JP2004181510A - プレス方法及びプレス装置 - Google Patents
プレス方法及びプレス装置 Download PDFInfo
- Publication number
- JP2004181510A JP2004181510A JP2002354295A JP2002354295A JP2004181510A JP 2004181510 A JP2004181510 A JP 2004181510A JP 2002354295 A JP2002354295 A JP 2002354295A JP 2002354295 A JP2002354295 A JP 2002354295A JP 2004181510 A JP2004181510 A JP 2004181510A
- Authority
- JP
- Japan
- Prior art keywords
- die
- punch
- drive means
- die plate
- fitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Landscapes
- Powder Metallurgy (AREA)
Abstract
【課題】上パンチの下死点の精度を向上できるプレス方法を提供する。
【解決手段】ベ−スプレ−ト6上に設けられたダイ7を有するダイプレ−ト5と、ダイプレ−ト5の上方に設けられた上部昇降駆動手段11と、上部昇降駆動手段11により昇降可能に設けられ上方よりダイ7に嵌合する上パンチ9と、ダイ7に嵌合する下パンチ8と、上部昇降駆動手段11と上パンチ9との間に介在したシリンダ−装置16とを備える。ダイ7に下パンチ8が嵌合した状態でダイ7に原料粉末Pを収容した後、上部昇降駆動手段11を作動して上パンチ9を下降して上パンチ9と下パンチ8が所定間隔Aとする。さらに上部昇降駆動手段11を下降する際に、前記シリンダ−装置16を圧縮して間隔Aを維持する。上部昇降駆動手段11の作動精度に拘らずに上パンチ9と下パンチ8との間隔A、ひいてはプレス精度を向上することができる。
【選択図】 図1
【解決手段】ベ−スプレ−ト6上に設けられたダイ7を有するダイプレ−ト5と、ダイプレ−ト5の上方に設けられた上部昇降駆動手段11と、上部昇降駆動手段11により昇降可能に設けられ上方よりダイ7に嵌合する上パンチ9と、ダイ7に嵌合する下パンチ8と、上部昇降駆動手段11と上パンチ9との間に介在したシリンダ−装置16とを備える。ダイ7に下パンチ8が嵌合した状態でダイ7に原料粉末Pを収容した後、上部昇降駆動手段11を作動して上パンチ9を下降して上パンチ9と下パンチ8が所定間隔Aとする。さらに上部昇降駆動手段11を下降する際に、前記シリンダ−装置16を圧縮して間隔Aを維持する。上部昇降駆動手段11の作動精度に拘らずに上パンチ9と下パンチ8との間隔A、ひいてはプレス精度を向上することができる。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、例えば金属原料粉末をダイに収容した後に加圧して圧粉体を成形したり、或いは前記圧粉体を焼結した焼結品をダイに収容し加圧成形したりする等のプレス方法及びプレス装置に関する。
【0002】
【従来の技術】
従来、この種のものとして上下方向に移動するダイおよびこのダイ内に上下方向へ摺動自在に嵌合して被プレス物を加圧する少なくとも一対の上、下パンチを有するツ−ルセットと、このツ−ルセットが着脱自在に装着されるプレス本体とを備え、プレス時には、被プレス物がダイ内でパンチにより加圧されるプレス装置が公知である(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平6−285698号公報(段落0008,0009)
【0004】
【発明が解決しようとする課題】
前記プレス装置において、例えば金属原料粉末をダイに収容した後にパンチにより加圧して圧粉体を成形する際、上パンチの下死点の位置は、得ようとする圧粉体の厚さとなる位置になるように予め設定がされているものであるが、金属原料粉末のダイへの充填量のばらつきや、上パンチやその駆動装置の組立て精度等の各種要因によって、下パンチと上パンチとの間隔、すなわち下パンチに対する上パンチの位置を所定値とするには、上パンチを昇降する昇降駆動手段を調整して成形される圧粉体の厚みの精度を向上することができるが、昇降駆動手段は一般的に大型であり、調整を行うことが容易ではないという問題があった。
【0005】
そこで、本発明は、ダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降して前記ダイの上方より嵌合する上パンチと、前記ダイの下方より嵌合する下パンチとを備えたプレス装置において、上パンチと下パンチとの間隔の精度を向上できるプレス方法及びプレス装置を提供することを目的とする。
【0006】
【課題を解決するための手段】
請求項1の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記ダイに下パンチが嵌合した状態で該ダイに被プレス物を収容した後、前記上部昇降駆動手段を作動して前記上パンチを下降して該上パンチと前記下パンチが所定間隔になった後、さらに前記上部昇降駆動手段を下降する際に、前記シリンダ−装置を圧縮して前記間隔を維持することを特徴とするプレス方法である。
【0007】
この請求項1の構成によれば、前記上パンチと前記下パンチが所定間隔になった後、前記上部昇降駆動手段が作動しても、シリンダ−装置を圧縮することにより、上部昇降駆動手段のさらなる下降に拘らずに前記上パンチと前記下パンチを所定間隔に維持することができる。
【0008】
請求項2の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチと共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−トに係止可能に設けたことを特徴とするプレス装置である。
【0009】
この請求項2の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降し加圧成形を行なって、ストッパ−をダイプレ−トに係止する。そしてさらに上部昇降駆動手段が作動するとストッパ−がダイプレ−トに係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0010】
請求項3の発明は、前記ダイプレ−トの下方に下部昇降駆動手段が設けられ、該下部昇降駆動手段に前記下パンチを接続し、かつ前記下部昇降駆動手段には所定位置で固定する下降途中停止手段が設けられることを特徴とする請求項2記載のプレス装置である。
【0011】
この請求項3の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降してダイに嵌合すると共に、ストッパ−がダイプレ−トに係止することによりダイプレ−トも下降する。そしてダイプレ−トが所定位置まで下降すると下降途中停止手段により下部昇降駆動手段が停止する。そしてさらに上部昇降駆動手段が作動するとストッパ−がダイプレ−トに係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0012】
請求項4の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記基盤側に係止可能に設けたことを特徴とするプレス装置である。
【0013】
この請求項4の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降し加圧成形を行なって、ストッパ−を基盤側に係止する。そしてさらに上部昇降駆動手段が作動するとストッパ−が基盤側に係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0014】
請求項5の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記ダイプレ−トより下方に設けられた下部昇降駆動手段と、該下部昇降駆動手段により昇降自在に設けられて下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−ト又は前記基盤側に係止可能に設けたことを特徴とするプレス装置である。
【0015】
この請求項5の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降してダイに嵌合すると共に、下パンチも下降する。そしてさらに上部昇降駆動手段が作動するとストッパ−がダイプレ−ト又は前記基盤側に係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0016】
請求項6の発明は、前記下部昇降駆動手段には所定位置で固定する位置停止手段が設けられることを特徴とする請求項5記載のプレス装置である。
【0017】
この請求項6の構成によれば、所定位置まで下降すると位置停止手段により下部昇降駆動手段が停止すると共に下パンチの下降も停止する。
【0018】
【発明の実施形態】
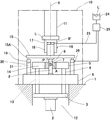
以下、本発明の実施形態を添付図を参照して説明する。図1〜図2は第1実施形態を示しており、図中1はプレス装置の固定部たるベッド、2はベッド1のやや下方に設けられる図示しないシリンダ−に摺動する下ラム等の下部昇降駆動手段である。この下部昇降駆動手段2は、上下動するものである。下部昇降駆動手段2に固定的に接続されるヨ−クプレ−ト3上に複数のガイドロッド4が鉛直に固定されており、これらガイドロッド4の上端にダイプレ−ト5が水平に固定されている。また、前記ガイドロッド4には、ヨ−クプレ−ト3の上方に位置して基盤たるベ−スプレ−ト6がベッド1上に水平に固定されている。そして、前記ダイプレ−ト5は上面が水平であって、中央部に筒状のダイ7が貫通状態で鉛直に固定されている。また、前記ベ−スプレ−ト6上には、筒状の下パンチ8が固定されており、この下パンチ8が前記ダイ7内に上下摺動自在に嵌合されている。
【0019】
さらに、図中9は鉛直な筒状の上パンチで、この上パンチ9は、ベッド1上に設けた門形フレ−ム10に設けられダイプレ−ト5の上方に配置する図示しないシリダ−を摺動する上ラム等の上部昇降駆動手段11によって接続されて上下動し、前記ダイ7内に上方から挿脱自在に嵌合されるものである。尚、12はベッド1に設けられ下部昇降駆動手段2を収容する空間部、13はベ−スプレ−ト6の両側に縦向きに設けられたガイドロッド4の貫通孔、14はダイプレ−ト5に設けられダイ7を嵌着する取付孔である。
【0020】
前記上パンチ9は昇降プレ−ト15の下面に下向きに設けられており、この昇降プレ−ト15と前記上部昇降駆動手段11との間に、シリンダ−装置16を設ける。このシリンダ−装置16は、油等液体を密封したもので前記下部昇降駆動手段2や上部昇降駆動手段11より容量が小さい、すなわち直径やストロ−クが小さいものであり、シリンダ−本体17を上部昇降駆動手段11側に連結して設けると共に、シリンダ−本体17内を摺動し液体圧力と力の授受を行なうプランジャ−側となる作動部18を昇降プレ−ト15、ひいては上パンチ9側に一体、すなわち同時に作動するように設ける。さらに、上パンチ9と一体となるように昇降プレ−ト15の両側に、ストッパ−19を下向きに固定して設ける。尚、上パンチ9の下端は、ストッパ−19の下端20より下方に突設しており、また、シリンダ−装置16は上部昇降駆動手段11と軸線Xをほぼ同じように同軸状に設けられている。
【0021】
さらに、下部昇降駆動手段2に、ヨ−クプレ−ト3を下降途中で停止するための下降途中停止手段21を一体或いは一体的に設ける。すなわち下部昇降駆動手段2に下降途中停止手段21を直接的或いは間接的に設ける。また、前記シリンダ−本体17には、収容した液体Lを出し入れするための液路23の先端が接続され、この液路23の基端には液貯留部24が接続され、そして液路23の途中に液体Lの制御装置25が設けられ、下部昇降駆動手段2には、下降途中停止手段21が作動して下部昇降駆動手段2、ひいてはダイプレート5が停止したことを検知するための、例えばリミットスイッチや近接スイッチ等の検出器26が設けられ、この検出器26は制御装置25に接続している。そして、制御装置25は、上部昇降駆動手段11や検出器26に伴ない、液路23を遮断してシリンダ−本体17内の液体Lの流出を抑止したり、また液路23を連通して液体Lを流出したり、或いは液貯留部24の液体L´を流入可能として、シリンダ−本体17と作動部18の間隔B,B´を調整できるようになっている。
【0022】
次に前記構成について、その作用を説明する。図1に示すように粉末成形時すなわちプレス時には、まず下パンチ8がダイ7に嵌入し、上パンチ9がダイ7から上方へ抜けている状態で、図示していないフィ−ダ−によりダイ7内に被プレス物たる原料粉末Pが充填される。
【0023】
そして原料粉末Pの充填後、上部昇降駆動手段11を作動して上パンチ9が、昇降プレ−ト15,液路23が遮断され間隔Bを保ったシリンダ−装置16と共に下降して、ダイ7内に嵌合され加圧成形が行われる。この際、上パンチ9を下降すると、上パンチ9がダイ7に嵌入した後にストッパ−19がダイプレ−ト5の上面に係止する。さらに、上部昇降駆動手段11を作動するとストッパ−19が、下部昇降駆動手段2に抗してダイプレ−ト5を押圧し、この結果ダイプレ−ト5、上パンチ9は下降する。さらに、上部昇降駆動手段11を作動してダイプレ−ト5、上パンチ9を下降すると、図2に示すように、ダイプレ−ト5が下降途中停止手段21により下降の途中で停止する。この途中の停止によりダイプレ−ト5は固定状態となり、引続き上部昇降駆動手段11が作動してもシリンダ−本体17は下降するものの、ストッパ−19がダイプレ−ト5に係止したままとなる。また、下降途中停止手段21によりダイプレ−ト5が下降の途中で停止した状態を検出器26が制御装置25に出力することで、制御装置25により液路23が連通し、シリンダ−本体17内の液体Lは液貯留部24へ流出しシリンダ−装置16が圧縮されて縮小する(間隔B´)。したがって、上パンチ9は、下降途中停止手段21により下降が停止されたダイプレ−ト5の上面を基準として所定位置に停止し続けて、下パンチ8と所定間隔Aを確保することができる。
【0024】
このようにして、加圧成形が行われた後に、上部昇降駆動手段11により上パンチ9を上昇してダイ7より抜き出す。また、下部昇降駆動手段2を作動してダイプレ−ト5をさらに下降してその上面を下パンチ8の上端とほぼ同一面にして、原料粉末Pを成形した圧粉体を取出すものである。尚、その後下部昇降駆動手段2、上部昇降駆動手段11は復帰すると共に、液路23が連通して液貯留部24の液体L´がシリンダ−本体17と作動部18との間に流入して当初の間隔Bとなる。
【0025】
以上のように、前記実施形態では、ベ−スプレ−ト6上に設けられたダイ7を有するダイプレ−ト5と、該ダイプレ−ト5の上方に設けられた上部昇降駆動手段11と、該上部昇降駆動手段11により昇降可能に設けられ上方より前記ダイ7に嵌合する上パンチ9と、前記ダイ7に嵌合する下パンチ8と、前記上部昇降駆動手段11と前記上パンチ9との間に介在したシリンダ−装置16とを備え、前記ダイ7に下パンチ8が嵌合した状態で該ダイ7に原料粉末Pを収容した後、前記上部昇降駆動手段11を作動して前記上パンチ9を下降して該上パンチ9と前記下パンチ8が所定間隔Aになった後、さらに前記上部昇降駆動手段11を下降する際に、前記シリンダ−装置16を圧縮して前記間隔Aを維持することにより、前記上パンチ9と前記下パンチ8が所定間隔Aになった後、前記上部昇降駆動手段11が作動しても、該上部昇降駆動手段11の作動精度に拘らずに上パンチ9と下パンチ8との間隔A、ひいてはプレス精度を向上することができる。
【0026】
また、前記シリンダ−装置16は前記上部昇降駆動手段11側にシリンダ−本体17を設けると共に、該シリンダ−本体17を摺動する作動部18側に前記上パンチ9と共にストッパ−19を一体に設け、該ストッパ−19を前記ダイプレ−ト5に係止可能に設けて、ストッパ−19がダイプレ−ト5に係止することにより、上部昇降駆動手段11の下死点の精度に拘らずに上パンチ9と下パンチ8との間隔Aを正確に定めることができる。
【0027】
さらに、前記ダイプレ−ト5の下方に下部昇降駆動手段2が設けられ、該下部昇降駆動手段2に前記下パンチ8を接続し、かつ前記下部昇降駆動手段2には所定位置で固定する下降途中停止手段21が設けられており、ストッパ−19がダイプレ−ト5に係止した状態でダイプレ−ト5は下降し、そして下降途中停止手段21により下部昇降駆動手段2の下降が停止する。そしてさらに上部昇降駆動手段11が作動したとしても、ストッパ−19がダイプレ−ト5に係止した状態でシリンダ−装置16が圧縮して、上パンチ9と下パンチ8を、上部昇降駆動手段11の下死点精度に拘らず所定間隔Aに維持でき、加圧成形を完了できる。
【0028】
しかも、シリンダ−装置16は、上部昇降駆動手段11と同軸状に設けられているので、シリンダ−装置16に偏荷重がかかるようなことはない。
【0029】
図3,4及び図5,6は第2,3実施形態を示しており、前記第1実施形態と同一部分には同一符号を付し、その詳細な説明を省略する。
【0030】
図3,4に示した第2実施形態においては、上パンチ9を一体に設けた昇降プレ−ト15はベッド1の上方まで張出しており、この張出し部15Aに上パンチ9のストッパ−19が下向きに設けられている。そして、下パンチ8を固定したベ−スプレ−ト6におけるベッド1上の部位に、ストッパ−19と対向するように該ストッパ−19の係止受け部31を設ける。また、ストッパ−19が係止受け部31に係止して係止を検出するための検出器26をストッパ−19に設ける。尚、検出器26は係止受け部31側に設けてもよい。
【0031】
したがって、第2実施形態では図3に示すように下パンチ8を嵌合したダイ7に原料粉末Pを収容し、次に上部昇降駆動手段11を作動してシリンダ−装置16と共に上パンチ9を下降し加圧成形を行う。この際、ストッパ−19の下端20は係止受け部31に係止する。そしてこの係止状態を検出器26により検出することにより、制御装置25によって液路23が連通する。この後、図4に示すようにさらに上部昇降駆動手段11が作動するとストッパ−19が係止受け部31に係止した状態でシリンダ−装置16が圧縮して、加圧成形を完了できる。このようにして、加圧成形が行われた後に、上部昇降駆動手段11により上パンチ9を上昇してダイ7より抜き出す。また、下部昇降駆動手段2を作動してダイプレ−ト5を下降してその上面を下パンチ8の上端とほぼ同一面にして、原料粉末Pを成形した圧粉体を取出すものである。
【0032】
このように、ストッパ−19が係止受け部31に係止することにより、上部昇降駆動手段11の下死点に拘らず上パンチ9と下パンチ8との間隔Aを正確に設定することができる。また、ストッパ−19が係止する係止受け部31は、ベ−スプレ−ト6に固定されているので、ストッパ−19による係止受け部31への押圧力は、強度の大きいベ−スプレ−ト6、ひいてはベッド1によって抗することとなり、耐強度を高めることができる。
【0033】
図5,6に示した第3実施形態においては、ベ−スプレ−ト6上にダイ7を有するダイプレ−ト5を設け、このダイプレ−ト5の上方に上部昇降駆動手段11を設け、そして上部昇降駆動手段11により昇降しダイ7に嵌合する上パンチ9を設け、さらにダイプレ−ト5より下方にあるベ−スプレ−ト6よりさらに下方に設けられた下部昇降駆動手段2により昇降する下パンチ台41上に下パンチ8を立設し、この下パンチ8を下方よりダイ7に嵌合する。また、下パンチ台41とヨ−クプレ−ト3との間にガイドロッド4が設けられ、このガイドロッド4は貫通孔13を摺動自在に貫通している。図中46はベースプレート6上にダイプレート5を支持するための支柱である。
【0034】
そして、上部昇降駆動手段11と上パンチ9との間にシリンダ−装置16を設けている。また、昇降プレ−ト15にはストッパ−19が一体に設けられ、このストッパ−19はダイプレ−ト5の上面に係止できるようになっている。尚、このストッパ−19は第2実施形態と同様にベ−スプレ−ト6側に係止できるようにしてもよい。さらに前記下部昇降駆動手段2には下降の所定位置で固定する位置停止手段42が設けられる。この位置停止手段42はベ−スプレ−ト6の上面に立設した台形状のものであり、図5に示すように下パンチ台41と位置停止手段42と間には空隙Cが形成されている。また、ストッパ−19がダイプレ−ト5の上面に係止する状態を検出するための検出器26をストッパ−19に設ける。尚、検出器26はダイプレ−ト5の上面側に設けてもよい。
【0035】
したがって、第3実施形態では図5に示すように下部昇降駆動手段2により下パンチ8を嵌合したダイ7に被プレス物たる焼結品P´を収容し、次に上部昇降駆動手段11を作動してシリンダ−装置16と共に上パンチ9を下降し加圧成形を行う。この際、焼結品P´を介して下パンチ8が下方へ押圧され、下パンチ台41が位置停止手段42に係止して下降が停止すると共に、ストッパ−19の下端20はダイプレ−ト5の上面に係止する。そしてこの係止状態を検出器26が検出することにより、制御装置25によって液路23が連通する。この後さらに上部昇降駆動手段11が作動するとストッパ−19が係止受け部31に係止した状態でシリンダ−装置16が圧縮して、加圧成形を行ない焼結品P´の矯正プレスを完了できる。このようにして、加圧成形が行われた後に、上部昇降駆動手段11により上パンチ9を上昇してダイ7より抜き出す。また、下部昇降駆動手段2を作動して下パンチ台41を介して下パンチ8を上昇して下パンチ8の上端をダイプレ−ト5の上面とほぼ同一面にして、焼結品P´を矯正成形したものを取出すものである。
【0036】
このように、ストッパ−19がダイプレ−ト5に係止することにより、上部昇降駆動手段11の下死点に拘らずに上パンチ9と下パンチ8との間隔Aを正確に設定することができる。また、前記下部昇降駆動手段2には所定位置で固定する位置停止手段42が設けられることにより、位置停止手段42により下部昇降駆動手段2が停止すると共に下パンチ8の下降も停止するように、加圧成形時においては、焼結品P´を下パンチ8の下降を伴って上パンチ9と共に加圧成形することができる。また、所定間隔Aとする調整にあたってプレスを停止することはなく、さらに、上パンチ9の加圧保持時間を長くできる。
【0037】
尚、本発明は上記実施形態に限定されるものではなく、本発明の要旨の範囲内において、種々の変形実施が可能である。
【0038】
【発明の効果】
請求項1の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記ダイに下パンチが嵌合した状態で該ダイに被プレス物を収容した後、前記上部昇降駆動手段を作動して前記上パンチを下降して該上パンチと前記下パンチが所定間隔になった後、さらに前記上部昇降駆動手段を下降する際に、前記シリンダ−装置を圧縮して前記間隔を維持することを特徴とするプレス方法であり、上部昇降駆動手段の下死点の作動精度に拘らずに上パンチと下パンチとの間隔、ひいては被プレス物のプレス精度を向上することができる。
【0039】
請求項2の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチと共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−トに係止可能に設けたことを特徴とするプレス装置であり、ストッパ−がダイプレ−トに係止することにより、上部昇降駆動手段の下死点に拘らずに上パンチと下パンチとの間隔を正確に設定することができる。
【0040】
請求項3の発明は、前記ダイプレ−トの下方に下部昇降駆動手段が設けられ、該下部昇降駆動手段に前記下パンチを接続し、かつ前記下部昇降駆動手段には所定位置で固定する下降途中停止手段段が設けられることを特徴とする請求項2記載のプレス装置であり、加圧成形時においては、被プレス物をダイの下降と共に加圧成形することができる。
【0041】
請求項4の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記基盤側に係止可能に設けたことを特徴とするプレス装置であり、ストッパ−が基盤側に係止することにより、上部昇降駆動手段の下死点に拘らずに上パンチと下パンチとの間隔を正確に設定することができ、しかもストッパ−は強度の大きい基盤側に係止できるので、ストッパ−の係止位置を正確に設定することができる。
【0042】
請求項5の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記ダイプレ−トより下方に設けられた下部昇降駆動手段と、該下部昇降駆動手段により昇降自在に設けられて下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−ト又は前記基盤側に係止可能に設けたことを特徴とするプレス装置であり、上部昇降駆動手段の作動に拘らずに上パンチと下パンチとの間隔、ひいては被プレス物のプレス精度を向上することができる。
【0043】
請求項6の発明は、前記下部昇降駆動手段には所定位置で固定する位置停止手段が設けられることを特徴とする請求項5記載のプレス装置であり、加圧成形時においては、被プレス物を下パンチの下降を伴って加圧成形することができる。
【図面の簡単な説明】
【図1】本発明の第1実施形態を示す第1工程の一部切り欠き正面図である。
【図2】本発明の第1実施形態を示す第2工程の一部切り欠き正面図である。
【図3】本発明の第2実施形態を示す第1工程の一部切り欠き正面図である。
【図4】本発明の第2実施形態を示す第2工程の一部切り欠き正面図である。
【図5】本発明の第3実施形態を示す第1工程の一部切り欠き正面図である。
【図6】本発明の第3実施形態を示す第2工程の一部切り欠き正面図である。
【符号の説明】
2 下部昇降駆動手段
6 ベ−スプレ−ト(基盤)
7 ダイ
8 下パンチ
9 上パンチ
11 上部昇降駆動手段
16 シリンダ−装置
17 シリンダ−本体
18 作動部
19 ストッパ−
21 下降途中停止手段
31 係止受け部
42 位置停止手段
A 間隔
P 原料粉末(被プレス物)
P´ 焼結品(被プレス物)
【発明の属する技術分野】
本発明は、例えば金属原料粉末をダイに収容した後に加圧して圧粉体を成形したり、或いは前記圧粉体を焼結した焼結品をダイに収容し加圧成形したりする等のプレス方法及びプレス装置に関する。
【0002】
【従来の技術】
従来、この種のものとして上下方向に移動するダイおよびこのダイ内に上下方向へ摺動自在に嵌合して被プレス物を加圧する少なくとも一対の上、下パンチを有するツ−ルセットと、このツ−ルセットが着脱自在に装着されるプレス本体とを備え、プレス時には、被プレス物がダイ内でパンチにより加圧されるプレス装置が公知である(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平6−285698号公報(段落0008,0009)
【0004】
【発明が解決しようとする課題】
前記プレス装置において、例えば金属原料粉末をダイに収容した後にパンチにより加圧して圧粉体を成形する際、上パンチの下死点の位置は、得ようとする圧粉体の厚さとなる位置になるように予め設定がされているものであるが、金属原料粉末のダイへの充填量のばらつきや、上パンチやその駆動装置の組立て精度等の各種要因によって、下パンチと上パンチとの間隔、すなわち下パンチに対する上パンチの位置を所定値とするには、上パンチを昇降する昇降駆動手段を調整して成形される圧粉体の厚みの精度を向上することができるが、昇降駆動手段は一般的に大型であり、調整を行うことが容易ではないという問題があった。
【0005】
そこで、本発明は、ダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降して前記ダイの上方より嵌合する上パンチと、前記ダイの下方より嵌合する下パンチとを備えたプレス装置において、上パンチと下パンチとの間隔の精度を向上できるプレス方法及びプレス装置を提供することを目的とする。
【0006】
【課題を解決するための手段】
請求項1の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記ダイに下パンチが嵌合した状態で該ダイに被プレス物を収容した後、前記上部昇降駆動手段を作動して前記上パンチを下降して該上パンチと前記下パンチが所定間隔になった後、さらに前記上部昇降駆動手段を下降する際に、前記シリンダ−装置を圧縮して前記間隔を維持することを特徴とするプレス方法である。
【0007】
この請求項1の構成によれば、前記上パンチと前記下パンチが所定間隔になった後、前記上部昇降駆動手段が作動しても、シリンダ−装置を圧縮することにより、上部昇降駆動手段のさらなる下降に拘らずに前記上パンチと前記下パンチを所定間隔に維持することができる。
【0008】
請求項2の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチと共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−トに係止可能に設けたことを特徴とするプレス装置である。
【0009】
この請求項2の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降し加圧成形を行なって、ストッパ−をダイプレ−トに係止する。そしてさらに上部昇降駆動手段が作動するとストッパ−がダイプレ−トに係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0010】
請求項3の発明は、前記ダイプレ−トの下方に下部昇降駆動手段が設けられ、該下部昇降駆動手段に前記下パンチを接続し、かつ前記下部昇降駆動手段には所定位置で固定する下降途中停止手段が設けられることを特徴とする請求項2記載のプレス装置である。
【0011】
この請求項3の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降してダイに嵌合すると共に、ストッパ−がダイプレ−トに係止することによりダイプレ−トも下降する。そしてダイプレ−トが所定位置まで下降すると下降途中停止手段により下部昇降駆動手段が停止する。そしてさらに上部昇降駆動手段が作動するとストッパ−がダイプレ−トに係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0012】
請求項4の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記基盤側に係止可能に設けたことを特徴とするプレス装置である。
【0013】
この請求項4の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降し加圧成形を行なって、ストッパ−を基盤側に係止する。そしてさらに上部昇降駆動手段が作動するとストッパ−が基盤側に係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0014】
請求項5の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記ダイプレ−トより下方に設けられた下部昇降駆動手段と、該下部昇降駆動手段により昇降自在に設けられて下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−ト又は前記基盤側に係止可能に設けたことを特徴とするプレス装置である。
【0015】
この請求項5の構成によれば、下パンチを嵌合したダイに被プレス物を収容し、次に上部昇降駆動手段を作動してシリンダ−装置と共に上パンチを下降してダイに嵌合すると共に、下パンチも下降する。そしてさらに上部昇降駆動手段が作動するとストッパ−がダイプレ−ト又は前記基盤側に係止した状態でシリンダ−装置が圧縮して、加圧成形を完了できる。
【0016】
請求項6の発明は、前記下部昇降駆動手段には所定位置で固定する位置停止手段が設けられることを特徴とする請求項5記載のプレス装置である。
【0017】
この請求項6の構成によれば、所定位置まで下降すると位置停止手段により下部昇降駆動手段が停止すると共に下パンチの下降も停止する。
【0018】
【発明の実施形態】
以下、本発明の実施形態を添付図を参照して説明する。図1〜図2は第1実施形態を示しており、図中1はプレス装置の固定部たるベッド、2はベッド1のやや下方に設けられる図示しないシリンダ−に摺動する下ラム等の下部昇降駆動手段である。この下部昇降駆動手段2は、上下動するものである。下部昇降駆動手段2に固定的に接続されるヨ−クプレ−ト3上に複数のガイドロッド4が鉛直に固定されており、これらガイドロッド4の上端にダイプレ−ト5が水平に固定されている。また、前記ガイドロッド4には、ヨ−クプレ−ト3の上方に位置して基盤たるベ−スプレ−ト6がベッド1上に水平に固定されている。そして、前記ダイプレ−ト5は上面が水平であって、中央部に筒状のダイ7が貫通状態で鉛直に固定されている。また、前記ベ−スプレ−ト6上には、筒状の下パンチ8が固定されており、この下パンチ8が前記ダイ7内に上下摺動自在に嵌合されている。
【0019】
さらに、図中9は鉛直な筒状の上パンチで、この上パンチ9は、ベッド1上に設けた門形フレ−ム10に設けられダイプレ−ト5の上方に配置する図示しないシリダ−を摺動する上ラム等の上部昇降駆動手段11によって接続されて上下動し、前記ダイ7内に上方から挿脱自在に嵌合されるものである。尚、12はベッド1に設けられ下部昇降駆動手段2を収容する空間部、13はベ−スプレ−ト6の両側に縦向きに設けられたガイドロッド4の貫通孔、14はダイプレ−ト5に設けられダイ7を嵌着する取付孔である。
【0020】
前記上パンチ9は昇降プレ−ト15の下面に下向きに設けられており、この昇降プレ−ト15と前記上部昇降駆動手段11との間に、シリンダ−装置16を設ける。このシリンダ−装置16は、油等液体を密封したもので前記下部昇降駆動手段2や上部昇降駆動手段11より容量が小さい、すなわち直径やストロ−クが小さいものであり、シリンダ−本体17を上部昇降駆動手段11側に連結して設けると共に、シリンダ−本体17内を摺動し液体圧力と力の授受を行なうプランジャ−側となる作動部18を昇降プレ−ト15、ひいては上パンチ9側に一体、すなわち同時に作動するように設ける。さらに、上パンチ9と一体となるように昇降プレ−ト15の両側に、ストッパ−19を下向きに固定して設ける。尚、上パンチ9の下端は、ストッパ−19の下端20より下方に突設しており、また、シリンダ−装置16は上部昇降駆動手段11と軸線Xをほぼ同じように同軸状に設けられている。
【0021】
さらに、下部昇降駆動手段2に、ヨ−クプレ−ト3を下降途中で停止するための下降途中停止手段21を一体或いは一体的に設ける。すなわち下部昇降駆動手段2に下降途中停止手段21を直接的或いは間接的に設ける。また、前記シリンダ−本体17には、収容した液体Lを出し入れするための液路23の先端が接続され、この液路23の基端には液貯留部24が接続され、そして液路23の途中に液体Lの制御装置25が設けられ、下部昇降駆動手段2には、下降途中停止手段21が作動して下部昇降駆動手段2、ひいてはダイプレート5が停止したことを検知するための、例えばリミットスイッチや近接スイッチ等の検出器26が設けられ、この検出器26は制御装置25に接続している。そして、制御装置25は、上部昇降駆動手段11や検出器26に伴ない、液路23を遮断してシリンダ−本体17内の液体Lの流出を抑止したり、また液路23を連通して液体Lを流出したり、或いは液貯留部24の液体L´を流入可能として、シリンダ−本体17と作動部18の間隔B,B´を調整できるようになっている。
【0022】
次に前記構成について、その作用を説明する。図1に示すように粉末成形時すなわちプレス時には、まず下パンチ8がダイ7に嵌入し、上パンチ9がダイ7から上方へ抜けている状態で、図示していないフィ−ダ−によりダイ7内に被プレス物たる原料粉末Pが充填される。
【0023】
そして原料粉末Pの充填後、上部昇降駆動手段11を作動して上パンチ9が、昇降プレ−ト15,液路23が遮断され間隔Bを保ったシリンダ−装置16と共に下降して、ダイ7内に嵌合され加圧成形が行われる。この際、上パンチ9を下降すると、上パンチ9がダイ7に嵌入した後にストッパ−19がダイプレ−ト5の上面に係止する。さらに、上部昇降駆動手段11を作動するとストッパ−19が、下部昇降駆動手段2に抗してダイプレ−ト5を押圧し、この結果ダイプレ−ト5、上パンチ9は下降する。さらに、上部昇降駆動手段11を作動してダイプレ−ト5、上パンチ9を下降すると、図2に示すように、ダイプレ−ト5が下降途中停止手段21により下降の途中で停止する。この途中の停止によりダイプレ−ト5は固定状態となり、引続き上部昇降駆動手段11が作動してもシリンダ−本体17は下降するものの、ストッパ−19がダイプレ−ト5に係止したままとなる。また、下降途中停止手段21によりダイプレ−ト5が下降の途中で停止した状態を検出器26が制御装置25に出力することで、制御装置25により液路23が連通し、シリンダ−本体17内の液体Lは液貯留部24へ流出しシリンダ−装置16が圧縮されて縮小する(間隔B´)。したがって、上パンチ9は、下降途中停止手段21により下降が停止されたダイプレ−ト5の上面を基準として所定位置に停止し続けて、下パンチ8と所定間隔Aを確保することができる。
【0024】
このようにして、加圧成形が行われた後に、上部昇降駆動手段11により上パンチ9を上昇してダイ7より抜き出す。また、下部昇降駆動手段2を作動してダイプレ−ト5をさらに下降してその上面を下パンチ8の上端とほぼ同一面にして、原料粉末Pを成形した圧粉体を取出すものである。尚、その後下部昇降駆動手段2、上部昇降駆動手段11は復帰すると共に、液路23が連通して液貯留部24の液体L´がシリンダ−本体17と作動部18との間に流入して当初の間隔Bとなる。
【0025】
以上のように、前記実施形態では、ベ−スプレ−ト6上に設けられたダイ7を有するダイプレ−ト5と、該ダイプレ−ト5の上方に設けられた上部昇降駆動手段11と、該上部昇降駆動手段11により昇降可能に設けられ上方より前記ダイ7に嵌合する上パンチ9と、前記ダイ7に嵌合する下パンチ8と、前記上部昇降駆動手段11と前記上パンチ9との間に介在したシリンダ−装置16とを備え、前記ダイ7に下パンチ8が嵌合した状態で該ダイ7に原料粉末Pを収容した後、前記上部昇降駆動手段11を作動して前記上パンチ9を下降して該上パンチ9と前記下パンチ8が所定間隔Aになった後、さらに前記上部昇降駆動手段11を下降する際に、前記シリンダ−装置16を圧縮して前記間隔Aを維持することにより、前記上パンチ9と前記下パンチ8が所定間隔Aになった後、前記上部昇降駆動手段11が作動しても、該上部昇降駆動手段11の作動精度に拘らずに上パンチ9と下パンチ8との間隔A、ひいてはプレス精度を向上することができる。
【0026】
また、前記シリンダ−装置16は前記上部昇降駆動手段11側にシリンダ−本体17を設けると共に、該シリンダ−本体17を摺動する作動部18側に前記上パンチ9と共にストッパ−19を一体に設け、該ストッパ−19を前記ダイプレ−ト5に係止可能に設けて、ストッパ−19がダイプレ−ト5に係止することにより、上部昇降駆動手段11の下死点の精度に拘らずに上パンチ9と下パンチ8との間隔Aを正確に定めることができる。
【0027】
さらに、前記ダイプレ−ト5の下方に下部昇降駆動手段2が設けられ、該下部昇降駆動手段2に前記下パンチ8を接続し、かつ前記下部昇降駆動手段2には所定位置で固定する下降途中停止手段21が設けられており、ストッパ−19がダイプレ−ト5に係止した状態でダイプレ−ト5は下降し、そして下降途中停止手段21により下部昇降駆動手段2の下降が停止する。そしてさらに上部昇降駆動手段11が作動したとしても、ストッパ−19がダイプレ−ト5に係止した状態でシリンダ−装置16が圧縮して、上パンチ9と下パンチ8を、上部昇降駆動手段11の下死点精度に拘らず所定間隔Aに維持でき、加圧成形を完了できる。
【0028】
しかも、シリンダ−装置16は、上部昇降駆動手段11と同軸状に設けられているので、シリンダ−装置16に偏荷重がかかるようなことはない。
【0029】
図3,4及び図5,6は第2,3実施形態を示しており、前記第1実施形態と同一部分には同一符号を付し、その詳細な説明を省略する。
【0030】
図3,4に示した第2実施形態においては、上パンチ9を一体に設けた昇降プレ−ト15はベッド1の上方まで張出しており、この張出し部15Aに上パンチ9のストッパ−19が下向きに設けられている。そして、下パンチ8を固定したベ−スプレ−ト6におけるベッド1上の部位に、ストッパ−19と対向するように該ストッパ−19の係止受け部31を設ける。また、ストッパ−19が係止受け部31に係止して係止を検出するための検出器26をストッパ−19に設ける。尚、検出器26は係止受け部31側に設けてもよい。
【0031】
したがって、第2実施形態では図3に示すように下パンチ8を嵌合したダイ7に原料粉末Pを収容し、次に上部昇降駆動手段11を作動してシリンダ−装置16と共に上パンチ9を下降し加圧成形を行う。この際、ストッパ−19の下端20は係止受け部31に係止する。そしてこの係止状態を検出器26により検出することにより、制御装置25によって液路23が連通する。この後、図4に示すようにさらに上部昇降駆動手段11が作動するとストッパ−19が係止受け部31に係止した状態でシリンダ−装置16が圧縮して、加圧成形を完了できる。このようにして、加圧成形が行われた後に、上部昇降駆動手段11により上パンチ9を上昇してダイ7より抜き出す。また、下部昇降駆動手段2を作動してダイプレ−ト5を下降してその上面を下パンチ8の上端とほぼ同一面にして、原料粉末Pを成形した圧粉体を取出すものである。
【0032】
このように、ストッパ−19が係止受け部31に係止することにより、上部昇降駆動手段11の下死点に拘らず上パンチ9と下パンチ8との間隔Aを正確に設定することができる。また、ストッパ−19が係止する係止受け部31は、ベ−スプレ−ト6に固定されているので、ストッパ−19による係止受け部31への押圧力は、強度の大きいベ−スプレ−ト6、ひいてはベッド1によって抗することとなり、耐強度を高めることができる。
【0033】
図5,6に示した第3実施形態においては、ベ−スプレ−ト6上にダイ7を有するダイプレ−ト5を設け、このダイプレ−ト5の上方に上部昇降駆動手段11を設け、そして上部昇降駆動手段11により昇降しダイ7に嵌合する上パンチ9を設け、さらにダイプレ−ト5より下方にあるベ−スプレ−ト6よりさらに下方に設けられた下部昇降駆動手段2により昇降する下パンチ台41上に下パンチ8を立設し、この下パンチ8を下方よりダイ7に嵌合する。また、下パンチ台41とヨ−クプレ−ト3との間にガイドロッド4が設けられ、このガイドロッド4は貫通孔13を摺動自在に貫通している。図中46はベースプレート6上にダイプレート5を支持するための支柱である。
【0034】
そして、上部昇降駆動手段11と上パンチ9との間にシリンダ−装置16を設けている。また、昇降プレ−ト15にはストッパ−19が一体に設けられ、このストッパ−19はダイプレ−ト5の上面に係止できるようになっている。尚、このストッパ−19は第2実施形態と同様にベ−スプレ−ト6側に係止できるようにしてもよい。さらに前記下部昇降駆動手段2には下降の所定位置で固定する位置停止手段42が設けられる。この位置停止手段42はベ−スプレ−ト6の上面に立設した台形状のものであり、図5に示すように下パンチ台41と位置停止手段42と間には空隙Cが形成されている。また、ストッパ−19がダイプレ−ト5の上面に係止する状態を検出するための検出器26をストッパ−19に設ける。尚、検出器26はダイプレ−ト5の上面側に設けてもよい。
【0035】
したがって、第3実施形態では図5に示すように下部昇降駆動手段2により下パンチ8を嵌合したダイ7に被プレス物たる焼結品P´を収容し、次に上部昇降駆動手段11を作動してシリンダ−装置16と共に上パンチ9を下降し加圧成形を行う。この際、焼結品P´を介して下パンチ8が下方へ押圧され、下パンチ台41が位置停止手段42に係止して下降が停止すると共に、ストッパ−19の下端20はダイプレ−ト5の上面に係止する。そしてこの係止状態を検出器26が検出することにより、制御装置25によって液路23が連通する。この後さらに上部昇降駆動手段11が作動するとストッパ−19が係止受け部31に係止した状態でシリンダ−装置16が圧縮して、加圧成形を行ない焼結品P´の矯正プレスを完了できる。このようにして、加圧成形が行われた後に、上部昇降駆動手段11により上パンチ9を上昇してダイ7より抜き出す。また、下部昇降駆動手段2を作動して下パンチ台41を介して下パンチ8を上昇して下パンチ8の上端をダイプレ−ト5の上面とほぼ同一面にして、焼結品P´を矯正成形したものを取出すものである。
【0036】
このように、ストッパ−19がダイプレ−ト5に係止することにより、上部昇降駆動手段11の下死点に拘らずに上パンチ9と下パンチ8との間隔Aを正確に設定することができる。また、前記下部昇降駆動手段2には所定位置で固定する位置停止手段42が設けられることにより、位置停止手段42により下部昇降駆動手段2が停止すると共に下パンチ8の下降も停止するように、加圧成形時においては、焼結品P´を下パンチ8の下降を伴って上パンチ9と共に加圧成形することができる。また、所定間隔Aとする調整にあたってプレスを停止することはなく、さらに、上パンチ9の加圧保持時間を長くできる。
【0037】
尚、本発明は上記実施形態に限定されるものではなく、本発明の要旨の範囲内において、種々の変形実施が可能である。
【0038】
【発明の効果】
請求項1の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記ダイに下パンチが嵌合した状態で該ダイに被プレス物を収容した後、前記上部昇降駆動手段を作動して前記上パンチを下降して該上パンチと前記下パンチが所定間隔になった後、さらに前記上部昇降駆動手段を下降する際に、前記シリンダ−装置を圧縮して前記間隔を維持することを特徴とするプレス方法であり、上部昇降駆動手段の下死点の作動精度に拘らずに上パンチと下パンチとの間隔、ひいては被プレス物のプレス精度を向上することができる。
【0039】
請求項2の発明は、基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチと共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−トに係止可能に設けたことを特徴とするプレス装置であり、ストッパ−がダイプレ−トに係止することにより、上部昇降駆動手段の下死点に拘らずに上パンチと下パンチとの間隔を正確に設定することができる。
【0040】
請求項3の発明は、前記ダイプレ−トの下方に下部昇降駆動手段が設けられ、該下部昇降駆動手段に前記下パンチを接続し、かつ前記下部昇降駆動手段には所定位置で固定する下降途中停止手段段が設けられることを特徴とする請求項2記載のプレス装置であり、加圧成形時においては、被プレス物をダイの下降と共に加圧成形することができる。
【0041】
請求項4の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記基盤側に係止可能に設けたことを特徴とするプレス装置であり、ストッパ−が基盤側に係止することにより、上部昇降駆動手段の下死点に拘らずに上パンチと下パンチとの間隔を正確に設定することができ、しかもストッパ−は強度の大きい基盤側に係止できるので、ストッパ−の係止位置を正確に設定することができる。
【0042】
請求項5の発明は、基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記ダイプレ−トより下方に設けられた下部昇降駆動手段と、該下部昇降駆動手段により昇降自在に設けられて下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−ト又は前記基盤側に係止可能に設けたことを特徴とするプレス装置であり、上部昇降駆動手段の作動に拘らずに上パンチと下パンチとの間隔、ひいては被プレス物のプレス精度を向上することができる。
【0043】
請求項6の発明は、前記下部昇降駆動手段には所定位置で固定する位置停止手段が設けられることを特徴とする請求項5記載のプレス装置であり、加圧成形時においては、被プレス物を下パンチの下降を伴って加圧成形することができる。
【図面の簡単な説明】
【図1】本発明の第1実施形態を示す第1工程の一部切り欠き正面図である。
【図2】本発明の第1実施形態を示す第2工程の一部切り欠き正面図である。
【図3】本発明の第2実施形態を示す第1工程の一部切り欠き正面図である。
【図4】本発明の第2実施形態を示す第2工程の一部切り欠き正面図である。
【図5】本発明の第3実施形態を示す第1工程の一部切り欠き正面図である。
【図6】本発明の第3実施形態を示す第2工程の一部切り欠き正面図である。
【符号の説明】
2 下部昇降駆動手段
6 ベ−スプレ−ト(基盤)
7 ダイ
8 下パンチ
9 上パンチ
11 上部昇降駆動手段
16 シリンダ−装置
17 シリンダ−本体
18 作動部
19 ストッパ−
21 下降途中停止手段
31 係止受け部
42 位置停止手段
A 間隔
P 原料粉末(被プレス物)
P´ 焼結品(被プレス物)
Claims (6)
- 基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記ダイに下パンチが嵌合した状態で該ダイに被プレス物を収容した後、前記上部昇降駆動手段を作動して前記上パンチを下降して該上パンチと前記下パンチが所定間隔になった後、さらに前記上部昇降駆動手段を下降する際に、前記シリンダ−装置を圧縮して前記間隔を維持することを特徴とするプレス方法。
- 基盤上に設けられたダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられた上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられ上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチと共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−トに係止可能に設けたことを特徴とするプレス装置。
- 前記ダイプレ−トの下方に下部昇降駆動手段が設けられ、該下部昇降駆動手段に前記ダイプレ−トを接続し、かつ前記下部昇降駆動手段には所定位置で固定する下降途中停止手段が設けられることを特徴とする請求項2記載のプレス装置。
- 基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記基盤上に固定され下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記基盤側に係止可能に設けたことを特徴とするプレス装置。
- 基盤上に設けられダイを有するダイプレ−トと、該ダイプレ−トの上方に設けられる上部昇降駆動手段と、該上部昇降駆動手段により昇降可能に設けられて上方より前記ダイに嵌合する上パンチと、前記ダイプレ−トより下方に設けられた下部昇降駆動手段と、該下部昇降駆動手段により昇降自在に設けられて下方より前記ダイに嵌合する下パンチと、前記上部昇降駆動手段と前記上パンチとの間に介在したシリンダ−装置とを備え、前記シリンダ−装置は前記上部昇降駆動手段側にシリンダ−本体を設けると共に、該シリンダ−本体を摺動する作動部側に前記上パンチを設けると共にストッパ−を一体に設け、該ストッパ−を前記ダイプレ−ト又は前記基盤側に係止可能に設けたことを特徴とするプレス装置。
- 前記下部昇降駆動手段には所定位置で固定する位置停止手段が設けられることを特徴とする請求項5記載のプレス装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002354295A JP2004181510A (ja) | 2002-12-05 | 2002-12-05 | プレス方法及びプレス装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002354295A JP2004181510A (ja) | 2002-12-05 | 2002-12-05 | プレス方法及びプレス装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004181510A true JP2004181510A (ja) | 2004-07-02 |
Family
ID=32755350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002354295A Withdrawn JP2004181510A (ja) | 2002-12-05 | 2002-12-05 | プレス方法及びプレス装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004181510A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006187793A (ja) * | 2005-01-07 | 2006-07-20 | Hitachi Powdered Metals Co Ltd | 粉末成形装置 |
| JP2006231382A (ja) * | 2005-02-25 | 2006-09-07 | Aisin Seiki Co Ltd | ダイセット |
| RU2369465C2 (ru) * | 2007-06-04 | 2009-10-10 | Государственное образовательное учреждение высшего профессионального образования "Кубанский государственный технологический университет" (ГОУВПО "КубГТУ") | Способ изготовления заготовок из неформующегося порошка карбидостали в оболочке и устройство для его осуществления |
| JP2013022625A (ja) * | 2011-07-22 | 2013-02-04 | Kayaba System Machinery Kk | 加圧装置 |
| KR101221796B1 (ko) * | 2010-04-28 | 2013-02-15 | 넥스탑 주식회사 | 파우더 성형용 프레스 및 냉간등방압 성형 장치 |
| CN105562685A (zh) * | 2016-03-09 | 2016-05-11 | 宁波钉子博士磁性技术有限公司 | 钕铁硼粉末成型压机 |
| CN106955997A (zh) * | 2017-03-21 | 2017-07-18 | 东莞市银通机械科技有限公司 | 一种全自动粉末成型液压机 |
| CN107583554A (zh) * | 2017-10-16 | 2018-01-16 | 佛山科学技术学院 | 一种搅拌机 |
| KR20190080368A (ko) * | 2017-12-28 | 2019-07-08 | (주)애니토이 | 분말야금 성형 프레스용 하부램 장치 |
| CN112191841A (zh) * | 2020-10-16 | 2021-01-08 | 天工爱和特钢有限公司 | 一种粉末模具钢压制成型装置及其使用方法 |
| JP7595167B1 (ja) | 2022-12-13 | 2024-12-05 | エーエーシー マイクロテック(チャンヂョウ)カンパニー リミテッド | 磁粉成形装置および磁粉成形方法 |
-
2002
- 2002-12-05 JP JP2002354295A patent/JP2004181510A/ja not_active Withdrawn
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006187793A (ja) * | 2005-01-07 | 2006-07-20 | Hitachi Powdered Metals Co Ltd | 粉末成形装置 |
| JP2006231382A (ja) * | 2005-02-25 | 2006-09-07 | Aisin Seiki Co Ltd | ダイセット |
| RU2369465C2 (ru) * | 2007-06-04 | 2009-10-10 | Государственное образовательное учреждение высшего профессионального образования "Кубанский государственный технологический университет" (ГОУВПО "КубГТУ") | Способ изготовления заготовок из неформующегося порошка карбидостали в оболочке и устройство для его осуществления |
| KR101221796B1 (ko) * | 2010-04-28 | 2013-02-15 | 넥스탑 주식회사 | 파우더 성형용 프레스 및 냉간등방압 성형 장치 |
| JP2013022625A (ja) * | 2011-07-22 | 2013-02-04 | Kayaba System Machinery Kk | 加圧装置 |
| CN105562685A (zh) * | 2016-03-09 | 2016-05-11 | 宁波钉子博士磁性技术有限公司 | 钕铁硼粉末成型压机 |
| CN106955997A (zh) * | 2017-03-21 | 2017-07-18 | 东莞市银通机械科技有限公司 | 一种全自动粉末成型液压机 |
| CN107583554A (zh) * | 2017-10-16 | 2018-01-16 | 佛山科学技术学院 | 一种搅拌机 |
| KR20190080368A (ko) * | 2017-12-28 | 2019-07-08 | (주)애니토이 | 분말야금 성형 프레스용 하부램 장치 |
| KR101998868B1 (ko) | 2017-12-28 | 2019-07-11 | (주)애니토이 | 분말야금 성형 프레스용 하부램 장치 |
| CN112191841A (zh) * | 2020-10-16 | 2021-01-08 | 天工爱和特钢有限公司 | 一种粉末模具钢压制成型装置及其使用方法 |
| JP7595167B1 (ja) | 2022-12-13 | 2024-12-05 | エーエーシー マイクロテック(チャンヂョウ)カンパニー リミテッド | 磁粉成形装置および磁粉成形方法 |
| JP2025500090A (ja) * | 2022-12-13 | 2025-01-09 | エーエーシー マイクロテック(チャンヂョウ)カンパニー リミテッド | 磁粉成形装置および磁粉成形方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004181510A (ja) | プレス方法及びプレス装置 | |
| CN111451426B (zh) | 一种制坯液压机以及双冲头法兰制坯方法 | |
| EP1541327A1 (en) | Powder compacting method and powder compacting system | |
| JP2002219600A (ja) | コンピュータ数値制御プレス装置 | |
| CN114951650B (zh) | 一种升降调节装置及粉末成型装置 | |
| CN216226613U (zh) | 一种铝盖成型的冲压设备 | |
| JPH11217601A (ja) | 粉末成形装置 | |
| CN110891709A (zh) | 铸模高度变更单元、脱框造型机以及铸模高度变更方法 | |
| CN210547741U (zh) | 一种支撑环生产锻压装置 | |
| CN214491708U (zh) | 一种带升降平台双重加压式强力压机 | |
| KR101918041B1 (ko) | 금형 승강장치를 구비한 전단금형장치 | |
| CN214395574U (zh) | 框架移动式干袋等静压机 | |
| JP3917815B2 (ja) | 粉末成形装置 | |
| JP2006187793A (ja) | 粉末成形装置 | |
| KR200251129Y1 (ko) | 분말성형 프레스용 다단 어댑터장치 | |
| JP2002153996A (ja) | 粉末成形装置 | |
| JP3144450B2 (ja) | 圧粉体成形用金型 | |
| CN207941981U (zh) | 一种全伺服式自动压机 | |
| JPH0730235Y2 (ja) | 加圧成形装置 | |
| CN217550941U (zh) | 一种五金件加工的成型模具 | |
| JP2011177739A (ja) | 粉末成形装置およびそれを用いた粉末成形方法 | |
| JPS6227301Y2 (ja) | ||
| CN214392340U (zh) | 一种具有粉料输送功能的冷压机 | |
| JP3173157B2 (ja) | 粉末成形装置 | |
| CN223670066U (zh) | 一种多工位冲压机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060207 |