JP2004181774A - 歯付ベルトの製造方法 - Google Patents
歯付ベルトの製造方法 Download PDFInfo
- Publication number
- JP2004181774A JP2004181774A JP2002351321A JP2002351321A JP2004181774A JP 2004181774 A JP2004181774 A JP 2004181774A JP 2002351321 A JP2002351321 A JP 2002351321A JP 2002351321 A JP2002351321 A JP 2002351321A JP 2004181774 A JP2004181774 A JP 2004181774A
- Authority
- JP
- Japan
- Prior art keywords
- toothed belt
- tooth
- belt
- mold
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 37
- 229920001971 elastomer Polymers 0.000 claims abstract description 43
- 239000005060 rubber Substances 0.000 claims abstract description 43
- 239000000463 material Substances 0.000 claims abstract description 35
- 238000010438 heat treatment Methods 0.000 claims abstract description 19
- 238000000034 method Methods 0.000 claims abstract description 19
- 239000004744 fabric Substances 0.000 claims abstract description 15
- 238000003825 pressing Methods 0.000 claims description 9
- 238000004073 vulcanization Methods 0.000 description 15
- 239000011295 pitch Substances 0.000 description 9
- 238000000465 moulding Methods 0.000 description 5
- 239000004636 vulcanized rubber Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229920003049 isoprene rubber Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images






Landscapes
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【解決手段】円筒状金型の外表面に布帛、心線、ゴムシート及び布帛を巻き付けて加熱加圧することにより、環状に成形されたベルト素材16を形成し、このベルト素材を取り外して、少なくとも一方に歯型を有する一対の板状プレス金型18,19により加熱加圧して歯部21aを形成する加工を順次移動させて繰り返し行うことにより、歯付ベルト予備成形体21を形成し、この歯付ベルト予備成形体を、ゴムが最適加硫状態になるように加熱することにより、加硫成形された歯付ベルトを形成する。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、少なくとも一方の表面に歯部が形成された歯付ベルトの製造方法に関する。
【0002】
【従来の技術】
従来、ベルトの表裏両面に歯部が形成された歯付ベルトの製造方法は、特公平6−43106号公報、特許第3247296号公報等にみられるように公知である。
【0003】
従来の歯付ベルトの製造方法の一例を図9、図10に基づいて説明する。この歯付ベルトの製造方法は、(イ)外面軸方向に帯状突起と凹溝を交互に形成した円筒状金型1の外周面に沿って伸縮性帆布2を巻き付け、その上に抗張体3をスパイラル状に巻き、さらにその上に未加硫ゴムシート4及び伸縮性帆布5を巻き付けてベルト成形体6を形成し、その上に環状のスリーブ(図示略)を嵌めて加熱加圧して前記凹溝にゴムシート4を圧入充填せしめて歯部を有する半加硫状態の予備成形体7を得る工程、(ロ)かかる予備成形体7を前記円筒状金型1から取り出してこれを軸間距離調節可能な2個の歯付プーリ8,8に巻き掛ける工程、(ハ)上下一対の歯付モールドからなるプレス金型9,9により前記歯付プーリ8,8に巻き掛けた予備成形体7を挟持加圧して上下歯部を成形加硫する工程、(ニ)加硫し終わった加硫部位の位置を移動して、次の歯部成形部を前記(ハ)の工程を順次繰り返して行い、無端状加硫両面歯付ベルトを得る工程からなるものである。
【0004】
【特許文献1】
特公平6−43106号公報
【特許文献2】
特許第3247296号公報
【0005】
【発明が解決しようとする課題】
従来の歯付ベルトの製造方法は、上記のように、ベルト成形体6に歯部を形成して予備成形体7を得る工程において、外面軸方向に帯状突起と凹溝を交互に形成した歯型を有する円筒状金型1が必要となり、歯部の形状、歯数、又は歯ピッチが異なる歯付ベルトを製造するためには、このような歯部を有する歯付ベルトに対応した歯型を予め形成した円筒状金型を多種類取り揃えなければならない、という問題がある。
【0006】
特に、歯数が多く歯ピッチが大きい歯付ベルトを製造する場合、この歯付ベルトの歯部に対応した歯型を有する円筒状金型の製作に長時間を要すると共に、円筒状金型が高価になり、製造する歯付ベルトの本数が少ない場合には生産効率が悪く不経済になる、という問題がある。
【0007】
歯付ベルトの歯部をベルト長手方向と直交する方向に形成する場合にはあまり問題ないが、歯付ベルトの歯部をベルト長手方向に対して傾斜しているはす歯歯部として形成する場合、図11に示すように、傾斜した歯型を形成した円筒状金型1’が必要となるが、このような円筒状金型1’の製作には手間が掛かって作業が繁雑になる、という問題がある。それと共に、円筒状金型上に形成された予備成形体を取り外す場合、はす歯歯部が形成されているため、円筒状金型から抜き出す作業が繁雑になる、という問題がある。
【0008】
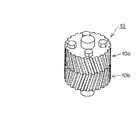
また、歯付ベルトの歯部をベルト長手方向に対して、それぞれ反対方向に傾斜したやま歯歯部とする場合、成形されたやま歯歯部を有する予備成形体を円筒状金型から取り外せるようにするために、図12に示すように、円筒状金型10を2つの分割構造の金型10a、10bからなるものとする必要がある。しかし、この分割構造の円筒状金型10は製作作業が繁雑で短期間に製作することが困難であると共に、円筒状金型が高価になる、という問題がある。
【0009】
さらに、前記歯付ベルトの製造方法においては、円筒状金型から取り出した予備成形体7の一部分を、上下一対の歯付モールドからなるプレス金型9,9により挟持加圧して、上面側の歯部の形成と加硫を同時に行ってから、次の隣接部分を成形加硫するために、加硫によるゴムの寸法変化が生じ、最後に加硫した部分と最初に加硫した部分の寸法形状が一致しないことがあり、このような場合に修正ができないため不連続な箇所が生じる、という問題がある。
【0010】
そこで、本発明は、前述したような従来技術の問題点を解決し、歯付ベルト製造の第1工程において、布帛、心線、ゴムシート及び布帛を巻き付けてベルト素材を成形する場合、最終的に得る歯付ベルトの歯部を形成する必要がないようにすることにより、円筒状金型として、表面平滑面のものでも、溝あるいは歯型が形成されたものでも、如何なる表面構造のものでも使用できるようにすること、歯部の形状、歯数、又は歯ピッチが異なる歯付ベルトを製造する場合、あるいは表裏両面に歯部を形成する場合でも、円筒状金型を多種類取り揃える必要がないようにすること、また歯付ベルトの歯部の形成を平板状プレス金型のみで行えるようにして、歯部の形状、歯数、又は歯ピッチが異なる歯付ベルトを平板プレス金型の変更だけで容易に製造することができるようにすることを目的とする。
【0011】
【課題を解決するための手段】
前記目的を達成するために、本発明は、第1工程で、最終的に得る歯付ベルトの歯部を形成する必要がないようにすることにより、また、歯付ベルトの歯部の形成を一対の平板状プレス金型のみで行えるようにすることにより上記問題点の解決したものである。
請求項1に係る本発明は、少なくとも一方の表面に歯部が形成された歯付ベルトの製造方法において、第1工程で、円筒状金型の外表面に布帛を巻き付け、その外周に心線をスパイラル状に巻き付け、さらにその外周に未加硫あるいは加硫未完のゴムシート及び布帛を巻き付け、しかる後、ゴムが未加硫あるいは加硫未完状態になる温度、時間で加熱加圧することにより、環状に成形されたベルト素材を形成し、第2工程で、前記ベルト素材を円筒状金型から取り外して、一対の表面非平滑プーリ間に掛け渡し、該ベルト素材を少なくとも一方に歯型を有する一対の板状プレス金型により加熱加圧してベルト素材の一部分に歯部を形成する加工を、該ベルト素材を順次移動させて繰り返し行うことにより、全周に亘って歯部が形成された未加硫又は加硫未完状態のゴムからなる歯付ベルト予備成形体を形成し、第3工程で、前記歯部が形成された歯付ベルト予備成形体を、ゴムが最適加硫状態になるように加熱することにより、加硫成形された歯付ベルトを形成する歯付ベルトの製造方法、という構成としたものである。
請求項2に係る本発明は、前記請求項1の歯付ベルトの製造方法において、第3工程で、前記第2工程で形成された歯付ベルト予備成形体を、前記一対の表面非円滑プーリ間に掛け渡して保持したまま、さらに前記少なくとも一方に歯型を有する一対の板状プレス金型により、該歯付ベルト予備成形体に形成されている歯部に合致させて挟持し、ゴムが最適加硫状態になるように加熱加圧する加工を、該歯付ベルト予備成形体を順次移動させて繰り返し行うことにより、加硫成形された歯付ベルトを形成する、という構成としたものである。
請求項3に係る本発明は、前記請求項1の歯付ベルトの製造方法において、第3工程で、前記第2工程で形成された歯付ベルト予備成形体を、前記一対の表面非平滑プーリから取り外して加硫缶に入れて、ゴムが最適加硫状態になるように加熱することにより、加硫成形された歯付ベルトを形成する、という構成としたものである。
【0012】
【作用】
請求項1に係る本発明の場合、第1工程で、円筒状金型の外表面に環状に成形されたベルト素材が形成され、第2工程で、このベルト素材を少なくとも一方に歯型を有する一対の板状プレス金型により加熱加圧してベルト素材の全周に亘って歯部が形成された歯付ベルト予備成形体が形成され、第3工程で、この歯付ベルト予備成形体を、ゴムが最適加硫状態になるように加熱することにより、加硫成形された歯付ベルトが形成される。このように、歯付ベルトの歯部は、第2工程において、一対の板状プレス金型で形成されることにより、第1工程で使用する円筒状金型は如何なる表面構造のものでも使用が可能となる。また、歯付ベルトの歯部の形成が平板状プレス金型で行われるので、歯部の形状、歯数、又は歯ピッチが異なる歯付ベルトを製造する場合、この歯付ベルトに対応した歯型が形成された平板プレス金型を変更して使用するだけで、各種の歯付ベルトの製造が可能となり、また、両面で異なった歯部を有する両面歯付ベルトも平板状プレス金型のみで製造が可能となる。
請求項2に係る本発明の場合、第3工程において、第2工程で使用した一対の平板状プレス金型の加熱温度、時間を変えればそのまま使用することが可能である。
また、請求項3に係る本発明の場合、第3工程において、第2工程で形成された歯付ベルト予備成形体を加硫缶に入れて加熱するだけで、容易に加硫成形された歯付ベルトが得られる。
【0013】
【発明の実施の形態】
本発明の実施例1を図1〜図8に基づいて説明する。この実施例1の歯付ベルトの製造方法は、一方の表面、すなわち表面側に歯部が形成された歯付ベルトを製造する場合のものであり、表面側に歯部が形成された歯付ベルトは、通常行われるように裏返して使用される。
【0014】
第1工程において、以下のように、最終的に得る歯付ベルトの歯部が形成されていない歯付ベルト素材、すなわちベルト素材16を形成する。
【0015】
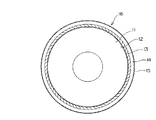
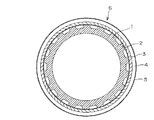
図1に示すように、表面平滑な円筒状金型11の外表面に布帛12を巻き付け、その外周に心線13を緊張状態でスパイラル状に巻き付け、さらにその外周に未加硫あるいは加硫未完のゴムシート14及び布帛15を重ねて巻き付けた後、加硫缶に入れてゴムが未加硫あるいは加硫未完状態に保持されるような温度、時間で加熱加圧することにより、環状に成形されたベルト素材16(図2に示す)を形成する。この加熱加圧は、上記のように巻き付けた布帛15の外周側から蒸気で膨らませたゴム膜により加圧加熱すると共に、加硫缶内を蒸気で加熱して行われ、加熱加圧により塑性流動したゴムが心線13の隙間から入り込んで、心線13及び歯布15に密着する。この外周側からの加圧は、巻き付けた布帛15の外周に環状のスリーブを嵌めて行うようにしてもよい。
【0016】
この場合、布帛12,15は、6ナイロン、66ナイロン、ポリエステル、アラミド繊維等のフィラメント糸、紡績糸、混紡糸からなる伸縮性のある編織布が使用され、通常行われるように、RFL液またはゴム糊液で含浸処理されたものである。
【0017】
心線13は、ゴムの補強材となるもので、ポリエステル、アラミド繊維、ガラス繊維等のフィラメント糸が撚り合わされた撚糸からなるコード、スチールコード等、伸度が少なく、高張力、耐屈曲疲労性のある高張力コードが使用される。この場合、コードは、ゴムとの接着性を良好とするために、RFL液で処理されている。
【0018】
また、ゴムシート14の原料ゴムには、スチレン・ブタジエンラバー、ブタジエンラバー、イソブチレン・イソプレンラバー(ブチルラバー)等耐熱性、耐老化性に優れた合成ゴム、天然ゴムが使用される。
【0019】
第2工程において、以下のように、ベルト素材16全周に亘って、ベルト長手方向と直交する方向に歯部21aが形成された歯付ベルト予備成形体21を形成する。
【0020】
前記第1工程で成形されたベルト素材16を円筒状金型11から取り外して、図2に示すように、ベルト素材16が滑らないように表面が加工された一対の表面非平滑プーリ17,17間に緊張状態で掛け渡す。この場合、一対の表面非平滑プーリ17,17は、その軸間距離20が調節可能なものである。
【0021】
しかる後、ベルト長手方向と直交する方向の歯型を有する板状プレス金型18及び表面平滑な板状プレス金型19からなる一対の板状プレス金型18,19により加熱加圧してベルト素材16の一部分に歯部21aを形成する成形加工を行う。この場合、ゴムが未加硫あるいは加硫未完状態に保持されるような温度、時間で加熱加圧することにより、予備的に歯部を形成する。なお、加硫未完とはゴムが最適加硫に達する前の加硫不足の状態を意味する。
【0022】
次いで、一対の表面非平滑プーリ17,17を回転して、ベルト素材16の加工位置を移動させ、上記と同じように、一対の板状プレス金型18,19により加熱加圧してベルト素材16の隣接する他の一部分に歯部21aを形成する成形加工を行い、この成形加工を順次繰り返し行うことにより、全周に亘って歯部21aが予備的に形成された未加硫又は加硫未完状態のゴムからなる歯付ベルト予備成形体21を形成する。
【0023】
上記一対の板状プレス金型18,19は、それぞれヒータ18a、19aを備えると共に、ベルトの厚みを保持するための間隔保持用スペーサ及び位置決め用の係合部(図示略)を備えたもので、上記のように歯部を形成する場合は、一対の板状プレス金型18,19での加圧をゴムが未加硫又は加硫未完状態に保持されるような加熱温度、時間で行う。
【0024】
第3工程において、以下のように、第2工程で形成された歯付ベルト予備成形体21を加熱して加硫が完了した歯付ベルト22を形成する。
【0025】
図3に示すように、前記第2工程で形成された歯付ベルト予備成形体21を取り外さないでそのまま一対の表面非円滑プーリ17,17間に緊張状態で掛け渡しておき、前記第2工程で使用した一方が歯型を有し、他方が表面平滑な一対の板状プレス金型18,19により、歯付ベルト予備成形体21に第2工程で形成されている歯部21aに板状プレス金型18の歯型を合致させて挟持し、加熱する。この場合、ゴムが最適加硫されるような温度、時間で加熱することにより、歯付ベルト予備成形体21はその一部が加硫成形される。
【0026】
しかる後、一対の表面非平滑プーリ17,17を回転して、歯付ベルト予備成形体21の加工位置を移動させ、上記と同じように、一対の板状プレス金型18,19により加熱挟持して歯付ベルト予備成形体21の他の一部分を加硫成形し、この加工を順次繰り返し行うことにより、全周に亘って加硫成形を行い、ゴムが最適加硫された歯付ベルト22を形成する。なお、最適加硫とは、一般に加硫ゴムの特定の性質が最高値を示すゴムの加硫を意味するが、歯付ベルトの場合は、引張強さの最高値を示す状態と解すればよい。
【0027】
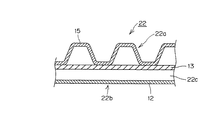
上記第1〜第3工程で製造された歯付ベルト22は、図4に示すように、表面側に歯部22aが形成され、裏面側が平滑面22bで形成され、心線13が加硫ゴム層22cに埋設されたものである。
【0028】
本発明の実施例2を説明する。この実施例2の歯付ベルトの製造方法は、前記実施例1の歯付ベルトの製造方法において、第2工程で形成された歯付ベルト予備成形体21を加熱して加硫成形する第3工程が変更されたものに相当する。前記実施例1と共通する部材には適宜同一符号を付して以下説明する。
【0029】
第1工程、第2工程は、前記実施例1と同じである。第3工程で、第2工程で歯部が形成された歯付ベルト予備成形体21を一対の表面非平滑プーリ17,17から取り外して加硫缶に入れる。次いで、ゴムが最適加硫状態になるような温度、時間で加熱することにより、ゴムが最適加硫された歯付ベルトを形成する。このように、加硫缶に入れて、歯付ベルト予備成形体21を加熱するので、簡単に加硫成形することができる。
【0030】
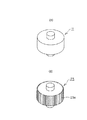
以上、実施例1,2について説明したが、第1工程でベルト素材16を形成する際に用いる成形機である円筒状金型11は、各実施例のように、図5(A)に示す歯型のない表面平滑な円筒状金型11としてもよいが、他の円筒状金型としては、図5(B)に示すように、細かい溝23aが外表面に形成された円筒状金型23としてもよく、あるいは製造する歯付ベルトの歯部と異なる歯型、細かい凹凸を有する円筒状金型(図示略)としてもよく、また、これ以外に従来技術として示した歯型を有する円筒状金型(図9参照)としても構わない。
【0031】
すなわち、歯付ベルト22の歯部22aは、第2工程、第3工程において、一対の板状プレス金型18,19により形成されるので、円筒状金型11によりベルト素材16に歯部を形成する必要がなくなり、円筒状金型11はその表面が如何なる構造であっても構わない。この場合、ベルト素材16が円筒状金型11と接する側に、凹凸あるいは歯部などが形成されたとしても、第2工程において、一対の板状プレス金型18,19での加熱加圧により消失する。
【0032】
上記のように、円筒状金型11はその表面が如何なる構造であっても構わないので、最終的に得る歯付ベルトの歯部に応じて、各種の円筒状金型を取り揃える必要がないようにすることができ、円筒状金型11の表面加工も必要が無くなるので、円筒状金型11を短期間で、安価に製作することができる。また、従来使用されていた歯型のある円筒状金型の使用が可能となり、新たに円筒状金型を製作する必要がないようにすることができる。
【0033】
第2工程で、ベルト素材16に歯部21aを形成して歯付ベルト予備成形体21を形成する際、あるいは第3工程で歯付ベルト予備成形体21を加硫成形する際に使用する一方の板状プレス金型18は、図6(A),(B)に示すような、ベルト長手方向と直交する方向の歯型18cを有する板状プレス金型18としてもよいが、他の板状プレス金型として、はす歯歯部を形成する場合は、図6(C)に示すような、はす歯歯型24aを形成した板状プレス金型24を使用し、湾曲状歯の歯部を形成する場合は、図6(D)に示すような湾曲状の歯型25aを形成した板状プレス金型25を使用し、ベルト長手方向に直線状に延びる歯部を形成する場合は、図6(E)に示すような平行歯型26aを形成した板状プレス金型26を使用する。このベルト長手方向に直線状に延びる歯部は、歯付ベルトのガイド部材として利用される。
【0034】
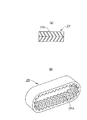
やま歯歯部を形成する場合は、図7(A)に示すようなやま歯歯型27aを形成した板状プレス金型27を使用することにより、図7(B)に示すような、やま歯歯部28aが形成された歯付ベルト28が得られる。
【0035】
上記実施例1,2においては、表面側に歯部が形成され、裏面側が平滑面で形成された歯付ベルトの製造方法を説明したが、同じ歯型が形成された一対の板状プレス金型を使用することにより、同一形状の歯部を有する両面歯付ベルトを製造することができる。また、板状プレス金型として異なった大きさの歯型、歯ピッチの異なる一対の板状プレス金型を使用することにより、図8に示すように、表裏両面に異なった大きさの歯部が形成された歯付ベルト28を製造することができる。
【0036】
さらに、第2工程で使用する板状プレス金型として、歯型の形状、歯数、又は歯ピッチが異なった歯型が形成された板状プレス金型を適宜に変更して使用することにより、一方の表面、あるいは表裏両面に種々の異なった歯部を有する歯付ベルトを容易に製造することができる。この場合、板状プレス金型は平板状の板体に歯型を形成することにより製作されるので、板状プレス金型を容易に短期間で製作することができる。
【0037】
【発明の効果】
請求項1に係る本発明によれば、第1工程で、円筒状金型の外表面にベルト素材を巻き付けた状態で成形し、第2工程で、該ベルト素材を少なくとも一方に歯型を有する一対の板状プレス金型により加熱加圧して、全周に亘って歯部が形成された未加硫又は加硫未完状態のゴムからなる歯付ベルト予備成形体を形成するので、ベルト素材に最終的に得る歯付ベルトの歯部を円筒状金型により形成する必要がないため、円筒状金型として、表面平滑面のもの、溝あるいは歯型が形成された凹凸表面のもの等、如何なる表面構造のものでも使用することができる。また、表面平滑面のものは短期間で安価に円筒状金型を製作することができ、凹凸表面のものとしては、既存の従来使用されている歯型のある円筒状金型を利用することができる。
【0038】
第2工程において、第1工程で形成されたベルト素材を少なくとも一方に歯型を有する一対の板状プレス金型により加熱加圧して、全周に亘って歯部が形成された未加硫又は加硫未完状態のゴムからなる歯付ベルト予備成形体を形成し、第3工程において、この歯付ベルト予備成形体を加硫成形して歯付ベルトを形成するので、歯部の形状、歯数、又は歯ピッチが異なる歯付ベルトを製造する場合、あるいは表裏両面に歯部を形成する場合、第1工程で使用する円筒状金型を多種類取り揃える必要性のないようにすることができる。
【0039】
また、歯付ベルトの歯部の形成を平板状プレス金型のみで行うことができるので、歯部の形状、歯数、又は歯ピッチが異なる歯付ベルトを製造する場合、この歯付ベルトに対応した歯型が形成された平板プレス金型を適宜に使用することにより、容易に製造することができ、両面で異なった歯部を有する両面歯付ベルトも容易に製造することができる。また、平板プレス金型は、平板状の板体に歯型を形成することにより製作されるので、板状プレス金型を容易に短期間で製作することができる。
【0040】
請求項2に係る本発明によれば、第3工程において、第2工程で形成された歯付ベルト予備成形体を、前記一対の表面非円滑プーリ間に掛け渡して保持したまま、さらに第2工程で使用した一対の板状プレス金型により、加熱して加硫成形された歯付ベルトを形成するので、第2工程で予め形成された歯部に板状プレス金型の歯型に合致させて一部分を加硫完了状態にしてから、隣接する部分を順次加硫成形するので、加硫によるゴムの寸法変化が生じるのを防止することができる。
【0041】
請求項3に係る本発明によれば、第3工程において、第2工程で形成された歯付ベルト予備成形体を、前記一対の表面非平滑プーリから取り外して加硫缶に入れて、ゴムが最適加硫状態になるように加熱するので、加硫成形を容易に行うことができると共に、加硫によるゴムの寸法変化が生じるのを防止することができる。
【図面の簡単な説明】
【図1】本発明の実施例1を示し、ベルト素材を形成する状態の説明図である。
【図2】同上、歯付ベルト予備成形体を形成する状態の説明図である。
【図3】同上、歯付ベルト予備成形体の加硫工程の説明図である。
【図4】同上、歯付ベルトの部分断面図である。
【図5】同上、(A)は円筒状金型の斜視図、(B)は他の円筒状金型の斜視図である。
【図6】同上、(A)は板状プレス金型の平面図、(B)は同断面図、(C)、(D),(E)は他の板状プレス金型の平面図である。
【図7】同上、(A)は他の板状プレス金型の平面図、(B)は同板状プレス金型を使用して形成された歯付ベルトの斜視図である。
【図8】同上、他の歯付ベルトの部分断面図である。
【図9】従来例を示し、ベルト成形体を形成する状態の説明図である。
【図10】同上、予備成形体の成形加硫工程の説明図である。
【図11】傾斜した歯型を形成した円筒状金型の斜視図である。
【図12】分割構造の円筒状金型の斜視図である。
【符号の説明】
11 ・・・円筒状金型
12 ・・・布帛
13 ・・・心線
14 ・・・ゴムシート
15 ・・・布帛
16 ・・・ベルト素材
17 ・・・表面非平滑プーリ
18、19 ・・・板状プレス金型
18a、19a・・・ヒータ
18c ・・・歯型
21 ・・・歯付ベルト予備成形体
21a ・・・歯部
22 ・・・歯付ベルト
22a ・・・歯部
22b ・・・平滑面
22c ・・・加硫ゴム層
23 ・・・円筒状金型
23a ・・・細かい溝
24 ・・・板状プレス金型
24a ・・・はす歯歯型
25 ・・・板状プレス金型
25a ・・・湾曲状の歯型
26 ・・・板状プレス金型
26a ・・・平行歯型
27 ・・・板状プレス金型
27a ・・・やま歯歯型
28 ・・・歯付ベルト
28a ・・・やま歯歯部
Claims (3)
- 少なくとも一方の表面に歯部が形成された歯付ベルトの製造方法において、
第1工程で、円筒状金型の外表面に布帛を巻き付け、その外周に心線をスパイラル状に巻き付け、さらにその外周に未加硫あるいは加硫未完のゴムシート及び布帛を巻き付け、しかる後、ゴムが未加硫あるいは加硫未完状態になる温度、時間で加熱加圧することにより、環状に成形されたベルト素材を形成し、
第2工程で、前記ベルト素材を円筒状金型から取り外して、一対の表面非平滑プーリ間に掛け渡し、該ベルト素材を少なくとも一方に歯型を有する一対の板状プレス金型により加熱加圧してベルト素材の一部分に歯部を形成する加工を、該ベルト素材を順次移動させて繰り返し行うことにより、全周に亘って歯部が形成された未加硫又は加硫未完状態のゴムからなる歯付ベルト予備成形体を形成し、
第3工程で、前記歯部が形成された歯付ベルト予備成形体を、ゴムが最適加硫状態になるように加熱することにより、加硫成形された歯付ベルトを形成することを特徴とする歯付ベルトの製造方法。 - 前記第3工程において、前記第2工程で形成された歯付ベルト予備成形体を、前記一対の表面非円滑プーリ間に掛け渡して保持したまま、さらに前記少なくとも一方に歯型を有する一対の板状プレス金型により、該歯付ベルト予備成形体に形成されている歯部に合致させて挟持し、ゴムが最適加硫状態になるように加熱加圧する加工を、該歯付ベルト予備成形体を順次移動させて繰り返し行うことにより、加硫成形された歯付ベルトを形成することを特徴とする請求項1記載の歯付ベルトの製造方法。
- 前記第3工程において、前記第2工程で形成された歯付ベルト予備成形体を、前記一対の表面非平滑プーリから取り外して加硫缶に入れて、ゴムが最適加硫状態になるように加熱することにより、加硫成形された歯付ベルトを形成することを特徴とする請求項1記載の歯付ベルトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002351321A JP4197121B2 (ja) | 2002-12-03 | 2002-12-03 | 歯付ベルトの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002351321A JP4197121B2 (ja) | 2002-12-03 | 2002-12-03 | 歯付ベルトの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004181774A true JP2004181774A (ja) | 2004-07-02 |
| JP4197121B2 JP4197121B2 (ja) | 2008-12-17 |
Family
ID=32753268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002351321A Expired - Fee Related JP4197121B2 (ja) | 2002-12-03 | 2002-12-03 | 歯付ベルトの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4197121B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013116793A (ja) * | 2011-12-02 | 2013-06-13 | Bridgestone Corp | コンベヤベルトの製造方法 |
| CN110919953A (zh) * | 2019-12-17 | 2020-03-27 | 德科摩橡塑科技(东莞)有限公司 | 一种橡胶履带硫化成型工艺及橡胶履带硫化成型机 |
| CN113696459A (zh) * | 2021-08-25 | 2021-11-26 | 宁波慈光同步带有限公司 | 一种双面齿同步带的加工装置及其加工方法 |
-
2002
- 2002-12-03 JP JP2002351321A patent/JP4197121B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013116793A (ja) * | 2011-12-02 | 2013-06-13 | Bridgestone Corp | コンベヤベルトの製造方法 |
| CN110919953A (zh) * | 2019-12-17 | 2020-03-27 | 德科摩橡塑科技(东莞)有限公司 | 一种橡胶履带硫化成型工艺及橡胶履带硫化成型机 |
| CN110919953B (zh) * | 2019-12-17 | 2024-06-11 | 德科摩橡塑科技(东莞)有限公司 | 一种橡胶履带硫化成型工艺及橡胶履带硫化成型机 |
| CN113696459A (zh) * | 2021-08-25 | 2021-11-26 | 宁波慈光同步带有限公司 | 一种双面齿同步带的加工装置及其加工方法 |
| CN113696459B (zh) * | 2021-08-25 | 2023-05-12 | 宁波慈光同步带有限公司 | 一种双面齿同步带的加工装置及其加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4197121B2 (ja) | 2008-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9127746B2 (en) | Power transmission belt and method of making a power transmission belt | |
| US5498214A (en) | Process for manufacturing toothed belts of elastomeric material and toothed belt made by said process | |
| JP2004181774A (ja) | 歯付ベルトの製造方法 | |
| JP2005054851A (ja) | 動力伝動用ベルト及びその製造方法 | |
| JPH09286060A (ja) | ダブルコグベルトの製造方法 | |
| JP2628090B2 (ja) | Vリブドベルトの製造方法 | |
| JP4566320B2 (ja) | 動力伝動用ベルトの製造方法 | |
| JP3713436B2 (ja) | 動力伝動用ベルトの製造方法 | |
| JP3168164B2 (ja) | ベルトスリーブ作製用ジャケットおよびその製造方法 | |
| JP3172102B2 (ja) | 動力伝動用ベルトの製造方法 | |
| JP3833901B2 (ja) | 動力伝動用ベルトの製造方法 | |
| JP2011251537A (ja) | 動力伝動用ベルトの製造方法 | |
| JP2001038820A (ja) | 両面歯付ベルトの製造方法及び歯付ベルト | |
| JP4772518B2 (ja) | 動力伝動用ベルトの製造方法 | |
| JP4216633B2 (ja) | Vベルトの製造方法 | |
| JP2003145635A (ja) | 歯付ベルトの製造方法 | |
| JP2001330082A (ja) | 動力伝動用ベルトとその製造方法 | |
| JPH10138360A (ja) | 動力伝動用ベルトの製造方法 | |
| JP4094978B2 (ja) | 伝動用ベルトの製造方法 | |
| JP2004322559A (ja) | 歯付ベルトの製造方法 | |
| JPH11309788A (ja) | Vリブドベルトの製造方法 | |
| JPS635932A (ja) | ダブルvリブドベルトの製造方法 | |
| JP2001041292A (ja) | 動力伝動用ベルト | |
| JP3331295B2 (ja) | 両面歯付ベルトの製造方法 | |
| JP3790962B2 (ja) | 歯付ベルトの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051101 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060509 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070625 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080924 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080924 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111010 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111010 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121010 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121010 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131010 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |