JP2004191925A - プラスチック光学部材用プリフォームとその製造方法、およびプラスチック光ファイバ - Google Patents
プラスチック光学部材用プリフォームとその製造方法、およびプラスチック光ファイバ Download PDFInfo
- Publication number
- JP2004191925A JP2004191925A JP2003273271A JP2003273271A JP2004191925A JP 2004191925 A JP2004191925 A JP 2004191925A JP 2003273271 A JP2003273271 A JP 2003273271A JP 2003273271 A JP2003273271 A JP 2003273271A JP 2004191925 A JP2004191925 A JP 2004191925A
- Authority
- JP
- Japan
- Prior art keywords
- hollow tube
- plastic optical
- preform
- polymerization
- refractive index
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 81
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 49
- 229920003023 plastic Polymers 0.000 title claims abstract description 32
- 239000004033 plastic Substances 0.000 title claims abstract description 32
- 239000013308 plastic optical fiber Substances 0.000 title claims description 34
- 229920000642 polymer Polymers 0.000 claims abstract description 76
- 239000000203 mixture Substances 0.000 claims abstract description 31
- 230000000379 polymerizing effect Effects 0.000 claims abstract description 13
- 230000007423 decrease Effects 0.000 claims abstract description 9
- 239000000178 monomer Substances 0.000 claims description 71
- 238000009826 distribution Methods 0.000 claims description 45
- 238000001125 extrusion Methods 0.000 claims description 38
- 239000012792 core layer Substances 0.000 claims description 20
- 238000000465 moulding Methods 0.000 claims description 15
- 239000000155 melt Substances 0.000 claims description 14
- 229920001577 copolymer Polymers 0.000 claims description 13
- 239000011159 matrix material Substances 0.000 claims description 12
- 229910052731 fluorine Inorganic materials 0.000 claims description 10
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 9
- 239000011737 fluorine Substances 0.000 claims description 9
- 229920001519 homopolymer Polymers 0.000 claims description 5
- 238000011049 filling Methods 0.000 claims description 4
- 238000001746 injection moulding Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 45
- 238000005253 cladding Methods 0.000 abstract description 19
- 230000008569 process Effects 0.000 abstract description 9
- 238000006116 polymerization reaction Methods 0.000 description 111
- 239000011162 core material Substances 0.000 description 109
- 230000005540 biological transmission Effects 0.000 description 39
- 239000000835 fiber Substances 0.000 description 37
- 239000013307 optical fiber Substances 0.000 description 26
- 239000003505 polymerization initiator Substances 0.000 description 26
- 229920005989 resin Polymers 0.000 description 24
- 239000011347 resin Substances 0.000 description 24
- 239000002994 raw material Substances 0.000 description 22
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 21
- 238000000576 coating method Methods 0.000 description 21
- 238000001816 cooling Methods 0.000 description 21
- 239000010410 layer Substances 0.000 description 20
- 239000012986 chain transfer agent Substances 0.000 description 19
- 239000011248 coating agent Substances 0.000 description 19
- 238000010438 heat treatment Methods 0.000 description 19
- 239000003795 chemical substances by application Substances 0.000 description 17
- 239000011247 coating layer Substances 0.000 description 17
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 15
- IAXXETNIOYFMLW-GYSYKLTISA-N [(1r,3r,4r)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@@]2(C)[C@H](OC(=O)C(=C)C)C[C@@H]1C2(C)C IAXXETNIOYFMLW-GYSYKLTISA-N 0.000 description 11
- 239000000463 material Substances 0.000 description 11
- 239000002019 doping agent Substances 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 9
- 150000001875 compounds Chemical class 0.000 description 9
- 238000002844 melting Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 239000002033 PVDF binder Substances 0.000 description 8
- -1 decanyl methacrylate Chemical compound 0.000 description 8
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 8
- 238000009835 boiling Methods 0.000 description 7
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 7
- 239000011259 mixed solution Substances 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 238000012546 transfer Methods 0.000 description 7
- 239000012298 atmosphere Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 239000003999 initiator Substances 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 238000012662 bulk polymerization Methods 0.000 description 5
- LTYMSROWYAPPGB-UHFFFAOYSA-N diphenyl sulfide Chemical compound C=1C=CC=CC=1SC1=CC=CC=C1 LTYMSROWYAPPGB-UHFFFAOYSA-N 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 239000011261 inert gas Substances 0.000 description 5
- 239000003112 inhibitor Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 4
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical class CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 4
- 125000002723 alicyclic group Chemical group 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 4
- 230000006837 decompression Effects 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 239000003063 flame retardant Substances 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 230000004044 response Effects 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000004513 sizing Methods 0.000 description 4
- JJHHIJFTHRNPIK-UHFFFAOYSA-N Diphenyl sulfoxide Chemical compound C=1C=CC=CC=1S(=O)C1=CC=CC=C1 JJHHIJFTHRNPIK-UHFFFAOYSA-N 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 229940119545 isobornyl methacrylate Drugs 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 229910000000 metal hydroxide Inorganic materials 0.000 description 3
- 150000004692 metal hydroxides Chemical class 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- RMVRSNDYEFQCLF-UHFFFAOYSA-N thiophenol Chemical compound SC1=CC=CC=C1 RMVRSNDYEFQCLF-UHFFFAOYSA-N 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- YAJYJWXEWKRTPO-UHFFFAOYSA-N 2,3,3,4,4,5-hexamethylhexane-2-thiol Chemical compound CC(C)C(C)(C)C(C)(C)C(C)(C)S YAJYJWXEWKRTPO-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- AORMDLNPRGXHHL-UHFFFAOYSA-N 3-ethylpentane Chemical compound CCC(CC)CC AORMDLNPRGXHHL-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000004342 Benzoyl peroxide Substances 0.000 description 2
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 2
- IRIAEXORFWYRCZ-UHFFFAOYSA-N Butylbenzyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCC1=CC=CC=C1 IRIAEXORFWYRCZ-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- PYVHTIWHNXTVPF-UHFFFAOYSA-N F.F.F.F.C=C Chemical compound F.F.F.F.C=C PYVHTIWHNXTVPF-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- YSMRWXYRXBRSND-UHFFFAOYSA-N TOTP Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C)OC1=CC=CC=C1C YSMRWXYRXBRSND-UHFFFAOYSA-N 0.000 description 2
- 125000005396 acrylic acid ester group Chemical group 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 235000019400 benzoyl peroxide Nutrition 0.000 description 2
- SESFRYSPDFLNCH-UHFFFAOYSA-N benzyl benzoate Chemical compound C=1C=CC=CC=1C(=O)OCC1=CC=CC=C1 SESFRYSPDFLNCH-UHFFFAOYSA-N 0.000 description 2
- WQAQPCDUOCURKW-UHFFFAOYSA-N butanethiol Chemical compound CCCCS WQAQPCDUOCURKW-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 229910052805 deuterium Inorganic materials 0.000 description 2
- 125000004431 deuterium atom Chemical group 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- DWNAQMUDCDVSLT-UHFFFAOYSA-N diphenyl phthalate Chemical compound C=1C=CC=C(C(=O)OC=2C=CC=CC=2)C=1C(=O)OC1=CC=CC=C1 DWNAQMUDCDVSLT-UHFFFAOYSA-N 0.000 description 2
- CZZYITDELCSZES-UHFFFAOYSA-N diphenylmethane Chemical compound C=1C=CC=CC=1CC1=CC=CC=C1 CZZYITDELCSZES-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000000706 filtrate Substances 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 2
- 238000005286 illumination Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 2
- ZQMHJBXHRFJKOT-UHFFFAOYSA-N methyl 2-[(1-methoxy-2-methyl-1-oxopropan-2-yl)diazenyl]-2-methylpropanoate Chemical compound COC(=O)C(C)(C)N=NC(C)(C)C(=O)OC ZQMHJBXHRFJKOT-UHFFFAOYSA-N 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 210000002445 nipple Anatomy 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- KZCOBXFFBQJQHH-UHFFFAOYSA-N octane-1-thiol Chemical compound CCCCCCCCS KZCOBXFFBQJQHH-UHFFFAOYSA-N 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- NWVVVBRKAWDGAB-UHFFFAOYSA-N p-methoxyphenol Chemical compound COC1=CC=C(O)C=C1 NWVVVBRKAWDGAB-UHFFFAOYSA-N 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- 230000004043 responsiveness Effects 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000003786 synthesis reaction Methods 0.000 description 2
- XZZNDPSIHUTMOC-UHFFFAOYSA-N triphenyl phosphate Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)(=O)OC1=CC=CC=C1 XZZNDPSIHUTMOC-UHFFFAOYSA-N 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- ZSVFYHKZQNDJEV-UHFFFAOYSA-N (2,3,4-tribromophenyl) 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1=CC=C(Br)C(Br)=C1Br ZSVFYHKZQNDJEV-UHFFFAOYSA-N 0.000 description 1
- MYOQALXKVOJACM-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy pentaneperoxoate Chemical compound CCCCC(=O)OOOC(C)(C)C MYOQALXKVOJACM-UHFFFAOYSA-N 0.000 description 1
- KDGNCLDCOVTOCS-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy propan-2-yl carbonate Chemical compound CC(C)OC(=O)OOC(C)(C)C KDGNCLDCOVTOCS-UHFFFAOYSA-N 0.000 description 1
- FMQPBWHSNCRVQJ-UHFFFAOYSA-N 1,1,1,3,3,3-hexafluoropropan-2-yl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC(C(F)(F)F)C(F)(F)F FMQPBWHSNCRVQJ-UHFFFAOYSA-N 0.000 description 1
- NPNPZTNLOVBDOC-UHFFFAOYSA-N 1,1-difluoroethane Chemical compound CC(F)F NPNPZTNLOVBDOC-UHFFFAOYSA-N 0.000 description 1
- ZRKMQKLGEQPLNS-UHFFFAOYSA-N 1-Pentanethiol Chemical compound CCCCCS ZRKMQKLGEQPLNS-UHFFFAOYSA-N 0.000 description 1
- MZVABYGYVXBZDP-UHFFFAOYSA-N 1-adamantyl 2-methylprop-2-enoate Chemical compound C1C(C2)CC3CC2CC1(OC(=O)C(=C)C)C3 MZVABYGYVXBZDP-UHFFFAOYSA-N 0.000 description 1
- QTKPMCIBUROOGY-UHFFFAOYSA-N 2,2,2-trifluoroethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(F)(F)F QTKPMCIBUROOGY-UHFFFAOYSA-N 0.000 description 1
- CLISWDZSTWQFNX-UHFFFAOYSA-N 2,2,3,3,3-pentafluoropropyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(F)(F)C(F)(F)F CLISWDZSTWQFNX-UHFFFAOYSA-N 0.000 description 1
- ZNJXRXXJPIFFAO-UHFFFAOYSA-N 2,2,3,3,4,4,5,5-octafluoropentyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(F)(F)C(F)(F)C(F)(F)C(F)F ZNJXRXXJPIFFAO-UHFFFAOYSA-N 0.000 description 1
- RSVZYSKAPMBSMY-UHFFFAOYSA-N 2,2,3,3-tetrafluoropropyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(F)(F)C(F)F RSVZYSKAPMBSMY-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- AVTLBBWTUPQRAY-UHFFFAOYSA-N 2-(2-cyanobutan-2-yldiazenyl)-2-methylbutanenitrile Chemical compound CCC(C)(C#N)N=NC(C)(CC)C#N AVTLBBWTUPQRAY-UHFFFAOYSA-N 0.000 description 1
- SBYMUDUGTIKLCR-UHFFFAOYSA-N 2-chloroethenylbenzene Chemical compound ClC=CC1=CC=CC=C1 SBYMUDUGTIKLCR-UHFFFAOYSA-N 0.000 description 1
- TYCFGHUTYSLISP-UHFFFAOYSA-M 2-fluoroprop-2-enoate Chemical compound [O-]C(=O)C(F)=C TYCFGHUTYSLISP-UHFFFAOYSA-M 0.000 description 1
- JBTDFRNUVWFUGL-UHFFFAOYSA-N 3-aminopropyl carbamimidothioate;dihydrobromide Chemical compound Br.Br.NCCCSC(N)=N JBTDFRNUVWFUGL-UHFFFAOYSA-N 0.000 description 1
- HNGQQUDFJDROPY-UHFFFAOYSA-N 3-bromobenzenethiol Chemical compound SC1=CC=CC(Br)=C1 HNGQQUDFJDROPY-UHFFFAOYSA-N 0.000 description 1
- WRXOZRLZDJAYDR-UHFFFAOYSA-N 3-methylbenzenethiol Chemical compound CC1=CC=CC(S)=C1 WRXOZRLZDJAYDR-UHFFFAOYSA-N 0.000 description 1
- FTBCOQFMQSTCQQ-UHFFFAOYSA-N 4-bromobenzenethiol Chemical compound SC1=CC=C(Br)C=C1 FTBCOQFMQSTCQQ-UHFFFAOYSA-N 0.000 description 1
- WLHCBQAPPJAULW-UHFFFAOYSA-N 4-methylbenzenethiol Chemical compound CC1=CC=C(S)C=C1 WLHCBQAPPJAULW-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 241001370313 Alepes vari Species 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- FERIUCNNQQJTOY-UHFFFAOYSA-M Butyrate Chemical compound CCCC([O-])=O FERIUCNNQQJTOY-UHFFFAOYSA-M 0.000 description 1
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Natural products CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 208000005156 Dehydration Diseases 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- RJUFJBKOKNCXHH-UHFFFAOYSA-N Methyl propionate Chemical compound CCC(=O)OC RJUFJBKOKNCXHH-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- SKKHNUKNMQLBTJ-QIIDTADFSA-N [(1s,4r)-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@H]2C(OC(=O)C(=C)C)C[C@@H]1C2 SKKHNUKNMQLBTJ-QIIDTADFSA-N 0.000 description 1
- YMOONIIMQBGTDU-VOTSOKGWSA-N [(e)-2-bromoethenyl]benzene Chemical compound Br\C=C\C1=CC=CC=C1 YMOONIIMQBGTDU-VOTSOKGWSA-N 0.000 description 1
- KYIKRXIYLAGAKQ-UHFFFAOYSA-N abcn Chemical compound C1CCCCC1(C#N)N=NC1(C#N)CCCCC1 KYIKRXIYLAGAKQ-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 230000002528 anti-freeze Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- AVXYPAZKABBYHD-UHFFFAOYSA-N benzhydryl 2-methylprop-2-enoate Chemical compound C=1C=CC=CC=1C(OC(=O)C(=C)C)C1=CC=CC=C1 AVXYPAZKABBYHD-UHFFFAOYSA-N 0.000 description 1
- AOJOEFVRHOZDFN-UHFFFAOYSA-N benzyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC1=CC=CC=C1 AOJOEFVRHOZDFN-UHFFFAOYSA-N 0.000 description 1
- 229960002903 benzyl benzoate Drugs 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- BMPVIOJNXPGHOC-UHFFFAOYSA-N bis(2,3,3-trimethylbutan-2-yl)diazene Chemical compound CC(C)(C)C(C)(C)N=NC(C)(C)C(C)(C)C BMPVIOJNXPGHOC-UHFFFAOYSA-N 0.000 description 1
- RYQCEARGGAZJGN-UHFFFAOYSA-N bis(2,3-dimethylbutan-2-yl)diazene Chemical compound CC(C)C(C)(C)N=NC(C)(C)C(C)C RYQCEARGGAZJGN-UHFFFAOYSA-N 0.000 description 1
- CSOXCCBZHKJVLZ-UHFFFAOYSA-N bis(2,3-dimethylpentan-3-yl)diazene Chemical compound CCC(C)(C(C)C)N=NC(C)(CC)C(C)C CSOXCCBZHKJVLZ-UHFFFAOYSA-N 0.000 description 1
- WPKWPKDNOPEODE-UHFFFAOYSA-N bis(2,4,4-trimethylpentan-2-yl)diazene Chemical compound CC(C)(C)CC(C)(C)N=NC(C)(C)CC(C)(C)C WPKWPKDNOPEODE-UHFFFAOYSA-N 0.000 description 1
- XRUJEOCEPGTJNX-UHFFFAOYSA-N bis(2,4-dimethylpentan-2-yl)diazene Chemical compound CC(C)CC(C)(C)N=NC(C)(C)CC(C)C XRUJEOCEPGTJNX-UHFFFAOYSA-N 0.000 description 1
- ZGXHUGQEDPPKGZ-UHFFFAOYSA-N bis(2-methylbutan-2-yl)diazene Chemical compound CCC(C)(C)N=NC(C)(C)CC ZGXHUGQEDPPKGZ-UHFFFAOYSA-N 0.000 description 1
- PEDAIVKHTRIDMZ-UHFFFAOYSA-N bis(2-methylhexan-2-yl)diazene Chemical compound CCCCC(C)(C)N=NC(C)(C)CCCC PEDAIVKHTRIDMZ-UHFFFAOYSA-N 0.000 description 1
- HAPMLSSJGUUMQE-UHFFFAOYSA-N bis(2-methylpentan-2-yl)diazene Chemical compound CCCC(C)(C)N=NC(C)(C)CCC HAPMLSSJGUUMQE-UHFFFAOYSA-N 0.000 description 1
- KPPBDZVMVVWVGA-UHFFFAOYSA-N bis(3-methylhexan-3-yl)diazene Chemical compound CCCC(C)(CC)N=NC(C)(CC)CCC KPPBDZVMVVWVGA-UHFFFAOYSA-N 0.000 description 1
- HJXOEVAWGZCKGE-UHFFFAOYSA-N bis(3-methylpentan-3-yl)diazene Chemical compound CCC(C)(CC)N=NC(C)(CC)CC HJXOEVAWGZCKGE-UHFFFAOYSA-N 0.000 description 1
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 229920002935 deuterated poly(methyl methacrylates) Polymers 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- GKCPCPKXFGQXGS-UHFFFAOYSA-N ditert-butyldiazene Chemical compound CC(C)(C)N=NC(C)(C)C GKCPCPKXFGQXGS-UHFFFAOYSA-N 0.000 description 1
- XJELOQYISYPGDX-UHFFFAOYSA-N ethenyl 2-chloroacetate Chemical compound ClCC(=O)OC=C XJELOQYISYPGDX-UHFFFAOYSA-N 0.000 description 1
- XNICETZFWREDRJ-UHFFFAOYSA-N ethyl 2-[(1-ethoxy-2-methyl-1-oxopropan-2-yl)diazenyl]-2-methylpropanoate Chemical compound CCOC(=O)C(C)(C)N=NC(C)(C)C(=O)OCC XNICETZFWREDRJ-UHFFFAOYSA-N 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 229940017219 methyl propionate Drugs 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000006864 oxidative decomposition reaction Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- QIWKUEJZZCOPFV-UHFFFAOYSA-N phenyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1=CC=CC=C1 QIWKUEJZZCOPFV-UHFFFAOYSA-N 0.000 description 1
- WRAQQYDMVSCOTE-UHFFFAOYSA-N phenyl prop-2-enoate Chemical compound C=CC(=O)OC1=CC=CC=C1 WRAQQYDMVSCOTE-UHFFFAOYSA-N 0.000 description 1
- 239000003504 photosensitizing agent Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- BOQSSGDQNWEFSX-UHFFFAOYSA-N propan-2-yl 2-methylprop-2-enoate Chemical compound CC(C)OC(=O)C(C)=C BOQSSGDQNWEFSX-UHFFFAOYSA-N 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 239000002516 radical scavenger Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- SJMYWORNLPSJQO-UHFFFAOYSA-N tert-butyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC(C)(C)C SJMYWORNLPSJQO-UHFFFAOYSA-N 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000002341 toxic gas Substances 0.000 description 1
- KOZCZZVUFDCZGG-UHFFFAOYSA-N vinyl benzoate Chemical compound C=COC(=O)C1=CC=CC=C1 KOZCZZVUFDCZGG-UHFFFAOYSA-N 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 238000005491 wire drawing Methods 0.000 description 1
Images

Landscapes
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Abstract
光学部材用プリフォームを安定的に製造可能な方法を提供する。
【解決手段】 中心から半径方向にかけて屈折率が連続的に低下する屈折率分布
型のコアと、コア中心部の屈折率よりも0.03以上小さい屈折率を有するクラ
ッド部とを有するプラスチック光学部材用プリフォームの製造方法であって、前
記クラッド部となる、内壁の算術平均粗さが0.4μm未満であるポリマーから
なる中空管を作製する第一の工程と、該中空管の中空部で重合性組成物を重合し
コア部を形成する第二の工程とを含むプラスチック光学部材用プリフォームの製
造方法である。
【選択図】 なし
Description
(1) 中心から半径方向にかけて屈折率が連続的に低下する屈折率分布型のコアと、コア中心部の屈折率よりも0.03以上小さい屈折率を有するクラッド部とを有するプラスチック光学部材用プリフォームの製造方法であって、前記クラッド部となる、内壁の算術平均粗さが0.4μm未満であるポリマーからなる中空管を作製する第一の工程と、該中空管の中空部で重合性組成物を重合しコア部を形成する第二の工程とを含むプラスチック光学部材用プリフォームの製造方法。
(2) 前記第一の工程において、溶融押出し法または射出成形法によって成形して中空管を作製する(1)に記載のプラスチック光学部材用プリフォームの製造方法。
(5) 前記中空管が、フッ化ビニリデンを重合成分として10%以上含有するフッ素樹脂からなる(1)〜(4)のいずれかに記載のプラスチック光学部材用プリフォームの製造方法。
(6) コア部のマトリックスが脂環式炭化水素基を側鎖に有するアクリル樹脂である(1)〜(5)のいずれかに記載のプラスチック光学部材用プリフォームの製造方法。
(8) (7)に記載のプラスチック光学部材用プリフォームを加熱しながら400倍以上20000倍以下に延伸するプラスチック光ファイバの製造方法。
(9) (10)に記載のプラスチック光ファイバの製造方法によって得られるプラスチック光ファイバ。
とは、中心から外側に向かう特定の方向において屈折率の分布があればよく、例
えば、前記コア部となる領域が円柱形状の場合は、該円柱の断面の中心から半径
方向外側に向かって屈折率の分布があれば足りるものであり、円柱の長尺方向に
も屈折率の分布があることを必要とするものではない。
本発明は、いわゆるGI型プラスチック光学部材およびそのプリフォームの製造方法に関する。具体的には、中心から半径方向にかけて屈折率が連続的に低下する屈折率分布型のコアと、コア中心部の屈折率よりも0.03以上小さい屈折率を有するクラッド部とを有するプラスチック光学部材およびそのプリフォームの製造方法に関する。
て説明する。
第一の工程によって作製されるクラッド部となる中空管は、その内壁の算術平均粗さが0.4μm未満であり、0.3μm以下が好ましく、0.25μm以下が特に好ましい。下限としては粗さの全くない0μmが好ましいが、各製法を勘案しても実質的に0.05μm程度が下限と考えられる。また、このとき得られた中空管内周の形状は真円もしくは真円に限りなく近いことが望ましく、その真円度は98%以上であることが好ましい。また、中空管の肉厚が均一であれば、延伸工程において延伸後にファイバの外径測定による延伸条件の制御が行いやすいので好ましい。
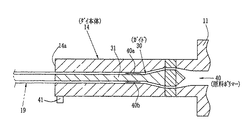
装置本体11からベント付き1軸スクリュー押出機(不図示)により、クラッド部の原料ポリマー40がダイ本体14に押出される。ダイ本体14の内部には、原料ポリマー40を流路40a,40bに導くガイド30が挿入されている。原料ポリマー40は、このガイド30を経て、ダイ本体14とインナーロッド31との間の流路40a,40bを通り、ダイの出口14aから押出され、円筒中空管の形状のクラッド19が形成される。クラッド19の押出速度については特に制限されないが、形状を均一に保つとともに、生産性の点から、押出し速度は1cm/min〜100cm/minの範囲であることが好ましい。
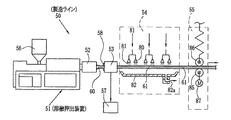
図2に示す製造ライン50は、溶融押出装置51と、押出しダイス52と、成形ダイス53と、冷却装置54と、引取装置55とを備える。ペレット投入ホッパ(以下、ホッパと称する)56から投入された原料ポリマーは、溶融押出装置51内部で溶融され、押出しダイス52によって押出され、成形ダイス53に送り込まれる。押出速度Sは、0.1≦S(m/min)≦10の範囲が好ましく、より好ましくは0.3≦S(m/min)≦5.0であり、最も好ましくは0.4≦S(m/min)≦1.0である。しかしながら、本発明において押出速度Sは、前述した範囲に限定されるものではない。
コア部は、重合性モノマー、開始剤、および屈折率調整剤からなる重合性組成物を重合させて作製する。これらの他に連鎖移動剤やその他の添加剤を含んでいてもよい。その重合体が伝送される光に対して光透過性である限り特に制約はないが、伝送される光信号の伝送損失が少ない材料を用いるのが好ましい。以下、それぞれについて説明する。
コア部の原料の重合性モノマーとしては、塊状重合が容易である原料を選択するのが好ましい。光透過性が高く塊状重合しやすい原料としては例えば、以下のような(メタ)アクリル酸エステル類(フッ素不含(メタ)アクリル酸エステル(a)、含フッ素(メタ)アクリル酸エステル(b))、スチレン系化合物(c)、ビニルエステル類(d)等を例示することができ、コア部はこれらのホモポリマー、あるいはこれらモノマーの2種以上からなる共重合体、およびホモポリマー及び/または共重合体の混合物から形成することができる。これらのうち、(メタ)アクリル酸エステル類を重合性モノマーとして含む組成を好ましく用いることができる。
重合開始剤としては、用いるモノマーや重合方法に応じて適宜選択することができ、例えば、過酸化ベンゾイル(BPO)、tert−ブチルパーオキシ−2−エチルヘキサネート(PBO)、ジ−tert−ブチルパーオキシド(PBD)、tert−ブチルパーオキシイソプロピルカーボネート(PBI)、n−ブチル−4,4−ビス(tert−ブチルパーオキシ)バラレート(PHV)などのパーオキサイド系化合物が挙げられる。また、2,2'−アゾビスイソブチロニトリル、2,2'−アゾビス(2−メチルブチロニトリル)、1,1'−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2'−アゾビス(2−メチルプロパン)、2,2'−アゾビス(2−メチルブタン)、2,2'−アゾビス(2−メチルペンタン)、2,2'−アゾビス(2,3−ジメチルブタン)、2,2'−アゾビス(2−メチルヘキサン)、2,2'−アゾビス(2,4−ジメチルペンタン)、2,2'−アゾビス(2,3,3−トリメチルブタン)、2,2'−アゾビス(2,4,4−トリメチルペンタン)、3,3'−アゾビス(3−メチルペンタン)、3,3'−アゾビス(3−メチルヘキサン)、3,3'−アゾビス(3,4−ジメチルペンタン)、3,3'−アゾビス(3−エチルペンタン)、ジメチル−2,2'−アゾビス(2−メチルプロピオネート)、ジエチル−2,2'−アゾビス(2−メチルプロピオネート)、ジ−tert−ブチル−2,2'−アゾビス(2−メチルプロピオネート)などのアゾ系化合物が挙げられる。なお、重合開始剤は勿論これらに限定されるものではなく、2種類以上を併用してもよい。
コア部形成用重合性組成物は連鎖移動剤を含有していることが好ましい。前記連鎖移動剤は、主に重合体の分子量を調整するために用いられる。前記クラッド部およびコア部形成用重合性組成物がそれぞれ連鎖移動剤を含有していると、重合性モノマーからポリマーを形成する際に、重合速度および重合度を前記連鎖移動剤によってより制御することができ、重合体の分子量を所望の分子量に調整することができる。例えば、得られたプリフォームを延伸により線引きして光ファイバとする際に、分子量を調整することによって延伸時における機械的特性を所望の範囲とすることができ、生産性の向上にも寄与する。前記連鎖移動剤については、併用する重合性モノマーの種類に応じて、適宜、種類および添加量を選択することができる。各モノマーに対する連鎖移動剤の連鎖移動定数は、例えば、ポリマーハンドブック第3版(J.BRANDRUPおよびE.H.IMMERGUT編、JOHN WILEY&SON発行)を参照することができる。また、該連鎖移動定数は大津隆行、木下雅悦共著「高分子合成の実験法」化学同人、昭和47年刊を参考にして、実験によっても求めることができる。
本発明では、前記コア部用重合性組成物に屈折率調整剤を含有させるのが好ましい。屈折率調整剤の濃度に分布を持たせることによって、該濃度の分布に基づいて屈折率分布型のコアを容易に作製することができる。屈折率調整剤を用いなくとも、コア部の形成に2種以上の重合性モノマーを用い、コア部内に共重合比の分布を持たせることによって、屈折率分布構造を導入することもできるが、共重合の組成比制御などと比較して、製造の簡便さなどを鑑みると屈折率調整剤を用いることが好ましい。
その他、コア部、アウターコア部およびクラッド部には、光伝送性能を低下させない範囲で、その他の添加剤を添加することができる。例えば、アウターコア部およびコア部の耐候性や耐久性などを向上させる目的で、安定剤を添加することができる。また、光伝送性能の向上を目的として、光信号増幅用の誘導放出機能化合物を添加することもできる。該化合物を添加することにより、減衰した信号光を励起光により増幅することができ、伝送距離が向上するので、例えば、光伝送リンクの一部にファイバ増幅器として使用することができる。これらの添加剤も、前記原料モノマーに添加した後、重合することによって、コア部、アウターコア部およびクラッド部に含有させることができる。
Tb−10 ≦ T1 ≦ Tg
Tg ≦ T2 ≦(Tg+40)
T1<T2
温度をT2℃まで昇温して重合を完結すると、光透過性が低下するのを防止でき、光伝送能の良好な光学部材が得られる。また、プリフォーム熱劣化や解重合の影響を抑制しつつ、内部に存在するポリマー密度の揺らぎを解消し、プリフォームの透明性を向上させることができる。ここで、T2℃は、Tg℃以上(Tg+30)℃以下であるのが好ましく、(Tg+10)℃程度で行うことが特に好ましい。T2がTg未満であると、この効果を得ることはできず、(Tg+40)を越えてしまうと、熱劣化や解重合により、プリフォームの透明性が低下する傾向がある。さらに屈折率分布型のコア部を形成する場合は、屈折率分布が崩れてしまい、光学部材としての性能が顕著に低下する。
(中空管原料の調整)
2種類のモノマー(イソボルニルメタクリレート(IBXMA)およびメタクリル酸メチル(両者とも禁止剤、水分を充分に除去したもの))の溶液(質量比:IBXMA/MMA=2/8)と、重合開始剤としてジ−t−ブチルパーオキシドをモノマー混合溶液に対し0.02質量%、連鎖移動剤としてn−ラウリルメルカプタンをモノマー混合溶液に対し0.05質量%配合した混合溶液を精度0.2μmの四フッ化エチレン製メンブランフィルターで濾過し、窒素気流下で、100℃に維持された反応槽に送り、24時間予備重合した。次いで130℃に維持されたスクリューコンベア中に送り、48時間で重合を完了し、重量平均分子量10万のポリマーを得た。
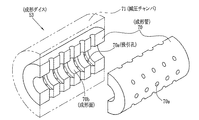
図2に示した製造ライン50によりクラッド管61を作製した。ホッパ56には前述のメチルメタクリレート/イソボルニルメタクリレート共重合体ペレットが適宜投入され、ベント付き1軸スクリュー押出機により加熱して溶融し、押出ダイス52に押し出される。このときの樹脂の温度は、190℃〜195℃の範囲になるように制御した。また、押出ダイス52出口のポリマーのみかけ粘度が、30000〜50000Pa・sの範囲になるように制御した。軟性中空管60の押出速度Sを0.6(m/min)で一定となるように調整しながら成形ダイス53に送り込んだ。つぎに、図3に示した成形ダイス53を用いて、軟性中空管60から外径が20mmであり肉厚(クラッドの厚み)が2mmの中空管61を作製した。なおこのとき減圧チャンバ71内を30kPaの減圧に保持した。さらに、押出ダイス52の出口とスロート58の取付反対面との距離L1を15mmとし、出来上がった中空管61は、15℃の冷却水81が放水されている長さ2.5mの冷却装置54に送られて冷却することにより、円筒中空状の管(以降、中空管と称する)が得られた。なお、得られた中空管の内壁粗さは最大で0.19μm、真円度は99.5%であった。
次に、MMA/IBXMA共重合体からなる中空管の中空部に、コア部の原料としては水分と重合禁止剤を除去するため、モレキュラーシーブスによる一晩の脱水処理と、次いでアルミナカラム通液による重合禁止剤の除去によって精製し、中空管の共重合組成と全く同一な8:2の重量比で混合された、MMA/IBXMA(水分を100ppm以下に除去したもの)溶液と、屈折率調整剤として硫化ジフェニルをMMAに対して12.5質量%混合した溶液を、精度0.2μmの四フッ化エチレン製メンブランフィルターで濾過しつつ、濾液を直接注入した。重合開始剤としてジ−t−ブチルパーオキサイド(十時間半減期温度は123.7℃)をMMAに対し0.016質量%、連鎖移動剤としてドデシルメルカプタンをMMAに対し0.27重量%配合した。このMMA等を注入したPMMAからなる中空管は減圧下にて5分間超音波脱気を行った後に、該PMMA中空管外径に対し9%だけ広い内径を持つガラス管内に挿入した状態で、加圧重合容器に垂直に静置した。その後、加圧重合容器内を窒素雰囲気に置換した後、0.1Mpaまで加圧し、IBXMAよりも沸点の低いMMAの沸点Tb(100℃)を基準とし、(Tb−10)℃以上で、且つMMA/IBXMAのガラス転移温度(Tg:115℃)以下である100℃で、48時間加熱重合した。なお、IBXMAの沸点は127℃/15mmHgである。その後、加圧量を0.8Mpaに増加させPMMAのTg℃以上で且つ(Tg+40)℃以下である120℃で、24時間加熱重合および熱処理を行い、重合完了後、加圧量を0.1Mpaに保持したまま0.01℃/minの冷却速度にてプリフォームのコア部Tg以下となる80℃まで降温した後にプリフォームを得た。なお、100℃におけるジ−t−ブチルパーオキサイドの半減期は180時間で、120℃における半減期は15時間である。この工程によって得られたプリフォームには、重合完了時に体積収縮による気泡の混入はなかった。
(二層中空管の作製)
実施例1において、用いる樹脂をポリフッ化ビニリデン(PVDF)(呉羽化学製KF−#850;融点178℃)とし、押出し時の樹脂温度を185℃〜187℃、押出ダイス出口のポリマーのみかけ粘度が、3000〜4000Pa・sの範囲になるように制御した。他の条件は実施例1と同じにして、外径が20mmであり肉厚(クラッドの厚み)が0.5mmのPVDFからなる中空管を作製した。このPVDF中空管がちょうど収まる内径を有する中空管に挿入し、該PVDF中空管内に実施例1と同じ方法で精製したMMA/IBXMA混合溶液、重合開始剤としてジメチル2,2’−アゾビスブチレートをモノマーに対し0.05重量%、連鎖移動剤としてドデシルメルカプタンをモノマーに対して0.5重量%混合した液を中空管容積の75%だけ注入し、60℃、3000rpmにて回転させながら1時間加熱重合後、70℃に昇温し更に4時間加熱重合する回転加熱重合、さらに90℃で10時間加熱処理の工程を経て、前記PVDF中空管の内面にMMA/IBXMAの共重合体からなる層を形成した、外側:PVDFからなる厚み0.5mm、内側:IBXMA/MMA共重合体からなる厚み2mmとからなる円筒中空状の二重クラッド管(中空管)が得られた。なお、得られた中空管の内壁粗さは最大で0.21μm、真円度は99.4%であった。その後は、実施例1と同様にしてプリフォームを作製し、加熱延伸して光ファイバを得た。そのファイバの650nmでの伝送損失を測定したところ178dB/kmであった。また、帯域特性は、最大で1.3GHz/100mであった。
(二層中空管の作製)
第2のタイプに用いられる溶融押出装置(溶融押出成形装置)を改造し、二重中空管を作製できるようにした。該二重中空管の外側には実施例2で用いたPVDF樹脂、該内側には実施例1で作成した中空管原料のMMA/IBXMA共重合体とし、あとは実施例1と同様に温調を施し、外側:PVDFからなる厚み0.7mm、内側:MMA/IBXMA共重合体からなる厚み2.2mmからなる円筒中空状の二重クラッド管(中空管)が得られた。なお、得られた中空管の内壁粗さは最大で0.25μm、真円度は99.1%であった。その後は、実施例1と同様にしてプリフォームを作製し、加熱延伸して光ファイバを得た。そのファイバの650nmでの伝送損失を測定したところ188dB/kmであった。また、帯域特性は、最大で1.3GHz/100mであった。
実施例1において、溶融延伸用の加熱源として最大出力60Wの炭酸ガスレーザー発生装置を用い、照射される熱量が均一となるようにプリフォームの調芯把持機構の部分に回転機構を持たせて30回転/分で回転しながら延伸させた。得られた光ファイバは実施例1と同等のものが得られた。
実施例1において、得られた中空管の内部に傷を付け、中空管の内壁粗さは最大で0.9μmとした後、実施例1と同様にして光ファイバを得た。そのファイバの650nmでの伝送損失を測定したところ530dB/kmであった。また、帯域特性は、最大で1.0GHz/100mと実施例1と比較して性能の低下が見られた。
実施例1において得られたプリフォームを加熱延伸部分の条件を変更し、さらに引き取り速度を上げて、延伸倍率が20000倍以上となる線径が50μmとなるように引き取ろうとしたところ、120m程度延伸したところで断線してしまった。この得られたファイバの線径は最大で60μmも変動し、真円度は79%と歪んでおり、使用に耐えないものであった。
[比較例3]
実施例1の中空管作製工程において、スクリュー押出し機の押出し速度が脈動した状態で、中空管の内壁粗さが0.6μmの中空管を得た。この中空管について、実施例1と同様の操作を行って光ファイバを得たが、その性能は比較例1にも及ばない良好とは言えないものであった。
[比較例4]
実施例2の中空管の内層形成工程において、中空管の回転装置の回転軸にずれのある偏心した状態で、中空管の内壁粗さが0.8μmの中空管を得た。この中空管について、実施例2と同様の操作を行って光ファイバを得たが、その性能は比較例1にも及ばない良好とは言えないものであった。
実施例2と同様の方法で呉羽化学製KF−850を用いて押し出し成形により、フッ化ビニリデン樹脂パイプ(底部もKF−850で作製されている)を作製した。得られたパイプの物性は実施例2と同等のものであった。このパイプに、重合性モノマーとして、重水素化メチルメタクリレート(MMA−d8:重合禁止剤としてのハイドロキノンモノメチルエーテルを除去し、水分を80ppm以下まで除去したもの)を所定量注入した。重合開始剤として、ジメチルアゾビスイソブチレート(MAIB)をモノマー溶液に対して0.5質量%、連鎖移動剤としてn−ラウリルメルカプタンをモノマー溶液に対して0.4質量%配合した混合溶液を所定量注入した。上記モノマー混合溶液の注入された重合容器を、70℃湯浴中に入れ、震盪を加えながら2時間予備重合を行った。その後、該重合容器を65℃下1時間さらに70℃下3時間水平状態(円筒の高さ方向が水平となる状態)に保持し、3000rpmにて回転させながら3時間加熱重合した。その後、90℃で24時間の熱処理し、上記重合体からなる円筒管を得た。
14 ダイ本体
14a 出口
19 クラッド
30 ガイド
31 インナーロッド
40 原料ポリマー
40a,40b 流路
41 温度センサ
50 製造ライン
51 溶融押出装置
52 ダイス
53 成形ダイス
54 冷却装置
55 引取装置
57 真空ポンプ
60 溶融樹脂
61 クラッド
70a 吸引孔
70 成形管
71 減圧チャンバ
80 ノズル
81 冷却水
82 器
82a 排出口
85 駆動ローラ
86 加圧ローラ
87 モータ
Claims (7)
- 中心から半径方向にかけて屈折率が連続的に低下する屈折率分布型のコアと、コア中心部の屈折率よりも0.03以上小さい屈折率を有するクラッド部とを有するプラスチック光学部材用プリフォームの製造方法であって、前記クラッド部となる、内壁の算術平均粗さが0.4μm未満であるポリマーからなる中空管を作製する第一の工程と、該中空管の中空部で重合性組成物を重合しコア部を形成する第二の工程とを含むプラスチック光学部材用プリフォームの製造方法。
- 前記第一の工程において、溶融押出し法または射出成形法によって成形して中空管を作製する請求項1に記載のプラスチック光学部材用プリフォームの製造方法。
- 中空管がフッ素含有モノマーの単独重合体または共重合体からなる請求項1または2に記載のプラスチック光学部材用プリフォームの製造方法。
- 前記重合性組成物を充填する前に、前記中空管の内壁面に、コア部のマトリックスと同一組成となるポリマーからなるアウターコア層を形成する請求項1〜3のいずれか1項に記載のプラスチック光学部材用プリフォームの製造方法。
- 請求項1〜4のいずれか1項に記載のプラスチック光学部材用プリフォームの製造方法によって得られるプラスチック光学部材用プリフォーム。
- 請求項5に記載のプラスチック光学部材用プリフォームを加熱しながら400倍以上20000倍以下に延伸するプラスチック光ファイバの製造方法。
- 請求項6に記載のプラスチック光ファイバの製造方法によって得られるプラスチック光ファイバ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003273271A JP2004191925A (ja) | 2002-11-29 | 2003-07-11 | プラスチック光学部材用プリフォームとその製造方法、およびプラスチック光ファイバ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002348134 | 2002-11-29 | ||
| JP2003273271A JP2004191925A (ja) | 2002-11-29 | 2003-07-11 | プラスチック光学部材用プリフォームとその製造方法、およびプラスチック光ファイバ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004191925A true JP2004191925A (ja) | 2004-07-08 |
Family
ID=32774929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003273271A Pending JP2004191925A (ja) | 2002-11-29 | 2003-07-11 | プラスチック光学部材用プリフォームとその製造方法、およびプラスチック光ファイバ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004191925A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007163910A (ja) * | 2005-12-15 | 2007-06-28 | Fujifilm Corp | プラスチック光ファイバ素線およびその製造方法 |
-
2003
- 2003-07-11 JP JP2003273271A patent/JP2004191925A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007163910A (ja) * | 2005-12-15 | 2007-06-28 | Fujifilm Corp | プラスチック光ファイバ素線およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005292180A (ja) | プラスチック光ファイバ及びその製造方法 | |
| JP4657208B2 (ja) | プラスチック光ファイバ及びその製造方法 | |
| JP3910528B2 (ja) | プラスチック光学製品及びプラスチック光ファイバの製造方法 | |
| JP2006058774A (ja) | 光ファイバケーブル及びその製造方法 | |
| KR20070004018A (ko) | 플라스틱 광섬유를 제조하기 위한 장치 및 그 제조 방법 | |
| JP2006330190A (ja) | プラスチック光ファイバプリフォーム及びその製造方法 | |
| JP2005321686A (ja) | マルチステップインデックス型プラスチック光ファイバ | |
| CN100405098C (zh) | 制造塑料光纤的方法和设备 | |
| JP4579228B2 (ja) | 光学部材、重合性組成物及びチオ化合物 | |
| JP2004318090A (ja) | プラスチック光ファイバの製造方法及び製造装置 | |
| EP1583654B1 (en) | Method of fabricating a preform for producing plastic optical components | |
| JP2006058775A (ja) | プラスチック光ファイバの被覆方法 | |
| JP2004191925A (ja) | プラスチック光学部材用プリフォームとその製造方法、およびプラスチック光ファイバ | |
| JP2006163007A (ja) | プラスチック光ファイバの製造方法及び製造装置 | |
| JP2006089624A (ja) | 光学部材用重合体及びプラスチック光ファイバプリフォームの製造方法 | |
| JP2005321720A (ja) | 光学部材用クラッドパイプの製造方法及び装置 | |
| JP2004264746A (ja) | プラスチック光学部材 | |
| JP2005292656A (ja) | プラスチック光ファイバの製造装置及び製造方法 | |
| JP2005258218A (ja) | プラスチック光ファイバ用クラッドパイプの製造方法及び装置 | |
| JP2005321721A (ja) | プラスチック光ファイバの製造装置及び製造方法 | |
| JP2005292667A (ja) | プラスチック光ファイバ及びその製造方法 | |
| JP2004061857A (ja) | 光伝送体の製造方法及び光伝送体 | |
| JP2005321761A (ja) | プラスチック光ファイバの被覆方法及び装置 | |
| JP2005221879A (ja) | プラスチック光学部材用母材及び製造方法並びに光ファイバ | |
| JP2004307530A (ja) | 光学部材用重合性組成物、化合物、ならびにそれを用いた光学部材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060213 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20061214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080311 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080708 |