部分の変位に応じて、絶縁ペースト、導電性ペーストのスクリーン印刷のスクリーンを複数用意しなくてはならない。
また、導体抵抗を下げるため、コイルパターンの幅を大きくすると、コイルの専有面積が増大し、小型化することができず、また、導体膜の厚みを増加させると、実際の工程で行う印刷後の乾燥処理でデラミネーョンが発生してしまう。尚、種々の検討した結果、導体の厚みは30μm程度が上限である。
本発明は、上述の問題点に鑑みて案出されたものであり、その目的は、特に、コイルパターン間を接続するビアホール導体の導体抵抗を低下させ、且つ積層数の増加やコイルパターンの形状に係わらず、常にセラミック塗布膜の表面が均一となり、コイルパターンの形成が容易となる積層インダクタ部品の製造方法を提供する。
本発明は、セラミック層を複数積層して成る積層体に、各セラミック層間に配置したコイルパターンの導体層と、該導体層どうしを接続するためにセラミック層の厚み方向に形成されたビアホール導体とからなるコイルを内装した積層インダクタ部品の製造方法において、(1)光硬化可能なモノマーを含有するセラミックスリップ材を、支持基体上に塗布し、乾燥することによってセラミック層となるセラミック塗布膜を形成する工程に続いて、(2)前記セラミック塗布膜を露光・現像処理することにより前記セラミック塗布膜の一部を除去して貫通部を形成する工程と、(3)前記貫通部に導電性ペーストを充填して、前記ビアホール導体となる導体を形成するとともに前記セラミック塗布膜上に、導電性ペーストを印刷してコイルパターンの導体層となる導体膜を形成する工程と、(4)前記セラミックスリップ材を、前記導体膜を被覆するように前記セラミック塗布膜上に塗布し、乾燥することによって表面が平坦化されたセラミック塗布膜を形成する工程の各(2)〜(4)の工程を選択的に順次繰り返して未焼成の積層体を形成した後、焼成工程で焼成処理した積層インダクタの製造方法である。
ここで、貫通部は、1層あたりの塗布膜の厚み方向を「貫通」しているが、その貫通の下部開口から下部のコイルパターンとなる導体膜によって閉塞されて、全体として、「凹部」形状となるため、本発明では、グリーンシート多層方法の貫通孔と区別するため、特に「貫通凹部」と表記する。
本発明によれば、焼成されたセラミック層となるセラミック塗布膜は、光硬化可能なモノマーを含むスリップ材を用いて、支持基体やその前工程で形成されたセラミック塗布膜や導体膜を覆うようにして塗布して形成する。
従って、塗布膜の下部の積層状況にかかわらず、塗布した塗布膜の表面は、常に均一な平坦面となることができる。
また、ビアホール導体となる導体は、この塗布膜の選択的な露光処理、現像処理によって貫通凹部を形成する工程と、この貫通凹部に導電性ペーストを充填する工程とで形成する。
従って、ビアホール導体は、露光処理、現像処理による貫通凹部のパターンによって任意な形状(任意な形、任意な直径)が可能であり、導体抵抗を考慮した比較的大きなビアホール導体を容易に形成することができる。また、この貫通凹部は、下開口が前工程で形成された導体膜によって閉塞されて、全体が凹部形状であるため、充填した導電性ペーストが流出したり、ペースト抜けが発生することがないため、導電性ペーストの充填を確実に行うことができる。
さらに、コイルパターンとなる導体膜が、常に表面が均一な塗布膜上に形成されることになるため、安定したコイルパターンを形成することができる。
また、コイルパターンとなる導体膜とビアホール導体となる導体の接続位置制御は、選択的な露光処理の位置精度によって規定されるため、ビアホール導体とコイルパターンとの接続信頼性が大きく向上する。
以下、本発明の積層インダクタ部品の製造方法を図面に基づいて説明する。
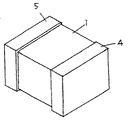
図1は、本発明にかかる積層インダクタ部品の斜視図であり、図2は、積層体の分解斜視図であり、図3〜図14はその製造方法の説明図である。尚、説明は5層のセラミック層からなる積層インダクタ部品を用いて説明する。
図1、図2において、1は積層体であり、1a〜1eはセラミック層、2はコイルパターン、3はビアホール導体、4、5は端子電極である。
積層体1の対向する端部には、一連に接続したコイルパターン2の一端及び他端に接続する端子電極4、5が形成されている。
図2に示すように、積層体1は、セラミック層1a〜1e、該セラミック層1a〜1eの層間に配されたコイルパターン2、異なる層間に配された隣接するコイルパターン2を接続するためのビアホール導体3とから構成されている。
セラミック層1a〜1eは、クリストバライト、石英、コランダム(αアルミナ)、ムライト、ジルコニア、コージェライトなどの絶縁体セラミック成分とガラス成分、絶縁体セラミック成分単体、Mn・Znフェライト、Ni・Znフェライトなどの磁性体セラミック成分とガラス成分、磁性体セラミック成分単体の材料などから成り、その厚みは40〜120μmである。このような複数のセラミック層1a〜1e間には、コイルパターン2が配置されている。尚、本発明においては各種フェライトなどの磁性体材料も、広義でセラミック材料として取扱うものとする。
コイルパターン2は、Au単体、Au−Ptなどの金系、Ag単体、Ag−Pd、Ag−Pd−Ptなどの銀系、Cu単体、Cu−Pdなどの銅系、Mo、Wなど高融点金属系などの金属材料、さらに必要に応じてガラス成分が成っている。
また各セラミック層1a〜1dに配置されたコイルパターン2の一端は、各セラミック層1b〜1eに配置されたコイルパターン2の他端に、ビアホール導体3を介して接続されている。これにより、各セラミック層1a〜1e間のコイルパターン2、ビアホール導体3によって、一連のコイルとが達成されることになる。尚、セラミック層1aとセラミック層1bとの間に配置されたコイルパターン2の他端及びセラミック層1dとセラミック層1eとの間に配置されたコイルパターン2の一端は、外部に導出するようにするため、コイルパターンの形状が若干異なり、例えば概略L字状やその端部が延出されている。
このセラミック層1aとセラミック層1bとの間に配置されたコイルパターン2の他端及びセラミック層1dとセラミック層1eとの間に配置されたコイルパターン2の一端は、例えば、積層体1の端部に延出し、端子電極4、5に接続する。
さらに、セラミック層1bとセラミック層1cとの間、セラミック層1cとセラミック層1dとの間のコイルパターン2は、概略1ターン分のパターンが形成されているものの、一端側に接続するビアホール導体3の位置が互いに変位している。
ビアホール導体3もコイルパターン2と同様に金系、銀系、銅系、高融点の金属材料からなっている。
端子電極4、5は、例えば銀系や銅系の下地導体層、Niメッキ層、半田メッキ層などの表面層などから成り、導電性ペーストの塗布後、焼きつけで下地導体層を形成し、続いてメッキ処理で表面層を形成する。尚、下地導体層と、表面層との間に中間メッキ層を形成しても構わない。
この端子電極4、5は積層体1の端面に形成され、端子電極5は、例えばセラミック層1aとセラミック層1bとの間に配置されたコイルパターン2の他端に電気的に接続し、端子電極4は、例えばセラミック層1aとセラミック層1bとの間に配置されたコイルパターン2の他端に電気的に接続している。
これにより、端子電極4と端子電極5との間には、所定数積層されたコイルパターン2・・・、ビアホール導体3・・・によって一連のコイルが配置されることになる。
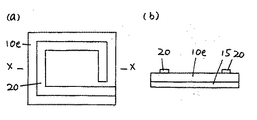
次に、本発明の積層型インダク部品を構成する積層体1の製造方法を説明する。図3〜図14は積層体の主要工程の概略平面図と概略断面図を示し、(a)は概略平面図であり、(b)はX−X線の断面図である。図15はその工程図を示すものである。
まず、図15に示すように、製造方法は、支持基体15を準備し、セラミック層1a〜1eとなるスリップ材を形成し、コイルパターン2となる導体膜、ビアホール導体3となる導体を形成する際の導電性ペーストを形成する積層前工程と、支持基体15上にセラミック層1a〜1eとなる塗布膜、コイルパターン2となる導体膜、ビアホール導体3となる導体を形成して積層体を形成する積層工程と、積層体を焼成処理する焼成工程とから主になっている。
積層前工程の支持基体15の準備に関して、支持基体15は、耐熱性樹脂、ガラス、セラミックなどの平板基板が例示でき、この支持基体15から積層体を剥離する場合には、支持基体15の表面に水溶性シートや発泡反応を行う発泡層を形成したりする。
セラミック層1a〜1eとなるスリップ材は、セラミック粉末、必要に応じてガラス材料、光硬化可能なモノマー、有機バインダと、有機又は水系溶剤を均質混練して得られる。
セラミック粉末としては、クリストバライト、石英、コランダム(αアルミナ)、ムライト、ジルコニア、コージェライト、Mn・Znフェライト、Ni・Znフェライトなどの粉末、これらの2種以上の組み合わせなどが例示でき、その粉末の平均粒径は、好ましくは1.0〜6.0μm、更に好ましくは1.5〜4.0μmである。
特に、コランダムは、コスト的に有利となり、コージェライト等の粉末、Mn・Znフェライト、Ni・Znフェライトは、コイル特性的に有利となる。
尚、セラミック粉末の平均粒径が1.0〜6.0μmと設定したのは、平均粒径が1.0μm未満では、均質混合してスリップ化することが難しくなり、後述の露光時に露光光が乱反射して充分な露光ができなくなる。逆に平均粒径が6.0μmを超えると緻密で強度の高い積層体が得られない。
ガラス材料としては、複数の金属酸化物を含むガラスフリットであり、コイルパターンの材料などによってことなるが、積層体を焼成した後、コージェライト、ムライト、アノーサイト、セルジアン、スピネル、ガーナイト、ウイレマイト、ドロマイト、ペタライト及びその置換誘導体の結晶を少なくとも1種析出するものが好ましい。特に、アノーサイトまたはセルジアンを析出する結晶化ガラスフリットを用いると、より強度の高い積層体が得られ、また、コージェライトまたはムライトを析出し得る結晶化ガラスフリットを用いると、焼成後の熱膨張率が低いため、この積層インダクタ部品上に所定回路を形成して、IC等のシリコンチップを配置する場合に有効となる。
上述のセラミック層の強度、熱膨張率を考慮した最も好ましいガラス材料としては、B2O3、SiO2、Al2O3、ZnO、アルカリ土類酸化物を含むガラスフリットである。
また、このようなガラスフリットでは、ガラス化範囲が広くまた屈伏点が600〜800℃付近にある為、850〜1050℃程度の低温焼成に適し、且つコイルパターン2、ビアホール導体3となる銅系、銀系及び金系の導電材料の焼結挙動に適している。
ガラス材料はスリップ材中には、フリットの状態で混合されている。このフリットの平均粒径は、1.0〜5.0μm、好ましくは1.5〜3.5μmである。尚、ガラスフリットの平均粒径を、1.0〜5.0μmと設定したのは、1.0μm未満の場合は、スリップ化することが困難なであり、後述の露光時に露光光が乱反射して充分な露光ができなくなる。逆に平均粒径が5.0μmを超えると分散性が損なわれ、具体的には絶縁材料であるセラミック粉末間に均等に溶解分散できず、強度が非常に低下してしまう。
上述のガラス材料は、特に絶縁体セラミック材料などと共に使用され、比較的低温で焼成可能にするために用いられるものであり、例えば磁性体材料の場合には、ガラス材料を用いることなく比較的低温で焼成することができるため、ガラス材料が不要となることもある。尚、上述のセラミック材料とガラスフリットとを混合して固形成分として用いる場合、その構成比率は、850〜1050℃の比較的低温で焼成する場合には、セラミック材料が10〜60wt%、好ましくは30〜50wt%であり、ガラス材料が90〜40wt%、好ましくは70〜50wt%である。
ここで、セラミック材料が10wt%未満、且つガラス材料が90wt%を越えると、セラミック層にガラス質が増加しすぎ、セラミック層の強度等からしても不適切であり、また、セラミック材料が60wt%を越え、且つガラス材料が40wt%未満となると、後述の露光時に露光光が乱反射して充分な露光ができなくなり、焼成後のセラミック層の緻密性も損なわれる。
上述のセラミックやガラスなどの固形成分の他に、スリップ材の構成材料としては、焼結によって消失される光硬化可能なモノマー、有機バインダーと、有機溶剤とを含んでいる。
光硬化可能なモノマーは、低温短時間の焼成工程に対応するために、熱分解性に優れたものであり、光硬化可能なモノマーとしては、スリップ材の塗布・乾燥後の露光によって、光重合される必要があり、遊離ラジカルの形成、連鎖生長付加重合が可能で、2級もしくは3級炭素を有したモノマーが好ましく、例えば少なくとも1つの重合可能なエチレン系基を有するブチルアクリレート等のアルキルアクリレートおよびそれらに対応するアルキルメタクリレートが有効である。
また、テトラエチレングリコールジアクリレート等のポリエチングリコールジアクリレートおよびそれらに対応するメタクリレートなどが挙げられる。
光硬化可能なモノマーは、露光処理によって塗布膜10eが硬化され、現像処理によって露光部分以外の部分が容易に除去できるように所定量添加される。例えば、固形成分に対して5〜15wt%以下である。
有機バインダーは、光硬化可能なモノマー同様に熱分解性の良好なものでなくてはならない。同時にスリップの粘性を決めるものである為、固形分との濡れ性も重視せねばならず、本発明者の検討によればアクリル酸もしくはメタクリル酸系重合体のようなカルボキシル基、アルコール性水酸基を備えたエチレン性不飽和化合物が好ましい。添加量としては固形分に対して25wt%以下が好ましい。
尚、溶剤として、有機系溶剤の他に、水系溶剤を用いることができるが、この場合、光硬化可能なモノマー及び有機バインダは、水溶性である必要があり、モノマー及びバインダには、親水性の官能基、例えばカルボキシル基が付加されている。その付加量は酸価で表せば2〜300あり、好ましくは5〜100である。付加量が少ない場合は水への溶解性、固定成分の粉末の分散性が悪くなり、多い場合は熱分解性が悪くなるため、付加量は、水への溶解性、分散性、熱分解性を考慮して、上述の範囲で適宜付加される。
何れの系のスリップ材においても光硬化可能なモノマー及び有機バインダは上述したように熱分解性の良好なものでなくてはならないが、具体的には600℃以下で熱分解が可能でなくてはならない。更に好ましくは500℃以下である。
熱分解温度が600℃を越えると、セラミック層内に残存してしまい、カーボンとしてトラップし、基板を灰色に変色させたり、セラミック層の絶縁抵抗までも低下させてしまう。またボイドとなりデラミネーションを起こすことがある。
また、スリップ材には、増感剤、光開始系材料等を必要に応じて添加しても構わない。例えば、光開始系材料としては、ベンゾフェノン類、アシロインエステル類化合物などが挙げられる。
次に導電性ペーストは、Au単体、Au−Ptなどの金系、Ag単体、Ag−Pd、Ag−Pd−Ptなどの銀系、Cu単体、Cu−Pdなどの銅系、Mo、Wなど高融点金属系などの金属材料と、低融点ガラス成分と、有機バインダーと有機溶剤とを均質混練したものが用いられる。尚、この他に、光硬化モノマーを用いても構わない。
金属材料は、積層体の焼成温度、即ち塗布膜の焼結挙動と近似させることが重要である。例えば、スリップ材の固形成分として絶縁体セラミック粉末とガラス粉末とを用いて、また、磁性体セラミック粉末を用いて、低温焼成(850〜105℃で焼成)する場合には、金属材料は金系、銀系、銅系材料が例示でき、また、スリップ材の固形成分として、絶縁体セラミック単体を用いる場合には、PtやPdの比率が高い金系、銀系、銅系材料や高融点金属が用いられる。
低融点ガラス成分は、特に積層体の焼成温度、即ち塗布膜の焼結挙動と近似させるものであり、そのガラス成分の屈伏点を700〜800℃となるものを使用することが重要である。
また、有機バンイダー、有機溶剤、さらに、必要に応じて混練する光硬化モノマーはスリップ材と同一である。
次に、積層工程を説明する
まず、図3に示すように、支持基体15の表面にスリップ材を用いてセラミック層1aとなる塗布膜10eを形成する。
まず、図3に示すように、支持基体15の表面にスリップ材を用いてセラミック層1aとなる塗布膜10eを形成する。
具体的には、塗布膜10eは、例えば固形成分としてガラス−セラミックから成るスリップ材を塗布し、乾燥処理して、40〜120μm程度になるように、塗布、乾燥して形成する。尚、実施例では、塗布膜10eにビアホール導体が形成されていないため、選択的な露光・現像処理は省略できるが、塗布膜10e全面に露光処理のみを行うことが望ましい。
ここで、塗布方法は、塗布膜10e上の表面を均一にするために用いられるために、例えば、ドクターブレード法(ナイフコート法)、ロールコート法、印刷法などが挙げられる。特に、ドクターブレード法では、支持基体15などの表面(塗布面)状況にかかわらず、塗布膜10eの表面をブレードでさらえるために、塗布後の塗布膜の表面を平坦化することができる。
また、乾燥方法としては、バッチ式乾燥炉、インライン式乾燥炉を用いて行われ、乾燥条件は、120℃以下が望ましい。また、急激な乾燥は、表面にクラックを発生される可能性があるため、急加熱は避けることが重要となる。
さらに、露光処理は、塗布膜10eの全面に、低圧、高圧、超高圧の水銀灯系露光光を、例えば強度10〜20mJ/cm2 程度、時間15〜30秒程度照射して、塗布膜10e中の光硬化モノマーに重合反応を起こして、硬化を行う。
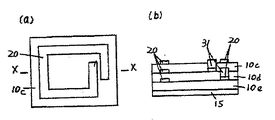
次に、図4に示すように、塗布膜10eの表面に、セラミック層1eとセラミック層1dとの間に配置されるコイルパターンとなる導体膜20を形成する。
具体的には、例えば導電性材料として、銀系導体材料を有し、且つ光硬化モノマーを含有するAg系導電性ペーストを用いてスクリーン印刷によって所定形状に印刷し、乾燥を行い、露光による光硬化を行う。この導体膜20は、約1ターン分のコイルパターンであり、その一端は、塗布膜10eの端部にまで延出している。また、導体膜20の幅は、部品の小型化と導体抵抗の低減化の許容範囲で決定され、膜厚は8〜15μm程度が好ましい。
ここで、光硬化処理は、上述の塗布膜10eの光硬化処理と同様の条件で行う。この導体膜20の光硬化処理は、次の塗布膜10dを形成し、選択的な露光・現像によって、この導体膜20の一部が露出することになるが、この現像処理時に、導体膜20が侵されないようにするものであり、現像処理の条件を制御することにより、あえて導体膜20を光硬化させる必要がないことでできる。
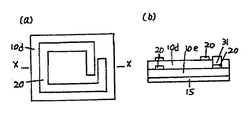
次に、図5に示すように、塗布膜10e、導体膜20を完全に被覆するように、セラミック層1dとなる塗布膜10dを形成する。この工程が、本発明の課題の解決手段に記載する工程(4)に相当するものである。
具体的には、図3に示す塗布膜10eと同様に、上述のスリップ材を用いて塗布・乾燥を行う。
次に、図6、図7に示すように、塗布膜10dの厚み方向を貫くビアホール導体3となる貫通凹部を形成する。この工程は、本発明の課題の解決手段に記載する工程(2)に相当するものである。
具体的には、図6に示すように、塗布膜10dにおいてビアホール導体3となる部分に貫通凹部30が形成されるように、溶化部30’を選択的に露光処理して形成する露光処理と、図7に示すように、この露光処理によって形成された溶化部30’を現像処理して貫通凹部30を形成する現像処理とから成る。
選択的な露光処理に関して、塗布膜10dの光硬化モノマーが、露光光の照射によって光重合されるネガ型であるため、貫通凹部30となる溶化部30’のみが露光光が照射されないようにして行われる。これは、例えば、塗布膜10dの表面に、貫通凹部30となる溶化部30’のみが露光処理されないように所定パターンが形成されたフォトターゲットを、塗布膜10dの表面に載置、又は近接配置して、上述の露光条件で露光処理を行う。
次に、露光処理した塗布膜10dを現像処理し、溶化部30’を除去して、塗布膜10dに貫通凹部30を形成する。これにより、貫通凹部30の下部には、図4で形成したコイルパターン2となる導体20の一部が露出することになる。
この現像処理として、クロロセン、1,1,1−トリクロロエタン、アルカリ現像溶剤を例えばスプレー現像法やパドル現像法によって、少なくとも溶化部30’に噴射したり、接触したりして現像処理を行う。具体的な現像条件として、例えばスプレー方で30秒程度の噴射により行われる。その後、必要に応じて洗浄及び乾燥を行なう。
尚、貫通凹部30から露出する導体膜20は光硬化処理されているために、この現像処理の際に侵されることがない。また、この現像液の濃度、現像条件を適宜制御して、光硬化処理されない導体膜20が侵されない現像液及び現像条件を用いれば、導体膜20の光硬化処理は不要となる。
次に、図8に示すように、塗布膜10dの貫通凹部30にビアホール導体3となる導体31を充填し、同時に塗布膜10d上に、セラミック層1dとセラミック層1cとの間に配置されるコイルパターン2を形成する。この工程は、本発明の課題の解決手段に記載する工程(3)に相当するものである。
塗布膜10dの貫通凹部30にビアホール導体3となる導体31を、導電性ペーストの充填によって形成する。具体的には、後述の導体膜20を形成する印刷と同時に行うこともできるし、また、ディスペンサーなどを用いて貫通凹部30に導電性ペーストの供給によって行う。
セラミック層1dとセラミック層1cとの間に配されるコイルパターン2となる導体20は、図4で説明したように、導電性ペーストを所定形状に印刷可能なスクリーン印刷により印刷形成し、乾燥処理後、露光処理により光硬化を行う。
これにより、導体膜20は、概略1ターン分のコイルパターンであり、その一端は、実質的にビアホール導体3となる導体31を被うように、また一体的に形成されることになる。その後、少なくとも導体膜20を光硬化のための露光処理を行う。
次に、図9に示すように、塗布膜10d、導体膜20を完全に被覆するように、セラミック層1cとなる塗布膜10cを上述のスリップ材を用いて塗布・乾燥を行う。即ち、本発明の課題の解決手段に記載する工程(4)を繰り返すものである。次に、図10、図11に示すように、セラミック層1cの厚み方向を貫くビアホール導体3に相当する塗布膜10cの所定位置に、貫通凹部30となる溶化部30’を露光処理して形成し、この溶化部30’を現像処理により除去して、貫通凹部30を形成する。これにより、貫通凹部30の下部には、図8の工程で形成したコイルパターン2となる導体20の他端が露出することになる。
即ち、本発明の課題の解決手段に記載する工程(2)を繰り返すものである。次に、図12に示すように、塗布膜10cの貫通凹部30に、ビアホール導体3となる導体31を形成するとともに、セラミック層1cとセラミック層1bとの間に配されるコイルパターン2となる導体膜20を形成する。即ち、本発明の課題の解決手段に記載する工程(3)を繰り返すものである。尚、セラミック層1cとセラミック層1bとの間の導体膜20の形状と、セラミック層1dとセラミック層1cとの間の導体膜20の形状とでは若干異なるため、同一スクリーンを用いることはできない。
以上のように、塗布膜10c上にコイルパターン2となる導体膜20を形成した後、工程(4)を行い、この塗布膜10c上にコイルパターン2となる導体膜20が完全に被覆されるように、セラミック層1bとなる塗布膜10bを形成する。続いて、工程(2)を行い、塗布膜10bのビアホール導体3となる位置に貫通凹部30を形成すべく、選択的露光・現像処理を行う。
次に、図13に示すように、塗布膜10bに形成した貫通凹部30にビアホール導体3となる導体31を充填するするとともに、塗布膜10b上にコイルパターン2となる導体膜20を形成する。即ち、工程(3)を行う。
尚、塗布膜10b上に形成される導体膜20は、約半ターン分のコイルパターンであり、導体膜20の他端が塗布膜10bの端部に延出している。
次に、図14に示すように、最上層のセラミック層1aとなる塗布膜10aを、塗布膜10b上に導体膜20が被われるように形成する。尚、塗布膜10aは全面に露光処理を施して、光硬化を行っても構わない。
これにより、積層体1の積層工程が終了する。即ち、積層体1の積層は、少なくとも塗布膜10b〜10dは工程(4)であるスリップ材の塗布・乾燥により形成され、ビアホール導体3となる導体は、工程(2)である平面的に全面に形成された塗布膜10b〜10dに対して選択的な露光処理・現像処理によって貫通凹部が形成された後に、工程(3)の一部である導電性ペーストの充填によって形成され、コイルパターン2となる導体膜は、工程(3)の一部である導電性ペーストの所定形状の印刷によって形成され、基本的にはこの工程(2)〜(4)の選択的な繰り返しによって達成されるものである。尚、塗布膜10a、10eには、実施例ではビアホール導体3となる導体31を形成する必要がなく、選択的な露光処理・現像処理が不要となるが、例えば、端子電極4、5に相当する端子が、積層体の主面に形成する場合には、塗布膜10aや10eにも選択的な露光処理・現像処理が必要となる。
次に、塗布膜10a〜10e、導体膜20、導体31とから成る未焼成状態の積層体を、個々の積層体1に分割可能にするためにプレス成型により分割溝を形成し、支持基体15と積層体1とを分離したり、また、支持基体15と積層体1とを分離した後、個々の積層体1の寸法を考慮して裁断したりする。
次に、未焼成状態の積層体1を焼成する。
焼成工程は、脱バインダ過程と焼結過程からなる。脱バインダ過程は、塗布膜10a〜10e、コイルパターン2となる導体20及びビアホール導体3の導体31に含まれる有機成分を消失するためであり、例えば600℃以下である。また、焼結過程は、塗布膜10a〜10eのガラス成分を充分に軟化させて、セラミック粉末の粒界に均一に充填させ、積層体1の一定強度を達成させ、同時に、導体20、31の銀系粉末を粒成長させて、低抵抗化させるとともに、セラミック層と一体化させるものであり、酸化性雰囲気又は中性雰囲気でピーク温度850〜1050℃で行う。これにより、塗布膜10a〜10eはセラミック層1a〜1eに、導体膜20はコイルパターン2に、導体30はビアホール3となる。
その後、焼成された積層体1を、必要に応じて分割溝に沿って分割を行い、端子電極4、5を形成する。端子電極4はセラミック層1aとセラミック層1bとの間に配置されたコイルパターン2が露出する側の端面に、端子電極5はセラミック層1dとセラミック層1eとの間に配置されたコイルパターン2が露出する側の端面に、夫々銀などの導電性ペーストを印刷・浸漬・転写などの厚膜手法によって導体膜が形成され、その後焼きつけ処理することにより下地導体膜が形成される。さらに、電解メッキ法や無電解メッキ法などによって、単層または積層構造のメッキ層を被着する。例えば、銀などの下地導体膜上に、Niメッキ、半田メッキなどを施す。
以上のような本発明の積層インダクタ部品の製造方法においては、セラミック層1a〜1eとなる塗布膜10a〜10eが、スリップ材をドクターブレード法などの塗布方法で形成されるため、任意の厚みで形成することができるとともに、塗布する表面、即ち支持基体15の表面や前までの積層工程で形成した塗布膜10a〜10dの表面の形状にかかわらず、その塗布した塗布膜10a〜10eの表面を均一な平坦面とすることができる。
これにより、積層数が増加しても、塗布膜の表面は常に均一な平坦面であるため、この塗布膜上に導体膜を形成するにあたり、高精度で形成でき、しかも、積層ずれなどが一切起こらない。
また、塗布膜10a〜10eに形成されるビアホール導体3となる貫通凹部30が、選択的な露光処理と現像処理によって形成されるため、貫通凹部30の開口形状、開口径、即ちビアホール導体3の形状、径を任意の大きさで簡単に形成できる。従って、コイルパターン2の導体抵抗を考慮して、比較的大きな径のビアホール導体3をも非常に簡単に且つ確実に形成できる。
さらに、ビアホール導体3となる導体31を形成するための貫通凹部30に導電性ペーストを充填する場合には、実際には凹部形状の貫通凹部30に導電性ペーストを充填するため、ビアホール導体3を緻密に形成することができ、しかもコイルパターン2との接続が確実に行うことができる。
また、本実施例では、ビアホール導体3の形成位置が、露光処理時に用いるフォトターゲット(薄膜技術の微細加工に使用するもの)の位置制御によって決定されるため、位置精度が従来に比較して格段に向上し、簡単となる。従って、簡単且つ安定した積層構造を達成できる積層インダクタ部品となる。
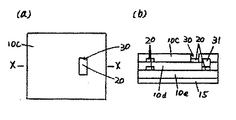
尚、上述の実施例においては、最も基本的なインダクタ部品で説明したが、図16に示すように、積層体1の厚み方向に貫通穴を形成し、コイルパターン2、ビアホール導体3で構成されるコイルの中心部に、フェライトコア部材6を配置しても構わない。特に、これはセラミック層1a〜1gに絶縁体セラミック材料を用いた場合に有効である。フェライトコア部材6は未焼成状態の積層体1にフェライトコア部材6が配置されるプレス成型によって貫通穴を形成したり、また、ビアホール導体3となる貫通凹部30を形成する時に、各塗布膜10a〜10eに露光・現像によって形成しても構わない。
また、端子電極4、5を積層体1の端面以外に、積層体の表面又は裏面に形成しても構わない。この場合には、一連に接続されたコイルパターン2の両端から積層体1の主面にビアホール導体を延出させることによって達成される。
さらに、積層体1には、複数のコイルパターン2を形成しても構わないし、また、この複数のコイルパターン2どうしを容量結合させて、L−Cのフィルタ回路、共振回路、トランスを構成しても構わない。
さらに、積層体の一部に、コイルパターン2と接続する内部配線を内装したり、さらに表面にコイルパターン2と接続する表面配線を形成したり、電子部品を搭載したりしても構わない。
さらに、支持基体15に焼成済みセラミック基板を用いて、支持基体から積層体を剥離せず、この支持基体を積層体の一部として用いることができる。この場合、焼成済みセラミック基板表面に予めコイルパターンを形成しておいても構わない。
さらに、上述の製造方法では、スリップ材として、ガラス−セラミックの場合で説明したが、スリップ剤の固形成分として、Mn・Znフェライト、Ni・Znフェライトなどの磁性体材料を用いても構わない。この場合、所定フェライト焼結体を造粒して用いることになるが、固形成分にガラス成分と用いては所定フェライトのもつ透磁率などの特性を低下させることがあるため、好ましくはMn・Znフェライト、Ni・Znフェライトなどの磁性体セラミック材料を単独に用いることが好ましい。尚、Ni・Znフェライトなどの焼結体の温度など考慮すると、コイルパターン2となる導体膜の金属成分として、金系、銀系、銅系などの材料を簡単に用いることができる。
1・・・・・・・積層体
1a〜1e・・・セラミック層
10a〜10e・・・塗布膜
2・・・・・・・コイルパターン
20・・・・・・コイルパターンとなる導体
3・・・・・・・ビアホール導体
31・・・・・・ビアホール導体となる導体部材
30・・・・・・貫通凹部
4、5・・・・・端子電極
1a〜1e・・・セラミック層
10a〜10e・・・塗布膜
2・・・・・・・コイルパターン
20・・・・・・コイルパターンとなる導体
3・・・・・・・ビアホール導体
31・・・・・・ビアホール導体となる導体部材
30・・・・・・貫通凹部
4、5・・・・・端子電極
Claims (1)
- セラミック層を複数積層して成る積層体に、各セラミック層間に配置したコイルパターンの導体層と、該導体層どうしを接続するためにセラミック層の厚み方向に形成されたビアホール導体とからなるコイルを内装した積層インダクタ部品の製造方法において、下記(1)の工程に続いて、下記(2)〜(4)の工程を選択的に順次繰り返した後、焼成工程を行うことを特徴とする積層インダクタ部品の製造方法。
(1)光硬化可能なモノマーを含有するセラミックスリップ材を、支持基体上に塗布し、乾燥することによってセラミック層となるセラミック塗布膜を形成する工程。
(2)前記セラミック塗布膜を露光・現像処理することにより前記セラミック塗布膜の一部を除去して貫通部を形成する工程。
(3)前記貫通部に導電性ペーストを充填して、前記ビアホール導体となる導体を形成するとともに前記セラミック塗布膜上に、導電性ペーストを印刷してコイルパターンの導体層となる導体膜を形成する工程。
(4)前記セラミックスリップ材を、前記導体膜を被覆するように前記セラミック塗布膜上に塗布し、乾燥することによって表面が平坦化されたセラミック塗布膜を形成する工程。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003417318A JP2004128522A (ja) | 1993-10-29 | 2003-12-15 | 積層インダクタ部品の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27153293 | 1993-10-29 | ||
| JP2003417318A JP2004128522A (ja) | 1993-10-29 | 2003-12-15 | 積層インダクタ部品の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP11938594A Division JPH07176444A (ja) | 1993-10-29 | 1994-05-31 | 積層インダクタ部品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004128522A true JP2004128522A (ja) | 2004-04-22 |
Family
ID=32300004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003417318A Pending JP2004128522A (ja) | 1993-10-29 | 2003-12-15 | 積層インダクタ部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004128522A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006043350A1 (ja) * | 2004-10-18 | 2006-04-27 | Murata Manufacturing Co., Ltd. | 積層型セラミック電子部品の製造方法および複合積層体 |
| JP2013033966A (ja) * | 2011-08-01 | 2013-02-14 | Samsung Electro-Mechanics Co Ltd | 金属磁性粉末、前記金属磁性粉末を含む磁性層材料、及び磁性層材料を用いた磁性層を含む積層型チップ部品 |
| CN105405638A (zh) * | 2015-12-28 | 2016-03-16 | 深圳顺络电子股份有限公司 | 一种线圈制作方法、一种片式元件及其制作方法 |
| JP2019057581A (ja) * | 2017-09-20 | 2019-04-11 | 株式会社村田製作所 | インダクタ部品およびその製造方法 |
| CN112863852A (zh) * | 2021-01-29 | 2021-05-28 | 广东风华高新科技股份有限公司 | 一种免封端积层电感器的制作方法及免封端积层电感器 |
-
2003
- 2003-12-15 JP JP2003417318A patent/JP2004128522A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006043350A1 (ja) * | 2004-10-18 | 2006-04-27 | Murata Manufacturing Co., Ltd. | 積層型セラミック電子部品の製造方法および複合積層体 |
| US7607216B2 (en) | 2004-10-18 | 2009-10-27 | Murata Manufacturing Co., Ltd. | Method for manufacturing monolithic ceramic electronic component |
| JP2013033966A (ja) * | 2011-08-01 | 2013-02-14 | Samsung Electro-Mechanics Co Ltd | 金属磁性粉末、前記金属磁性粉末を含む磁性層材料、及び磁性層材料を用いた磁性層を含む積層型チップ部品 |
| CN105405638A (zh) * | 2015-12-28 | 2016-03-16 | 深圳顺络电子股份有限公司 | 一种线圈制作方法、一种片式元件及其制作方法 |
| JP2019057581A (ja) * | 2017-09-20 | 2019-04-11 | 株式会社村田製作所 | インダクタ部品およびその製造方法 |
| CN112863852A (zh) * | 2021-01-29 | 2021-05-28 | 广东风华高新科技股份有限公司 | 一种免封端积层电感器的制作方法及免封端积层电感器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3527766B2 (ja) | 積層回路基板の製造方法及び積層回路基板 | |
| JP3580688B2 (ja) | 積層セラミック回路基板の製造方法 | |
| JPH07176444A (ja) | 積層インダクタ部品の製造方法 | |
| JP3236782B2 (ja) | セラミック基板及びその製造方法並びに分割回路基板 | |
| JP2004128522A (ja) | 積層インダクタ部品の製造方法 | |
| JP3231987B2 (ja) | 多層セラミック回路基板の製造方法 | |
| JP3651925B2 (ja) | 積層コンデンサ基板の製造方法 | |
| JP3383378B2 (ja) | 積層インダクタ部品の製造方法 | |
| JPH0818236A (ja) | 積層セラミック回路基板の製造方法 | |
| JP4061188B2 (ja) | 複合シートの製造方法および積層体の製造方法 | |
| JPH07326517A (ja) | 積層インダクタ基板 | |
| JP3231918B2 (ja) | 積層型セラミック回路基板の製造方法 | |
| JPH10107439A (ja) | 積層セラミック基板の製造方法 | |
| JP3659288B2 (ja) | 電子部品 | |
| JPH10275979A (ja) | セラミック基板および分割回路基板 | |
| JP3559310B2 (ja) | 積層セラミック回路基板の製造方法 | |
| JP2000165048A (ja) | 積層回路基板及びその製造方法 | |
| KR20060013950A (ko) | 이종 유전체를 이용한 다층기판 제조방법 | |
| JP2004006922A (ja) | 積層インダクタ基板の製造方法 | |
| JP3297532B2 (ja) | 積層コンデンサ基板 | |
| JPH09186458A (ja) | セラミック基板及びその製造方法並びに分割回路基板 | |
| JP3393676B2 (ja) | 多層セラミック回路基板の製造方法 | |
| JPH08213755A (ja) | コンデンサ内蔵型積層セラミック回路基板及びその製造方法 | |
| JPH07326515A (ja) | 積層コイル基板 | |
| JP2004179525A (ja) | 複合シート、積層部品およびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041130 |
|
| A521 | Written amendment |
Effective date: 20050131 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050329 |
|
| A02 | Decision of refusal |
Effective date: 20050719 Free format text: JAPANESE INTERMEDIATE CODE: A02 |