JP2004202731A - 大型導光板の製造方法 - Google Patents
大型導光板の製造方法 Download PDFInfo
- Publication number
- JP2004202731A JP2004202731A JP2002371740A JP2002371740A JP2004202731A JP 2004202731 A JP2004202731 A JP 2004202731A JP 2002371740 A JP2002371740 A JP 2002371740A JP 2002371740 A JP2002371740 A JP 2002371740A JP 2004202731 A JP2004202731 A JP 2004202731A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- cavity
- molten resin
- resin
- light guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00663—Production of light guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
- B29C45/5092—Intrusion moulding, i.e. the screw rotates during injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/56—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding
- B29C45/561—Injection-compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/56—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding
- B29C45/561—Injection-compression moulding
- B29C2045/565—Closing of the mould during injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C2045/7356—Heating or cooling of the mould the temperature of the mould being near or higher than the melting temperature or glass transition temperature of the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0075—Light guides, optical cables
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- Nonlinear Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Mathematical Physics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Liquid Crystal (AREA)
- Planar Illumination Modules (AREA)
Abstract
【解決手段】キャビティー面に凹凸模様が付された対角寸法14インチ以上の導光板を形成するための金型20を用い、金型20のキャビティー29を射出装置10のシリンダー11に連通し、シリンダー内の溶融樹脂をキャビティー29に向けて射出し、その際、溶融樹脂の粘度が50〜5,000Pa・sec の範囲にあるときにゲート25を通過させ、かつ、成形品1個あたり1〜15cm3/secの範囲の射出率で溶融樹脂をキャビティー29に充填するか、あるいは、シリンダー11内でスクリュー12を回転させながら溶融樹脂をキャビティー29に連続的に充填し、充填中又は充填完了後にキャビティー29内の溶融樹脂にキャビティー面側から追加の圧力をかけ、その圧力を保ったまま冷却し、固化させる。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、14インチ(355mm)以上の対角寸法を有する液晶ディスプレイのバックライトに用いられる大型導光板の製造方法に関するものである。
【0002】
【従来の技術】
導光板は、ノートブック型パーソナルコンピュータやデスクトップ型パーソナルコンピュータ、さらには液晶テレビなどの液晶ディスプレイにおいて、側面に配置された光源からの光を液晶表示面に導くための光学要素として用いられている。液晶ディスプレイと導光板の配置を図1に概略断面図で示す。液晶ディスプレイ1の背面に配置されるバックライトは主に、導光板2,3、その背面に配置される反射層4、導光板2,3の前面(液晶ディスプレイ側)に配置される光拡散層5、導光板2,3の側面に配置される光源7、及び光源7からの光を導光板2,3内に導くためのリフレクター8で構成される。そして、光源7からの光がリフレクター8で反射して導光板2,3内に入射し、その中を透過しながら背面に設けられた反射層4で反射して、前面側に出射するようになっている。前面側では、光拡散層5の存在により、光が全面に渡って均一に出射し、液晶ディスプレイ1のための照明となる。光源7には通常、冷陰極管が用いられる。光拡散層として、プリズムシートを使用する方式も知られている。導光板2,3の背面側には、光が前面側へ均一に出射するように、ドットやラインなどの模様を印刷によって設けることもある。
【0003】
図1の(a)は、ノートブック型パーソナルコンピュータ等、対角寸法が14インチ程度までの比較的小型のディスプレイに用いられる形式であって、その導光板2は、厚みが0.6mm程度から3.5mm程度まで順次変化するくさび形状のものである。このようなくさび形の導光板2を用いる場合は通常、その厚肉側端面に光源7が配置される。なお、図1(a)には、光源7が1本の例を示したが、光源が複数本用いられることもある。一方、図1の(b)は、デスクトップ型パーソナルコンピュータや液晶テレビなど、より大型のディスプレイに用いられる形式であって、その導光板3は、厚みがほぼ均一なシート状のものである。このようなシート状の導光板3を用いる場合は通常、その対向する二つの側端面に光源7,7が配置される。なお、図1(b)には、相対する側端面に1本ずつ、合計2本の光源7,7が配置された例を示したが、より大型のディスプレイでは、相対する側端面に2本ずつ、3本ずつなど、複数本ずつ光源7,7が配置されることもある。
【0004】
かかる導光板2,3には通常、光線透過率に優れるメタクリル樹脂が使用されている。そして、図1(a)に示すようなくさび形の導光板2は、射出成形法によって製造され、図1(b)に示すようなシート状の導光板3は、樹脂シートからの切り出しによって製造されている。また射出成形法で製造する場合は、金型表面にドットやラインなどの模様を付して導光板成形品の表面に賦型し、その模様を反射層パターンとする、いわゆる印刷レス化の試みもなされており、さらには、この方式を出射面にも応用して、拡散性あるいは光指向性を施した模様を賦型することで、拡散板又はプリズムシートの省略を狙った試みもある。
【0005】
射出成形法について概略を説明すると、このために用いる射出成形装置は、金型、この金型を型締め方向又は型閉じ方向に駆動する型締め装置、型締めされた金型に溶融樹脂を射出する射出装置等で構成されている。金型は、可動側型板と固定側型板とで構成され、固定側型板には、溶融樹脂を通過させるためのスプルーが形成され、可動側型板と固定側型板とのパーティングラインに沿ってランナーとゲートが形成され、両型板の間に製品を成形するためのキャビティーが形成されている。可動側型板には、形成された成形品を取り出すための突出し手段が設けられる。射出装置は、樹脂材料を可塑化溶融させ、金型のキャビティー内に射出充填するためのもので、シリンダー、その中で回転駆動されるように設けられたスクリュー、シリンダーの先端部に取り付けられた射出ノズル、シリンダーに樹脂材料を供給するホッパー、スクリューを駆動するモーター、スクリューを前進駆動するラム機構などで構成されている。
【0006】
そして、シリンダーの外周部には、内部の樹脂を溶融するためにヒーターが設けられており、モーターによりスクリューを駆動するとともに、樹脂をシリンダーに供給し、通電されたヒーターにより、樹脂は加熱、加圧作用を受けて溶融混練され、スクリューの先端に送られて蓄積される。次いで、ラム機構によりスクリューを前進駆動して、ノズルから金型のキャビティーに溶融樹脂を一気に射出し、所望の成形品を得ることになる。
【0007】
一つの成形品を得るための一連の工程は、まず、シリンダー内に樹脂材料を計量供給し、所望量の溶融樹脂をシリンダー先端部に蓄積し、次いでスクリューを前進させてキャビティー内に溶融樹脂を射出充填し、そして溶融樹脂の冷却固化に伴う体積収縮分を補うための保圧力を付与し、その後引き続いて、成形品の金型内での冷却と次の成形のための溶融樹脂の計量を併行して行い、冷却完了後、可動側型板を移動させ、金型を開いて成形品を取り出すことからなる。
【0008】
対角寸法が14インチを超える導光板を上記射出成形法により製造するには、それ相当の型締め力を有する大型の成形機が必要となる。また、サイズが大きくなると、ゲートから流動末端までの距離が長くなり、成形が困難となる。すなわち一般の射出成形においては、ショートショットや溶融樹脂が冷却固化に伴って体積収縮する不足分を保圧力によって補充するのであるが、ゲートからの距離が長すぎる場合には、圧力が有効に作用せず、ヒケが発生したり、金型キャビティー面の賦型が悪くなったりする。また、光源である冷陰極管の光度が充分に末端まで届きにくいことから、射出成形法による14インチ以上の対角寸法を有する均一厚みの大型導光板は実用化されていない。
【0009】
このように、通常の射出成形法では大型導光板の製造が困難であることから、特開 2000-229343号公報(特許文献1)には、射出圧縮成形方法によって大型の導光板を製造する技術が提案されている。具体的には、金型キャビティーを厚さ方向に余分に開かせた状態で、そのキャビティーの容積に対して 1.09倍以上1.20 倍以下の量の樹脂を射出し、キャビティー内の溶融樹脂が固化温度以上のうちに金型の圧縮を開始して樹脂を金型キャビティー内に充満させ、さらに樹脂の体積がキャビティーの容積に対して1.005倍以上1.07倍以下になった時点で型締め力を弱めて、その弱めた型締め力又はさらに弱い型締め力で圧縮を続け、冷却、固化させるというものである。この方法は、樹脂の射出量や型締め力を弱める時点を厳密にコントロールしなければならないなど、工業的生産に適用するのに必ずしも有利とはいえない。
【0010】
そこで現状では、かかる大型導光板の製造には、メタクリル樹脂シートからの切断加工が多く採用されている。すなわち、対角寸法14インチ以上、とりわけ15インチ以上の導光板には、厚みが均一のメタクリル樹脂シートを所望のサイズに切断したものが使用され、その両端部に冷陰極管を、合計2本、4本又は6本配置して、バックライトとされている。メタクリル樹脂シートとしては、5〜15mmの厚みを有するものが用いられている。また、この場合は通常、まずメタクリル樹脂シートを粗切断した後、レーザーカッティング法により、端面の仕上げを兼ねて最終切断し、切断後のシートの片面に反射層パターンを印刷して製品とされる。
【0011】
厚みが一定のメタクリル樹脂シートを切断して導光板とする方法では、メタクリル樹脂シートの厚み精度があまりよくないため、後工程での印刷ムラの原因となったり、フレームとの嵌合時に隙間が生じたり、嵌合できなくなったりする。また、レーザーカッティング工程でレーザー熱によりシート端面が垂れて不良を発生しやすく、さらには後工程での印刷コストが高くなるなど、射出成形法では問題とならない不具合が発生する。一方、対角寸法が14インチを超える大型導光板に対しては、製品サイズが大きすぎて、射出成形法により良品を成形することは容易でなく、また反射機能や光拡散機能を有するパターンを成形と同時に金型内で樹脂に賦型することも、製品サイズが大きすぎて転写性が劣ることから、やはり容易ではない。
【0012】
このようなことから本発明者は、特開 2002-11769 号公報(特許文献2)において、射出装置のシリンダー内に樹脂を供給して溶融させ、シリンダー内に配置されたスクリューを回転させながら樹脂を金型キャビティーに連続的に流入させて賦型成形することにより、対角寸法14インチ以上の大型導光板を製造する方法を提案している。この方法は、いわゆるフローモールド成形法で行うのが有利である。また、特開 2002-46259 号公報(特許文献3)では、少なくとも一方のキャビティー面に凹凸模様が付された金型を用い、射出装置のシリンダー内に樹脂を供給して溶融させ、その溶融樹脂をシリンダーから金型キャビティーに向けて射出し、その際、溶融樹脂の粘度が50〜5,000Pa・sec の範囲にあるときに金型の入口を通過させ、かつ1〜15cm3/secの範囲の射出率で溶融樹脂を金型キャビティーに充填することにより、少なくとも一方の面に上記金型の凹凸模様に基づくパターンが賦型された対角寸法14インチ以上の大型導光板を製造する方法を提案した。この方法も、いわゆるフローモールド成形法で行うのが有利であり、またこの際、金型キャビティー表面が樹脂材料のガラス転位温度近傍の温度まで加熱された状態でキャビティー内に樹脂材料を流入させて充填し、充填後はキャビティー表面の温度を樹脂材料のガラス転位温度より低い温度まで低下させることにより、キャビティー内に充填された樹脂材料の温度調節を行う、いわゆる冷熱サイクル法を組み合わせるのが有利である。
【0013】
このように、キャビティー内へごく低速で溶融樹脂を充填する方法、具体的にはフローモールド成形法と、いわゆる冷熱サイクル法とを組み合わせて採用することで、大型の導光板を溶融樹脂から直接成形できるようになり、また透明性や寸法安定性などに優れた導光板が得られる。特に、特許文献3に開示されるような、金型キャビティー面からの転写によって反射層パターン又は光拡散層パターンを少なくとも一方の面に形成させる場合でも、かかるパターンを精度よく転写でき、導光板の製造コスト低減につなげることができる。
【0014】
さらに、溶融樹脂の射出成形においては、特開平 10-128783号公報(特許文献4)や特開平 11-245256号公報(特許文献5)に開示される如く、金型キャビティー内に二酸化炭素を注入しておき、そこに溶融樹脂を射出することにより、射出充填中の樹脂の粘度上昇を抑制し、また金型表面状態を忠実に成形品に転写する方法も知られている。
【0015】
【特許文献1】特開2000−229343号公報
【特許文献2】特開2002−11769号公報
【特許文献3】特開2002−46259号公報
【特許文献4】特開平10−128783号公報
【特許文献5】特開平11−245256号公報
【0016】
【発明が解決しようとする課題】
本発明者は、特に特許文献3に示されるような、少なくとも一方のキャビティー面に凹凸模様が付された金型を用い、ごく低速で溶融樹脂を金型キャビティーに充填し、当該キャビティー面の凹凸模様が表面に転写された導光板を製造する方法について、さらに研究を進めてきた。その結果、上記の方法で金型キャビティーに溶融樹脂を供給する際に、金型を圧縮する操作を加えることで、凹凸模様が一層均一に転写されるなど、より一層性能の優れた大型導光板が効率的に製造できるようになることを見出し、本発明に至った。さらには、この際、特定の形態で金型の加熱・冷却を行うのが有効であることを併せて見出した。
【0017】
したがって本発明の目的は、溶融樹脂からの成形によって、対角寸法14インチ以上の液晶ディスプレイバックライト用導光板を、厚み精度や寸法安定性、透明性、総合製造コストなどに優れる方法で製造し、しかも反射層又は出射側の光拡散層となるパターンを同時に付与して、後の印刷工程を省略しうるようにすることにある。本発明のさらなる目的は、上記特許文献3に記載される方法を採用しつつ、より一層優れた性能の導光板を簡易な方法で製造することにある。
【0018】
【課題を解決するための手段】
そこで本発明の第一の見地によれば、固定型と可動型で構成され、それらのうちの少なくとも一方のキャビティー面に凹凸模様が付された、対角寸法14インチ(355mm)以上の液晶ディスプレイ用導光板を形成するための金型を用い、その金型のキャビティーを射出装置のシリンダーに連通し、シリンダー内に透明樹脂材料を供給して溶融させ、その溶融樹脂をシリンダーから金型キャビティーに向けて射出し、その際、溶融樹脂の粘度が50〜5,000Pa・sec の範囲にあるときに金型の入り口を通過させ、かつ、成形品1個あたり1〜15cm3/secの範囲の射出率で溶融樹脂を金型キャビティーに充填し、充填中又は充填完了後に金型キャビティー内の溶融樹脂にキャビティー面側から追加の圧力をかけ、その圧力を保ったまま冷却し、固化させて、少なくとも一方の面に前記金型の凹凸模様に基づくパターンが賦型された導光板に成形する方法が提供される。
【0019】
ここでいう射出率とは、金型キャビティーを充満する樹脂の射出開始から充満終了までの平均速度である。この射出率は、成形品1個あたり4〜11cm3/secの範囲とするのが、より好ましい。一般の射出成形法では、射出率が少なくとも20cm3/sec程度となるが、本発明ではそれよりもはるかに小さい射出率で、すなわち低速で、溶融樹脂を金型内に充填する。しかも本発明では、このようなごく低速で溶融樹脂を金型内に充填することに加えて、充填中又は充填完了後に金型の圧縮操作を行って、金型キャビティー内の溶融樹脂に追加の圧力をかける。
【0020】
本発明の第一の見地から特定される方法は、極めて低速で溶融樹脂を金型内に充填することを要件の一つとするものであって、例えば、通常の射出成形機を用い、シリンダー内に設けられたスクリューの回転により樹脂を計量蓄積した後、その樹脂の溶融状態を保ちながら、スクリューを通常の射出成形よりもはるかに低速で前進駆動させ、溶融樹脂を金型キャビティー内に充填する方法を採用することができる。一方で、スクリューを回転させながら、その回転に伴う前進駆動力により溶融樹脂を金型キャビティー内に充填していく方法も有効である。
【0021】
そこで本発明の第二の見地によれば、固定型と可動型で構成され、それらのうちの少なくとも一方のキャビティー面に凹凸模様が付された、対角寸法14インチ(355mm)以上の液晶ディスプレイ用導光板を形成するための金型を用い、その金型のキャビティーを射出装置のシリンダーに連通し、シリンダー内に透明樹脂材料を供給して溶融させ、シリンダー内に配置されたスクリューを回転させながら、溶融した透明樹脂材料を前記金型キャビティーに連続的に流入させ、流入中又は流入完了後に金型キャビティー内の溶融樹脂にキャビティー面側から追加の圧力をかけ、その圧力を保ったまま冷却し、固化させて、少なくとも一方の面に前記金型の凹凸模様に基づくパターンが賦型された導光板に成形する方法も提供される。
【0022】
本発明の方法は、シリンダー内で溶融させた樹脂材料を、極めて低速で、あるいはシリンダー内でスクリューを回転させながら極めて低速で、金型キャビティーに連続的に流入させて充填し、賦型成形することを要件の一つとするものである。またこの際、金型キャビティー表面の温度が樹脂材料のガラス転位温度近傍まで加熱された状態でキャビティー内に樹脂を流入させて充填し、充填後はキャビティー表面の温度を、充填された樹脂のガラス転位温度より低い温度まで低下させることにより、キャビティー内に充填された樹脂の温度調節を行うのが有利である。これにより、金型の圧縮操作を行わない場合に比べ、ヒケの発生が一層有効に抑えられ、厚肉で大面積の製品であっても、一層良好な外観が得られるとともに、金型面の凹凸模様をより確実に賦型転写でき、また熱交換効率を高め、より低い型締め力で成形できるなど、導光板の生産効率を高めることができる。
【0023】
上記のような極めて低速で溶融樹脂を金型キャビティーに流入させて賦型する方法自体は、樹脂の成形法の一つとして公知であるが、これを大型導光板の製造に適用するとともに、金型の圧縮操作を併用し、かつその際に用いる金型の少なくとも一方のキャビティー面に凹凸模様を付すことにより、溶融樹脂から直接、厚み精度や寸法安定性、透明性などに優れ、かつ反射層又は光拡散層パターンが賦型された大型導光板が製造でき、結果的に総合製造コストの低減につながる。シリンダー内でスクリューを回転させながら透明樹脂材料を金型内に連続的に流入させて賦型成形する方法として、特に限定されるわけではないが、例えば、フローモールドと呼ばれる方法を挙げることができる。また金型の圧縮操作には、一般に広義の意味で射出圧縮成形法と呼ばれている手法を用いればよい。
【0024】
【発明の実施の形態】
以下、本発明を詳細に説明する。本発明では、透明樹脂材料を原料とし、これを射出装置のシリンダー内で溶融させ、この溶融樹脂を金型キャビティーに低速で流入させて、流入中又は流入完了後に金型を圧縮し、賦型成形する方法、例えば、充填工程においてはフローモールド法又はそれに類似する方法を適用し、また型締め工程においては射出圧縮法又はそれに類似する方法を適用することにより、大型導光板が製造される。
【0025】
原料の透明樹脂材料は、導光板としての要求物性を満足しうるものであればよく、例えば、メタクリル樹脂、ポリカーボネート、ポリスチレン、メチルメタクリレートとスチレンの共重合体であるMS樹脂、非晶質シクロオレフィン系ポリマー、ポリプロピレン、ポリエチレン、高密度ポリエチレン、アクリロニトリルとブタジエンとスチレンの共重合体であるABS樹脂、ポリサルフォン樹脂、熱可塑性ポリエステル樹脂など、溶融成形が可能な熱可塑性樹脂が挙げられる。メタクリル樹脂は、メチルメタクリレートを主体とする重合体であり、メチルメタクリレートの単独重合体のほか、メチルメタクリレートと、少量の、例えば10重量%程度までの他の単量体、例えば、メチルアクリレートやエチルアクリレートのようなアルキルアクリレート類との共重合体であってよい。またこれらの透明樹脂は、必要に応じて、離型剤、紫外線吸収剤、顔料、重合抑制剤、連鎖移動剤、酸化防止剤、難燃化剤などを含有していてもよい。
【0026】
このような透明樹脂材料を射出装置のシリンダー内に供給して溶融させ、この溶融樹脂を極めて低速で、例えば、本発明の第一の見地から特定する方法では、成形品1個あたり1〜15cm3/sec、好ましくは4〜11cm3/secの範囲の射出率で金型キャビティーに充填していく。射出率があまり小さいと、ショートショットやフローマークなどの外観不良、また厚みや寸法の精度不良につながりやすい。一方、射出率があまり大きいと、ヒケ不良が発生したり、厚みや寸法の精度が悪くなったりしやすい。射出率は、製品容積(cm3 )を溶融樹脂の充填に要した時間(sec )で除して求めることができる。製品容積は、製品重量とその樹脂の比重から求められる。同じ金型を用いても、溶融樹脂をキャビティー内に流入させる際のスピード、すなわち充填時間によって、製品重量はある程度変動するので、簡単な予備実験を行うことにより、最適の射出率を定めることができる。
【0027】
またこの方法においては、対角寸法14インチ以上で厚肉の製品を、ヒケのない状態で成形するために、溶融樹脂の粘度も重要となる。そこで、本発明の第一の見地から特定する方法では、金型入り口を通過するときの溶融樹脂粘度が50〜5,000Pa・sec の範囲となるようにする。金型入り口を通過するときの溶融樹脂粘度は、成形性の点では低いほうがよいものの、溶融樹脂粘度を低くすることは、溶融樹脂温度を過度に高め、また射出率を上昇させることになるので、その下限は50Pa・secとする。一方、このときの溶融樹脂粘度があまり高いと、金型キャビティーの隅々まで溶融樹脂が回りきらないうちに固化してしまうので、その上限は5,000Pa・sec とする。
【0028】
金型入り口での溶融樹脂粘度は、例えば次のようにして求めることができる。まず、下式に従って、射出率(cm3/sec)と金型入り口の断面積(cm2)から金型入り口の線速度を算出し、それと金型入り口の厚み(cm)から、金型入り口での樹脂の剪断速度(sec-1)を簡易的に求める。
【0029】
金型入り口の線速度(cm/sec)=射出率(cm3/sec)/金型入り口の断面積(cm2)
剪断速度(sec-1)=線速度(cm/sec)/〔金型入り口の厚み/2〕(cm)
【0030】
そして、別途キャピログラフにより採取した樹脂材料の粘度の剪断速度依存性データに照らし合わせて、その剪断速度における溶融粘度が求められる。
【0031】
射出装置のシリンダー内で溶融された樹脂をごく低速度で金型内に連続的に流入させて賦型成形する方法自体は、公知の方法に準じて行うことができる。この方法に用いる成形機は、概略的には前述した通常の射出成形機とほぼ同様に構成されるが、この方法では、溶融樹脂の金型内キャビティーへの射出充填が、非常に低速の領域で行われる。また、低速で充填し、かつ金型面全体で圧力付与を補うので、金型に加わる圧力(型内圧)が通常の射出成形よりは小さくてすみ、大面積製品でも比較的低い型締め力で成形することができる。なお、低速で射出圧力を長時間付与するために射出ユニットの圧力が不足する場合は、アキュームレータなどの圧力補助装置を追加してもよい。さらに、通常の射出成形機におけるモーター駆動用のROM(読み取り専用メモリー)を改造し、低速射出充填と、射出成形機シリンダー内でスクリューを回転させながら樹脂材料を金型内に連続的に流入させる方法とを組み合わせてもよい。
【0032】
本発明の一つの態様では、シリンダー内に供給され、溶融された透明樹脂を、シリンダー内でスクリューを回転させながら金型キャビティーに連続的に流入させて、対角寸法14インチ以上の大型導光板に成形する。このように、シリンダー内でスクリューを回転させながら溶融樹脂を金型キャビティーに連続的に流入させる方法を採用すれば、溶融樹脂の流れが絶たれる可能性がより少なくなるので、賦型性が一層良好となる。シリンダー内でスクリューを回転させながら溶融樹脂を連続的に金型内に流入させる態様を採用する場合には、スクリューの回転駆動による連続的な圧送により、溶融樹脂の射出充填が行われることになる。したがって、スクリューの回転駆動を続けることにより、シリンダーの容積以上の容積を有する製品も成形することができる。また、金型に加わる圧力(型内圧)が通常の射出成形の半分程度でよいので、大面積製品でも低い型締め力で成形することが可能となる。通常の射出成形機におけるモーター駆動用のROM(読み取り専用メモリー)を、この方法に適した仕様に改造することで、本発明の方法に用いる成形機とすることもできる。
【0033】
また本発明では、金型の少なくとも一方のキャビティー面にドットやラインなどの凹凸模様を付しておく。この凹凸模様が、キャビティーに充填された樹脂材料に賦型転写されて、導光板内を透過する光を液晶ディスプレイ側へ反射するための反射層パターン、又は導光板の前面側(出射側)で光を拡散出射させるための光拡散層パターンとなる。もちろん、金型キャビティー面の両方に凹凸模様を付して、反射層パターンと出射側光拡散層パターンを同時に賦型することもできる。
【0034】
金型キャビティー面の凹凸模様は、金型のキャビティー内面に直接設けることもできるが、模様形成の容易さや、異なる模様のものへ取り替える際の簡便さなどから、表面に予め凹凸模様が形成された入駒板を用意し、これを金型に挿入設置するか、又は貼り合わせて用いるのが好ましい。この凹凸模様は、例えば、スタンパー法、サンドブラスト法、エッチング法、レーザー加工法、フライス加工法、電鋳法などによって設ければよい。また、この模様は光学的シミュレーションなどにより設計される。例えば、印刷代替としての反射層パターンは、冷陰極管の光源から遠ざかるほど光を拡散させる模様の密度や大きさを大きくし、全体の面としての出射光を均一に拡散させうるパターンであればよい。入駒板の材質は、その凹凸模様の作製に適したものであればよく、またその厚みは、できるだけ薄いほうが好ましく、例えば、0.1〜5mm 程度の範囲から適宜選択される。
【0035】
一方のキャビティー表面(樹脂成形品に接触する面)を平滑な鏡面とする場合には、成形品の鏡面性を上げ、また型離れをよくするため、その表面にメッキ処理を施しておくのも有効である。メッキ層としては、例えば、チタンカーバイド(TiC)、窒化チタンカーバイド(TiCN)、窒化チタン(TiN)、タングステンカーバイド(W2C )、クロム(Cr)、ニッケル(Ni)などが挙げられる。また、メッキ処理後に研磨するのも有効である。
【0036】
金型キャビティー内に充填された樹脂の保温及び冷却は、キャビティー面を介して行われるため、樹脂成形体の熱交換はキャビティー面近傍の熱伝導率に依存する。前記特許文献3に記載の方法は、通常の射出成形法に比べて溶融樹脂の充填速度が極めて遅いことから、溶融樹脂の金型への接触による冷却効果だけで、金型キャビティー面に設けた凹凸模様を樹脂表面に賦型転写しようとしても、転写性が良好とはいえない。そこでこれを改善するために、例えば、金型キャビティー表面の温度が樹脂材料のガラス転移温度以上の状態でキャビティー内に樹脂材料を流入させて充填し、充填後はキャビティー表面の温度を樹脂材料のガラス転移温度以下に低下させることにより、キャビティー内に充填された樹脂材料の温度調節を行っている。
【0037】
本発明でも、金型キャビティー表面の温度が樹脂材料のガラス転移温度近傍まで加熱された状態でキャビティー内に溶融樹脂を流入させて充填し、充填後はキャビティー表面の温度を上記樹脂材料のガラス転移温度より低い温度まで低下させることにより、キャビティー内に充填された樹脂材料の温度調節を行うのが好ましい。ここでいうガラス転移温度近傍とは、その樹脂のガラス転移温度を中心に、−5℃〜+25℃程度であればよい。一方、樹脂充填後の冷却は、その樹脂のガラス転移温度より50℃以上低い温度まで行うのが好ましい。
【0038】
具体的な温度調節法の例を挙げると、金型のキャビティー面より内側近傍に熱媒体を通過させるための通路(流体通路)を設け、そこに熱媒及び冷媒を交互に通過させる、いわゆる熱媒/冷媒交換法による温度調節技術を採用して、冷熱サイクル成形を行う方法が採用できる。熱媒及び冷媒としては、機械用油や水などが用いられるが、水系のもの、例えば、冷媒として水が、また熱媒として加圧水が好ましく用いられる。
【0039】
このような冷熱サイクル成形を採用する場合、金型キャビティー面近傍、特に流体通路の周囲には、金型本体を構成する金属(通常は鋼材)よりも熱伝導率の高い金属、例えば、銅又はその合金を用いるのが好ましい。特に、一般鋼材に比べて約3〜6倍という高い熱伝導率を有するベリリウム銅、すなわち、ベリリウムを 0.3〜3重量%程度含有する銅合金が好ましく用いられる。具体的には、金型キャビティー面近傍に、内部に流体通路が設けられ、金型本体とは異なるキャビティーブロックを配置し、これを上記の如き熱伝導率の高い金属、例えばベリリウム銅で構成する形態をとることができる。このような形態を採用すれば、キャビティー面を一般の鋼材とした場合に比べ、半分近い短時間で昇温及び降温を行うことができる。
【0040】
本発明ではさらに、金型の凹凸模様の賦型性、転写性を向上させるために、充填中又は充填完了後に金型を圧縮する。これにより、転写性や転写の均一性を一層向上させることができる。金型キャビティーへの溶融樹脂の充填中又は充填完了後に、キャビティー内の溶融樹脂に追加の圧力をかける操作、すなわち金型の圧縮操作には、一般に射出圧縮成形法と呼ばれる方法で採用されている手法を適用することができる。そこで、一般的な射出圧縮成形法についてまず説明する。
【0041】
射出圧縮成形法は、低圧成形法の一種であり、大きく分けて、溶融樹脂の充填中は一時的にわずかにキャビティーを拡大して充填を無理なく行った後、成形品の一部又は全面を加圧・圧縮して所定の形状を付与する方法と、予め圧縮ストローク分だけ開いた金型空間に溶融樹脂を射出し、充填中又は充填完了後に金型を閉じ、型締め力で圧縮する方法とがある。前者の方法は、狭義の意味で射出圧縮法と呼ばれることもあり、後者の方法は通常、射出プレス法と呼ばれる。射出圧縮成形法は、ローリンクス法、マイクロモールダー法及び射出プレス法の三つに分類される。
【0042】
ローリンクス法は、1960年代に、英国の金型メーカーであるローリンクス(Rolinx)社が開発した方法で、金型のパーティング面を開かずに溶融樹脂を射出し、次いで加圧・圧縮する方法と、パーティング面をわずかに開いて溶融樹脂を射出し、次いで加圧・圧縮する方法の二通りがある。パーティング面を開かない場合は、予め低い型締め力で保持された金型内に溶融樹脂を射出し、充填過程で型締め力が射出圧力に負けてパーティングラインを自然に開かせ、充填終了後は型締め力を高圧に切り換えて、拡大したキャビティーを圧縮することになる。この場合は、金型のパーティング面からバリが出ないように、油圧シリンダーやスプリングなどでパーティング面を押し付ける構造が採用される。ローリンクス法でより一般的なのは、パーティング面を少し開いた状態で金型キャビティーに溶融樹脂を充填し、次に型締め力を高圧に切り換えて金型を完全に閉じ、キャビティー内の樹脂を加圧して成形する方法である。この場合は、バリの発生を防止するため、金型のキャビティーとコアを印籠構造にした押し切りタイプの金型を用いる。
【0043】
マイクロモールダー法は、金型のパーティング面を閉じて所定量の溶融樹脂を射出した後、別の独立した加圧装置によって樹脂の一部に圧縮力を加え、加圧・圧縮する方法である。樹脂への圧縮力は、充填された樹脂の一部にだけ働くことから、この名前がある。
【0044】
射出プレス法は、賦型の大部分を型締め機構やプレス機の型締め力動作で行うものである。一般的には、予め圧縮ストローク分だけ開いた金型空間に溶融樹脂を射出し、充填中又は充填完了後に可動型を移動させて金型を閉じ、型締め力で圧縮する。金型構造は、パーティング面を開く場合のローリンクス法と概ね同じであり、金型のパーティング面を押し切りタイプとする。この方法は、投影面積の大きな薄肉成形品に適している。
【0045】
これら射出圧縮成形法の利点としては、一般に、転写性の向上、ウェルドラインの低減、ヒケの低減、変形の低減、光学性能の向上、低圧成形による成形機のダウンサイジングなどが挙げられる。本発明で対象とする導光板は、一方の面にキャビティー面からの凹凸模様を賦型転写し、もう一方の面は平滑面とするか、又はこの面にも別のキャビティー面からの凹凸模様を賦型転写するので、各面には全面にわたって均一に圧力が付されるのが好ましいことから、圧縮の際にキャビティー全面を加圧する方式が好ましい。具体的には、上記したローリンクス法(全面を加圧する射出圧縮法)や、射出プレス法(予め圧縮ストローク分だけ開いた状態で溶融樹脂を射出し、その後に圧縮する方法)が好ましく採用される。このような射出圧縮成形法を、前述の如きごく低速で溶融樹脂をキャビティーに供給して大型導光板を製造する方法に適用し、成形品を製造する。
【0046】
金型キャビティーへの溶融樹脂の射出充填にあたっては、前記特許文献4や特許文献5の開示に従って、金型キャビティー内に二酸化炭素を注入しておくこともできる。金型内に二酸化炭素を注入しておくことは、前記特許文献2や特許文献3に開示されるような、射出シリンダー内のスクリューを回転させながら、その回転移送作用で金型キャビティー内に溶融樹脂を充填する方法や、ごく低速で溶融樹脂を金型キャビティー内に充填する方法に適用しても有効であるが、本発明による低速での樹脂充填とその後の金型圧縮に、金型温度調節機構と組み合わせて適用すれば、一層の転写性の向上や射出樹脂温度の低下が期待される。
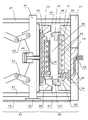
【0047】
本発明による成形法について、図2を参照しながら説明を進める。図2は、本発明に従って、ごく低速での溶融樹脂の射出及びその後の金型の圧縮により、少なくとも一方のキャビティー面に凹凸模様が付された対角寸法14インチ以上の液晶ディスプレイ用導光板を成形するのに適した成形装置の一例を概略的に示す縦断面図である。この装置は大きく分けて、射出装置10、金型20及び型締め装置40で構成されている。
【0048】
射出装置10は、射出シリンダー11、この射出シリンダー内で回転し、前進駆動するスクリュー12、このスクリューを回転駆動するためのモーター13、スクリューを前進させるためのラム機構14、樹脂材料を射出シリンダー11に供給するためのホッパー15、射出シリンダーの外表面に設置された加熱ヒーター16,16、射出シリンダーの先端にあって、溶融樹脂を射出するための射出ノズル18等で構成されている。
【0049】
一方、金型20は、固定型21と可動型22とで構成されている。そして、固定型21側には、射出ノズル18から射出された溶融樹脂を通過させるための、それぞれ加熱されている加熱筒23及びホットチップブッシング24内に設けられたホットランナー25があり、その先端には、可動型22側へ向けて、断面がテーパ状に大きくなっているスプルー26が形成されている。ホットチップブッシング24の構造は、一般的なオープンゲート方式でもよいが、望ましくは、金型で圧縮成形する際にゲートから樹脂が逆流しないように、バルブゲート方式のような、必要なときにはゲートが開き、保圧後の工程の如く不必要なときにはゲートが閉じる構造がよい。
【0050】
固定型21と可動型22の合わせ面には、両型21,22に沿って、ランナー27が形成され、ランナー27はスプルー26に連通し、その反対側先端はゲート28となっている。固定型21と可動型22を合わせることで、成形品のためのキャビティー29が形成され、キャビティー29にはゲート28が連通している。したがってこの例では、キャビティー29が、ゲート28、ランナー27、スプルー26及びホットランナー25を介して、射出装置10のシリンダー11に連通していることになる。固定型21は固定盤31に固定され、そのキャビティー29側には、固定側キャビティーブロック32が設けられている。一方、可動型22は可動盤41に固定され、そのキャビティー29側には、可動側キャビティーブロック33が設けられている。可動盤41が、後述する型締め装置40により前後進し、金型を開閉することになる。
【0051】
固定型21のキャビティーブロック32及び可動型22のキャビティーブロック33の内部には、キャビティー29に沿って、熱媒及び冷媒のための流体通路34,34が埋設されている。そして、制御装置を設けた温調設備により、目的に応じて、この流体通路34,34の中に熱媒及び冷媒を交互に切り換えて流通させることにより、金型温度、詳しくは入駒板36,36の表面温度を、成形サイクル中に昇温又は降温させるように構成されている。固定側キャビティーブロック32及び可動側キャビティーブロック33は、先に述べたとおり、金型本体21,22を構成する金属(例えば鋼材)よりも熱伝導率の高い金属、例えばベリリウム銅で構成するのが好ましい。また、流体通路34,34は、固定側キャビティーブロック32及び可動側キャビティーブロック33の両方に設けるのが好ましいが、一方にだけ設けてそこに熱媒及び冷媒を交互に通すようにしても、相応の効果が発揮される。
【0052】
固定側キャビティーブロック32のキャビティー29側の面、及び可動側キャビティーブロック33のキャビティー29側の面は、入駒板36,36となっており、どちらか一方又は双方の製品面に、反射層パターン又は光拡散層パターンのための凹凸模様が形成され、金型に挿入設置されるか又は貼り付けられる。この入駒板36,36は、熱伝導率の高い材質のもの、例えば、ベリリウム銅で形成してもよいし、また、種々の凹凸模様が予め形成されたステンレス鋼製の板などを、熱伝導率の高い金属で形成されたキャビティーブロック32,33の表面に貼り付けてもよい。入駒板36,36は、反射層パターン又は光拡散層パターンのための凹凸模様を形成する面に設ければよく、例えば、導光板の一方の面に凹凸模様を設け、他方の面を平滑面とする場合、当該平滑面とするキャビティー面は、入駒板36が設置されてもよいし、キャビティーブロック32又は33の金属面のままでもよいし、キャビティーブロック32又は33の表面にめっき処理を施したものでもよい。
【0053】
また本発明では、予め金型を開いてクリアランスを取った状態で樹脂材料を充填することから、バリを防止するために、固定型21と可動型22の合わせ面は印籠構造の押し切りタイプとするのが好ましい。図2に示す例では、固定型21と可動型22の合わせ面にスライドコア37,37を配置して、印籠構造を形成している。すなわち、スライドコア37,37の斜面部が可動型22の斜面部と同じ傾きになっており、可動型22を固定型21側へ移動させて金型を圧縮するにつれて、スライドコア37,37(端面部金型)が徐々に製品キャビティー方向へスライドして隙間を埋めるアンギュラ構造としている。逆に金型を開く際には、成形品の横端面に接するスライドコア37がスライドして、成形品を離型する。この例では、金型を少し開いた状態から圧縮する際、パーティングから樹脂が漏れないように、スライドコア37,37は固定型21側に設置している(図3も参照)。可動側の端面部(製品外周)は、パーティングが最大1,000μm開いた場合に樹脂が漏れない程度のクリアランスである20〜200μm 程度の隙間を生ずるように設計される。
【0054】
スプルー26に対向する可動型22の部位には、成形品を取り出す際にそれを突き出すための突出しピン38が内設されている。この突出しピン38は、油圧エジェクター装置44により前進・後退するようになっている。
【0055】
型締め装置40は、可動盤41、油圧シリンダー42、油圧シリンダー42の中を前後進する油圧ラム43などで構成されている。また、可動盤41と油圧ラム43の間の所定位置には、位置センサー(図示せず)が配置され、可動盤41の位置を検知するようになっている。金型20を締めた際、位置センサーにより可動盤41を所定量開いた状態で、溶融樹脂を射出充填し、任意の設定時間に達すると可動盤41がさらに締まり、金型キャビティー29内の溶融樹脂にさらに圧力をかけるようになっている。またこの際、前述の突出しピン38に圧力を付して、そこからも加圧するようにしてもよい。
【0056】
図2には、油圧式の型締め機構を示したが、機械的にアームで締めるトグル式でも構わない。この場合の例を、図3に概略縦断面図で示す。ただし図3では、射出装置について射出ノズル18のみを示し、射出装置のその他の部分は省略している。またこの図では、金型20を開いた状態で示している。金型20については、それが開いた状態になっていること、及びエジェクター装置44が可動盤41の中央に配置されていること以外は、図2と同様なので、同じ部分には同じ符号を付して、細かい説明は省略する。
【0057】
図3に示す型締め装置40は、可動盤41、それを前後進させるための一対のアーム45,45、可動盤41を戴置して移動させるためのレール46、及び一対のタイバー47,47などで構成されている。可動盤41の下端は、ベースプレート48を介してレール46に戴置され、アーム45,45の伸縮によって、型締め又は型開き方向に移動するようになっている。
【0058】
次に、図2又は図3に示すような射出装置10、金型20及び型締め機構40で構成される成形機を使用して、パターンが転写された大型導光板を成形する方法について説明する。まず、金型20内の流体通路34,34に熱媒を流して、キャビティー29近傍が所定温度になるよう加熱しておく。金型20を締めるときは、位置センサー(図示せず)により可動盤41を所定量開いた状態で仮締めする。
【0059】
そして、溶融樹脂の射出時にスクリューの回転力を利用しない場合は、モーター13によりスクリュー12を回転駆動するとともに、ホッパー15から透明樹脂材料を射出シリンダー11内へ供給する。供給された樹脂材料は、加熱ヒーター16,16からの熱とスクリュー12の回転により受けるせん断・摩擦力から生じる熱とで可塑化溶融混練され、スクリュー12の回転移送作用でスクリュー先端方向へ運ばれ、所定量計量される。次いでラム機構14によりスクリュー12を前進駆動させ、金型内に溶融樹脂を射出して流入させる。射出された溶融樹脂は、ホットランナー25、スプルー26、ランナー27及びゲート28を通り、キャビティー29へ向けて連続的に送られる。この態様では、ゲート28を通過するときの溶融樹脂の粘度を50〜5,000Pa・sec とし、かつ成形品1個あたりの射出率を1〜15cm3/sec、好ましくは4〜11cm3/secとする。
【0060】
一方、溶融樹脂の射出時にスクリューの回転をも利用する場合は、スクリュー12がほぼ最前進限の位置にある状態で、モーター13によりスクリュー12を回転駆動するとともに、ホッパー15から透明樹脂材料を射出シリンダー11内へ供給する。供給された樹脂材料は、加熱ヒーター16,16からの熱と、スクリュー12の回転により受けるせん断・摩擦力から生じる熱とで可塑化溶融混練され、スクリュー12の回転移送作用でスクリュー先端方向へ運ばれ、ホットランナー25、スプルー26、ランナー27及びゲート28を通り、キャビティー29に向けて連続的に送られる。その際、スクリュー12の前方へ移送される樹脂の圧力でスクリュー12が後退しないように、すなわちスクリュー12をその位置で保持するように、所定以上に背圧をスクリュー12の後部から付与することが望ましい。具体的には、充填中の樹脂圧ではスクリュー12が後退せず、充満した樹脂の圧力では後退する程度の背圧を付与しておく。この場合は、射出装置のシリンダー11内でスクリュー12を回転させながら、溶融樹脂を金型キャビティー29内に連続的に流入させる形態、例えば、フローモールド法が有利に採用される。
【0061】
このようにシリンダー11内のスクリュー12を回転させながら溶融樹脂を連続的に金型キャビティー29に流入させる場合、スクリューの回転数は流動射出速度につながり、スクリュー回転数が大きいほど速度が速くなる。スクリューの回転数は、スクリューの直径、成形品の厚み、何個採りの金型かなどに応じて、一般には20〜180rpm 程度の値から適宜選択される。好ましいスクリュー回転数は150rpm 以下、さらには35rpm 前後である。製品が2個以上の多数個取りの場合は、成形品1個あたりの射出率が所定の値となるように、スクリューの回転数を合わせることになる。
【0062】
いずれの態様においても、溶融樹脂流入時の金型温度、詳しくは入駒板36,36の表面温度は、成形する樹脂材料のガラス転移温度以上に設定しておくのが好ましいが、サイクルの関係上、射出開始時はそれ以下の温度であってもよい。少なくとも次の保圧工程に入るまでには、入駒板36,36のキャビティー29側表面温度が樹脂材料のガラス転移温度以上となるようにしておく必要はある。さらには、より早い時間で昇温降温が進行するように温調システムを改善することが望ましい。
【0063】
金型の表面温度は、用いる透明樹脂の種類によって異なるが、一般には90〜150℃程度である。メタクリル樹脂の場合、そのガラス転移温度は105℃前後であるので、金型表面の温度が105〜130℃程度となるようにするのが好ましい。また、溶融樹脂の射出温度(射出シリンダー11内の樹脂温度)も、用いる透明樹脂の種類によって異なるが、一般には170〜300℃程度であり、メタクリル樹脂の場合は、例えば、200〜300℃程度、好ましくは220〜270℃程度である。このときの背圧は、スクリュー先端部の樹脂圧に換算して20〜45MPa 程度である。
【0064】
金型温度の調節について説明すると、固定型21のキャビティーブロック32及び可動型22のキャビティーブロック33内に流体通路34,34を埋設し、そこにまず熱媒を流して、金型のキャビティー表面温度が樹脂材料のガラス転移温度付近になるまで加熱する。例えばメタクリル樹脂の場合は、100℃以上、具体的には110〜130℃程度に加熱した加圧水などの熱媒を流体通路34,34内に通液し、金型のキャビティー表面温度が100℃程度となるまで加熱する。この温度に達したら、樹脂の充填(射出又はスクリュー回転)を開始する。この状態で樹脂の充填を行えば、キャビティーに流入する樹脂の温度はそれより高いので、金型表面温度を充填開始前より高い温度、すなわち樹脂材料のガラス転移温度以上の温度、例えばメタクリル樹脂であれば105〜130℃程度に保つことができる。充填完了後、流体通路34,34の途中に設置されたバルブの切換により、同じ流体通路34,34に、10〜40℃程度の冷媒、例えば水を通液し、急速に金型キャビティー29,29を冷却する。充分に冷却した後、再びバルブの切換により、流体通路34,34内に熱媒を通液しつつ、適当な金型温度で金型を開き、成形品を突き出して取り出す。再び金型温度が樹脂を充填するに足る温度に達するまでしばらく待機し、金型温度が所定の値に達すれば、次のサイクルに入る。
【0065】
キャビティー29を完全には充填しない、すなわちショートショットの状態で保圧に切り換える。それと同時に、可動盤41により金型20を徐々に完全に締めることにより、キャビティー29内の溶融樹脂を厚み方向に圧縮し、また適当な保圧を加える。射出後のキャビティー面側からの圧力の付与を、射出シリンダー側からの保圧と同時に行うことは、保圧力そのものの低減化にもつながり、低い圧力で成形できることから、キャビティー面側からの圧力付与のための型締め力を下げる意味で好ましい。シリンダー内でスクリューを回転させながら溶融樹脂を金型キャビティー内に連続的に流入させた場合は、充満した樹脂の圧力によりスクリュー12がわずかに後退するので、スクリュー12が所定距離後退した時点で保圧を加える。
【0066】
保圧を加え始める時点で、流体通路34,34内に流れる媒体を、タイマー設定やスイッチ弁の切り換え等により冷媒に切り換える。金型の圧縮および保圧を保ったまま所定時間維持し、保圧終了時点で金型キャビティーの表面温度が樹脂材料のガラス転移温度以下となるよう、流体通路36,36に冷媒を流す。保圧保持及び圧縮を終了した後は、固定型21と可動型22を閉じたままで、製品の厚みによっても異なるが、さらに冷却に必要な時間、例えば5〜150秒程度、好ましくは20〜80秒程度保持する。
【0067】
そして、所定の冷却時間を経過し、成形品を取り出すときに変形しない程度の温度になるまで冷却したら、可動型22を開き、突出しピン38により成形品を突き出して取り出す。成形品を取り出した後は、流体通路34,34内の媒体を熱媒に変え、再びキャビティー表面温度が好ましくは樹脂材料のガラス転移温度以上となるように昇温し、可動型22を閉じて、次の成形品取りのためのサイクルに入る。なお、成形品の取り出し温度よりも低い温度まで一旦冷却した後、成形品がキャビティー29内にある状態で、流体通路34,34内の媒体を冷媒から熱媒に切り換え、昇温途中で成形品を取り出すようにしてもよい。
【0068】
製品(導光板)を2個取りとする場合の金型の配置の例を、図4に概略的な平面図で示す。この場合は、射出ノズル18から射出される溶融樹脂を、ホットランナー25の途中で二つの経路に分け、各キャビティー29,29に対応するスプルー26,26及びゲート28,28を経て、キャビティー29,29へと溶融樹脂を流入させればよい。3個取り又はそれ以上とする場合も、この例に準じて金型を設計すればよい。
【0069】
また、2個取りとする場合の金型の例を、図5に概略的な横断面図で示す。この図は、図2に縦断面図で示した成形装置のうち、金型20のみを取り出した横断面図に概ね相当し、図2と同じ部分には同じ符号を付しているので、各部分の細かい説明は省略する。この例では、固定型21側のキャビティーブロック32を一体物で構成し、中央に突起を設けて、キャビティー29,29を分割した構造になっている。そして、キャビティー29,29の間の境界には、わずかに空隙を設け、この部分でも押し切りタイプの印籠構造が発揮できるようになっている。なおこの例では、キャビティー面の入駒板36を、固定側キャビティーブロック32にのみ設けている。
【0070】
一つの成形品を得るには、まず、金型内部の流体通路内に樹脂材料のガラス転移温度以上の温度を有する媒体(熱媒)を通し、金型キャビティー表面温度が成形する樹脂材料のガラス転移温度付近又はそれ以上に昇温した状態で、樹脂材料をシリンダー内へ供給し、金型内キャビティーへ溶融樹脂を射出充填する。この際、シリンダー内でスクリューを回転させながら溶融樹脂を金型キャビティー内へ流入させる態様を採用する場合は、スクリューの回転駆動により樹脂材料をシリンダー内へ供給することと、金型内キャビティーへ溶融樹脂を射出充填することを兼ねて併行して進行することになる。その際金型は圧縮成形方法に準じてあらかじめ開いておくか、充填中に樹脂圧力で開くように低型締め力に設定するかしておき、固定型と可動型とに隙間が生じるようにしておく。そして、金型内キャビティーの末端まで溶融樹脂が充填された段階又は充填途中で、金型パーティングラインを圧縮しながら、併せて保圧力も加える。保圧開始時点、保圧中のある時点、又は保圧力の付与が終了した時点で、金型内部流体通路内の媒体を、樹脂材料のガラス転移温度以下、好ましくは荷重撓み温度以下の冷媒に切り換え、冷却工程に入る。その後、金型を開いて成形品が取り出される。
【0071】
こうして得られる成形品(導光板)は、厚みや外寸法の精度がよく、安定している。これは、一般の射出成形法に比べて、金型キャビティー内への溶融樹脂の射出充填が極めて遅く、かつ連続的になされることから、溶融樹脂の冷却に伴う体積収縮を随時補いながら樹脂が充填されるとともに、金型の圧縮操作を採用したことによる。このため、体積収縮率が安定し、結果として製品寸法が安定し、かつ厚み変動も少なくなる。シリンダー内でスクリューを回転させながら透明樹脂材料を金型キャビティー内に連続的に流入させて賦型成形する場合は、樹脂材料の供給工程と射出工程が同時に進行するため、一般の射出成形法に比べて、射出シリンダー内での溶融樹脂の滞留が極めて少なく、したがって一層の寸法安定性と高い透明性を有する製品が得られる。さらに、この成形品の少なくとも一方の面には反射層又は光拡散層となるパターンが賦型転写されているので、後の印刷工程を省略することができる。これらのことから、メタクリル樹脂シートの切り出しにより製造される導光板に比べ、導光板1個あたりの総合コストの低下につながる。この成形品はまた、成形歪みの小さいものとなる。これは、金型キャビティーに高温で樹脂を充填するとともに、金型の圧縮操作を採用したことで、一般の射出成形のような、密度の不均一や分子の異方性などが少なくなるためである。
【0072】
また、ごく低速で金型キャビティー内に溶融樹脂を射出することに加えて、充填中又は充填後にキャビティー内の溶融樹脂に追加の圧力をかける金型圧縮の操作を加えたことで、次のような作用・効果も得られる。
(1)成形品の冷却段階において、樹脂成形品表面とキャビティー表面がより密着することになるので、圧縮なしの場合に比べ、熱交換効率が高まり、成形品の冷却時間が短縮できる。このため、導光板の生産性を高め、ハイサイクル化が可能となる。
(2)キャビティー面全体で圧縮できるので、成形品の隅々まで圧力が作用し、密度が均一になり、ヒケが発生しにくい。そのため、成形における良好な条件の選択幅が広がり、成形性が向上する。
(3)成形品の面全体を均一に圧縮するので、成形歪み(残留応力)が均一に低くなり、より低応力・低歪みの成形品が得られ、また反りなども抑制しやすい。
(4)隅々まで均一に圧力が作用するので、キャビティー表面に付与した凹凸模様を、より均一に、しかもより高い転写率で賦型することができる。
(5)成形品の体積収縮に伴う厚み方向の収縮を金型自体の圧縮で補うので、充填圧力や保圧を低く設定できることから、結果としてより低い型締め力で成形可能となり、大面積サイズの製品を、通常よりも小さい能力の成形機を使用して作製することができる。射出成形では、(製品の投影面積×金型内の実際の樹脂圧力)以上の型締め力で成形しないと、金型が樹脂圧に負けて開き、樹脂漏れするので、大面積の導光板には通常、450〜1,000トン の大型成形機が必要となるが、低圧力であれば、中型クラスの成形機でも対応できる。
(6)型壁と成形体表面との密着力がより一層増すので、金型と成形体との熱交換がより一層促進され、冷却時間などの短縮ができ、成形サイクルの短縮につながる。
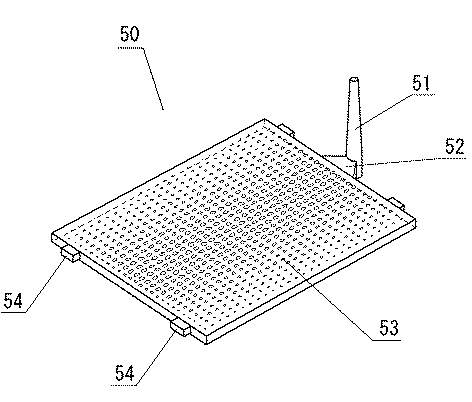
【0073】
図6に、本発明の方法によって成形される導光板成形品の一例を概略斜視図で示す。導光板成形品50は、スプルー51、ゲート52、導光板本体53及び取付け部54,54により構成されており、ゲート52は成形後に切断される。この例では、導光板本体53の固定型側の面に、入駒板に予め付与されたパターン模様が転写される。このパターンは光学的シミュレーションによって決定され、パターンの種類は、円、三角形、四角形など、あるいはそれらの組合せからなるドット形状、スリット状の溝形状、梨地状のシボ形状など、入射光を拡散させうる機能を持つ周知の形状であればよい。ドットパターンの場合は、光源入射側からの距離が離れるほど、ドット一つあたりの径を大きくし、かつ密に配置するのが一般的である。
【0074】
【実施例】
本発明の方法をさらに詳しく説明するため、以下に具体的な金型設計例及び樹脂成形例を示すが、本発明はこれらによって限定されるものではない。
【0075】
例1
ここでは、株式会社日本製鋼所製の成形機“J450 EL III-890H”を用い、シリンダー内でスクリューを回転させながら、樹脂材料を金型内に連続的に流入させて賦型成形できる仕様となるように、ROMを改造した。また金型は、型締め力450トンの成形機に取り付けて成形可能なサイズに設計し、1個15インチサイズの導光板をキャビティー2個取りとした。導光板本体は、図6に示すものに近似する形状であり、31cm×24cmの大きさで厚みが6mmとなるように設計した。金型温調システムは、株式会社松井製作所製の金型温調機“MCN-150H-OM ”を固定側及び可動側にそれぞれ1台ずつ、冷媒の冷却ユニット“MCC3-1500-OM”を1台、また、熱楳と冷媒を自動で切り換えるためのバルブスタンドを1台、それぞれ配置した。
【0076】
ここで設計した金型は、概ね図5に示すように構成されている。固定型21側のキャビティーブロック32には、NGKファインモールド株式会社製の高伝導度ベリリウム銅である“MP15”を厚さ45mmに加工したものを用いた。このベリリウム銅は、銅の中に2重量%以下のベリリウムが固溶し、さらにニッケルなどの少量元素が添加された析出硬化型合金である。そのキャビティー面には、印刷に代わる真円形のドットパターンがエッチング処理により予め付与された厚さ1.5mm のステンレス鋼板からなるパターン転写用入駒板を貼りつけるようにした。この面が、導光板成形品の反射層側となる。この入駒板表面のドットパターンは、縦長方向の中心部で各ドットが大きくなり、中心から離れるに従って各ドットが小さくなるようにし、中心部のドットが約1.0mmの径及び約1.5mmのドット間ピッチを有し、光源側端部のドットが約0.6mmの径及び約1.5mmのドット間ピッチを有するものである。一方、可動型22側のキャビティーブロック33には、上の高伝導度ベリリウム銅より硬度が高い最高強度のベリリウム銅である、NGKファインモールド株式会社製の“25A”(JISでは“C 1720”に相当)を厚さ45mmに加工したものを使用し、その表面(キャビティー面)にニッケルメッキを約100μm 厚で施し、さらに約25μm 研磨した。このメッキ研磨キャビティー面が、導光板成形体の出射面側となる。
【0077】
スライドコア37には、大同特殊鋼株式会社製のプリハードン鋼“NAK80 ”を使用し、成形品の端面に対応する部分は鏡面研磨した。それらキャビティー部の周辺の金型本体21,22には、通常鋼材である“S 55 C”を使用した。また、金型温度をサイクル中に昇温したり降温したりするため、固定側キャビティーブロック32及び可動側キャビティーブロック33の内部には、キャビティー面から最短距離で約13mm内側に直径14mmの流体通路を設け、そこに、冷媒として温度約15℃で冷媒用冷却ユニットから送り出される冷水、また熱媒として温度約130℃で熱媒用温調ユニットから送り出される加圧水が、交互に切り換えて送られ、冷熱サイクルが得られるようにした。
【0078】
例2
上のようにして設計された金型及び成形装置を用い、そこにメタクリル樹脂を射出して導光板を製造する場合の例を示す。樹脂材料として、住友化学工業株式会社製のメチルメタクリレート樹脂“スミペックス MGSS ”(透明)を用い、射出シリンダー内の樹脂温度は240℃に設定する。また、射出開始から保圧切り換えまでの充填時間に対する成形品容量(=重量/比重)の比で表される成形品1個あたりの射出率が約10cm3/secとなるように、スクリューの回転数を設定する。キャビティー2個取りの場合、全体での射出率は約20cm3/secとなるようにすればよい。さらに、金型内の流体通路に温調機で130℃に加熱した熱媒を通すことにより、表面温度計で測定されるキャビティー表面温度が約100℃に達した時点で、自動的に成形開始するように設定する。
【0079】
可動型を固定型側に移動させて金型を閉じ、両者により形成されるキャビティーに、溶融したメチルメタクリレート樹脂を射出する(スクリュー回転開始)。その際、スクリューの先端を最前進位置に保持しながら、スクリューを回転させて金型内に樹脂を注入する。溶融樹脂がキャビティー手前のゲートを通過するときの粘度は、射出率と、金型入り口(ゲート)の断面積及び厚みとから、前述の方法により求められる。
【0080】
ローリンクス法などの射出圧縮により金型を圧縮する場合は、樹脂の充填開始前に型締め力を100〜150トンに設定しておき、この状態で金型内に樹脂を充填すると、充填中、樹脂圧に負けて金型が徐々に開く。金型開きクリアランスが100μm に達した時点で型締め力が450トンになるように予め設定しておき、金型開きクリアランスが100μm になったらゼロタッチまで締め直して圧縮する。圧縮のタイミングは、完全充填手前となるように設定しておく。一方、射出プレス法により金型を圧縮する場合は、樹脂充填前に、予め金型をゼロタッチから約100μm 開いた状態で樹脂の充填を開始し、完全充填前後に機械的に型締めを開始し、ゼロタッチまで圧縮する。
【0081】
次いで、キャビティー内に樹脂が充満したところでスクリューを徐々に後退させ、15mm下がった位置でシリンダー側からも保圧を加え、その時点で流体通路内の媒体を冷媒に切り換えて、保圧終了時に金型キャビティー表面温度が約85℃となるように冷却する。その状態で所定時間保持した後、保圧を解除し、金型から出力される金型温度センサーの値が20℃に達した時点で、バルブスタンドをタイマーで切換え、金型内流体通路に熱媒を流す。金型から出力される金型温度センサーの値が約45℃を示した時点で金型を開き、冷却された成形品を取り出す。その後、再び金型を閉じて待機し、金型キャビティー表面の昇温を継続して、金型から出力される金型温度センサーの値が100℃を示すと、自動的に成形機に射出開始信号が発せられ、次のサイクルに入る。
【0082】
こうして得られる導光板は、寸法精度が一定しており、キャビティー表面の凹凸模様が正確に転写されたものとなり、外観も良好で、成形歪みの小さいものとなる。
【0083】
参考例
本発明で規定する射出率及び金型入り口での溶融樹脂粘度の重要性を説明するために、射出充填後の金型の圧縮は行わず、低速で溶融樹脂を金型キャビティーに供給し、導光板を成形した例を示す。
【0084】
この例では、住友重機械工業株式会社製の成形機“ネスタール 200SYCAP ”を用い、シリンダー内でスクリューを回転させながら樹脂材料を金型内に連続的に流入させて賦型成形できる仕様となるようにROMを改造した。また金型は、型締め力200トンの成形機に取り付けて成形可能なサイズに設計し、キャビティー1個取りとした。導光板本体は図6に示すものに近似する形状であり、31cm×24cmの大きさで厚みが6mmとなるように設計した。
【0085】
反射層側となる固定型キャビティー面には、ベリリウムを0.5重量% 及びニッケルを1.6重量% 含有する高伝導度ベリリウム銅の表面に、印刷に代わる真円形のドットパターンがエッチング処理により予め付与されたパターン転写用入駒板を貼りつけて設置した。このドットパターンは、縦長方向の中心部で各ドットが大きくなり、中心から離れるに従って各ドットが小さくなるようにし、中心部のドットが約1.0mmの径及び約1.5mmのドット間ピッチを有し、光源側端部のドットが約0.6mmの径及び約1.5mmのドット間ピッチを有するものである。一方、出射面側となる可動型キャビティー面には、上と同じベリリウム銅の表面にニッケルメッキを施し、さらに鏡面に研磨した入駒板を設置した。また、金型温度をサイクル中に昇温したり降温したりするため、金型内部には、固定型、可動型とも、キャビティー入駒面から約9cm内側に直径15mmの流体通路を設け、そこに冷媒として温度約30℃で冷媒用ユニットから送り出される冷水、また熱媒として温度約130℃で熱媒用温調ユニットから送り出される加圧水が交互に切り換えて送られ、冷熱サイクルが得られるようにした。ここで、熱媒を通したときに表面温度計で測定されるキャビティー表面温度が125℃となるように設定した。
【0086】
樹脂材料として、住友化学工業株式会社製のメチルメタクリレート樹脂“スミペックス MG5”(透明)を用い、射出シリンダー内の樹脂温度は240℃に設定した。固定型と可動型を閉じ、両者により形成されるキャビティー内へ、シリンダー内のスクリューの回転により、メチルメタクリレート樹脂を射出した。キャビティー内に樹脂が充満したところで保圧を加え、その時点で流体通路内の媒体を冷媒に切り換えて、保圧終了時に金型キャビティー表面温度が85℃となるように冷却した。その状態で40秒間保持した後保圧を解除し、冷媒への切り換えから約70秒で成形品の表面温度が70℃に達したので、冷却工程を経て金型を開き、冷却された成形品を取り出した。その後再び、金型キャビティー表面温度が125℃となるように昇温を開始し、金型を閉じて次のサイクルに入った。
【0087】
以上の操作において、樹脂射出の際のスクリューの回転数を種々に設定し、射出率を変化させて成形を行った。そして、射出開始から保圧切り換えまでの充填時間及び成形品重量を測定し、それらから射出率を算出し、さらに前述の方法に従って、溶融樹脂がキャビティー手前のゲートを通過するときの粘度を求め、結果を表1に示した。また、得られた成形品の外観を観察して、ヒケ(体積収縮により窪んだ部分)の有無、ショート(樹脂が回りきらない部分)の有無、及びフローマーク(表面の流れ模様)の有無を判定した。良好だったものを○、少しでも不良が認められたものを×として、結果を併せて表1に示した。
【0088】
【表1】
【発明の効果】
本発明によれば、デスクトップ型パーソナルコンピュータや液晶テレビなど、対角寸法が14インチ以上の大型液晶ディスプレイに使用されるバックライト用大型導光板が、透明性や寸法安定性などに優れた状態で製造できる。また、金型のキャビティー面の少なくとも一方に、反射層又は出射側光拡散層に相当する凹凸模様を設け、これを樹脂成形品に賦型転写する構成としたので、印刷工程を省略でき、生産サイクルを短縮できることから、総合製造コストに優れたものとなる。特に、樹脂充填中又は充填後の金型を圧縮する操作、すなわち、金型表面を樹脂の体積収縮に合わせて厚み方向に圧縮する操作を施し、金型表面の凹凸模様を成形品表面に転写する構成としているので、転写性能をより一層向上させることができる。このような効果は、金型キャビティーの表面温度が樹脂材料のガラス転移温度近傍に高められた状態でキャビティーに溶融樹脂を充填し、充填後はキャビティー表面の温度を樹脂材料のガラス転移温度以下に低下させてキャビティー内に充填された樹脂材料の温度調節を行う方法、例えば、金型内部のキャビティー面近傍に流体通路を設け、そこに熱媒と冷媒を交互に通過させるいわゆる熱媒/冷媒交換による金型温度調節法を組み合わせることで、一層顕著なものとなる。
【図面の簡単な説明】
【図1】液晶ディスプレイと導光板の配置を示す概略断面図であって、(a)は、くさび形状の導光板を用いた例、(b)は、シート状の導光板を用いた例である。
【図2】本発明で用いるのに適した成形装置の一例を示す概略縦断面図である。
【図3】型締め機構をトグル式とした場合の金型と型締め機構の例を示す概略縦断面図である。
【図4】導光板2個取りの場合の金型の配置例を示す概略平面図である。
【図5】導光板2個取りの場合の金型の一例を示す概略横断面図である。
【図6】本発明によって得られる型はずし直後の導光板成形品の一例を模式的に示す斜視図である。
【符号の説明】
1……液晶ディスプレイ、
2,3……導光板、
7……光源、
10……射出装置、
11……射出シリンダー、
12……スクリュー、
13……モーター、
14……ラム機構、
15……ホッパー、
16……加熱ヒーター、
18……射出ノズル、
20……金型、
21……固定型、
22……可動型、
23……加熱筒、
24……ホットチップブッシング、
25……ホットランナー、
26……スプルー、
27……ランナー、
28……ゲート、
29……キャビティー、
31……固定盤、
32……固定側キャビティーブロック、
33……可動側キャビティーブロック、
34……熱媒及び冷媒のための流体通路、
36……入駒板、
37……スライドコア、
38……突出しピン、
40……型締め装置、
41……可動盤、
42……油圧シリンダー、
43……油圧ラム、
44……エジェクター装置、
45……アーム、
46……レール、
47……タイバー、
48……ベースプレート、
50……導光板成形品、
51……スプルー、
52……ゲート、
53……パターン付き導光板本体、
54……取付け部。
Claims (10)
- 固定型と可動型で構成され、それらのうちの少なくとも一方のキャビティー面に凹凸模様が付された、対角寸法14インチ(355mm)以上の液晶ディスプレイ用導光板を形成するための金型を用い、
該金型のキャビティーを射出装置のシリンダーに連通し、
該シリンダー内に透明樹脂材料を供給して溶融させ、
その溶融樹脂をシリンダーから金型キャビティーに向けて射出し、
その際、溶融樹脂の粘度が50〜5,000Pa・sec の範囲にあるときに金型の入り口を通過させ、
かつ、成形品1個あたり1〜15cm3/secの範囲の射出率で該溶融樹脂を金型キャビティーに充填し、
充填中又は充填完了後に金型キャビティー内の溶融樹脂にキャビティー面側から追加の圧力をかけ、
その圧力を保ったまま冷却し、溶融樹脂を固化させて、
少なくとも一方の面に前記金型の凹凸模様に基づくパターンが賦型された導光板に成形することを特徴とする、
大型導光板の製造方法。 - 成形品1個あたりの射出率が4〜11cm3/secの範囲である請求項1記載の方法。
- 固定型と可動型で構成され、それらのうちの少なくとも一方のキャビティー面に凹凸模様が付された、対角寸法14インチ(355mm)以上の液晶ディスプレイ用導光板を形成するための金型を用い、
該金型のキャビティーを射出装置のシリンダーに連通し、
該シリンダー内に透明樹脂材料を供給して溶融させ、
シリンダー内に配置されたスクリューを回転させながら、溶融した透明樹脂材料を前記金型キャビティーに連続的に流入させ、
流入中又は流入完了後に金型キャビティー内の溶融樹脂にキャビティー面側から追加の圧力をかけ、
その圧力を保ったまま冷却し、溶融樹脂を固化させて、
少なくとも一方の面に前記金型の凹凸模様に基づくパターンが賦型された導光板に成形することを特徴とする、
大型導光板の製造方法。 - 金型キャビティー表面の温度が樹脂材料のガラス転移温度近傍まで加熱された状態でキャビティー内に該樹脂材料を流入させて充填し、充填後はキャビティー表面の温度を該樹脂材料のガラス転移温度より低い温度まで低下させることにより、キャビティー内に充填された該樹脂材料の温度調節を行う請求項1〜3のいずれかに記載の方法。
- 金型内部のキャビティー面近傍に流体通路を設け、そこに熱媒と冷媒を交互に通すことにより、キャビティー内に充填された透明樹脂材料の温度調節を行う請求項4記載の方法。
- 金型本体を構成する金属よりも熱伝導率の高い金属で構成されるキャビティーブロックを金型のキャビティー面近傍に配置し、該キャビティーブロックの内部に流体通路を設け、そこに熱媒と冷媒を交互に通す請求項5記載の方法。
- キャビティーブロックがベリリウム銅で構成される請求項6記載の方法。
- キャビティー面の少なくとも一方が入駒板によって形成される請求項1〜7のいずれかに記載の方法。
- 金型キャビティー内の溶融樹脂に追加の圧力をかける際、キャビティー全面が加圧されるように行う請求項1〜8のいずれかに記載の方法。
- 透明樹脂材料がメタクリル樹脂である請求項1〜9のいずれかに記載の方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002371740A JP2004202731A (ja) | 2002-12-24 | 2002-12-24 | 大型導光板の製造方法 |
| TW092131577A TW200427569A (en) | 2002-12-24 | 2003-11-11 | Process for producing light transmitting plate |
| US10/704,625 US20040119204A1 (en) | 2002-12-24 | 2003-11-12 | Process for producing light transmitting plate |
| KR1020030093217A KR20040057933A (ko) | 2002-12-24 | 2003-12-18 | 도광판의 제조 방법 |
| CNA200310113105XA CN1509858A (zh) | 2002-12-24 | 2003-12-22 | 透光板的生产方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002371740A JP2004202731A (ja) | 2002-12-24 | 2002-12-24 | 大型導光板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004202731A true JP2004202731A (ja) | 2004-07-22 |
Family
ID=32588409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002371740A Pending JP2004202731A (ja) | 2002-12-24 | 2002-12-24 | 大型導光板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20040119204A1 (ja) |
| JP (1) | JP2004202731A (ja) |
| KR (1) | KR20040057933A (ja) |
| CN (1) | CN1509858A (ja) |
| TW (1) | TW200427569A (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006098137A1 (ja) * | 2005-03-16 | 2006-09-21 | Mitsubishi Engineering-Plastics Corporation | 透明樹脂製の導光板、及び、面状光源装置、並びに、導光板の製造方法 |
| KR100742564B1 (ko) * | 2006-04-20 | 2007-07-25 | 제일모직주식회사 | 측면 변형을 방지하는 도광판 제조 방법 및 장치 |
| JP2007214098A (ja) * | 2005-03-16 | 2007-08-23 | Mitsubishi Engineering Plastics Corp | 透明樹脂製の導光板、及び、面状光源装置、並びに、導光板の製造方法 |
| JP2008023920A (ja) * | 2006-07-24 | 2008-02-07 | Hisashi Kojima | 金型コア、金型コアの製造方法、パターン転写金型 |
| JP2009034910A (ja) * | 2007-08-02 | 2009-02-19 | Meiki Co Ltd | 導光板の成形金型および導光板の成形方法 |
| JP2009176614A (ja) * | 2008-01-25 | 2009-08-06 | Citizen Electronics Co Ltd | 薄肉導光板、薄肉導光板用の射出成形金型、薄肉導光板を用いたサイドライト型面光源装置、及びサイドライト型面光源装置を用いた液晶表示装置。 |
| JP2009208352A (ja) * | 2008-03-04 | 2009-09-17 | Meiki Co Ltd | 薄板の射出圧縮成形金型 |
| JP2010082838A (ja) * | 2008-09-29 | 2010-04-15 | Konica Minolta Opto Inc | レンズ製造方法 |
| JP2011025458A (ja) * | 2009-07-22 | 2011-02-10 | Sumitomo Chemical Co Ltd | 薄肉成形体の製造方法 |
| JP2012144042A (ja) * | 2010-12-20 | 2012-08-02 | Japan Steel Works Ltd:The | 薄肉成形品の成形方法 |
| JP2012179783A (ja) * | 2011-03-01 | 2012-09-20 | Seiko Epson Corp | 射出成形金型及び射出成形方法 |
| KR101363887B1 (ko) * | 2011-05-17 | 2014-02-18 | 재영솔루텍 주식회사 | 대면적 박판형 도광판 사출금형의 온도제어 장치 |
| KR101394846B1 (ko) | 2011-12-09 | 2014-05-13 | 더 재팬 스틸 워크스 엘티디 | 박육 성형품의 성형 방법 |
| WO2017043302A1 (ja) * | 2015-09-09 | 2017-03-16 | コニカミノルタ株式会社 | 成形金型及びそれを用いて作製された板状部品並びにその製造方法 |
| JP2017080961A (ja) * | 2015-10-26 | 2017-05-18 | 株式会社小糸製作所 | 金型装置 |
| JP2023013970A (ja) * | 2021-07-16 | 2023-01-26 | 旭化成株式会社 | 板状成形品の製造方法 |
| JP2026006600A (ja) * | 2024-06-28 | 2026-01-16 | クミ化成株式会社 | 二層構造成形品の製造方法 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005238456A (ja) * | 2004-02-24 | 2005-09-08 | Sumitomo Chemical Co Ltd | 偏肉大型導光板の製造方法 |
| KR100493141B1 (ko) * | 2004-11-15 | 2005-06-02 | 아이에스하이텍 주식회사 | 도광판 패턴의 자동화된 설계 방법 및 그 시스템 |
| CN100559067C (zh) * | 2005-03-16 | 2009-11-11 | 三菱工程塑料株式会社 | 透明树脂制的导光板和面状光源装置以及导光板的制造方法 |
| KR101377809B1 (ko) * | 2006-08-30 | 2014-03-25 | 코니카 미놀타 어드밴스드 레이어즈 인코포레이티드 | 광학 부품 제조 장치 및 그 제조 방법 |
| DE102009003981B4 (de) * | 2009-01-07 | 2020-12-31 | Franz Josef Summerer | Vorrichtung und Verfahren zum Spritzgießen eines Kunststoff-Formteils |
| TW201031519A (en) * | 2009-02-17 | 2010-09-01 | Prec Machinery Res Dev Ct | Closed-die micro hot embossing formation mechanism applicable to light guide plate and method thereof |
| CN101885222A (zh) * | 2009-05-13 | 2010-11-17 | 鸿富锦精密工业(深圳)有限公司 | 射出成型装置 |
| CN101927554A (zh) * | 2009-06-26 | 2010-12-29 | 鸿富锦精密工业(深圳)有限公司 | 模具 |
| FR2960069B1 (fr) * | 2010-05-12 | 2013-05-10 | Gb Dev | Procede de fabrication d'un guide de lumiere, et guide de lumiere obtenu par ce procede. |
| CN102107504B (zh) * | 2010-11-30 | 2013-06-26 | 毅昌金型(东莞)五金制品有限公司 | 挤压滑块装置的注塑模具及应用该模具的注塑方法 |
| US8833432B2 (en) * | 2012-09-27 | 2014-09-16 | Apple Inc. | Injection compression molding of amorphous alloys |
| WO2016090274A1 (en) | 2014-12-04 | 2016-06-09 | Extrude To Fill, LLC | Injection molding system and method of fabricating a component |
| PL3854564T3 (pl) | 2014-12-04 | 2024-03-11 | Extrude to Fill, Inc. | Odcięcie dyszy dla układu formowania wtryskowego |
| CN107787270B (zh) | 2015-07-20 | 2020-08-25 | 克劳斯玛菲科技有限公司 | 用于运行注塑成型机的方法 |
| BR112018011246B1 (pt) * | 2015-12-04 | 2020-12-01 | Extrude To Fill, LLC | Método para moldar uma peça |
| EP3653394B1 (en) * | 2015-12-25 | 2024-11-20 | Dai Nippon Printing Co., Ltd. | Thermal transfer sheet |
| CN105599249A (zh) * | 2016-01-22 | 2016-05-25 | 苏州艾力光电科技有限公司 | 一种用于生产光学镜片的可快速冷却陶瓷模具 |
| JP6838865B2 (ja) * | 2016-03-31 | 2021-03-03 | 宇部興産機械株式会社 | 射出成形装置および射出成形方法 |
| IT201600116313A1 (it) * | 2016-11-17 | 2018-05-17 | Uniteam Italia S R L | Stampo per stampaggio ad inietto-compressione |
| FR3072901B1 (fr) * | 2017-10-31 | 2019-11-08 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Dispositif de moulage de lentilles et procede de fabrication de lentilles |
| CN108995154A (zh) * | 2018-07-26 | 2018-12-14 | 赣州研顺飞科技有限公司 | 一种高强度抗裂变挤压注塑模具 |
| CN113619054B (zh) * | 2020-05-08 | 2025-08-19 | 科思创德国股份有限公司 | 曲面镜用热塑性树脂基板及其制备方法 |
| CN111650674B (zh) * | 2020-06-08 | 2022-07-12 | 苏州奥浦迪克光电技术有限公司 | 近红外、可见光双波段深色透光膜片及其制备方法、透光模组 |
| CN113580468B (zh) * | 2021-07-27 | 2023-08-04 | 徐州市鹏宇密封件有限公司 | 一种便于密封件测试的生产设备 |
| CN114311531A (zh) * | 2021-12-24 | 2022-04-12 | 太仓市众翔精密五金有限公司 | 一种具有非对称冷却系统的浇口偏置模具 |
| CN115230073B (zh) * | 2022-08-15 | 2025-03-21 | 上海欣运塑胶制品有限公司 | 一种具有高稳定性的热塑性面板注塑模具 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US145861A (en) * | 1873-12-23 | Improvement in refuse-burners | ||
| US24158A (en) * | 1859-05-24 | Improvement in seed-planters | ||
| JPS6445615A (en) * | 1987-08-17 | 1989-02-20 | Nippon Steel Corp | Method for injection-molding styrene-conjugated diene block copolymer |
| ATE216650T1 (de) * | 1996-09-03 | 2002-05-15 | Asahi Chemical Ind | Verfahren zum formen eines thermoplastischen harzes |
-
2002
- 2002-12-24 JP JP2002371740A patent/JP2004202731A/ja active Pending
-
2003
- 2003-11-11 TW TW092131577A patent/TW200427569A/zh unknown
- 2003-11-12 US US10/704,625 patent/US20040119204A1/en not_active Abandoned
- 2003-12-18 KR KR1020030093217A patent/KR20040057933A/ko not_active Withdrawn
- 2003-12-22 CN CNA200310113105XA patent/CN1509858A/zh active Pending
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006098137A1 (ja) * | 2005-03-16 | 2006-09-21 | Mitsubishi Engineering-Plastics Corporation | 透明樹脂製の導光板、及び、面状光源装置、並びに、導光板の製造方法 |
| JP2007214098A (ja) * | 2005-03-16 | 2007-08-23 | Mitsubishi Engineering Plastics Corp | 透明樹脂製の導光板、及び、面状光源装置、並びに、導光板の製造方法 |
| US7616858B2 (en) | 2005-03-16 | 2009-11-10 | Mitsubishi Engineering-Plastics Corporation | Light guiding plate made of transparent resin, surface-emitting light source apparatus and process for manufacturing light guiding plate |
| KR100742564B1 (ko) * | 2006-04-20 | 2007-07-25 | 제일모직주식회사 | 측면 변형을 방지하는 도광판 제조 방법 및 장치 |
| JP2008023920A (ja) * | 2006-07-24 | 2008-02-07 | Hisashi Kojima | 金型コア、金型コアの製造方法、パターン転写金型 |
| JP2009034910A (ja) * | 2007-08-02 | 2009-02-19 | Meiki Co Ltd | 導光板の成形金型および導光板の成形方法 |
| JP2009176614A (ja) * | 2008-01-25 | 2009-08-06 | Citizen Electronics Co Ltd | 薄肉導光板、薄肉導光板用の射出成形金型、薄肉導光板を用いたサイドライト型面光源装置、及びサイドライト型面光源装置を用いた液晶表示装置。 |
| JP2009208352A (ja) * | 2008-03-04 | 2009-09-17 | Meiki Co Ltd | 薄板の射出圧縮成形金型 |
| JP2010082838A (ja) * | 2008-09-29 | 2010-04-15 | Konica Minolta Opto Inc | レンズ製造方法 |
| JP2011025458A (ja) * | 2009-07-22 | 2011-02-10 | Sumitomo Chemical Co Ltd | 薄肉成形体の製造方法 |
| JP2012144042A (ja) * | 2010-12-20 | 2012-08-02 | Japan Steel Works Ltd:The | 薄肉成形品の成形方法 |
| JP2012179783A (ja) * | 2011-03-01 | 2012-09-20 | Seiko Epson Corp | 射出成形金型及び射出成形方法 |
| KR101363887B1 (ko) * | 2011-05-17 | 2014-02-18 | 재영솔루텍 주식회사 | 대면적 박판형 도광판 사출금형의 온도제어 장치 |
| KR101394846B1 (ko) | 2011-12-09 | 2014-05-13 | 더 재팬 스틸 워크스 엘티디 | 박육 성형품의 성형 방법 |
| WO2017043302A1 (ja) * | 2015-09-09 | 2017-03-16 | コニカミノルタ株式会社 | 成形金型及びそれを用いて作製された板状部品並びにその製造方法 |
| JPWO2017043302A1 (ja) * | 2015-09-09 | 2018-06-28 | コニカミノルタ株式会社 | 成形金型及びそれを用いて作製された板状部品並びにその製造方法 |
| JP2017080961A (ja) * | 2015-10-26 | 2017-05-18 | 株式会社小糸製作所 | 金型装置 |
| JP2023013970A (ja) * | 2021-07-16 | 2023-01-26 | 旭化成株式会社 | 板状成形品の製造方法 |
| JP7728230B2 (ja) | 2021-07-16 | 2025-08-22 | 旭化成株式会社 | 板状成形品の製造方法 |
| JP2026006600A (ja) * | 2024-06-28 | 2026-01-16 | クミ化成株式会社 | 二層構造成形品の製造方法 |
| JP7817324B2 (ja) | 2024-06-28 | 2026-02-18 | クミ化成株式会社 | 二層構造成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW200427569A (en) | 2004-12-16 |
| US20040119204A1 (en) | 2004-06-24 |
| KR20040057933A (ko) | 2004-07-02 |
| CN1509858A (zh) | 2004-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004202731A (ja) | 大型導光板の製造方法 | |
| KR100756573B1 (ko) | 도광판의 제조방법 | |
| US20050189665A1 (en) | Method for producing light transmitting plate | |
| JP3264615B2 (ja) | プラスチックレンズの射出成形方法 | |
| CN101005932B (zh) | 用于制造模制产品的装置 | |
| CN100361800C (zh) | 模制树脂模制产品的方法、树脂模制产品和注塑机 | |
| CN100575050C (zh) | 厚导光板的成型方法以及成型用模具 | |
| US6869197B2 (en) | Light transmitting plate | |
| JP3601463B2 (ja) | パターンを有する大型導光板の製造方法 | |
| TW200827796A (en) | Injection compression-molding method and mold device of small-sized light guide plate, and small-sized light guide plate | |
| JP2971639B2 (ja) | ガラスの成形方法 | |
| JP5071794B2 (ja) | 薄板状光学用成形品の射出プレス成形方法 | |
| CN100411845C (zh) | 导光板的制造方法 | |
| CN1511692A (zh) | 导光板的制造方法及模具 | |
| JP2008201137A (ja) | 成形体の製造装置および製造方法 | |
| JP2008302686A (ja) | 導光板の射出プレス成形方法 | |
| JP2010173120A (ja) | 薄板成形品の成形金型、射出成形機、および射出成形方法 | |
| CN100376951C (zh) | 导光板射出成型模具 | |
| US20040141306A1 (en) | Method for producing light guide plate and mold for the same | |
| JP4224048B2 (ja) | 成形体の製造装置および製造方法 | |
| JP3601460B2 (ja) | 大型導光板の製造方法 | |
| JP4900823B2 (ja) | 導光板の射出圧縮成形金型および導光板の射出圧縮成形方法 | |
| JP2007260928A (ja) | 合成樹脂製バスタブの製造方法 | |
| JP2010083098A (ja) | 射出成形金型、導光板ピースの成形方法、および導光板 | |
| CN116100710A (zh) | 基于主饰圈注塑模具的设计方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040622 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060206 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060418 |