JP2004167552A - プレス金型 - Google Patents
プレス金型 Download PDFInfo
- Publication number
- JP2004167552A JP2004167552A JP2002336490A JP2002336490A JP2004167552A JP 2004167552 A JP2004167552 A JP 2004167552A JP 2002336490 A JP2002336490 A JP 2002336490A JP 2002336490 A JP2002336490 A JP 2002336490A JP 2004167552 A JP2004167552 A JP 2004167552A
- Authority
- JP
- Japan
- Prior art keywords
- pad
- elastic laminate
- upper die
- mounting plate
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 title abstract description 8
- 229910052751 metal Inorganic materials 0.000 title abstract description 8
- 238000003825 pressing Methods 0.000 claims abstract description 11
- 230000002093 peripheral effect Effects 0.000 claims description 17
- 229910000831 Steel Inorganic materials 0.000 claims description 6
- 239000010959 steel Substances 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 3
- 230000037228 dieting effect Effects 0.000 claims 1
- 238000003475 lamination Methods 0.000 claims 1
- 239000013585 weight reducing agent Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 8
- 238000000034 method Methods 0.000 description 7
- 239000002994 raw material Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images







Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【課題】本発明は、プレス金型に関し、上金型とパッドとの構造を簡略して、素材の押さえを適切にして、金型の軽量化と騒音の低減及び製造コストの低減を図ることが課題である。
【解決手段】プレス金型における、上型10とパッド12との連結構造において、前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体2を介して、当該上型とパッドとの両者を連結したプレス金型1とする。
【選択図】 図1
【解決手段】プレス金型における、上型10とパッド12との連結構造において、前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体2を介して、当該上型とパッドとの両者を連結したプレス金型1とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、プレス金型に係り、詳しくは、上金型とパッドとの構造を簡略して、素材の押さえを適切にして、金型の軽量化と騒音の低減及び製造コストの低減を図るプレス金型に関する。
【0002】
【従来の技術】
従来において、例えば、自動車用の外装パネル等の素材を種々の形態にプレス加工する金型は、図7に示すように、上下方向に移動する上型10と、該上型10に押圧用の弾性部材(例えば、ウレタンスプリング、ガススプリング等)11を介して弾性支持されたパッド12と、前記上型10に設けられ前記パッド12に一端部が係合することで当該パッド12を上下移動させるサイドピン16と、前記パッド12に対応させた下型13とで構成されているものが知られている。
【0003】
そして、前記上型10は、パッド12に対して弾性部材11の伸縮により、プレスする上下方向において相対移動が可能である。これにより、プレス加工時に、素材14を押圧して押さえ、更に、パンチによる孔開けや上下刃による外周部の切断を行うものである(例えば、特許文献1参照。)。
【0004】
【特許文献1】
特開平11−114639号公報(第1頁〜5頁、第1図〜第4図)
【0005】
【発明が解決しようする課題】
しかしながら、前記上型10と前記パッド12との側壁部には、図7に示すように、位置決め且つ摺動用のスライドプレート15が周囲に複数設けられ、また、パッド12を上型10と共に引き上げるためのサイドピン16が複数個設けられている。よって、部品点数が増えると共に、金型の組立に工数が掛かり、図8に示すように、パッド12の形状も複雑になって製造コストが嵩むことになる。更に、前記サイドピン16が早戻り機構によって上昇するときには、より早い速度で上昇して、該サイドピン16の先端部がパッド12の係合部に衝突してこれを引き上げるので、衝突時の音が大きくなって、工場周辺の地域に騒音被害をもたらすという課題がある。本発明に係るプレス金型は、このような課題を解決するために提案されたものである。
【0006】
【課題を解決するための手段】
上記課題を解決するための本発明に係るプレス金型の要旨は、プレス金型における、上型とパッドとの連結構造において、前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体を介して、当該上型とパッドとの両者を連結したことである。
【0007】
ゴムと鋼板とを積層して成る弾性積層体は、その積層面を金型のプレス方向と平行にして配設されていること、;
前記弾性積層体の取付プレートは、略L字型に形成されて、そのL字型の一端部において上型の下端面若しくはパッドの側部上面に固定されること、;
前記弾性積層体の取付プレートのうちパッド側の取付プレートは、パッドの外周壁面に設けた係合用凹部に嵌合する係合凸部が設けられていること、;
前記上型の側壁に内外に貫通されると共に弾性積層体を貫通させることのできる形状と大きさに形成された貫通孔が設けられ、前記弾性積層体の取付プレートのうち上型側の取付プレートは、前記貫通孔を跨ぐと共にパッド側の取付プレートの取付位置の部分を避けた形状と大きさに形成されていること、;
を含むものである。
【0008】
本発明に係るプレス金型によれば、上型からパッドの外周囲部の縁部に荷重が掛かり、素材において荷重が必要とされる箇所に、荷重を掛けることができるようになる。
また、弾性積層体を介してパッドを上下動させるので、従来のような剛体のサイドピンでパッドを引き上げる際の金属同士の衝突音が、本発明のプレス金型では無くなり、騒音が著しく低減される。
更に、上型とパッドとを弾性積層体で連結すればよいので、サイドピン用の係合部やスライドプレートの取付部が不要となることから、パッドの連結部分の形状が従来の形状に比較して簡易な形状となって製造コストが低減される。
また、パッド全体を薄くして軽量化することが可能となる。従来例における弾性部材(ウレタンスプリング、ガススプリング等)、スライドプレート、サイドピン等が本発明において不要となるので、部品点数を大幅に低減させることができる。
【0009】
【発明の実施の形態】
次に、本発明に係るプレス金型について、図面を参照して説明する。なお、発明の理解を容易にするため、従来例に対応する部分には従来例と同一の符号を付けて説明する。
【0010】
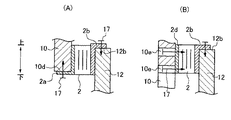
本発明に係るプレス金型1は、図1に示すように、上型10とパッド12との連結構造において、前記上型10の内側の側壁面10aと、前記パッド12の外周側壁面12aとの間に、例えば、弾性積層体2が複数個配設され、当該上型10とパッド12との両者を連結する連結構造となっている。
【0011】
前記弾性積層体2は、例えば、ゴム等の弾性体と鋼板等の剛性体とを積層して成るものである。そして、該弾性積層体2の積層した端部には、剛性な、例えば、鋼製の取付プレート2a,2bが設けられている。前記弾性積層体2は、図1(A)に示す上型10とパッド12との連結状態において、その弾性体と剛性体との積層面2cが、図1(D)に示すように、プレス金型1のプレス方向(上下方向)aと平行にして配設される。
【0012】
前記弾性積層体2は、建築構造物の免震装置として使用されていることが知られているが、これを、プレス金型1の上型10とパッド12との連結構造において、その積層面を金型1のプレス方向aと平行にして剪断方向で使用するという水平思考的発想により、本発明が完成したものである。
【0013】
このように、上記プレス金型1において、上型10とパッド12とを弾性積層体2によって連結することで、素材14の加工を行うものである。即ち、図2乃至図3に示すように、上型10が上死点にある状態で、弾性積層体2によりパッド12が略水平に支持されている。そして、図3に示すように、下型13に素材14が搬入されセットされる。上型10が下降すると、パッド12も下降して前記素材14の上面に当接し、素材14を押さえ込む。
【0014】
前記パッド12が下降停止後も、更に上型10が下降し下死点に至るので、複数個の弾性積層体2が当該上型10の剪断力により弾性変形する(図1(B)参照)。この弾性変形作用に対する弾性積層体2の反発力により、パッド12の外周縁部に力Fが略均一に加わり、素材14の外周縁部をしっかりと押さえつける。
【0015】
前記上型10には、孔開け用工具10b若しくは切断用の工具10cが設けられており、前記素材14に孔を開けるとともに、その外周部を切断する。切断等された切断片14aは、外に排出される。
【0016】
前記上型10が前記下死点から上昇されると、前記弾性積層体2が弾性変形前の状態に戻る(図1(C)参照)。更に、上型10が上昇すると、複数個の弾性積層体2によってパッド12が持ち上げられて、図2に示すように、上型10及びパッド12とが上死点の状態に戻る。前記パッド12は、弾性積層体2の弾性反発力によって引き上げられるので、金属同士の衝突時における高い金属音等の騒音が生じない。
【0017】
前記弾性積層体2の連結方法については、種々の変形例が提案される。図4(A)に示すように、弾性積層体2の取付プレート2a,2bが、略L字型に形成されて、そのL字型の一端部において上型の下端面10d若しくはパッド12の側部上面12bにネジ孔が設けられ、ボルト17で固定される連結方法である。
【0018】
この場合には、弾性積層体2の取付作業性を考慮して、パッド12側に予め弾性積層体2をボルト17で固定し、その後、上型10にボルト17で固定するものである。
【0019】
また、図4(B)に示すように、上型10の側壁面の適宜位置に左右に貫通するボルト孔10eを所要数設けるようにする。この連結方法によれば、ボルト17の締結作業が水平方向となって、作業性が向上するものである。
【0020】
更に、図5(A)に示すように、上型10の側壁面の適宜位置に、弾性積層体2を貫通させることのできる形状及び大きさの貫通孔10fを設ける。一方、パッド12の外周側壁面12aに、係合用凹部12cを設ける。そして、弾性積層体2の取付プレート2fに、前記係合凹部12cに嵌合する係合凸部2gが設けられる。なお、この取付プレート2fは、前記貫通孔10fを貫通できるものである。
【0021】
また、取付プレート2eは、貫通孔10fよりも大きく、上型10の外周壁面にボルト17で固定される。このような連結構造により、上型10とパッド12との上下方向の位置を合わせて、貫通孔10fに弾性積層体2を取付プレート2fから先に挿通させて、係合用凹部12cに係合凸部2gを嵌合させる。ボルト17で前記取付プレート2eを固定するものである。よって、上型10の外側からだけの取付作業で済むことになり、取付作業性ばかりでなく交換作業等のメンテナンス性が向上するものである。
【0022】
図5(B)に示す連結方法は、弾性積層体2の取付プレート2hをL字型にするとともに、上型10の下部に切欠き部10gを設けて、前記前記取付プレート2hの一端部と前記切欠き部10gとを係止させ、鉄製又は鋼製の固定プレート18により、ボルト17で下から固定し、間接的に取り付ける構成である。
【0023】
また、図6(A),(B)に示すように、上型10の側壁面の適宜位置に、弾性積層体2及び取付プレート2iを貫通させることのできる形状及び大きさの貫通孔10hを設ける。前記取付プレート2iは、横幅が弾性積層体2の本体部分とほぼ同じ寸法であるが、上下方向の高さ寸法は大きくなっていて、貫通孔10hを通して取付位置の部分である上下部分が直接見えるようになっている。この上下部分に、ボルト17をパッド12に固定作業するためのボルト用貫通孔が設けられる。
【0024】
また、上型10側の取付プレート2jは、図示のように、弾性積層体2の本体部分の横幅よりも長く前記貫通孔10hを水平方向に跨ぐ長さであり、上下方向の高さ寸法は、ほぼ同じかそれよりも小さい。前記取付プレート2iの上下部分を隠さないようにしてボルト17の締結作業を確保するため、当該取付プレート2iの取付位置の部分を避けた形状と大きさに形成されている。
【0025】
この連結方法では、連結作業において、上型10の側壁面から貫通孔10hを通して、弾性積層体2を水平方向で取付け作業及び交換作業が可能となり、メンテナンス等の作業性が向上する。
【0026】
【発明の効果】
上記説明したように、本発明に係るプレス金型は、プレス金型における、上型とパッドとの連結構造において、前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体を介して、当該上型とパッドとの両者を連結するという、従来において類を見ない連結構造となり、従来のパッド支持用のサイドピンが不要となるとともに、スライドプレートも不要となって、部品点数が大幅に削減される。
また、前記弾性積層体がパッドの外周側壁面に取り付けられるので、パッドの外周縁部において押圧力が発生し、素材の加工において、その加工部分である素材の外周部に近いところに、均一な押圧力が加わるようになる。よって、プレス金型のプレス方法として好ましいものとなる。
【0027】
また、前記サイドピン等の部品点数の削減に伴い、パッド側の取付構造も簡易になり、パッドの製造コストが大幅に低減される。また、パッド全体の軽量化も可能となる。
更に、パッドを弾性積層体で支持するので、従来の課題であったサイドピンでの衝突音が解消されて、騒音が著しく低減される。工場周囲への騒音公害対策として大きく貢献する。
【0028】
弾性積層体の取付構造において、弾性積層体の取付プレートは、略L字型に形成されて、そのL字型の一端部において上型の下端面若しくはパッドの側部上面に固定されることにより、簡易な取付構造にすることができる。また、弾性積層体の取付プレートのうち、パッド側の取付プレートは、パッドの外周壁面に設けた係合用凹部に嵌合する係合凸部が設けられていることで、パッド側のボルト締結作業が省略されて、取付作業が簡略化される。
【0029】
更に、上型の側壁に内外に貫通されると共に弾性積層体を貫通させることのできる形状と大きさに形成された貫通孔が設けられ、前記弾性積層体の取付プレートのうち上型側の取付プレートは、前記貫通孔を跨ぐと共にパッド側の取付プレートの取付位置の部分を避けた形状と大きさに形成されていることで、上型の外側から弾性積層体の取り付け作業が可能となり、取付作業性及びその後のメンテナンス性も向上する。
【図面の簡単な説明】
【図1】本発明に係るプレス金型1の構成を示す、概略平面図(A)、概略正面図で下死点における状態図(B)、同上死点での状態図(C)、弾性積層体2の断面図(D)である。
【図2】同本発明に係るプレス金型1の上死点での正面図である。
【図3】同本発明に係るプレス金型1の下死点での正面図である。
【図4】弾性積層体2の連結構造を示す実施例図(A),(B)である。
【図5】同弾性積層体2の連結構造を示す実施例図(A),(B)である。
【図6】同弾性積層体2の連結構造を示す正面図(A)と断面図(B)である。
【図7】従来例に係るプレス金型の平面図(A)と、正面図(B)である。
【図8】同従来例に係るプレス金型の使用状態における正面図である。
【符号の説明】
1 プレス金型、 2 弾性積層体、
2a,2b 取付プレート、 2c 積層面、
2f 取付プレート、 2g 係合凸部、
2h 取付プレート、 2i 取付プレート、
2j 取付プレート、
10 上型、 10a 側壁面、
10b 孔開け用工具、 10c 切断用の工具、
10d 上型の下端面、 10e ボルト孔、
10f 貫通孔、 10g 切欠き部、
10h 貫通孔、 11 弾性部材、
12 パッド、 12a 外周側壁面、
12b 側部上面、 12c 係合用凹部、
13 下型、 14 素材、
15 スライドプレート、 16 サイドピン、
17 ボルト、 18 固定プレート。
【発明の属する技術分野】
本発明は、プレス金型に係り、詳しくは、上金型とパッドとの構造を簡略して、素材の押さえを適切にして、金型の軽量化と騒音の低減及び製造コストの低減を図るプレス金型に関する。
【0002】
【従来の技術】
従来において、例えば、自動車用の外装パネル等の素材を種々の形態にプレス加工する金型は、図7に示すように、上下方向に移動する上型10と、該上型10に押圧用の弾性部材(例えば、ウレタンスプリング、ガススプリング等)11を介して弾性支持されたパッド12と、前記上型10に設けられ前記パッド12に一端部が係合することで当該パッド12を上下移動させるサイドピン16と、前記パッド12に対応させた下型13とで構成されているものが知られている。
【0003】
そして、前記上型10は、パッド12に対して弾性部材11の伸縮により、プレスする上下方向において相対移動が可能である。これにより、プレス加工時に、素材14を押圧して押さえ、更に、パンチによる孔開けや上下刃による外周部の切断を行うものである(例えば、特許文献1参照。)。
【0004】
【特許文献1】
特開平11−114639号公報(第1頁〜5頁、第1図〜第4図)
【0005】
【発明が解決しようする課題】
しかしながら、前記上型10と前記パッド12との側壁部には、図7に示すように、位置決め且つ摺動用のスライドプレート15が周囲に複数設けられ、また、パッド12を上型10と共に引き上げるためのサイドピン16が複数個設けられている。よって、部品点数が増えると共に、金型の組立に工数が掛かり、図8に示すように、パッド12の形状も複雑になって製造コストが嵩むことになる。更に、前記サイドピン16が早戻り機構によって上昇するときには、より早い速度で上昇して、該サイドピン16の先端部がパッド12の係合部に衝突してこれを引き上げるので、衝突時の音が大きくなって、工場周辺の地域に騒音被害をもたらすという課題がある。本発明に係るプレス金型は、このような課題を解決するために提案されたものである。
【0006】
【課題を解決するための手段】
上記課題を解決するための本発明に係るプレス金型の要旨は、プレス金型における、上型とパッドとの連結構造において、前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体を介して、当該上型とパッドとの両者を連結したことである。
【0007】
ゴムと鋼板とを積層して成る弾性積層体は、その積層面を金型のプレス方向と平行にして配設されていること、;
前記弾性積層体の取付プレートは、略L字型に形成されて、そのL字型の一端部において上型の下端面若しくはパッドの側部上面に固定されること、;
前記弾性積層体の取付プレートのうちパッド側の取付プレートは、パッドの外周壁面に設けた係合用凹部に嵌合する係合凸部が設けられていること、;
前記上型の側壁に内外に貫通されると共に弾性積層体を貫通させることのできる形状と大きさに形成された貫通孔が設けられ、前記弾性積層体の取付プレートのうち上型側の取付プレートは、前記貫通孔を跨ぐと共にパッド側の取付プレートの取付位置の部分を避けた形状と大きさに形成されていること、;
を含むものである。
【0008】
本発明に係るプレス金型によれば、上型からパッドの外周囲部の縁部に荷重が掛かり、素材において荷重が必要とされる箇所に、荷重を掛けることができるようになる。
また、弾性積層体を介してパッドを上下動させるので、従来のような剛体のサイドピンでパッドを引き上げる際の金属同士の衝突音が、本発明のプレス金型では無くなり、騒音が著しく低減される。
更に、上型とパッドとを弾性積層体で連結すればよいので、サイドピン用の係合部やスライドプレートの取付部が不要となることから、パッドの連結部分の形状が従来の形状に比較して簡易な形状となって製造コストが低減される。
また、パッド全体を薄くして軽量化することが可能となる。従来例における弾性部材(ウレタンスプリング、ガススプリング等)、スライドプレート、サイドピン等が本発明において不要となるので、部品点数を大幅に低減させることができる。
【0009】
【発明の実施の形態】
次に、本発明に係るプレス金型について、図面を参照して説明する。なお、発明の理解を容易にするため、従来例に対応する部分には従来例と同一の符号を付けて説明する。
【0010】
本発明に係るプレス金型1は、図1に示すように、上型10とパッド12との連結構造において、前記上型10の内側の側壁面10aと、前記パッド12の外周側壁面12aとの間に、例えば、弾性積層体2が複数個配設され、当該上型10とパッド12との両者を連結する連結構造となっている。
【0011】
前記弾性積層体2は、例えば、ゴム等の弾性体と鋼板等の剛性体とを積層して成るものである。そして、該弾性積層体2の積層した端部には、剛性な、例えば、鋼製の取付プレート2a,2bが設けられている。前記弾性積層体2は、図1(A)に示す上型10とパッド12との連結状態において、その弾性体と剛性体との積層面2cが、図1(D)に示すように、プレス金型1のプレス方向(上下方向)aと平行にして配設される。
【0012】
前記弾性積層体2は、建築構造物の免震装置として使用されていることが知られているが、これを、プレス金型1の上型10とパッド12との連結構造において、その積層面を金型1のプレス方向aと平行にして剪断方向で使用するという水平思考的発想により、本発明が完成したものである。
【0013】
このように、上記プレス金型1において、上型10とパッド12とを弾性積層体2によって連結することで、素材14の加工を行うものである。即ち、図2乃至図3に示すように、上型10が上死点にある状態で、弾性積層体2によりパッド12が略水平に支持されている。そして、図3に示すように、下型13に素材14が搬入されセットされる。上型10が下降すると、パッド12も下降して前記素材14の上面に当接し、素材14を押さえ込む。
【0014】
前記パッド12が下降停止後も、更に上型10が下降し下死点に至るので、複数個の弾性積層体2が当該上型10の剪断力により弾性変形する(図1(B)参照)。この弾性変形作用に対する弾性積層体2の反発力により、パッド12の外周縁部に力Fが略均一に加わり、素材14の外周縁部をしっかりと押さえつける。
【0015】
前記上型10には、孔開け用工具10b若しくは切断用の工具10cが設けられており、前記素材14に孔を開けるとともに、その外周部を切断する。切断等された切断片14aは、外に排出される。
【0016】
前記上型10が前記下死点から上昇されると、前記弾性積層体2が弾性変形前の状態に戻る(図1(C)参照)。更に、上型10が上昇すると、複数個の弾性積層体2によってパッド12が持ち上げられて、図2に示すように、上型10及びパッド12とが上死点の状態に戻る。前記パッド12は、弾性積層体2の弾性反発力によって引き上げられるので、金属同士の衝突時における高い金属音等の騒音が生じない。
【0017】
前記弾性積層体2の連結方法については、種々の変形例が提案される。図4(A)に示すように、弾性積層体2の取付プレート2a,2bが、略L字型に形成されて、そのL字型の一端部において上型の下端面10d若しくはパッド12の側部上面12bにネジ孔が設けられ、ボルト17で固定される連結方法である。
【0018】
この場合には、弾性積層体2の取付作業性を考慮して、パッド12側に予め弾性積層体2をボルト17で固定し、その後、上型10にボルト17で固定するものである。
【0019】
また、図4(B)に示すように、上型10の側壁面の適宜位置に左右に貫通するボルト孔10eを所要数設けるようにする。この連結方法によれば、ボルト17の締結作業が水平方向となって、作業性が向上するものである。
【0020】
更に、図5(A)に示すように、上型10の側壁面の適宜位置に、弾性積層体2を貫通させることのできる形状及び大きさの貫通孔10fを設ける。一方、パッド12の外周側壁面12aに、係合用凹部12cを設ける。そして、弾性積層体2の取付プレート2fに、前記係合凹部12cに嵌合する係合凸部2gが設けられる。なお、この取付プレート2fは、前記貫通孔10fを貫通できるものである。
【0021】
また、取付プレート2eは、貫通孔10fよりも大きく、上型10の外周壁面にボルト17で固定される。このような連結構造により、上型10とパッド12との上下方向の位置を合わせて、貫通孔10fに弾性積層体2を取付プレート2fから先に挿通させて、係合用凹部12cに係合凸部2gを嵌合させる。ボルト17で前記取付プレート2eを固定するものである。よって、上型10の外側からだけの取付作業で済むことになり、取付作業性ばかりでなく交換作業等のメンテナンス性が向上するものである。
【0022】
図5(B)に示す連結方法は、弾性積層体2の取付プレート2hをL字型にするとともに、上型10の下部に切欠き部10gを設けて、前記前記取付プレート2hの一端部と前記切欠き部10gとを係止させ、鉄製又は鋼製の固定プレート18により、ボルト17で下から固定し、間接的に取り付ける構成である。
【0023】
また、図6(A),(B)に示すように、上型10の側壁面の適宜位置に、弾性積層体2及び取付プレート2iを貫通させることのできる形状及び大きさの貫通孔10hを設ける。前記取付プレート2iは、横幅が弾性積層体2の本体部分とほぼ同じ寸法であるが、上下方向の高さ寸法は大きくなっていて、貫通孔10hを通して取付位置の部分である上下部分が直接見えるようになっている。この上下部分に、ボルト17をパッド12に固定作業するためのボルト用貫通孔が設けられる。
【0024】
また、上型10側の取付プレート2jは、図示のように、弾性積層体2の本体部分の横幅よりも長く前記貫通孔10hを水平方向に跨ぐ長さであり、上下方向の高さ寸法は、ほぼ同じかそれよりも小さい。前記取付プレート2iの上下部分を隠さないようにしてボルト17の締結作業を確保するため、当該取付プレート2iの取付位置の部分を避けた形状と大きさに形成されている。
【0025】
この連結方法では、連結作業において、上型10の側壁面から貫通孔10hを通して、弾性積層体2を水平方向で取付け作業及び交換作業が可能となり、メンテナンス等の作業性が向上する。
【0026】
【発明の効果】
上記説明したように、本発明に係るプレス金型は、プレス金型における、上型とパッドとの連結構造において、前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体を介して、当該上型とパッドとの両者を連結するという、従来において類を見ない連結構造となり、従来のパッド支持用のサイドピンが不要となるとともに、スライドプレートも不要となって、部品点数が大幅に削減される。
また、前記弾性積層体がパッドの外周側壁面に取り付けられるので、パッドの外周縁部において押圧力が発生し、素材の加工において、その加工部分である素材の外周部に近いところに、均一な押圧力が加わるようになる。よって、プレス金型のプレス方法として好ましいものとなる。
【0027】
また、前記サイドピン等の部品点数の削減に伴い、パッド側の取付構造も簡易になり、パッドの製造コストが大幅に低減される。また、パッド全体の軽量化も可能となる。
更に、パッドを弾性積層体で支持するので、従来の課題であったサイドピンでの衝突音が解消されて、騒音が著しく低減される。工場周囲への騒音公害対策として大きく貢献する。
【0028】
弾性積層体の取付構造において、弾性積層体の取付プレートは、略L字型に形成されて、そのL字型の一端部において上型の下端面若しくはパッドの側部上面に固定されることにより、簡易な取付構造にすることができる。また、弾性積層体の取付プレートのうち、パッド側の取付プレートは、パッドの外周壁面に設けた係合用凹部に嵌合する係合凸部が設けられていることで、パッド側のボルト締結作業が省略されて、取付作業が簡略化される。
【0029】
更に、上型の側壁に内外に貫通されると共に弾性積層体を貫通させることのできる形状と大きさに形成された貫通孔が設けられ、前記弾性積層体の取付プレートのうち上型側の取付プレートは、前記貫通孔を跨ぐと共にパッド側の取付プレートの取付位置の部分を避けた形状と大きさに形成されていることで、上型の外側から弾性積層体の取り付け作業が可能となり、取付作業性及びその後のメンテナンス性も向上する。
【図面の簡単な説明】
【図1】本発明に係るプレス金型1の構成を示す、概略平面図(A)、概略正面図で下死点における状態図(B)、同上死点での状態図(C)、弾性積層体2の断面図(D)である。
【図2】同本発明に係るプレス金型1の上死点での正面図である。
【図3】同本発明に係るプレス金型1の下死点での正面図である。
【図4】弾性積層体2の連結構造を示す実施例図(A),(B)である。
【図5】同弾性積層体2の連結構造を示す実施例図(A),(B)である。
【図6】同弾性積層体2の連結構造を示す正面図(A)と断面図(B)である。
【図7】従来例に係るプレス金型の平面図(A)と、正面図(B)である。
【図8】同従来例に係るプレス金型の使用状態における正面図である。
【符号の説明】
1 プレス金型、 2 弾性積層体、
2a,2b 取付プレート、 2c 積層面、
2f 取付プレート、 2g 係合凸部、
2h 取付プレート、 2i 取付プレート、
2j 取付プレート、
10 上型、 10a 側壁面、
10b 孔開け用工具、 10c 切断用の工具、
10d 上型の下端面、 10e ボルト孔、
10f 貫通孔、 10g 切欠き部、
10h 貫通孔、 11 弾性部材、
12 パッド、 12a 外周側壁面、
12b 側部上面、 12c 係合用凹部、
13 下型、 14 素材、
15 スライドプレート、 16 サイドピン、
17 ボルト、 18 固定プレート。
Claims (5)
- プレス金型における、上型とパッドとの連結構造において、
前記上型の内側側壁面と、前記パッドの外周側壁面との間に弾性積層体を介して、当該上型とパッドとの両者を連結したこと、
を特徴とするプレス金型。 - ゴムと鋼板とを積層して成る弾性積層体は、その積層面を金型のプレス方向と平行にして配設されていること、
を特徴とする請求項1に記載のプレス金型。 - 弾性積層体の取付プレートは、略L字型に形成されて、そのL字型の一端部において上型の下端面若しくはパッドの側部上面に固定されること、
を特徴とする請求項1または2に記載のプレス金型。 - 弾性積層体の取付プレートのうちパッド側の取付プレートは、パッドの外周壁面に設けた係合用凹部に嵌合する係合凸部が設けられていること、
を特徴とする請求項1または2に記載のプレス金型。 - 上型の側壁に内外に貫通されると共に弾性積層体を貫通させることのできる形状と大きさに形成された貫通孔が設けられ、前記弾性積層体の取付プレートのうち上型側の取付プレートは、前記貫通孔を跨ぐと共にパッド側の取付プレートの取付位置の部分を避けた形状と大きさに形成されていること、
を特徴とする請求項1または2に記載のプレス金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002336490A JP2004167552A (ja) | 2002-11-20 | 2002-11-20 | プレス金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002336490A JP2004167552A (ja) | 2002-11-20 | 2002-11-20 | プレス金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004167552A true JP2004167552A (ja) | 2004-06-17 |
Family
ID=32700320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002336490A Pending JP2004167552A (ja) | 2002-11-20 | 2002-11-20 | プレス金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004167552A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3006234A1 (fr) * | 2013-05-30 | 2014-12-05 | Peugeot Citroen Automobiles Sa | Outil de presse pour l'emboutissage d'une tole pour la mise en forme d'une piece de carrosserie |
-
2002
- 2002-11-20 JP JP2002336490A patent/JP2004167552A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3006234A1 (fr) * | 2013-05-30 | 2014-12-05 | Peugeot Citroen Automobiles Sa | Outil de presse pour l'emboutissage d'une tole pour la mise en forme d'une piece de carrosserie |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4781380B2 (ja) | プレス加工装置及びプレス加工方法 | |
| JP5390152B2 (ja) | 閉構造部材の製造方法、プレス成形装置及び閉構造部材 | |
| CN105880372B (zh) | 带侧压料功能的斜楔机构 | |
| JP2636127B2 (ja) | パンチング金型 | |
| JP4522058B2 (ja) | 素材の成形装置及び成形方法並びに成形された不織布物品 | |
| CN101406917A (zh) | 单、双动压机通用拉延模具 | |
| JP2004167552A (ja) | プレス金型 | |
| JP3496457B2 (ja) | 複合プレス型 | |
| JP2810634B2 (ja) | パンチング金型 | |
| JP2017121644A (ja) | プレス成形装置、及びプレス成形方法 | |
| CN111448008A (zh) | 保持装置 | |
| KR200297708Y1 (ko) | 요크 양방향 트리밍용 다이세트 장치 | |
| CN105408048B (zh) | 用于设置多个电阻焊元件的工具 | |
| JP4622591B2 (ja) | プレス加工用パンチ | |
| JP2020157325A (ja) | プレス成型装置 | |
| CN1981950A (zh) | 一种槽形工件的侧冲孔模具 | |
| CN214919715U (zh) | 一种用于建筑扣件生产的冲孔装置 | |
| JP2949327B2 (ja) | 打ち抜き加工方法 | |
| JP2007038292A (ja) | ワークの製造方法 | |
| KR102289372B1 (ko) | 유압프레스의 프레임 구조 | |
| JP4640265B2 (ja) | プレス成形装置 | |
| JP2003305521A (ja) | プレス成形装置 | |
| CN213259847U (zh) | 一种汽车内饰件冲孔模具 | |
| CN217070435U (zh) | 一种整型模具 | |
| CN111804754A (zh) | 平面度调整装置及平面度调整方法 |