JP2004149929A - 補強用不織基布および補強方法 - Google Patents
補強用不織基布および補強方法 Download PDFInfo
- Publication number
- JP2004149929A JP2004149929A JP2002262927A JP2002262927A JP2004149929A JP 2004149929 A JP2004149929 A JP 2004149929A JP 2002262927 A JP2002262927 A JP 2002262927A JP 2002262927 A JP2002262927 A JP 2002262927A JP 2004149929 A JP2004149929 A JP 2004149929A
- Authority
- JP
- Japan
- Prior art keywords
- multifilament
- base fabric
- warp
- fiber
- twisted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000004745 nonwoven fabric Substances 0.000 title claims description 24
- 230000002787 reinforcement Effects 0.000 title description 9
- 239000004744 fabric Substances 0.000 claims abstract description 113
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 41
- 239000004567 concrete Substances 0.000 claims abstract description 34
- 239000011347 resin Substances 0.000 claims abstract description 29
- 229920005989 resin Polymers 0.000 claims abstract description 29
- 239000004570 mortar (masonry) Substances 0.000 claims abstract description 26
- 239000000853 adhesive Substances 0.000 claims abstract description 24
- 230000001070 adhesive effect Effects 0.000 claims abstract description 24
- 239000000835 fiber Substances 0.000 claims description 34
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 25
- 239000004917 carbon fiber Substances 0.000 claims description 25
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 23
- 239000003365 glass fiber Substances 0.000 claims description 9
- 239000004698 Polyethylene Substances 0.000 claims description 8
- 229920002978 Vinylon Polymers 0.000 claims description 8
- 229920006231 aramid fiber Polymers 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 8
- 229920001778 nylon Polymers 0.000 claims description 8
- -1 polyethylene Polymers 0.000 claims description 8
- 229920000573 polyethylene Polymers 0.000 claims description 8
- 229920000728 polyester Polymers 0.000 claims description 7
- 239000002131 composite material Substances 0.000 claims description 2
- 238000005452 bending Methods 0.000 abstract description 19
- 238000010586 diagram Methods 0.000 abstract description 2
- 239000002759 woven fabric Substances 0.000 description 29
- 230000000052 comparative effect Effects 0.000 description 9
- 238000001035 drying Methods 0.000 description 9
- 239000000470 constituent Substances 0.000 description 8
- 230000007423 decrease Effects 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 239000000839 emulsion Substances 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 6
- 238000013001 point bending Methods 0.000 description 6
- 239000012783 reinforcing fiber Substances 0.000 description 6
- 235000009508 confectionery Nutrition 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 5
- 239000011398 Portland cement Substances 0.000 description 4
- 238000005470 impregnation Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000002657 fibrous material Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 239000012779 reinforcing material Substances 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 239000004568 cement Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- IDCBOTIENDVCBQ-UHFFFAOYSA-N TEPP Chemical compound CCOP(=O)(OCC)OP(=O)(OCC)OCC IDCBOTIENDVCBQ-UHFFFAOYSA-N 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 235000019362 perlite Nutrition 0.000 description 1
- 239000010451 perlite Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000011150 reinforced concrete Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images







Landscapes
- Working Measures On Existing Buildindgs (AREA)
- Nonwoven Fabrics (AREA)
Abstract
【解決手段】一定間隔で配列された経糸シート群と、一定間隔で配列された緯糸シート群を2層以上積層させ、接着剤により接着一体化された2軸の不織基布であって、経糸、緯糸の両方またはどちらか一方が無撚り、かつ扁平状態に収束されたマルチフィラメントからなる不織基布。無撚り、かつ扁平状態に収束されたマルチフィラメントの扁平度が2倍以上、好ましくは20〜700であり、この扁平度が無撚り、かつ扁平状態のマルチフィラメントを2〜5倍に開繊処理して得られる不織基布。上記不織基布をコンクリートまたはモルタル表面に沿わし、硬化樹脂で固定するコンクリートまたはモルタルの補強方法。
【選択図】図7
Description
【発明の属する技術分野】
本発明は、補強用の不織基布に関する。特にプラスチックフィルムやシート、またはコンクリート、モルタルや合成樹脂の補強用不織基布に関する。
【0002】
【従来の技術】
補強基布は補強と軽量化を目的として、樹脂と複合化され、FRPとして使用されたり、コンクリートまたはモルタル内に複合化されたり、コンクリートまたはモルタル表面に張り付けられて各部材の補強を担う。従来の補強用の基布として、一般的には織物が用いられてきた。
織物は経糸と緯糸が上下に交叉することによって平面を形成するものである。織物はその製造時に、経糸を選択的に上下に開き、その間に緯糸を挿入しているため、密度によらず、経糸は緯糸の厚さの分だけ上下に屈曲している(図1および図2)。そのため基本構成面に対して平行な応力を角度を持った経糸で支えることになる。
【0003】
このため、織物を補強基布として使用する場合、以下のような問題がある。
織物の場合、緯糸に撚りがある場合、製造時の張力によって糸の円形断面の径が小さくなり、経糸の屈曲半径が小さくなり、織物交点で応力集中が発生し、補強効果が低下することが知られている(図2)。
更に、織物の場合、経糸に撚りがある場合、製造時の張力によって糸の円形断面の径が小さくなり、経糸と緯糸の接触面積が小さくなり、織物交点での応力集中は顕著になり、補強効果が低下する。
また、織物を構成する糸がガラス繊維や炭素繊維の場合、撚りにより繊維素が切断され、補強効果が低下する。
【0004】
経糸または緯糸のいずれか一方または両方が撚りなどにより、収束して小さな円形断面になると、マルチフィラメントとしての表面積が低下し、被補強基材との密着性が低下し、補強効果が低下する。
普通の織物では経緯の糸と糸の間隔を10mm以上あけた状態で間隔を固定することは、マルチフィラメントでは困難であり、経糸間隔、緯糸間隔は狭くならざるを得ず、メッシュ間隔は狭くなっていた。このため、流し込みによるセメント構造物の補強などでは、セメントが織物の開口部を通していきわたらずに、ボイドが発生していた。
【0005】
織物において表面の毛羽の抑制とある程度の硬さを付与させるため、樹脂を含浸させることがあるが、織物では必ず、製織工程と樹脂含浸工程が分かれており、樹脂含浸し乾燥させるまでに補強繊維マルチフィラメントの表面が傷つけられ、補強効果が低下する。
マルチフィラメントのばらけを防止する目的で織物で経糸または緯糸に低融点の糸を巻き付け、織物の製造中にヒータで交点を接着するもの(特許文献1)が提案されている。この場合、低融点の糸を巻き付けられた経糸または緯糸は、このことにより、収束され円形断面となり、補強効果が低下する。
【0006】
これらの対策として経糸および緯糸が扁平で実質的に撚りがない補強繊維マルチフィラメント糸からなる織物(特許文献2)が提案されているが、織物であるかぎり製造方法に関連する経糸の屈曲は解消されない(図3)。また、糸が扁平であることから円形に伴う屈曲というものは減少するが、緯糸のエッジ部で経糸が急激に曲げられ、この部分に応力が集中することになり、やはり補強効果が低下する(図3)。この場合、交点の接着に低融点の糸を補強繊維マルチフィラメントの片面のみに配置させるので、もう一方の面はマルチフィラメントの繊維素が露出しており、使用上の次工程までに毛羽立ちが生じたり、繊維素に傷が入りやすく、切断などが発生し、補強効果が低下する。更にこの特許の実施例において、経糸の上面へ低融点ナイロンを供給しており、この低融点ナイロンの分だけ、交点での厚みが増加し、それによりかえって緯糸の屈曲が顕著になり、補強効果の低下がある。
【0007】
織物では補強繊維マルチフィラメント自体は屈曲しやすいので、織物自体も、柔軟すぎ、平面やある程度の凹凸面へ沿わせる場合、作業性に欠ける。
【0008】
応力が集中する屈曲を実質的に有しない補強繊維を互いに平行かつシート状に引き揃えてなる2組の糸条群を交叉させた状態で補助糸によって保持し、補強繊維マルチフィラメントに固め剤が付与された織物が提案されている(特許文献3)が、この補助糸により交点が変形し応力集中が発生すること、および経糸もしくは緯糸が収束され、全体の表面積が低下することにより、補強効果が低下する。
【0009】
また甘撚りの補強繊維マルチフィラメントを経糸として、接着剤または低融点糸を巻き付けた甘撚りまたは無撚りの糸を緯糸とし、糸を一定間隔で配列した緯糸シートの上下に経糸シートを重ね、その交点において両者を接着して得られる補強用不織基布(特許文献4)が提案され、経糸の屈曲をなくしているが、経糸に甘撚りを使用しており、断面形状が円形になり、交点での接着面積が低下し、メッシュ構造が崩れやすい。またこの欠点をカバーするため接着樹脂を多く付けると、基布の重量が増え軽量化とは反対の方向であり、また基布自体が硬くなりすぎるという問題を含んでいた(図5および図6)。
また補強用不織基布(特許文献5)には、多数本配列した高い強度、剛性、弾性率を有するマルチフィラメントの無撚糸または甘撚りからなる経糸の片面に、接着剤を含む甘撚り糸又は無撚り糸からなる緯糸を重ねて接着させてなる、熱硬化性樹脂複合成形体に好適な補強用基布が提案されている。しかし、一般的に単にマルチフィラメントが無撚りだけでは、その収束剤の凝集力と製造工程の張力より扁平な状態を得ることはできず、シートの厚さや交点の接着、相手材料との接着面積などの点で問題を生じていた。
【0010】
上記特許文献4に開示された基布において、経糸シートと緯糸シートを積層したのちに、全体に接着剤を塗布したものにより、毛羽立ちを押さえることができでるが、樹脂の収束作用により、経糸の円形断面がより小さくなり、交点接着力の低下、または交点が接着しないという欠点が存在する。
【0011】
上記特許文献2に開示されているメッシュ織物に関して、経糸、緯糸の各間隔を一定にし、基布の縦方向または横方向の一方、もしくは両方の補強効果を上げたい場合、扁平で無撚りの糸を2層以上重ねたメッシュ織物が提案されている(図4)。しかし、このようにすることにより、2層以上積層された糸は実質的に厚みが増え、経糸の屈曲を増やすことになり、補強効果が低下する。
【0012】
フィルムシートの補強として、補強基布を片面、またはフィルムで挟み込む場合、織物では引張応力に対して、織物特有の構成糸の屈曲のため、たとえ扁平な糸を使用しても補強効果が低い。また上記特許文献4記載の補強基布では撚りにより、厚みが増大し、フィルム自体の厚みが増大するか、もしくは、厚さを一定にするとフィルム側の厚みが減少し、強度面や表面の平面性が失われる。
【0013】
またコンクリートまたはモルタル成形体の補強のためには、補強基布を埋設する場合、コンクリートまたはモルタルの表面からできる限り浅い位置に一定の深さで基布を複合させる必要がある。しかし従来の補強基布では基布自体の厚さが厚いため、かなり深い位置に埋設せざるを得なくなっていた。
コンクリートまたはモルタル面の補強として、補強基布をエポキシなどの樹脂でコンクリートまたはモルタル表面へ貼り合わせる場合、織物では構成糸の屈曲性から、たとえ扁平な糸を使用しても補強効果が低い。また上記特許文献4に開示の補強基布では撚りにより、厚さが増大するため、貼り合わせにあたり使用する樹脂で表面を均一平坦にするのに、多くの樹脂を必要とする。
【0014】
【特許文献1】
特開2001−20147号公報
【特許文献2】
特開平7−243150号公報
【特許文献3】
実開平04−7631号公報
【特許文献4】
特開昭58−104255号公報
【特許文献5】
特開昭59−83619号公報
【0015】
【発明が解決しようとする課題】
上記の従来技術の問題点に着目し、基布を構成する補強繊維マルチフィラメントの強度を十分に生かすことができる構造であり、軽量であり、取り扱いが容易な硬さを備え、基布の表面がダメージの少ない、メッシュ交点が作業時にはずれることのないメッシュ状の不織基布およびその不織基布を使用した補強方法を提案することにある。
【0016】
【課題を解決するための手段】
本発明では、上記の課題を解決するために、基布を構成する糸について、経糸または緯糸のどちらか一方、または両方に、扁平で無撚りのマルチフィラメントを用いる。すなわち、
本発明は、一定間隔で配列された経糸シート群と、一定間隔で配列された緯糸シート群を2層以上積層させ、接着剤により接着一体化された2軸の不織基布であって、経糸、緯糸の両方またはどちらか一方が無撚り、かつ扁平状態に収束されたマルチフィラメント、または無撚り、かつ扁平状態に収束されたマルチフィラメントが2層以上積層されて1本のマルチフィラメントとされた積層マルチフィラメントからなる不織基布に関する。
【0017】
詳しくは、本発明は上記マルチフィラメントおよび積層マルチフィラメントが扁平度(マルチフィラメントの厚さに対する幅の割合)が2以上である上記不織基布に関する。
本発明は、特に、無撚り、かつ扁平状態に収束されたマルチフィラメントまたは積層マルチフィラメントが扁平度20〜700を有する上記の不織基布に関する。
更に詳しくは、本発明は、扁平度20〜700の無撚り、かつ扁平状態に収束されたマルチフィラメントまたは積層マルチフィラメントが、無撚り、かつ扁平状態に収束されたマルチフィラメントまたは積層マルチフィラメントに更に開繊処理を加えることによって得られたことを特徴とする上記の不織基布に関する。
【0018】
また、本発明は、上記の不織基布を水硬性材料の片側または両面の表面の0.5〜2mmの深さに埋設することによって補強された成形体に関する。
更にまた、本発明は、上記の不織基布をフィルムまたはシートの片面もしくはフィルムまたはシート間に挟み込むことにより補強されたフィルムまたはシートに関する。
加えて、本発明は、上記の不織基布をコンクリートまたはモルタル表面に沿わし、硬化樹脂で固定するコンクリートまたはモルタルの補強方法に関する。
【0019】
【発明の実施の形態】
本発明の不織基布は、経糸が一定間隔で面状に配列されてなる経糸シート群と、緯糸が一定間隔で面状に配列されてなる緯糸シート群とが交互に2層以上積層され、ネット状に接着一体化されていること、およびその構成繊維として、経糸および緯糸の少なくとも一方に、無撚りで且つ扁平な形態のマルチフィラメントが用いられていることを特徴とする。
本発明で用いる上記の無撚りで且つ扁平な形態のマルチフィラメントは、このような無撚りで且つ扁平な形態のマルチフィラメントが更に2層以上積層された積層マルチフィラメントとして用いることもできる。
【0020】
本発明で用いるマルチフィラメントは、単層のものであれ、積層のものであれ、その厚さに対する幅の比率で定義される扁平度が2以上であることが好ましく、10以上がより好ましい。特に好ましい扁平度は20〜700である。
扁平度が20〜700であるマルチフィラメントは、無撚り且つ扁平な形態のマルチフィラメントまたは積層マルチフィラメントを更に開繊処理することによって得ることができる。
【0021】
開繊処理とは、複数のフィラメントの集合体である繊維束を繊維幅方向に解き分けることを言い、開繊処理を加えることによって繊維束の幅をより広くすることができる。本発明では、マルチフィラメントまたは積層マルチフィラメントは開繊処理によって元のマルチフィラメントに対して幅が2〜5倍、好ましくは2〜4倍に広げられたものを用いることができる。例えば、直径7μmの炭素繊維が12000本収束された幅約6mmの炭素繊維マルチフィラメントを開繊処理することによって幅18mmの扁平なマルチフィラメントとすることができる。
【0022】
面状の経糸シート群と緯糸シート群からなり、その少なくとも一方が扁平なマルチフィラメントで構成されているため、本発明の不織基布は、織布や編地と異なり厚さを小さくすることができるという長所がある。加えて、扁平なマルチフィラメントを使用しているため従来の不織基布よりも少ない接着剤でネット構造の格子を維持することができる。そのため格子間隔の十分に広い基布を保持することができ、マルチフィラメントの表面積が広いこととともに、被補強材料マトリックスへの高い接着強度をもたらすことができる。また少ない接着剤の使用は基布の剛直化を防ぐため従来の不織基布よりも柔軟性に優れ、巻き取りが可能で、使用時の取り扱い性にも優れることとなる。
【0023】
本発明の不織基布は、その少なくとも一方が無撚りで、且つ扁平なマルチフィラメントで構成されているが、経糸と緯糸の両方が無撚りで、且つ扁平なマルチフィラメントであることがより好ましい。
【0024】
本発明の不織基布では、経糸間、緯糸間の各間隔、すなわち糸の中心間距離は好ましくはそれぞれ2〜100mmである。より好ましくはそれぞれ5〜50mmである。経糸間の間隔と緯糸間の間隔は同じであっても異なってもよい。このように適度のネットの開きは不織基布の両側のマトリックス基材の連通を可能にし、また両側のフィルムまたはシートの接触を可能にして補強をより確実強固なものにすることができる。
【0025】
本発明において、緯糸シート群の上下に経糸シート群が積層されている3層以上の構成では、経糸の位置が上下で同一であるもの(図7)と、経糸の位置が上下でずれているもの、例えば1/2ピッチずれているもの(図8)の2種の態様が可能である。
【0026】
糸の構成は一般の織物の場合と同様に考えることができ、経糸と緯糸が同一の素材、同一の太さの場合やそれぞれが異なる組み合わせを用いることもできる。また経糸内や緯糸内で異種の素材を混在させることや、または異種の番手を混在させることも可能である。
【0027】
経糸が無撚り且つ扁平のマルチフィラメントである場合、経糸を構成する繊維は好ましくは炭素繊維、アラミド繊維、ガラス繊維、ビニロン繊維および高強力ポリエチレンからなる群から選ばれる。これらのマルチフィラメントは単独で経糸を構成してもよいし、または複数種から構成されてもよい。
【0028】
また、経糸が無撚り且つ扁平のマルチフィラメントである場合、経糸を構成する繊維は、好ましくはポリエステル繊維またはナイロン繊維のいずれかの単一種マルチフィラメント、またはこのいずれかと炭素繊維、アラミド繊維、ガラス繊維、ビニロン繊維および高強力ポリエチレンからなる群から選ばれる1種または複数種との複合マルチフィラメントであってもよい。
【0029】
経糸を構成する無撚り且つ扁平のマルチフィラメントは、好ましくはフィラメント数が3000〜30000本からなる。より好ましくはフィラメント数が3000〜24000本からなる。あるいはマルチフィラメントの繊度が1000〜30000デニールのものが好ましい。繊度はより好ましくは1000〜15000デニールである。
【0030】
経糸が上記いずれかに記載の無撚り且つ扁平のマルチフィラメントである場合、本発明の不織基布を構成する緯糸は無撚り且つ扁平のマルチフィラメントであってもそうでなくてもよく、そのフィラメント数は好ましくは500〜3000本、より好ましくは500〜2000本であり、または繊度が好ましくは30〜1000デニール、より好ましくは100〜600デニールであるガラス繊維、ポリエステル繊維、ナイロン繊維、ビニロン繊維、炭素繊維、アラミド繊維および高強力ポリエチレンから選ばれるマルチフィラメントの単一または複数種からなる。
あるいは、上記において、本発明の不織基布を構成する緯糸はフィラメント数が好ましくは1000〜30000本、より好ましくは1000〜24000本であり、または繊度が好ましくは100〜30000デニール、より好ましくは300〜24000デニールのガラス繊維、ポリエステル繊維、ナイロン繊維、ビニロン繊維、炭素繊維、アラミド繊維および高強力ポリエチレンから選ばれるマルチフィラメントの単一または複数種からなる。
上記説明において、無撚り且つ扁平のマルチフィラメントでない繊維とは、例えば、撚りの入ったマルチフィラメント、無撚りであっても扁平でないマルチフィラメント、無撚りのマルチフィラメントであってもその上からカバーリングされて収束されているもの等を意味する。
【0031】
上記の基布構成に用いる接着剤は、基布の形態を安定して保持できるものであり、また被補強材との密着性に優れたものを用いることにより、補強効果が向上する。
熱可塑性接着剤、熱硬化性接着剤のいずれも使用することができ、具体的にはアクリル酸エステル樹脂、ポリエステル樹脂、ポリウレタン樹脂、エポキシ樹脂、ポリメチルメタクリレート樹脂等を挙げることができる。
【0032】
上記の基布構造と扁平で無撚りの糸を用いることにより、メッシュを固定する樹脂の付着量を減少してもメッシュ構造を安定でき、これらのため、織物全体として扱う上で非常に好適な柔軟性(硬さ)を持った基布とすることができる。付着量はアクリル酸エステルのエマルジョンを接着剤に用いた場合、経糸および緯糸に炭素繊維(12K)の撚り糸を使用した場合には30%だったものが、扁平で無撚り糸にすることで15%に減少でき、メッシュの交点強度は同等だった。
【0033】
このような不織基布の糸に扁平で無撚りの糸を用いることで、経糸の位置が緯糸を挟んで交互の場合は、経糸と緯糸の交点の接着強度が撚りのある糸を用いた場合よりも高くなり、メッシュの形態が安定する。また経糸の位置が緯糸を挟んで同一の場合は、緯糸との接着強度が高くなると共に、上下の経糸同士も接着面積が、撚りのある糸の場合よりも広くなり、経糸がはずれにくい安定したメッシュ構造となる。更に、緯糸を挟んで上下の経糸が同じ場合の組織では、織物で経糸に関して2本の糸を重ね合わせる場合よりも、高い補強効果が得られる。それは織物では経糸の太さが増えるに従って、屈曲が目立ち、交点での応力集中が顕著に現れるためである。
【0034】
このような不織基布を構成する糸に扁平で無撚りの糸を用いることで、被補強物のマトリックスとの接着面積が広くなることで被補強物のマトリックスとの接着強度が向上し、補強効果が上がる。
このように無撚りで扁平な糸による不織基布は、従来の撚りのある糸による不織基布よりも平面性を保持しつつも、柔軟であり、コンクリートまたはモルタル表面へ沿わせ、張り付ける際の平面追従性に優れる。
【0035】
またコンクリートまたはモルタル表面へ沿わせ、例えばエポキシ樹脂などの硬化樹脂にて一体化させ、コンクリート建造物の補強を行う場合、基布の構造と糸の無撚りかつ扁平という組み合わせにより、コンクリートまたはモルタル面と平行な応力を、直線的な糸で支えることになり、また糸の構成繊維もコンクリートまたはモルタル面と直接接触する本数が、撚り糸より多くなり、従来品よりも高い補強効果が得られる。
【0036】
さらに、従来の不織基布よりも厚さが薄いため、コンクリートまたはモルタル面へ貼り合わせる際の硬化樹脂の使用量が少なくて済むという利点も得られる。
従来のネットでは不織基布が厚いため、全体の厚みが一定である場合、フィルムの厚さを薄くする必要があり、表面層が剥離したり、痛みやすい構造であった。上記の不織基布をフィルムで挟み、加熱圧縮することによって一体化させたシート状物は、効果的に補強されており、薄いシートとして形成される。
【0037】
またこの不織基布構造において、炭素繊維などの無撚りのマルチフィラメントをさらに開繊して使用することにより、更に厚さが薄くなり、交点の接着面積が広がり、構成繊維素も数多く表面に現れ、被補強マトリックスとも直接接着する数が増え、補強効果は増大する。この場合、マルチフィラメントの開繊度は、例えば12Kの炭素繊維の場合最大20mm幅まで開繊される。
【0038】
【実施例】
以下、実施例により本発明を具体的に且つより詳細に説明する。
実施例 1
経糸として糸幅約6mm、厚さ約0.16mmの無撚りの12K(フィラメント数12000本)炭素繊維マルチフィラメント(三菱レイヨン社製;商品名「パイロフィル」)で、扁平度が37.5である糸を用い、図9に示す装置により、横取りできる経糸クリールスタンドを用いて、横取りで解舒し、扁平状態を維持し、緯糸の上下に挿入した。
緯糸には糸幅約6mm、厚さ約0.16mmの無撚り12K(フィラメント数12000本)炭素繊維マルチフィラメント(三菱レイヨン社製;商品名「パイロフィル」)を用い、図9に示す装置の緯糸としてセットし、こちらは解舒撚りを掛けた状態で供給されるようにした。この状態で緯糸には撚りが最大で約5回/mで入ることになる。
【0039】
基布のメッシュ構成は図8に示すような、緯糸を挟んで上下に経糸が積層され、上下の経糸では構成繊維が約1/2ピッチずれるように配列された、上下それぞれの経糸のピッチが2cm、緯糸のピッチが2cmとなるように構成された。
メッシュを構成した後に、接着剤としてウレタン樹脂エマルジョン(大日本インキ(株)社製;商品名「HW−940」)を含浸し、乾燥ロールで加熱乾燥させてメッシュ全体に樹脂を含浸させメッシュ状の不織基布を作成し、巻き取った。
得られた不織基布において、経糸は樹脂の含浸・加熱乾燥後に巾が約5.5mmの扁平な状態を維持していた。また緯糸は幅が約3mmの楕円形状であった。この基布は巻き取った状態から、取り出しても交点がはずれることがなく、取り扱い時に十分な交点接着力を維持していた。また樹脂の付着量は30%であった。ここで付着量については15%まで減少させてもメッシュ構造の形成・維持に問題がなかった。
【0040】
比較例 1
経糸として実施例1と同じ炭素繊維マルチフィラメントを用いたが、解舒は図9の装置により、縦取りの経糸クリールスタンドを用いて縦取りで解舒したため、解舒撚りが最大約5回/m入った。そのため糸の扁平度が低下し、扁平度は1.3となり、張力により、断面形状はだ円状で、これを緯糸群の上下に挿入した。
緯糸には実施例1と同じ炭素繊維マルチフィラメントを用い、同様に図9の装置の緯糸としてセットし、解除撚りにより最大で約5回/mの撚りが入った。
【0041】
基布のメッシュ構成は図6および図8に示すような、緯糸を挟んで上下に経糸が積層され、上下の経糸では構成繊維が約1/2ピッチずれるように配列され、た、上下それぞれの経糸のピッチが2cm、緯糸のピッチが2cmとなるように構成された。
メッシュを構成した後に、接着剤としてウレタン樹脂エマルジョン(大日本インキ(株)社製;商品名「HW−940」)を含浸し、乾燥ロールで加熱乾燥させてメッシュ全体に樹脂を含浸させメッシュ状の不織基布を作成し、巻き取った。
得られた不織基布において、経糸は樹脂の含浸・加熱乾燥後に収縮し、断面形状は楕円形であった。この状態での経糸の幅は約3mmであった。樹脂の付着量はメッシュ構造を形成・維持するために30%必要であった。
【0042】
比較例 2
経糸および緯糸として無撚りの扁平糸で糸幅約6.5mm、厚さ約0.15mmの12K炭素繊維(東レ(株);商品名「トレカ」)へ、30dのポリエステルフィラメント(帝人社製;商品名「テトロン」)で2.5回/インチのカバリングしたものを用いた。このときの、断面形状は円形に近いものになり、扁平度が1.1で、直径が約2mmであった。この糸を経糸および緯糸として用いて、図9の装置により、経糸は縦取りの経糸クリールスタンドを用い、図9の装置の緯糸としてセットし供給されるようにした。
基布のメッシュ構成は図6のような、緯糸を挟んで経糸が交互に配列された、上下それぞれの経糸のピッチが2cm、緯糸のピッチが2cmとなるように構成した。
【0043】
メッシュを構成した後に、接着剤としてウレタン樹脂エマルジョン(大日本インキ(株)社製;商品名「HW−940」)を含浸し、乾燥ロールで加熱乾燥させてメッシュ全体に樹脂を含浸させてメッシュ状の不織基布を作成し、巻き取った。経糸は樹脂の含浸・加熱乾燥後に収縮し、断面形状は、円形状であった。この状態での経糸の巾は約2mmであった。
樹脂の付着量は40%であり、これよりも付着量を下げるとメッシュ構造を形成、維持できなかった。
【0044】
上記の実施例1および比較例1、2によって得た不織基布の各種物性を測定し測定結果を表1に比較して示した。
【表1】

表1において、
交点接着力は、不織基布の経糸の端と、それと接着している緯糸の端をオートグラフの2点間に保持させ、引張によって生じる負荷を測定した。
格子体積とは、経糸および緯糸それぞれの糸ピッチから糸の太さを差し引いたものとして得られる開口面積に交点厚さを掛けた計算値を意味する。
【0046】
これらの数値から、本発明の不織基布は従来のものと比較して、薄く、交点接着力の高いものであることがわかる。
また、不織基布をコンクリート面へ沿わせて張り付け、エポキシ樹脂などの硬化性樹脂で接着する際に、樹脂は表面が均一になるまで塗る必要があり、従来の不織基布では格子体積が大きく、樹脂を多く必要としたが、本発明の不織基布では従来の30〜57%の量で、表面を均一にできることになり、塗布する樹脂の量を節減でき、作業時間も短くなる利点がある。
【0047】
実施例 2
上記の実施例1の不織基布をコンクリート板の曲げ補強材として、片側表面から深さ1〜1.5mmのところに埋設した。不織基布は経糸をコンクリート板の長手方向にセットした。
コンクリートの重量配合比を以下に示す。
普通ポルトランドセメント/標準砂 = 1/2
普通ポルトランドセメント/水 = 1/0.5
養生条件:70℃、5時間の蒸気養生
得られたコンクリート板の大きさは
長さ×幅×高さ = 300×150×15(mm)
であった。
このサンプルの3点曲げ試験を行った結果、最大曲げ荷重は
不織基布なしコンクリート板:最大曲げ荷重 = 400N
不織基布ありコンクリート板:最大曲げ荷重 = 1200N
であり、本発明の不織基布で補強することにより、入れない場合の3倍の補強効果を示した。
なお3点曲げ試験の条件は次の通りである:
スパン長:250mm
荷重速度:1mm/分
【0048】
比較例 3
実施例1で得た不織基布の代わりに比較例1で得た不織基布を用いた以外は実施例2と同様にして、不織基布補強コンクリート板を製造した。
得られたコンクリート板について3点曲げ試験を行った結果、最大曲げ荷重は
不織基布なしコンクリート板:最大曲げ荷重 = 400N
不織基布ありコンクリート板:最大曲げ荷重 = 520N
であり、不織基布を入れない場合の1.3倍程度であり、大きな補強効果が得られなかった。
下記に実施例2と比較例3のコンクリート板の最大曲げ荷重の値を比較して表2に示す。
【0049】
【表2】
【0050】
実施例 3
経糸として、本来約6mm幅の12K炭素繊維(フィラメント12000本)を約20mmに開繊処理した炭素繊維マルチフィラメント(扁平度300)を使用し、約20mmの糸幅を維持した状態で緯糸の上下に配置した。
緯糸には糸幅約6mmの無撚り12K(フィラメント数12000本)炭素繊維マルチフィラメント(扁平度37.5)を用い、約6mmの糸幅を維持した状態で供給した。
基布のメッシュ構成は図8に示すような、緯糸を挟んで上下に経糸が積層され、上下の経糸では構成繊維が約1/2ピッチずれるように配列され、上下各経糸のピッチが4cm、緯糸のピッチが4cmとなるように構成した。
メッシュを構成した後に、接着剤としてウレタン樹脂エマルジョン(大日本インキ(株)社製;商品名「HW−940」)を含浸し、乾燥ロールで加熱乾燥させてメッシュ全体に樹脂を含浸させメッシュ状の不織基布を作成した。
得られた不織基布は、経糸は糸幅20mm、緯糸は6mmを維持した状態であり、交点厚さは0.22mmであった。
【0051】
実施例 4
経糸は実施例3と同様に、本来約6mm幅の12K炭素繊維(フィラメント12000本)を約20mmに開繊処理した炭素繊維マルチフィラメント(扁平度300)を使用し、約20mmの糸幅を維持した状態で緯糸の上下に配置した。
緯糸にも糸幅約20mmに開繊処理した12K炭素繊維フィラメント(フィラメント12000本;扁平度300)を使用し、経糸と同様に約20mmの糸幅を維持した状態で、供給した。
基布のメッシュ構成は実施例3と同様に、緯糸を挟んで上下に経糸が積層され、上下の経糸では構成繊維が約1/2ピッチずれるように配列された、上下各経糸のピッチが4cm、緯糸のピッチが4cmとなるように構成した。
メッシュを構成した後に、接着剤としてウレタン樹脂エマルジョン(大日本インキ(株)社製;商品名「HW−940」)を含浸し、乾燥ロールで加熱乾燥させてメッシュ全体に樹脂を含浸させメッシュ状の不織基布を作成した。
得られた不織基布は、経糸、緯糸共に20mmの糸幅を保持した状態であり、交点厚さは0.15mmであった。
【0052】
実施例 5
実施例3により得た不織基布を用い、実施例2と同様に、モルタル板の曲げ補強材として片側表面の深さ約1〜1.5mmに埋設したモルタル板を作成した。ここで、不織基布は、経糸がモルタル板の長手方向になるよう配置。
コンクリートの重量配合比を以下に示す。
普通ポルトランドセメント/パーライト= 1/0.4
普通ポルトランドセメント/水 = 1/0.6
養生条件:70℃、5時間の蒸気養生
得られたコンクリート板の大きさは
長さ×幅×高さ = 300×150×15(mm)
であった。
この補強モルタル板の3点曲げ試験を行った結果、最大曲げ荷重は400Nであった。
【0053】
比較例 4
比較例1により作製した不織基布を用いて、実施例5と同様に不織基布補強モルタル板を作製した。この補強モルタル板の3点曲げ試験を行った結果、最大曲げ荷重は95Nであった。下記に実施例3と比較例4の補強モルタル板の3点曲げ試験による最大曲げ荷重を比較して表3に示す。
【0054】
【表3】
【0055】
【発明の効果】
本発明の不織基布は、同目付け量の従来の不織基布に較べて、厚さが均一で且つ小さくすることができ、またコンクリートまたはモルタルや樹脂等のマトリックスに埋め込んで基材を補強した場合やシートまたはフィルムに積層した場合に、従来の不織基布よりも優れた補強効果を発揮する。更に本発明では少ない接着剤使用量でより強固に一体化しの不織基布が得られるため、経済面だけでなく、不織基布自体も柔軟で使用に当たっての取り扱い性にも優れる。
【図面の簡単な説明】
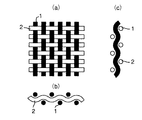
【図1】従来補強材として使用されてきた織物の布構造の模式図。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
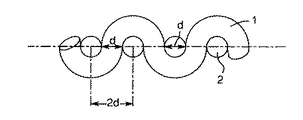
【図2】図1の織物の断面拡大図。
【図3】扁平な糸を用いた織物の1例を示す模式図。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
【図4】扁平な糸を用いた織物の他の例を示す模式図。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
【図5】一定間隔で配列した緯糸シート群の上下に甘撚りの経糸シート群を積層したメッシュ状不織基布の構造を示す模式図(上下の経糸が重なる状態に配置された例)。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
【図6】一定間隔で配列した緯糸シート群の上下に甘撚りの経糸シート群を積層したメッシュ状不織基布の構造を示す模式図(上下の経糸が約1/2ピッチずれている例)。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
【図7】本発明の不織基布の構造を示す模式図(上下の経糸が重なる状態に配置された例)。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
【図8】本発明の不織基布の構造を示す模式図(上下の経糸が約1/2ピッチずれている例)。
(a)平面図、
(b)緯糸に平行な断面図、
(c)経糸に平行な断面図。
【図9】本発明の不織基布を製造するの装置の配置図。
【符号の説明】
1,1’:経糸、
2:緯糸、
3:2本の糸を積層させ一体化した糸、
3’,3’’:無撚り且つ扁平糸、
4,4’:シート状に整経された経糸群、
5:一体化された経糸と緯糸からなる状積層糸、
6:巻き取られた不織基布、
7:クリールスタンド、
8:乾燥熱ロール
9:接着剤付着槽。
Claims (17)
- 一定間隔で配列された経糸シート群と、一定間隔で配列された緯糸シート群を2層以上積層させ、接着剤により接着一体化された2軸の不織基布であって、経糸、緯糸の両方またはどちらか一方が無撚り、かつ扁平状態に収束されたマルチフィラメントからなる不織基布。
- 無撚り、かつ扁平状態に収束されたマルチフィラメントの扁平度(マルチフィラメントの厚さに対する幅の割合)が2以上である請求項1に記載の不織基布。
- 無撚り、かつ扁平状態に収束されたマルチフィラメントが、無撚り、かつ扁平なマルチフィラメントが2層以上積層されて1本のマルチフィラメントとされた積層マルチフィラメントである請求項1に記載の不織基布。
- 無撚り、かつ扁平状態に収束された積層マルチフィラメントの扁平度が2以上である請求項3に記載の不織基布。
- 無撚り、かつ扁平状態に収束されたマルチフィラメントまたは積層マルチフィラメントが扁平度20〜700を有する請求項2または4に記載の不織基布。
- 扁平度20〜700の無撚り、かつ扁平状態に収束されたマルチフィラメントまたは積層マルチフィラメントが、無撚り、かつ扁平状態に収束されたマルチフィラメントまたは積層マルチフィラメントに更に開繊処理を加えることによって得られたことを特徴とする請求項5に記載の不織基布。
- 経糸間、緯糸間の各間隔(繊維の中心間距離)が2〜100mmである請求項1〜6のいずれかに記載の不織基布。
- 経糸間の間隔、緯糸間の間隔の両方またはどちらか一方が空隙を設けることなく形成されている請求項1〜6のいずれかに記載の不織基布。
- 少なくとも経糸が無撚り且つ扁平のマルチフィラメントであり、経糸が炭素繊維、アラミド繊維、ガラス繊維、ビニロン繊維および高強力ポリエチレンからなる群から選ばれる1種または複数種からなるマルチフィラメントである請求項1〜8のいずれかに記載の不織基布。
- 少なくとも経糸が無撚り且つ扁平のマルチフィラメントであり、経糸がポリエステル繊維またはナイロン繊維のいずれかの単一種マルチフィラメント、またはこのいずれかの繊維と炭素繊維、アラミド繊維、ガラス繊維、ビニロン繊維および高強力ポリエチレンからなる群から選ばれる繊維の1種または複数種との複合マルチフィラメントである請求項1〜8のいずれかに記載の不織基布。
- 無撚り且つ扁平のマルチフィラメントである経糸がフィラメント数3000〜30000本からなるか、または繊度が1000〜30000デニールのマルチフィラメントである請求項1〜10のいずれかに記載の不織基布。
- 緯糸がフィラメント数が500〜3000本であるか、または繊度が30〜1000デニールのガラス繊維、ポリエステル繊維、ナイロン繊維、ビニロン繊維、炭素繊維、アラミド繊維および高強力ポリエチレンから選ばれるマルチフィラメントの単一または複数種である請求項5〜11のいずれかに記載の不織基布。
- 緯糸がフィラメント数が1000〜30000本、または繊度が100〜30000デニールのガラス繊維、ポリエステル繊維、ナイロン繊維、ビニロン繊維、炭素繊維、アラミド繊維および高強力ポリエチレンから選ばれるマルチフィラメントの単一または複数種である請求項5〜11のいずれかに記載の不織基布。
- 請求項1〜4のいずれかに記載の不織基布を水硬性材料の片側または両面の表面の0.5〜2mmの深さに埋設することによって補強された成形体。
- 請求項1〜6のいずれかに記載の不織基布をフィルムまたはシートの片面もしくはフィルムまたはシート間に挟み込むことにより補強されたフィルムまたはシート。
- 請求項1〜6のいずれかに記載の不織基布をコンクリートまたはモルタル表面に沿わし、硬化樹脂で固定するコンクリートまたはモルタルの補強方法。
- 請求項1〜6のいずれかに記載の不織基布によるコンクリートまたはモルタル構造物の補強および補修方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002262927A JP4262461B2 (ja) | 2001-10-03 | 2002-09-09 | 補強用不織基布および補強方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001307666 | 2001-10-03 | ||
| JP2002256890 | 2002-09-02 | ||
| JP2002262927A JP4262461B2 (ja) | 2001-10-03 | 2002-09-09 | 補強用不織基布および補強方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004149929A true JP2004149929A (ja) | 2004-05-27 |
| JP4262461B2 JP4262461B2 (ja) | 2009-05-13 |
Family
ID=32475106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002262927A Expired - Lifetime JP4262461B2 (ja) | 2001-10-03 | 2002-09-09 | 補強用不織基布および補強方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4262461B2 (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006028762A (ja) * | 2004-07-12 | 2006-02-02 | Yoshiyuki Ogushi | 耐震補強工法及び耐震補強構造 |
| JP2006347111A (ja) * | 2005-06-20 | 2006-12-28 | Kurabo Ind Ltd | セメント系構造物の補強方法および該方法によって補強されたセメント系構造物 |
| JP2007002514A (ja) * | 2005-06-23 | 2007-01-11 | Public Works Research Institute | コンクリート補強層の構造およびその形成方法 |
| JP2008063782A (ja) * | 2006-09-06 | 2008-03-21 | Ube Nitto Kasei Co Ltd | コンクリート構造物の補修または補強用メッシュ状物、およびその製造方法 |
| JP2009133114A (ja) * | 2007-11-30 | 2009-06-18 | Taisei Corp | 壁付き柱部材の補強構造 |
| KR100943669B1 (ko) | 2009-03-09 | 2010-02-22 | 일양산업 주식회사 | 지반 보강용 지오그리드 |
| JP2010265654A (ja) * | 2009-05-13 | 2010-11-25 | Taiheiyo Materials Corp | モルタル壁構造、モルタル壁表面に貼着される補強シート、及びモルタル壁構造の製造方法 |
| JP2011241635A (ja) * | 2010-05-20 | 2011-12-01 | West Nippon Expressway Engineering Shikoku Co Ltd | コンクリート片防護ネット |
| CN106457701A (zh) * | 2014-06-30 | 2017-02-22 | 赫克赛尔控股有限责任公司 | 无纺布 |
| KR101737554B1 (ko) * | 2016-10-06 | 2017-05-19 | 한국세라믹기술원 | 콘크리트 구조물용 난연/준불연 내진 보강 섬유복합체 및 이를 이용한 콘크리트 보강공법 |
| KR101737557B1 (ko) * | 2016-10-13 | 2017-05-19 | 주식회사 대산이앤지 | 콘크리트 구조물용 내진 및 난연 복합 보강공법 |
| WO2018021230A1 (ja) * | 2016-07-26 | 2018-02-01 | 日本電気硝子株式会社 | メッシュ及びコンクリート剥落防止材 |
| JP2018165420A (ja) * | 2017-03-29 | 2018-10-25 | 東レ株式会社 | 強化繊維シート |
| JP2018165421A (ja) * | 2017-03-29 | 2018-10-25 | 東レ株式会社 | 複合強化繊維シート |
| WO2018231645A3 (en) * | 2017-06-13 | 2019-01-17 | Honeywell International Inc. | UNIDIRECTIONAL LIGHT BREATHABLE LAMINATES |
| US10443160B2 (en) | 2013-03-15 | 2019-10-15 | Honeywell International Inc. | Breathable light weight unidirectional laminates |
| JP2019210700A (ja) * | 2018-06-05 | 2019-12-12 | 積水化学工業株式会社 | コンクリート構造物の補修部材 |
| CN112513369A (zh) * | 2018-08-01 | 2021-03-16 | 福伊特专利有限公司 | 挤压套筒及其应用及挤压辊子、靴式挤压机 |
| US20230391044A1 (en) * | 2017-05-15 | 2023-12-07 | Porcher Industries | Shaping structure, composite part comprising such a shaping structure, method for manufacturing such a composite part |
| JP2023179876A (ja) * | 2022-06-08 | 2023-12-20 | コニシ株式会社 | 剥落防止工法及び剥落防止ネット |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61150891U (ja) * | 1985-03-12 | 1986-09-18 | ||
| JPH07243149A (ja) * | 1994-03-07 | 1995-09-19 | Toray Ind Inc | 一方向性補強織物およびその製造方法 |
| JPH08337942A (ja) * | 1995-06-13 | 1996-12-24 | Toray Ind Inc | 土木・建築用補強部材 |
| JPH11320729A (ja) * | 1998-05-19 | 1999-11-24 | Nitto Boseki Co Ltd | 一方向性強化繊維複合基材 |
| JP2001020147A (ja) * | 1999-07-01 | 2001-01-23 | Nippon Mitsubishi Oil Corp | 補強用メッシュ織物および材料補強方法 |
| JP2001253952A (ja) * | 2000-03-09 | 2001-09-18 | Mitsubishi Rayon Co Ltd | Frp用マルチフィラメントおよびこれを用いたfrp |
-
2002
- 2002-09-09 JP JP2002262927A patent/JP4262461B2/ja not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61150891U (ja) * | 1985-03-12 | 1986-09-18 | ||
| JPH07243149A (ja) * | 1994-03-07 | 1995-09-19 | Toray Ind Inc | 一方向性補強織物およびその製造方法 |
| JPH08337942A (ja) * | 1995-06-13 | 1996-12-24 | Toray Ind Inc | 土木・建築用補強部材 |
| JPH11320729A (ja) * | 1998-05-19 | 1999-11-24 | Nitto Boseki Co Ltd | 一方向性強化繊維複合基材 |
| JP2001020147A (ja) * | 1999-07-01 | 2001-01-23 | Nippon Mitsubishi Oil Corp | 補強用メッシュ織物および材料補強方法 |
| JP2001253952A (ja) * | 2000-03-09 | 2001-09-18 | Mitsubishi Rayon Co Ltd | Frp用マルチフィラメントおよびこれを用いたfrp |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006028762A (ja) * | 2004-07-12 | 2006-02-02 | Yoshiyuki Ogushi | 耐震補強工法及び耐震補強構造 |
| JP2006347111A (ja) * | 2005-06-20 | 2006-12-28 | Kurabo Ind Ltd | セメント系構造物の補強方法および該方法によって補強されたセメント系構造物 |
| JP2007002514A (ja) * | 2005-06-23 | 2007-01-11 | Public Works Research Institute | コンクリート補強層の構造およびその形成方法 |
| JP2008063782A (ja) * | 2006-09-06 | 2008-03-21 | Ube Nitto Kasei Co Ltd | コンクリート構造物の補修または補強用メッシュ状物、およびその製造方法 |
| JP2009133114A (ja) * | 2007-11-30 | 2009-06-18 | Taisei Corp | 壁付き柱部材の補強構造 |
| KR100943669B1 (ko) | 2009-03-09 | 2010-02-22 | 일양산업 주식회사 | 지반 보강용 지오그리드 |
| JP2010265654A (ja) * | 2009-05-13 | 2010-11-25 | Taiheiyo Materials Corp | モルタル壁構造、モルタル壁表面に貼着される補強シート、及びモルタル壁構造の製造方法 |
| JP2011241635A (ja) * | 2010-05-20 | 2011-12-01 | West Nippon Expressway Engineering Shikoku Co Ltd | コンクリート片防護ネット |
| US10443160B2 (en) | 2013-03-15 | 2019-10-15 | Honeywell International Inc. | Breathable light weight unidirectional laminates |
| CN106457701A (zh) * | 2014-06-30 | 2017-02-22 | 赫克赛尔控股有限责任公司 | 无纺布 |
| US20170100900A1 (en) * | 2014-06-30 | 2017-04-13 | Hexcel Holding Gmbh | Non-woven fabrics |
| WO2018021230A1 (ja) * | 2016-07-26 | 2018-02-01 | 日本電気硝子株式会社 | メッシュ及びコンクリート剥落防止材 |
| JPWO2018021230A1 (ja) * | 2016-07-26 | 2019-05-09 | 日本電気硝子株式会社 | メッシュ及びコンクリート剥落防止材 |
| JP7010222B2 (ja) | 2016-07-26 | 2022-01-26 | 日本電気硝子株式会社 | メッシュ及びコンクリート剥落防止材 |
| KR101737554B1 (ko) * | 2016-10-06 | 2017-05-19 | 한국세라믹기술원 | 콘크리트 구조물용 난연/준불연 내진 보강 섬유복합체 및 이를 이용한 콘크리트 보강공법 |
| KR101737557B1 (ko) * | 2016-10-13 | 2017-05-19 | 주식회사 대산이앤지 | 콘크리트 구조물용 내진 및 난연 복합 보강공법 |
| JP2018165420A (ja) * | 2017-03-29 | 2018-10-25 | 東レ株式会社 | 強化繊維シート |
| JP2018165421A (ja) * | 2017-03-29 | 2018-10-25 | 東レ株式会社 | 複合強化繊維シート |
| US20230391044A1 (en) * | 2017-05-15 | 2023-12-07 | Porcher Industries | Shaping structure, composite part comprising such a shaping structure, method for manufacturing such a composite part |
| US12194719B2 (en) * | 2017-05-15 | 2025-01-14 | Porcher Industries | Shaping structure, composite part comprising such a shaping structure, method for manufacturing such a composite part |
| WO2018231645A3 (en) * | 2017-06-13 | 2019-01-17 | Honeywell International Inc. | UNIDIRECTIONAL LIGHT BREATHABLE LAMINATES |
| JP2019210700A (ja) * | 2018-06-05 | 2019-12-12 | 積水化学工業株式会社 | コンクリート構造物の補修部材 |
| CN112513369A (zh) * | 2018-08-01 | 2021-03-16 | 福伊特专利有限公司 | 挤压套筒及其应用及挤压辊子、靴式挤压机 |
| JP2023179876A (ja) * | 2022-06-08 | 2023-12-20 | コニシ株式会社 | 剥落防止工法及び剥落防止ネット |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4262461B2 (ja) | 2009-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4262461B2 (ja) | 補強用不織基布および補強方法 | |
| US4444822A (en) | Sailcloth | |
| US6004888A (en) | Fibrous sheet for structure reinforcement and structure reinforced with same | |
| JPH1134211A (ja) | 建築構造物補強用の一方向繊維シート及びその製造方法 | |
| JP3279049B2 (ja) | 一方向性補強織物およびその製造方法 | |
| US20020192467A1 (en) | Method for the manufacture of a sheet of reinforcing fibers and the product obtained thereby | |
| US20060154020A1 (en) | Nonwoven base fabric for reinforcing | |
| JP3776384B2 (ja) | コンクリート構造物の補修・補強方法 | |
| WO2010147231A1 (ja) | 強化繊維シート材 | |
| JP5049215B2 (ja) | 強化繊維織物とその製織方法 | |
| JP2003105975A (ja) | 補強シート及び補強方法 | |
| JP2563922B2 (ja) | 印刷用ゴムブランケツト | |
| JPH1018146A (ja) | 経一層三軸組布 | |
| JP3651336B2 (ja) | 補強用繊維シート | |
| JP2009228160A (ja) | 補修補強用からみ織物および複合材料 | |
| JP3800763B2 (ja) | 強化繊維基材巻物 | |
| JP2001226849A (ja) | 補強用織物 | |
| JP3214648B2 (ja) | 補強用メッシュ織物プリプレグ、メッシュ状繊維強化プラスチックおよび繊維強化セメント系材料 | |
| JPH08337942A (ja) | 土木・建築用補強部材 | |
| JPH10102364A (ja) | 構造物の補強方法 | |
| JP3311847B2 (ja) | 構築物補強用強化繊維シート | |
| JPH0138904B2 (ja) | ||
| JP2006002302A (ja) | 炭素繊維積層クロス | |
| JP2003236958A (ja) | 強化繊維シート及びその製造方法 | |
| JPH05302230A (ja) | 網状繊維構造物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070717 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090209 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4262461 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140220 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |