JP2004190658A - ロータリーコンプレッサー用ベーンおよびその製造方法 - Google Patents
ロータリーコンプレッサー用ベーンおよびその製造方法 Download PDFInfo
- Publication number
- JP2004190658A JP2004190658A JP2003333426A JP2003333426A JP2004190658A JP 2004190658 A JP2004190658 A JP 2004190658A JP 2003333426 A JP2003333426 A JP 2003333426A JP 2003333426 A JP2003333426 A JP 2003333426A JP 2004190658 A JP2004190658 A JP 2004190658A
- Authority
- JP
- Japan
- Prior art keywords
- vane
- rotary compressor
- steel
- sulfide
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
【課題】 品質が安定していて、潤滑性および耐摩耗性に極めて優れた摺動部材であるロータリーコンプレッサー用ベーンとその製造方法を提供する。
【解決手段】 本発明のロータリーコンプレッサー用ベーンは、焼き入れ焼戻し処理あるいは浸炭処理した特殊鋼に、硫化水素を用いてガス浸硫窒化を施した後バレル研磨にて表面の浸硫層を除去し、潤滑性に優れた硫化物を含む緻密な窒素化合物層を表出することにより、常時安定した極めて高い摺動特性および耐摩耗性が得られる。
【選択図】 図3
【解決手段】 本発明のロータリーコンプレッサー用ベーンは、焼き入れ焼戻し処理あるいは浸炭処理した特殊鋼に、硫化水素を用いてガス浸硫窒化を施した後バレル研磨にて表面の浸硫層を除去し、潤滑性に優れた硫化物を含む緻密な窒素化合物層を表出することにより、常時安定した極めて高い摺動特性および耐摩耗性が得られる。
【選択図】 図3
Description
本発明は、耐摩耗性と共に潤滑性および耐焼付き性、すなわち摺動特性に優れたロータリーコンプレッサー用ベーンおよびその製造方法に関する。
エアコンおよび冷蔵庫用のロータリーコンプレッサーに使用されるベーン(摺動部材)は、引っ張り強さ、曲げ強さ等の素材強度と共に、耐摩耗性および/または耐焼付き性等の素材特性あるいは該素材の加工性を考慮し、素材として鉄系鋼材が広く利用されている。該鋼材は、鉄(Fe)を主成分として C,Cr,Mo,W,Co,V,Si等を含有する特殊鋼であって、主に、高速度工具鋼(JIS規格 SKH51)が使用されている。また、その他に、Mo,Cr等の含有成分を調合することにより耐摩耗性、耐焼付き性を向上させた焼結合金も使われている。この焼結合金は、金型にて類似形状に成形できるため加工コストの低減が可能である。
ところが、最近ロータリーコンプレッサーのインバーター化や高能率化および省エネルギー化等の多様化に伴ない、高負荷、高速化、高出力化の苛酷な条件に耐えうるベーンの要求が厳しくなり、耐摩耗性、耐焼付き性において従来の焼結合金や特殊鋼の無垢材では対応できなくなってきた。
このため、さらなる耐摩耗性、耐焼付き性、耐疲労性、耐食性などの改善を目的として、塩浴法あるいはガス法の表面処理を施し、該鋼材の表面を硬化することにより高負荷、高出力化に耐えうるベーンの開発が進められてきた。
このため、さらなる耐摩耗性、耐焼付き性、耐疲労性、耐食性などの改善を目的として、塩浴法あるいはガス法の表面処理を施し、該鋼材の表面を硬化することにより高負荷、高出力化に耐えうるベーンの開発が進められてきた。
この塩浴法には、鋼材を鉄の変態温度以下である500℃〜610℃程度の低温にて処理し、鉄中にN,C,O元素を浸透させ表面近傍に8〜15μm程度の窒素化合物層(白層)と、その下に0.3mm程度の窒素拡散硬化層(網目層)を形成させる塩浴軟窒化処理や、S(硫黄)を含むアルカリ金属塩を565℃±5℃の温度に加熱保持し溶融塩浴中に被処理材を浸漬して、その表面に硫化物と窒化物を主体とした窒素化合物層、さらに、その下に、窒素の拡散層を生成させる低硫黄系の塩浴浸硫窒化処理がある。
たとえば、1972年にフランスのハイドロメカニック摩耗研究所(H.E.F)において開発・実用化されたスル・スルフ法によると、鉄工部品の表面近傍に硫化物と窒化物から成る多孔質層、母材近傍に窒化物(Fe3N)の単一層を形成し、窒素原子の拡散による母材硬度の向上、および硫化物を主体とする多孔質層の働きで摩擦係数の低下や耐焼付き性および耐摩耗性を向上させている。この塩浴浸硫窒化においては、鋳鉄、構造用鋼、工具鋼、高速度鋼、ステンレス鋼などの鉄(Fe)を主成分とした材料に容易に窒化処理が可能であり、自動車用部品の軸受けやギヤなどに広く採用され、最表面に形成された浸硫層の働きにより騒音の解消や耐摩耗性の向上に大きな効果を上げている。
しかしながら、塩浴軟窒化や塩浴浸硫窒化においては、NaCN,NaCNO,NaCO3の分析を定時間隔で実施し、処理を安定させるために薬品の添加補給が必要不可欠である。ゆえに、塩浴にバージンは有り得なく、NとSの細かい濃度管理は不可能であり、安定した品質の製品を量産するには技術的課題が解決されていない。さらに、塩浴管理が難しいため、窒素濃度が過剰と成り易く、硬くて脆い多孔質層を備えた厚い窒素化合物層が生成してしまい、製品の表面肌が荒れて粗さが一定しないうえ、表面の色むらが発生して処理効果にバラツキが生じたり、後洗浄が不充分な場合にはソルトが表面に残留し錆の発生原因ともなる。また、有害物質であるCN,CNO等の管理や処理後の排水の環境に与える悪影響も大きな問題となっている。
ロータリーコンプレッサー用ベーンにおいても、表面処理として該塩浴浸硫窒化処理が応用され、通常この硫化物の特性を生かすためベーンの最表面に形成された浸硫層を有した状態にて使用される。しかしながら、該浸硫層の硬さは、HV150程度であり窒化層と比較して極めて軟らかく、初期段階では固体潤滑材の役目を果たすが、 やがてローターへの繰り返し押圧およびコンプレッサー内の冷媒との融和により該浸硫層は剥離し、その効果を発揮しなくなる。さらに、浸硫層の下部組織である窒素化合物層が粗いポーラス層であるため、摺動特性の面ではマイナスとなる。
また、ガス法においては、NH3の分解反応(2NH3→3H2+N2)を前提とし、NH3が鋼材表面にに吸着、分解し、窒素が内部に拡散して窒素化合物層および窒素拡散硬化層を生成するガス窒化処理あるいはガス軟窒化処理があるが、窒化処理により生成されたHV300以上の窒素拡散硬化層や表面硬さがHV1000以上のポーラスな窒素化合物層により、耐久性(耐摩耗性あるいは耐疲労性などの動的な機械的性質)は改善されるが、潤滑性に乏しく摺動特性において難が有る。
また、高速度工具鋼にガス窒化またはガス軟窒化する場合には、窒化層(窒素化合物層+窒素拡散硬化層)の素材内部への拡散性が低く所要の化合物層(一般的には10μm〜20μm)を形成させるのに長時間を要する欠点があるうえ、最表面に形成された化合物層がポーラス層であるため摺動特性に悪影響を及ぼす。ちなみに、窒素化合物層が厚くなるに従って表面のポーラス度合いは大きくなり、表面粗さは悪くなる。
そこで、摺動特性の改善を目指して、近年、ガス浸硫窒化処理が試みられたが、ガス成分の精密なコントロールができないため、やはり、浸硫層の下の窒素化合物層は、厚くポーラス層になる。このため、処理効果のばらつきが大きく、摺動特性は改善されていない。
そこで、摺動特性の改善を目指して、近年、ガス浸硫窒化処理が試みられたが、ガス成分の精密なコントロールができないため、やはり、浸硫層の下の窒素化合物層は、厚くポーラス層になる。このため、処理効果のばらつきが大きく、摺動特性は改善されていない。
一方、焼結合金を窒化処理する場合には、一般的に、封孔処理(ホモ処理ともいう)を施してから表面だけを窒化する。これは、素材自体がポーラス層となっているために内部まで窒化されて部品全体が膨張し、かつ、脆くなってしまうからである。したがって、封孔処理に長時間の手間を要するうえ、品質が安定しないため、一般的に量産品には余り採用されていない。
本発明は、上に述べたような従来の窒化処理方法および浸硫窒化処理方法、ならびに、それによって製造されたロータリーコンプレッサー用ベーンの問題点を解決し、それによってベーン基材の特性および表面処理特性を最大限に生かした極めて高性能なロータリーコンプレッサー用ベーンおよびその製造方法を提供することを目的とするものである。
本発明者は、上記従来技法であるガス窒化処理等のガス法や塩浴浸硫窒化処理などの塩浴法の長所および短所を参考とし、(1)窒化剤の投入量管理が容易で、かつ、常に安定した状態にて処理が可能であること、(2)ロータリーコンプレッサー用ベーンの過酷な摺動条件に耐えうる素材特性を生かした表面処理が可能であること、(3)処理が安価であること、(4)環境に悪影響を及ぼさないこと、を条件にロータリーコンプレッサー用ベーンのための新しい表面処理方法を鋭意検討した。
その結果、処理中,処理媒体が常に新しく、かつ、塩浴法に比べて、処理温度および処理条件の制御が容易なガス浸硫窒化処理に注目した。
本発明におけるガス浸硫窒化処理は、窒化雰囲気ガスにガス状の硫化水素を添加した浸硫窒化雰囲気中において、基体を所定処理温度に保持すると共に、窒素濃度が過剰にならないように雰囲気を精密に制御することによって、該基体の表面に硫化物を含有した緻密な窒素化合物層と窒素拡散硬化層を生成させ、更にその上に浸硫層を生成させることを特徴とするガス浸硫窒化処理方法である。
本発明に係わるガス浸硫窒化処理方法において、ガス窒化雰囲気中に添加される浸硫ガスとして、また、表面活性剤として硫化水素(H2S)を用いる。特に、ステンレス鋼のように表面に強固な不導態膜(主にCr2O3)が形成されている鋼材に関しては、前処理無しでは容易に窒化できないため、処理温度を上げH2Sの表面の活性化作用をさらに強力にする。この硫化水素は、硫化水素発生器またはボンベ入りの硫化水素を使用するが、硫化水素をN2によって3%程度に希釈した市販のボンベ入りのガスを使用するのが微量な制御および安全管理上好ましい。また、市販の硫化アンモニウム液を使用し、これにキャリアガスをバブリングさせることにより当該硫化アンモニウム液に溶解している硫化水素をNH3と共に気化させて、キャリアガスによって密閉容器内に送っても良い。
また、窒化雰囲気ガスとしては、制御上硫化物との反応が少ないNH3−N2を使用し、窒素化合物層に脆弱な多孔質層が生成しないように、厳密な雰囲気制御のもとで比較的低い温度において処理する。
また、窒化雰囲気ガスとしては、制御上硫化物との反応が少ないNH3−N2を使用し、窒素化合物層に脆弱な多孔質層が生成しないように、厳密な雰囲気制御のもとで比較的低い温度において処理する。
例えば、処理温度が430℃〜530℃の範囲の低温処理、430℃〜530℃の温度範囲にて窒化させた後、NH3の供給を低減もしくは停止すると共に、550℃〜620℃の処理温度において窒素を内部に拡散させる2段階処理、533℃〜548℃あるいは550℃〜620℃の温度範囲にてNH3の供給を断続させて表面窒化と窒素の内部拡散とを交互に繰り返す方法、あるいは、処理温度を430℃〜530℃の温度範囲から550℃〜620℃の温度範囲に徐々に上昇させる方法などがある。したがって、上記処理方法を目的によって組み合わせたり、処理時間や雰囲気ガス組成を被処理品の鋼材、形状、寸法、処理量等に応じて選択することができる。当該処理方法により、被処理品であるベーン基体の最表面には、軟らかい浸硫層(HV150)が1〜5μm程度の厚さで均一に形成され、その下に硬い窒素化合物層(白層, HV1100)が形成される。
本発明者は、まず、該窒素化合物層が従来の塩浴、あるいは、ガスによる浸硫窒化処理の場合に比べて格段に緻密、かつ、強固であることに注目した。
本発明者は、まず、該窒素化合物層が従来の塩浴、あるいは、ガスによる浸硫窒化処理の場合に比べて格段に緻密、かつ、強固であることに注目した。
次に、本発明者は、ベーン基体の最表面に形成された浸硫層をバレル研磨で除去したあとに現れる該窒素化合物層の表面粗さを表面粗さ計にて測定したところ、従来の浸硫窒化処理の場合には、処理後の窒素化合物層の表面粗さが処理前の母材の表面粗さより粗くなるのに対して、当該浸硫窒化処理の場合には、処理前の母材の表面粗さと同等か、もしくは、それ以上に細かくなることを確認した。このことは、ベーンにおいては、耐摩耗性および耐焼付き性の点からみて極めて有利である。
さらに、本発明者は、当該浸硫窒化処理によって、ベーン基体の最表面に形成された浸硫層をバレル研磨で除去したあとに現れる窒素化合物層の表面および、それに垂直な面について、走査電子顕微鏡による観察および面分析を行なった結果、いずれの面内においても微細な硫化物が細かく分散しているのを発見した。この結果、該硫化物は、当該浸硫窒化処理によって形成された窒素化合物層全体に分散していることが判明した。なお、硫化物は、光学顕微鏡によっては確認は困難である。また、窒素化合物層の下の窒素拡散硬化層には硫化物は存在しない。
さらに、本発明者は、当該浸硫窒化処理によって、ベーン基体の最表面に形成された浸硫層をバレル研磨で除去したあとに現れる窒素化合物層の表面および、それに垂直な面について、走査電子顕微鏡による観察および面分析を行なった結果、いずれの面内においても微細な硫化物が細かく分散しているのを発見した。この結果、該硫化物は、当該浸硫窒化処理によって形成された窒素化合物層全体に分散していることが判明した。なお、硫化物は、光学顕微鏡によっては確認は困難である。また、窒素化合物層の下の窒素拡散硬化層には硫化物は存在しない。
さらに、本発明者は、該窒素化合物層に対し、ピンオンディスク式摩耗試験機による摩耗試験を行ない、従来の塩浴浸硫窒化処理およびガス窒化処理を施したままの表面と摺動特性を比較したところ、該窒素化合物層が極めて優れた耐摩耗性と耐焼付き性を有することを知った。従来、浸硫窒化処理を施した機械部品において、浸硫層は摺動部分に潤滑性を与え、摺動部分の摩耗や焼付きに有効と考えられ、かつ、その下の窒素化合物層の下には潤滑性がないと考えられていたため、浸硫窒化処理を施した機械部品は浸硫層が付着したままの状態で使用されて来た。
しかし、ロータリーコンプレッサーの場合には、ベーンはローターへの押圧力が高サイクルで激しく変動する厳しい摺動条件のもとでローターと接触摺動するために、ベーン最表面に形成される浸硫層は、剥離、脱落してしまい、摩耗や焼付きの抑止にはほとんど寄与しない。そればかりか脱落した浸硫層は、コンプレッサーの冷却用媒体に混合し、コンプレッサーの冷却性能に悪影響を及ぼすこととなる。
しかし、ロータリーコンプレッサーの場合には、ベーンはローターへの押圧力が高サイクルで激しく変動する厳しい摺動条件のもとでローターと接触摺動するために、ベーン最表面に形成される浸硫層は、剥離、脱落してしまい、摩耗や焼付きの抑止にはほとんど寄与しない。そればかりか脱落した浸硫層は、コンプレッサーの冷却用媒体に混合し、コンプレッサーの冷却性能に悪影響を及ぼすこととなる。
本発明者は、以上の知見に基づき、従来 摩耗および焼付きの抑止に不可欠と考えられていたベーンの最表面に形成される浸硫層をバレル研磨によって除去し、その下の微細な硫化物を含む緻密な窒素化合物層を最表面に露出させた状態でベーンを使用することに着目した。
このような表面状態のベーンをロータリーコンプレッサーに組み込んで使用すれば、浸硫層の剥離によるコンプレッサー内の冷却媒体への悪影響を無くすと共に、微細な硫化物を含んだ表面が滑らかな窒素化合物層が常時ベーンの最表面に露出していることになり、常時安定した潤滑性が発揮されることになる。
このような表面状態のベーンをロータリーコンプレッサーに組み込んで使用すれば、浸硫層の剥離によるコンプレッサー内の冷却媒体への悪影響を無くすと共に、微細な硫化物を含んだ表面が滑らかな窒素化合物層が常時ベーンの最表面に露出していることになり、常時安定した潤滑性が発揮されることになる。
なお、この浸硫層を除去する方法としては、人の手による手ラップあるいはショットブラストなどがあるが、手ラップは一人当たりの処理能力が低いため量産に不向きなうえ浸硫層の除去にバラツキが生じる。また、ショットブラストによる方法は、被処理品の整列に長時間を要するうえ、ショットメディアの破砕粉が被処理品に付着することから後処理に問題がある。したがって、1回当たりの処理能力が高く、量産が可能であり、かつ、後処理が容易であるバレル研磨が好ましい。
さらに、バレル研磨機においても、被処理品とメディアが回転しながら遠心力にて研磨する遠心バレル、および、被処理品が細かな振動によりバレルメディアと接触しながら研磨する振動バレル、または、全自動が可能な流動研磨方式の流動バレルがある。
遠心バレルにおいては、被処理品間での接触の衝撃が大きく被処理品に大きな欠陥を生じることから、自動化に難があり処理能力は低いが品質の安定する振動バレルが好ましい。しかしながら、全自動にて量産が可能で品質の安定している流動バレルが最も好ましい。
さらに、バレル研磨機においても、被処理品とメディアが回転しながら遠心力にて研磨する遠心バレル、および、被処理品が細かな振動によりバレルメディアと接触しながら研磨する振動バレル、または、全自動が可能な流動研磨方式の流動バレルがある。
遠心バレルにおいては、被処理品間での接触の衝撃が大きく被処理品に大きな欠陥を生じることから、自動化に難があり処理能力は低いが品質の安定する振動バレルが好ましい。しかしながら、全自動にて量産が可能で品質の安定している流動バレルが最も好ましい。
本発明者は、高速度鋼、マルテンサイト系ステンレス鋼、アルミニウムクロムモリブデン鋼からなるベーン基体に、本発明に係わるガス浸硫窒化処理を施したのち、流動バレル研磨により最表面の浸硫層を除去し、ベーン性能測定用のロータリーコンプレッサー試験機に組み込んで実機摺動テストを行ない、ベーンの摺動特性およびコンプレッサー性能の経時変化を調べて、従来の浸硫窒化処理を施したままのベーンの場合と比較した。
この結果、本発明に係わるガス浸流窒化処理を施したのち最表面の浸硫層を除去したベーンは、従来の浸硫窒化処理を施したままのベーンに比べ、摺動部分の摩耗が格段に少なく焼付きが起こり難いこと、および、冷却媒体の汚染が全く無く、このためコンプレッサーの冷却性能の経時変化が格段に少ないことがわかった。
この結果、本発明に係わるガス浸流窒化処理を施したのち最表面の浸硫層を除去したベーンは、従来の浸硫窒化処理を施したままのベーンに比べ、摺動部分の摩耗が格段に少なく焼付きが起こり難いこと、および、冷却媒体の汚染が全く無く、このためコンプレッサーの冷却性能の経時変化が格段に少ないことがわかった。
本発明は、以上の発見と知見に基づいて成されたものである。かくて、本発明により、ロータリーコンプレッサー用ベーンに適した新しいガス浸硫窒化と基材の特殊鋼材および該浸硫窒化処理後のバレル研磨処理との組み合わせによって、耐摩耗性、耐焼付き性、耐かじり性、耐熱性、耐食性、耐疲労性、経済性等ロータリーコンプレッサー用ベーンに必要な諸特性を全て満足する優れたロータリーコンプレッサー用ベーンの提供が可能となった。
本発明のベーン製造方法におけるガス浸硫窒化方法は、少量のガス状硫化物(H2S)を添加した浸硫窒化雰囲気ガス中において、雰囲気ガス成分を制御することにより低温で被処理物を窒化させたり、窒化後昇温することにより窒素を内部拡散させたり、NH3の供給を断続させることにより窒化と拡散を繰り返すようにしているため、脆弱な多孔質の窒素化合物層を生成することなく、硫化物を均一に含有した緻密な窒素化合物層の安定生成が可能であり、処理条件の選択および組み合わせにより窒素拡散硬化層を目的に応じた深さに制御できる極めて優れた効果がある。
したがって、不導態膜を有し最も窒化し難いSUS440Cや窒化層の内部拡散性が鈍く窒化層深さを形成するのに長時間を要するSKH51あるいはSKH9の高速度工具鋼、あるいはセミハイス鋼と称されるM50においても、上記処理条件の組み合わせにより、容易に所望の厚さの窒素化合物層および窒素拡散硬化層を短時間にて得ることが可能となる。また、速窒化鋼で窒化性の非常に高いアルミニウムクロムモリブデン鋼SACM645においては、言うまでもない。
また、本発明のロータリーコンプレッサー用ベーンの製造方法においては、上記ガス浸硫窒化処理したベーンをバレル研磨することにより、表面に形成された浸硫層を除去し、潤滑剤である硫化物を均一に含有した緻密な窒素化合物層が最表面に表出することにより、摺動初期より安定した潤滑性が保持され、耐焼付き性や耐かじり性および耐摩耗性の大幅な向上が達成される。さらに、素材特性に応じた適度な厚さを持った窒素拡散硬化層は、窒素原子の拡散により疲労強度が向上し耐久性に優れた効果を発揮する。
以上説明したように、本発明のロータリーコンプレッサー用ベーンは、母材硬さを容易に上げられ耐摩耗性および疲労強度の高い高速度工具鋼およびセミハイス鋼や素材が安価で切削性および研削性に優れたマルテンサイト系ステンレス鋼およびアルミニウムクロムモリブデン鋼などの特殊鋼材と前記のガス浸硫窒化の諸条件およびバレル研磨処理の組み合わせによって、ロータリーコンプレッサーの低速から高速への急激な運転条件の変化や高温多湿環境での運転等の多種多様に亘る用途に応じた対応が可能であり、本発明により、安価で長寿命のロータリーコンプレッサー用ベーンの提供が可能となる。
本発明は、典型的には以下に示すような形態で実施される。
本発明において、特殊鋼材を素材としてロータリーコンプレッサー用ベーンを製作する場合には、図3に示すような加工工程をとる。まず、厚さ寸法および高さ寸法がベーンの製品形状にニアネットシェイプされた板素材を所定の長さに切断する。次に、概略直方体形状に荒研削し、その後、底面に座加工したのち、窒素雰囲気炉にて焼き入れ、電気炉にて焼戻し処理して所定の硬さに仕上げる。次に、概略製品寸法に仕上げ研削し、研削ばりや各角R加工のためバレル研磨した後、洗浄・乾燥しガス浸硫窒化処理をする。しかる後、必要に応じて、厚さ面研削仕上げ、および/または、巾面研削仕上げすることも有りうる。さらに、バレル研磨を施す(処理時間;5分〜15分)ことにより浸硫層を除去し硫化物を含んだ緻密な窒素化合物層を表出させ、最後に洗浄・乾燥して完成となる。
本発明において、特殊鋼材を素材としてロータリーコンプレッサー用ベーンを製作する場合には、図3に示すような加工工程をとる。まず、厚さ寸法および高さ寸法がベーンの製品形状にニアネットシェイプされた板素材を所定の長さに切断する。次に、概略直方体形状に荒研削し、その後、底面に座加工したのち、窒素雰囲気炉にて焼き入れ、電気炉にて焼戻し処理して所定の硬さに仕上げる。次に、概略製品寸法に仕上げ研削し、研削ばりや各角R加工のためバレル研磨した後、洗浄・乾燥しガス浸硫窒化処理をする。しかる後、必要に応じて、厚さ面研削仕上げ、および/または、巾面研削仕上げすることも有りうる。さらに、バレル研磨を施す(処理時間;5分〜15分)ことにより浸硫層を除去し硫化物を含んだ緻密な窒素化合物層を表出させ、最後に洗浄・乾燥して完成となる。
本発明に係るロータリーコンプレッサー用ベーンの素材としては、硬さ、耐食性、耐熱性、耐疲労性の優れた下記の特殊鋼材が適している。まず、特殊鋼材の中でも耐摩耗性および耐疲労強度に最も優れている高速度工具鋼(重量比で、C0.7%〜1.0 %、Si0.5 %以下、Mn0.5%以下、Cr3.5〜4.8%、Mo4.1〜5.8、W5.2〜6.9%、V1.3〜2.6%、残部Fe)および含有成分が高速度工具鋼に近似し、素材が安価で被切削性および被研削性に優れたセミハイスと称される合金鋼AISI規格 M50(重量比で、C0.7%〜0.9 %、Si0.1%〜0.5 %、Mn0.1%〜0.5 %、Cr3.7〜4.7%、Mo3.5〜4.9%、V0.7〜1.5%,残部Fe)がある。
該鋼材の熱処理は、窒素雰囲気炉にて焼き入れ、電気炉にて焼戻し処理する。ちなみに、高速度工具鋼の場合は焼き入れ1190℃、焼戻し560℃〜580℃にて、M50の場合には焼き入れ1110℃、焼戻し540℃〜580℃にて、所定の硬さHRC60〜HRC66に仕上げる。なお、高速度工具鋼およびM50のガス浸硫窒化処理においては、焼き入れ、焼戻し処理後の母材の硬さが高く、かつ、母材の耐摩耗性および耐疲労強度も良いゆえ、硬くて脆い窒素化合物層(白層)の厚さは0.2〜3・0μm、窒素拡散硬化層は30μm以上とするのが好適である。
また、素材が安価でN2と親和力の強いCrを多く含有していて窒化性の高いマルテンサイト系ステンレス鋼(重量比で、C(0.9%〜1.4 %)、Si(1.2 %以下)、Mn(1.3%以下)、Cr(15.7〜18.4%)、P(0.1%以下)、S(0.1%以下)、残部Fe)においては、該鋼材の熱処理は、窒素雰囲気炉にて焼き入れ(1060℃)、電気炉にて焼戻し(560℃〜580℃)して所定の硬さ(HRC40〜HRC59)に仕上げる。浸硫窒化処理で形成される硬い窒素化合物層(白層)の厚さは、6〜18μmとし、窒素拡散硬化層は30μm以上とするのが好適である。
また、アルミニウムクロムモリブデン鋼(重量比で、C(0.3〜0.6%)、Si(0.1〜0.6%)、Cr(1.1〜1.9%)、Al(0.4〜1.6%)。Mo(0.1〜0.6%)、残部 Fe)は、被加工性に優れ、短時間に浸硫窒化層を形成できるため、耐摩耗性および潤滑性に優れた摺動部材を低コストにて提供できる。
ロータリーコンプレッサー用ベーンにおいては、単に、表面のみが浸硫窒化により硬化しておれば耐久性が増すわけではなく、その基地を硬くしなければ高い耐摩耗性を得ることができない。基地の軟らかい母材に硬い表面層を形成させても使用中に変形が生じるため表面効果が減殺される。したがって、本発明において、母材となるアルミニウムクロムモリブデン鋼の基地に浸炭処理を施し、その後ガス浸硫窒化により該基体の最表面に浸硫層を形成させ、その下に微細な硫化物が分散する緻密な窒素化合物層および窒素拡散硬化層を生成させる。さらに、初期段階より、摺動面に一定の硫化物が常時存在するよう、バレル処理により表面の浸硫層を除去する。
実施例は、図面を参照して以下に述べる。
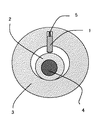
第1図は、本発明のベーンを適用したロータリーコンプレッサーの実施形態の断面図を表し、図2は、該ベーンの代表的な模式図である。図1において、該ベーン1は、中空形状のシリンダー3の内側に収納され、クランクシャフト4に駆動されて偏芯回転するローラー2の外周面とR面にて接触する。なお、該ベーンには図2に示すように、底面に座部1dが設けられており、該ベーンのR面1cは、ローラー2の外周面にコイルバネ5により常時押圧されている。
したがって、図2の該ベーンのR面1cにおいては、コイルバネによる押圧および回動体であるローラー2との摩擦による負荷が極めて高く、耐焼付き性や耐摩耗性および潤滑性を最も必要とする部分である。また、該ベーンの厚さ面1bや巾面1aにおいても、シリンダーおよびシールドケースとの接触による摩耗が大きいため摺動特性の高い素材あるいは表面処理が必要となる。
第1図は、本発明のベーンを適用したロータリーコンプレッサーの実施形態の断面図を表し、図2は、該ベーンの代表的な模式図である。図1において、該ベーン1は、中空形状のシリンダー3の内側に収納され、クランクシャフト4に駆動されて偏芯回転するローラー2の外周面とR面にて接触する。なお、該ベーンには図2に示すように、底面に座部1dが設けられており、該ベーンのR面1cは、ローラー2の外周面にコイルバネ5により常時押圧されている。
したがって、図2の該ベーンのR面1cにおいては、コイルバネによる押圧および回動体であるローラー2との摩擦による負荷が極めて高く、耐焼付き性や耐摩耗性および潤滑性を最も必要とする部分である。また、該ベーンの厚さ面1bや巾面1aにおいても、シリンダーおよびシールドケースとの接触による摩耗が大きいため摺動特性の高い素材あるいは表面処理が必要となる。
本発明のベーンは、上記ロータリーコンプレッサーにおけるベーンの耐摩耗性および潤滑性等の摺動特性に優れた性能を得ることができ、コンプレッサーの長寿命化を計ることが可能となる。
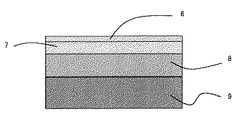
図4は、各種の素材を荒加工した後、所定の硬さに焼き入れ・焼戻し処理し、仕上げ研削した後、当該ガス浸硫窒化処理を施した本発明のベーンの断面図である。
例えば、マルテンサイト系ステンレス鋼であるSUS440Cの素材を用いて、概略ベーン形状に荒成形し、焼き入れ温度1060℃、焼戻し温度570℃にて熱処理を施した後、バレル研磨、洗浄・乾燥した当該ベーンを、処理温度540℃にて5時間保持する処理条件にてガス浸硫窒化した場合について説明する。
図4は、各種の素材を荒加工した後、所定の硬さに焼き入れ・焼戻し処理し、仕上げ研削した後、当該ガス浸硫窒化処理を施した本発明のベーンの断面図である。
例えば、マルテンサイト系ステンレス鋼であるSUS440Cの素材を用いて、概略ベーン形状に荒成形し、焼き入れ温度1060℃、焼戻し温度570℃にて熱処理を施した後、バレル研磨、洗浄・乾燥した当該ベーンを、処理温度540℃にて5時間保持する処理条件にてガス浸硫窒化した場合について説明する。
被処理品に当該ガス浸硫窒化を施すと、硫化水素(H2S)の活性化作用により表面の不導態膜を除去して、基体である母材9にN2が内部拡散していき母材強度を向上させる窒素拡散硬化層8を形成し、その上に、耐摩耗性を向上させる硫化物を含有した緻密な窒素化合物層(Fe3N 主体)7を生成する。さらにまた、最表面に、耐焼付き性に効果のある1〜5μmの浸硫層(硫化物;FeS 主体)6を生成する。この浸硫層6は、前記でも述べたが、コンプレッサーの冷媒への悪影響をなくすためバレル研磨により除去される。
図5は、ピンオンディスク型摩耗試験機を用い、熱処理済み(SACM645は浸炭処理済み)の4種類の特殊鋼試料および、その各々に、本発明のベーン製造方法における表面処理を含む3種類の表面処理を施した試料について摩耗テストを行なった結果で、データ数値は、いずれも3個の試料の平均値である。なお、このテストにおけるピンは該測定試料、駆動ディスクはFC250である。制御方式はステップ方式、最大負荷力は20N、繰り返し回数は1回、回転半径は20mm、試験時間は30分,サポート長は50mm、サンプリング間隔は0.1秒 として、トルク曲線が急上昇する位置を凝着(焼付き)開始点とし凝着までの時間(分)にて評価した。
その結果、特殊鋼の無垢材では、明らかに材料特性がそのまま現れており、特殊鋼材の中でも高級材に入るSKH9は、SUS440Cに対して2倍程度寿命が長いが、セミハイス鋼であるM50や浸炭処理されているSACM645に対しては、優位では有るが大きな差は認められなかった。また、全体的にガス窒化処理においては、表面にHMV1000以上の硬い窒素化合物層および窒素拡散硬化層が形成されるため素材の影響が少なくなり、その結果各鋼材による差が縮まっている。また、塩浴浸硫窒化処理であるスル・スルフ処理においては、最表面に硫化物が生成されているため初期摺動特性が高く、ガス窒化と比較して明らかにその効果が出ている。
しかしながら、本発明のベーン製造方法における表面処理を施した試料は、最表面に生成された1〜5μmの硫化物をバレル研磨にて事前に除去し、硫化物を均一に含む窒素化合物層を表出しており、かつ、該窒素化合物層が塩浴浸硫窒化処理の場合に比べて遥かに緻密なため、摺動初期より潤滑性が安定しており耐焼付き性に極めて大きな効果を上げている。
しかしながら、本発明のベーン製造方法における表面処理を施した試料は、最表面に生成された1〜5μmの硫化物をバレル研磨にて事前に除去し、硫化物を均一に含む窒素化合物層を表出しており、かつ、該窒素化合物層が塩浴浸硫窒化処理の場合に比べて遥かに緻密なため、摺動初期より潤滑性が安定しており耐焼付き性に極めて大きな効果を上げている。
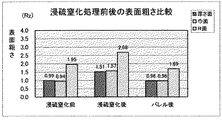
図6は、マルテンサイト系ステンレス鋼であるSUS440Cを素材として、荒加工後、熱処理し、厚さ寸法3.2mm、巾30.0mm、高さ23.0mm、ノーズR4.0mmに仕上げ研削したベーンについて、本発明のベーン製造方法におけるガス浸硫窒化処理を施す前、および、処理後、さらにバレル研磨を施したあとの各々の表面粗さを比較測定した結果である。なお、バレル研磨には流動バレル機を使用し、1辺が13mmの三角で厚さが10mmの三角柱形状のアルミナ系メディアと1辺が10mmの三角で厚さが7mmの三角柱形状のアルミナ系メディアを混合したものを150Kg、粉末コンパウンドを500cc、水60L、被処理材200個にて10分間処理した。
表面粗さは、厚さ面においてはガス浸硫窒化前に0.99Rzであったものが、窒化処理後には1.51Rzとなり、さらに、バレル研磨すると0.96Rzとなって窒化前の母材の表面粗さと略同等になった。また、巾面においてもそれぞれ、窒化前が0.94Rz、窒化後が1.57Rz、バレル後が0.96Rzとなり略窒化前と同等となった。さらに、R面の表面粗さについては、円弧の周方向に測定し、窒化前が1.96Rz、窒化後が2.68Rz、バレル後が1.69Rzとなり窒化前よりやや細かくなった。
これより、ガス浸硫窒化処理後の最表面に形成された浸硫層の表面粗さは、窒化前の母材の研削仕上げ面より粗くなるが、バレル研磨により該浸硫層を除去することによって、その下に介在する窒素化合物層の表面粗さは、母材表面粗さと同等、もしくは、より細かくなり、しかも緻密な窒素化合物層に硫化物が均一に介在しているため耐摩耗性、耐焼付き性に大きな効果を上げることとなる。
これより、ガス浸硫窒化処理後の最表面に形成された浸硫層の表面粗さは、窒化前の母材の研削仕上げ面より粗くなるが、バレル研磨により該浸硫層を除去することによって、その下に介在する窒素化合物層の表面粗さは、母材表面粗さと同等、もしくは、より細かくなり、しかも緻密な窒素化合物層に硫化物が均一に介在しているため耐摩耗性、耐焼付き性に大きな効果を上げることとなる。
以上の各実施例から明らかなように、本発明のロータリーコンプレッサー用ベーンは、従来の特殊鋼材の無処理品およびガス窒化処理品と比較して耐焼付き性および耐摩耗性が極めて高く、また、従来の塩浴浸硫窒化処理品に対しても極めて優位である。
さらに、ガス浸硫窒化後にバレル処理を施すことにより表出した窒素化合物層は、表面粗さが向上して耐摩耗性が増すうえ、この窒素化合物層には潤滑剤となる硫化物を均一に含有しているため従来のガス窒化(あるいはガス軟窒化)処理などと比較して極めて高い摺動特性ならびに耐摩耗性を有し、また、疲労強度が高く品質が安定するという優れた効果をもたらすものである。
さらに、ガス浸硫窒化後にバレル処理を施すことにより表出した窒素化合物層は、表面粗さが向上して耐摩耗性が増すうえ、この窒素化合物層には潤滑剤となる硫化物を均一に含有しているため従来のガス窒化(あるいはガス軟窒化)処理などと比較して極めて高い摺動特性ならびに耐摩耗性を有し、また、疲労強度が高く品質が安定するという優れた効果をもたらすものである。
1 ベーン
1a 巾面
1b 厚さ面
1c R面
1d 座部
2 ローラー
3 シリンダー
4 クランクシャフト
5 コイルバネ
6 浸硫層
7 窒素化合物層
8 窒素拡散硬化層
9 母材(基体)
1a 巾面
1b 厚さ面
1c R面
1d 座部
2 ローラー
3 シリンダー
4 クランクシャフト
5 コイルバネ
6 浸硫層
7 窒素化合物層
8 窒素拡散硬化層
9 母材(基体)
Claims (16)
- ローターに接触する面が、円弧状の曲面をなす概略直方体形状の特殊鋼からなる基体の最表面が、0.2μm〜18μmの硫化物を含む緻密な窒素化合物層からなることを特徴とするロータリーコンプレッサー用ベーン。
- 特殊鋼が工具鋼である請求項1に記載のロータリーコンプレッサー用ベーン。
- 工具鋼が重量比で、C0.7%〜1.0 %、Si0.5 %以下、Mn0.5%以下、Cr3.5〜4.8%、Mo4.1〜5.8%、W5.2〜6.9%、V1.3〜2.6%、残部Feからなる高速度工具鋼である請求項2記載のロータリーコンプレッサー用ベーン。
- 特殊鋼が重量比で、C0.9%〜1.4 %、Si1.2 %以下、Mn1.3%以下、Cr15.7〜18.4%、P0.1%以下、S0.1%以下、残部Feからなるマルテンサイト系ステンレス鋼である請求項1記載のロータリーコンプレッサー用ベーン。
- 特殊鋼が重量比で、C0.7%〜0.9 %、Si0.1%〜0.5 %、Mn0.1%〜0.5 %、Cr3.7〜4.7%、Mo3.5〜4.9%、V0.7〜1.5%、残部Feからなる合金鋼である請求項1記載のロータリーコンプレッサー用ベーン。
- 特殊鋼が重量比で、C0.3〜0.6%、Si0.1〜0.6%、Cr1.1〜1.9%、Al0.4〜1.6%、Mo0.1〜0.6%、残部Feからなるアルミニウムクロムモリブデン鋼である請求項1記載のロータリーコンプレッサー用ベーン。
- 高速度工具鋼が、焼き入れ焼戻し処理を施されている請求項3記載のロータリーコンプレッサー用ベーン。
- マルテンサイト系ステンレス鋼が、焼き入れ焼戻し処理を施されている請求項4記載のロータリーコンプレッサー用ベーン。
- 合金鋼が、焼き入れ焼戻し処理を施されている請求項5記載のロータリーコンプレッサー用ベーン。
- アルミニウムクロムモリブデン鋼が、浸炭処理されている請求項6記載のロータリーコンプレッサー用ベーン。
- ベーンの製品形状に成形された特殊鋼からなる基体を、窒化雰囲気ガスにガス状の硫化物を添加した浸硫窒化雰囲気中において、所定処理温度に保持すると共に、雰囲気を制御し、該基体の表面に浸硫層・窒素化合物層および窒素拡散硬化層イを順次生成させ、その後、最表面の浸硫層をバレル研磨にて除去し、硫化物を含む緻密な窒素化合物層を表出させることを特徴とするロータリーコンプレッサー用ベーンの製造方法。
- 硫化物が、硫化水素であることを特徴とする請求項11記載のロータリーコンプレッサー用ベーンの製造方法。
- 窒化雰囲気ガスが、NH3−N2であることを特徴とする請求項11記載のロータリーコンプレッサー用ベーンの製造方法。
- 処理温度が、533℃〜548℃であることを特徴とする請求項11記載のロータリーコンプレッサー用ベーンの製造方法。
- 処理温度が、430℃〜530℃であることを特徴とする請求項11記載のロータリーコンプレッサー用ベーンの製造方法。
- 処理温度が、550℃〜620℃であることを特徴とする請求項11記載のロータリーコンプレッサー用ベーンの製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 02151257 CN1207496C (zh) | 2002-12-12 | 2002-12-12 | 旋转式压缩机用叶片及其制造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004190658A true JP2004190658A (ja) | 2004-07-08 |
Family
ID=4751959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003333426A Pending JP2004190658A (ja) | 2002-12-12 | 2003-09-25 | ロータリーコンプレッサー用ベーンおよびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2004190658A (ja) |
| CN (1) | CN1207496C (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009035584A (ja) * | 2007-07-31 | 2009-02-19 | Jtekt Corp | 摺動部材 |
| JP2010138893A (ja) * | 2008-11-14 | 2010-06-24 | Panasonic Corp | ロータリ圧縮機 |
| JP2014222027A (ja) * | 2013-05-13 | 2014-11-27 | 三菱電機株式会社 | 圧縮機用ベーン、ローリングピストン型圧縮機、及び圧縮機用ベーンの製造方法 |
| CN115720595A (zh) * | 2020-05-22 | 2023-02-28 | Crs控股有限责任公司 | 强劲、坚韧和坚硬的不锈钢及其制成的制品 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102352845B (zh) * | 2011-10-19 | 2013-09-04 | 上海西工压缩机配件有限公司 | 经复合表面改性的20CrMnTi压缩机叶片及其制备工艺 |
| CN103032330B (zh) * | 2013-01-16 | 2016-01-20 | 东莞市金瑞五金制品有限公司 | 一种压缩机及其应用 |
| CN103510021B (zh) * | 2013-04-07 | 2016-01-20 | 安徽美芝精密制造有限公司 | 钢合金、压缩机滑片及其制备方法 |
| GB2532761A (en) * | 2014-11-27 | 2016-06-01 | Skf Ab | Bearing steel |
| JP2016196820A (ja) | 2015-04-02 | 2016-11-24 | 株式会社Ihi | エンジン用圧縮機翼 |
| CN111250938B (zh) * | 2020-03-19 | 2021-03-23 | 台州市烁达机械有限公司 | 一种前级泵转子qpq加工工艺 |
| CN111850244A (zh) * | 2020-07-31 | 2020-10-30 | 滁州市汊河之星高新技术研发有限公司 | 一种热泵电动汽车空调压缩机叶片的制备方法 |
| CN115837622A (zh) * | 2022-12-01 | 2023-03-24 | 上荣精工(上海)有限公司 | 一种空调压缩机摇动叶片生产系统及制造方法 |
-
2002
- 2002-12-12 CN CN 02151257 patent/CN1207496C/zh not_active Expired - Fee Related
-
2003
- 2003-09-25 JP JP2003333426A patent/JP2004190658A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009035584A (ja) * | 2007-07-31 | 2009-02-19 | Jtekt Corp | 摺動部材 |
| JP2010138893A (ja) * | 2008-11-14 | 2010-06-24 | Panasonic Corp | ロータリ圧縮機 |
| JP2014222027A (ja) * | 2013-05-13 | 2014-11-27 | 三菱電機株式会社 | 圧縮機用ベーン、ローリングピストン型圧縮機、及び圧縮機用ベーンの製造方法 |
| CN115720595A (zh) * | 2020-05-22 | 2023-02-28 | Crs控股有限责任公司 | 强劲、坚韧和坚硬的不锈钢及其制成的制品 |
| US12129536B2 (en) | 2020-05-22 | 2024-10-29 | Crs Holdings, Llc | Strong, tough, and hard stainless steel and article made therefrom |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1417477A (zh) | 2003-05-14 |
| CN1207496C (zh) | 2005-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3885995A (en) | Process for carburizing high alloy steels | |
| JP4560141B2 (ja) | 表面硬化用機械構造用鋼及び機械構造鋼部品 | |
| JP2004190658A (ja) | ロータリーコンプレッサー用ベーンおよびその製造方法 | |
| US20080277031A1 (en) | Surface-carbonitrided stainless steel part excellent in wear resistance and its manufacturing method | |
| JP2002031212A (ja) | 転がり摺動部品 | |
| JP2011208250A (ja) | 窒化高周波焼入れ用鋼及び窒化高周波焼入れ部品 | |
| KR100540962B1 (ko) | 활주 부재 및 그 제조 방법 | |
| WO2004081252A1 (ja) | 窒化バルブリフタおよびその製造方法 | |
| JP2004052997A (ja) | 転動装置及びその製造方法 | |
| JP2005030569A (ja) | カムフォロア | |
| CA2592420A1 (en) | Composition and process for enhanced properties of ferrous components | |
| Senatorski et al. | Tribology of Nitrided and Nitrocarburized steels | |
| Boßlet et al. | TUFFTRIDE®–/QPQ®–process | |
| JP2002188643A (ja) | 針状ころ軸受 | |
| WO2000075522A1 (en) | Bearing device and method of manufacturing the bearing device | |
| De Mello et al. | Effect of nature of nitride phases on microabrasion of plasma nitrided sintered iron | |
| JP4921149B2 (ja) | 金属の窒化方法 | |
| JP2003027211A (ja) | 鉄系部品 | |
| JP3795013B2 (ja) | 内燃機関の動弁機構用バルブリフター | |
| JP2005272855A (ja) | 摺動部材およびその製造方法 | |
| KR20030089201A (ko) | 래디칼 질화처리된 핀커터의 제조방법 | |
| JPS5924241B2 (ja) | ロ−タリピストンエンジンにおけるサイドハウジングとサイドシ−ルの組み合せ | |
| KR200290568Y1 (ko) | 래디칼 질화처리된 핀커터 | |
| Oberste-Lehn et al. | Influence of Machining on Low Temperature Surface Hardening of Stainless Steel | |
| JPH11201136A (ja) | 自動車内燃機関用部品 |