JP2004209545A - プレス機械およびそのスライド駆動方法 - Google Patents
プレス機械およびそのスライド駆動方法 Download PDFInfo
- Publication number
- JP2004209545A JP2004209545A JP2003002644A JP2003002644A JP2004209545A JP 2004209545 A JP2004209545 A JP 2004209545A JP 2003002644 A JP2003002644 A JP 2003002644A JP 2003002644 A JP2003002644 A JP 2003002644A JP 2004209545 A JP2004209545 A JP 2004209545A
- Authority
- JP
- Japan
- Prior art keywords
- link
- axis
- slide
- shaft
- driven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/26—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by cams, eccentrics, or cranks
- B30B1/268—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by cams, eccentrics, or cranks using a toggle connection between driveshaft and press ram
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Presses (AREA)
- Press Drives And Press Lines (AREA)
- Presses And Accessory Devices Thereof (AREA)
Abstract
【課題】大型プレス機械であっても、大型電動サーボモータを必要とせず、しかも成形速度及びスライドストローク長さを変更可能となるプレス機械およびそのスライド駆動方法を提供する。
【解決手段】電動メインモータでフライホイールを装着した入力軸を駆動し、この動力を,クラッチを介して出力軸に伝達し、出力軸にリンク機構を介して連結したスライドを駆動するプレス機械において、出力軸の動力を受ける偏心軸(11)と、3軸のうちの1軸が偏心軸(11)で回転駆動される3軸リンク(12)と、3軸リンクの他の1軸にコンロッド(13)及びプランジャ(14)を介して連結されたスライド(51)と、3軸リンクの残り1軸に一端部が回動自在に連結された2軸リンク(16)と、該2軸リンクの他端部に回動自在に連結され、該2軸リンクの他端部位置をサーボ制御する軸位置可変手段(40a)とを備える。
【選択図】 図1
【解決手段】電動メインモータでフライホイールを装着した入力軸を駆動し、この動力を,クラッチを介して出力軸に伝達し、出力軸にリンク機構を介して連結したスライドを駆動するプレス機械において、出力軸の動力を受ける偏心軸(11)と、3軸のうちの1軸が偏心軸(11)で回転駆動される3軸リンク(12)と、3軸リンクの他の1軸にコンロッド(13)及びプランジャ(14)を介して連結されたスライド(51)と、3軸リンクの残り1軸に一端部が回動自在に連結された2軸リンク(16)と、該2軸リンクの他端部に回動自在に連結され、該2軸リンクの他端部位置をサーボ制御する軸位置可変手段(40a)とを備える。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、プレス機械およびそのスライド駆動方法に関し、特に大型プレス機械において低コストで、容易に実用化が可能なプレス機械およびそのスライド駆動方法に関する。
【0002】
【従来の技術】
従来より、ワークの大きさ、形状、成形条件等の異なるそれぞれの適用分野に応じて、小型、中型、大型の様々なプレス機械が使用されてきており、大型プレス機械は特に深絞り加工の分野に多く行われている。大型プレス機械のスライド駆動機構としては、例えば図13に示すリンク機構のものが一般的に知られており、その構造を図13により説明する。プレス機械の本体は、ベッド(図示せず)、複数のアプライト52、及びクラウン53より構成されている。前記ベッドの両端側上面に前記アプライト52が立設されていて、これらアプライト52の上端にクラウン53が設置されている。そしてクラウン53、アプライト52及びベッドが串刺し状態で挿通されたタイロッド57により結合されている。
【0003】
また、スライド51がクラウン53内に収容されたスライド駆動機構58により上下駆動されるようになっている。クラウン53内には、スライド駆動機構58を構成する一対の軸58aが収容されている。これら軸58aにはメインギヤ58bが回転自在に支持されていて、前記メインギヤ58bはギヤトレイン58c、図示しないクラッチ及びフライホイールを介して電動メインモータに接続されており、この電動メインモータにより前記クラッチ及びギヤトレイン58cを介して、前記軸58a上をメインギヤ58bが回転されるようになっている。
【0004】
リンク機構60は、前記メインギヤ58bと固着した偏心軸11に3軸のうちの1軸が回転自在に結合し、かつ他の1軸にコンロッド58eと軸着した3軸リンク12と、前記3軸リンク12の残りの1軸および本体フレームの2箇所で回動自在に連結された2軸リンク61とを備えている。
前記コンロッド58eの下端は前記スライド51にピン連結され、メインギヤ58bの回転に伴いスライド51が上下駆動されるようになっている(例えば、特許文献1参照。)。
【0005】
【特許文献1】
特公昭51−36502号公報(第1頁、第1−2図)
【0006】
【発明が解決しようとする課題】
このような大型プレス機械においては、従来から、性能向上に関して3つの大きな課題が挙げられている。その第1は、深絞り加工時の成形条件を様々なワークに対応させるために、加工時のスライド51の成形速度を変更可能とすることであり、第2は、スライドストローク長さ(上死点と下死点間の長さ)を可変とすることであり、第3は、偏荷重に起因するスライドの傾きを補正することである。
ところが、第1の課題である成形速度の変更には、従来は前記電動メインモータの回転数の変更によって対応しているが、この場合プレス運転の1サイクル時間が変更されることになるので、例えば成形速度を遅くすると1サイクル時間も長くなって生産性が低下するという問題がある。また、第2の課題であるスライドストローク長さの可変については、前述した従来の構成では対応ができない。さらに、第3の課題であるスライドの傾きを補正については、金型側で調整する必要があった。
【0007】
上記の3つの課題を解決する手段として、中小型プレス機械においては、近年、スライドを電動サーボモータでボールスクリュー、又は偏心軸とリンク機構等の所定の動力伝達機構を介して直接駆動し、そのモーション(スライドの位置及び速度)を精密に制御するようにした電動サーボプレスが採用され始めている。この電動サーボプレスによると、ワークを加圧する加圧領域以外では高速度でスライドを下降又は上昇させ、加圧領域では成形条件に適合した最適な成形速度となるように電動サーボモータを精度良く制御することにより、上記の成形速度及びスライドストローク長さを可変にさせることが可能となる。
【0008】
しかしながら、このような中小型プレス機械における電動サーボプレスのスライド駆動技術を大型プレス機械に適用するのは、現状では非常に困難である。なぜならば、図131で示したような大型プレス機械のスライド51、メインギヤ58b、ギヤトレイン58c、リンク機構60、図示しないクラッチ&ブレーキ及びフライホイール等のスライド駆動機構58は重量が大きいので、これらを高速で制御し、スライド51の位置及び速度を精密に制御するためには、非常に大きなパワーの出力が可能な大型電動サーボモータが必要となる。ところが、現状では、実用的に使用可能な、大きなパワーの出力が可能な大型電動サーボモータの入手が非常に困難であり、また、もし入手しようとしても特注品となってしまうからプレス機械全体のコストが非常に高くなるという問題がある。
さらに、大型電動サーボモータを使用することにより、電力消費量も大きくなる。
【0009】
本発明は、上記の問題点に着目してなされたもので、大型プレス機械であっても、大型電動サーボモータを必要とせず、しかも成形速度及びスライドストローク長さを変更可能となるプレス機械およびそのスライド駆動方法を提供することを目的としている。
【0010】
【課題を解決するための手段、作用及び効果】
上記目的を達成するため、第1発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、前記出力軸の回転動力を受ける偏心軸と、3軸のうちの1軸が前記偏心軸で偏心回転駆動される3軸リンクと、前記3軸リンクの他の1軸にコンロッド及びプランジャを介して連結され、本体フレームに上下動自在に支承されたスライドと、前記3軸リンクの残りの1軸および本体フレーム間に回動自在に連結され、サーボ駆動して、該残りの1軸と本体フレームとの間の等価的なリンク長さを可変制御するリンク長さ可変手段とを備えた構成としている。
【0011】
第1発明によれば、3軸リンクの1軸に連結されたリンク長さ可変手段によって該3軸リンクの1軸と本体フレームとの間の等価的なリンク長さを可変制御することにより、3軸リンクの偏心軸回りの回転角度が変更される。偏心軸の偏心回転駆動で3軸リンクが前記3軸リンクの1軸を支点として揺動し、コンロッドを介してスライドを上下方向に駆動するため、上記のように3軸リンクの偏心軸回りの回転角度を変更することにより、スライドモーションの変更、スライドストロークの変更が可能となる。また、偏心軸の回転角度に同期して前記リンク長さ可変手段によって前記等価的なリンク長さを可変制御することにより、スライドモーションの成形速度を所望の速度に制御可能となる。このとき、スライドを上下駆動して加工を行うためのパワーは、主として電動メインモータがフライホイール、クラッチを介して偏心軸を回転駆動することによって得られるため、リンク長さ可変手段によって前記等価的なリンク長さを可変制御するためのパワーは小さくて済み、小型の電動サーボモータを用いることができる。従って、コスト的にも入手性でも実用化が可能となる。
【0012】
第2発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、前記出力軸の回転動力を受ける偏心軸と、3軸のうちの1軸が前記偏心軸で偏心回転駆動される3軸リンクと、前記3軸リンクの他の1軸にコンロッド及びプランジャを介して連結され、本体フレームに上下動自在に支承されたスライドと、前記3軸リンクの残りの1軸に一端部が回動自在に連結された2軸リンクと、前記2軸リンクの他端部に回動自在に連結され、該2軸リンクの他端部の位置をサーボ制御する軸位置可変手段とを備えた構成としている。
【0013】
第2発明によれば、3軸リンクの1軸に連結された2軸リンクの先端部の位置を電動サーボシリンダによってサーボ制御して、該2軸リンクによる該3軸リンクの1軸の拘束条件を可変制御することにより、3軸リンクの偏心軸回りの回転角度が変更される。このため、第1発明と同様にして、スライドモーションの変更、スライドストロークの変更が可能となると共に、スライドモーションの成形速度を所望の速度に制御可能となる。このとき、上記電動サーボシリンダには小型の電動サーボモータを用いることができるので、コスト的にも入手性でも実用化が可能となる。
【0014】
第3発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、前記出力軸の回転動力を受ける偏心軸と、2軸のうちの1軸が前記偏心軸で偏心回転駆動される2軸メインリンクと、前記2軸メインリンクの他の1軸にコンロッド及びプランジャを介して連結され、本体フレームに上下動自在に支承されたスライドと、前記2軸メインリンクの前記他の1軸および本体フレーム間に回動自在に連結され、サーボ駆動して、該他の1軸と本体フレームとの間の等価的なリンク長さを可変制御するリンク長さ可変手段とを備えた構成としている。
【0015】
第3発明によれば、リンク長さ可変手段によって2軸メインリンクの1軸と本体フレームとの間の等価的なリンク長さを可変制御することにより、2軸メインリンクの偏心軸回りの回転角度が変更される。このため、第1発明と同様にして、スライドモーションの変更、スライドストロークの変更が可能となると共に、スライドモーションの成形速度を所望の速度に制御可能となる。このとき、上記電動サーボシリンダには小型の電動サーボモータを用いることができるので、コスト的にも入手性でも実用化が可能となる。
【0016】
第4発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、3軸リンクの3軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、前記偏心軸の回転角度に同期して、前記3軸リンクの残りの1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御して変え、スライドモーションを変更する方法としている。
【0017】
第4発明によれば、偏心軸の回転角度に同期して、3軸リンクの1軸と本体フレームとの間の等価的なリンク長さをサーボ制御して変え、スライドモーションを変更するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドモーションを制御可能となる。これにより、低コストで実用的に構成できると共に、ワーク成形条件に適した成形速度で加工できる。
【0018】
第5発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、3軸リンクの3軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、スライドのストローク長さを変更するときには、該ストローク長さに応じて、前記3軸リンクの残りの1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御で変えた状態で固定し、前記偏心軸の回転によりスライドを駆動する方法としている。
【0019】
第5発明によれば、加工開始前に所望のストローク長さに応じて、3軸リンクの1軸と本体フレームとの間の等価的なリンク長さをサーボ制御で変え、この状態で、加工時に偏心軸の回転により3軸リンクを揺動させ、コンロッドを介してスライドを上下方向に駆動するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドのストローク長さを変更することができる。これにより、実用的な構成が可能となる。
【0020】
第6発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、3軸リンクの3軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、前記偏心軸の回転角度に同期して、前記3軸リンクの残りの1軸に一端部が連結された2軸リンクの他端部の軸着部の位置をサーボ制御して変え、スライドのモーションを変更する方法としている。
【0021】
第6発明によれば、偏心軸の回転角度に同期して、3軸リンクの1軸に一端部が連結された2軸リンクの他端部の軸着部の位置をサーボ制御して変え、これにより3軸リンクの偏心軸回りの回転角度を制御するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドのモーションを変更することができる。従って、低コストで、実用的に構成できる。
【0022】
第7発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、2軸メインリンクの2軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、前記偏心軸の回転角度に同期して、前記2軸メインリンクの他の1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御して変え、スライドモーションを変更する方法としている。
【0023】
第7発明によれば、偏心軸の回転角度に同期して、2軸メインリンクの1軸と本体フレームとの間の等価的なリンク長さをサーボ制御して変え、スライドモーションを変更するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドモーションを制御可能となる。これにより、低コストで実用的に構成できると共に、コストワーク成形条件に適した成形速度で加工できる。
【0024】
【発明の実施の形態】
以下に、本発明の実施形態を、図面を参照して詳細に説明する。
【0025】
図1は、本発明に係るプレス機械のスライド駆動機構要部を示す斜視図であり、同図では図13に示した構成要素と同一要素には同一符号を付す。
軸58aに支承されたメインギヤ58bには、軸58aの軸中心Oから偏心した位置に軸中心11aを有する偏心軸11が固着されている。偏心軸11には、3つの軸12a,12b,12cを有する3軸リンク12の一軸12aが回動自在に嵌め込まれており、他の一軸12bにはコンロッド13の一端部がピン連結されている。コンロッド13の他端部は、ガイド15によって上下方向に摺動自在にガイドされたプランジャ14を介してスライド51に連結されている。尚、通常は、図13に示すようにスライド51の水平バランスを考慮して4本のプランジャで支持するが、バランスを十分にとれるような場合には4本よりも少ないプランジャで支持するようにしてもよい。
【0026】
また、前記3軸リンク12の残りの一軸12cには、2軸リンク16の一端部が回動自在にピン連結されており、さらに該2軸リンク16の他端部は、基端部がクラウン53の支持フレーム53aに取り付けられた電動サーボシリンダ20の先端部に回動自在にピン連結されている。尚、電動サーボシリンダ20によって、2軸リンク16の、電動サーボシリンダ20側の軸16aの位置を可変にさせており、本例ではこの電動サーボシリンダ20がリンク長さ可変手段40を構成としている。
【0027】
図2は電動サーボシリンダ20の構成を概略的に表した図であり、図2により電動サーボシリンダ20について説明する。ケース21にはナット22が回動自在に支承されていて、このナット22に、外周面にねじが螺設されたねじ部材23が螺合している。ナット22の外周部に設けたギヤ24aは、所定のギヤ列24b,25aを介して、ケース21に取り付けた電動サーボモータ28の出力軸に設けたギヤ25bに噛合している。電動サーボモータ28のモータ軸には、該モータの回転角度、すなわち電動サーボシリンダ20の伸縮長さL0を検出するシリンダ長さセンサ32が取り付けられている。シリンダ長さセンサ32の検出信号に基づき電動サーボモータ28の回転角度を制御することにより、ナット22の回転を介してねじ部材23を軸線方向に進退させ、ねじ部材23の先端部に設けたヨーク部23aまでの本電動サーボシリンダ20の伸縮長さL0を制御するようになっている。なお、図1に示すように該ヨーク部23aが前記2軸リンク16を介して3軸リンク12の一軸12cにピン連結されている。
【0028】
図3は、本発明に係るスライド位置制御方法を概念的に説明する図である。ここで、軸58aの軸中心Oと3軸リンク12の軸12aの軸中心(偏心軸11の軸中心11a)との偏心距離をrとし、偏心軸11の回転角度をθとする。また、3軸リンク12の軸12a,12b間の距離、軸12b,12c間の距離、及び軸12a,12c間の距離をそれぞれL2,L3.L4とし、コンロッド13の両端軸間の長さをL5とする。また、電動サーボシリンダ20の取付角度(すなわち軸線と鉛直線との成す角度)をα、電動サーボシリンダ20の伸縮長さをL0、および2軸リンク16の長さをL1、電動サーボシリンダ20の基端部と軸58aの軸中心Oとの相対距離をX,Yとする。また、2軸リンク16の、電動サーボシリンダ20側の軸16aと、軸58aの軸中心Oとの相対距離をX16,Y16とする。
【0029】
電動サーボシリンダ20の伸縮長さL0が所定値に固定されているとき、電動メインモータによってクラッチを介してメインギヤ58bが回転駆動されると、3軸リンク12の軸12aは軸58aの軸中心O回りに回転し、これに伴い軸12bも所定の閉曲線の軌跡に沿って移動する。この動きはコンロッド13およびプランジャ14を介してスライド51を上下動させ、スライド51のこの上下動モーションは所定のリンクモーションとなる。該リンクモーションは、偏心軸11の偏心距離rと、偏心軸11の回転角度θと、3軸リンク12のそれぞれの2軸間の距離L2,L3,L4と、コンロッド13の長さL5と、2軸リンク16の長さL1と、2軸リンク16の一端軸16aと軸58aの軸中心Oとの相対距離(X16,Y16)との機械的な関係によって決まる所定の関数式で表される。また、該相対距離(X16,Y16)は、電動サーボシリンダ20の取付角度αと、電動サーボシリンダ20の伸縮長さL0と、電動サーボシリンダ20の基端部と軸58aの軸中心Oとの相対距離(X,Y)との機械的な関係によって決まる所定の関数式で表される。したがって、電動サーボシリンダ20を所定長さに設定した状態で、偏心軸11を所定速度で回転させることにより、上記の所定関係式に基づくリンクモーションに沿ってスライド51の上下動を制御することが可能である。
【0030】
また、上記において、電動サーボシリンダ20の伸縮長さL0を変えて2軸リンク16の一端軸16aの位置を変えると、これに対応してリンクモーションの形状自体を変化させることもできる。従って、前記偏心軸11の回転角度θに同期させて電動サーボシリンダ20の伸縮長さL0を特定アルゴリズムに基づき精度良く制御することにより、前述の機械的な関係式から定まる任意のモーションになるように制御することができる。
【0031】
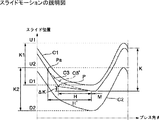
例えば、電動サーボシリンダ20の伸縮長さL0を短くした状態で固定すると、図4のモーションC1にて示すように、スライド51の下限位置D1と上限位置U1との差、つまりストローク長さK1を小さくすることができ、反対に前記伸縮長さL0を長くした状態で固定すると、図4のモーションC2にて示すように、ストローク長さK2を大きくすることができる。
また、図4のモーションC3にて示すように、スライド51の加工行程H時に、前記偏心軸11の回転角度θに同期させて、スライド51の下降速度が所定の定速度になるように電動サーボシリンダ20の伸縮長さL0を徐々に変化させることにより、成形速度を低速度にしたり、またはスライド51の位置を特定位置に保持することも可能となる。
【0032】
次に、上記のスライドモーション制御を行うための制御装置のハード構成を図5により説明する。
メインギヤ58bの近傍に、偏心軸11の回転角度θ(ここでは、プレス角と呼ぶ)を検出するパルスエンコーダ等からなるプレス角センサ31を備えている。また、スライド51の上下動位置を検出するスライド位置センサ33を備えており、スライド位置センサ33は、例えばスライド51とアプライト52との間に設けたリニアセンサなどから構成されている。また、前述した通り、電動サーボシリンダ20の伸縮長さL0を検出するシリンダ長さセンサ32を備えており、シリンダ長さセンサ32は例えば電動サーボモータ28の回転角度を検出するパルスエンコーダ等の回転角度センサからなる。これらの各センサ31,32,33の検出信号は制御器30に入力されている。
【0033】
また、本制御装置には、スライドモーションを設定するためのモーション設定手段35が設けられている。スライドモーションは、電動サーボシリンダ20の伸縮長さL0の固定で行うリンクモーションと、電動サーボシリンダ20の伸縮長さL0をプレス角θに同期させて制御する任意モーションとに分けて設定されるようになっている。リンクモーションでは、ストローク長さSを設定するようになっている。また任意モーションでは、ストローク長さS、成形速度(図4に示す加工行程Hにおけるプレス角θの範囲と、この範囲でのストローク長さΔKとにより設定)、および下死点での休止時間(図4に示す下死点休止行程Mにおけるプレス角θの範囲により設定)をそれぞれ設定するようになっている。このため、モーション設定手段35は、例えば、モーション種類や設定データを選択するスイッチ、各設定データを入力するためのテンキー等、及び設定データを確認するための表示器を備えている。
【0034】
メモリ30aは、前記予め設定されたスライドモーションデータ、および、前述した、偏心軸11の回転角度θと電動サーボシリンダ20の伸縮長さL0とスライド51の位置との対応を表したスライド位置テーブルを記憶する記憶装置である。このスライド位置テーブルの各データは、前記機械的な関係式に基づき予め求められており、電動サーボシリンダ20の所定間隔毎の伸縮長さL0のときの、偏心軸11の所定角度毎の回転角度θに対応するスライド位置が設定されている。
【0035】
制御器30はパーソナルコンピュータ等のコンピュータ装置やPLC(プログラマブルロジックコントローラで、いわゆるシーケンサ)などの高速演算装置を主体に構成されており、前記各センサ31,32,33の検出値を入力し、この検出値に基づき、メモリ30aに記憶しているスライドモーションデータおよびスライド位置テーブルを参照して、電動サーボモータ28の速度指令を演算し、これをサーボアンプ34に出力して電動サーボモータ28の位置および速度を制御する。
【0036】
サーボアンプ34は、電動サーボモータ28から該モータの回転速度をフィードバック信号として入力し、入力した前記制御器30からの速度指令とこのフィードバック信号との偏差値に基づき電動サーボモータ28の速度を制御している。
【0037】
図6は、第1実施形態に係るリンクモーションの制御方法を表わすフローチャートであり、以下に、図6によりその制御方法を説明する。
先ず、ステップS1では、予め設定されたモーションのストローク長さに応じた電動サーボシリンダ20の長さL0をリンクモーション制御用の電動サーボシリンダ長さテーブルにより求める。ここで、リンクモーション制御用の電動サーボシリンダ長さテーブルは、図7に示したように、所定間隔毎の設定ストローク長さK1,K2に対応した電動サーボシリンダ長さと下死点高さ補正値を記憶したものである。すなわち、図3を参照して説明したように、電動サーボシリンダ20の長さL0(つまり2軸リンク16の先端部の位置)を伸縮すると、これに伴いリンクモーションも変化し、その上死点と下死点間のストローク長さも変化するようになっているから、このときの所定間隔毎の電動サーボシリンダ長さに応じたストローク長さを予め測定して上記テーブルに記憶しておく。尚、ストローク長さの設定単位(例えば1mm)毎にテーブルのストローク長さを記憶しているのが望ましいが、こうするとテーブルのデータサイズが莫大なものとなるので、これを小さいサイズにするために、設定単位よりも大きな間隔で記憶しておき、記憶している隣接した2つのストローク長さ間の中間値が設定されたときには、比例配分によりその中間値に応じた電動サーボシリンダ長さを近似的に求めてもよい。
また、電動サーボシリンダ20の長さL0を伸縮すると、下死点高さも変化してしまう。そこで、所定間隔毎の設定ストローク長さK1,K2に対応した下死点高さ補正値に基づいて、スライドに設けたダイハイト調整手段(図示せず)駆動し、所定のダイハイトを保持するようになっている。
【0038】
次に、ステップS2で、求めた電動サーボシリンダ長さになるように、電動サーボシリンダ20の電動サーボモータ28を制御し、2軸リンク16の一端軸16a位置を設定する。そして、ステップS3で、図示しない運転釦等の操作が行なわれたら、クラッチ&ブレーキのブレーキをオフし、クラッチをオンする。この後、ステップS4では、電動メインモータによる偏心軸11の回転駆動を介して、3軸リンク12を揺動させ、スライド51を駆動する。次に、ステップS5で、プレス角センサ31からプレス角を読み込み、そしてステップ6でプレス角がスライド上死点停止領域に達したかをチェックし、達してないときは、前記ステップS4に戻って達するまで繰返す。ステップS6で達していたときには、ステップS7でクラッチ&ブレーキのクラッチをオフし、ブレーキをオンして、スライド51を上死点停止領域で停止させる。なお、上死点停止領域の範囲は、クラッチ&ブレーキの作動遅れ時間、ブレーキ停止時間等を考慮して設定されているものとする。
なお、ストローク毎の上死点停止をせずに、連続運転させてもよい。
【0039】
上記の制御方法によると、所望のストローク長さに応じて、運転開始前に電動サーボシリンダ長さを調整し、運転開始後は、この電動サーボシリンダ長さを固定した状態で、電動メインモータによる偏心軸11の回転を介してスライド51を所定のリンクモーションに沿って駆動する。このときのリンクモーションは、前述のように電動サーボシリンダ長さ及び偏心軸11の偏心距離r、3軸リンク12の各軸間距離等の機械的な関係式によって決まる。また、ストローク長さは、電動サーボシリンダの長さによって決まる。そして、スライドの上下駆動及びワーク加圧に要するパワーは、電動メインモータ及びフライホイールによって供給されるので、電動サーボシリンダ20用のサーボモータ28のパワーは、2軸リンク16、3軸リンク12、コンロッド13を介してスライド51をストローク長さ調整に要する短い距離だけ移動させるに要する小さなパワーでよい。したがって、電動メインモータよりも小型の電動サーボモータ28を使用でき、一般的に製作されている大きさの出力容量の電動サーボモータを使用できるので、実用化が容易で、コスト的に安く構成できる。
【0040】
次に、図8により、任意モーション制御方法について説明する。
先ず、ステップS11では、予め設定されたモーションのストローク長さに応じた電動サーボシリンダ20の長さL0をリンクモーション制御用の電動サーボシリンダ長さテーブルにより求める。ここで、任意モーション制御用の電動サーボシリンダ長さテーブルは、図9に示すように、所定間隔毎のストローク長さK1,K2,…に対応した電動サーボシリンダ長さ、下死点高さ補正値、成形速度を設定するための所望成形領域のクランク角度範囲H1,H2,…、とその領域のストローク長さΔK1,ΔK2,…、及び下死点停止領域のクランク角度範囲M1,M2,…を記憶したものである。これらのモーションデータの所定間隔毎の設定値は、電動サーボシリンダ20の長さをプレス角に同期して制御するときに、モーション軌跡精度を損なわずに追従可能な範囲となるように設定されている。すなわち、偏心軸回動駆動のみによって実行される通常のリンクモーションに対して、電動サーボシリンダの長さをプレス角に同期して制御して、スライド位置を上記リンクモーションからずらした位置に制御することにより、所望のスライドモーションとしているため、このリンクモーションからのずれ量が大きくなると、電動サーボシリンダ長さの所定時間当りの制御量が大きくなるので、追従できなくなる可能性があるからである。
【0041】
そこで、たとえば、図4の点Pは、所望成形領域のクランク角度範囲H、その領域のストローク長さΔK、下死点停止領域のクランク角度範囲Mによって定まるが、この点Pから元のリンクモーションC3´へ接線を引いたモーションを自動的に設定する。リンクモーションC3´と該接線との交点をPaとすると、電動サーボシリンダ20の長さはPaから徐々に変化し、元のリンクモーションC3´の下死点において、元の長さに戻るように制御している。
なお、下死点高さ補正値に基づいたダイハイト調整については、前述と同一なので、ここでは説明を省く。
【0042】
次に、ステップS12で、求めた電動サーボシリンダ長さになるように、電動サーボシリンダ20の電動サーボモータ28を制御し、2軸リンク16の一端軸16a位置を設定する。そして、ステップS13で、図示しない運転釦等の操作が行なわれたら、クラッチ&ブレーキのブレーキをオフし、クラッチをオンする。この後、ステップS14では、電動メインモータによる偏心軸11の回転駆動を介して、3軸リンク12を上下動させ、スライド51を駆動する。
【0043】
次に、ステップS15で、所定のサーボ演算周期時間毎にプレス角センサ31からプレス角を読み込み、続いてステップS16でこの読み込んだプレス角に同期させて、設定スライドモーションに沿ってスライド51が移動するように、電動サーボシリンダ20の長さL0を制御する。そして、ステップ17でプレス角がスライド上死点停止領域に達したかをチェックし、達してないときは、前記ステップS15に戻って達するまで繰返す。ステップS17で達していたときには、ステップS18でクラッチ&ブレーキのクラッチをオフし、ブレーキをオンして、スライド51を上死点停止領域で停止させる。
なお、ストローク毎の上死点停止をせずに、連続運転させてもよい。
【0044】
上記の制御方法によると、プレス角に同期して、つまり偏心軸11の回転角度に同期して、3軸リンク12の1軸に連結した2軸リンク16の一端軸16aの位置を制御することにより、3軸リンク12の回動角が任意に制御できるので、偏心軸11の回転角度に応じたスライド位置を所望のモーションに沿って制御することができる。この結果、予め設定したモーションに沿ってスライド51が移動するように電動サーボシリンダ20の長さを制御することにより、任意のスライドモーションで駆動できるので、ワーク加工条件に応じて成形速度及びストローク長さ等のモーションを変更できる。このとき、上記電動サーボシリンダ20に用いられる電動サーボモータ28は、ワークの成形荷重を担うパワーを出力する電動メインモータよりも小さなパワーがあればよいので、一般的に製作可能なパワー容量が小型の電動サーボモータ28が使用可能となる。したがって、大型プレス機械においても、スライドモーション可変にできるプレスを低コストで構成できる。
【0045】
第1実施形態によると、電動メインモータでクラッチ等を介して偏心軸11を回転駆動し、これに伴なって、偏心軸11が回動自在に連結された3軸リンク12を揺動させることによりコンロッド13を介してスライド51を所定のリンクモーションで上下駆動して大きな加圧荷重をかけるようにし、前記3軸リンク12の1軸に連結した2軸リンク16の一端軸16aの位置を所定位置に制御することにより、3軸リンク12の偏心軸11回りの回動角度を調整して前記リンクモーションのストローク長さを変更できる。さらに、偏心軸11の回動角度(プレス角)に同期して前記2軸リンク16の一端軸16aの位置を制御することにより、スライド51を予め設定した所定のスライドモーションに沿って移動させることができ、加工条件に適合した適切な成形速度及びストローク長さの成形条件で加工できる。そして、このとき、上記2軸リンク16の一端軸16aの位置を制御する電動サーボモータ28のパワーは電動メインモータよりも小さくてもよいため、容易に製作可能な小型電動サーボモータを用いて構成できるので、実用化可能となる。
【0046】
次に、図10により第2実施形態を説明する。図10は、第2実施形態に係るスライド制御方法を適用するプレス機械の要部構成図であり、同図において図1と同一の構成要素には同一符号を付して、ここでの説明を省く。3軸リンク12Aの1軸に偏心軸11が回動自在に連結され、他の2軸のうち、1軸にはコンロッド13が回動自在に連結されている。また、3軸リンク12Aの残り1軸には、2軸リンク16Aの一端部が回動自在に連結され、該2軸リンク16Aの他端部は電動サーボシリンダ20の先端部に回動自在に連結されている。この電動サーボシリンダ20は、クラウンフレームに水平方向に移動自在に支持され、かつ前記2軸リンク16Aの他端部が回動自在に連結された移動部材43を備えている。さらに、移動部材43は、外周部にねじが形成されているねじ軸41に取り付けられており、このねじ軸41に螺合しているナット部材42はクラウンフレームに回動自在に支承されている。ナット部材42の外周部にはギヤ44aが設けられており、所定のギヤ列(ここでは、図示しない)を介して、電動サーボモータ28Aの出力軸に付けたギヤ44bに噛合している。これらの移動部材43、ねじ軸41、ナット部材42、ギヤ44a,44b、電動サーボモータ28A及びシリンダ長さセンサ32によって電動サーボシリンダ20が構成されており、この電動サーボシリンダ20が2軸リンク16Aの一端軸16aの位置を制御する軸位置可変手段40aである。
【0047】
ここで、第2実施形態の作動を説明する。電動サーボシリンダ20の電動サーボモータ28Aを制御して2軸リンク16Aの一端軸16aの位置を水平方向に移動させることにより、3軸リンク12Aの偏心軸11回りの回動角が制御される。この3軸リンク12Aの回動角を固定した状態で、偏心軸11を回動させると、コンロッド13を介してスライド51を所定のリンクモーションで駆動できる。このとき、2軸リンク16Aの先端部の水平位置を変えると、その移動距離L11,2軸リンク長さL12,3軸リンク12Aの各軸間距離L13,L14,L15、コンロッド長さL16等の機械的な寸法により決まる関係式に基づくリンクモーションでスライドは上下動する。また、このとき、3軸リンク12Aの回動角に応じて、そのリンクモーションのストローク長さ(スライドの上死点と下死点との距離)も所定長さに設定される。
【0048】
さらに、第1実施形態と同様に、偏心軸11の回動角に同期して、電動サーボシリンダ20の長さL11を変えて、2軸リンク16Aの一端軸16aの位置を制御すると、偏心軸11回りの3軸リンク12Aの回動角が変わるので、スライドモーション及び成形速度を変更することができる。
【0049】
第2実施形態によるストローク長さの設定方法は、図6に示したフローチャートと同じ手順で行うことができるので、ここでの説明は省く。
【0050】
第2実施形態によると、2軸リンクの一端軸16aの位置を電動サーボモータ28によって制御することにより3軸リンクの偏心軸11回りの回動角を変えて、偏心軸11の回動に伴なうスライドモーション及びそのストローク長さを変更することができる。そして、このとき、電動メインモータよりも小容量のパワーを有する小型の電動サーボモータ28を用いて制御できるので、低コストで構成できる。
【0051】
次に、図11により第3実施形態を説明する。図11は、第3実施形態に係るスライド制御方法を適用するプレス機械の要部構成図であり、同図において図1と同一の構成要素には同一符号を付して、ここでの説明を省く。3軸リンク12の1軸に偏心軸11が回動自在に連結され、他の2軸のうち、1軸にはコンロッド13が回動自在に連結されている。また、3軸リンク12の残り1軸には、基端部がクラウン53の支持フレーム53aに軸着された電動サーボシリンダ20の先端部に回動自在に連結されている。そして、電動サーボシリンダ20によって、3軸リンク12の軸12cと、電動サーボシリンダ20の基端軸着部20aとの距離(電動サーボシリンダ20の長さ)L11を可変にさせている。
【0052】
ここで、第3実施形態の作動を説明する。電動サーボシリンダ20の電動サーボモータ28Aを制御して電動サーボシリンダ20の長さL11を変化させることにより、3軸リンク12の偏心軸11回りの回動角が制御される。電動サーボシリンダ20の長さL11を固定した状態で、偏心軸11を回動させると、コンロッド13を介してスライド51を所定のリンクモーションで駆動できる。このとき、電動サーボシリンダ20の長さL11を変えると,3軸リンク12の各軸間距離L13,L14,L15、コンロッド長さL16等の機械的な寸法により決まる関係式に基づくリンクモーションでスライドは上下動する。また、このとき、3軸リンク12の回動角に応じて、そのリンクモーションのストローク長さ(スライドの上死点と下死点との距離)も所定長さに設定される。
【0053】
さらに、第1実施形態と同様に、偏心軸11の回動角に同期して、電動サーボシリンダ20の長さL11を制御すると、偏心軸11回りの3軸リンク12の回動角が変わるので、スライドモーション及び成形速度を変更することができる。
【0054】
第3実施形態によるストローク長さの設定方法は図6、任意モーション制御方法は図8に示したフローチャートと同じ手順で行うことができるので、ここでの説明は省く。
【0055】
第3実施形態によると、3軸リンク12の軸12cと、電動サーボシリンダ20の基端軸着部20aとの距離L11を電動サーボモータ28Aによって制御することにより3軸リンク12の偏心軸11回りの回動角を変えて、偏心軸11の回動に伴なうスライドモーション及びそのストローク長さを変更することができる。そして、このとき、電動メインモータよりも小容量のパワーを有する小型の電動サーボモータ28Aを用いて制御できるので、低コストで構成できる。
【0056】
次に、図12により第4実施形態を説明する。図12は、第4実施形態に係るスライド制御方法を適用するプレス機械の要部構成図であり、同図において図1と同一の構成要素には同一符号を付して、ここでの説明を省く。2軸メインリンク112の1軸に偏心軸11が回動自在に連結され、他の1軸にはコンロッド13が回動自在に連結されている。また、2軸メインリンク112の該他の1軸には、基端部がクラウン53の支持フレーム53aに軸着された電動サーボシリンダ20の先端部に回動自在に連結されている。そして、電動サーボシリンダ20によって、2軸メインリンク112の軸112bと、電動サーボシリンダ20の基端軸着部20aとの距離(電動サーボシリンダ20の長さ)L11を可変にさせている。
【0057】
ここで、第4実施形態の作動を説明する。電動サーボシリンダ20の電動サーボモータ28Aを制御して電動サーボシリンダ20の長さL11を変化させることにより、2軸メインリンク112の偏心軸11回りの回動角が制御される。電動サーボシリンダ20の長さL11を固定した状態で、偏心軸11を回動させると、コンロッド13を介してスライド51を所定のリンクモーションで駆動できる。このとき、電動サーボシリンダ20の長さL11を変えると,2軸メインリンク112の軸間距離L113、コンロッド長さL16等の機械的な寸法により決まる関係式に基づくリンクモーションでスライドは上下動する。また、このとき、2軸メインリンク112の回動角に応じて、そのリンクモーションのストローク長さ(スライドの上死点と下死点との距離)も所定長さに設定される。
【0058】
さらに、第1実施形態と同様に、偏心軸11の回動角に同期して、電動サーボシリンダ20の長さL11を制御すると、偏心軸11回りの2軸メインリンク112の回動角が変わるので、スライドモーション及び成形速度を変更することができる。
【0059】
第4実施形態によるストローク長さの設定方法は図6、任意モーション制御方法は図8に示したフローチャートと同じ手順で行うことができるので、ここでの説明は省く。
【0060】
第4実施形態によると、2軸メインリンク112の軸112bと、電動サーボシリンダ20の基端軸着部20aとの距離L11を電動サーボモータ28Aによって制御することにより2軸メインリンク112の偏心軸11回りの回動角を変えて、偏心軸11の回動に伴なうスライドモーション及びそのストローク長さを変更することができる。そして、このとき、電動メインモータよりも小容量のパワーを有する小型の電動サーボモータ28Aを用いて制御できるので、低コストで構成できる。
【0061】
以上説明したように、本発明により次のような効果が得られる。
電動サーボシリンダの電動サーボモータを制御して電動サーボシリンダの長さを変化させることにより、3軸リンク又は2軸メインリンクの偏心軸回りの回動角が制御され、機械的な寸法により決まる関係式に基づき、スライドを所定のリンクモーションで上下駆動することができる。このとき、加工開始前に電動サーボシリンダの長さを調整することにより、上記リンクモーション及びそのストローク長さを変えることができる。さらに、偏心軸の回動角に同期して、電動サーボシリンダの長さを調整することにより、該リンクモーションを所望の成形速度のモーションにすることができる。そして、電動サーボモータは電動メインモータよりも短い距離を低速度で動かすだけでよいから、そのパワーは電動メインモータよりも小さいもので済み、大型プレス機械において、小型の電動サーボモータを用いて、上記のリンクモーションの成形速度の変更や、ストローク長さの変更ができる。
【図面の簡単な説明】
【図1】本発明に係るプレス機械のスライド駆動機構要部を示す斜視図である。
【図2】電動サーボシリンダの構成を概略的に表した図である。
【図3】本発明に係るスライド位置制御方法の説明図である。
【図4】本発明に係るスライドモーションの説明図である。
【図5】本発明に係る制御装置のハード構成ブロック図である。
【図6】本発明に係るリンクモーションの制御方法を表わすフローチャートである。
【図7】リンクモーション制御用の電動サーボシリンダ長さテーブルの説明図である。
【図8】本発明に係る任意モーションの制御方法を表わすフローチャートである。
【図9】任意モーション制御用の電動サーボシリンダ長さテーブルの説明図である。
【図10】第2実施形態のスライド制御方法を適用するプレス機械の要部構成図である。
【図11】第3実施形態のスライド制御方法を適用するプレス機械の要部構成図である。
【図12】第4実施形態のスライド制御方法を適用するプレス機械の要部構成図である。
【図13】従来技術に係る大型プレス機械のスライド駆動部の構成説明図である。
【符号の説明】
11…偏心軸、11a…軸中心、12,12A…3軸リンク、12a,12b,12c…軸、13…コンロッド、14…プランジャ、15…ガイド、16,16A…2軸リンク、20…電動サーボシリンダ、21…ケース、22…ナット、23…ねじ部材、24a、24b…ギヤ、25a,25b…ギヤ、28,28A…電動サーボモータ、30…制御器、30a…メモリ、31…プレス角センサ、32…シリンダ長さセンサ、33…スライド位置センサ、34…サーボアンプ、35…モーション設定手段、40…リンク長さ可変手段、40a…軸位置可変手段、41…ねじ軸、42…ナット部材、43…移動部材、44a、44b…ギヤ、51…スライド、52…アプライト、53…クラウン、55…上部フレーム、55a…スライドガイド、57…タイロッド、58…スライド駆動機構、58a…軸、58b…メインギヤ、58c…ギヤトレイン、58d…偏心軸、58e…コンロッド、59…タイロッド、60…リンク機構、112…2軸メインリンク、112a,112b…軸。
【発明の属する技術分野】
本発明は、プレス機械およびそのスライド駆動方法に関し、特に大型プレス機械において低コストで、容易に実用化が可能なプレス機械およびそのスライド駆動方法に関する。
【0002】
【従来の技術】
従来より、ワークの大きさ、形状、成形条件等の異なるそれぞれの適用分野に応じて、小型、中型、大型の様々なプレス機械が使用されてきており、大型プレス機械は特に深絞り加工の分野に多く行われている。大型プレス機械のスライド駆動機構としては、例えば図13に示すリンク機構のものが一般的に知られており、その構造を図13により説明する。プレス機械の本体は、ベッド(図示せず)、複数のアプライト52、及びクラウン53より構成されている。前記ベッドの両端側上面に前記アプライト52が立設されていて、これらアプライト52の上端にクラウン53が設置されている。そしてクラウン53、アプライト52及びベッドが串刺し状態で挿通されたタイロッド57により結合されている。
【0003】
また、スライド51がクラウン53内に収容されたスライド駆動機構58により上下駆動されるようになっている。クラウン53内には、スライド駆動機構58を構成する一対の軸58aが収容されている。これら軸58aにはメインギヤ58bが回転自在に支持されていて、前記メインギヤ58bはギヤトレイン58c、図示しないクラッチ及びフライホイールを介して電動メインモータに接続されており、この電動メインモータにより前記クラッチ及びギヤトレイン58cを介して、前記軸58a上をメインギヤ58bが回転されるようになっている。
【0004】
リンク機構60は、前記メインギヤ58bと固着した偏心軸11に3軸のうちの1軸が回転自在に結合し、かつ他の1軸にコンロッド58eと軸着した3軸リンク12と、前記3軸リンク12の残りの1軸および本体フレームの2箇所で回動自在に連結された2軸リンク61とを備えている。
前記コンロッド58eの下端は前記スライド51にピン連結され、メインギヤ58bの回転に伴いスライド51が上下駆動されるようになっている(例えば、特許文献1参照。)。
【0005】
【特許文献1】
特公昭51−36502号公報(第1頁、第1−2図)
【0006】
【発明が解決しようとする課題】
このような大型プレス機械においては、従来から、性能向上に関して3つの大きな課題が挙げられている。その第1は、深絞り加工時の成形条件を様々なワークに対応させるために、加工時のスライド51の成形速度を変更可能とすることであり、第2は、スライドストローク長さ(上死点と下死点間の長さ)を可変とすることであり、第3は、偏荷重に起因するスライドの傾きを補正することである。
ところが、第1の課題である成形速度の変更には、従来は前記電動メインモータの回転数の変更によって対応しているが、この場合プレス運転の1サイクル時間が変更されることになるので、例えば成形速度を遅くすると1サイクル時間も長くなって生産性が低下するという問題がある。また、第2の課題であるスライドストローク長さの可変については、前述した従来の構成では対応ができない。さらに、第3の課題であるスライドの傾きを補正については、金型側で調整する必要があった。
【0007】
上記の3つの課題を解決する手段として、中小型プレス機械においては、近年、スライドを電動サーボモータでボールスクリュー、又は偏心軸とリンク機構等の所定の動力伝達機構を介して直接駆動し、そのモーション(スライドの位置及び速度)を精密に制御するようにした電動サーボプレスが採用され始めている。この電動サーボプレスによると、ワークを加圧する加圧領域以外では高速度でスライドを下降又は上昇させ、加圧領域では成形条件に適合した最適な成形速度となるように電動サーボモータを精度良く制御することにより、上記の成形速度及びスライドストローク長さを可変にさせることが可能となる。
【0008】
しかしながら、このような中小型プレス機械における電動サーボプレスのスライド駆動技術を大型プレス機械に適用するのは、現状では非常に困難である。なぜならば、図131で示したような大型プレス機械のスライド51、メインギヤ58b、ギヤトレイン58c、リンク機構60、図示しないクラッチ&ブレーキ及びフライホイール等のスライド駆動機構58は重量が大きいので、これらを高速で制御し、スライド51の位置及び速度を精密に制御するためには、非常に大きなパワーの出力が可能な大型電動サーボモータが必要となる。ところが、現状では、実用的に使用可能な、大きなパワーの出力が可能な大型電動サーボモータの入手が非常に困難であり、また、もし入手しようとしても特注品となってしまうからプレス機械全体のコストが非常に高くなるという問題がある。
さらに、大型電動サーボモータを使用することにより、電力消費量も大きくなる。
【0009】
本発明は、上記の問題点に着目してなされたもので、大型プレス機械であっても、大型電動サーボモータを必要とせず、しかも成形速度及びスライドストローク長さを変更可能となるプレス機械およびそのスライド駆動方法を提供することを目的としている。
【0010】
【課題を解決するための手段、作用及び効果】
上記目的を達成するため、第1発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、前記出力軸の回転動力を受ける偏心軸と、3軸のうちの1軸が前記偏心軸で偏心回転駆動される3軸リンクと、前記3軸リンクの他の1軸にコンロッド及びプランジャを介して連結され、本体フレームに上下動自在に支承されたスライドと、前記3軸リンクの残りの1軸および本体フレーム間に回動自在に連結され、サーボ駆動して、該残りの1軸と本体フレームとの間の等価的なリンク長さを可変制御するリンク長さ可変手段とを備えた構成としている。
【0011】
第1発明によれば、3軸リンクの1軸に連結されたリンク長さ可変手段によって該3軸リンクの1軸と本体フレームとの間の等価的なリンク長さを可変制御することにより、3軸リンクの偏心軸回りの回転角度が変更される。偏心軸の偏心回転駆動で3軸リンクが前記3軸リンクの1軸を支点として揺動し、コンロッドを介してスライドを上下方向に駆動するため、上記のように3軸リンクの偏心軸回りの回転角度を変更することにより、スライドモーションの変更、スライドストロークの変更が可能となる。また、偏心軸の回転角度に同期して前記リンク長さ可変手段によって前記等価的なリンク長さを可変制御することにより、スライドモーションの成形速度を所望の速度に制御可能となる。このとき、スライドを上下駆動して加工を行うためのパワーは、主として電動メインモータがフライホイール、クラッチを介して偏心軸を回転駆動することによって得られるため、リンク長さ可変手段によって前記等価的なリンク長さを可変制御するためのパワーは小さくて済み、小型の電動サーボモータを用いることができる。従って、コスト的にも入手性でも実用化が可能となる。
【0012】
第2発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、前記出力軸の回転動力を受ける偏心軸と、3軸のうちの1軸が前記偏心軸で偏心回転駆動される3軸リンクと、前記3軸リンクの他の1軸にコンロッド及びプランジャを介して連結され、本体フレームに上下動自在に支承されたスライドと、前記3軸リンクの残りの1軸に一端部が回動自在に連結された2軸リンクと、前記2軸リンクの他端部に回動自在に連結され、該2軸リンクの他端部の位置をサーボ制御する軸位置可変手段とを備えた構成としている。
【0013】
第2発明によれば、3軸リンクの1軸に連結された2軸リンクの先端部の位置を電動サーボシリンダによってサーボ制御して、該2軸リンクによる該3軸リンクの1軸の拘束条件を可変制御することにより、3軸リンクの偏心軸回りの回転角度が変更される。このため、第1発明と同様にして、スライドモーションの変更、スライドストロークの変更が可能となると共に、スライドモーションの成形速度を所望の速度に制御可能となる。このとき、上記電動サーボシリンダには小型の電動サーボモータを用いることができるので、コスト的にも入手性でも実用化が可能となる。
【0014】
第3発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、前記出力軸の回転動力を受ける偏心軸と、2軸のうちの1軸が前記偏心軸で偏心回転駆動される2軸メインリンクと、前記2軸メインリンクの他の1軸にコンロッド及びプランジャを介して連結され、本体フレームに上下動自在に支承されたスライドと、前記2軸メインリンクの前記他の1軸および本体フレーム間に回動自在に連結され、サーボ駆動して、該他の1軸と本体フレームとの間の等価的なリンク長さを可変制御するリンク長さ可変手段とを備えた構成としている。
【0015】
第3発明によれば、リンク長さ可変手段によって2軸メインリンクの1軸と本体フレームとの間の等価的なリンク長さを可変制御することにより、2軸メインリンクの偏心軸回りの回転角度が変更される。このため、第1発明と同様にして、スライドモーションの変更、スライドストロークの変更が可能となると共に、スライドモーションの成形速度を所望の速度に制御可能となる。このとき、上記電動サーボシリンダには小型の電動サーボモータを用いることができるので、コスト的にも入手性でも実用化が可能となる。
【0016】
第4発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、3軸リンクの3軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、前記偏心軸の回転角度に同期して、前記3軸リンクの残りの1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御して変え、スライドモーションを変更する方法としている。
【0017】
第4発明によれば、偏心軸の回転角度に同期して、3軸リンクの1軸と本体フレームとの間の等価的なリンク長さをサーボ制御して変え、スライドモーションを変更するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドモーションを制御可能となる。これにより、低コストで実用的に構成できると共に、ワーク成形条件に適した成形速度で加工できる。
【0018】
第5発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、3軸リンクの3軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、スライドのストローク長さを変更するときには、該ストローク長さに応じて、前記3軸リンクの残りの1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御で変えた状態で固定し、前記偏心軸の回転によりスライドを駆動する方法としている。
【0019】
第5発明によれば、加工開始前に所望のストローク長さに応じて、3軸リンクの1軸と本体フレームとの間の等価的なリンク長さをサーボ制御で変え、この状態で、加工時に偏心軸の回転により3軸リンクを揺動させ、コンロッドを介してスライドを上下方向に駆動するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドのストローク長さを変更することができる。これにより、実用的な構成が可能となる。
【0020】
第6発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、3軸リンクの3軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、前記偏心軸の回転角度に同期して、前記3軸リンクの残りの1軸に一端部が連結された2軸リンクの他端部の軸着部の位置をサーボ制御して変え、スライドのモーションを変更する方法としている。
【0021】
第6発明によれば、偏心軸の回転角度に同期して、3軸リンクの1軸に一端部が連結された2軸リンクの他端部の軸着部の位置をサーボ制御して変え、これにより3軸リンクの偏心軸回りの回転角度を制御するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドのモーションを変更することができる。従って、低コストで、実用的に構成できる。
【0022】
第7発明は、電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、前記出力軸の回転動力で偏心軸を駆動し、2軸メインリンクの2軸のうち1軸を前記偏心軸の回転によって駆動して、他の1軸に連結したコンロッド及びプランジャを介してスライドを上下駆動すると共に、前記偏心軸の回転角度に同期して、前記2軸メインリンクの他の1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御して変え、スライドモーションを変更する方法としている。
【0023】
第7発明によれば、偏心軸の回転角度に同期して、2軸メインリンクの1軸と本体フレームとの間の等価的なリンク長さをサーボ制御して変え、スライドモーションを変更するようにしたため、大型プレス機械において、小型の電動サーボモータを用いてスライドモーションを制御可能となる。これにより、低コストで実用的に構成できると共に、コストワーク成形条件に適した成形速度で加工できる。
【0024】
【発明の実施の形態】
以下に、本発明の実施形態を、図面を参照して詳細に説明する。
【0025】
図1は、本発明に係るプレス機械のスライド駆動機構要部を示す斜視図であり、同図では図13に示した構成要素と同一要素には同一符号を付す。
軸58aに支承されたメインギヤ58bには、軸58aの軸中心Oから偏心した位置に軸中心11aを有する偏心軸11が固着されている。偏心軸11には、3つの軸12a,12b,12cを有する3軸リンク12の一軸12aが回動自在に嵌め込まれており、他の一軸12bにはコンロッド13の一端部がピン連結されている。コンロッド13の他端部は、ガイド15によって上下方向に摺動自在にガイドされたプランジャ14を介してスライド51に連結されている。尚、通常は、図13に示すようにスライド51の水平バランスを考慮して4本のプランジャで支持するが、バランスを十分にとれるような場合には4本よりも少ないプランジャで支持するようにしてもよい。
【0026】
また、前記3軸リンク12の残りの一軸12cには、2軸リンク16の一端部が回動自在にピン連結されており、さらに該2軸リンク16の他端部は、基端部がクラウン53の支持フレーム53aに取り付けられた電動サーボシリンダ20の先端部に回動自在にピン連結されている。尚、電動サーボシリンダ20によって、2軸リンク16の、電動サーボシリンダ20側の軸16aの位置を可変にさせており、本例ではこの電動サーボシリンダ20がリンク長さ可変手段40を構成としている。
【0027】
図2は電動サーボシリンダ20の構成を概略的に表した図であり、図2により電動サーボシリンダ20について説明する。ケース21にはナット22が回動自在に支承されていて、このナット22に、外周面にねじが螺設されたねじ部材23が螺合している。ナット22の外周部に設けたギヤ24aは、所定のギヤ列24b,25aを介して、ケース21に取り付けた電動サーボモータ28の出力軸に設けたギヤ25bに噛合している。電動サーボモータ28のモータ軸には、該モータの回転角度、すなわち電動サーボシリンダ20の伸縮長さL0を検出するシリンダ長さセンサ32が取り付けられている。シリンダ長さセンサ32の検出信号に基づき電動サーボモータ28の回転角度を制御することにより、ナット22の回転を介してねじ部材23を軸線方向に進退させ、ねじ部材23の先端部に設けたヨーク部23aまでの本電動サーボシリンダ20の伸縮長さL0を制御するようになっている。なお、図1に示すように該ヨーク部23aが前記2軸リンク16を介して3軸リンク12の一軸12cにピン連結されている。
【0028】
図3は、本発明に係るスライド位置制御方法を概念的に説明する図である。ここで、軸58aの軸中心Oと3軸リンク12の軸12aの軸中心(偏心軸11の軸中心11a)との偏心距離をrとし、偏心軸11の回転角度をθとする。また、3軸リンク12の軸12a,12b間の距離、軸12b,12c間の距離、及び軸12a,12c間の距離をそれぞれL2,L3.L4とし、コンロッド13の両端軸間の長さをL5とする。また、電動サーボシリンダ20の取付角度(すなわち軸線と鉛直線との成す角度)をα、電動サーボシリンダ20の伸縮長さをL0、および2軸リンク16の長さをL1、電動サーボシリンダ20の基端部と軸58aの軸中心Oとの相対距離をX,Yとする。また、2軸リンク16の、電動サーボシリンダ20側の軸16aと、軸58aの軸中心Oとの相対距離をX16,Y16とする。
【0029】
電動サーボシリンダ20の伸縮長さL0が所定値に固定されているとき、電動メインモータによってクラッチを介してメインギヤ58bが回転駆動されると、3軸リンク12の軸12aは軸58aの軸中心O回りに回転し、これに伴い軸12bも所定の閉曲線の軌跡に沿って移動する。この動きはコンロッド13およびプランジャ14を介してスライド51を上下動させ、スライド51のこの上下動モーションは所定のリンクモーションとなる。該リンクモーションは、偏心軸11の偏心距離rと、偏心軸11の回転角度θと、3軸リンク12のそれぞれの2軸間の距離L2,L3,L4と、コンロッド13の長さL5と、2軸リンク16の長さL1と、2軸リンク16の一端軸16aと軸58aの軸中心Oとの相対距離(X16,Y16)との機械的な関係によって決まる所定の関数式で表される。また、該相対距離(X16,Y16)は、電動サーボシリンダ20の取付角度αと、電動サーボシリンダ20の伸縮長さL0と、電動サーボシリンダ20の基端部と軸58aの軸中心Oとの相対距離(X,Y)との機械的な関係によって決まる所定の関数式で表される。したがって、電動サーボシリンダ20を所定長さに設定した状態で、偏心軸11を所定速度で回転させることにより、上記の所定関係式に基づくリンクモーションに沿ってスライド51の上下動を制御することが可能である。
【0030】
また、上記において、電動サーボシリンダ20の伸縮長さL0を変えて2軸リンク16の一端軸16aの位置を変えると、これに対応してリンクモーションの形状自体を変化させることもできる。従って、前記偏心軸11の回転角度θに同期させて電動サーボシリンダ20の伸縮長さL0を特定アルゴリズムに基づき精度良く制御することにより、前述の機械的な関係式から定まる任意のモーションになるように制御することができる。
【0031】
例えば、電動サーボシリンダ20の伸縮長さL0を短くした状態で固定すると、図4のモーションC1にて示すように、スライド51の下限位置D1と上限位置U1との差、つまりストローク長さK1を小さくすることができ、反対に前記伸縮長さL0を長くした状態で固定すると、図4のモーションC2にて示すように、ストローク長さK2を大きくすることができる。
また、図4のモーションC3にて示すように、スライド51の加工行程H時に、前記偏心軸11の回転角度θに同期させて、スライド51の下降速度が所定の定速度になるように電動サーボシリンダ20の伸縮長さL0を徐々に変化させることにより、成形速度を低速度にしたり、またはスライド51の位置を特定位置に保持することも可能となる。
【0032】
次に、上記のスライドモーション制御を行うための制御装置のハード構成を図5により説明する。
メインギヤ58bの近傍に、偏心軸11の回転角度θ(ここでは、プレス角と呼ぶ)を検出するパルスエンコーダ等からなるプレス角センサ31を備えている。また、スライド51の上下動位置を検出するスライド位置センサ33を備えており、スライド位置センサ33は、例えばスライド51とアプライト52との間に設けたリニアセンサなどから構成されている。また、前述した通り、電動サーボシリンダ20の伸縮長さL0を検出するシリンダ長さセンサ32を備えており、シリンダ長さセンサ32は例えば電動サーボモータ28の回転角度を検出するパルスエンコーダ等の回転角度センサからなる。これらの各センサ31,32,33の検出信号は制御器30に入力されている。
【0033】
また、本制御装置には、スライドモーションを設定するためのモーション設定手段35が設けられている。スライドモーションは、電動サーボシリンダ20の伸縮長さL0の固定で行うリンクモーションと、電動サーボシリンダ20の伸縮長さL0をプレス角θに同期させて制御する任意モーションとに分けて設定されるようになっている。リンクモーションでは、ストローク長さSを設定するようになっている。また任意モーションでは、ストローク長さS、成形速度(図4に示す加工行程Hにおけるプレス角θの範囲と、この範囲でのストローク長さΔKとにより設定)、および下死点での休止時間(図4に示す下死点休止行程Mにおけるプレス角θの範囲により設定)をそれぞれ設定するようになっている。このため、モーション設定手段35は、例えば、モーション種類や設定データを選択するスイッチ、各設定データを入力するためのテンキー等、及び設定データを確認するための表示器を備えている。
【0034】
メモリ30aは、前記予め設定されたスライドモーションデータ、および、前述した、偏心軸11の回転角度θと電動サーボシリンダ20の伸縮長さL0とスライド51の位置との対応を表したスライド位置テーブルを記憶する記憶装置である。このスライド位置テーブルの各データは、前記機械的な関係式に基づき予め求められており、電動サーボシリンダ20の所定間隔毎の伸縮長さL0のときの、偏心軸11の所定角度毎の回転角度θに対応するスライド位置が設定されている。
【0035】
制御器30はパーソナルコンピュータ等のコンピュータ装置やPLC(プログラマブルロジックコントローラで、いわゆるシーケンサ)などの高速演算装置を主体に構成されており、前記各センサ31,32,33の検出値を入力し、この検出値に基づき、メモリ30aに記憶しているスライドモーションデータおよびスライド位置テーブルを参照して、電動サーボモータ28の速度指令を演算し、これをサーボアンプ34に出力して電動サーボモータ28の位置および速度を制御する。
【0036】
サーボアンプ34は、電動サーボモータ28から該モータの回転速度をフィードバック信号として入力し、入力した前記制御器30からの速度指令とこのフィードバック信号との偏差値に基づき電動サーボモータ28の速度を制御している。
【0037】
図6は、第1実施形態に係るリンクモーションの制御方法を表わすフローチャートであり、以下に、図6によりその制御方法を説明する。
先ず、ステップS1では、予め設定されたモーションのストローク長さに応じた電動サーボシリンダ20の長さL0をリンクモーション制御用の電動サーボシリンダ長さテーブルにより求める。ここで、リンクモーション制御用の電動サーボシリンダ長さテーブルは、図7に示したように、所定間隔毎の設定ストローク長さK1,K2に対応した電動サーボシリンダ長さと下死点高さ補正値を記憶したものである。すなわち、図3を参照して説明したように、電動サーボシリンダ20の長さL0(つまり2軸リンク16の先端部の位置)を伸縮すると、これに伴いリンクモーションも変化し、その上死点と下死点間のストローク長さも変化するようになっているから、このときの所定間隔毎の電動サーボシリンダ長さに応じたストローク長さを予め測定して上記テーブルに記憶しておく。尚、ストローク長さの設定単位(例えば1mm)毎にテーブルのストローク長さを記憶しているのが望ましいが、こうするとテーブルのデータサイズが莫大なものとなるので、これを小さいサイズにするために、設定単位よりも大きな間隔で記憶しておき、記憶している隣接した2つのストローク長さ間の中間値が設定されたときには、比例配分によりその中間値に応じた電動サーボシリンダ長さを近似的に求めてもよい。
また、電動サーボシリンダ20の長さL0を伸縮すると、下死点高さも変化してしまう。そこで、所定間隔毎の設定ストローク長さK1,K2に対応した下死点高さ補正値に基づいて、スライドに設けたダイハイト調整手段(図示せず)駆動し、所定のダイハイトを保持するようになっている。
【0038】
次に、ステップS2で、求めた電動サーボシリンダ長さになるように、電動サーボシリンダ20の電動サーボモータ28を制御し、2軸リンク16の一端軸16a位置を設定する。そして、ステップS3で、図示しない運転釦等の操作が行なわれたら、クラッチ&ブレーキのブレーキをオフし、クラッチをオンする。この後、ステップS4では、電動メインモータによる偏心軸11の回転駆動を介して、3軸リンク12を揺動させ、スライド51を駆動する。次に、ステップS5で、プレス角センサ31からプレス角を読み込み、そしてステップ6でプレス角がスライド上死点停止領域に達したかをチェックし、達してないときは、前記ステップS4に戻って達するまで繰返す。ステップS6で達していたときには、ステップS7でクラッチ&ブレーキのクラッチをオフし、ブレーキをオンして、スライド51を上死点停止領域で停止させる。なお、上死点停止領域の範囲は、クラッチ&ブレーキの作動遅れ時間、ブレーキ停止時間等を考慮して設定されているものとする。
なお、ストローク毎の上死点停止をせずに、連続運転させてもよい。
【0039】
上記の制御方法によると、所望のストローク長さに応じて、運転開始前に電動サーボシリンダ長さを調整し、運転開始後は、この電動サーボシリンダ長さを固定した状態で、電動メインモータによる偏心軸11の回転を介してスライド51を所定のリンクモーションに沿って駆動する。このときのリンクモーションは、前述のように電動サーボシリンダ長さ及び偏心軸11の偏心距離r、3軸リンク12の各軸間距離等の機械的な関係式によって決まる。また、ストローク長さは、電動サーボシリンダの長さによって決まる。そして、スライドの上下駆動及びワーク加圧に要するパワーは、電動メインモータ及びフライホイールによって供給されるので、電動サーボシリンダ20用のサーボモータ28のパワーは、2軸リンク16、3軸リンク12、コンロッド13を介してスライド51をストローク長さ調整に要する短い距離だけ移動させるに要する小さなパワーでよい。したがって、電動メインモータよりも小型の電動サーボモータ28を使用でき、一般的に製作されている大きさの出力容量の電動サーボモータを使用できるので、実用化が容易で、コスト的に安く構成できる。
【0040】
次に、図8により、任意モーション制御方法について説明する。
先ず、ステップS11では、予め設定されたモーションのストローク長さに応じた電動サーボシリンダ20の長さL0をリンクモーション制御用の電動サーボシリンダ長さテーブルにより求める。ここで、任意モーション制御用の電動サーボシリンダ長さテーブルは、図9に示すように、所定間隔毎のストローク長さK1,K2,…に対応した電動サーボシリンダ長さ、下死点高さ補正値、成形速度を設定するための所望成形領域のクランク角度範囲H1,H2,…、とその領域のストローク長さΔK1,ΔK2,…、及び下死点停止領域のクランク角度範囲M1,M2,…を記憶したものである。これらのモーションデータの所定間隔毎の設定値は、電動サーボシリンダ20の長さをプレス角に同期して制御するときに、モーション軌跡精度を損なわずに追従可能な範囲となるように設定されている。すなわち、偏心軸回動駆動のみによって実行される通常のリンクモーションに対して、電動サーボシリンダの長さをプレス角に同期して制御して、スライド位置を上記リンクモーションからずらした位置に制御することにより、所望のスライドモーションとしているため、このリンクモーションからのずれ量が大きくなると、電動サーボシリンダ長さの所定時間当りの制御量が大きくなるので、追従できなくなる可能性があるからである。
【0041】
そこで、たとえば、図4の点Pは、所望成形領域のクランク角度範囲H、その領域のストローク長さΔK、下死点停止領域のクランク角度範囲Mによって定まるが、この点Pから元のリンクモーションC3´へ接線を引いたモーションを自動的に設定する。リンクモーションC3´と該接線との交点をPaとすると、電動サーボシリンダ20の長さはPaから徐々に変化し、元のリンクモーションC3´の下死点において、元の長さに戻るように制御している。
なお、下死点高さ補正値に基づいたダイハイト調整については、前述と同一なので、ここでは説明を省く。
【0042】
次に、ステップS12で、求めた電動サーボシリンダ長さになるように、電動サーボシリンダ20の電動サーボモータ28を制御し、2軸リンク16の一端軸16a位置を設定する。そして、ステップS13で、図示しない運転釦等の操作が行なわれたら、クラッチ&ブレーキのブレーキをオフし、クラッチをオンする。この後、ステップS14では、電動メインモータによる偏心軸11の回転駆動を介して、3軸リンク12を上下動させ、スライド51を駆動する。
【0043】
次に、ステップS15で、所定のサーボ演算周期時間毎にプレス角センサ31からプレス角を読み込み、続いてステップS16でこの読み込んだプレス角に同期させて、設定スライドモーションに沿ってスライド51が移動するように、電動サーボシリンダ20の長さL0を制御する。そして、ステップ17でプレス角がスライド上死点停止領域に達したかをチェックし、達してないときは、前記ステップS15に戻って達するまで繰返す。ステップS17で達していたときには、ステップS18でクラッチ&ブレーキのクラッチをオフし、ブレーキをオンして、スライド51を上死点停止領域で停止させる。
なお、ストローク毎の上死点停止をせずに、連続運転させてもよい。
【0044】
上記の制御方法によると、プレス角に同期して、つまり偏心軸11の回転角度に同期して、3軸リンク12の1軸に連結した2軸リンク16の一端軸16aの位置を制御することにより、3軸リンク12の回動角が任意に制御できるので、偏心軸11の回転角度に応じたスライド位置を所望のモーションに沿って制御することができる。この結果、予め設定したモーションに沿ってスライド51が移動するように電動サーボシリンダ20の長さを制御することにより、任意のスライドモーションで駆動できるので、ワーク加工条件に応じて成形速度及びストローク長さ等のモーションを変更できる。このとき、上記電動サーボシリンダ20に用いられる電動サーボモータ28は、ワークの成形荷重を担うパワーを出力する電動メインモータよりも小さなパワーがあればよいので、一般的に製作可能なパワー容量が小型の電動サーボモータ28が使用可能となる。したがって、大型プレス機械においても、スライドモーション可変にできるプレスを低コストで構成できる。
【0045】
第1実施形態によると、電動メインモータでクラッチ等を介して偏心軸11を回転駆動し、これに伴なって、偏心軸11が回動自在に連結された3軸リンク12を揺動させることによりコンロッド13を介してスライド51を所定のリンクモーションで上下駆動して大きな加圧荷重をかけるようにし、前記3軸リンク12の1軸に連結した2軸リンク16の一端軸16aの位置を所定位置に制御することにより、3軸リンク12の偏心軸11回りの回動角度を調整して前記リンクモーションのストローク長さを変更できる。さらに、偏心軸11の回動角度(プレス角)に同期して前記2軸リンク16の一端軸16aの位置を制御することにより、スライド51を予め設定した所定のスライドモーションに沿って移動させることができ、加工条件に適合した適切な成形速度及びストローク長さの成形条件で加工できる。そして、このとき、上記2軸リンク16の一端軸16aの位置を制御する電動サーボモータ28のパワーは電動メインモータよりも小さくてもよいため、容易に製作可能な小型電動サーボモータを用いて構成できるので、実用化可能となる。
【0046】
次に、図10により第2実施形態を説明する。図10は、第2実施形態に係るスライド制御方法を適用するプレス機械の要部構成図であり、同図において図1と同一の構成要素には同一符号を付して、ここでの説明を省く。3軸リンク12Aの1軸に偏心軸11が回動自在に連結され、他の2軸のうち、1軸にはコンロッド13が回動自在に連結されている。また、3軸リンク12Aの残り1軸には、2軸リンク16Aの一端部が回動自在に連結され、該2軸リンク16Aの他端部は電動サーボシリンダ20の先端部に回動自在に連結されている。この電動サーボシリンダ20は、クラウンフレームに水平方向に移動自在に支持され、かつ前記2軸リンク16Aの他端部が回動自在に連結された移動部材43を備えている。さらに、移動部材43は、外周部にねじが形成されているねじ軸41に取り付けられており、このねじ軸41に螺合しているナット部材42はクラウンフレームに回動自在に支承されている。ナット部材42の外周部にはギヤ44aが設けられており、所定のギヤ列(ここでは、図示しない)を介して、電動サーボモータ28Aの出力軸に付けたギヤ44bに噛合している。これらの移動部材43、ねじ軸41、ナット部材42、ギヤ44a,44b、電動サーボモータ28A及びシリンダ長さセンサ32によって電動サーボシリンダ20が構成されており、この電動サーボシリンダ20が2軸リンク16Aの一端軸16aの位置を制御する軸位置可変手段40aである。
【0047】
ここで、第2実施形態の作動を説明する。電動サーボシリンダ20の電動サーボモータ28Aを制御して2軸リンク16Aの一端軸16aの位置を水平方向に移動させることにより、3軸リンク12Aの偏心軸11回りの回動角が制御される。この3軸リンク12Aの回動角を固定した状態で、偏心軸11を回動させると、コンロッド13を介してスライド51を所定のリンクモーションで駆動できる。このとき、2軸リンク16Aの先端部の水平位置を変えると、その移動距離L11,2軸リンク長さL12,3軸リンク12Aの各軸間距離L13,L14,L15、コンロッド長さL16等の機械的な寸法により決まる関係式に基づくリンクモーションでスライドは上下動する。また、このとき、3軸リンク12Aの回動角に応じて、そのリンクモーションのストローク長さ(スライドの上死点と下死点との距離)も所定長さに設定される。
【0048】
さらに、第1実施形態と同様に、偏心軸11の回動角に同期して、電動サーボシリンダ20の長さL11を変えて、2軸リンク16Aの一端軸16aの位置を制御すると、偏心軸11回りの3軸リンク12Aの回動角が変わるので、スライドモーション及び成形速度を変更することができる。
【0049】
第2実施形態によるストローク長さの設定方法は、図6に示したフローチャートと同じ手順で行うことができるので、ここでの説明は省く。
【0050】
第2実施形態によると、2軸リンクの一端軸16aの位置を電動サーボモータ28によって制御することにより3軸リンクの偏心軸11回りの回動角を変えて、偏心軸11の回動に伴なうスライドモーション及びそのストローク長さを変更することができる。そして、このとき、電動メインモータよりも小容量のパワーを有する小型の電動サーボモータ28を用いて制御できるので、低コストで構成できる。
【0051】
次に、図11により第3実施形態を説明する。図11は、第3実施形態に係るスライド制御方法を適用するプレス機械の要部構成図であり、同図において図1と同一の構成要素には同一符号を付して、ここでの説明を省く。3軸リンク12の1軸に偏心軸11が回動自在に連結され、他の2軸のうち、1軸にはコンロッド13が回動自在に連結されている。また、3軸リンク12の残り1軸には、基端部がクラウン53の支持フレーム53aに軸着された電動サーボシリンダ20の先端部に回動自在に連結されている。そして、電動サーボシリンダ20によって、3軸リンク12の軸12cと、電動サーボシリンダ20の基端軸着部20aとの距離(電動サーボシリンダ20の長さ)L11を可変にさせている。
【0052】
ここで、第3実施形態の作動を説明する。電動サーボシリンダ20の電動サーボモータ28Aを制御して電動サーボシリンダ20の長さL11を変化させることにより、3軸リンク12の偏心軸11回りの回動角が制御される。電動サーボシリンダ20の長さL11を固定した状態で、偏心軸11を回動させると、コンロッド13を介してスライド51を所定のリンクモーションで駆動できる。このとき、電動サーボシリンダ20の長さL11を変えると,3軸リンク12の各軸間距離L13,L14,L15、コンロッド長さL16等の機械的な寸法により決まる関係式に基づくリンクモーションでスライドは上下動する。また、このとき、3軸リンク12の回動角に応じて、そのリンクモーションのストローク長さ(スライドの上死点と下死点との距離)も所定長さに設定される。
【0053】
さらに、第1実施形態と同様に、偏心軸11の回動角に同期して、電動サーボシリンダ20の長さL11を制御すると、偏心軸11回りの3軸リンク12の回動角が変わるので、スライドモーション及び成形速度を変更することができる。
【0054】
第3実施形態によるストローク長さの設定方法は図6、任意モーション制御方法は図8に示したフローチャートと同じ手順で行うことができるので、ここでの説明は省く。
【0055】
第3実施形態によると、3軸リンク12の軸12cと、電動サーボシリンダ20の基端軸着部20aとの距離L11を電動サーボモータ28Aによって制御することにより3軸リンク12の偏心軸11回りの回動角を変えて、偏心軸11の回動に伴なうスライドモーション及びそのストローク長さを変更することができる。そして、このとき、電動メインモータよりも小容量のパワーを有する小型の電動サーボモータ28Aを用いて制御できるので、低コストで構成できる。
【0056】
次に、図12により第4実施形態を説明する。図12は、第4実施形態に係るスライド制御方法を適用するプレス機械の要部構成図であり、同図において図1と同一の構成要素には同一符号を付して、ここでの説明を省く。2軸メインリンク112の1軸に偏心軸11が回動自在に連結され、他の1軸にはコンロッド13が回動自在に連結されている。また、2軸メインリンク112の該他の1軸には、基端部がクラウン53の支持フレーム53aに軸着された電動サーボシリンダ20の先端部に回動自在に連結されている。そして、電動サーボシリンダ20によって、2軸メインリンク112の軸112bと、電動サーボシリンダ20の基端軸着部20aとの距離(電動サーボシリンダ20の長さ)L11を可変にさせている。
【0057】
ここで、第4実施形態の作動を説明する。電動サーボシリンダ20の電動サーボモータ28Aを制御して電動サーボシリンダ20の長さL11を変化させることにより、2軸メインリンク112の偏心軸11回りの回動角が制御される。電動サーボシリンダ20の長さL11を固定した状態で、偏心軸11を回動させると、コンロッド13を介してスライド51を所定のリンクモーションで駆動できる。このとき、電動サーボシリンダ20の長さL11を変えると,2軸メインリンク112の軸間距離L113、コンロッド長さL16等の機械的な寸法により決まる関係式に基づくリンクモーションでスライドは上下動する。また、このとき、2軸メインリンク112の回動角に応じて、そのリンクモーションのストローク長さ(スライドの上死点と下死点との距離)も所定長さに設定される。
【0058】
さらに、第1実施形態と同様に、偏心軸11の回動角に同期して、電動サーボシリンダ20の長さL11を制御すると、偏心軸11回りの2軸メインリンク112の回動角が変わるので、スライドモーション及び成形速度を変更することができる。
【0059】
第4実施形態によるストローク長さの設定方法は図6、任意モーション制御方法は図8に示したフローチャートと同じ手順で行うことができるので、ここでの説明は省く。
【0060】
第4実施形態によると、2軸メインリンク112の軸112bと、電動サーボシリンダ20の基端軸着部20aとの距離L11を電動サーボモータ28Aによって制御することにより2軸メインリンク112の偏心軸11回りの回動角を変えて、偏心軸11の回動に伴なうスライドモーション及びそのストローク長さを変更することができる。そして、このとき、電動メインモータよりも小容量のパワーを有する小型の電動サーボモータ28Aを用いて制御できるので、低コストで構成できる。
【0061】
以上説明したように、本発明により次のような効果が得られる。
電動サーボシリンダの電動サーボモータを制御して電動サーボシリンダの長さを変化させることにより、3軸リンク又は2軸メインリンクの偏心軸回りの回動角が制御され、機械的な寸法により決まる関係式に基づき、スライドを所定のリンクモーションで上下駆動することができる。このとき、加工開始前に電動サーボシリンダの長さを調整することにより、上記リンクモーション及びそのストローク長さを変えることができる。さらに、偏心軸の回動角に同期して、電動サーボシリンダの長さを調整することにより、該リンクモーションを所望の成形速度のモーションにすることができる。そして、電動サーボモータは電動メインモータよりも短い距離を低速度で動かすだけでよいから、そのパワーは電動メインモータよりも小さいもので済み、大型プレス機械において、小型の電動サーボモータを用いて、上記のリンクモーションの成形速度の変更や、ストローク長さの変更ができる。
【図面の簡単な説明】
【図1】本発明に係るプレス機械のスライド駆動機構要部を示す斜視図である。
【図2】電動サーボシリンダの構成を概略的に表した図である。
【図3】本発明に係るスライド位置制御方法の説明図である。
【図4】本発明に係るスライドモーションの説明図である。
【図5】本発明に係る制御装置のハード構成ブロック図である。
【図6】本発明に係るリンクモーションの制御方法を表わすフローチャートである。
【図7】リンクモーション制御用の電動サーボシリンダ長さテーブルの説明図である。
【図8】本発明に係る任意モーションの制御方法を表わすフローチャートである。
【図9】任意モーション制御用の電動サーボシリンダ長さテーブルの説明図である。
【図10】第2実施形態のスライド制御方法を適用するプレス機械の要部構成図である。
【図11】第3実施形態のスライド制御方法を適用するプレス機械の要部構成図である。
【図12】第4実施形態のスライド制御方法を適用するプレス機械の要部構成図である。
【図13】従来技術に係る大型プレス機械のスライド駆動部の構成説明図である。
【符号の説明】
11…偏心軸、11a…軸中心、12,12A…3軸リンク、12a,12b,12c…軸、13…コンロッド、14…プランジャ、15…ガイド、16,16A…2軸リンク、20…電動サーボシリンダ、21…ケース、22…ナット、23…ねじ部材、24a、24b…ギヤ、25a,25b…ギヤ、28,28A…電動サーボモータ、30…制御器、30a…メモリ、31…プレス角センサ、32…シリンダ長さセンサ、33…スライド位置センサ、34…サーボアンプ、35…モーション設定手段、40…リンク長さ可変手段、40a…軸位置可変手段、41…ねじ軸、42…ナット部材、43…移動部材、44a、44b…ギヤ、51…スライド、52…アプライト、53…クラウン、55…上部フレーム、55a…スライドガイド、57…タイロッド、58…スライド駆動機構、58a…軸、58b…メインギヤ、58c…ギヤトレイン、58d…偏心軸、58e…コンロッド、59…タイロッド、60…リンク機構、112…2軸メインリンク、112a,112b…軸。
Claims (7)
- 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、
前記出力軸の回転動力を受ける偏心軸(11)と、
3軸のうちの1軸が前記偏心軸(11)で偏心回転駆動される3軸リンク(12)と、
前記3軸リンク(12)の他の1軸にコンロッド(13)及びプランジャ(14)を介して連結され、本体フレームに上下動自在に支承されたスライド(51)と、
前記3軸リンク(12)の残りの1軸および本体フレーム間に回動自在に連結され、サーボ駆動して、該残りの1軸と本体フレームとの間の等価的なリンク長さを可変制御するリンク長さ可変手段(40)とを
備えたことを特徴とするプレス機械。 - 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、
前記出力軸の回転動力を受ける偏心軸(11)と、
3軸のうちの1軸が前記偏心軸(11)で偏心回転駆動される3軸リンク(12)と、
前記3軸リンク(12)の他の1軸にコンロッド(13)及びプランジャ(14)を介して連結され、本体フレームに上下動自在に支承されたスライド(51)と、
前記3軸リンク(12)の残りの1軸に一端部が回動自在に連結された2軸リンク(16)と、
前記2軸リンク(16)の他端部に回動自在に連結され、該2軸リンク(16)の他端部の位置をサーボ制御する軸位置可変手段(40a)とを
備えたことを特徴とするプレス機械。 - 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械において、
前記出力軸の回転動力を受ける偏心軸(11)と、
2軸のうちの1軸が前記偏心軸(11)で偏心回転駆動される2軸メインリンク(112)と、
前記2軸メインリンク(112)の他の1軸にコンロッド(13)及びプランジャ(14)を介して連結され、本体フレームに上下動自在に支承されたスライド(51)と、
前記2軸メインリンク(112)の前記他の1軸および本体フレーム間に回動自在に連結され、サーボ駆動して、該他の1軸と本体フレームとの間の等価的なリンク長さを可変制御するリンク長さ可変手段(40)とを
備えたことを特徴とするプレス機械。 - 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、
前記出力軸の回転動力で偏心軸(11)を駆動し、
3軸リンク(12)の3軸のうち1軸を前記偏心軸(11)の回転によって駆動して、他の1軸に連結したコンロッド(13)及びプランジャ(14)を介してスライド(51)を上下駆動すると共に、
前記偏心軸(11)の回転角度に同期して、前記3軸リンク(12)の残りの1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御して変え、スライドモーションを変更する
ことを特徴とするプレス機械のスライド駆動方法。 - 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、
前記出力軸の回転動力で偏心軸(11)を駆動し、
3軸リンク(12)の3軸のうち1軸を前記偏心軸(11)の回転によって駆動して、他の1軸に連結したコンロッド(13)及びプランジャ(14)を介してスライド(51)を上下駆動すると共に、
スライド(51)のストローク長さを変更するときには、該ストローク長さに応じて、前記3軸リンク(12)の残りの1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御で変えた状態で固定し、前記偏心軸(11)の回転によりスライド(51)を駆動する
ことを特徴とするプレス機械のスライド駆動方法。 - 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、
前記出力軸の回転動力で偏心軸(11)を駆動し、
3軸リンク(12)の3軸のうち1軸を前記偏心軸(11)の回転によって駆動して、他の1軸に連結したコンロッド(13)及びプランジャ(14)を介してスライド(51)を上下駆動すると共に、
前記偏心軸(11)の回転角度に同期して、前記3軸リンク(12)の残りの1軸に一端部が連結された2軸リンク(16)の他端部の軸着部の位置をサーボ制御して変え、スライドのモーションを変更する
ことを特徴とするプレス機械のスライド駆動方法。 - 電動メインモータでフライホイールを装着した入力軸を回転駆動し、この回転動力を、クラッチを介して出力軸に伝達し、該出力軸にリンク機構を介して連結したスライドを上下駆動するプレス機械のスライド駆動方法において、
前記出力軸の回転動力で偏心軸(11)を駆動し、
2軸メインリンク(112)の2軸のうち1軸を前記偏心軸(11)の回転によって駆動して、他の1軸に連結したコンロッド(13)及びプランジャ(14)を介してスライド(51)を上下駆動すると共に、
前記偏心軸(11)の回転角度に同期して、前記2軸メインリンク(112)の他の1軸と本体フレームとの間を回動自在に連結する等価的なリンクの長さをサーボ制御して変え、スライドモーションを変更する
ことを特徴とするプレス機械のスライド駆動方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003002644A JP2004209545A (ja) | 2003-01-08 | 2003-01-08 | プレス機械およびそのスライド駆動方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003002644A JP2004209545A (ja) | 2003-01-08 | 2003-01-08 | プレス機械およびそのスライド駆動方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004209545A true JP2004209545A (ja) | 2004-07-29 |
Family
ID=32820318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003002644A Pending JP2004209545A (ja) | 2003-01-08 | 2003-01-08 | プレス機械およびそのスライド駆動方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004209545A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006297411A (ja) * | 2005-04-18 | 2006-11-02 | Aida Eng Ltd | プレス機械 |
| JP2007314186A (ja) * | 2006-05-23 | 2007-12-06 | Taisho:Kk | 穀物貯溜タンク |
| CN103121300A (zh) * | 2011-11-17 | 2013-05-29 | 四川康源医疗设备有限公司 | 用于单冲压片机中调节压力的机构 |
| CN114160674A (zh) * | 2021-10-28 | 2022-03-11 | 济南纽兰数控机械有限公司 | 一种多模具冲床 |
-
2003
- 2003-01-08 JP JP2003002644A patent/JP2004209545A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006297411A (ja) * | 2005-04-18 | 2006-11-02 | Aida Eng Ltd | プレス機械 |
| JP2007314186A (ja) * | 2006-05-23 | 2007-12-06 | Taisho:Kk | 穀物貯溜タンク |
| CN103121300A (zh) * | 2011-11-17 | 2013-05-29 | 四川康源医疗设备有限公司 | 用于单冲压片机中调节压力的机构 |
| CN114160674A (zh) * | 2021-10-28 | 2022-03-11 | 济南纽兰数控机械有限公司 | 一种多模具冲床 |
| CN114160674B (zh) * | 2021-10-28 | 2024-04-19 | 济南纽兰数控机械有限公司 | 一种多模具冲床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103648759B (zh) | 压力机及其滑块位置调整方法 | |
| CN101248398B (zh) | 用于控制及调节伺服电动压力机上的滑块运动的方法及装置 | |
| JP2003117698A (ja) | プレス機械のスライド駆動装置及びその駆動方法 | |
| JP3929362B2 (ja) | サーボプレス、およびそれを用いた加工方法とその制御方法 | |
| JP6952551B2 (ja) | プレスシステム | |
| CN103648758B (zh) | 压力机及其上死点检测方法 | |
| US6477945B1 (en) | Double-action mechanical press | |
| JP2004209545A (ja) | プレス機械およびそのスライド駆動方法 | |
| CN102259438A (zh) | 冲压设备及冲压设备的控制方法 | |
| JPH10249590A (ja) | サーボモータ駆動のリンクモーションプレスおよびそ のプレス制御方法 | |
| JP2000343286A (ja) | 機械プレスのスライド駆動装置 | |
| CN102896803B (zh) | 冲压机 | |
| JP3689605B2 (ja) | プレス機械 | |
| JP4109775B2 (ja) | プレス機械 | |
| JP2008183595A (ja) | サーボプレスとその運転制御方法 | |
| JPH11245096A (ja) | スライダリンクプレス | |
| JP3132889U (ja) | サーボプレス装置 | |
| JP2004090036A (ja) | クランクプレス機 | |
| JP2002103089A (ja) | プレス機械 | |
| JP3753899B2 (ja) | プレス機械 | |
| CN208600522U (zh) | 一种齿筒外加工工具 | |
| JP3929354B2 (ja) | サーボプレスのスライド制御装置およびその制御方法 | |
| JPH02224898A (ja) | パンチプレス機械 | |
| JP2720122B2 (ja) | 粉末成形機のフィーダー装置 | |
| JP2002210600A (ja) | サーボプレス機の制御装置 |