JP2004204314A - 成膜方法及び成膜装置 - Google Patents
成膜方法及び成膜装置 Download PDFInfo
- Publication number
- JP2004204314A JP2004204314A JP2002376181A JP2002376181A JP2004204314A JP 2004204314 A JP2004204314 A JP 2004204314A JP 2002376181 A JP2002376181 A JP 2002376181A JP 2002376181 A JP2002376181 A JP 2002376181A JP 2004204314 A JP2004204314 A JP 2004204314A
- Authority
- JP
- Japan
- Prior art keywords
- metal material
- metal
- temperature
- melting point
- film forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Physical Vapour Deposition (AREA)
- Electrodes Of Semiconductors (AREA)
Abstract
【解決手段】金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、前記基板へ金属を蒸着させるに際し、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度よりも高い温度で所定時間加熱し、次いで前記融点温度に降温して前記金属材料を溶融蒸発させるようにした。
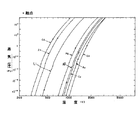
【選択図】 図4
Description
【発明の属する技術分野】
本発明は、成膜方法及び成膜装置に関するものであり、より詳しくは、加熱して蒸発させた金属を基板に蒸着させて金属膜を成膜する成膜方法、及び成膜装置に関する。
【0002】
【従来の技術】
従来、半導体装置を製造する上で成膜技術は重要であり、特に、電極形成、配線形成等のために、ウエハなどの基板に金属を蒸着させて金属膜を成膜することが多く行われている。
【0003】
金属膜を基板に蒸着させて成膜する成膜装置として、例えばエレクトロンビームガン(以下、「EBガン」とする)方式を採用したものが知られている(例えば、特許文献1を参照。)。これは、殆どの金属材料に適用できるなどの利点があり、近年広く利用されている。
【0004】
EBガン方式を採用した成膜装置は、図7に示すように、フィラメント130から放出された熱電子を収束させて電子ビーム110を生成し、この電子ビーム110を照射して成膜用の金属材料を溶融する金属材料収容部100と、金属膜を成膜するための基板200を保持する基板保持部300と、同基板保持部300と前記金属材料収容部100とを収納配設するチャンバ400とを具備している。なお、このチャンバ400は、金属材料などの酸化を防止するために、内部を真空にする必要があり、真空ポンプ(図示せず)などの真空引装置が付設されている。
【0005】
また、上記金属材料収容部100の上方には開閉シャッタ500を設けており、金属材料の溶融初期に発生しやすい不純物などが基板に付着しないように溶融初期状態では閉じておき、所定のタイミングで開いて蒸発した金属を基板に蒸着させるようにしている。120は金属材料収容部100に設けたルツボ、140は膜厚測定用の水晶式振動子センサ、700は制御部である。
【0006】
上記した構成とすることにより、制御部700で制御しながら前記フィラメント130に電流を流すことにより生成した電子ビーム110を前記ルツボ120中の金属材料に照射して金属材料を融点温度より高い温度まで加熱し溶融させ、これを蒸発させて基板に蒸着成膜することができる。
【0007】
また、かかる成膜作業を続けた場合は、金属材料収容部100に金属材料を補充する必要があるが、この場合もチャンバ400内を真空引きし、新たな補充用の金属塊を融点温度より高い温度まで加熱し溶融させていた。
【0008】
【特許文献1】
特開2001−332513号公報
【0009】
【発明が解決しようとする課題】
ところが、上述した成膜方法及び成膜装置では、金属材料内部のガスや不純物を十分除去できないことから、下記の問題が解決されずに残されていた。
【0010】
すなわち、金属材料が蒸発する際に、金属材料内部のガスや不純物の混入などにより、金属材料が異常沸騰する突沸を生じることがあった。
【0011】
突沸が発生すると、粗大化した蒸発粒子が発生し易くなり、こうなると図8に示すように、成膜すべき基板200上に数・香`数十・高フ蒸発粒子が金属球600として一緒に成膜されてしまい、かかる金属球600によって膜表面に凹凸が発生し、後の工程で種々の不良、例えば断線やショートなどのICにおける配線不良や絶縁不良、あるいはコンデンサの耐圧低下や破壊という不具合を招くおそれがあった。
【0012】
このような現状から、突沸の発生を可及的に防止して歩留まりを向上させることのできる成膜装置及び成膜方法の提供が望まれているが、成膜装置そのものを新たに開発するには時間とコストが嵩み、容易になし得ることではない。
【0013】
本発明は、上記課題を解決することのできる成膜方法及び成膜装置を提供することを目的としている。
【0014】
【課題を解決するための手段】
上記の目的を達成するため、請求項1記載の本発明では、金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、
前記金属材料を補充するに際し、金属材料補充後、先ず当該金属材料の融点温度を維持するように所定時間加熱し、次いで、さらに高温加熱して前記金属材料を溶融させることとした。
【0015】
請求項2記載の本発明では、金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、前記基板へ金属を蒸着させるに際し、先ず当該金属材料の融点温度よりも高い温度を維持するように所定時間加熱し、次いで前記融点温度に降温して前記金属材用を溶融蒸発させることとした。
【0016】
請求項3記載の本発明では、金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、金属材料を補充するに際し、金属材料を補充した後、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度を維持するように所定時間加熱し、次いで、さらに高温加熱して前記金属材料を溶融させることとした。
【0017】
請求項4記載の本発明では、金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、前記基板へ金属を蒸着させるに際し、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度よりも高い温度で所定時間加熱し、次いで前記融点温度に降温して前記金属材料を溶融蒸発させることとした。
【0018】
請求項5記載の本発明では、金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設したチャンバとを具備する成膜装置において、前記金属材料収容部へ補充した金属材料を、先ず当該金属材料の融点温度を維持し、次いで、さらに高温度になるまで加温して溶融可能に構成した。
【0019】
請求項6記載の本発明では、金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設したチャンバとを具備する成膜装置において、前記金属材料収容部内の金属材料を、先ず当該金属材料の融点温度よりも高温度に維持し、次いで、前記融点温度に降温して溶融蒸発可能に構成した。
【0020】
請求項7記載の本発明では、金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設するとともに、真空引き可能としたチャンバとを具備する成膜装置において、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、前記金属材料収容部へ補充した金属材料を、先ず当該金属材料の融点温度を維持し、次いで、さらに高温度になるまで加温して溶融可能に構成した。
【0021】
請求項8記載の本発明では、金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設するとともに、真空引き可能としたチャンバとを具備する成膜装置において、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、前記金属材料収容部内の金属材料を、先ず当該金属材料の融点温度よりも高温度に維持し、次いで、前記融点温度に降温して溶融蒸発可能に構成した。
【0022】
請求項9記載の本発明では、前記金属材料収容部は、金属材料を加熱溶融可能としたエレクトロンビームガンを具備することとした。
【0023】
【発明の実施の形態】
本発明は、金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、成膜時に発生する突沸、ひいては突沸に伴う粗大粒子(金属球)発生の原因となる金属材料内部のガスや不純物を、当該金属材料の溶融時に十分除去できるように、成膜時の条件として、金属材料を二段階で溶融させるようにしたものである。
【0024】
成膜装置としては、金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設するチャンバとを具備する構成としている。
【0025】
そして、上記金属材料収容部の上方に開閉シャッタを設け、金属材料の溶融初期に発生しやすい不純物などが基板に付着しないように溶融初期状態では閉じておき、所定のタイミングで開いて蒸発した金属を基板に蒸着させるようにしている。
【0026】
かかる成膜装置を用いて成膜処理をする場合、成膜作業を繰り返した後は、いずれかのタイミングで金属材料を補充する必要があるが、このときに補充用金属材料を溶融する場合にも突沸を生じるおそれがある。
【0027】
そこで、本発明では、金属材料を補充するに際し、二段階で金属材料の溶融を行うようにしている。
【0028】
すなわち、金属材料を補充するに際し、金属材料補充後、先ず当該金属材料の融点温度を維持するように所定時間加熱し、次いで、さらに高温加熱して前記金属材料を溶融させるものである。
【0029】
かかる方法を採用することにより、金属材料溶融時の突沸を防止でき、突沸による粗大粒子からなる金属球の発生も防止できることから、後に成膜作業に移行した際に、基板へ金属球が成膜されることを防止できる。
【0030】
また、金属を基板へ蒸着させて行う成膜処理時においても、金属材料を溶融する場合に突沸を生じるおそれがある。
【0031】
そこで、前記基板へ金属を蒸着させるに際しては、先ず当該金属材料の融点温度よりも高い温度を維持するように所定時間加熱し、次いで前記融点温度に降温して前記金属材用を溶融蒸発させるようにしている。
【0032】
ところで、成膜装置のより好ましい形態として、前記チャンバを真空引き可能に構成し、さらに前記金属材料収容部には、電子ビームを照射して金属材料を加熱溶融可能としたエレクトロンビームガンを具備する構成とすることができる。これは、電子ビームの集束により局所的な高温が得られ、高純度の薄膜の形成が可能であり、高融点金属を含むすべての材料に適用できる特長がある。
【0033】
上述の成膜装置を用いて金属材料を二段階で溶融させる場合、金属材料の融点と蒸気圧温度に着目して温度管理を行うことができ、突沸の発生を可及的に防止できる、より合理的な材料溶融が可能となり、ひいては安定した成膜処理が可能となる。
【0034】
すなわち、金属材料を補充するに際し、金属材料を補充した後、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度を維持するように所定時間加熱し、次いで、さらに高温加熱して前記金属材料を溶融させるのである。
【0035】
ガスや不純物が含まれた金属材料を溶融させる場合、高温状態では突沸が生じやすい。他方、既知の各種物性蒸気圧表から明らかなように、高真空になるほど蒸気圧温度は下がることから、少なくとも金属材料の融点温度では金属材料の蒸発が開始されている。
【0036】
したがって、このような条件となる真空状態を創出することにより、いたずらに高温にすることなく金属材料を溶融して不純物やガスを除去することができる。そして、突沸の原因となるこれら不純物やガスを十分に除去した状態でその後さらに高温加熱して、突沸を生じさせることなく、補充する金属材料と既存の金属材料とを十分に混合することができる。
【0037】
このように、金属材料の常圧下における融点を基準として、先ず第1段階ではできるだけ高真空の環境を創出し、かかる真空環境下で前記融点温度となるように加熱し、突沸が発生するおそれの少ない温度の下で金属材料を溶融して、突沸の発生を可及的に防止しながら材料内のガスや不純物などを除去し、その後第2段階として先の融点温度よりも高い温度まで加熱して補充する金属材料と既存の金属材料とを十分に混合するのである。このときの加熱パワーは略1.5倍程度昇温させる程度を目安とすればよい。
【0038】
かかる方法を採用すれば、突沸を防止でき、突沸による粗大粒子からなる金属球の発生も防止できることから、後に成膜作業に移行した際に、基板へ金属球が成膜されることを防止できる。
【0039】
また、前記基板へ金属を蒸着させるに際しては、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度よりも高い温度で所定時間加熱し、次いで前記融点温度に降温して前記金属材料を溶融蒸発させるようにしている。
【0040】
すなわち、成膜時においても高真空の環境下であればあるほど、蒸気圧温度が下がるので、高温にせずとも金属材料を蒸発させることができ、かつ突沸を防止できる。
【0041】
ここでは、金属材料をより均一に溶融させるために、先ず金属材料の前記融点温度よりも高い温度で加熱する。かかる温度は、高真空状態では蒸気圧温度よりも高く、金属材料を溶融蒸発させて金属材料から不純物やガスを除去することができる。しかし、そのままでは、後に前記開閉シャッタを開いて基板に成膜する際に、成膜制御が難しく、かつチャンバ内で突沸を生じるおそれがあるので、第2段階として、一旦融点程度まで温度を降温し、金属材料の蒸発が安定したタイミングを図って前記開閉シャッタを空けて基板に金属を蒸着し成膜処理を進行させるのである。
【0042】
ところで、金属材料補充時と金属蒸着時とに分けて説明した上述の成膜方法を組み合わせて実行することもでき、一連の成膜処理として、突沸を効果的に抑制可能な有用な成膜方法と成り得る。
【0043】
すなわち、金属材料を補充するに際し、金属材料を金属材料収容部に補充した後、金属材料の常圧下における融点よりも蒸気圧温度が低くなる気圧以下とすることを条件とした真空環境下で、先ず当該金属材料の融点温度まで加熱し、次いで同金属材料を前記融点温度よりも高い温度で加熱して溶融させ、前記基板へ金属を蒸着させる場合は、前記条件を満たす真空環境下で、先ず前記金属材料の融点温度よりも高い温度で加熱し、次いで前記融点温度で加熱して溶融させるものである。
【0044】
以上説明してきたように、金属膜を成膜する場合に、成膜条件として金属材料の常圧下における融点よりも蒸気圧温度が低くなる気圧以下とすることを条件とした真空環境を創出するとともに、金属材料補充時と成膜処理時において温度を2段階にコントロールすることで、金属材料内部のガスや不純物を十分除去してやり、突沸を防止し、ひいては金属球が基板に成膜されることを防止した品質の安定した成膜処理を行うことができ、不良品の発生を可及的に防止して歩留まり向上を図ることができる。
【0045】
しかも、制御する真空度や温度については、金属材料の固有の融点と各種物性値の蒸気圧表から容易に設定でき、さらに、前記融点を温度の基準として真空度を設定すれば、その後は温度制御のみでよいので成膜条件をコントロールしやすくなり、かつ真空引きに要するパワーと加熱に要するパワーとのバランスも煩雑な計算などすることなく良好に設定でき、エネルギ効率も高まる。
【0046】
以下、本発明の実施の形態を、図面を参照しながらより具体的に説明する。ここでは、成膜方法及び成膜装置として、エレクトロンビーム(EB)ガン方式を採用したものとしている。
【0047】
図1は、本実施形態に係る成膜装置の模式図、図2は同製膜装置を用いた成膜方法における金属材料補充時のフローチャート、図3は各種物性値蒸気圧表、図4は前記金属材料補充時の成膜条件を示すチャート、図5は成膜処理時のフローチャート、図6は同成膜処理時の成膜条件を示すチャートである。
【0048】
図1に示すように、本実施の形態に係る成膜装置Aは、電子ビーム1を照射して成膜用の金属材料2を加熱溶融する金属材料収容部3と、金属膜を成膜するための基板4を保持する基板保持部5と、同基板保持部5と前記金属材料収容部3とを収納配設するとともに、真空引き可能なチャンバ6とを備えている。
【0049】
チャンバ6は円筒状に構成されており、図示しない真空ポンプに接続している。また、内部上方位置に水晶振動子センサ61を配設するとともに、その中央下部位置には前記金属材料収容部3を設けている。そして、同金属材料収容部3の上方には開閉シャッタ7を配設している。
【0050】
また、金属材料収容部3には、金、銀、アルミニウムなど、成膜用として所要の金属材料2を収容するルツボ30を設けている。
【0051】
同ルツボ30内に塊状で収容された前記金属材料2を加熱して蒸発させるために配設した前記EBガンは公知の構成でよく、制御部8を介してフィラメント9に電流を流し、発生する熱電子をビームフォーマで集めてアノードプレートで熱電子を引出し及び加速して電磁石を利用してループ状に偏向させてルツボ30内の金属材料2に照射可能としている。
【0052】
基板保持部5は、金属材料収容部3の上部に、前記水晶振動子センサ61の直下位置に設けられており、ドーム状に形成された基板保持体50が3個所定の傾きで所定角度の間隔をあけてそれぞれが自転・公転自在に配設されている。また、各基板保持体50は、前記開閉シャッタ7の中心を通る中心線Lから、各前面が相互に等しい距離となるように配置されている。51は基板保持部5の回転軸、52は各基板保持体50の自転軸である。また、53は同基板保持体50に所定間隔で複数個配置された基板装着用孔部であり、基板4を基板保持体50の裏側から挿入し、基板押さえ具54を介して装着可能としている。
【0053】
上記構成の成膜装置Aを用いて基板4に金属膜を成膜するに際し、本実施の形態では、金属材料2を補充するに際し、所定気圧の真空環境下で、先ず当該金属材料2の常圧下における融点温度まで加熱し、次いで同金属材料2を前記融点温度よりも高い温度で加熱して溶融させる一方、前記基板4へ金属を蒸着させる場合は、前記同様の所定気圧の真空環境下で、先ず前記金属材料2の融点温度よりも高い温度で加熱し、次いで前記融点温度で加熱して溶融させるようにしている。
【0054】
すなわち、図2に示すように、金属材料2を補充する場合は、先ず、前記ルツボ30に金属材料2の塊を収容する(ステップ1)。
【0055】
次いで、チャンバ6内を真空引きする(ステップ2)。このときの真空値は、図3に示す既知の各種物性値蒸気圧表より得ることができ、金属材料2の常圧下での融点よりも蒸気圧温度が低くなるように設定している。例えば、金属材料2がAgであれば、この常圧下の融点は1233,8(K)であり、蒸気圧温度をこの融点よりも低くするためには、物性蒸気圧表などから分るように10-1Pa以下にまで真空排気すればよいことが分る。
【0056】
そして、第1段階の材料溶解であるステップ3に移り、金属材料2の前記融点温度まで加熱する。
【0057】
すなわち、上述したように融点よりも蒸気圧温度が低くなるような高真空の環境を創出し、従来よりも低温で金属材料2を溶融・蒸発させて突沸の発生を可及的に防止しながら金属材料2内のガスや不純物などを効果的に除去するのである。
【0058】
次いで第2段階の材料溶解であるステップ4に移り、金属材料2を前記融点温度よりも高い温度でさらに加熱する。通常1.5倍のパワー(必要熱量)を目安にすればよい。
【0059】
金属材料2内のガスや不純物は既に除去されており、その状態で加熱しても突沸は発生しにくくなっているので、当然金属材料2の粗大粒子の発生も防止された状態で溶融が促進され、補充された金属材料2は既存の金属材料2と均一に溶融する。
【0060】
次いで、チャンバ6内に不活性ガスN2を導入してチャンバ6内を常圧に戻しながらチャンバ6内の不純物などを除去し(ステップ5)、金属材料補充処理を終了する。
【0061】
上述した流れからなる金属材料補充時の成膜条件は図4に示すようになり、第1段階の材料溶解(ステップ3)及び第2段階の材料溶解(ステップ4)に必要なだけのパワー出力が実行できるように、予め成膜装置A内にプログラムとして設定しておくとよい。
【0062】
また、図4において表された加熱時間(a〜d)は、長いほど突沸の抑制に有利であることが実験的に分っているが、成膜工程の効率を勘案し適宜設定するとよい。
【0063】
所要枚数の基板4を上記した基板保持部5の基板保持体50にセットした後、実際に成膜処理を実行するが、この場合についても前述同様の所定気圧に設定した真空環境を創出し、ここでは先ず金属材料の常圧下における融点温度よりも高い温度で加熱し、次いで前記融点温度まで降温して金属材料2を溶融蒸発させるようにしている。
【0064】
すなわち、基板4が装着された基板保持体50をそれぞれ自転及び公転させながら、図5に示すように、チャンバ6内を減圧して真空引きする(ステップ1)。このときの真空値についても、図3に示した既知の各種物性値蒸気圧表より得ることができ、金属材料2の常圧下での融点よりも蒸気圧温度が低くなるように設定している。
【0065】
そして、チャンバ6内が設定真空値になると、第1段階の材料溶解であるステップ2に移り、金属材料収容部3では、フィラメント9からの電子ビーム1を金属材料2に照射して金属材料2の前記融点温度より高くなるように加熱する。
【0066】
この温度設定は、金属材料をより均一に溶融させるために、先ず金属材料の融点温度よりも高い温度で加熱するものであり、本実施の形態のような高真空状態では蒸気圧温度よりもはるかに高く、金属材料を溶融蒸発させて金属材料から不純物やガスを除去することができる。しかし、そのままでは、後に前記開閉シャッタ7を開いて基板4に成膜する際に、成膜制御が難しくなるとともに、チャンバ6内で突沸を生じるおそれがあるので、次いで第2段階の材料溶解であるステップ3に移り、第2段階として、一旦融点程度まで温度を下げた状態で、金属材料を蒸発させるのである。
【0067】
そして、溶融が完了し、金属材料の溶融初期に発生しやすい不純物などが基板4に付着しないように、所定時間経過させて蒸発が安定した適宜のタイミングで開閉シャッタ7を開き、前記水晶振動子センサ61でモニタしながら必要な金属膜厚(図6参照)まで基板4に蒸着し成膜処理を実行する(ステップ4)。これにより、回転する3つの基板保持体50に保持された全ての基板4には、所定の金属蒸着領域に所望する厚みの金属膜が成膜される。このとき、突沸の発生が可及的に防止され、突沸に伴う金属球の発生も防止されているので、成膜状態は極めて良好なものとなる。
【0068】
次いで、チャンバ6内に不活性ガスN2を導入してチャンバ6内を常圧に戻しながらチャンバ6内の不純物などを除去し(ステップ5)、成膜処理を終了する。
【0069】
上述した金属材料補充時の成膜条件は図6に示すようになり、ここでも成膜装置Aは、第1段階の材料溶解(ステップ2)及び第2段階の材料溶解(ステップ3)に必要なだけのパワー出力が実行できるように予め設定されている。
【0070】
また、この場合においても、図6において表された加熱時間(a〜d)は長いほど突沸の抑制に有利であることが実験的に分っているが、成膜工程の効率を勘案し適宜設定することができる。
【0071】
なお、上述してきた実施の形態における成膜装置Aにおいて、高真空下で融点温度に設定するためのパワー(必要熱量)は、放射温度計などの測定器を用いて算出することができる。
【0072】
また、成膜方法としてはエレクトロンビームガン方式によるものとして説明したが、加熱蒸着方式によるものにも適用することが可能である。
【0073】
また、上記した放射温度計などの温度計をモニタとして使用し、この温度をパワー制御にフィードバックするように自動制御可能な構成とすることによって、金属材料が変更されても適正なパワー条件を得ることができるようになり、突沸を防止できる成膜装置Aとしての完成度も高まる。
【0074】
【発明の効果】
本発明によれば、金属材料内部のガスや不純物を十分除去することができるので突沸を防止でき、突沸による粗大粒子からなる金属球の発生も防止できることから、後に成膜作業に移行した際に、基板へ金属球が成膜されることを防止でき、製品歩留まりを向上させることができる。
【0075】
しかも、金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で成膜処理を行う場合、制御する真空度や温度については、金属材料の常圧下における融点と各種物性値の蒸気圧表から容易に設定でき、さらに、前記融点を温度の基準として真空度を設定すれば、その後は温度制御のみでよいので成膜条件をコントロールしやすくなり、かつ真空引きに要するパワーと加熱に要するパワーとのバランスもよく、エネルギ効率も高まる。
【図面の簡単な説明】
【図1】本実施形態に係る成膜装置の模式図である。
【図2】同製膜装置を用いた成膜方法における金属材料補充時のフローチャートである。
【図3】各種物性値蒸気圧表である。
【図4】金属材料補充時の成膜条件を示すチャートである。
【図5】成膜処理時のフローチャートである。
【図6】同成膜処理時の成膜条件を示すチャートである。
【図7】従来の成膜装置の模式図である。
【図8】基板に金属球が成膜された状態を示す説明図である。
【符号の説明】
A 成膜装置
1 EBガン
2 金属材料
3 金属材料収容部
4 基板
5 基板保持部
6 チャンバ
7 開閉シャッタ
Claims (9)
- 金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、
前記金属材料を補充するに際し、金属材料補充後、先ず当該金属材料の融点温度を維持するように所定時間加熱し、次いで、さらに高温加熱して前記金属材料を溶融させることを特徴とする成膜方法。 - 金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、
前記基板へ金属を蒸着させるに際し、先ず当該金属材料の融点温度よりも高い温度を維持するように所定時間加熱し、次いで前記融点温度に降温して前記金属材料を溶融蒸発させることを特徴とする成膜方法。 - 金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、
金属材料を補充するに際し、金属材料を補充した後、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度を維持するように所定時間加熱し、次いで、さらに高温加熱して前記金属材料を溶融させることを特徴とする成膜方法。 - 金属材料を加熱することによって蒸発させ、蒸発した金属を基板に蒸着させて金属膜を成膜する成膜方法において、
前記基板へ金属を蒸着させるに際し、前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、先ず当該金属材料の前記融点温度よりも高い温度で所定時間加熱し、次いで前記融点温度に降温して前記金属材料を溶融蒸発させる成膜方法。 - 金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設したチャンバとを具備する成膜装置において、
前記金属材料収容部へ補充した金属材料を、先ず当該金属材料の融点温度を維持し、次いで、さらに高温度になるまで加温して溶融可能に構成したことを特徴とする成膜装置。 - 金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設したチャンバとを具備する成膜装置において、
前記金属材料収容部内の金属材料を、先ず当該金属材料の融点温度よりも高温度に維持し、次いで、前記融点温度に降温して溶融蒸発可能に構成したことを特徴とする成膜装置。 - 金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設するとともに、真空引き可能としたチャンバとを具備する成膜装置において、
前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、前記金属材料収容部へ補充した金属材料を、先ず当該金属材料の融点温度に維持し、次いで、さらに高温度になるまで加温して溶融可能に構成したことを特徴とする成膜装置。 - 金属材料を加熱溶融する金属材料収容部と、金属膜を成膜するための基板を保持する基板保持部と、同基板保持部と前記金属材料収容部とを収納配設するとともに、真空引き可能としたチャンバとを具備する成膜装置において、
前記金属材料の常圧下における融点よりも蒸気圧温度が低くなる真空環境の下で、前記金属材料収容部内の金属材料を、先ず当該金属材料の融点温度よりも高温度に維持し、次いで、前記融点温度に降温して溶融蒸発可能に構成したことを特徴とする成膜装置。 - 金属材料収容部は、金属材料を加熱溶融可能としたエレクトロンビームガンを具備することを特徴とする請求項5〜8のいずれか1項に記載の成膜装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002376181A JP4161711B2 (ja) | 2002-12-26 | 2002-12-26 | 成膜方法及び成膜装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002376181A JP4161711B2 (ja) | 2002-12-26 | 2002-12-26 | 成膜方法及び成膜装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004204314A true JP2004204314A (ja) | 2004-07-22 |
| JP4161711B2 JP4161711B2 (ja) | 2008-10-08 |
Family
ID=32813706
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002376181A Expired - Fee Related JP4161711B2 (ja) | 2002-12-26 | 2002-12-26 | 成膜方法及び成膜装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4161711B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7727580B2 (en) | 2005-03-29 | 2010-06-01 | Sanyo Electric Co., Ltd. | Method of manufacturing electrode for lithium secondary batteries |
| CN114892139A (zh) * | 2022-03-31 | 2022-08-12 | 宣城开盛新能源科技有限公司 | 一种控制蒸发源材料水分及杂质的方法及装置 |
-
2002
- 2002-12-26 JP JP2002376181A patent/JP4161711B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7727580B2 (en) | 2005-03-29 | 2010-06-01 | Sanyo Electric Co., Ltd. | Method of manufacturing electrode for lithium secondary batteries |
| CN114892139A (zh) * | 2022-03-31 | 2022-08-12 | 宣城开盛新能源科技有限公司 | 一种控制蒸发源材料水分及杂质的方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4161711B2 (ja) | 2008-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070134427A1 (en) | Methods and apparatus for deposition of thin films | |
| JP4296256B2 (ja) | 超伝導材料の製造方法 | |
| US6913675B2 (en) | Film forming apparatus, substrate for forming oxide thin film, and production method thereof | |
| CN109072413B (zh) | 金属蒸发材料 | |
| JPS5983766A (ja) | 電子銃を用いた真空蒸着装置 | |
| JP2003017039A (ja) | リチウム二次電池用電極の形成装置および形成方法 | |
| JP4161711B2 (ja) | 成膜方法及び成膜装置 | |
| JP7420365B2 (ja) | 半導体成膜装置及びその成膜方法並びにそれを用いた半導体装置の製造方法 | |
| KR20190056558A (ko) | 금색 박막을 형성하기 위한 Ti-Zr 합금타겟의 제조방법과 이를 이용한 금색 박막의 코팅방법 | |
| WO2001059173A1 (en) | METHOD FOR FABRICATING MgO POLYCRYSTALLINE THIN FILM | |
| CN110468378A (zh) | 一种致密五氧化二钽薄膜的制备方法 | |
| JPWO2001059173A1 (ja) | MgOの多結晶薄膜の製造方法 | |
| JP4952908B2 (ja) | 真空蒸着装置及びその制御方法 | |
| JP2012067331A (ja) | 成膜方法およびスパッタリング装置 | |
| JP2011074442A (ja) | 真空蒸着装置 | |
| JP2002241930A (ja) | 窒化物薄膜作製方法 | |
| JPH05320868A (ja) | アルミニウム膜の結晶配向制御方法 | |
| JPH01108364A (ja) | 蒸発源の蒸着材料供給方法 | |
| JPS61186472A (ja) | 蒸着非結晶膜製造装置 | |
| Kunibe et al. | Development of ion mixing equipment for R&D use and preparation of tin films by N2 gas assisted ion beam mixing | |
| JPS58153775A (ja) | 薄膜の製造方法 | |
| JPH05117843A (ja) | 薄膜形成装置 | |
| JP2019183180A (ja) | 蒸着装置 | |
| JP3227768B2 (ja) | 銅薄膜の結晶配向制御方法 | |
| JP2874436B2 (ja) | 真空蒸着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20040818 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080415 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080701 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080714 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |