JP2004169082A - ダクタイル鋳物用溶融鋳鉄の溶製設備及び溶製方法 - Google Patents
ダクタイル鋳物用溶融鋳鉄の溶製設備及び溶製方法 Download PDFInfo
- Publication number
- JP2004169082A JP2004169082A JP2002334665A JP2002334665A JP2004169082A JP 2004169082 A JP2004169082 A JP 2004169082A JP 2002334665 A JP2002334665 A JP 2002334665A JP 2002334665 A JP2002334665 A JP 2002334665A JP 2004169082 A JP2004169082 A JP 2004169082A
- Authority
- JP
- Japan
- Prior art keywords
- ladle
- hot water
- cast iron
- holding furnace
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005266 casting Methods 0.000 title claims abstract description 60
- 229910001018 Cast iron Inorganic materials 0.000 title claims abstract description 45
- 238000003723 Smelting Methods 0.000 title claims abstract description 18
- 238000000034 method Methods 0.000 title description 18
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 44
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 44
- 239000010439 graphite Substances 0.000 claims abstract description 44
- 239000002893 slag Substances 0.000 claims abstract description 27
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 14
- 238000012546 transfer Methods 0.000 claims abstract description 14
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 238000007599 discharging Methods 0.000 claims abstract description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 52
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 26
- 239000002699 waste material Substances 0.000 claims description 18
- 238000002844 melting Methods 0.000 claims description 17
- 230000008018 melting Effects 0.000 claims description 17
- 229910052742 iron Inorganic materials 0.000 claims description 13
- 238000012545 processing Methods 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 abstract description 9
- 239000002184 metal Substances 0.000 abstract description 9
- 238000009750 centrifugal casting Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 230000000717 retained effect Effects 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 230000003028 elevating effect Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910001141 Ductile iron Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000006477 desulfuration reaction Methods 0.000 description 2
- 230000023556 desulfurization Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 229910052761 rare earth metal Inorganic materials 0.000 description 2
- 150000002910 rare earth metals Chemical class 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910017818 Cu—Mg Inorganic materials 0.000 description 1
- 229910018505 Ni—Mg Inorganic materials 0.000 description 1
- 229910007981 Si-Mg Inorganic materials 0.000 description 1
- 229910008316 Si—Mg Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images



Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Abstract
【解決手段】元湯を貯留する保持炉1と、元湯を受ける取鍋7と、取鍋内に黒鉛球状化剤を添加する黒鉛球状化処理装置8と、スラグを取鍋から排出する排滓処理装置11と、を備えた溶製設備であって、保持炉と黒鉛球状化処理装置と排滓処理装置との間には、取鍋を搭載して自走すると共に搭載した取鍋をその上で移動させる取鍋移動手段5を有する搬送台車4と、該搬送台車との間で取鍋を行き来させると共に取鍋を移動させる取鍋搬送手段2,3,9,10,14と、が設置され、取鍋は、吊り上げられることなく、搬送台車及び取鍋移送手段によって保持炉から黒鉛球状化処理装置及び排滓処理装置へ搬送される。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、ダクタイル鋳物用溶融鋳鉄を溶製する設備及び溶製する方法に関し、詳しくは、溶融状態の鋳鉄を収容した取鍋を、クレーン等で吊り上げることなく移動させ、溶解炉で溶解された溶融鋳鉄(本発明では「元湯」と称す)からダクタイル鋳物用溶融鋳鉄を溶製する設備及び方法に関するものである。
【0002】
【従来の技術】
ダクタイル鋳鉄管等のダクタイル鋳物は鋼材と同等の引張強度を有し、その伸び及び靱性等の機械試験値は普通鋳鉄の十数倍に達し、更に、普通鋳鉄と同等の優れた耐食性を有しており、そのため、これらの特性が要求される地中埋設管等のより厳しい環境下での各種配管材等で広く利用されている。
【0003】
このダクタイル鋳物は、鉄スクラップを主たる鉄源原料としてキュポラ或いは電気炉によって溶解された元湯に、金属Mg等の黒鉛球状化剤を添加して、C:3〜4質量%(以下「%」と記す)、Si:2〜3%、Mn:0.2〜0.5%、Mg:0.01〜0.06%を含有するダクタイル鋳物用溶融鋳鉄を溶製し、これを遠心鋳造機等の鋳造設備によって鋳造することで製造されている(例えば、特許文献1参照)。この場合に、黒鉛球状化剤である金属Mg、Si、希土類金属等の添加歩留まりを向上させるため、元湯には黒鉛球状化剤が添加される前に必要に応じて脱硫処理が施されている。
【0004】
溶解炉で溶解された元湯をダクタイル鋳物用溶融鋳鉄に溶製する際には、通常、溶解炉で溶解された元湯を一旦保持炉に装入し、保持炉で貯留・滞留させて温度や成分等を均質化させた後に保持炉から所定量の元湯を取鍋に装入し、取鍋内で黒鉛球状化剤を添加する、或いは取鍋内の元湯を分湯して分湯した元湯に黒鉛球状化剤を添加した後に元湯と併せることによって黒鉛球状化処理が行われており、従来、元湯を収容した取鍋及び黒鉛球状化処理が施された後の溶湯を収容した取鍋は、クレーンやホイスト等によって吊り上げられて、保持炉や黒鉛球状化処理装置の間を搬送されている。
【0005】
【特許文献1】
特開平6−246415号公報
【0006】
【発明が解決しようとする課題】
クレーンやホイストは、製鉄業や金属加工業では重量物の搬送手段として、広く且つ一般的に使用されている。そして、空中を搬送ルートとしているため、特別の搬送ルートを設ける必要がないと云う利点を有している。
【0007】
しかしながら、溶湯の収容された取鍋をクレーンで搬送する場合には、万が一の場合を踏まえ、通常、搬送ルート直下には他の製造用設備は配置されることがない。従って、搬送ルート直下に相当する場所、並びに万が一の場合に影響を受けると予想される場所は、空けた状態とする必要があり、工場敷地の有効活用の観点からは、優れた搬送手段とは云い難い。
【0008】
又、クレーンやホイストを用いて搬送する際には、クレーン又はホイストを運転する操作員が必要であると同時に、地上ではクレーンフックの状況等を確認する玉掛け操作員が必要となる。この場合、稼働率の高いクレーンでは、操作員が常時クレーンに搭乗してクレーンを運転する必要があるが、稼働率が高いクレーンと云えども、作業の空き時間が必ず発生し、クレーンに搭乗した操作員はその期間待機することになる。尚、現在、クレーン運転の無人化が推進されてはいるが、溶湯を収容した取鍋のクレーンによる搬送作業は、重大事故を防止する観点から未だ無人化には至っていない。
【0009】
このように、従来、保持炉から黒鉛球状化処理装置を経て、元湯からダクタイル鋳物用溶融鋳鉄を溶製する際に、溶湯はクレーン等の吊り上げ手段を有する搬送装置によって搬送されているため、搬送装置を運転する専用の操作員を必要とすると共に、作業の都度に玉掛け操作員の指示・合図を必要としており、労働生産性が必ずしも高い作業であるとは云い難く、ダクタイル鋳物の製造コストを上昇させる一つの要因であった。
【0010】
本発明は上記事情に鑑みてなされたもので、その目的とするところは、ダクタイル鋳鉄管等のダクタイル鋳物を製造する際に、保持炉で貯留・滞留された元湯を取鍋に受け、次いで、黒鉛球状化処理装置に搬送してダクタイル鋳物用溶融鋳鉄に溶製し、更に、必要に応じて取鍋内のスラグを除去するまでの工程において、極めて少ない操作員で、取鍋の移動及び黒鉛球状化処理を行うことが可能である、ダクタイル鋳物用溶融鋳鉄の溶製設備及び溶製方法を提供することである。
【0011】
【課題を解決するための手段】
上記課題を解決するための第1の発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備は、溶解炉で溶解された元湯を貯留する保持炉と、保持炉に貯留されていた元湯を受ける取鍋と、取鍋内の元湯に黒鉛球状化剤を添加する黒鉛球状化処理装置と、を備えたダクタイル鋳物用溶融鋳鉄の溶製設備であって、前記保持炉と前記黒鉛球状化処理装置との間には、取鍋を搭載して自走すると共に搭載した取鍋をその上で移動させる取鍋移動手段を有する搬送台車と、当該搬送台車との間で取鍋を行き来させると共に取鍋を移動させる取鍋搬送手段と、が設置されており、前記取鍋は、吊り上げられることなく、搬送台車及び取鍋移送手段によって保持炉から黒鉛球状化処理装置へ移動させられることを特徴とするものである。
【0012】
第2の発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備は、溶解炉で溶解された元湯を貯留する保持炉と、保持炉に貯留されていた元湯を受ける取鍋と、取鍋内の元湯に黒鉛球状化剤を添加する黒鉛球状化処理装置と、黒鉛球状化処理終了後に取鍋内のスラグを取鍋から排出する排滓処理装置と、を備えたダクタイル鋳物用溶融鋳鉄の溶製設備であって、前記保持炉と前記黒鉛球状化処理装置と前記排滓処理装置との間には、取鍋を搭載して自走すると共に搭載した取鍋をその上で移動させる取鍋移動手段を有する搬送台車と、当該搬送台車との間で取鍋を行き来させると共に取鍋を移動させる取鍋搬送手段と、が設置されており、前記取鍋は、吊り上げられることなく、搬送台車及び取鍋移送手段によって保持炉から黒鉛球状化処理装置及び排滓処理装置へ移動させられることを特徴とするものである。
【0013】
第3の発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備は、第1又は第2の発明において、前記取鍋移動手段及び前記取鍋移送手段は、ローラーが回転することによってローラー上に搭載された取鍋を移動させるローラーテーブル方式であることを特徴とするものである。
【0014】
第4の発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備は、第1ないし第3の発明の何れかにおいて、前記搬送台車は1つの直線上を走行し、前記取鍋移送手段は、その取鍋の移動方向が当該搬送台車の走行方向に対して実質的に直行する方向に設けられていることを特徴とするものである。
【0015】
第5の発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備は、第1ないし第4の発明の何れかにおいて、前記搬送台車は、レーザーセンサーによって、その位置が検出されることを特徴とするものである。
【0016】
第6の発明に係るダクタイル鋳物用溶融鋳鉄の溶製方法は、保持炉内で貯留されていた元湯を取鍋内に受け、この取鍋内に黒鉛球状化剤を添加し、次いで、取鍋内のスラグを排出することによって、ダクタイル鋳物用溶融鋳鉄を溶製する方法であって、保持炉から元湯を受けた以降、取鍋内のスラグを排出するまでの期間、取鍋を吊り上げることなく移動させて、元湯からダクタイル鋳物用溶融鋳鉄を溶製することを特徴とするものである。
【0017】
【発明の実施の形態】
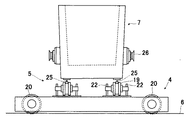
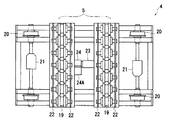
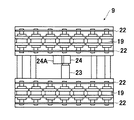
以下、添付図面を参照して本発明の実施の形態を説明する。図1〜図6は、本発明の実施の形態例を示す図であって、図1は、本発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備の全体構成を示す平面概略図、図2及び図3は、図1に示す搬送台車5の拡大図であって、図2が側面図で図3が平面図、図4及び図5は、図1に示すローラーテーブル9の拡大図であって、図4が側面図で図5が平面図、図6は、図1に示す排滓処理装置11の概略側面図である。
【0018】
図1に示すように、本実施の形態におけるダクタイル鋳物用溶融鋳鉄の溶製設備では、保持炉1と、取鍋7内にMg等の黒鉛球状化剤を添加するための黒鉛球状化処理装置8と、取鍋7内のスラグを排出するための排滓処理装置11とが水平方向に並んで配置されており、そして、これらの装置に沿ってほぼ直線状に伸びる一対のレール6,6が配置され、このレール6,6上に、その上を走行する搬送台車4が配置されている。
【0019】
尚、保持炉1とは、キュポラや電気炉等の溶解炉(図示せず)で溶解された元湯(溶融鋳鉄)を、遠心鋳造機等の鋳造設備で鋳造される前に一旦収容する容器であり、内壁が耐火物で構成され、低周波誘導等によって収容された元湯を加熱することが可能な炉である。黒鉛球状化処理装置8は、元湯に黒鉛球状化剤を添加して元湯中の黒鉛を球状化し、元湯からダクタイル鋳物用溶融鋳鉄を溶製する装置であり、黒鉛球状化剤として、純Mg、Fe−Si−Mg合金、Ni−Mg合金、Cu−Mg合金、希土類金属等を用い、置注ぎ法、蓋付取鍋添加法、プランジャ法、圧力添加法、ワイヤーフィーダー法等の適宜の添加手段によって添加する装置であり、本実施の形態例では、純Mgが内装され、外部を鋼板で被覆した鉄被覆Mgワイヤーを、ワイヤーフィーダー法によって取鍋7内の元湯に添加する方法を用いている。又、排滓処理装置11は、溶製されたダクタイル鋳物用溶融鋳鉄上に浮遊するスラグを除去して、鋳造されるダクタイル鋳物の品質を高める装置であり、本実施の形態例では、取鍋7を傾斜させた状態として、排滓ステーション13で滓ポット12内にスラグを排出する方法を用いている。
【0020】
保持炉1とレール6との間には、取鍋7を移動するための取鍋移送手段として、搬送台車4の走行方向に対して直交する方向に、ローラーテーブル2及びローラーテーブル3が配置され、同様に、黒鉛球状化処理装置8とレール6との間には、ローラーテーブル9及びローラーテーブル10が配置され、又、排滓処理装置11とレール6との間には、ローラーテーブル14が配置されている。搬送台車4には、搬送台車4上で、搬送台車4の走行方向に対して直交する方向に取鍋7を移動させるための取鍋移動手段として、ローラーテーブル5が設置されている。
【0021】
このローラーテーブル5は、図2及び図3に示すように、中央部が凹部形状の複数個のローラー19が、搬送台車4に取り付けられた軸受22によって回転自在に保持され、縦方向に並んで2列配置された構成であり、各ローラー19は、搬送台車4に取り付けられたローラー駆動電動機23によって、減速機24及び伝達機24Aを介して回転可能に設置されている。取鍋7は、取鍋7の底面に配置した一対のレール25をローラー19の凹部に乗せた状態でローラーテーブル5に支持され、ローラー19が回転することによってローラー19上を移動するようになっている。ローラーテーブル5には、取鍋7が移動しないように固定するためのストッパー(図示せず)が設置されていると共に、取鍋7の位置を検出するためのリミットスイッチ(図示せず)が複数設置されている。
【0022】
搬送台車4には台車駆動電動機21が取り付けられており、台車駆動電動機21の作動により、レール6上の車輪20が回転して搬送台車4が走行する。レール6の延長線上には、搬送台車4の全経路に渡って搬送台車4に向かってレーザー光を発信し、搬送台車4からの反射レーザー光を受信するレーザーセンサー33が設置されており、搬送台車4の所在位置は、レーザーセンサー33によって常時監視されるようになっている。レーザーセンサー33によって所在位置を監視することにより、±10mm以下の高い精度で位置検出ができるうえに、測定原理上、原点補償を行う必要がなく、どの位置にあっても、又、計測途中で何らかのトラブルが発生して計測が一旦遮断した場合でも復帰後直ちに位置検出が可能であり、搬送台車4の位置検出手段としては極めて好ましい。これに対してリミットスイッチの場合には、計測途中で何らかのトラブルが発生して計測が一旦遮断した際には、一旦原点に戻って補償する必要があり、測定が煩雑になる。
【0023】
ローラーテーブル2,3,9,10,14の構成を、図4及び図5に示すローラーテーブル9の例で説明する。図4及び図5に示すように、ローラーテーブル9は、架台27によって基礎32に固定されており、ローラーテーブル9の構成は、前述した搬送台車4のローラーテーブル5と実質的に同一である。即ち、中央部が凹部形状の複数個のローラー19が、軸受22によって回転自在に保持され、縦方向に並んで2列配置された構成であり、各ローラー19は、ローラー駆動電動機23によって、減速機24及び伝達機24Aを介して回転可能に設置されている。取鍋7は、その底部に設けた一対のレール25をローラー19の凹部に乗せた状態で支持され、ローラー19が回転することによってローラー19上を移動するようになっている。又、ローラーテーブル9には、取鍋7の位置を検出するためのリミットスイッチ(図示せず)が複数設置されている。このように、ローラーテーブル9の構造は、搬送台車4のローラーテーブル5の構造と実質的に同一となっているが、これは、取鍋7が搬送台車4とローラーテーブル2,3,9,10,14との間を行き来するので、その支持方法及び移動方法が搬送台車4とローラーテーブル2,3,9,10,14とで同一になっているためである。
【0024】
ローラーテーブル2,3,10の構成は、ローラーテーブル9の構成と実質的に同一であるが、ローラーテーブル2には、取鍋7の質量や取鍋7内の溶湯質量を測定するためのロードセル(図示せず)が設けられている。ロードセルの設置位置は、例えばローラーテーブル2と架台との間の適宜の位置に設置すればよい。又、ローラーテーブル3には、ローラーテーブル3自体を昇降させる昇降装置(図示せず)が設置されているが、これは、搬送台車4の高さ位置と保持炉1から受湯するローラーテーブル2の高さ位置が異なるために、その差を調整するためのものであり、本発明において特に必要とするものではない。昇降装置は、電動機や圧力シリンダー等を用いた慣用の装置でよい。ローラーテーブル10はローラーテーブル9と実質的に同一である。このように、ローラーテーブル2,3,10はローラーテーブル9と類似しているが、取鍋7のオーバーラン防止板や取鍋7を固定するストッパーは、その目的とする位置に設置されており、従って、その位置は各ローラーテーブルで異なっている。
【0025】
ローラーテーブル14の構成も、取鍋7を移動させる構成は上記構成と実質的に同一であるが、ローラーテーブル14は、排滓処理のために、ローラーテーブル14自体が傾動可能な構成になっている。即ち、図6に示すように、基礎32に基台28が取り付けられており、この基台28に油圧シリンダー29が取り付けられ、この油圧シリンダー29のロッド29aが、基台28に設置された傾動軸31に回転可能として取り付けられた傾動用アーム30に連結されている。ローラーテーブル14は傾動用アーム30と一体的に構成されており、従って、油圧シリンダー29を作動させてロッド29aを伸長させ、傾動用アーム30を傾動させることにより、図中破線で示すように、ローラーテーブル14が傾動して、ローラーテーブル14上に固定された取鍋7が、滓ポット12側に傾斜するようになっている。
【0026】
更に、図1に示すように、本実施の形態では、排滓処理装置11で排滓処理された取鍋7を、遠心鋳造機(図示せず)等の鋳造設備の設置された別棟へ搬送するための棟越搬送台車15が設置されている。棟越搬送台車15にも、搬送台車4と同様に、取鍋7をその上で移動させるためのローラーテーブル16が設置されており、このローラーテーブル16の構成は、搭載した取鍋7の移動方向が棟越搬送台車15の走行方向と同一である点以外は、搬送台車4に取り付けられたローラーテーブル5の構成と同一である。棟越搬送台車15が走行するレール17の延長線上には、棟越搬送台車15の全経路に渡って棟越搬送台車15に向かってレーザー光を発信し、棟越搬送台車15からの反射レーザー光を受信するレーザーセンサー34が設置されており、棟越搬送台車15の所在位置は、レーザーセンサー34によって常時監視されるようになっている。尚、本発明においては、棟越搬送台車15は必ずしも必要ではなく、排滓処理後クレーン等を用いて取鍋7を遠心鋳造機等の鋳造設備まで搬送してもよい。
【0027】
このような構成のダクタイル鋳物用溶融鋳鉄の溶製設備を用いて、ダクタイル鋳物用溶融鋳鉄を溶製する方法を以下に説明する。
【0028】
鉄スクラップ等の鉄源とコークス等の炭材とを原料として、キュポラ或いは電気炉等の溶解炉で元湯(溶融鋳鉄)を溶解し、更に、必要に応じて脱硫処理して得られた元湯を一旦保持炉1に収容する。通常、溶解炉と保持炉1との間には、元湯の通過する湯道(図示せず)が設置されており、元湯は連続的に或いは間歇的に溶解炉から保持炉1に供給される。通常、湯道には脱硫装置が設置されている。
【0029】
空の取鍋7をローラーテーブル2上で待機させておき、保持炉1を傾動させ、注湯樋18を介して元湯を取鍋7内に注湯する。ローラーテーブル2に設置されたロードセルによって受湯量を監視し、所定量の元湯が注湯されたなら、保持炉1を水平に起こし、保持炉1からの注湯を停止させる。この状態で、搬送台車及びローラーテーブルの運転を監視する総合制御盤(図示せず)に受湯完了の信号を入力する。以降、取鍋7は、排滓処理装置11に設置したローラーテーブル14に搭載されるまで、総合制御盤によって自動的に移動する構成になっている。
【0030】
受湯完了信号が入力されると、ローラーテーブル2及びローラーテーブル3は自動的に運転し、元湯を収容した取鍋7はローラーテーブル2からローラーテーブル3へ搬送され、ローラーテーブル3で一旦停止し、搬送台車4の高さ位置まで上昇する。この間、搬送台車4は、ローラーテーブル3の前面所定位置に自動的に移動しており、搬送台車4の高さ位置まで上昇された取鍋7は、ローラーテーブル3から搬送台車4上に自動的に移動される。
【0031】
取鍋7が搬送台車4に搭載され、搬送台車4上の所定位置に固定されると、搬送台車4はローラーテーブル9の前面位置まで自動的に走行し、所定の位置で停止する。搬送台車4が所定の位置で停止すると、搬送台車4のローラーテーブル5、ローラーテーブル9及びローラーテーブル10は自動的に運転し、取鍋7はローラーテーブル5からローラーテーブル10へと搬送され、ローラーテーブル10上の所定位置で固定される。取鍋7がローラーテーブル10上の所定位置で固定されたなら、黒鉛球状化処理装置8として設置したワイヤーフィーダー装置によって鉄被覆Mgワイヤーが取鍋7内の元湯に供給され、元湯はダクタイル鋳物用溶融鋳鉄に溶製される。この鉄被覆Mgワイヤーの供給は、総合制御盤に予め入力された元湯の質量、Mg添加基準量及び歩留り等に基づき、総合制御盤によって自動的に行われる。
【0032】
所定量の鉄被覆Mgワイヤーが添加され、Mgによる黒鉛球状化処理が終了したならば、ローラーテーブル9、ローラーテーブル10、及び搬送台車4のローラーテーブル5が自動的に運転し、ダクタイル鋳物用溶融鋳鉄を収容した取鍋7は搬送台車4上に再度搬送される。取鍋7が搬送台車4上の所定位置に固定されると、搬送台車4はローラーテーブル14の前面位置まで自動的に走行し、所定の位置で停止する。搬送台車4が所定の位置で停止すると、ローラーテーブル5及びローラーテーブル14が自動的に運転し、取鍋7はローラーテーブル5からローラーテーブル14へと搬送され、ローラーテーブル14上の所定位置で固定される。
【0033】
取鍋7がローラーテーブル14上の所定位置で固定されたことを確認した後、油圧シリンダー29を作動させて取鍋7を傾動し、所定の傾斜角度で保持する。この状態で排滓ステーション13において排滓冶具を用いて取鍋7内のスラグを滓ポット12内に排出する。排滓処理作業が終了したならば、油圧シリンダー29を作動させて取鍋7を水平状態に戻し、予めローラーテーブル14の前面位置に待機させた棟越搬送台車15上に取鍋7を移動させる。
【0034】
取鍋7が棟越搬送台車15に移動し、棟越搬送台車15上の所定位置に固定されたなら、棟越搬送台車15を走行させて取鍋7を遠心鋳造機等の鋳造設備が設置された別棟へ搬送する。鋳造設備における鋳造の際に、取鍋7をクレーン等で吊り上げる必要がある場合には、取鍋7に設置したトラニオン26をクレーン等のフックに直接掛ける、或いはトラニオン26に吊り具を取り付け、取り付けた吊り具をフックに掛ける等によって吊り上げることができる。鋳造された後の空の取鍋7は、棟越搬送台車15、搬送台車4、ローラーテーブル3、ローラーテーブル2の順に搬送され、保持炉1の直下で待機する。
【0035】
以上説明したように、上記構成のダクタイル鋳物用溶融鋳鉄の溶製設備を用いることにより、保持炉1で貯留・滞留された元湯を取鍋7に受け、黒鉛球状化処理装置8に搬送してダクタイル鋳物用溶融鋳鉄に溶製し、次いで、排滓処理装置11に搬送して取鍋7内のスラグを排出し、その後、このダクタイル鋳物用溶融鋳鉄を遠心鋳造機等の鋳造設備の配置された場所に搬送するまでの工程において、取鍋7をクレーン等によって吊り上げることがないため、ほとんどの作業を自動運転で行うことが可能となり、省力化並びに省力化に伴う生産性の向上が達成される。
【0036】
尚、本発明は上記実施の形態例に限るものではなく、種々の変更が可能である。例えば、保持炉1と黒鉛球状化処理装置8と排滓処理装置11とが横方向に並んで配置されているが、並ぶ必要性はなく、向かい合っていてもよく、又、保持炉1は1基に限らず複数基であってもよい。更に、ローラーテーブルの構成は、取鍋7を移送できる装置である限り、どのような構成としてもよい。
【0037】
【発明の効果】
本発明によれば、ダクタイル鋳物を製造する際に、保持炉で貯留・滞留された元湯を取鍋に受け、次いで、黒鉛球状化処理装置に搬送してダクタイル鋳物用溶融鋳鉄に溶製し、更に、必要に応じて取鍋内のスラグを除去するまでの工程において、取鍋をクレーン等によって吊り上げる必要性がないため、ほとんどの作業を自動化することが可能となり、極めて少ない操作員で一連の作業に対処することが可能となる。その結果、省力化並びに省力化に伴う生産性の向上が達成され、工業上有益な効果がもたらされる。
【図面の簡単な説明】
【図1】本発明の実施の形態例を示す図であって、本発明に係るダクタイル鋳物用溶融鋳鉄の溶製設備の全体構成を示す平面概略図である。
【図2】図1に示す搬送台車の側面拡大図である。
【図3】図1に示す搬送台車の平面拡大図である。
【図4】図1に示すローラーテーブルの側面拡大図である。
【図5】図1に示すローラーテーブルの平面拡大図である。
【図6】図1に示す排滓処理装置の概略側面図である。
【符号の説明】
1 保持炉
2 ローラーテーブル
3 ローラーテーブル
4 搬送台車
5 ローラーテーブル
6 レール
7 取鍋
8 黒鉛球状化処理装置
9 ローラーテーブル
10 ローラーテーブル
11 排滓処理装置
12 滓ポット
13 排滓ステーション
14 ローラーテーブル
15 棟越搬送台車
16 ローラーテーブル
17 レール
18 注湯樋
19 ローラー
20 車輪
21 台車駆動電動機
22 軸受
23 ローラー駆動電動機
24 減速機
25 レール
26 トラニオン
27 架台
28 基台
29 油圧シリンダー
30 傾動用アーム
31 傾動軸
32 基礎
33 レーザーセンサー
34 レーザーセンサー
Claims (6)
- 溶解炉で溶解された元湯を貯留する保持炉と、保持炉に貯留されていた元湯を受ける取鍋と、取鍋内の元湯に黒鉛球状化剤を添加する黒鉛球状化処理装置と、を備えたダクタイル鋳物用溶融鋳鉄の溶製設備であって、前記保持炉と前記黒鉛球状化処理装置との間には、取鍋を搭載して自走すると共に搭載した取鍋をその上で移動させる取鍋移動手段を有する搬送台車と、当該搬送台車との間で取鍋を行き来させると共に取鍋を移動させる取鍋搬送手段と、が設置されており、前記取鍋は、吊り上げられることなく、搬送台車及び取鍋移送手段によって保持炉から黒鉛球状化処理装置へ移動させられることを特徴とする、ダクタイル鋳物用溶融鋳鉄の溶製設備。
- 溶解炉で溶解された元湯を貯留する保持炉と、保持炉に貯留されていた元湯を受ける取鍋と、取鍋内の元湯に黒鉛球状化剤を添加する黒鉛球状化処理装置と、黒鉛球状化処理終了後に取鍋内のスラグを取鍋から排出する排滓処理装置と、を備えたダクタイル鋳物用溶融鋳鉄の溶製設備であって、前記保持炉と前記黒鉛球状化処理装置と前記排滓処理装置との間には、取鍋を搭載して自走すると共に搭載した取鍋をその上で移動させる取鍋移動手段を有する搬送台車と、当該搬送台車との間で取鍋を行き来させると共に取鍋を移動させる取鍋搬送手段と、が設置されており、前記取鍋は、吊り上げられることなく、搬送台車及び取鍋移送手段によって保持炉から黒鉛球状化処理装置及び排滓処理装置へ移動させられることを特徴とする、ダクタイル鋳物用溶融鋳鉄の溶製設備。
- 前記取鍋移動手段及び前記取鍋移送手段は、ローラーが回転することによってローラー上に搭載された取鍋を移動させるローラーテーブル方式であることを特徴とする、請求項1又は請求項2に記載のダクタイル鋳物用溶融鋳鉄の溶製設備。
- 前記搬送台車は1つの直線上を走行し、前記取鍋移送手段は、その取鍋の移動方向が当該搬送台車の走行方向に対して実質的に直行する方向に設けられていることを特徴とする、請求項1ないし請求項3の何れか1つに記載のダクタイル鋳物用溶融鋳鉄の溶製設備。
- 前記搬送台車は、レーザーセンサーによって、その位置が検出されることを特徴とする、請求項1ないし請求項4の何れか1つに記載のダクタイル鋳物用溶融鋳鉄の溶製設備。
- 保持炉内で貯留されていた元湯を取鍋内に受け、この取鍋内に黒鉛球状化剤を添加し、次いで、取鍋内のスラグを排出することによって、ダクタイル鋳物用溶融鋳鉄を溶製する方法であって、保持炉から元湯を受けた以降、取鍋内のスラグを排出するまでの期間、取鍋を吊り上げることなく移動させて、元湯からダクタイル鋳物用溶融鋳鉄を溶製することを特徴とする、ダクタイル鋳物用溶融鋳鉄の溶製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002334665A JP3685781B2 (ja) | 2002-11-19 | 2002-11-19 | ダクタイル鋳物用溶融鋳鉄の溶製設備 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002334665A JP3685781B2 (ja) | 2002-11-19 | 2002-11-19 | ダクタイル鋳物用溶融鋳鉄の溶製設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004169082A true JP2004169082A (ja) | 2004-06-17 |
| JP3685781B2 JP3685781B2 (ja) | 2005-08-24 |
Family
ID=32698988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002334665A Expired - Fee Related JP3685781B2 (ja) | 2002-11-19 | 2002-11-19 | ダクタイル鋳物用溶融鋳鉄の溶製設備 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3685781B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010119777A1 (ja) * | 2009-04-15 | 2010-10-21 | 新東工業株式会社 | 溶湯処理設備と溶湯処理方法およびそれを用いた溶湯搬送ライン |
| CN101875109A (zh) * | 2010-06-12 | 2010-11-03 | 无锡巨力重工机械有限公司 | 改进型的钢水罐车 |
| CN104404358A (zh) * | 2014-11-17 | 2015-03-11 | 无锡市百顺机械厂 | 一种缓速器转子铸造工艺 |
| WO2016042609A1 (ja) * | 2014-09-17 | 2016-03-24 | 新東工業株式会社 | 昇降機能付き受湯台車および受湯搬送方法 |
| CN109158584A (zh) * | 2018-11-08 | 2019-01-08 | 山东杰创机械有限公司 | 一种铁水转运系统 |
| CN112853037A (zh) * | 2020-12-31 | 2021-05-28 | 新兴铸管股份有限公司 | 铁水兑铁流水线 |
| CN114054731A (zh) * | 2021-09-13 | 2022-02-18 | 山东杰创机械有限公司 | 一种金属熔液转运用炉前升降转运车 |
| CN116393659A (zh) * | 2023-03-28 | 2023-07-07 | 青岛佑兴冶金材料有限公司 | 一种利用铝灰制作炼钢促进剂的设备、工艺及使用方法 |
| CN117282947A (zh) * | 2023-09-15 | 2023-12-26 | 济南市平阴县玛钢厂 | 一种半自动浇铸机 |
| CN121272291A (zh) * | 2025-12-08 | 2026-01-06 | 江苏震业新材料股份有限公司 | 一种合成球墨铸铁的熔炼设备及其使用方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07251240A (ja) * | 1994-03-11 | 1995-10-03 | Shinko Electric Co Ltd | 球状化処理容器搬送装置 |
-
2002
- 2002-11-19 JP JP2002334665A patent/JP3685781B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07251240A (ja) * | 1994-03-11 | 1995-10-03 | Shinko Electric Co Ltd | 球状化処理容器搬送装置 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102271838A (zh) * | 2009-04-15 | 2011-12-07 | 新东工业株式会社 | 熔融金属处理设备与熔融金属处理方法以及使用该设备的熔融金属输送线 |
| JP5406918B2 (ja) * | 2009-04-15 | 2014-02-05 | 新東工業株式会社 | 溶湯処理設備と溶湯処理方法およびそれを用いた溶湯搬送ライン |
| WO2010119777A1 (ja) * | 2009-04-15 | 2010-10-21 | 新東工業株式会社 | 溶湯処理設備と溶湯処理方法およびそれを用いた溶湯搬送ライン |
| CN101875109A (zh) * | 2010-06-12 | 2010-11-03 | 无锡巨力重工机械有限公司 | 改进型的钢水罐车 |
| US10272489B2 (en) | 2014-09-17 | 2019-04-30 | Sintokogio, Ltd. | Carriage for receiving molten metal with a mechanism for moving a ladle up and down, and a method for transporting molten metal |
| WO2016042609A1 (ja) * | 2014-09-17 | 2016-03-24 | 新東工業株式会社 | 昇降機能付き受湯台車および受湯搬送方法 |
| CN104404358A (zh) * | 2014-11-17 | 2015-03-11 | 无锡市百顺机械厂 | 一种缓速器转子铸造工艺 |
| CN109158584A (zh) * | 2018-11-08 | 2019-01-08 | 山东杰创机械有限公司 | 一种铁水转运系统 |
| CN112853037A (zh) * | 2020-12-31 | 2021-05-28 | 新兴铸管股份有限公司 | 铁水兑铁流水线 |
| CN114054731A (zh) * | 2021-09-13 | 2022-02-18 | 山东杰创机械有限公司 | 一种金属熔液转运用炉前升降转运车 |
| CN116393659A (zh) * | 2023-03-28 | 2023-07-07 | 青岛佑兴冶金材料有限公司 | 一种利用铝灰制作炼钢促进剂的设备、工艺及使用方法 |
| CN117282947A (zh) * | 2023-09-15 | 2023-12-26 | 济南市平阴县玛钢厂 | 一种半自动浇铸机 |
| CN121272291A (zh) * | 2025-12-08 | 2026-01-06 | 江苏震业新材料股份有限公司 | 一种合成球墨铸铁的熔炼设备及其使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3685781B2 (ja) | 2005-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9186725B2 (en) | Carriage to transport a ladle and to transfer molten metal into equipment for pouring and transportation line for transporting molten metal | |
| JP5811459B2 (ja) | 注湯取鍋の搬送装置 | |
| KR102291995B1 (ko) | 용탕 반송 시스템 및 방법 | |
| JP3685781B2 (ja) | ダクタイル鋳物用溶融鋳鉄の溶製設備 | |
| CN110846448B (zh) | 滚筒法渣处理车间内渣罐物流无人化控制系统及控制方法 | |
| JP4230479B2 (ja) | 取鍋搬送台車の停止位置決め方法および装置 | |
| JP4150694B2 (ja) | 取鍋搬送用ローラーテーブル | |
| US4215854A (en) | Melt processing apparatus with tiltable melt receptacle | |
| JP3975187B2 (ja) | 溶鋼処理ライン | |
| CN211546580U (zh) | 熔渣收送设备及熔渣处理系统 | |
| JP4150693B2 (ja) | ダクタイル鋳物用溶融鋳鉄の溶製設備 | |
| CN211005450U (zh) | 滚筒法渣处理车间内渣罐物流无人化控制系统 | |
| EP3315615A1 (en) | Manipulator for a ladle | |
| US3791636A (en) | Steel mill melt shop arrangement | |
| JP3666750B2 (ja) | 黒鉛球状化処理設備 | |
| JPH06145760A (ja) | 連続自動製鋼方法及びその装置 | |
| JPH09225626A (ja) | 大型及び小型両方の溶鋼取鍋搭載方法及び装置 | |
| CN215431511U (zh) | 一种被改进的铁水罐 | |
| JPH08112653A (ja) | 溶鋼の移送方法 | |
| CN103502480A (zh) | 电熔炉 | |
| JPH11193412A (ja) | 精錬炉から発生するスラグの処理方法及び装置 | |
| JPH09271933A (ja) | 溶湯搬送装置 | |
| JP3930661B2 (ja) | 製鋼設備 | |
| JP2560093Y2 (ja) | 連続鋳造設備の排滓装置 | |
| JPS6311157Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050531 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3685781 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110610 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110610 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110610 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 9 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 9 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 9 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |