JP2004142916A - ボビンおよびヤーンパッケージ - Google Patents
ボビンおよびヤーンパッケージ Download PDFInfo
- Publication number
- JP2004142916A JP2004142916A JP2002311842A JP2002311842A JP2004142916A JP 2004142916 A JP2004142916 A JP 2004142916A JP 2002311842 A JP2002311842 A JP 2002311842A JP 2002311842 A JP2002311842 A JP 2002311842A JP 2004142916 A JP2004142916 A JP 2004142916A
- Authority
- JP
- Japan
- Prior art keywords
- bobbin
- yarn
- winding
- cylindrical
- yarn package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
【課題】ヤーンパッケージからヤーンを解舒するときに、ヤーンがボビンの掴み部に接触することなく、また、最内層部分のヤーンを解舒する際にも、ヤーンの巻き層ずれが発生することがないボビン、および該ボビンを用いたヤーンパッケージを提供すること。
【解決手段】下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンであって、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴とするボビン、および該ボビンを用いたヤーンパッケージ。
【選択図】 図1
【解決手段】下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンであって、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴とするボビン、および該ボビンを用いたヤーンパッケージ。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、ボビンに関し、さらに詳しくはボビンにガラスヤーンを巻いたヤーンパッケージからガラスヤーンを解舒してガラスクロスなどを製造するに際し、ガラスヤーンの糸切れや毛羽立ちが低減されるボビンおよび該ボビンを用いたヤーンパッケージに関する。
【0002】
【従来の技術】
従来、ガラスヤーンは、繊維径数ミクロンのガラスフィラメントを集束したガラスストランドからなるガラスの糸であり、電気絶縁性、寸法安定性、耐熱性、耐薬品性、引張強度などに優れ、クロス、テープ、スリーブ、ゴム補強用コードなどの原糸に使用されている。
【0003】
以上の如きガラスヤーンは次の如く作製されている。すなわち、ブッシングにおいて溶融されたガラスをブッシング底部に設けられた多数のオリフィスを通して流出させて延伸し、多数のガラスフィラメントを形成し、該多数のガラスフィラメントに集束液を塗布した後、複数個の集束器により集束し、複数本のガラスストランドに形成し、該複数本のストランドを、巻き取り装置を構成している綾振り装置によって綾をかけつつ、巻き取り装置のコレットに装着された巻き取りチューブにそれぞれ巻き取ってケーキを形成する。
【0004】
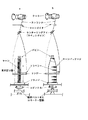
続いて、図2に示すようにケーキを撚糸機にセットし、ストランドを引き出して、初めに該ストランドの先端をボビンの巻き取り部の下端に固定して複数回巻き、該ボビンをスピンドルにセットし、撚糸前の準備状態とする。この状態により撚糸を開始し、ストランドに撚りをかけてガラスヤーンとしてボビンに巻き取り、ヤーンパッケージを得る。図2aは巻き始めの状態を、図2bは巻き終りの状態を示している。
【0005】
【発明が解決しようとする課題】
以上の如くして得られたヤーンパッケージから、ガラスヤーン(以下、単に「ヤーン」という)を解舒して使用しガラスクロスなどの製品が製造される。特にガラスクロスの製織に際しては、多数本のヤーンパッケージからヤーンを解舒して引き揃えつつ整経ビームに巻き取って経糸とし、その後に緯糸を経糸に直行するようにエアジェット織機を用いて打ち込んでガラスクロスを製織している。この際、ボビンからヤーンが上方へ連続して高速で解舒されて用いられるので、解舒の状態は図3に示す如くヤーンがバルーンを形成する。
【0006】
従来使用されているボビンの形状は図4に示す如く、掴み部と巻き取り部とフランジとが一体成形され、図2に示す如く巻き取り部にヤーンが高速で巻き取られてヤーンパッケージとなる。該ヤーンパッケージからヤーンを解舒する際、ボビンの肩の部分が大きくなっていないために、ヤーンによって形成されるバルーンが小さく、掴み部に接触して擦られ、フィラメント切れや毛羽が発生するなどの問題がある。また、解舒の終盤、すなわち、ヤーンパッケージの最内層部分のヤーンを解舒する際には、ヤーンの巻き層の直径が小さくなることで、形成されるバルーンがさらに小さくなり、掴み部に接触してヤーンが擦られたり、巻き取り部においてもヤーン同士が擦られたりして、フィラメント切れや毛羽が発生するなどの問題がある。これら上記問題が生じたヤーンパッケージを用いてガラスクロスを製織した場合、フィラメント切れや毛羽が発生した部分がガラスクロスの欠点となる。
【0007】
また、ヤーンパッケージに外部から衝撃などが加わった時のヤーンパッケージ全体の巻きずれを防止する目的で、図4の拡大図に示すように、ボビンの巻き取り部の表面には鈍角な三角錐状凸部が形成されており、該凸部によりヤーンパッケージ全体のずれが抑制される(引っ掛かって抑えられる)ことにより目的を達成している。該ボビンを用いたヤーンパッケージからヤーンを解舒する際に、初期には巻き層のずれは発生しない。しかし、解舒の終盤、すなわち、ヤーンパッケージの最内層部分のヤーンを解舒する際には、ボビン巻き取り部の表面近傍のヤーンが該三角錐状凸部斜面を滑り落ち、巻き層のずれが発生する場合がある。巻き層のずれが発生すると、ヤーンが重なって解舒ができず、ヤーンが切れるなどの問題が発生する。特に緯糸での使用時に発生すると、織機の停止やヤーンパッケージに尾端を形成する意味が無くなるなどの作業性の低下を招いたり、ヤーンが重なって引っ掛かって切れるため、架台からボビンが外れて飛び、織機を損ねる場合があるなどの重大な問題を生じる畏れがある。
【0008】
従って、本発明の目的は、上記問題点を解消して、解舒時にヤーンが掴み部に接触せず、フィラメント切れや毛羽の発生を抑制するボビンを提供することである。また、本発明の別の目的は、ヤーンパッケージの最内層部分のヤーンを解舒する際にも、ヤーンの巻き層ずれが発生しない表面形状を有するボビンを提供することである。また、本発明の別の目的は、上記に記載の構成を有するボビンを用いたヤーンパッケージを提供することである。
【0009】
【課題を解決するための手段】
上記目的は以下の本発明によって達成される。すなわち、本発明は、下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンであって、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴とするボビン、および該ボビンを用いたヤーンパッケージを提供する。
【0010】
【発明の実施の形態】
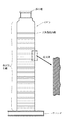
次に図面に示す好ましい実施の形態に基づいて本発明をさらに詳しく説明する。本発明のボビンを、図1を参照して説明する。本発明のボビンは、図1に示すように、下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンにおいて、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴としている。
【0011】
本発明のボビンは、図4に示す従来のボビンと同様にABS樹脂などの樹脂を射出成形することによって得られる。また、本発明のボビンは従来のボビンと全体的形状も大略同様であるが、第一の特徴は、円筒状巻き取り部の頂部付近の外周の直径(b)が、下方の円筒状の巻き取り部の直径(a)よりも大なる直径を有して凸曲面状の肩部を有していることである。この凸曲面状の肩部は、円筒状巻き取り部の全長(c)が約320〜340mmである場合、円筒状巻き取り部の上端(f点)から約20〜40mm下方のd点に連続的に外径が減少し、かつ、f点から上方に約3〜15mmの部分はボビンの中心に向けて急激に絞られて掴み部の下端に連結している。上記において(b−a)は約2〜6mmであり、最大曲面部の曲率半径(R)は約5〜20mmである。なお、上述の寸法は一例であり、ヤーンの巻き量によってボビンの全長が異なる場合には、上記の寸法は適宜最適な値をとる。
【0012】
以上のように巻き取り部の外側上端の肩部を前記凸曲面状に成形することによって、ヤーンパッケージからのヤーンの解舒時にボビンの最外層から最内層までにおいて、解舒によって生じるバルーンは極端に小さくならずに安定した形状となり、解舒されているヤーンと巻き取り部に巻かれているヤーンとの擦れも少なくなり、また、掴み部の端部にも接触しなくなるため、解舒されたヤーンのフィラメント切れや毛羽の発生が抑えられる。
【0013】
本発明の第二の特徴は、前記円筒状巻き取り部の表面に台形状の凸部が形成されていることである。すなわち、図1の拡大図に示すように、円筒状巻き取り部の表面に台形状の凸部が円筒の全周に、かつ上下方向に多数形成されている。この台形状凸部は高さ(g)が約0.05〜0.2mmであり、上辺の幅(h)が約3〜4mmであり、下辺の幅(i)が約5〜6mmであり、かかる台形凸部の中心線間隔(j)は約10〜20mmであることが好ましい。このような台形凸部を巻き取り部表面の全体に、巻き取り部の長さ方向に直行して多数設けることによって、ヤーンの最終段階(最内層)の解舒に際して、巻かれている薄いヤーン層が滑ることが防止され、ヤーンが重なって糸切れが発生するという重大な問題が解決され、ガラスクロス製織時の作業性を顕著に向上させることができる。なお、上記の台形状の凸部は円筒状巻き取り部の全周にわたって連続していることは必須ではなく、不連続であってもよい。
本発明のボビンの特徴は以上の通りであり、その他の構成は従来公知のボビンと同様でよい。
【0014】
また、本発明のヤーンパッケージは、上記本発明のボビンを用いていることを特徴としている。かかるヤーンパッケージは、例えば、図2に示す従来技術で説明の通り、常法に従ってケーキを形成する。このケーキの表面に巻かれているストランドを、必要に応じてエアノズルなどを用いて除去する。続いて、図2に示すようにケーキを撚糸機にセットし、ストランドを引き出して、初めに該ストランドの先端を前記本発明のボビンの巻き取り部の下端に固定して複数回巻き、該ボビンをスピンドルにセットし、撚糸前の準備状態とする。この状態により撚糸を開始し、ストランドに撚りをかけてヤーンとしてボビンの巻き取り部の表面に所定量のヤーンを巻き取って本発明のヤーンパッケージが得られる。図2aは巻き始めの状態を、図2bは巻き終りの状態を示している。
【0015】
【実施例】
次に実施例および比較例を挙げて本発明をさらに具体的に説明する。
<実施例および比較例>
JIS R 3413に規定するECD450のガラスヤーンを製造する撚糸機において、ストランドに撚りをかけながら、図1に示す本発明のボビンの巻き取り部にヤーンを巻き取り、実施例のヤーンパッケージを得た。同様にして図4に示す従来のボビンを用いて比較例のヤーンパッケージを得た。なお、本発明のボビンの図1に示す各寸法は下記の通りである。
a=69mm、b=66mm、c=328mm、e=33mm、f点=掴み部の下端から8mm、g=0.1mm、h=3.3mm、i=5.6mm、j=16mm、R=6mm
【0016】
<使用例>
上記2種のヤーンパッケージを、経糸としてそれぞれ600本セットし、ヤーンを解舒して引き揃えつつ別々の整経ビームに巻き取った。これら2種の整経ビームについて毛羽検知機を用いて、巻き取りの際の整経ビーム1本当たり(巻き始めから巻き終わりまで)の毛羽数を測定した。また、それぞれのヤーンパッケージを147本ずつ緯糸として用いて、エアジェット織機にてガラスクロスを製織し、その際にヤーンパッケージの最内層でヤーンが引っ掛かってヤーンが引き出せなかったボビンの本数をカウントした。それらの結果を表1に示す。
【0017】
 【0018】
【0018】
本発明のボビンを用いて得られた実施例のヤーンパッケージは、経糸および緯糸用の何れとしても良好に使用できる評価結果であった。従来のボビンを用いて得られた比較例のヤーンパッケージは、整経時の毛羽が多く、緯糸での使用時には引っ掛かり本数が非常に多い評価結果であった。
【0019】
【発明の効果】
以上の如き本発明によれば、ヤーンパッケージの最外層から最内層までの全段階にわたってガラスヤーンの解舒において、バルーンの直径が小さくならずに安定し、解舒時にガラスヤーン同士の擦れも少なくなり、また掴み部に接触しないボビンを提供することができる。また、前記のガラスヤーンの解舒において、ヤーンパッケージの最内層に巻かれたヤーンがボビン巻き取り部の表面で滑って巻き層のずれが発生することがなく、毛羽や糸切れが発生しにくい、ボビンおよびヤーンパッケージを提供することができる。
【図面の簡単な説明】
【図1】本発明のボビンの構造を説明する図。
【図2】ヤーンパッケージの製造を説明する図。
【図3】ヤーンパッケージの解舒を説明する図。
【図4】従来のボビンの構造を説明する図。
【発明の属する技術分野】
本発明は、ボビンに関し、さらに詳しくはボビンにガラスヤーンを巻いたヤーンパッケージからガラスヤーンを解舒してガラスクロスなどを製造するに際し、ガラスヤーンの糸切れや毛羽立ちが低減されるボビンおよび該ボビンを用いたヤーンパッケージに関する。
【0002】
【従来の技術】
従来、ガラスヤーンは、繊維径数ミクロンのガラスフィラメントを集束したガラスストランドからなるガラスの糸であり、電気絶縁性、寸法安定性、耐熱性、耐薬品性、引張強度などに優れ、クロス、テープ、スリーブ、ゴム補強用コードなどの原糸に使用されている。
【0003】
以上の如きガラスヤーンは次の如く作製されている。すなわち、ブッシングにおいて溶融されたガラスをブッシング底部に設けられた多数のオリフィスを通して流出させて延伸し、多数のガラスフィラメントを形成し、該多数のガラスフィラメントに集束液を塗布した後、複数個の集束器により集束し、複数本のガラスストランドに形成し、該複数本のストランドを、巻き取り装置を構成している綾振り装置によって綾をかけつつ、巻き取り装置のコレットに装着された巻き取りチューブにそれぞれ巻き取ってケーキを形成する。
【0004】
続いて、図2に示すようにケーキを撚糸機にセットし、ストランドを引き出して、初めに該ストランドの先端をボビンの巻き取り部の下端に固定して複数回巻き、該ボビンをスピンドルにセットし、撚糸前の準備状態とする。この状態により撚糸を開始し、ストランドに撚りをかけてガラスヤーンとしてボビンに巻き取り、ヤーンパッケージを得る。図2aは巻き始めの状態を、図2bは巻き終りの状態を示している。
【0005】
【発明が解決しようとする課題】
以上の如くして得られたヤーンパッケージから、ガラスヤーン(以下、単に「ヤーン」という)を解舒して使用しガラスクロスなどの製品が製造される。特にガラスクロスの製織に際しては、多数本のヤーンパッケージからヤーンを解舒して引き揃えつつ整経ビームに巻き取って経糸とし、その後に緯糸を経糸に直行するようにエアジェット織機を用いて打ち込んでガラスクロスを製織している。この際、ボビンからヤーンが上方へ連続して高速で解舒されて用いられるので、解舒の状態は図3に示す如くヤーンがバルーンを形成する。
【0006】
従来使用されているボビンの形状は図4に示す如く、掴み部と巻き取り部とフランジとが一体成形され、図2に示す如く巻き取り部にヤーンが高速で巻き取られてヤーンパッケージとなる。該ヤーンパッケージからヤーンを解舒する際、ボビンの肩の部分が大きくなっていないために、ヤーンによって形成されるバルーンが小さく、掴み部に接触して擦られ、フィラメント切れや毛羽が発生するなどの問題がある。また、解舒の終盤、すなわち、ヤーンパッケージの最内層部分のヤーンを解舒する際には、ヤーンの巻き層の直径が小さくなることで、形成されるバルーンがさらに小さくなり、掴み部に接触してヤーンが擦られたり、巻き取り部においてもヤーン同士が擦られたりして、フィラメント切れや毛羽が発生するなどの問題がある。これら上記問題が生じたヤーンパッケージを用いてガラスクロスを製織した場合、フィラメント切れや毛羽が発生した部分がガラスクロスの欠点となる。
【0007】
また、ヤーンパッケージに外部から衝撃などが加わった時のヤーンパッケージ全体の巻きずれを防止する目的で、図4の拡大図に示すように、ボビンの巻き取り部の表面には鈍角な三角錐状凸部が形成されており、該凸部によりヤーンパッケージ全体のずれが抑制される(引っ掛かって抑えられる)ことにより目的を達成している。該ボビンを用いたヤーンパッケージからヤーンを解舒する際に、初期には巻き層のずれは発生しない。しかし、解舒の終盤、すなわち、ヤーンパッケージの最内層部分のヤーンを解舒する際には、ボビン巻き取り部の表面近傍のヤーンが該三角錐状凸部斜面を滑り落ち、巻き層のずれが発生する場合がある。巻き層のずれが発生すると、ヤーンが重なって解舒ができず、ヤーンが切れるなどの問題が発生する。特に緯糸での使用時に発生すると、織機の停止やヤーンパッケージに尾端を形成する意味が無くなるなどの作業性の低下を招いたり、ヤーンが重なって引っ掛かって切れるため、架台からボビンが外れて飛び、織機を損ねる場合があるなどの重大な問題を生じる畏れがある。
【0008】
従って、本発明の目的は、上記問題点を解消して、解舒時にヤーンが掴み部に接触せず、フィラメント切れや毛羽の発生を抑制するボビンを提供することである。また、本発明の別の目的は、ヤーンパッケージの最内層部分のヤーンを解舒する際にも、ヤーンの巻き層ずれが発生しない表面形状を有するボビンを提供することである。また、本発明の別の目的は、上記に記載の構成を有するボビンを用いたヤーンパッケージを提供することである。
【0009】
【課題を解決するための手段】
上記目的は以下の本発明によって達成される。すなわち、本発明は、下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンであって、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴とするボビン、および該ボビンを用いたヤーンパッケージを提供する。
【0010】
【発明の実施の形態】
次に図面に示す好ましい実施の形態に基づいて本発明をさらに詳しく説明する。本発明のボビンを、図1を参照して説明する。本発明のボビンは、図1に示すように、下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンにおいて、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴としている。
【0011】
本発明のボビンは、図4に示す従来のボビンと同様にABS樹脂などの樹脂を射出成形することによって得られる。また、本発明のボビンは従来のボビンと全体的形状も大略同様であるが、第一の特徴は、円筒状巻き取り部の頂部付近の外周の直径(b)が、下方の円筒状の巻き取り部の直径(a)よりも大なる直径を有して凸曲面状の肩部を有していることである。この凸曲面状の肩部は、円筒状巻き取り部の全長(c)が約320〜340mmである場合、円筒状巻き取り部の上端(f点)から約20〜40mm下方のd点に連続的に外径が減少し、かつ、f点から上方に約3〜15mmの部分はボビンの中心に向けて急激に絞られて掴み部の下端に連結している。上記において(b−a)は約2〜6mmであり、最大曲面部の曲率半径(R)は約5〜20mmである。なお、上述の寸法は一例であり、ヤーンの巻き量によってボビンの全長が異なる場合には、上記の寸法は適宜最適な値をとる。
【0012】
以上のように巻き取り部の外側上端の肩部を前記凸曲面状に成形することによって、ヤーンパッケージからのヤーンの解舒時にボビンの最外層から最内層までにおいて、解舒によって生じるバルーンは極端に小さくならずに安定した形状となり、解舒されているヤーンと巻き取り部に巻かれているヤーンとの擦れも少なくなり、また、掴み部の端部にも接触しなくなるため、解舒されたヤーンのフィラメント切れや毛羽の発生が抑えられる。
【0013】
本発明の第二の特徴は、前記円筒状巻き取り部の表面に台形状の凸部が形成されていることである。すなわち、図1の拡大図に示すように、円筒状巻き取り部の表面に台形状の凸部が円筒の全周に、かつ上下方向に多数形成されている。この台形状凸部は高さ(g)が約0.05〜0.2mmであり、上辺の幅(h)が約3〜4mmであり、下辺の幅(i)が約5〜6mmであり、かかる台形凸部の中心線間隔(j)は約10〜20mmであることが好ましい。このような台形凸部を巻き取り部表面の全体に、巻き取り部の長さ方向に直行して多数設けることによって、ヤーンの最終段階(最内層)の解舒に際して、巻かれている薄いヤーン層が滑ることが防止され、ヤーンが重なって糸切れが発生するという重大な問題が解決され、ガラスクロス製織時の作業性を顕著に向上させることができる。なお、上記の台形状の凸部は円筒状巻き取り部の全周にわたって連続していることは必須ではなく、不連続であってもよい。
本発明のボビンの特徴は以上の通りであり、その他の構成は従来公知のボビンと同様でよい。
【0014】
また、本発明のヤーンパッケージは、上記本発明のボビンを用いていることを特徴としている。かかるヤーンパッケージは、例えば、図2に示す従来技術で説明の通り、常法に従ってケーキを形成する。このケーキの表面に巻かれているストランドを、必要に応じてエアノズルなどを用いて除去する。続いて、図2に示すようにケーキを撚糸機にセットし、ストランドを引き出して、初めに該ストランドの先端を前記本発明のボビンの巻き取り部の下端に固定して複数回巻き、該ボビンをスピンドルにセットし、撚糸前の準備状態とする。この状態により撚糸を開始し、ストランドに撚りをかけてヤーンとしてボビンの巻き取り部の表面に所定量のヤーンを巻き取って本発明のヤーンパッケージが得られる。図2aは巻き始めの状態を、図2bは巻き終りの状態を示している。
【0015】
【実施例】
次に実施例および比較例を挙げて本発明をさらに具体的に説明する。
<実施例および比較例>
JIS R 3413に規定するECD450のガラスヤーンを製造する撚糸機において、ストランドに撚りをかけながら、図1に示す本発明のボビンの巻き取り部にヤーンを巻き取り、実施例のヤーンパッケージを得た。同様にして図4に示す従来のボビンを用いて比較例のヤーンパッケージを得た。なお、本発明のボビンの図1に示す各寸法は下記の通りである。
a=69mm、b=66mm、c=328mm、e=33mm、f点=掴み部の下端から8mm、g=0.1mm、h=3.3mm、i=5.6mm、j=16mm、R=6mm
【0016】
<使用例>
上記2種のヤーンパッケージを、経糸としてそれぞれ600本セットし、ヤーンを解舒して引き揃えつつ別々の整経ビームに巻き取った。これら2種の整経ビームについて毛羽検知機を用いて、巻き取りの際の整経ビーム1本当たり(巻き始めから巻き終わりまで)の毛羽数を測定した。また、それぞれのヤーンパッケージを147本ずつ緯糸として用いて、エアジェット織機にてガラスクロスを製織し、その際にヤーンパッケージの最内層でヤーンが引っ掛かってヤーンが引き出せなかったボビンの本数をカウントした。それらの結果を表1に示す。
【0017】
本発明のボビンを用いて得られた実施例のヤーンパッケージは、経糸および緯糸用の何れとしても良好に使用できる評価結果であった。従来のボビンを用いて得られた比較例のヤーンパッケージは、整経時の毛羽が多く、緯糸での使用時には引っ掛かり本数が非常に多い評価結果であった。
【0019】
【発明の効果】
以上の如き本発明によれば、ヤーンパッケージの最外層から最内層までの全段階にわたってガラスヤーンの解舒において、バルーンの直径が小さくならずに安定し、解舒時にガラスヤーン同士の擦れも少なくなり、また掴み部に接触しないボビンを提供することができる。また、前記のガラスヤーンの解舒において、ヤーンパッケージの最内層に巻かれたヤーンがボビン巻き取り部の表面で滑って巻き層のずれが発生することがなく、毛羽や糸切れが発生しにくい、ボビンおよびヤーンパッケージを提供することができる。
【図面の簡単な説明】
【図1】本発明のボビンの構造を説明する図。
【図2】ヤーンパッケージの製造を説明する図。
【図3】ヤーンパッケージの解舒を説明する図。
【図4】従来のボビンの構造を説明する図。
Claims (2)
- 下部にフランジを有し、上部に掴み部を有し、かつ該フランジと掴み部との間に一体的に立設された中空の円筒状巻き取り部を有するボビンであって、上記円筒状巻き取り部の頂部周囲が、該頂部以下の円筒状巻き取り部の直径よりも大なる直径を有して凸曲面状肩部を有し、かつ円筒状巻き取り部の表面に多数の台形状の凸部が形成されていることを特徴とするボビン。
- ボビンの巻き取り部にガラスヤーンを巻いてなるヤーンパッケージであって、上記ボビンが請求項1に記載のボビンであることを特徴とするヤーンパッケージ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002311842A JP2004142916A (ja) | 2002-10-25 | 2002-10-25 | ボビンおよびヤーンパッケージ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002311842A JP2004142916A (ja) | 2002-10-25 | 2002-10-25 | ボビンおよびヤーンパッケージ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004142916A true JP2004142916A (ja) | 2004-05-20 |
Family
ID=32456943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002311842A Pending JP2004142916A (ja) | 2002-10-25 | 2002-10-25 | ボビンおよびヤーンパッケージ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004142916A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116238968A (zh) * | 2023-04-07 | 2023-06-09 | 南通新帝克单丝科技股份有限公司 | 一种大直径聚合物单丝用卷取筒管 |
-
2002
- 2002-10-25 JP JP2002311842A patent/JP2004142916A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116238968A (zh) * | 2023-04-07 | 2023-06-09 | 南通新帝克单丝科技股份有限公司 | 一种大直径聚合物单丝用卷取筒管 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2909294B2 (ja) | ガラスヤーンの製造方法 | |
| TWI753127B (zh) | 紗錠 | |
| CN110461746A (zh) | 纱线卷装体及其制造方法 | |
| JP7350256B2 (ja) | ガラスヤーンパッケージ | |
| JP2000177977A (ja) | スリング | |
| JP2004142916A (ja) | ボビンおよびヤーンパッケージ | |
| JP5863056B2 (ja) | 高ヤング率糸のパッケージおよび糸パッケージの巻取方法 | |
| JP2004225210A (ja) | ヤーンパッケージの製造方法 | |
| JP2006151690A (ja) | 炭素繊維パッケージ | |
| JP2004018207A (ja) | ヤーンパッケージ | |
| JP7650460B2 (ja) | 糸パッケージ及び糸パッケージの製造方法 | |
| CN100355639C (zh) | 筒子纱及其制造方法 | |
| JP4496705B2 (ja) | ガラスヤーンの解舒方法及びガラスヤーン | |
| JP2004083235A (ja) | ヤーンパッケージおよびその製造方法 | |
| WO2004011704A1 (ja) | ガラスヤーン | |
| JP2007112636A (ja) | ガラスロービング | |
| JP4873114B2 (ja) | ガラスヤーンパッケージ | |
| JP2004155588A (ja) | ヤーンパッケージおよびその製造方法 | |
| JP2023174017A (ja) | ヤーンパッケージ | |
| JP2000080518A (ja) | 分繊用マルチフィラメント糸パッケージおよびその製造方法 | |
| JPS5841265B2 (ja) | 硝子繊維製ストランドの巻取方法 | |
| JP2569322B2 (ja) | 糸条巻取機のトラバ−スガイド | |
| JP2003221255A (ja) | スクエアエンドチーズパッケージ及びガラス繊維織物の製造方法 | |
| JPS63282056A (ja) | ストランドケ−キ | |
| JPH0333229A (ja) | 糸条巻取方法 |