JP2004141855A - 巻芯への接着剤付与装置 - Google Patents
巻芯への接着剤付与装置 Download PDFInfo
- Publication number
- JP2004141855A JP2004141855A JP2003180907A JP2003180907A JP2004141855A JP 2004141855 A JP2004141855 A JP 2004141855A JP 2003180907 A JP2003180907 A JP 2003180907A JP 2003180907 A JP2003180907 A JP 2003180907A JP 2004141855 A JP2004141855 A JP 2004141855A
- Authority
- JP
- Japan
- Prior art keywords
- core
- adhesive
- winding
- roller
- support member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 77
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 77
- 238000004026 adhesive bonding Methods 0.000 claims abstract description 26
- 230000007246 mechanism Effects 0.000 claims abstract description 17
- 239000007788 liquid Substances 0.000 claims abstract description 6
- 238000004804 winding Methods 0.000 claims description 65
- 239000011248 coating agent Substances 0.000 claims description 16
- 238000000576 coating method Methods 0.000 claims description 16
- 230000002093 peripheral effect Effects 0.000 claims description 15
- 238000005452 bending Methods 0.000 claims description 2
- 239000012530 fluid Substances 0.000 description 10
- 239000003292 glue Substances 0.000 description 7
- 238000001035 drying Methods 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Landscapes
- Replacement Of Web Rolls (AREA)
- Coating Apparatus (AREA)
Abstract
【解決手段】巻芯Cに平行に設けた支持バー4に移動可能に装着した糊付器5と、糊付器5の往復駆動機構とを備える。糊付器5は、一端を巻芯Cへ向けると共に他の一端を、接着剤Gを入れておく容器11内に上方から挿入した鉤形の支持部材12と、支持部材12の一端に取付けた、巻芯Cの外周面上を巻芯長手方向に転動可能な塗布用ローラ13、並びに支持部材12の他の一端に取付けた案内プーリ14、及び支持部材12の曲がり角付近に取付けた一対の中間プーリ15に掛けた無端ベルト16と、塗布用ローラ13を巻芯Cの外周面に適時押し付けるための、支持部材12の進退機構17とを備える。
【選択図】 図4
Description
【発明の属する技術分野】
本発明は、帯状シートの巻取装置に装着した停止中の巻芯の、タッチローラに対向する部分に所要長さだけ帯状シート先端接着用の液状の接着剤を塗布する巻芯への接着剤付与装置に関する。
【0002】
【従来の技術】
帯状シートの巻取装置では、帯状シートを巻芯のまわりに所定量巻取ることにより巻取ロールが完成すると巻取を停止し、この巻取ロールに繋がっている帯状シートを切断した後、巻取ロールを巻取装置から取外し、代わりに新しい巻芯を巻取装置に装着して、巻取装置内に残っている帯状シートの先端部を新しい巻芯に接着してから巻取運転を再開するのが一般的である。
【0003】
従来、帯状シートの先端部を巻芯に接着するための接着剤を巻芯に塗布する、巻芯への接着剤付与装置としては、巻取装置の巻芯チャックへ巻芯を自動供給するための巻芯供給機構内に巻芯の長手方向の2箇所に対応するように、スポンジ状の多孔性材料で作られた刷毛を備えるものがある。この巻芯への接着剤付与装置は、巻芯の長手方向の2箇所に刷毛を押当てて巻芯を回転させることにより、その巻芯の外周面を夫々1周するように接着剤を塗布する。この接着剤を塗布した巻芯は巻芯供給機構により巻取装置に供給して装着する(特開平10−35959号公報)。しかし、刷毛は接着剤が乾いて目詰まりし易く、頻繁に面倒な保守を行う必要がある。また、この接着剤付与装置を用いると帯状シートが巻芯の長手方向の2箇所で接着されるので、巻取開始直後に帯状シートの接着箇所に巻取張力が集中して帯状シートに皺が生じ易く、その巻取ロールが不良品になり易い。
【0004】
そこで、巻取開始直後に帯状シートに皺が生じるのを防ぐと共に、巻取ロールから帯状シートを巻戻したとき帯状シートの接着剤付与部分が無駄になるのを極力少なくするために、接着剤を巻芯に一定の幅でほぼ全長に塗布するのが望ましい。また帯状シートの先端部を巻芯の外周面に接着する作業を自動化するには、接着剤を、巻取装置に装着した巻芯の、タッチローラに対向する部分に塗布するのが望ましい。即ち、巻取装置に装着した巻芯の、タッチローラに対向する部分に接着剤を塗布しておくと、新しい巻芯を巻取開始位置につけたとき新しい巻芯の接着剤の塗布部分が、タッチローラ上に保持されている帯状シートの先端部に押付けられて自動的に接着する。
【0005】
従来、巻芯の長手方向に一定の幅で所要長さ塗布する巻芯への接着剤付与装置としては、糊パンの上部に塗布用ローラを設けた糊付機構を、糊パン駆動機構により巻芯の長手方向に移動させながら、駆動手段により糊パンと共に塗布用ローラを上昇させて塗布用ローラを巻芯の下面に押当てることで、塗布用ローラを回転させ、その塗布用ローラにより糊パンの糊を巻芯の下面に塗布するものが知られている(実用新案登録第2577041号公報)。
【0006】
【発明が解決しようとする課題】
しかし、この巻芯への接着剤付与装置では、次のような問題を生じる。即ち、巻取装置に装着した巻芯の下面にしか接着剤を付与することができないため、巻芯の接着剤塗布部分をタッチローラに向き合わせるには接着剤塗布後に巻芯を回転させなければならず、手間がかかる。また塗布用ローラを糊パンと共に昇降させて巻芯に押付けるので、塗布用ローラの素早い昇降動作を得られず、巻芯長手方向の移動速度を速くすると、巻芯への接着剤の塗布開始位置や塗布停止位置が不正確になり、接着剤の塗布が不確実になり易いので、塗布速度の高速化を図ることができない。
【0007】
そこで、本発明は、帯状シートの巻取装置に装着した停止中の巻芯の、タッチローラに対向する部分に所要長さだけ、帯状シート先端接着用の液状の接着剤を比較的高速で正確に塗布することができる巻芯への接着剤付与装置を提供することを目的としている。
【0008】
【課題を解決するための手段】
本発明は、巻芯に平行に設けた支持バーに移動可能に装着した糊付器と、前記糊付器を前記支持バー沿いに往復駆動することができる往復駆動機構とを備え、前記糊付器を、接着剤を入れておく容器と、一端を巻芯へ向け他の一端を前記容器内に上方から挿入した支持部材と、前記支持部材の一端に取付けた、前記巻芯の外周面上を巻芯長手方向に転動可能な塗布用ローラ、並びに前記支持部材の他の一端に取付けた案内プーリ、及び前記支持部材の曲がり角付近に取付けた一対の中間プーリと、前記案内プーリ並びに前記中間プーリ及び前記塗布用プーリに掛けた無端ベルトと、前記塗布用ローラを巻芯の外周面に適時押付けるための、前記支持部材の進退機構とを備えるものとしたことを特徴とする。
【0009】
【発明の実施の形態】
図1は本発明の一実施例に係る巻芯への接着剤付与装置の全体を説明するための概略平面図、図2は図1に示す巻芯への接着剤付与装置の概略正面図、図3は図1に示す巻芯への接着剤付与装置の概略側面図である。接着剤付与装置1は、帯状シートSの巻取装置2に装着した停止中の巻芯Cのタッチローラ3に対向する部分に所要長さだけ帯状シート先端接着用の液状の接着剤Gを塗布するものであり、巻芯Cに平行に設けた支持バー4に移動可能に装着した糊付器5と、糊付器5を支持バー4沿いに往復駆動することができる往復駆動機構6とを備える。
【0010】
この実施例の場合、帯状シートSは、シート分割巻取装置において広幅の帯状シートを巻戻しながら所要幅に分割したものであり、巻取装置2は、シート分割巻取装置において前後に配設されている巻取装置のうちの片方である。そして巻取装置2は、帯状シートS毎の巻芯Cを各一対の巻取アーム7に同一中心軸線上に並ぶように装着し、その巻芯Cを巻取モータ8により回転駆動することにより、夫々の巻芯Cのまわりに、上流から供給される複数の帯状シートSを一斉に巻取ることができ、巻取運転中にタッチローラ3を、巻芯Cのまわりに巻取られた帯状シートSによって形成される巻取ロールに接触させると共に、巻取ロール半径の増大に応じて巻芯Cとタッチローラ3との間隔を自動的に調節することができるようにしてある。巻取ロールが完成すると、巻取モータ8を停止すると共に巻取装置2への帯状シートSの供給を停止し、帯状シートSを幅方向に切断して巻取アーム7から巻取ロールを取外して新しい巻芯Cを巻取アーム7に装着した後、図3に示すように新しい巻芯Cとタッチローラとを接近させる。
【0011】
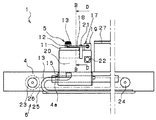
図4は糊付器の平面図、図5は、図3における切断線B−B沿いの断面を矢印Dの方向に見た断面図である。糊付器5は、接着剤Gを入れておく容器11と、一端を巻芯Cへ向け他の一端を容器11内に上方から挿入した鉤形の支持部材12と、支持部材12の一端に取付けた、巻芯Cの外周面上を巻芯長手方向に転動可能な塗布用ローラ13、並びに支持部材12の他の一端に取付けた案内プーリ14、及び支持部材12の曲がり角付近に背中合わせに取付けた一対の中間プーリ15と、案内プーリ14並びに中間プーリ15及び塗布用プーリ13に掛けた一つの無端ベルト16と、塗布用ローラ13を巻芯Cの外周面に適時押付けるための、支持部材12の進退機構17を備える。
【0012】
進退機構17は、支持部材12を巻芯Cへ向けて進退可能に保持する可動腕18と、可動腕18を駆動するための流体圧シリンダ装置19とからなる。可動腕18は、糊付器5の基台20に固設した軸体21にそれを中心に揺動可能に装着し、流体圧シリンダ装置19のシリンダ19bは、基台20にブラケット19cを介して固着し、支持部材12は可動腕18の一端に固着し、流体圧シリンダ装置19のピストンロッド19aは、可動腕18の他の一端に公知の連結器19dにより連結してある。
【0013】
糊付器5が支持バー4沿いに移動中に流体圧シリンダ装置19のピストンロッド19aを進退作動させるために、可撓性のダクト22a内に収容したホース(図示せず)から圧力流体を受ける電磁切換え弁22を基台20に取付け、この電磁切換え弁22と流体圧シリンダ装置12とを管路(図示せず)で接続し、ダクト22a内に収容した電線(図示せず)を通じて電気信号を電磁切換え弁22に送ることにより切換え操作可能にしてある。
【0014】
流体圧シリンダ装置19のピストンロッド19aを後退させると、可動腕18は軸体21を中心に図4の矢印A2で示す方向に旋回し、塗布用ローラ13を図4に実線で示すように巻芯Cに押付ける。また、流体圧シリンダ装置19をピストンロッド19aを進出させると、可動腕18は図4の矢印A2が示す方向と逆の方向に旋回し、塗布用ローラ13を図4に鎖線で示すように巻芯Cから後退させる。
【0015】
塗布用ローラ13は、巻芯Cの外周面に所定の幅で接着剤Gを塗布できるように、接着剤Gを塗布幅に応じた幅の外周面つまりローラ面を有している。また、ここでは、塗布用ローラ13のローラ面には巻芯Cとの摩擦力を高めるためにゴムのリング12aが取付けてある。なお、ゴムリング12aを取付けず、無端ベルト16を例えばゴムのような摩擦係数の高い材料で作り、この無端ベルト16を、塗布用ローラ13上で巻芯Cに直接接触させるようにしてもよい。
【0016】
図2に示すように、往復駆動機構6は、支持バー4の両端付近に設けたプーリ23及びプーリ24と、プーリ23とプーリ24とに平行掛けすると共に両端を糊付器5の基台20に連結したベルト25と、片方のプーリ23を正逆両方向に選択的に回転駆動することができるモータ26とからなる。基台20は支持バー4に設けた案内部材4aに移動可能に装着してあり、モータ26は、接着剤付与時に起動してプーリ23を図3における時計方向に回転駆動し、糊付器5が支持バー4のプーリ23側の待機位置からプーリ24側の移動限まで移動すると、プーリ23を反時計方向に回転駆動し、糊付器5を再び待機位置に復帰すると停止する。
【0017】
容器11は基台20に取付けてあり、接着剤Gとして例えば酢酸ビニル系の糊、澱粉糊、或いは他の適当な粘稠液を溜めておくことができる。容器11が巻芯Cへ向かって移動する支持部材12に干渉しないようにするために、容器11の上端部は開放し、容器11に挿入した支持部材12の下部と容器11の壁面との間隔は充分開けてある。
【0018】
この巻芯への接着剤付与装置1では、比較的乾燥し易い接着剤を使用する場合に、巻取開始から巻取ロールが完成するまでの間や帯状シートの分割巻取装置が休止している間等に、塗布用ローラ13上の接着剤Gが乾いて最初の巻芯Cへの塗布が不確実になるのを防ぐために、図6に示すように移動中の塗布用ローラ13が係合できるように糊付器5の待機位置付近の走行経路沿いに配設した所定長さの係合体27を備える。この係合体27は、その基部27aを支持バー4に固着してあり、糊付器5の走行に支障のないように形成してある。
【0019】
また、無端ベルト16の循環により塗布用ローラ13に供給される接着剤Gの量を調節するために、無端ベルト16に付着した不要な接着剤Gを掻き落とすためのスクレーパ28が支持部材12に取付けてある。
【0020】
また、糊付器5を、塗布ローラ12のローラ面が巻芯Cの外周面の接着剤Gの塗布部分に接近する図3に示す接着剤塗布位置から、その下方にある、巻取運転中の帯状シートの巻取ロールに干渉しない退避位置に退避できるようにするために、支持バー4を昇降可能に設けてある。
【0021】
以上のように構成した巻芯への接着剤付与装置1により、巻芯Cの、タッチローラ3に対向する部分に所要長さだけ接着剤Gを塗布するには、糊付器5を、図3に示すように、支持バー4を接着剤付与位置に配置し、塗布用ロ−ラ12を図4に鎖線で示す位置に後退させた状態で、図4に矢印A1で示す方向に糊付器5を往復駆動機構6により支持バー4沿いに走行させる。そして塗布用ローラ13が巻芯Cへの接着剤塗布開始位置に来ると、流体圧シリンダ装置19を作動させて塗布用ローラ13を図4に示すように巻芯Cへ押付ける。そうすると、塗布用ローラ13に掛けた無端ベルト16又は塗布用ローラ13と巻芯Cとの摩擦力により塗布用ローラ13が巻芯Cの外周面上を矢印A3で示す方向に回転しながら矢印A1の方向に移動し、塗布用ローラ13の外周面に付着している接着剤Gが巻芯Cの外周面に付着すると共に無端ベルト16が循環し、無端ベルト16により適量の接着剤Gが容器11内から塗布用ローラ13の外周面に連続的に供給される。
【0022】
その後、塗布用ローラ13が巻芯Cへの接着剤塗布停止位置に来ると、流体圧シリンダ装置19をピストンロッド19aが進出する方向に作動させることにより可動腕18を揺動させて塗布用ローラ13を図4に鎖線で示す位置に後退させる。
【0023】
この実施例の接着剤付与装置1の場合、係合体27を備えているので、乾き易い接着剤Gを用いるときは、糊付器5が走行を開始した直後に、流体圧シリンダ装置19により可動腕18を駆動して塗布用ローラ13を係合体27に押付ける。そうすると、巻芯Cに押付ける場合と同様に塗布用ローラ13が係合体27の係合面上を回転しながら移動すると共に無端ベルト16が循環し、糊付器5が巻芯Cに向き合う位置に到達するまでに、無端ベルト16により容器11内の新しい接着剤Gが塗布用ローラ13の外周面に供給される。なお、進退機構17による塗布用ローラ13の進出を不要にするために、係合体27を、後退位置にある塗布用ローラ13に係合するように配置してもよい。
【0024】
本発明の巻芯への接着剤付与装置は、図1に示すように複数の帯状シートを、各一対の巻取アームで支持した夫々の巻芯のまわりに同時に巻取る巻取装置に限らず、1本の共通の巻軸に貫通された夫々の巻芯に巻取る巻取装置や、1本の巻芯に一つの帯状シートを巻取る巻取装置に適用してもよい。また支持バー4を図3に示す位置より下方に配置すると共に、糊付器5を図3に示す高さに配置することで、支持バー4の昇降を不要にしてもよい。
【0025】
【発明の効果】
本発明によれば、タッチローラが巻芯の横に配置されていても、支持部材に夫々取付けた塗布用ローラ並びに一対の中間ローラ及び案内ローラに掛けた無端ベルトにより、容器内の接着剤を塗布用ローラへ補給することができので、この塗布用ローラにより巻芯の、タッチローラに対向する部分に接着剤を確実に塗布することができる。また塗布用ローラを巻芯に押付けるとき、接着剤の入った容器を塗布用ローラと共に巻芯への押付け方向に移動する必要がないので、塗布用ローラを短時間で軽快に進退させることができ、糊付器の移動速度が大きくなっても正確に巻芯に接着剤を塗布することができる。したがって、帯状シートの巻取装置に装着した巻芯の、タッチローラに対向する部分に、正確かつ確実に短時間で接着剤を塗布することができる巻芯への接着剤付与装置を得ることができる。
【0026】
また、塗布用ローラが係合できるように糊付器の待機位置付近の走行経路沿いに配設した係合体を備えることにより、例えば接着剤が巻取運転中に待機している塗布用ローラ上で乾燥するような比較的乾燥し易いものであっても、その接着剤を巻芯に最初から正確かつ確実に塗布することができる。
【図面の簡単な説明】
【図1】本発明による巻芯への接着剤付与装置の概略平面である。
【図2】図1に示す接着剤付与装置の概略正面図である。
【図3】図2に示す接着剤付与装置の概略側面図である。
【図4】糊付器の平面図である。
【図5】図2における切断線B−B沿いの断面を矢印Dの方向に見た断面図である。
【図6】糊付器及び係合体の側面図である。
【符号の説明】
C 巻芯
S 帯状シート
G 接着剤
1 巻芯への接着剤付与装置
2 巻取装置
3 タッチローラ
4 支持バー
5 糊付器
6 往復駆動機構
7 巻取アーム
8 巻取モータ
11 容器
12 支持部材
13 塗布用ローラ
14 案内プーリ
15 中間プーリ
16 無端ベルト
17 進退機構
18 可動腕
19 流体圧シリンダ装置
20 基台
21 軸体
22 切換え弁
23 プーリ
24 プーリ
25 ベルト
26 モータ
27 係合体
Claims (2)
- 帯状シートの巻取装置に装着した停止中の巻芯の、タッチローラに対向する部分に所要長さだけ帯状シート先端接着用の液状の接着剤を塗布する巻芯への接着剤付与装置であって、前記巻芯に平行に設けた支持バーに移動可能に装着した糊付器と、前記糊付器を前記支持バー沿いに往復駆動することができる往復駆動機構とを備えることと、前記糊付器を、接着剤を入れておく容器と、一端を巻芯へ向け他の一端を前記容器内に上方から挿入した支持部材と、前記支持部材の一端に取付けた、前記巻芯の外周面上を巻芯長手方向に転動可能な塗布用ローラ、並びに前記支持部材の他の一端に取付けた案内プーリ、及び前記支持部材の曲がり角付近に取付けた一対の中間プーリと、前記案内プーリ並びに前記中間プーリ及び前記塗布用プーリに掛けた無端ベルトと、前記塗布用ローラを巻芯の外周面に適時押付けるための、前記支持部材の進退機構とを備えるものとしたことを特徴とする巻芯への接着剤付与装置。
- 前記塗布用ローラが係合できるように前記糊付器の待機位置付近の走行経路沿いに配設した係合体を備えることを特徴とする請求項1に記載の巻芯への接着剤付与装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003180907A JP4264881B2 (ja) | 2002-08-26 | 2003-06-25 | 巻芯への接着剤付与装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002245642 | 2002-08-26 | ||
| JP2003180907A JP4264881B2 (ja) | 2002-08-26 | 2003-06-25 | 巻芯への接着剤付与装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004141855A true JP2004141855A (ja) | 2004-05-20 |
| JP4264881B2 JP4264881B2 (ja) | 2009-05-20 |
Family
ID=32472659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003180907A Expired - Fee Related JP4264881B2 (ja) | 2002-08-26 | 2003-06-25 | 巻芯への接着剤付与装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4264881B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7730013B2 (en) | 2005-10-25 | 2010-06-01 | International Business Machines Corporation | System and method for searching dates efficiently in a collection of web documents |
| KR101223585B1 (ko) | 2010-09-03 | 2013-01-17 | 황인국 | 소재 코팅장치 |
-
2003
- 2003-06-25 JP JP2003180907A patent/JP4264881B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7730013B2 (en) | 2005-10-25 | 2010-06-01 | International Business Machines Corporation | System and method for searching dates efficiently in a collection of web documents |
| KR101223585B1 (ko) | 2010-09-03 | 2013-01-17 | 황인국 | 소재 코팅장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4264881B2 (ja) | 2009-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7100657B2 (en) | Sheet slitter-winder | |
| FI93437B (fi) | Laite ja menetelmä paperirainan katkaisemiseksi ja kelaamiseksi | |
| JPS6353099B2 (ja) | ||
| CN110304481B (zh) | 自动贴胶装置 | |
| RU2380306C2 (ru) | Устройство и способ смены рулонов в разматывателе | |
| JP4264881B2 (ja) | 巻芯への接着剤付与装置 | |
| JPH04129962A (ja) | 巻取機における巻芯管への粘着テープ貼り付け方法及びその装置 | |
| JPH08141488A (ja) | 塗布装置用洗浄装置 | |
| US20070227672A1 (en) | Apparatus for preparing roll of paper | |
| JP2004106954A (ja) | 粘着テープ引出し・切断・貼付方法ならびに装置 | |
| JP4096770B2 (ja) | シート分割巻取装置 | |
| CN117160765A (zh) | 铝板材覆膜涂胶辊 | |
| EP1916212A2 (en) | Product driven in- line glue dot applicator and method for using same | |
| JP2004142938A (ja) | 巻芯への接着剤付与装置並びに帯状シート先端部への接着剤付与装置及びシート分割巻取装置 | |
| CN117002176B (zh) | 一种陶瓷贴花方法 | |
| CN116922555B (zh) | 一种陶瓷自动贴花装置 | |
| US20080099132A1 (en) | Product driven in-line glue dot applicator and method for using same | |
| CN214527270U (zh) | 背胶装置 | |
| JP3280260B2 (ja) | タブ貼着装置 | |
| JPH0512264B2 (ja) | ||
| JP2975913B2 (ja) | ウェブロールの端末処理方法 | |
| JPH0995322A (ja) | ラベル貼付装置 | |
| JPH0717532A (ja) | ラベル自動貼着装置 | |
| JPH08169602A (ja) | ウェブロールの端末処理装置 | |
| JPH07285516A (ja) | ロール胴巻包装装置及び胴巻方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060602 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090123 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4264881 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |