JP2004136426A - 歯車ホーニング加工方法及び加工機械 - Google Patents
歯車ホーニング加工方法及び加工機械 Download PDFInfo
- Publication number
- JP2004136426A JP2004136426A JP2002305912A JP2002305912A JP2004136426A JP 2004136426 A JP2004136426 A JP 2004136426A JP 2002305912 A JP2002305912 A JP 2002305912A JP 2002305912 A JP2002305912 A JP 2002305912A JP 2004136426 A JP2004136426 A JP 2004136426A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- gear wheel
- grindstone
- honing
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000003754 machining Methods 0.000 claims description 14
- 238000003672 processing method Methods 0.000 claims description 3
- 230000001360 synchronised effect Effects 0.000 claims description 3
- 230000005540 biological transmission Effects 0.000 abstract description 11
- 230000000694 effects Effects 0.000 abstract description 9
- 230000001186 cumulative effect Effects 0.000 abstract description 2
- 230000008878 coupling Effects 0.000 abstract 1
- 238000010168 coupling process Methods 0.000 abstract 1
- 238000005859 coupling reaction Methods 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
Images





Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【解決手段】歯車ホーニング加工において、被加工歯車2と砥石歯車1の駆動をモータ軸に直結とすることにより、被加工歯車2と砥石歯車1からモーター間の伝達誤差と弾性効果が極めて小さくなり、加工により被加工歯車2の累積ピッチ誤差が改善・矯正される。構造が簡単で、機械が低コストになる。また、噛合い回転しながら被加工歯車軸モーターと砥石歯車軸モーター両方またはいずれかの駆動トルクを加減することにより、加工代を均等にする噛合い位置を検出することが簡単に可能となり、加工時の歯合わせが簡素・確実となる。さらに砥石歯車を連続回転したままで、歯合わせが可能となる為、加工サイクルタイムが短縮する。また軸交差角を15度以上にすることにより、すべり速度が大きくなり、切れ味が向上し、精度良く加工出来る。
【選択図】図5
Description
【発明の属する技術分野】
本発明は、例えば自動車のエンジンやトランスミッション等に用いられる歯車の製造工程で、被加工歯車を焼き入れ後に歯面仕上げをする歯車ホーニング加工に関し、歯車の精度を向上し噛合い時の騒音低減とコスト削減を目指すものである。
【0002】
【従来の技術】
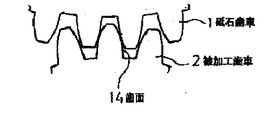
歯車のホーニング加工は、焼入れ硬化後の歯車に対し研削加工を行い、効率よく歯面の粗さを良くする加工法である。一般には、歯車形の砥石歯車を用い、焼き入れ硬化した被加工歯車に軸交差角を与えた状態で噛合わせて回転させることで、被加工歯車の歯面を微細に研削し、歯面の粗さを良くして騒音が低減した歯車を製造可能にするものである。ホーニング加工の概要を図7、図8を参照して説明する。工具は被加工歯車2と同一の諸元を持つダイヤモンドを電着したドレスギヤ30、砥石歯車1例えば内歯車形状のホーニング砥石を使用する。まず砥石歯車1をドレスする。求める精度を持つドレスギヤ30と、砥石歯車1をある軸交差角を持たせ噛合わせて回転しドレスギヤ30の歯面を砥石歯車1に転写する。次に被加工歯車2と砥石歯車1を噛合わせて、砥石歯車1の歯面を被加工歯車2に転写する。被加工歯車2の歯面は、噛合いと軸交差角によるすべりできれいに精度よく仕上げられる。(例えば特開2001−347423号、特開平11−320253号公報)
【0003】
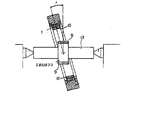
一般にホーニング加工機の機構は、図1、図2で示したものと同様のものである。砥石歯車1と被加工歯車2とは、その各軸が軸交差角をもつような状態で噛合わせてあり、各歯数の比に反比例して回転するように制御された各モータ3,4で回転するようにしてある。この状態で砥石歯車1と被加工歯車2が回転することにより、被加工歯車2の歯面14に相対すべり速度が生じて、歯面14の材料がホーニング除去されるようになっている。
【0004】
【発明が解決しようとする課題】
ところが、上記従来のホーニング加工機では、被加工歯車にホーニング加工を行っても、累積ピッチ誤差が改善・矯正される効果があまり大きくない、という問題点があった。
【0005】
また、機械構造が複雑で、機械のコストが高いという問題があった。
【0006】
また、ホーニング加工に入る前に砥石歯車1と被加工歯車2を噛み合わせ加工代が均等になるように歯合わせをする必要があるが、正確な歯合わせが出来ないという問題もあった。
【0007】
これらを解決する為には、ホーニング加工機の各モータ4,5が完全に同期回転し、また砥石歯車1や被加工歯車2と各モータ4,5との間の伝達誤差がなく、かつ剛性が高ければ、ホーニング加工することにより、被加工歯車2の持つ累積ピッチ誤差も減少する筈である。
【0008】
しかしホーニング加工機は一般に、砥石歯車1や被加工歯車2と各モータ4,5との間に介在する連結軸や中間歯車装置19,20が伝達誤差を有し、かつ回転方向への弾性効果を有している。この伝達誤差と弾性効果のため、被加工歯車2をホーニング加工した場合に、被加工歯車2の持つ累積ピッチ誤差を減少させることは実際には難しいものがある。
【0009】
また、こうした伝達誤差と弾性効果を打ち消すように制御して、精度を向上させようとする試みもあるが、高速回転での補正制御がうまくいっていないのが現状である。その結果、ホーニング加工後の被加工歯車2も、加工前のものと比較して累積ピッチ誤差があまり改善・矯正されていない、という問題点があった。
【0010】
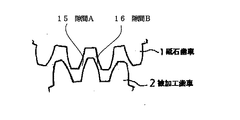
ホーニング加工に入る前に砥石歯車1と被加工歯車2を噛み合わせ、加工代が均等になるように歯合わせをする必要がある。被加工歯車2を図示していないセンサーにより位置決めし、砥石歯車1と噛み合わせるが、被加工歯車2自体の持つ累積ピッチ誤差、上記伝達誤差、センサーの誤差による歯合わせのばらつきが生じ、図4のように隙間Aと隙間Bの差がばらつき且つ大きくなり、正確な歯合わせが出来ない為加工代が均等にならないという問題もあった。
【0011】
歯車ホーニング加工時のホーニングすべり速度は、通常の研削に比べて著しく低い。従って加工時に過大の接触圧を与え加工するため、砥石の変形が起こり、精度を一定に保つことが困難である。
【0012】
本発明は、従来の上記歯車のホーニング加工がもつ問題点の解消を課題としたものである。即ち本発明の目的は、シンプルな構成により、高精度な歯車を低コストで効率良く製造できる歯車のホーニング加工を提供することにある。
【0013】
【課題を解決するための手段】
請求項1に記載の発明は、被加工歯車2と砥石歯車1を軸交差角をもたせて噛合わせ、被加工歯車2の歯面を加工する歯車ホーニング加工において、被加工歯車2及び砥石歯車1共に駆動し両軸の噛合い回転を同期制御で行い、被加工歯車2及び砥石歯車1の駆動をモータ軸に直結とすることを特徴としている。
【0014】
請求項2に記載の発明は、請求項1に記載の発明における被加工歯車2の歯面を加工する砥石歯車1が、外歯車でホーニング加工を行う外歯砥石式とすることを特徴としている。
【0015】
請求項3に記載の発明は、請求項1に記載の発明における被加工歯車2の歯面を加工する砥石歯車1が、内歯車でホーニング加工を行う内歯砥石式とすることを特徴としている。
【0016】
請求項4に記載の発明は、被加工歯車2と砥石歯車1を軸交差角をもたせて噛合わせ、被加工歯車2の歯面を加工する歯車ホーニング加工で、被加工歯車2及び砥石歯車1共に駆動し両軸の噛合い回転を同期制御で行う加工において、被加工歯車軸モーターと砥石歯車軸モーター両方またはいずれかの駆動トルクを加減して回転させ噛合い位置を検出することを特徴としている。
【0017】
請求項5に記載の発明は、被加工歯車2と砥石歯車1を軸交差角をもたせて噛合わせ、被加工歯車2の歯面を加工する歯車ホーニング加工で、軸交差角を15度以上とすることを特徴としている。
【0018】
したがって、請求項1〜3に記載の発明では、被加工歯車2と砥石歯車1の駆動をモータ軸に直結とすることにより、被加工歯車2と砥石歯車1からモーター間の伝達誤差と弾性効果が極めて小さくなり、加工により被加工歯車2の累積ピッチ誤差が改善・矯正される。また、構造が簡単で、機械が低コストになることを意味する。
【0019】
特に、請求項2に示す外歯方式で、砥石歯車1の駆動をモータ軸に直結にすると、極めてシンプルな機械構造になり、更なる機械精度の向上、低コスト化に繋がる。
【0020】
また、請求項4に記載の発明では、噛合い回転しながら被加工歯車軸モーターと砥石歯車軸モーター両方またはいずれかの駆動トルクを加減することにより、被加工歯車と砥石歯車の両歯面接触状態が得られる為、加工代を均等にする噛合い位置を検出することが簡単に可能となり、加工時の歯合わせの簡素化・確実化が実現する。また砥石歯車を連続回転したままで、歯合わせが可能となる為、加工サイクルタイムの短縮化につながる。
【0021】
請求項5に記載の発明では、軸交差角を従来10度前後であったものを15度以上にすることにより、加工時のすべり速度が大きくなり切れ味が向上する。従って過大の接触圧を与えないで加工ができる為、砥石の変形が少なく、精度良くかつ精度を一定に保つことができる。
【0022】
【実施の形態】
以下、本発明の実施の形態として一実施例を図3から図6及び図8、図9に基づいて説明する。
【0023】
図5と図6は、請求項1の一実施例を示す。各々砥石歯車1と被加工歯車2を駆動するモータがモーター3、モータ4である。砥石歯車1とモータ3が同軸上にあり、従来の構造にあった砥石歯車1とモータ3の間に介在する連結軸や中間歯車装置がなく、当然伝達誤差と弾性効果の影響もない。被加工歯車2とモータ4も同様である。
【0024】
図5は、請求項2の一実施例を示す。砥石歯車1が、外歯車でホーニング加工を行う外歯砥石式の一実施例である。
【0025】
図6は、請求項3の一実施例を示す。砥石歯車1が、内歯車でホーニング加工を行う内歯砥石式の一実施例である。
【0026】
請求項4の一実施例を示す。図5に於いて、まず砥石歯車1と被加工歯車2が図示していないセンサにより各々仮位置決めされ、噛合っている状態とする。この場合には、図4のように両歯面サイドの隙間A,Bが不均衡のまま、噛合う状態となる。そのまま噛合い回転しながら例えば被加工歯車軸モーターの駆動トルクを減じながら、被加工歯車軸と砥石歯車軸の軸間を近づけることにより被加工歯車軸が砥石歯車軸にならい、図4の隙間Aと隙間Bの差がなくなり図3のように被加工歯車と砥石歯車の両歯面接触状態が得られる。その時の被加工歯車軸と砥石歯車軸の位置はモーターの制御装置から得られるので、噛合い位置のばらつきを含めて、加工代を均等にする噛合い位置を容易に得ることが出来る。
【0027】
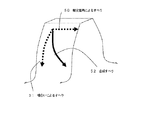
請求項5の一実施例を示す。図8において従来通常10度程度に設定されていた軸交差角γを15度以上にすることにより、図9における軸交差角によるすべり50が大きくなる。すなわちすべり速度が大きくなり切れ味が向上し、過大な接触圧を与えないで加工ができる為、砥石の変形が少なく、精度良く加工が出来る。
【0028】
【発明の効果】
上述のように、被加工歯車と砥石歯車の駆動をモータ軸に直結とすることにより、被加工歯車と砥石歯車からモーター間の伝達誤差と弾性効果が極めて小さくなり、加工により被加工歯車の累積ピッチ誤差が改善・矯正される。また、機械の構造が簡単で、低コストの加工機を提供できる。
【0029】
また、加工代を均等にする噛合い位置を検出することが簡単に可能となり、加工時の歯合わせの簡素化・確実化ができる。また砥石歯車を連続回転したままで、歯合わせが可能となる為、加工サイクルタイムの短縮化ができる。
【0030】
また、軸交差角が従来10度前後であったものを15度以上にすることにより、加工時のすべり速度が大きくなり切れ味が向上し、過大な接触圧を与えないで加工ができる為、砥石の変形が少なく、精度良く加工が出来る。
【0031】
従って、本発明により、歯車の精度が向上し、低コストである歯車ホーニング加工方法及び加工機械が提供できる。
【図面の簡単な説明】
【図1】従来の歯車ホーニング加工機の機構例を示す概略斜視図である。
【図2】一般の歯車ホーニング加工機の他の機構例を示す概略斜視図である。
【図3】砥石歯車と被加工歯車との噛合状態を示す要部の拡大正面図である。
【図4】砥石歯車と被加工歯車との噛合状態を示す要部の拡大正面図である。
【図5】本発明に係る歯車ホーニング加工機の機構を示す実施例の概略斜視図である
【図6】本発明に係る歯車ホーニング加工機の機構を示す他の実施例の概略斜視図である。
【図7】砥石歯車と被加工歯車との噛合状態を示す正面図である。
【図8】図7のA−A線での断面図である。
【図9】加工時の歯車の一歯面上のすべり状態を表した概略斜視図である。
【符号の説明】
1 砥石歯車
2 被加工歯車
3 モータ
4 モータ
14 歯面
15 隙間A
16 隙間B
19 中間歯車
20 中間歯車
30 ドレスギヤ
50 軸交差角によるすべり
51 噛合いによるすべり
52 合成すべり
γ 軸交差角
Claims (5)
- 被加工歯車2と砥石歯車1を軸交差角をもたせて噛合わせ、被加工歯車2の歯面を加工する歯車ホーニング加工において、被加工歯車2及び砥石歯車1共に駆動し両軸の噛合い回転を同期制御で行い、被加工歯車2及び砥石歯車1の駆動をモータ軸に直結とすることを特徴とする加工方法及び加工機械。
- 被加工歯車2の歯面を加工する砥石歯車1が、外歯車でホーニング加工を行う外歯砥石式とした、請求項1に記載の加工方法及びホーニング加工機。
- 被加工歯車2の歯面を加工する砥石歯車1が、内歯車でホーニング加工を行う内歯砥石式とした、請求項1に記載の加工方法及びホーニング加工機。
- 被加工歯車2と砥石歯車1を軸交差角をもたせて噛合わせ、被加工歯車2の歯面を加工する歯車ホーニング加工で、被加工歯車2及び砥石歯車1共に駆動し両軸の噛合い回転を同期制御で行う加工において、被加工歯車軸モーターと砥石歯車軸モーター両方またはいずれかの駆動トルクを加減して回転させ噛合い位置を検出することを特徴とする加工方法及び加工機械。
- 被加工歯車2と砥石歯車1を軸交差角をもたせて噛合わせ、被加工歯車2の歯面を加工する歯車ホーニング加工で、軸交差角を15度以上とすることを特徴とする加工方法及び加工機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002305912A JP2004136426A (ja) | 2002-10-21 | 2002-10-21 | 歯車ホーニング加工方法及び加工機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002305912A JP2004136426A (ja) | 2002-10-21 | 2002-10-21 | 歯車ホーニング加工方法及び加工機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004136426A true JP2004136426A (ja) | 2004-05-13 |
Family
ID=32452871
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002305912A Pending JP2004136426A (ja) | 2002-10-21 | 2002-10-21 | 歯車ホーニング加工方法及び加工機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004136426A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010079651A1 (ja) | 2009-01-09 | 2010-07-15 | 三菱重工業株式会社 | 内歯車加工方法 |
| JP2019523147A (ja) * | 2016-08-03 | 2019-08-22 | アウディ アクチェンゲゼルシャフトAudi Ag | クロスカットを伴う歯車のホーニング方法 |
-
2002
- 2002-10-21 JP JP2002305912A patent/JP2004136426A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010079651A1 (ja) | 2009-01-09 | 2010-07-15 | 三菱重工業株式会社 | 内歯車加工方法 |
| CN102271851A (zh) * | 2009-01-09 | 2011-12-07 | 三菱重工业株式会社 | 内齿轮机械加工方法 |
| CN102271851B (zh) * | 2009-01-09 | 2013-07-10 | 三菱重工业株式会社 | 内齿轮机械加工方法 |
| US8905819B2 (en) | 2009-01-09 | 2014-12-09 | Mitsubishi Heavy Industries, Ltd. | Internal gear machining method |
| JP2019523147A (ja) * | 2016-08-03 | 2019-08-22 | アウディ アクチェンゲゼルシャフトAudi Ag | クロスカットを伴う歯車のホーニング方法 |
| US12138701B2 (en) | 2016-08-03 | 2024-11-12 | Audi Ag | Honing method with cross-grinding for gear wheels |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4875601B2 (ja) | 樽形ウォーム状工具 | |
| TWI422448B (zh) | Internal gear machining method and internal gear processing machine | |
| JP3671378B2 (ja) | 歯を精密加工する方法 | |
| CN103153514B (zh) | 齿轮磨削方法 | |
| CN103328145A (zh) | 用于加工工件的方法和设计用于该方法的加工工具 | |
| JP2000071121A (ja) | 歯車のホーニング加工方法と歯車のホーニング加工方法に使用する歯付ドレッサ | |
| JPH0122093B2 (ja) | ||
| JP2004136426A (ja) | 歯車ホーニング加工方法及び加工機械 | |
| CN101362230B (zh) | 外啮合珩磨圆柱齿轮的机床和方法 | |
| JPH0649252B2 (ja) | 工作物の歯側面研削装置 | |
| JPH03178720A (ja) | 歯車のラップ仕上げ方法 | |
| JP2004330397A (ja) | 歯車ホーニング加工方法及び加工機械 | |
| JP5123767B2 (ja) | ウォームホイールの研削仕上げ方法及びウォーム歯車装置 | |
| JPH02139117A (ja) | Nc歯車研削方法とnc歯車研削盤用ギャップエリミネータ | |
| JP4326745B2 (ja) | 歯車加工方法 | |
| JP2000126930A (ja) | 内歯車形ハードギヤホーニング盤 | |
| JPH08252768A (ja) | ハードギヤホーニングのドレス補正方法 | |
| JP2003011058A (ja) | 研磨装置および研磨方法および光学部品の製造方法 | |
| JPH0957624A (ja) | 内歯車形ハードギヤホーニングのドレス方法 | |
| JP2003025149A (ja) | 歯面仕上加工方法および装置 | |
| JP3412507B2 (ja) | 歯車ホーニング盤 | |
| JP2004141971A (ja) | 小形歯車の加工方法及び加工機械 | |
| JP2540612B2 (ja) | 歯車研削装置の歯合わせ方法 | |
| JP2004025357A (ja) | 鋳ばり研削装置 | |
| JP3493751B2 (ja) | ホブ切と歯車研削の組合わせによる歯形加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20051005 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051012 |
|
| A521 | Written amendment |
Effective date: 20051005 Free format text: JAPANESE INTERMEDIATE CODE: A821 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090317 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090714 |