JP2004169882A - グランドパッキン及びその製造方法 - Google Patents
グランドパッキン及びその製造方法 Download PDFInfo
- Publication number
- JP2004169882A JP2004169882A JP2002339187A JP2002339187A JP2004169882A JP 2004169882 A JP2004169882 A JP 2004169882A JP 2002339187 A JP2002339187 A JP 2002339187A JP 2002339187 A JP2002339187 A JP 2002339187A JP 2004169882 A JP2004169882 A JP 2004169882A
- Authority
- JP
- Japan
- Prior art keywords
- gland packing
- base material
- solid lubricant
- gland
- packing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000012856 packing Methods 0.000 title claims abstract description 143
- 210000004907 gland Anatomy 0.000 title claims abstract description 121
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 238000000034 method Methods 0.000 title claims abstract description 16
- 239000000463 material Substances 0.000 claims abstract description 65
- 239000000314 lubricant Substances 0.000 claims abstract description 52
- 239000007787 solid Substances 0.000 claims abstract description 52
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 20
- 238000003786 synthesis reaction Methods 0.000 claims abstract description 20
- 239000013078 crystal Substances 0.000 claims abstract description 13
- 230000003647 oxidation Effects 0.000 claims abstract description 9
- 238000007254 oxidation reaction Methods 0.000 claims abstract description 9
- 239000010687 lubricating oil Substances 0.000 abstract description 12
- 238000002425 crystallisation Methods 0.000 abstract description 3
- 230000008025 crystallization Effects 0.000 abstract description 3
- 239000011248 coating agent Substances 0.000 abstract 2
- 238000000576 coating method Methods 0.000 abstract 2
- 230000002349 favourable effect Effects 0.000 abstract 1
- 238000005192 partition Methods 0.000 abstract 1
- 230000001376 precipitating effect Effects 0.000 abstract 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 15
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 15
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 9
- 229910002804 graphite Inorganic materials 0.000 description 8
- 239000010439 graphite Substances 0.000 description 8
- 239000000243 solution Substances 0.000 description 8
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 5
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Substances [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 5
- -1 polytetrafluoroethylene Polymers 0.000 description 5
- 229920002545 silicone oil Polymers 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- ZKKLPDLKUGTPME-UHFFFAOYSA-N diazanium;bis(sulfanylidene)molybdenum;sulfanide Chemical compound [NH4+].[NH4+].[SH-].[SH-].S=[Mo]=S ZKKLPDLKUGTPME-UHFFFAOYSA-N 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 3
- 238000009954 braiding Methods 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- 239000003115 supporting electrolyte Substances 0.000 description 3
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000002386 leaching Methods 0.000 description 2
- MHCFAGZWMAWTNR-UHFFFAOYSA-M lithium perchlorate Chemical compound [Li+].[O-]Cl(=O)(=O)=O MHCFAGZWMAWTNR-UHFFFAOYSA-M 0.000 description 2
- 239000002932 luster Substances 0.000 description 2
- VLTRZXGMWDSKGL-UHFFFAOYSA-N perchloric acid Chemical compound OCl(=O)(=O)=O VLTRZXGMWDSKGL-UHFFFAOYSA-N 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000001308 synthesis method Methods 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 229910016001 MoSe Inorganic materials 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- ITRNXVSDJBHYNJ-UHFFFAOYSA-N tungsten disulfide Chemical compound S=[W]=S ITRNXVSDJBHYNJ-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/04—Tubes; Rings; Hollow bodies
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/18—Sealings between relatively-moving surfaces with stuffing-boxes for elastic or plastic packings
- F16J15/182—Sealings between relatively-moving surfaces with stuffing-boxes for elastic or plastic packings with lubricating, cooling or draining means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/18—Sealings between relatively-moving surfaces with stuffing-boxes for elastic or plastic packings
- F16J15/20—Packing materials therefor
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Sealing Material Composition (AREA)
- Sealing Devices (AREA)
Abstract
【効果】本グランドパッキンは、高温下や真空下で使用しても、摺動特性が良好である。この製造方法によれば、特に、固体潤滑剤を用いて、液体潤滑剤と同程度にまで作動抵抗が低減され、高温下や真空下で使用しても、摺動特性が良好なグランドパッキンを製造することができる。
【選択図】なし
Description
【発明の技術分野】
本発明は、低摺動性グランドパッキン及びその製造方法に関し、さらに詳しくは、バルブ等の機器のスタフィングボックス内に装填され、バルブステムからの流体の漏れ防止などのために使用される、摺動抵抗の低いグランドパッキン及びこのようなグランドパッキンの製造方法に関する。
【0002】
【発明の技術的背景】
グランドパッキンは、バルブステム、流体機器あるいは装置の回転軸など摺動を伴う箇所において使用されているが、これらの箇所では、作動抵抗によるエネルギー損失が発生する。
従って、作動抵抗を軽減させることは、動力源のエネルギー消費を少なくし小型化するために、またパッキンの長寿命化を図るために不可欠である。
【0003】
そこで、これらの摺動箇所で用いられるグランドパッキンには、従来から、シリコーン油等の液体潤滑剤を含浸させ、あるいは黒鉛粉末などの固体潤滑剤を含浸させ、あるいはこのグランドパッキンをポリテトラフルオロエチレン等の自己潤滑性のある材料から形成して作動抵抗を低減することが行われている。
ところが、液体潤滑剤を含浸させたグランドパッキンでは、常温において良好な摺動特性が得られるものの、例えば、200℃程度の温度になるとオイルが浸出したり、また、真空条件下ではオイルが揮発したりし、その後、グランドパッキンの作動抵抗が増大するという問題点がある。このようなオイルの浸出は、高温や真空分野で用いるには好ましくない。
【0004】
一方、固体潤滑剤を塗布あるいは固体潤滑剤分散液を含浸処理した場合は、液体潤滑剤ほどには、作動抵抗を軽減したりスティックスリップを有効に低減したりすることは特定の条件を除いては難しい(特開2001−192644号公報:特許文献1)。
また、自己潤滑性材料を含有するポリテトラフルオロエチレンなどの樹脂からなるグランドパッキンは、その使用可能な温度が、樹脂の耐熱温度(上限温度)である260℃以下の温度に限られる。
【0005】
また、膨張黒鉛などの真空条件下で摩擦係数の上昇する材料からなるグランドパッキンは、シール面にグランドパッキンが密着するに従い摩擦係数が上昇するため、作動抵抗を充分に低減することはできないという問題点がある。
【0006】
【特許文献1】
特開2001−192644号公報
【0007】
【発明の目的】
本発明は、上記のような従来技術に伴う問題点を解決しようとするものであって、特に、固体潤滑剤を用いて液体潤滑剤と同程度にまで作動抵抗を低減することが可能で、かつ高温下で使用しても、シール性が良好なグランドパッキン及びその製造方法を提供することを目的としている。
【0008】
【発明の概要】
本発明に係るグランドパッキンは、グランドパッキン基材の表面に、固体潤滑剤の配向した結晶化被膜を有することを特徴としている。
本発明においては、上記グランドパッキンの「接触面積当たりの軸抵抗」が、締付面圧60MPaにおいて2.5N/mm2以下であることが望ましい。
【0009】
本発明に係るグランドパッキンの製造方法は、グランドパッキン基材の表面に、固体潤滑剤の結晶化被膜を電解合成(電気化学合成)により形成することを特徴としている。
本発明においては、上記電解合成が、酸化あるいは還元によって固体潤滑剤に変化する錯体溶液中に、電気的に導通した状態でグランドパッキン基材をセットし、電圧を印可し、直流電流を流すことにより、行われることが好ましい。
【0010】
本発明においては、上記電解合成が、酸化あるいは還元によって固体潤滑剤に変化する錯体溶液中に、隔膜を介して、一方の電極となる導電性のグランドパッキン基材と、対抗する電極とをセットし、両極間に電圧を印可して直流電流を流すことにより、上記錯体を酸化あるいは還元させて上記グランドパッキン基材の表面に固体潤滑剤の結晶を析出させることにより行われることが好ましい。
【0011】
本発明に係るグランドパッキンは、高温下で使用しても、摺動特性が良好である。
本発明に係るグランドパッキンの製造方法によれば、特に、固体潤滑剤を用いて、液体潤滑剤と同程度にまで作動抵抗が低減され、高温下で使用しても、摺動特性が良好なグランドパッキンを製造することができる。
【0012】
【発明の具体的説明】
以下、本発明に係るグランドパッキン及びその製造方法について、図面を参照して具体的に説明する。
<グランドパッキン>
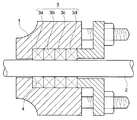
図1は、本発明に係るグランドパッキン3が、スタフィングボックス内に合計4個連設して装着された態様を示している。
【0013】
すなわち、スタフィングボックス1内のステム2には、本発明のグランドパッキン3aがスタフィングボックス1の底部4に当接した状態で配置され、他の3つのグランドパッキン3b、3c、3dもこれに連設して装着されている。
このような個々のグランドパッキン3の寸法は、その用途などによって異なり、一概に決定されないが、例えば、図1に示すグランドパッキン3では、外径Rが0.5〜50cm程度であり、内径rが0.3〜45cm程度であり、グランドパッキンの軸方向の長さ(厚み)L1が0.2〜25cm程度のものが挙げられる。
【0014】
このグランドパッキン3は、図示せぬグランドパッキン基材の表面に、固体潤滑剤の結晶化被膜を有している。換言すれば、グランドパッキン基材の表面に、固体潤滑剤の結晶化被膜が形成された構造を有している。この結晶化被膜は、好ましくはグランドパッキンの摺動面に形成されてさえいればよいが、全表面に形成されていてもよい。
【0015】
このようなグランドパッキンのベースとなるグランドパッキン基材あるいはグランドパッキンの摺動面を構成する材質としては、膨張黒鉛、炭素繊維、膨張黒鉛と炭素繊維の組合せ、金属箔、金属線等が挙げられる。なお、本発明では、グランドパッキン基材としては、電解合成が可能であるためには、導電性を有する材質あるいは、該基材それ自体としては導電性を有していなくとも、適当な処理を施すことにより結果的に導電性が付与された材質であればよく、これら膨張黒鉛、炭素繊維などの導電性素材に限定されない。
【0016】
これらグランドパッキン基材が膨張黒鉛、炭素繊維などである場合には、例えば、テープ状の膨張黒鉛を渦巻き状に巻回して金型でリング状に圧縮成型したもの、膨張黒鉛を金属線等で糸状に加工して適宜な編組方法で所望のグランドパッキン形状に編組したもの、あるいは、炭素繊維糸等を用いて適宜な編組方法で所望のグランドパッキン形状に編組したもの等が好ましい。
【0017】
このようなグランドパッキン基材は、上記グランドパッキンと相似形であって、グランドパッキン基材自体の寸法は、上記グランドパッキン3の寸法に比して、結晶化被膜の存在しない分だけ肉薄となっている。
本発明に係るグランドパッキン3は、グランドパッキン基材となるこのような編組物の表面に、固体潤滑剤の結晶化被膜(皮膜)を電解合成により形成させたものである。
【0018】
結晶化被膜を構成している固体潤滑剤としては、二硫化モリブデン(MoS2)、二硫化タングステン(WS2)、MoSe2、WSe2等が挙げられ、好ましくは二硫化モリブデンが汎用性・価格・取扱性・真空下における潤滑剤としての多くの優れた実績があるという点で望ましい。
なお、グランドパッキン基材の表面に、電解合成で形成した固体潤滑剤の結晶被膜と、通常の(市販されている)固体潤滑剤の粉末を含浸・塗布等したものとは色が異なる。固体潤滑剤が二硫化モリブデンの場合には、その結晶化被膜は金属光沢を持ち、黒色であるが、市販の粉末(あるいはその塗布物)には光沢が無く、また、色は青みがかっている点で、両者は区別される。
【0019】
このような結晶化被膜を有するグランドパッキンの「接触面積当たりの軸抵抗」(N/mm2)は、締付面圧60MPa下で、2.5N/mm2以下、好ましくは2.0N/mm2以下である。
なお、グランドパッキンの「接触面積当たりの軸抵抗」(N/mm2)は、下記のようにして算出される。
【0020】
すなわち、まず、パッキン箱にグランドパッキンを2〜12リング程度装着し、一定の締付圧力で締付けて、軸を回転させ(回転速度:1rad/s)、その際の軸トルク(N・m)をトルクレンチにて測定し、次式(2)にて軸抵抗(N)に換算する。
F=T/2D・・・・・・(2)
但し、F:軸抵抗(N)、T:軸トルク(N・m)、D:軸の直径(m)。
【0021】
この軸抵抗値F(N)と、グランドパッキンと軸との接触面積(mm2)とから、負荷した締付圧力下におけるグランドパッキンの「接触面積当たりの軸抵抗」(N/mm2)を算出する。
また、固体潤滑剤の結晶構造は、例えば、電解合成により得られた二硫化モリブデンでは、グランドパッキン基材の表面に配向した状態で存在しているが、市販の二硫化モリブデン微粉末をグランドパッキン基材表面に塗布した場合には、結晶の配向方向がランダムな状態となる点で異なる。本発明では、このような結晶の配向状態の差が、グランドパッキンの潤滑性の差となって表れていると考えられる。
【0022】
グランドパッキン基材の表面に形成されている固体潤滑剤の結晶化被膜の膜厚は、通常、10〜200μm(厚)、好ましくは20〜100μm(厚)程度である。なお、グランドパッキン基材と固体潤滑剤の結晶化被膜との重量比率は、用いられるグランドパッキン基材や、結晶化被膜の材料などによって異なり、一概に決定されない。
【0023】
この固体潤滑剤の結晶化被膜の膜厚が、上記範囲より少ないと、短期間に被膜が摩耗・損失してしまい、低摺動性を長期間保持できなくなる恐れがある。また、二硫化モリブデンのような導電性が非常に小さい固体潤滑剤を電解合成する場合には、二硫化モリブデンがグランドパッキン基材の表面上に合成されると、合成された部分は電気抵抗が増大し、電流が流れにくくなるため、一定以上の膜厚が形成されにくい。
【0024】
なお、上記結晶化被膜には、固体潤滑剤以外に、合成時の支持電解質、溶媒等の成分が本発明の目的に反しない範囲の少量で含まれていてもよい。
また、結晶化被膜が形成されているグランドパッキンに、更に液体潤滑剤等を塗布・含浸するなどの処理を施してもよい。
以上詳述してきたように、本発明に係るグランドパッキンは、グランドパッキン基材の表面に、固体潤滑剤の結晶化被膜が電解合成により形成されており、このようなグランドパッキンは、軸抵抗が著しく低く、液体潤滑剤を摺動面に含浸・塗布したグランドパッキンと同程度の低い摺動抵抗を示し、耐熱性に優れ、高温下(例:二硫化モリブデンでは350℃)で使用しても、摺動特性が良好である。
【0025】
しかも、液体潤滑剤を含浸・塗布等したグランドパッキンに比して、本発明のグランドパッキンは、オイル浸出の問題もなく、このような本発明のグランドパッキンを具備した各種機器は、高温や真空条件下で、好適に使用可能である。
<グランドパッキンの製造>
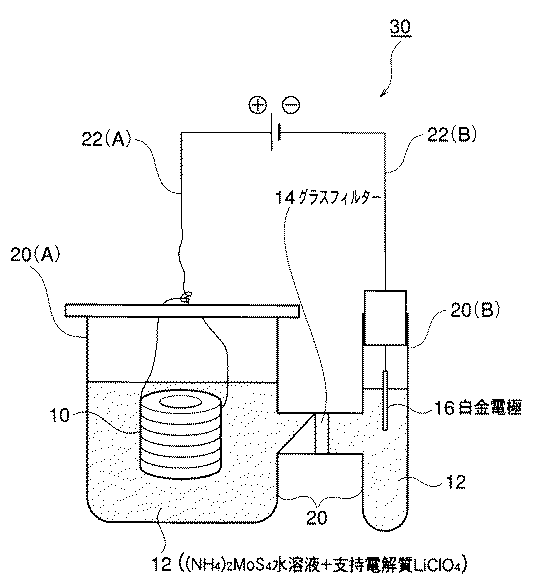
図2は、本発明に係るグランドパッキンの製造方法で用いられる電解合成装置及び電解合成の方法を示す説明図である。
【0026】
本発明に係るグランドパッキンの製造方法では、原理的には、図2中、付番30で示す電解合成装置を用いて、グランドパッキン基材10の表面に、固体潤滑剤の結晶化被膜を電解合成により形成している。
上記電解合成は、酸化あるいは還元によって固体潤滑剤に変化する錯体溶液12中に、隔膜(例:グラスフィルター)14を介して、一方の電極となる導電性のグランドパッキン基材10と、対抗する電極(例:Pt電極)16とをセットし、両極間に電圧を印可し直流電流を流すことにより、上記錯体を酸化あるいは還元させて上記グランドパッキン基材10の表面に固体潤滑剤の結晶を析出させて行うことが好ましい。
【0027】
より具体的には、例えば、図2に示すように、容器20内にグラスフィルター等からなる隔膜14を配置し、該容器内に、「酸化によって固体潤滑剤に変化する錯体」溶液12を入れ、該隔膜14を隔てて一方を陰極に、他方を陽極とし、陰極には電極板(例:Pt)16を電気的に接続した状態で上記溶液12内に浸漬し、陽極にはグランドパッキン基材10を電気的に接続した状態で上記溶液12内に浸漬する。
【0028】
次いで、これら陰極と陽極との間に電圧を印可し直流電流を流すことにより、この『酸化によって固体潤滑剤(例:二硫化モリブデン(MoS2))に変化する錯体(例:チオモリブデン酸アンモニウム(NH4)2[MoS4])』は、電解酸化され、グランドパッキン基材10の表面(陽極表面)に、固体潤滑剤が析出し、結晶化被膜がグランドパッキン基材10の表面に形成される。
【0029】
さらに詳説すると、錯体(NH4)2[MoS4]は、水溶液中で電離し2NH4 +と[MoS4]2−になる。[MoS4]2−は酸化され(電子が奪われ)、化学的に安定な二硫化モリブデンMoS2になる。なお、[MoS4]2−が酸化されて二硫化モリブデンMoS2が生成する際に生じた余分のSは、硫黄分子・硫黄ポリマーとして存在するか、あるいは、陰極で電子を供給されてイオン化すればリチウムイオンやアンモニウムイオンにトラップされると考えられる。
【0030】
後述する本発明の実施例1では、図2に示すように、実際に直流電流装置の陽極側にグランドパッキンを使用して作成しており、また、一定電圧を印加して本発明のグランドパッキンを作成しているが、パッキン表面に結晶が合成されるにつれ、電流値が小さくなっていることからも、パッキン基材(陽極)の表面に二硫化モリブデンが合成されたと考えられる。
【0031】
この結晶化被膜では、このようにグランドパッキン基材の表面に、固体潤滑剤の結晶が析出し、配向しているために充分な潤滑性が得られている。
これに対して、従来のように、粉末状の固体潤滑剤をグランドパッキン基材の表面に塗布した場合には、本来層状の結晶構造を有しているものの、結晶の配向方向がランダムな状態となってしまうために、充分な潤滑性が発揮されていなかったものと思われる。
【0032】
上記「酸化によって固体潤滑剤に変化する錯体」としては、チオモリブデン酸アンモニウム(NH4)2[MoS4]、(NH4)2[WS4]等が挙げられ、これらのうちでは、チオモリブデン酸アンモニウム(NH4)2[MoS4](錯体)が汎用性・価格・取扱性の点で好ましい。
本発明では、この錯体(チオモリブデン酸アンモニウム)と、支持電解質の過塩素酸リチウム(LiClO4)とを含む水溶液が、汎用性・化学的安定性などの点で好ましく用いられる。
【0033】
該過塩素酸リチウム(LiClO4)は、支持電解質として電流の流れを速やかにする働きを有し、あるいは該錯体の電気分解で生じたアンモニウムイオン・硫黄イオンをトラップし、電解合成促進作用を有しており、グランドパッキン基材の表面に、効率よく固体潤滑剤の結晶化膜を形成する等の働きを有している。
グランドパッキン基材の表面に析出した固体潤滑剤が、二硫化モリブデンのように電気を通しにくい物質である場合には、ある程度の厚さの結晶化被膜が形成されると電流が流れにくくなるので、そのような部分では、それ以上の固体潤滑剤の析出は、起こりにくくなる。その結果、グランドパッキン基材の表面には、均一な厚さの結晶化被膜が形成される。
【0034】
上記とは逆に、本発明において「還元されることによって固体潤滑剤に変化する錯体」を使用する場合には、陰極22Bをグランドパッキン基材10とし、電解還元によってグランドパッキン基材10の表面に固体潤滑剤の結晶を析出させ被膜を形成させればよい。
本発明に係るグランドパッキンの製造方法によれば、固体潤滑剤を用いて、シリコーンオイル等の液体潤滑剤と同程度にまで作動抵抗が低減され、耐熱性に優れ、高温下や真空下で使用しても、摺動特性が良好なグランドパッキン基材が製造される。
【0035】
【発明の効果】
本発明においては、電解合成にて固体潤滑剤の配向した結晶膜をグランドパッキン基材の表面に形成しているので、潤滑剤として固体潤滑剤のみを用いて、フッ素樹脂や潤滑油を使用することなく、しかもシリコーンオイル等の液体潤滑剤と同程度にまで作動抵抗を低減することが可能であり、かつ高温下や真空下で使用しても、潤滑性、耐熱性、シール性がバランス良く優れたグランドパッキンが提供される。
【0036】
また、本発明によれば、上記のようなグランドパッキンを製造できるようなグランドパッキンの製造方法が提供される。
【0037】
【実施例】
以下、本発明に係るグランドパッキン及びその製造方法について、実施例に基づいてさらに具体的に説明するが、本発明は係る実施例により何ら限定されるものではない。
【0038】
【実施例1】
図2に示すような容器20内にグラスフィルターからなる隔膜14を配置し、該容器内に、チオモリブデン酸アンモニウム(NH4)2[MoS4](0.05モル/リットル)と過塩素酸リチウム(LiClO4)(0.10モル/リットル)とを含む水溶液12を入れ、陰極には電極板(例:Pt)16を電気的に接続した状態で上記溶液12内に浸漬し、陽極にはグランドパッキン基材[膨張黒鉛を金属線等で糸状に加工し、編組し、金型でリング状に圧縮成形したグランドパッキン基材。φ20mm(内径)×φ33mm(外径)×6.5mm(H、リング厚み)を4個リングの中心軸を揃えて中心軸方向に積層]10を電気的に接続した状態で上記溶液12内に浸漬した。
【0039】
次いで、これら陰極と陽極との間に直流電圧15Vを印可し、定電圧で直流電流を5時間流すことにより、この錯体は、陽極(+)表面すなわち、グランドパッキン基材表面で電解酸化されグランドパッキン基材の表面に固体潤滑剤の二硫化モリブデン(MoS2)が析出し、結晶化被膜がグランドパッキン基材10の表面に形成された。
【0040】
このようにして得られた試料(グランドパッキン)の摺動抵抗を測定した。
なお、求められた摺動抵抗値から、グランドパッキンの「接触面積当たりの軸抵抗」(N/mm2)は、下記のようにして算出した。
すなわち、まず、パッキン箱にグランドパッキン(寸法、形状等: φ20mm×φ33mm×6.5mm(H)を4リング積層)を装着し、締付圧力58.8MPaで締付けて、軸を回転させ(回転速度:1rad/s)、その際の軸トルク(N・m)をトルクレンチにて測定したところ、軸トルクTは23.3N・mとなり、軸の直径Dは、20mmであった。
【0041】
よって、次式(2)にてグランドパッキンの接触面積当たりの軸抵抗(N)に換算したところ、1.57N/mm2となった。
<グランドパッキンの接触面積当たりの軸抵抗>
F=T/2D・・・・・・(2)
(但し、式(2)中、F:軸抵抗(N)、T:軸トルク(N・m)、D:軸の直径(m)。)
この軸抵抗値F(N)と、グランドパッキンと軸との接触面積(mm2)とから、グランドパッキンの「接触面積当たりの軸抵抗」(N/mm2)を算出した。
【0042】
【比較例1】
実施例1において、グランドパッキン基材の表面に、粉末状の二硫化モリブデンを基材6.0g当たり、0.2gの量で塗布したものを用いた以外は、実施例1と同様とした。
また、得られたグランドパッキンの軸トルクTは、40.2N・mであった。(軸の直径Dは、上記に同じ。)
よって、式(2)にてグランドパッキンの接触面積当たりの軸抵抗(N)に換算したところ、2.98N/mm2となった。
【0043】
【比較例2】
実施例1において、グランドパッキン基材の表面に、二硫化モリブデン粉末を分散させた市販スプレーを、基材6.0g当たり、固形分0.2gとなるような量でスプレーしたものを用いた以外は、実施例1と同様とした。
得られたグランドパッキンの軸トルクTは、36.8N・mとなった。(軸の直径Dは、上記に同じ。)
よって、式(2)にてグランドパッキンの接触面積当たりの軸抵抗(N)に換算したところ、3.45N/mm2となった。
【0044】
【比較例3】
実施例1において、グランドパッキン基材の表面に、何らの処理も施さなかった以外は、実施例1と同様とした。
その結果、得られたグランドパッキンの軸トルクTは、37.0N・mとなった。(軸の直径Dは、上記に同じ。)
よって、式(2)にてグランドパッキンの接触面積当たりの軸抵抗(N)に換算したところ、3.56N/mm2となった。
【0045】
【比較例4】
実施例1において、グランドパッキン基材の表面に、シリコーンオイルで潤滑処理(グランドパッキン基材6.0g当たり、シリコーンオイル0.6gとなる量で塗布。)を施した以外は、実施例1と同様とした。
その結果、得られたグランドパッキンの軸トルクTは、22.5N・mとなった。(軸の直径Dは、上記に同じ。)
よって、式(2)にてグランドパッキンの接触面積当たりの軸抵抗(N)に換算したところ、1.50N/mm2となった。
【0046】
これらの結果をまとめて表1に示す。
【0047】
【表1】
【図面の簡単な説明】
【図1】図1は、本発明に係るグランドパッキンがスタフィングボックス内に連設して装着された態様を示す断面図である。
【図2】図2は、本発明に係るグランドパッキンの製造方法で用いられる電解合成装置及び電解合成の方法を示す説明図である。
【符号の説明】
1・・・・・・スタフィングボックス、
2・・・・・・ステム、
3、3a、3b、3c、3d・・・・・・グランドパッキン、
4・・・・・・スタフィングボックスの底部、
10・・・・・・グランドパッキン基材、
12・・・・・・錯体溶液、
14・・・・・・グラスフィルター等から成る隔膜、
16・・・・・・白金電極(陰極)、
20・・・・・・容器、
20A・・・・・・グランドパッキンが挿入されている側の容器部分、
20B・・・・・・グランドパッキン電極に対抗する電極が挿入されている側の容器部分、
22・・・・・・電極、
22A・・・・・・陽極(+)、
22B・・・・・・陰極(−)、
30・・・・・・電解合成装置。
Claims (3)
- グランドパッキン基材の表面に、固体潤滑剤の配向した結晶化被膜を有することを特徴とするグランドパッキン。
- グランドパッキン基材の表面に、固体潤滑剤の結晶化被膜を電解合成により形成することを特徴とする、グランドパッキンの製造方法。
- 上記電解合成が、酸化あるいは還元によって固体潤滑剤に変化する錯体溶液中に、隔膜を介して、一方の電極となる導電性のグランドパッキン基材と、対抗する電極とをセットし、両極間に電圧を印可し、直流電流を流すことにより、上記錯体を酸化あるいは還元させて上記グランドパッキン基材の表面に固体潤滑剤の結晶を析出させることにより行われることを特徴とする請求項2に記載のグランドパッキンの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002339187A JP2004169882A (ja) | 2002-11-22 | 2002-11-22 | グランドパッキン及びその製造方法 |
| PCT/JP2003/014818 WO2004048825A1 (ja) | 2002-11-22 | 2003-11-20 | グランドパッキン及びその製造方法 |
| AU2003302448A AU2003302448A1 (en) | 2002-11-22 | 2003-11-20 | Gland packing and process for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002339187A JP2004169882A (ja) | 2002-11-22 | 2002-11-22 | グランドパッキン及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004169882A true JP2004169882A (ja) | 2004-06-17 |
Family
ID=32375767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002339187A Pending JP2004169882A (ja) | 2002-11-22 | 2002-11-22 | グランドパッキン及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2004169882A (ja) |
| AU (1) | AU2003302448A1 (ja) |
| WO (1) | WO2004048825A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010107028A (ja) * | 2008-11-01 | 2010-05-13 | Nippon Pillar Packing Co Ltd | 軸封装置 |
| JP2013530333A (ja) * | 2010-05-03 | 2013-07-25 | エリオット・カンパニー | ブラシリングシール |
| WO2015008577A1 (ja) * | 2013-07-18 | 2015-01-22 | 株式会社Ihi | 軸封装置の調整方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0893774A (ja) * | 1994-09-21 | 1996-04-09 | Ntn Corp | 固体潤滑転がり軸受 |
| JPH08295594A (ja) * | 1995-04-21 | 1996-11-12 | Tdk Corp | 単結晶の育成方法 |
| JP3521178B2 (ja) * | 1997-07-09 | 2004-04-19 | 電気化学工業株式会社 | 六方晶窒化ほう素粉末及び用途 |
| JP2001170400A (ja) * | 1999-12-20 | 2001-06-26 | Toshiba Corp | アイロン装置 |
| JP2001192644A (ja) * | 2000-01-13 | 2001-07-17 | Nippon Valqua Ind Ltd | グランドパッキンおよびグランドパッキンの製造方法 |
-
2002
- 2002-11-22 JP JP2002339187A patent/JP2004169882A/ja active Pending
-
2003
- 2003-11-20 WO PCT/JP2003/014818 patent/WO2004048825A1/ja not_active Ceased
- 2003-11-20 AU AU2003302448A patent/AU2003302448A1/en not_active Abandoned
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010107028A (ja) * | 2008-11-01 | 2010-05-13 | Nippon Pillar Packing Co Ltd | 軸封装置 |
| JP2013530333A (ja) * | 2010-05-03 | 2013-07-25 | エリオット・カンパニー | ブラシリングシール |
| US9347333B2 (en) | 2010-05-03 | 2016-05-24 | Elliott Company | Brush ring seal |
| WO2015008577A1 (ja) * | 2013-07-18 | 2015-01-22 | 株式会社Ihi | 軸封装置の調整方法 |
| JP2015021549A (ja) * | 2013-07-18 | 2015-02-02 | 株式会社Ihi | 軸封装置の調整方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004048825A1 (ja) | 2004-06-10 |
| AU2003302448A1 (en) | 2004-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Ran et al. | Uniformly MXene‐grafted eutectic aluminum‐cerium alloys as flexible and reversible anode materials for rechargeable aluminum‐ion battery | |
| Toh et al. | Catalytic properties of group 4 transition metal dichalcogenides (MX 2; M= Ti, Zr, Hf; X= S, Se, Te) | |
| Li et al. | High‐energy‐density magnesium‐air battery based on dual‐layer gel electrolyte | |
| JP7092076B2 (ja) | チタン基材、チタン基材の製造方法、及び、水電解用電極、水電解装置 | |
| Zang et al. | Titanium disulfide coated carbon nanotube hybrid electrodes enable high energy density symmetric pseudocapacitors | |
| Valverde et al. | Effect of water on the electrodeposition of copper from a deep eutectic solvent | |
| Du et al. | In situ engineering MoS2 NDs/VS2 lamellar heterostructure for enhanced electrocatalytic hydrogen evolution | |
| JP2511080B2 (ja) | カソ―ドスパッタリングにより形成される滑り層を有する複合材料及びその製造方法 | |
| Yavuz et al. | Nickel-based materials electrodeposited from a deep eutectic solvent on steel for energy storage devices | |
| EP2555290A1 (en) | Porous metal body manufacturing method and porous aluminum body, battery electrode material using metal porous body or porous aluminum body, and electrode material for electric double layer capacitor | |
| Singh et al. | Nanoporous gold–copper oxide based all-solid-state micro-supercapacitors | |
| JP2022051582A (ja) | チタン基材、チタン基材の製造方法、及び、水電解用電極、水電解装置 | |
| US20210367281A1 (en) | Scalable silicon anodes and the role of parylene films in improving electrode performance characteristics in energy storage systems | |
| Yang et al. | Electrodeposition of tin and antimony in 1-ethyl-3-methylimidazolium tetrafluoroborate ionic liquid | |
| Liu et al. | Electrodeposition of copper thin films from 1-ethyl-3-methylimidazolium bis (trifluoromethylsulfonyl) imide | |
| JP2004169882A (ja) | グランドパッキン及びその製造方法 | |
| Lee et al. | Free‐standing molybdenum disulfides on porous carbon cloth for lithium‐ion battery anodes | |
| US6200643B1 (en) | Methods for coating substrates | |
| Sun et al. | Passivated Zn Powders as Metal Anode | |
| Santiago et al. | Surface Analysis and Electrochemistry of MoS2 Thin Films Prepared by Intercalation‐Exfoliation Techniques | |
| Tittes et al. | Electrochemical deposition of ternary and binary systems from an alkaline electrolyte—a demanding way for manufacturing p-doped bismuth and antimony tellurides for the use in thermoelectric elements | |
| Zhang et al. | Enhanced micro-supercapacitors in aqueous electrolyte based on Si nanowires coated with TiO2 | |
| Chen et al. | Conductive and high anticorrosive rGO-modified copper foil prepared by electrocoagulation and chemical reduction | |
| US20240242901A1 (en) | Metal-Graphene Coated Electrical Contact | |
| Willert et al. | Electrodeposition of Lithium in Polystyrene Sphere Opal Structures on Copper from an Ionic Liquid |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20051024 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090316 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090714 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091222 |