JP2004200406A - コイル部材 - Google Patents
コイル部材 Download PDFInfo
- Publication number
- JP2004200406A JP2004200406A JP2002367163A JP2002367163A JP2004200406A JP 2004200406 A JP2004200406 A JP 2004200406A JP 2002367163 A JP2002367163 A JP 2002367163A JP 2002367163 A JP2002367163 A JP 2002367163A JP 2004200406 A JP2004200406 A JP 2004200406A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- corner portion
- coil member
- curvature
- corner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
【課題】コイル部の断面積欠損率が低く高性能で、製造コストが低いコイル部材を提供することである。
【解決手段】本発明のコイル部材は、基板1面上に所望のパターンで延伸するコイル部を具え、前記コイル部は電鋳法で前記基板面上に形成された層から構成され、前記パターンのコーナ部分20は内角が90度以上180度未満で、円弧状とされており、前記コーナ部分に於ける前記コイル部の断面積欠損率が25%未満であることを特徴とする。
【選択図】 図1
【解決手段】本発明のコイル部材は、基板1面上に所望のパターンで延伸するコイル部を具え、前記コイル部は電鋳法で前記基板面上に形成された層から構成され、前記パターンのコーナ部分20は内角が90度以上180度未満で、円弧状とされており、前記コーナ部分に於ける前記コイル部の断面積欠損率が25%未満であることを特徴とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、基板面上に電鋳法により形成され、荷電粒子線の偏向のための磁場発生装置などに用いられる電気コイル部材に関するものである。
【0002】
【従来の技術】
従来から、セラミックなどの薄い基板面上に、所望のパターンで延伸し、矩形の断面形状を持つコイル線、を具えたコイル部材では、前記コイル線はワイヤー放電加工法で作製されている。そして前記コイル線を基板面上の正確な位置に接着することにより、前記コイル部材を製造している。
【0003】
しかし、コイル線の巻数を多くすると、放電加工時間が増加する。又、コイル線がバネ性を有して弾性変形し易くなる為に、前記コイル線を、基板上の正確な位置に接着することが困難になり、接着加工時間も増加する。その為に、前記コイル部材は、製造コストが高かった。
【0004】
そこで、コストの低いコイル部材が望まれていた。
【0005】
ところで、電鋳法は、コイル線に所望の電流を流す為に必要な厚い導電性の膜を容易に、且つ低コストに形成できることが知られている。そこで、上記課題を解決する為に、コイル線を電鋳法で作製する技術が開発された。
【0006】
この技術は、基板面上に薄い導電膜を形成し、その上にフォトレジストを塗布し、成膜されたレジスト膜をマスクパターン露光し、現像をして形成された、レジストパターンに電鋳法で金属の電鋳膜を形成することによりコイル部材を作製するものである。(例えば、特許文献1参照。)
【0007】
【特許文献1】
特開2001−210540号公報
【0008】
【発明が解決しようとする課題】
図3(a)、図3(b)は、基板面上に電鋳法で形成したコイル線を有するコイル部材の一例を示す。図3(a)、図3(b)に於いて、1は絶縁性基板、3a、3bは絶縁性基板1の表面側と裏面側に形成された磁束を発生させる為のコイル部、5は表面側のコイル部3aの一端と裏面側のコイル部3bの一端とを導通させるための導通部、4a、4bは他部材へ配線する為の配線部である。以後、特に断らない限り、コイル部、配線部、及び導通部を含めた全体をコイル線と呼ぶ。コイル線は、基板1面上に、周辺部の配線部4a、4bからスパイラル状にコイル部3a、3bを通り中心部の導通部5に向かい延伸する。以後、この基板上にコイル線が延伸するパターンをコイルパターンと呼ぶ。コイル線の下にはこのコイルパターンと同形状で、且つ基板面上の同位置に導電膜2a、2bが形成されている。
【0009】
この例ではアンペアターンを大きくするために絶縁性基板1の両面にコイル部を設けており、基板両面の各コイル部は、所望のアンペアターンを得るために、所定の巻数でスパイラル状に基板面上に延伸している。また、所望の空間分布の磁束を発生させる為に、コイルパターンは、コーナ部分20を持ち、矩形状に延伸した、スパイラル状とされている。
【0010】
コイル部3a、3b、配線部4a、4b、導通部5は各々、絶縁性基板1表面上の導電膜2a、2b上に電鋳法により形成された金属の電鋳膜から構成される。コイル線の下の導電膜2a、2bは、相対的に電鋳膜と較べて薄いので、以後の説明では電鋳膜で形成された部分をコイル線と呼ぶことにする。
【0011】
コイル部3a、3bの幅と高さとはほぼ同寸とされているので、その断面形状は、ほぼ正方形であり、延伸方向にほぼ一様である。
【0012】
次に、コイル線に流れる電流の方向を図3(a)に矢印で示す。コイル線の一端、すなわち配線部4aから電流が流されると、表面側のコイル部3aのスパイラルの内側に向かって電流が流れ、導通部5を通って裏面側へ抜け、反対側のコイル部3bのスパイラルを通って配線部4bへ抜ける。これにより、磁束が発生する。このコイル部材は荷電粒子線の偏向などに利用される。
【0013】
上記図3のコイル部材の製造プロセスを、図4を用いて説明する。
▲1▼まず、基板1の両面のほぼ全面に導電膜2a、2bを形成する。
▲2▼ネガ型フォトレジスト樹脂を塗布してレジスト膜を形成し、パターン露光をした後に、現像することにより、所望のコイルパターンの反転形状を有するレジストパターンを形成する。導電膜は、レジストパターン部分では絶縁され、レジスト膜を除去した部分で導電性を有する。レジスト膜を除去した部分の形状は所望のコイルパターン形状と同じスパイラル形状である。このときレジスト膜の膜厚は、コイル線の所望の厚み(高さ)よりも厚めにする。
▲3▼銅電鋳法により、レジスト膜を除去した部分に銅電鋳膜3a、3bを成膜する。銅電鋳膜は、レジスト膜で覆われている部分では成膜されないので、銅電鋳膜は所望のコイルパターンの形状(スパイラル形状)に成膜される。
▲4▼銅電鋳膜を所望の膜厚に成膜後、レジスト膜を剥離する。
▲5▼▲4▼で剥離したレジスト膜の下の導電膜をエッチングにより除去する。
▲6▼最後に、絶縁性基板を洗浄すれば、所望のスパイラル状のコイルパターンで、所望の厚み(高さ)のコイル線を有するコイル部材が完成する。
【0014】
しかしながら、このようにして作製されたコイル部材は、コイル線がコーナ部分で大きく欠損する問題が多発していた。図6(b)はコイル線の欠損の様子を示す図である。図6(b)で1は絶縁性基板、3はコイル部であり、簡単のためにスパイラルの1ターンのみを示している。4は配線部、8がコイル線の欠損部であり、2箇所示されている。以後、この欠損をコイル欠損と呼ぶ。
【0015】
このコイル欠損は、コイル線の体積を減少させる。その結果、コイル回路の抵抗値が増大してしまう為、コイル線に流すことが出来る最大電流が低下し、コイル部材の性能が著しく低下する。その為、製造歩留まりが低く、製造コストが高かった。
【0016】
本発明の目的は、上記問題を解決し、コイル欠損が小さく、コイルの断面に於ける欠損率(以後断面欠損率と呼ぶ)が低い、低コストで高性能なコイル部材を提供することである。
【0017】
【課題を解決する為の手段】
以上の課題を解決する為に、本発明の第一の態様によるコイル部材は、基板面上に所望のパターンで延伸するコイル部を具えるコイル部材であって、前記コイル部は、電鋳法で前記基板面上に形成された膜から構成され、前記パターンはコーナ部分を具え、前記コーナ部分に於ける前記コイル部の断面積欠損率が25%未満であるものである。
【0018】
ここで、前記コーナ部分は、基板面上を直線状又は緩やかな曲線状に延伸するコイルが、延伸する方向を急激に変える部分を意味する。又、断面積欠損率はコイル部を延伸する方向に垂直な横断面に於ける断面積の設計値に対する実際の断面積の減少率を示している。
【0019】
本発明の第二の態様によるコイル部材は、前記第一の態様のコイル部材に於いて、前記パターンは、直線状又は緩やかな曲線状に延伸する非コーナ部分と前記非コーナ部分から急激にその延伸方向を変えるコーナ部分とから構成され、前記コーナ部分を挟む2つの非コーナ部分が見込む角度が90度以上、180度未満であるものである。
【0020】
本発明の第三の態様によるコイル部材は、前記第二の態様のコイル部材に於いて、前記コーナ部分の形状が滑らかな曲線状とされ、前記曲線の最小曲率半径が次式で与えられるものである。
【0021】
r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。
【0022】
本発明の第四の態様によるコイル部材は、前記第二の態様のコイル部材に於いて、前記コーナ部分が複数の角部を持ち、前記コーナ部分に内接する滑らかな曲線の最小曲率半径が次式で与えられるものである。
【0023】
r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。
【0024】
本発明の第五の態様によるコイル部材は、前記第二の態様のコイル部材に於いて、前記コーナ部分が曲線で構成されるものである。
【0025】
【発明の実施の形態】
[発明の実施の形態]
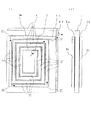
本発明の実施の形態のコイル部材を説明するために、図1(b)、(c)、(d)を用いるが、本発明はこの図に示されるコイル部材に限定されるものではない。図1(b)は、本発明の実施の形態のコイル部材を示す図であり、図1(c)は、図1(b)の側面図である。図1(d)は、図1(b)のコイル部の左上の二つのコーナ部分20の拡大図である。
【0026】
本発明の実施の形態のコイル部材は、絶縁基板1面上に延伸するコイル部3を具える。図1(b)、(c)には、コイル部3を他の部材と配線するための配線部4、裏面のコイル(不図示)と接続するための導通部5を含めたコイル線が示されている。このコイル線は、基板1面上に形成された導電膜2の上に導電膜2と同じ位置に電鋳法で形成された金属膜(以下電鋳膜と呼ぶ)で構成される。
【0027】
本発明の実施の形態のコイル部材のコイル部3を構成する電鋳膜の材料としては銅が好ましい。
【0028】
本発明の実施の形態のコイル部材が最も発明の効果を発揮するコイル部3の幅wは0.3mm以上、1.0mm以下である。
【0029】
本発明の実施の形態のコイル部材は、コイル部3がその幅wに対して高さ(厚み)hが同等以上の断面形状を有する場合に、特に発明の効果を発揮する。
【0030】
図1(b)を参照して本発明の実施の形態のコイル部材のコイル部3を説明すると、本発明のコイル部材19のコイル部3はコーナ部分20と非コーナ部分22とを有する。非コーナ部分22は直線状又は緩やかな曲線状に延伸する。前記非コーナ部分22がその延伸する方向を急激に変える部分がコーナ部分20である。コーナ部分20の長さは非コーナ部分22の長さと較べて短い。これら非コーナ部分22の複数は、本発明のコイル部材19のコイル部のコイルパターンの大枠を決める。
【0031】
図1(b)に示されたコイルパターンを説明する。このコイルパターンはほぼ矩形状で且つスパイラル状であり、7箇所のコーナ部分20と8箇所の非コーナ部分22とから構成されている。これら8箇所の非コーナ部分22が、大枠的に、ほぼ矩形状で且つスパイラル状のコイルパターンを形成している。一般に、本発明のコイル部材のコイルパターンは、コーナ部分の数をnとすると、非コーナ部分の数はn+1となる。
【0032】
本発明のコイル部材のコイル部のコイルパターンのコーナ部分の数は特に限定されず、又、巻数にも制限がない。又、コイルパターンはスパイラル状に限定されるものではない。
(内角条件)
本発明の実施の形態のコイル部材のコイル部3のコーナ部分の内角は、90度以上、180度未満であることが好ましい。ここで、内角とは、コイル部3が、一つの非コーナ部分22から、前記非コーナ部分22に隣接するコーナ部分20で急激に延伸の向きを変えて折れ曲がり、前記コーナ部分20に隣接する他の非コーナ部分22へ延伸するときに、前記二つの非コーナ部分がなす角、即ちコイル部の内角を意味する。具体的に、ほぼ直線状に延伸していたコイル部がコーナ部分で前記延伸方向に対して30度折れ曲がれば、内角は、180度−30度=150度から、150度である。
【0033】
上記内角の条件を充たすことにより、本発明の実施の形態のコイル部材のコイル部3のコーナ部分に於ける断面積欠損率を25%未満にすることができる。
【0034】
ここで、断面積欠損率は、コイル欠損部分に於いて減少したコイル部の断面積dの、コイル欠損がないときのコイル部の断面積Sに対する割合である。ここで図7(b)に示すように内角が90度のコーナ部分の場合、コイル欠損が無い場合の断面は長方形の部分、コイル欠損部分は、斜線で示した部分である。コイル部のその部分の線幅をw´、厚みをhとすると、断面積欠損率は次式で定義される。
断面積欠損率={d/(w´h)}×100(%)
本発明の実施の形態のコイル部材は、前記内角条件を充たすことに加えて、コイル部のコーナ部分に於ける折れ曲がりの頂点に当たる部分を角状に尖らせるのではなく、コーナ部分を全体として滑らかな曲線状にすることもできる。このコーナ部分の曲線の最小曲率半径は、以下に示す曲率半径条件を充たすことがより好ましい。
【0035】
曲線の曲率半径は、曲線が円弧状であれば曲線上の位置に依存せず一定であるので、円弧の半径が最小曲率半径である。円弧以外では曲線上の位置により曲率半径が変化する。その場合には、コーナ部分の最も小さい曲率半径を最小曲率半径とする。一般に曲線状のコーナ部分に於いて、曲率半径はコイル部の内側と外側の両方について定義できる。上記最小曲率半径はコイル部の内側についての値となる。今、コーナ部分に於ける最小曲率半径をrで表すと、rを大きくするほどコーナ部分に於ける断面積欠損率は小さくなる。しかしながら、大きくし過ぎると、そのコイル部材が発生する磁束の空間分布が、好ましい空間分布から大きく外れてしまうので、好ましくなく、断面積欠損率と磁束の空間分布とのトレードオフで決められる。
【0036】
本発明の実施の形態のコイル部材のコイル部のコーナ部分に於ける最小曲率半径rの条件は、コイル幅wに対して次式で与えられる。
(曲率半径条件) r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。
【0037】
前に述べたように、この曲率半径条件は、コーナ部分の形状が滑らかな曲線状であれば、円弧状に限定されない。円弧状、多次曲線状、どのような形状の曲線であっても、前記内角条件を充たし、その曲線の最小曲率半径が前記曲率半径条件を充たしていれば良い。
【0038】
このように前記曲率半径条件を、前記内角条件と合わせ充たすことにより、更に断面積欠損率を低減することができる。
【0039】
また、本発明の実施の形態のコイル部材は、コイル部のコーナ部分が上記の内角条件を充たすことに加えて、図8に示すように、コーナ部分20に角部21を複数持たせても良い。図8には一つのコーナ部分20に角部21が2箇所示される。
【0040】
そして、図8に示すように、この角部21を複数持ったコーナ部分20に内接する滑らかな曲線の最小曲率半径rを上記コーナ部分の最小曲率半径rとして上記曲率半径条件を適用することが好ましい。
【0041】
このような曲率半径条件を、内角条件と合わせ充たすことにより、本発明の実施形態のコイル部材はコイル部のコーナ部分に於ける断面積欠損率を更に低減することができる。
【0042】
本発明の実施の形態のコイル部材のコイル部のコイルパターンは、アンペアターンを大きくする為に、好ましくはスパイラル状にされる。図1に示された本発明の実施の形態のコイル部材には設けられていないが、アンペアターンを更に大きくする為に、絶縁性基板1の表面のみならず、裏面にもコイル部を配設することが好ましい。このとき、表面のコイル部3と裏面のコイル部(不図示)は導通部5で電気的に接続される。
【0043】
尚、コイル部3が延伸するコイルパターンがスパイラル状のときに、絶縁性基板1の単位面積当たりに配設されるコイル部3の巻数を出来るだけ多くする為に、又は、磁束を出来る限り効率的に発生させる為に、スパイラル状のコイル部3の隣接する線間の間隔は一定にされる。このとき、図1(d)に示すように、コイル部3の線幅をw1、コイル部3の隣接する線間の間隔をw2、内側のコイルの内周の曲率半径をr1としたときに、外側のコイル部の内周の曲率半径r2は、r2=r1+w1+w2の関係式から求められる。r2>r1であるので、通常、コイル部3の最内周の線の内側のコーナ部分の曲率半径が前記曲率半径条件を充たすように作製すれば、他の全てのコーナ部分の曲率半径条件は充たされる。
【0044】
本発明のコイル部材が、前記内角条件、又は前記曲率半径条件を充たすことにより、断面積欠損率が低減する理由を、図5、図6(a)、図6(b)、図6(c)を用いて以下に詳しく説明する。図6は、発明の理解を容易にするために、コイルパターンの巻数を1とし、片面のみにコイル部が形成される図とした。
【0045】
図5は本発明の実施の形態のコイル部材のコイル部を電鋳法により形成するための電鋳装置を示す概略図であり、従来の電鋳装置との違いはない。電鋳装置には電鋳槽9が設けられている。電鋳槽9の中には、電鋳液10が、液面が図示の波線部で一定になる量で満たされている。そして電鋳液10は電鋳槽9の外側側面に設けられた流出部11から溢れ出て、電鋳液10は、ポンプ13を介して吹き付け穴14よりコイル部材基板17に吹き付けられる。電鋳液10をコイル部材基板17に吹き付けることにより、電鋳膜は均一に成膜される。
【0046】
コイル部材基板17は、ワークホルダー16に固定され、この状態でワークホルダー16は、電鋳槽9の上方クロスバー15に吊り下げられる。この時、コイル部材基板17は、コイル部を形成する面が液面と電界方向の双方に対して、垂直になるよう、電鋳液10中に浸漬される。このコイル部材基板17は、前述のコイル部材製造プロセスに於ける▲2▼で説明したように、予めレジストパターニングが終了し、電鋳膜の不必要な部分はマスキングされている。
【0047】
コイル部材基板17は、ワークホルダー16及びクロスバー15を介して接地電位にされ、その左右両側にアノード18が配設されて、アノード18が所定電位となるよう電源が供給されている。従って、コイル部材基板17の左側の導電膜の面と左のアノード18との間と、コイル部材基板17の右側の導電膜の面と右のアノード18との間の両方に電界が発生する。これにより電鋳膜が基板1の左右のスパイラル状の導電膜パターン上に成長して、コイル部材が作製される。
【0048】
ところが、従来のコイル部材では、コーナ部分での断面積欠損率が高かった。
【0049】
この理由を、発明者は以下のように推定している。
【0050】
電鋳液10中には液の循環など何らかの理由でガス(例えば空気)が取り込まれる。電鋳液10中に取り込まれたガスは、吹き付け穴14を通ってコイル部材基板17へ吹き付けられ、気泡となってレジストパターンの隙間に入り込む。この時の気泡のサイズは、レジストパターンの隙間に比して小さいので、容易にその隙間に入り込む。隙間に入り込んだ気泡は、浮力により液面方向に向かい、その大半は液面を出て大気へ放出されるが、中には、図6(a)に示すように、レジストパターンのコーナ部に集まって、大きな気泡7となり滞留するものがある。この気泡7の滞留は長時間に及び、その気泡7が入り込んだ部分だけ電鋳膜の成膜が阻害される為に、図6(b)に示すような電鋳膜のコイル欠損8を招いていたものと推定される。
【0051】
図6(c)は、気泡7がレジスト膜6のコーナ部分に集まり、留まる様子を詳細に説明する拡大図である。レジストを電鋳液に浸漬すると、レジストが膨潤することにより、コーナ部分20の内側は鋭角になる。コーナ部分が鋭角であり、レジストの隙間(溝)が深いと、気泡に働く浮力の関係で、気泡が鋭角のコーナ部分に挟み込まれる形になるために、気泡が滞留し易くなる。前述のように、気泡が滞留した部分では電鋳膜の成長が阻害される為に、電鋳膜のコイル欠損を招いていたものと推定される。
【0052】
本発明の実施の形態のコイル部材は、図1(b)、図2(a)、又は図2(b)に示されるように、コイルパターンのコーナ部分において、前述の内角条件を充たし、又は、前述内角条件に加えてコーナ部分の最小曲率半径が前述の曲率半径条件を充たしている。そのために、気泡がコーナ部分に挟み込まれることがない。仮に挟み込まれても容易にレジストパターンの隙間から遊離するので、気泡の滞留が少なく、コイル部の断面積欠損が小さく且つ少ない。
【0053】
本発明の実施の形態のコイル部材は、製造工程においてレジストパターンを、前記内角条件を充たすか、又は前記内角条件と前記曲率半径条件の両方を充たすコイルパターンの反転パターンにすれば、コイル欠損が小さく且つ少なくなる。その為に、レジストパターニング工程において、マスクパターンを変更するだけで達成されるので、容易に実施することができる。従来の電鋳装置や従来の電鋳方法をそのまま用いることができ、装置の改造や電鋳方法の改善は不要である。
【0054】
また、本発明の実施の形態のコイル部材は量産に向いた電鋳法で製造できるので、低コストである。
[実施例1]
図1(a)、(b)、(c)、(d)は、実施例1のコイル部材を説明する図である。図1(b)は、コイルパターンを示す図、図1(c)は、図1(b)の側面図である。図1(d)は、図1(b)のコーナ部分20の拡大図である。図1(a)は、本実施例のコイル部材を作製するために用いられるレジストのレジストパターンを示す。
【0055】
本実施例のコイル部材は絶縁基板1と、前記絶縁性基板1面上に配設された、コイル部3と、前記コイル部3を他の部材(不図示)と配線するための配線部4と、表面のコイル部3と裏面のコイル部(不図示)と接続するための導通部5を具える。コイル部3と配線部4と導通部5とから成るコイル線は基板1面上に形成された導電膜2の上に電鋳法で形成された銅の電鋳膜で構成され、7箇所のコーナ部20と8箇所の非コーナ部とを具える。
【0056】
コイル線のコイルパターンは発明を明確にするために簡略化されたスパイラル状で、且つ矩形状とされている。コイル線の線幅wは0.6mm、コイル線の厚みも0.6mmで、コイル線の断面形状は正方形である。
【0057】
コーナ部分20の内角は90度とされている。90度は内角条件の限界値であるが、合わせてコーナ部分の形状を円弧状とし、その曲率半径が曲率半径条件を満足するように設計することにより断面積欠損率を低減させた。即ち最小曲率半径である最内周の曲率半径r1をコイル幅w=w1=0.6mmの4倍の2.4mmと充分に大きくした。
【0058】
本実施例の場合、コイル線の幅、コイル線の間隙とも一様になっているので、スパイラルコイル線の間隙w2を0.3mmとすれば、一つ外側のコーナ部分の曲率半径r2は、r2=r1+w1+w2=3.3mmから、3.3mmとなる。ここでは、コイルの巻数を2としたが、巻数が2を超えるコイル部材でも、同様にして曲率半径を決定すれば良い。
【0059】
次に、本実施例のコイル部材のコイル線の製造プロセスを図1、図4を参照して説明する。
▲1▼250mm×140mm×2mmtの石英ガラス基板1表面上に導電膜2として銅膜をスパッタ法で形成した。
▲2▼約50μm厚のシート状レジストであるネガ型レジスト(日立化成工業製、日立感光性フィルム PHOTEC H−6250EA)を13層、導電膜上に以下のラミネート条件でラミネータ(日立高温ラミネータHLM−3000)を通すことにより積層し、約0.65mmのレジスト膜を形成した。
【0060】
ロール温度:110℃±1℃
ロール圧力:0.4MPa
ラミネート速度:2m/分
次に、図1(b)のコイルパターンの反転形状を有する、レジストパターン用のフィルム状マスクを作製した。このとき、電鋳工程でレジスト膜が膨潤してレジストパターンが変形することを予め考慮して、コイルパターンのコーナ部分に対応するレジストパターン形成用のマスクのコーナ部分の内角を、作製対象のコイル部材のコイルパターンのコーナ部分の内角よりも大きめに補正した。このマスクを使用し、両面露光機(オーク社製、HMW−201GX)を用い、ST=23/41段 ステップタブレットの露光条件で、レジスト膜を露光した。その後、アルカリ型自動現像機で現像液としてNa2CO3の1wt%の水溶液を用い、30℃、0.2MPaの圧力でレジスト膜に吹き付け、図1(a)のレジストパターンを形成した。
▲3▼図5に示された電鋳装置を用い、銅電鋳法により、石英基板上のレジスト膜が除去された部分に銅膜3を厚み0.6mm形成した。銅メッキ浴として硫酸銅浴を用いた。
▲4▼銅膜を電鋳後、40℃のNaOHの5wt%水溶液に浸漬し、レジスト膜を剥離した。
▲5▼▲4▼で剥離したレジスト膜の下の導電膜を剥離した。
▲6▼最後に、絶縁性基板を洗浄し、コイル部材1を完成させた。
【0061】
これにより、気泡の滞留を確実に無くすことができ、断面積欠損率を大幅に減らすことができた。
[実施例2]
図2(a)は、実施例2のコイル部材を説明する図であり、コイルパターンの平面図を示し、図8はコーナ部分の拡大図を示す。
【0062】
本実施例のコイル部材の実施例1との違いは、コイル線がコーナ部分20を3箇所、非コーナ部分22を4箇所持ち、各コーナ部分20が2箇所の角部21を持ち、コイル線のコイルパターンが、発明を明確にするために、巻数が1のスパイラル状とされている点である。
【0063】
尚、角部を1箇所設ければコイル線の内側と外側に1箇所づつ計2箇所の対応場所が生じる。
【0064】
コーナ部分20の内角は90度であり、コーナ部分20は角部21を2箇所用いてコイル部の延伸方向を90度変えるようされ、且つ、図2(a)に示すコイル線の左上のコーナ部20のコイル線の内側の拡大図図8に示すように、コーナ部分に内接する曲線の最小曲率半径rを線幅の4倍の2.4mmとした。
【0065】
このような構成にすることにより、本実施例のコイル部材は製造中に気泡の滞留を確実に無くすことができ、断面積欠損率を大幅に減らすことができた。
[実施例3]
図2(b)は、実施例3のコイル部材を説明する図であり、コイルパターンの平面図を示す。
【0066】
本実施例のコイル部材の実施例2との違いは、各コーナ部分20が4箇所の角部21を持っている点である。
【0067】
コーナ部分20の内角は90度であり、コーナ部分20は角部21を4箇所用いてコイル部の延伸方向を90度変えるようにされ、且つ、コーナ部分に内接する曲線の最小曲率半径を線幅の4倍の2.4mmとした。
【0068】
このような構成にすることにより、気泡の滞留を確実に無くすことができ、断面積欠損率を大幅に減らすことができた。
【0069】
【発明の効果】
本発明のコイル部材は、コイル部の断面積欠損率が低いために、低コストで高性能である。
【図面の簡単な説明】
【図1】本発明の実施の形態又は実施例1のコイル部材を説明する図である。
【図2】(a)は本発明の実施例2の、(b)は実施例3のコイル部材を説明する図である。
【図3】コイル部材を説明する図である。
【図4】電鋳によるコイル部材製造のフローである。
【図5】電鋳装置の概要を示す。
【図6】従来のコイル部材の体積欠損の発生メカニズムを説明する図である。
【図7】断面積欠損率の定義を説明する図である。
【図8】複数の角部を持つコーナ部とこのコーナ部に内接する曲線と曲率半径rとを示す。
【符号の説明】
1 絶縁性基板
2、2a、2b 導電膜
3、3a、3b コイル部
4、4a、4b 配線部
5 導通部
6 レジスト膜
7 気泡
8 電鋳膜の欠損部
9 電鋳槽
10 電鋳液
11 流出部
13 ポンプ
14 吹き付け穴
15 クロスバー
16 ワーク(コイル部材基板)ホルダー
17 コイル部材基板
18 アノード
19 コイル部材
20 コーナ部分
21 角部
22 非コーナ部分
【発明の属する技術分野】
本発明は、基板面上に電鋳法により形成され、荷電粒子線の偏向のための磁場発生装置などに用いられる電気コイル部材に関するものである。
【0002】
【従来の技術】
従来から、セラミックなどの薄い基板面上に、所望のパターンで延伸し、矩形の断面形状を持つコイル線、を具えたコイル部材では、前記コイル線はワイヤー放電加工法で作製されている。そして前記コイル線を基板面上の正確な位置に接着することにより、前記コイル部材を製造している。
【0003】
しかし、コイル線の巻数を多くすると、放電加工時間が増加する。又、コイル線がバネ性を有して弾性変形し易くなる為に、前記コイル線を、基板上の正確な位置に接着することが困難になり、接着加工時間も増加する。その為に、前記コイル部材は、製造コストが高かった。
【0004】
そこで、コストの低いコイル部材が望まれていた。
【0005】
ところで、電鋳法は、コイル線に所望の電流を流す為に必要な厚い導電性の膜を容易に、且つ低コストに形成できることが知られている。そこで、上記課題を解決する為に、コイル線を電鋳法で作製する技術が開発された。
【0006】
この技術は、基板面上に薄い導電膜を形成し、その上にフォトレジストを塗布し、成膜されたレジスト膜をマスクパターン露光し、現像をして形成された、レジストパターンに電鋳法で金属の電鋳膜を形成することによりコイル部材を作製するものである。(例えば、特許文献1参照。)
【0007】
【特許文献1】
特開2001−210540号公報
【0008】
【発明が解決しようとする課題】
図3(a)、図3(b)は、基板面上に電鋳法で形成したコイル線を有するコイル部材の一例を示す。図3(a)、図3(b)に於いて、1は絶縁性基板、3a、3bは絶縁性基板1の表面側と裏面側に形成された磁束を発生させる為のコイル部、5は表面側のコイル部3aの一端と裏面側のコイル部3bの一端とを導通させるための導通部、4a、4bは他部材へ配線する為の配線部である。以後、特に断らない限り、コイル部、配線部、及び導通部を含めた全体をコイル線と呼ぶ。コイル線は、基板1面上に、周辺部の配線部4a、4bからスパイラル状にコイル部3a、3bを通り中心部の導通部5に向かい延伸する。以後、この基板上にコイル線が延伸するパターンをコイルパターンと呼ぶ。コイル線の下にはこのコイルパターンと同形状で、且つ基板面上の同位置に導電膜2a、2bが形成されている。
【0009】
この例ではアンペアターンを大きくするために絶縁性基板1の両面にコイル部を設けており、基板両面の各コイル部は、所望のアンペアターンを得るために、所定の巻数でスパイラル状に基板面上に延伸している。また、所望の空間分布の磁束を発生させる為に、コイルパターンは、コーナ部分20を持ち、矩形状に延伸した、スパイラル状とされている。
【0010】
コイル部3a、3b、配線部4a、4b、導通部5は各々、絶縁性基板1表面上の導電膜2a、2b上に電鋳法により形成された金属の電鋳膜から構成される。コイル線の下の導電膜2a、2bは、相対的に電鋳膜と較べて薄いので、以後の説明では電鋳膜で形成された部分をコイル線と呼ぶことにする。
【0011】
コイル部3a、3bの幅と高さとはほぼ同寸とされているので、その断面形状は、ほぼ正方形であり、延伸方向にほぼ一様である。
【0012】
次に、コイル線に流れる電流の方向を図3(a)に矢印で示す。コイル線の一端、すなわち配線部4aから電流が流されると、表面側のコイル部3aのスパイラルの内側に向かって電流が流れ、導通部5を通って裏面側へ抜け、反対側のコイル部3bのスパイラルを通って配線部4bへ抜ける。これにより、磁束が発生する。このコイル部材は荷電粒子線の偏向などに利用される。
【0013】
上記図3のコイル部材の製造プロセスを、図4を用いて説明する。
▲1▼まず、基板1の両面のほぼ全面に導電膜2a、2bを形成する。
▲2▼ネガ型フォトレジスト樹脂を塗布してレジスト膜を形成し、パターン露光をした後に、現像することにより、所望のコイルパターンの反転形状を有するレジストパターンを形成する。導電膜は、レジストパターン部分では絶縁され、レジスト膜を除去した部分で導電性を有する。レジスト膜を除去した部分の形状は所望のコイルパターン形状と同じスパイラル形状である。このときレジスト膜の膜厚は、コイル線の所望の厚み(高さ)よりも厚めにする。
▲3▼銅電鋳法により、レジスト膜を除去した部分に銅電鋳膜3a、3bを成膜する。銅電鋳膜は、レジスト膜で覆われている部分では成膜されないので、銅電鋳膜は所望のコイルパターンの形状(スパイラル形状)に成膜される。
▲4▼銅電鋳膜を所望の膜厚に成膜後、レジスト膜を剥離する。
▲5▼▲4▼で剥離したレジスト膜の下の導電膜をエッチングにより除去する。
▲6▼最後に、絶縁性基板を洗浄すれば、所望のスパイラル状のコイルパターンで、所望の厚み(高さ)のコイル線を有するコイル部材が完成する。
【0014】
しかしながら、このようにして作製されたコイル部材は、コイル線がコーナ部分で大きく欠損する問題が多発していた。図6(b)はコイル線の欠損の様子を示す図である。図6(b)で1は絶縁性基板、3はコイル部であり、簡単のためにスパイラルの1ターンのみを示している。4は配線部、8がコイル線の欠損部であり、2箇所示されている。以後、この欠損をコイル欠損と呼ぶ。
【0015】
このコイル欠損は、コイル線の体積を減少させる。その結果、コイル回路の抵抗値が増大してしまう為、コイル線に流すことが出来る最大電流が低下し、コイル部材の性能が著しく低下する。その為、製造歩留まりが低く、製造コストが高かった。
【0016】
本発明の目的は、上記問題を解決し、コイル欠損が小さく、コイルの断面に於ける欠損率(以後断面欠損率と呼ぶ)が低い、低コストで高性能なコイル部材を提供することである。
【0017】
【課題を解決する為の手段】
以上の課題を解決する為に、本発明の第一の態様によるコイル部材は、基板面上に所望のパターンで延伸するコイル部を具えるコイル部材であって、前記コイル部は、電鋳法で前記基板面上に形成された膜から構成され、前記パターンはコーナ部分を具え、前記コーナ部分に於ける前記コイル部の断面積欠損率が25%未満であるものである。
【0018】
ここで、前記コーナ部分は、基板面上を直線状又は緩やかな曲線状に延伸するコイルが、延伸する方向を急激に変える部分を意味する。又、断面積欠損率はコイル部を延伸する方向に垂直な横断面に於ける断面積の設計値に対する実際の断面積の減少率を示している。
【0019】
本発明の第二の態様によるコイル部材は、前記第一の態様のコイル部材に於いて、前記パターンは、直線状又は緩やかな曲線状に延伸する非コーナ部分と前記非コーナ部分から急激にその延伸方向を変えるコーナ部分とから構成され、前記コーナ部分を挟む2つの非コーナ部分が見込む角度が90度以上、180度未満であるものである。
【0020】
本発明の第三の態様によるコイル部材は、前記第二の態様のコイル部材に於いて、前記コーナ部分の形状が滑らかな曲線状とされ、前記曲線の最小曲率半径が次式で与えられるものである。
【0021】
r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。
【0022】
本発明の第四の態様によるコイル部材は、前記第二の態様のコイル部材に於いて、前記コーナ部分が複数の角部を持ち、前記コーナ部分に内接する滑らかな曲線の最小曲率半径が次式で与えられるものである。
【0023】
r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。
【0024】
本発明の第五の態様によるコイル部材は、前記第二の態様のコイル部材に於いて、前記コーナ部分が曲線で構成されるものである。
【0025】
【発明の実施の形態】
[発明の実施の形態]
本発明の実施の形態のコイル部材を説明するために、図1(b)、(c)、(d)を用いるが、本発明はこの図に示されるコイル部材に限定されるものではない。図1(b)は、本発明の実施の形態のコイル部材を示す図であり、図1(c)は、図1(b)の側面図である。図1(d)は、図1(b)のコイル部の左上の二つのコーナ部分20の拡大図である。
【0026】
本発明の実施の形態のコイル部材は、絶縁基板1面上に延伸するコイル部3を具える。図1(b)、(c)には、コイル部3を他の部材と配線するための配線部4、裏面のコイル(不図示)と接続するための導通部5を含めたコイル線が示されている。このコイル線は、基板1面上に形成された導電膜2の上に導電膜2と同じ位置に電鋳法で形成された金属膜(以下電鋳膜と呼ぶ)で構成される。
【0027】
本発明の実施の形態のコイル部材のコイル部3を構成する電鋳膜の材料としては銅が好ましい。
【0028】
本発明の実施の形態のコイル部材が最も発明の効果を発揮するコイル部3の幅wは0.3mm以上、1.0mm以下である。
【0029】
本発明の実施の形態のコイル部材は、コイル部3がその幅wに対して高さ(厚み)hが同等以上の断面形状を有する場合に、特に発明の効果を発揮する。
【0030】
図1(b)を参照して本発明の実施の形態のコイル部材のコイル部3を説明すると、本発明のコイル部材19のコイル部3はコーナ部分20と非コーナ部分22とを有する。非コーナ部分22は直線状又は緩やかな曲線状に延伸する。前記非コーナ部分22がその延伸する方向を急激に変える部分がコーナ部分20である。コーナ部分20の長さは非コーナ部分22の長さと較べて短い。これら非コーナ部分22の複数は、本発明のコイル部材19のコイル部のコイルパターンの大枠を決める。
【0031】
図1(b)に示されたコイルパターンを説明する。このコイルパターンはほぼ矩形状で且つスパイラル状であり、7箇所のコーナ部分20と8箇所の非コーナ部分22とから構成されている。これら8箇所の非コーナ部分22が、大枠的に、ほぼ矩形状で且つスパイラル状のコイルパターンを形成している。一般に、本発明のコイル部材のコイルパターンは、コーナ部分の数をnとすると、非コーナ部分の数はn+1となる。
【0032】
本発明のコイル部材のコイル部のコイルパターンのコーナ部分の数は特に限定されず、又、巻数にも制限がない。又、コイルパターンはスパイラル状に限定されるものではない。
(内角条件)
本発明の実施の形態のコイル部材のコイル部3のコーナ部分の内角は、90度以上、180度未満であることが好ましい。ここで、内角とは、コイル部3が、一つの非コーナ部分22から、前記非コーナ部分22に隣接するコーナ部分20で急激に延伸の向きを変えて折れ曲がり、前記コーナ部分20に隣接する他の非コーナ部分22へ延伸するときに、前記二つの非コーナ部分がなす角、即ちコイル部の内角を意味する。具体的に、ほぼ直線状に延伸していたコイル部がコーナ部分で前記延伸方向に対して30度折れ曲がれば、内角は、180度−30度=150度から、150度である。
【0033】
上記内角の条件を充たすことにより、本発明の実施の形態のコイル部材のコイル部3のコーナ部分に於ける断面積欠損率を25%未満にすることができる。
【0034】
ここで、断面積欠損率は、コイル欠損部分に於いて減少したコイル部の断面積dの、コイル欠損がないときのコイル部の断面積Sに対する割合である。ここで図7(b)に示すように内角が90度のコーナ部分の場合、コイル欠損が無い場合の断面は長方形の部分、コイル欠損部分は、斜線で示した部分である。コイル部のその部分の線幅をw´、厚みをhとすると、断面積欠損率は次式で定義される。
断面積欠損率={d/(w´h)}×100(%)
本発明の実施の形態のコイル部材は、前記内角条件を充たすことに加えて、コイル部のコーナ部分に於ける折れ曲がりの頂点に当たる部分を角状に尖らせるのではなく、コーナ部分を全体として滑らかな曲線状にすることもできる。このコーナ部分の曲線の最小曲率半径は、以下に示す曲率半径条件を充たすことがより好ましい。
【0035】
曲線の曲率半径は、曲線が円弧状であれば曲線上の位置に依存せず一定であるので、円弧の半径が最小曲率半径である。円弧以外では曲線上の位置により曲率半径が変化する。その場合には、コーナ部分の最も小さい曲率半径を最小曲率半径とする。一般に曲線状のコーナ部分に於いて、曲率半径はコイル部の内側と外側の両方について定義できる。上記最小曲率半径はコイル部の内側についての値となる。今、コーナ部分に於ける最小曲率半径をrで表すと、rを大きくするほどコーナ部分に於ける断面積欠損率は小さくなる。しかしながら、大きくし過ぎると、そのコイル部材が発生する磁束の空間分布が、好ましい空間分布から大きく外れてしまうので、好ましくなく、断面積欠損率と磁束の空間分布とのトレードオフで決められる。
【0036】
本発明の実施の形態のコイル部材のコイル部のコーナ部分に於ける最小曲率半径rの条件は、コイル幅wに対して次式で与えられる。
(曲率半径条件) r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。
【0037】
前に述べたように、この曲率半径条件は、コーナ部分の形状が滑らかな曲線状であれば、円弧状に限定されない。円弧状、多次曲線状、どのような形状の曲線であっても、前記内角条件を充たし、その曲線の最小曲率半径が前記曲率半径条件を充たしていれば良い。
【0038】
このように前記曲率半径条件を、前記内角条件と合わせ充たすことにより、更に断面積欠損率を低減することができる。
【0039】
また、本発明の実施の形態のコイル部材は、コイル部のコーナ部分が上記の内角条件を充たすことに加えて、図8に示すように、コーナ部分20に角部21を複数持たせても良い。図8には一つのコーナ部分20に角部21が2箇所示される。
【0040】
そして、図8に示すように、この角部21を複数持ったコーナ部分20に内接する滑らかな曲線の最小曲率半径rを上記コーナ部分の最小曲率半径rとして上記曲率半径条件を適用することが好ましい。
【0041】
このような曲率半径条件を、内角条件と合わせ充たすことにより、本発明の実施形態のコイル部材はコイル部のコーナ部分に於ける断面積欠損率を更に低減することができる。
【0042】
本発明の実施の形態のコイル部材のコイル部のコイルパターンは、アンペアターンを大きくする為に、好ましくはスパイラル状にされる。図1に示された本発明の実施の形態のコイル部材には設けられていないが、アンペアターンを更に大きくする為に、絶縁性基板1の表面のみならず、裏面にもコイル部を配設することが好ましい。このとき、表面のコイル部3と裏面のコイル部(不図示)は導通部5で電気的に接続される。
【0043】
尚、コイル部3が延伸するコイルパターンがスパイラル状のときに、絶縁性基板1の単位面積当たりに配設されるコイル部3の巻数を出来るだけ多くする為に、又は、磁束を出来る限り効率的に発生させる為に、スパイラル状のコイル部3の隣接する線間の間隔は一定にされる。このとき、図1(d)に示すように、コイル部3の線幅をw1、コイル部3の隣接する線間の間隔をw2、内側のコイルの内周の曲率半径をr1としたときに、外側のコイル部の内周の曲率半径r2は、r2=r1+w1+w2の関係式から求められる。r2>r1であるので、通常、コイル部3の最内周の線の内側のコーナ部分の曲率半径が前記曲率半径条件を充たすように作製すれば、他の全てのコーナ部分の曲率半径条件は充たされる。
【0044】
本発明のコイル部材が、前記内角条件、又は前記曲率半径条件を充たすことにより、断面積欠損率が低減する理由を、図5、図6(a)、図6(b)、図6(c)を用いて以下に詳しく説明する。図6は、発明の理解を容易にするために、コイルパターンの巻数を1とし、片面のみにコイル部が形成される図とした。
【0045】
図5は本発明の実施の形態のコイル部材のコイル部を電鋳法により形成するための電鋳装置を示す概略図であり、従来の電鋳装置との違いはない。電鋳装置には電鋳槽9が設けられている。電鋳槽9の中には、電鋳液10が、液面が図示の波線部で一定になる量で満たされている。そして電鋳液10は電鋳槽9の外側側面に設けられた流出部11から溢れ出て、電鋳液10は、ポンプ13を介して吹き付け穴14よりコイル部材基板17に吹き付けられる。電鋳液10をコイル部材基板17に吹き付けることにより、電鋳膜は均一に成膜される。
【0046】
コイル部材基板17は、ワークホルダー16に固定され、この状態でワークホルダー16は、電鋳槽9の上方クロスバー15に吊り下げられる。この時、コイル部材基板17は、コイル部を形成する面が液面と電界方向の双方に対して、垂直になるよう、電鋳液10中に浸漬される。このコイル部材基板17は、前述のコイル部材製造プロセスに於ける▲2▼で説明したように、予めレジストパターニングが終了し、電鋳膜の不必要な部分はマスキングされている。
【0047】
コイル部材基板17は、ワークホルダー16及びクロスバー15を介して接地電位にされ、その左右両側にアノード18が配設されて、アノード18が所定電位となるよう電源が供給されている。従って、コイル部材基板17の左側の導電膜の面と左のアノード18との間と、コイル部材基板17の右側の導電膜の面と右のアノード18との間の両方に電界が発生する。これにより電鋳膜が基板1の左右のスパイラル状の導電膜パターン上に成長して、コイル部材が作製される。
【0048】
ところが、従来のコイル部材では、コーナ部分での断面積欠損率が高かった。
【0049】
この理由を、発明者は以下のように推定している。
【0050】
電鋳液10中には液の循環など何らかの理由でガス(例えば空気)が取り込まれる。電鋳液10中に取り込まれたガスは、吹き付け穴14を通ってコイル部材基板17へ吹き付けられ、気泡となってレジストパターンの隙間に入り込む。この時の気泡のサイズは、レジストパターンの隙間に比して小さいので、容易にその隙間に入り込む。隙間に入り込んだ気泡は、浮力により液面方向に向かい、その大半は液面を出て大気へ放出されるが、中には、図6(a)に示すように、レジストパターンのコーナ部に集まって、大きな気泡7となり滞留するものがある。この気泡7の滞留は長時間に及び、その気泡7が入り込んだ部分だけ電鋳膜の成膜が阻害される為に、図6(b)に示すような電鋳膜のコイル欠損8を招いていたものと推定される。
【0051】
図6(c)は、気泡7がレジスト膜6のコーナ部分に集まり、留まる様子を詳細に説明する拡大図である。レジストを電鋳液に浸漬すると、レジストが膨潤することにより、コーナ部分20の内側は鋭角になる。コーナ部分が鋭角であり、レジストの隙間(溝)が深いと、気泡に働く浮力の関係で、気泡が鋭角のコーナ部分に挟み込まれる形になるために、気泡が滞留し易くなる。前述のように、気泡が滞留した部分では電鋳膜の成長が阻害される為に、電鋳膜のコイル欠損を招いていたものと推定される。
【0052】
本発明の実施の形態のコイル部材は、図1(b)、図2(a)、又は図2(b)に示されるように、コイルパターンのコーナ部分において、前述の内角条件を充たし、又は、前述内角条件に加えてコーナ部分の最小曲率半径が前述の曲率半径条件を充たしている。そのために、気泡がコーナ部分に挟み込まれることがない。仮に挟み込まれても容易にレジストパターンの隙間から遊離するので、気泡の滞留が少なく、コイル部の断面積欠損が小さく且つ少ない。
【0053】
本発明の実施の形態のコイル部材は、製造工程においてレジストパターンを、前記内角条件を充たすか、又は前記内角条件と前記曲率半径条件の両方を充たすコイルパターンの反転パターンにすれば、コイル欠損が小さく且つ少なくなる。その為に、レジストパターニング工程において、マスクパターンを変更するだけで達成されるので、容易に実施することができる。従来の電鋳装置や従来の電鋳方法をそのまま用いることができ、装置の改造や電鋳方法の改善は不要である。
【0054】
また、本発明の実施の形態のコイル部材は量産に向いた電鋳法で製造できるので、低コストである。
[実施例1]
図1(a)、(b)、(c)、(d)は、実施例1のコイル部材を説明する図である。図1(b)は、コイルパターンを示す図、図1(c)は、図1(b)の側面図である。図1(d)は、図1(b)のコーナ部分20の拡大図である。図1(a)は、本実施例のコイル部材を作製するために用いられるレジストのレジストパターンを示す。
【0055】
本実施例のコイル部材は絶縁基板1と、前記絶縁性基板1面上に配設された、コイル部3と、前記コイル部3を他の部材(不図示)と配線するための配線部4と、表面のコイル部3と裏面のコイル部(不図示)と接続するための導通部5を具える。コイル部3と配線部4と導通部5とから成るコイル線は基板1面上に形成された導電膜2の上に電鋳法で形成された銅の電鋳膜で構成され、7箇所のコーナ部20と8箇所の非コーナ部とを具える。
【0056】
コイル線のコイルパターンは発明を明確にするために簡略化されたスパイラル状で、且つ矩形状とされている。コイル線の線幅wは0.6mm、コイル線の厚みも0.6mmで、コイル線の断面形状は正方形である。
【0057】
コーナ部分20の内角は90度とされている。90度は内角条件の限界値であるが、合わせてコーナ部分の形状を円弧状とし、その曲率半径が曲率半径条件を満足するように設計することにより断面積欠損率を低減させた。即ち最小曲率半径である最内周の曲率半径r1をコイル幅w=w1=0.6mmの4倍の2.4mmと充分に大きくした。
【0058】
本実施例の場合、コイル線の幅、コイル線の間隙とも一様になっているので、スパイラルコイル線の間隙w2を0.3mmとすれば、一つ外側のコーナ部分の曲率半径r2は、r2=r1+w1+w2=3.3mmから、3.3mmとなる。ここでは、コイルの巻数を2としたが、巻数が2を超えるコイル部材でも、同様にして曲率半径を決定すれば良い。
【0059】
次に、本実施例のコイル部材のコイル線の製造プロセスを図1、図4を参照して説明する。
▲1▼250mm×140mm×2mmtの石英ガラス基板1表面上に導電膜2として銅膜をスパッタ法で形成した。
▲2▼約50μm厚のシート状レジストであるネガ型レジスト(日立化成工業製、日立感光性フィルム PHOTEC H−6250EA)を13層、導電膜上に以下のラミネート条件でラミネータ(日立高温ラミネータHLM−3000)を通すことにより積層し、約0.65mmのレジスト膜を形成した。
【0060】
ロール温度:110℃±1℃
ロール圧力:0.4MPa
ラミネート速度:2m/分
次に、図1(b)のコイルパターンの反転形状を有する、レジストパターン用のフィルム状マスクを作製した。このとき、電鋳工程でレジスト膜が膨潤してレジストパターンが変形することを予め考慮して、コイルパターンのコーナ部分に対応するレジストパターン形成用のマスクのコーナ部分の内角を、作製対象のコイル部材のコイルパターンのコーナ部分の内角よりも大きめに補正した。このマスクを使用し、両面露光機(オーク社製、HMW−201GX)を用い、ST=23/41段 ステップタブレットの露光条件で、レジスト膜を露光した。その後、アルカリ型自動現像機で現像液としてNa2CO3の1wt%の水溶液を用い、30℃、0.2MPaの圧力でレジスト膜に吹き付け、図1(a)のレジストパターンを形成した。
▲3▼図5に示された電鋳装置を用い、銅電鋳法により、石英基板上のレジスト膜が除去された部分に銅膜3を厚み0.6mm形成した。銅メッキ浴として硫酸銅浴を用いた。
▲4▼銅膜を電鋳後、40℃のNaOHの5wt%水溶液に浸漬し、レジスト膜を剥離した。
▲5▼▲4▼で剥離したレジスト膜の下の導電膜を剥離した。
▲6▼最後に、絶縁性基板を洗浄し、コイル部材1を完成させた。
【0061】
これにより、気泡の滞留を確実に無くすことができ、断面積欠損率を大幅に減らすことができた。
[実施例2]
図2(a)は、実施例2のコイル部材を説明する図であり、コイルパターンの平面図を示し、図8はコーナ部分の拡大図を示す。
【0062】
本実施例のコイル部材の実施例1との違いは、コイル線がコーナ部分20を3箇所、非コーナ部分22を4箇所持ち、各コーナ部分20が2箇所の角部21を持ち、コイル線のコイルパターンが、発明を明確にするために、巻数が1のスパイラル状とされている点である。
【0063】
尚、角部を1箇所設ければコイル線の内側と外側に1箇所づつ計2箇所の対応場所が生じる。
【0064】
コーナ部分20の内角は90度であり、コーナ部分20は角部21を2箇所用いてコイル部の延伸方向を90度変えるようされ、且つ、図2(a)に示すコイル線の左上のコーナ部20のコイル線の内側の拡大図図8に示すように、コーナ部分に内接する曲線の最小曲率半径rを線幅の4倍の2.4mmとした。
【0065】
このような構成にすることにより、本実施例のコイル部材は製造中に気泡の滞留を確実に無くすことができ、断面積欠損率を大幅に減らすことができた。
[実施例3]
図2(b)は、実施例3のコイル部材を説明する図であり、コイルパターンの平面図を示す。
【0066】
本実施例のコイル部材の実施例2との違いは、各コーナ部分20が4箇所の角部21を持っている点である。
【0067】
コーナ部分20の内角は90度であり、コーナ部分20は角部21を4箇所用いてコイル部の延伸方向を90度変えるようにされ、且つ、コーナ部分に内接する曲線の最小曲率半径を線幅の4倍の2.4mmとした。
【0068】
このような構成にすることにより、気泡の滞留を確実に無くすことができ、断面積欠損率を大幅に減らすことができた。
【0069】
【発明の効果】
本発明のコイル部材は、コイル部の断面積欠損率が低いために、低コストで高性能である。
【図面の簡単な説明】
【図1】本発明の実施の形態又は実施例1のコイル部材を説明する図である。
【図2】(a)は本発明の実施例2の、(b)は実施例3のコイル部材を説明する図である。
【図3】コイル部材を説明する図である。
【図4】電鋳によるコイル部材製造のフローである。
【図5】電鋳装置の概要を示す。
【図6】従来のコイル部材の体積欠損の発生メカニズムを説明する図である。
【図7】断面積欠損率の定義を説明する図である。
【図8】複数の角部を持つコーナ部とこのコーナ部に内接する曲線と曲率半径rとを示す。
【符号の説明】
1 絶縁性基板
2、2a、2b 導電膜
3、3a、3b コイル部
4、4a、4b 配線部
5 導通部
6 レジスト膜
7 気泡
8 電鋳膜の欠損部
9 電鋳槽
10 電鋳液
11 流出部
13 ポンプ
14 吹き付け穴
15 クロスバー
16 ワーク(コイル部材基板)ホルダー
17 コイル部材基板
18 アノード
19 コイル部材
20 コーナ部分
21 角部
22 非コーナ部分
Claims (5)
- 基板面上に所望のパターンで延伸するコイル部を具えるコイル部材であって、前記コイル部は、電鋳法で前記基板面上に形成された膜から構成され、前記パターンはコーナ部分を具え、前記コーナ部分に於ける前記コイル部の断面積欠損率が25%未満であることを特徴とするコイル部材。
- 前記パターンは、直線状又は緩やかな曲線状に延伸する非コーナ部分と前記非コーナ部分から急激にその延伸方向を変えるコーナ部分とから構成され、前記コーナ部分を挟む2つの非コーナ部分が見込む角度が90度以上、180度未満であることを特徴とする請求項1記載のコイル部材。
- 前記コーナ部分の形状が滑らかな曲線状とされ、前記曲線の最小曲率半径が次式で与えられることを特徴とする請求項2記載のコイル部材。
r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。 - 前記コーナ部分が複数の角部を持ち、前記コーナ部分に内接する滑らかな曲線の最小曲率半径が次式で与えられることを特徴とする請求項2記載のコイル部材。
r≧1.5w(2w≧1mmのとき)
r≧1mm (2w<1mmのとき)
ここで、rはコーナ部分に於ける最小曲率半径、wはその部分に於けるコイル部の線幅である。 - 前記コーナ部分が曲線で構成されることを特徴とする請求項2記載のコイル部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002367163A JP2004200406A (ja) | 2002-12-18 | 2002-12-18 | コイル部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002367163A JP2004200406A (ja) | 2002-12-18 | 2002-12-18 | コイル部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004200406A true JP2004200406A (ja) | 2004-07-15 |
Family
ID=32764147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002367163A Withdrawn JP2004200406A (ja) | 2002-12-18 | 2002-12-18 | コイル部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004200406A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008252121A (ja) * | 2008-06-09 | 2008-10-16 | Tdk Corp | コモンモードチョークコイル |
| JP2010129985A (ja) * | 2008-12-01 | 2010-06-10 | Nichia Corp | 半導体装置 |
| KR20180006247A (ko) | 2016-07-07 | 2018-01-17 | 삼성전기주식회사 | 코일 부품 |
| JP2019016622A (ja) * | 2017-07-03 | 2019-01-31 | 太陽誘電株式会社 | コイル部品 |
| US10923259B2 (en) | 2016-07-07 | 2021-02-16 | Samsung Electro-Mechanics Co., Ltd. | Coil component |
| WO2022220617A1 (ko) * | 2021-04-15 | 2022-10-20 | 엘지이노텍 주식회사 | 카메라 엑추에이터 및 이를 포함하는 카메라 장치 및 광학 기기 |
-
2002
- 2002-12-18 JP JP2002367163A patent/JP2004200406A/ja not_active Withdrawn
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008252121A (ja) * | 2008-06-09 | 2008-10-16 | Tdk Corp | コモンモードチョークコイル |
| JP2010129985A (ja) * | 2008-12-01 | 2010-06-10 | Nichia Corp | 半導体装置 |
| KR20180006247A (ko) | 2016-07-07 | 2018-01-17 | 삼성전기주식회사 | 코일 부품 |
| US10923259B2 (en) | 2016-07-07 | 2021-02-16 | Samsung Electro-Mechanics Co., Ltd. | Coil component |
| JP2019016622A (ja) * | 2017-07-03 | 2019-01-31 | 太陽誘電株式会社 | コイル部品 |
| US11114229B2 (en) | 2017-07-03 | 2021-09-07 | Taiyo Yuden Co., Ltd. | Coil component |
| JP7015650B2 (ja) | 2017-07-03 | 2022-02-03 | 太陽誘電株式会社 | コイル部品 |
| US11955276B2 (en) | 2017-07-03 | 2024-04-09 | Taiyo Yuden Co., Ltd. | Coil component |
| WO2022220617A1 (ko) * | 2021-04-15 | 2022-10-20 | 엘지이노텍 주식회사 | 카메라 엑추에이터 및 이를 포함하는 카메라 장치 및 광학 기기 |
| US12556789B2 (en) | 2021-04-15 | 2026-02-17 | Lg Innotek Co., Ltd. | Camera actuator, and camera device and optical device comprising same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8597490B2 (en) | Method of manufacturing a gas electron multiplier | |
| US11390953B2 (en) | Vapor deposition mask base material, vapor deposition mask base material manufacturing method, and vapor deposition mask manufacturing method | |
| EP0061303B1 (en) | Method of producing an orifice plate | |
| KR100333457B1 (ko) | 마이크로렌즈를 형성하기 위한 몰드 및 그 제조 방법 | |
| KR20180077075A (ko) | 증착용 마스크, 그리고 그 설치 방법 및 제조 방법 | |
| JP2005268797A (ja) | テープ配線基板の製造方法 | |
| JP2003273498A (ja) | プリント配線板の製造方法 | |
| JP2016148113A (ja) | 蒸着マスクの製造方法および蒸着マスク | |
| JP2004200406A (ja) | コイル部材 | |
| KR101786548B1 (ko) | Oled 제조용 금속 마스크 및 이의 제조 방법 | |
| CN116994948B (zh) | 芯片电极制备方法和半导体器件 | |
| CN100440391C (zh) | 具有集成电感器芯的印刷电路板 | |
| TWI573209B (zh) | Conductive ball fixing mask and manufacturing method thereof | |
| JP2001203109A (ja) | 平面コイルおよびその製造方法ならびにトランス | |
| JP2004263218A (ja) | パターンめっき方法 | |
| JP2992647B2 (ja) | 透孔を有する電鋳製品の製造方法 | |
| US5547557A (en) | Formation of electroconductive thin-film pattern | |
| JP2006066830A (ja) | ハイアスペクト導体デバイスの製造方法 | |
| JPH0590475A (ja) | リードフレームとその製造方法 | |
| CN223284988U (zh) | 一种芯片、玻璃基板及电子设备 | |
| US12487520B2 (en) | Multi-layer photoresist systems and methods for manufacturing electrochemical deposition printheads | |
| CN1283133C (zh) | 在非平面的表面上产生导电结构的方法 | |
| CN112186103B (zh) | 一种电阻结构及其制作方法 | |
| JP3108792B2 (ja) | 電気的接続部材の製造方法 | |
| JP3548511B2 (ja) | 回折光学素子用金型、回折光学素子、及びその作製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060307 |