JP2004228285A - 部品の分割装置 - Google Patents
部品の分割装置 Download PDFInfo
- Publication number
- JP2004228285A JP2004228285A JP2003013364A JP2003013364A JP2004228285A JP 2004228285 A JP2004228285 A JP 2004228285A JP 2003013364 A JP2003013364 A JP 2003013364A JP 2003013364 A JP2003013364 A JP 2003013364A JP 2004228285 A JP2004228285 A JP 2004228285A
- Authority
- JP
- Japan
- Prior art keywords
- work
- belt
- pulley
- dividing
- work supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Dicing (AREA)
Abstract
【課題】ベルトの一点集中的摩耗をなくし、分割不良を防止できる部品の分割装置を提供することにある。
【解決手段】複数のチップ部品を連接したワーク3を供給するワーク供給機構32と、走行する2つのベルト38,39を対向して設け、前記2つのベルトの間に前記ワーク3を挟持して搬送し、前記2つのベルトを屈曲させて個々の部品に分割する分割機31とを備えた部品の分割装置において、前記ワーク供給機構32と前記分割機31とをベルトの幅方向に相対的にシフトさせる手段を設けたことを特徴とする。
【選択図】 図1
【解決手段】複数のチップ部品を連接したワーク3を供給するワーク供給機構32と、走行する2つのベルト38,39を対向して設け、前記2つのベルトの間に前記ワーク3を挟持して搬送し、前記2つのベルトを屈曲させて個々の部品に分割する分割機31とを備えた部品の分割装置において、前記ワーク供給機構32と前記分割機31とをベルトの幅方向に相対的にシフトさせる手段を設けたことを特徴とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
この発明は、板状のシート基板に、例えば微細電子部品をマトリックス状に創成し、縦横に分割(ブレイク)して個々の電子部品とする部品の分割装置に関する。
【0002】
【従来の技術】
図4(a)は、板状のシート基板1を示し、このシート基板1には多数個の微細電子部品2がマトリックス状に配置されている。図4(b)は、シート基板1を縦方向に複数に分割して短冊状に形成した複数本のワーク3を示し、短冊状のワーク3にはチップ部品2が一列に連接して設けられている。さらに、各チップ部品2の間にはワーク3の長手方向と直交する分割溝4が設けられている。また、図4(c)は、ワーク3を分割溝4に沿って横方向に分割して個々の電子部品2(以下、チップ部品2という)とした状態を示す。
【0003】
前述のように構成されたワーク3は、後述する分割機によって分割溝4に沿って屈曲することにより、個々のチップ部品2に分割される。
【0004】
図5は、従来の分割機5を示し、分割機5は下側ベルト6と上側ベルト7との2つのベルトを備えている。下側ベルト6は無端ベルトからなり、下側第1プーリ8、下側第2プーリ9、下側第3プーリ10に掛け渡されている。さらに、下側第1プーリ8と下側第2プーリ9との間には小径の圧接ローラ11が配設され、この圧接ローラ11によって下側ベルト6は下向きに屈曲されている。
【0005】
また、下側第1プーリ8と下側第2プーリ9との間で、圧接ローラ11に近接してガイドローラ12が配設され、下側ベルト6がガイドローラ12と圧接ローラ11との間を通るように掛け渡されている。さらに、下側第3プーリ10とガイドローラ12との間には下側ベルト6の張力を調整するテーンションプーリ13が設けられている。
【0006】
前記上側ベルト7も無端ベルトからなり、上側第1プーリ14及び上側第2プーリ15、上側第2プーリ15の上方に隔離して配置された駆動プーリ16及び駆動プーリ16と略同じ高さで上側第1プーリ14の上方に配置された上側第3プーリ17に掛け渡されている。さらに、上側第1プーリ14は下側第1プーリ8と、上側第2プーリ15は下側第2プーリ9とそれぞれ近接して配置されている。従って、上側ベルト7は上側第1プーリ14から圧接ローラ11までは下側ベルト6と僅かな間隙を保持して張設され、圧接ローラ11の位置では下側ベルト6と接触し、下側ベルト6と同様に圧接ローラ11を介して下方へ屈曲する屈曲部18が形成されている。なお、図5においては、下側ベルト6と上側ベルト7との境界が理解しやすいように圧接ローラ11の位置でも離して描いているが、実際には下側ベルト6と上側ベルト7との間でワーク3を挟持搬送できるように接触状態にある。
【0007】
また、前記屈曲部18には圧接ローラ11と対向してブレイクローラ19が配設され、圧接ローラ11とブレイクローラ19により下側ベルト6と上側ベルト7とが挟持されている。さらに、屈曲部18より上流側にブレイクローラ19に近接して押えローラ20が配設されている。
【0008】
また、駆動プーリ16と上側第3プーリ17との間には上側ベルト7の張力を調整するテーンションプーリ21が設けられている。さらに、下側第2プーリ9と上側第2プーリ15との間の下方にはチップ部品2を収納する収納容器22が設けられている。
【0009】
前述のように構成された分割機5は、モータ等の駆動源によって駆動プーリ16が回転駆動すると、上側ベルト7が上側第1、上側第2及び上側第3プーリ14,15,17に案内されて矢印方向に走行する。下側ベルト6は屈曲部18において上側ベルト7と接触して、その摩擦力により従動して矢印方向に走行する。なお、下側第3プーリ10を駆動プーリとして上側ベルト7と等速になるように同期して駆動される方法でもよい。
【0010】
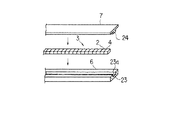
また、ワーク3が下側ベルト6と上側ベルト7とに挟持されて搬送される過程で、斜めに位置ずれが発生すると、分割溝4の搬送方向に対する直交度合いが崩れてしまい、分割ミスの原因となり、一定した品質が保てなくなる。そこで、図6に示すように、下側ベルト6にワーク3が収納される収納溝23が設けられている。さらに、上側ベルト7には収納溝23に収納されたワーク3を押圧する凸条24が設けられ、載置姿勢規制用壁体23aによってワーク3の搬送姿勢を保持するようになっている。
【0011】
このように構成された分割機5によれば、ワーク3は常に同一の収納溝23内に収納されて搬送され、屈曲部18においてワーク3が屈曲されるため、分割溝4に沿って各チップ部品2に分割される。分割された各チップ部品2は下側第2プーリ9と上側第2プーリ14との間から落下して収納容器22に収納される。
【0012】
【発明が解決しようとする課題】
しかしながら、ワーク3は常に同一の収納溝23内に収納されて搬送され、屈曲部18においてワーク3が屈曲されて各チップ部品2に分割される。従って、収納溝23の載置姿勢規制用壁体23aは徐々に摩耗するため、長期間に亘り安定した分割を行うことは困難である。
【0013】
従来、下側ベルト6に収納溝23を設けず、上下の平坦な無端ベルトによりワーク3を挟持して分割する方法もあるが、この場合もワーク3は常にベルトの一定の位置(一般的には幅方向の中央部)で挟持するようになっているため、ワーク3を挟持する部分が短期間に摩耗してしまい、ベルトの摩耗によるワーク3の分割不良が生じると共に、短期間でベルトを新しいものと交換しなければならない等の問題がある。
【0014】
この発明は、前記事情に着目してなされたもので、その目的とするところは、ベルトの一点集中的摩耗をなくし、分割不良の発生を防止できると共に、ベルトの長寿命化により、長期間交換が不要で、経済的な部品の分割装置を提供することにある。
【0015】
【課題を解決するための手段】
この発明は、前記目的を達成するために、請求項1は、複数の部品を連接したワークを供給するワーク供給手段と、走行する2つのベルトを対向して設け、前記ワーク供給手段によって前記2つのベルトの間に供給された前記ワークを挟持して搬送し、前記2つのベルトを屈曲させて個々の部品に分割する分割機とを備えた部品の分割装置において、前記ワーク供給手段と前記分割機とを前記ベルトの幅方向に相対的にシフトさせる手段を設けたことを特徴とする。
【0016】
請求項2は、請求項1は、前記シフトさせる手段は、前記分割機を、前記ワーク供給手段におけるワークの供給位置に対して前記ベルトの幅以内でシフトさせることを特徴とする。
【0017】
請求項3は、請求項1または2の前記分割機と前記ワーク供給手段との相対的なシフトは、前記各ベルトの幅方向の無段階な往復動作であることを特徴とする。
【0018】
請求項4は、請求項1または2の前記分割機と前記ワーク供給手段との相対的なシフトは、前記各ベルトの幅方向の間欠的な往復動作であることを特徴とする。
【0019】
請求項5は、請求項4の前記間欠的な往復動作は、一定時間ごとの定量シフトであることを特徴とする。
【0020】
請求項6は、請求項4の前記間欠的な往復動作は、前記ワークを一定量搬送して分割するごとの定量シフトであることを特徴とする。
【0021】
請求項7は、請求項4〜6のいずれかの前記間欠的な往復動作は、前記ワーク供給手段からのワーク供給停止時であることを特徴とする。
【0022】
前記構成によれば、ワーク供給手段と分割機がベルトの幅方向にシフトするため、ベルトに挟持されて搬送されるワークの位置が一箇所に定まらず、ベルト幅の両端面間でシフトされる。従って、ベルトの一点集中的摩耗をなくし、分割不良を防止できる。
【0023】
【発明の実施の形態】
以下、この発明の実施の形態を図面に基づいて説明する。
【0024】
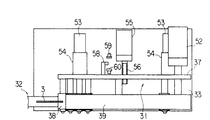
図1〜図3は部品の分割装置の一つの実施形態を示し、図1は正面図、図2は平面図、図3(a)(b)は作用説明図である。部品の分割装置30は、分割機31とワーク供給手段としてのワーク供給機構32とから構成されている。
【0025】
分割機31の基台33の一端部には支持部材34が立設され、この支持部材34には複数個の搬送ローラ35に掛け渡された無端ベルトからなる搬送ベルト36が設けられている。この搬送ベルト36によって、図4(b)に示すように、多数のチップ部品2が一列に連接された短冊状のワーク3がその長手方向に沿って分割機31に供給されるようになっている。
【0026】
分割機31のフレーム37には下側ベルト38と上側ベルト39の2つのベルトを対向して設けたベルト駆動機構40が設けられている。下側ベルト38は無端ベルトからなり、下側駆動プーリ41、下側従動プーリ42,43及びテンションプーリ44に掛け渡されている。
【0027】
下側ベルト38の上流端には下側従動プーリ42が配置され、前記ワーク供給機構32の搬送ベルト36の下流端と下側ベルト38の上流端が略同一レベルに位置している。さらに、下側駆動プーリ41と下側従動プーリ42との間には小径の圧接ローラ45が下側ベルト38の裏面に圧接した状態に設けられている。
【0028】
上側ベルト39も無端ベルトからなり、上側駆動プーリ47、上側従動プーリ48,49及びテンションプーリ50に掛け渡されている。さらに、上側駆動プーリ47と上側従動プーリ48との間には大径のブレイクローラ51が設けられ、このブレイクローラ51は下側ベルト38と上側ベルト39を介して圧接ローラ45と対向しており、下側ベルト38と上側ベルト39を挟持している。さらに、ブレイクローラ51は圧接ローラ45より僅かに下流側にずれており、挟持した下側ベルト38と上側ベルト39の間にワーク3の厚さ以下の隙間を生じさせるように設定されている。
【0029】
下側駆動プーリ41と上側駆動プーリ47はベルト駆動モータ52によって同期して駆動され、下側ベルト38及び上側ベルト39がそれぞれ矢印方向に等速で走行するようになっている。
【0030】
また、前記基台33の上面には下側ベルト38及び上側ベルト39の走行方向と直交する方向に複数のガイドレール53が敷設されている。このガイドレール53にはスライダ54を介して前記フレーム37が載置されている。従って、フレーム37はガイドレール53にガイドされて下側ベルト38及び上側ベルト39の走行方向と直交する方向にスライド移動自在である。
【0031】
さらに、基台33の上面における略中央部には駆動モータ55が固定されている。この駆動モータ55の回転軸にはガイドレール53と平行に送りねじ56が突設され、この送りねじ56はフレーム37に設けられたねじ孔57と螺合している。従って、送りねじ56の回転によってフレーム37がガイドレール53にガイドされてスライド移動するようになっている。
【0032】
また、フレーム37には後方に突出してドック58が固定されている。さらに、基台33の上面にはドック58に対向して後退リミットセンサ59と前進リミットセンサ60が設けられている。そして、フレーム37の前進限及び後退限を検出するようになっている。
【0033】
次に、前述のように構成された部品の分割装置の作用について説明する。
図3(a)に示すように、ワーク供給装置32の搬送ベルト36によって多数のチップ部品2が一列に連接された短冊状のワーク3がその長手方向に沿って分割機31に供給される。ワーク3は、まずベルト駆動機構40の下側ベルト38の上流端に移載され、下側ベルト38によって載置されて搬送される。
【0034】
ワーク3が圧接ローラ45とブレイクローラ51により挟持された下側ベルト38と上側ベルト39との僅かな隙間に挟持されると、ブレイクローラ51の圧接ローラ45に対する下流側へのずれによるワーク3への屈曲力によってワーク3が分割溝4から個々のチップ部品2に分割される。
【0035】
一方、このとき、駆動モータ55によって送りねじ56が回転しているため、この送りねじ56と螺合するねじ孔57によって回転運動が直線運動に変換され、フレーム37がガイドレール53上をスライド移動して前進または後退する。そして、後退リミットセンサ59または前進リミットセンサ60によって後退限または前進限が検出されると、駆動モータ55がいったん停止し、その後、駆動モータ55が逆転してフレーム37がガイドレール53上をスライド移動して前進または後退する。
【0036】
フレーム37がスライド移動すると、基台33に固定されたワーク供給機構32の搬送ベルト36に対する分割機31の下側ベルト38及び上側ベルト39がベルトの幅方向にシフトする。従って、下側ベルト38に載置されて搬送されるワーク3の位置が一箇所に定まらず、ベルト幅の両端面間で無段階にシフトされる。つまり、下側ベルト38及び上側ベルト39の一点集中的摩耗をなくし、分割不良を防止できる。
【0037】
フレーム37がスライド移動する速度は超微速に設定されており、1本のワーク3が下側ベルト38に移載開始から移載終了までにシフトされる量は、ワーク3の位置ずれによる影響が無視できるように設定されている。
【0038】
なお、前記実施形態においては、ワーク供給機構32を固定し、分割機31をベルトの幅方向にシフトするように構成したが、分割機31を固定し、ワーク供給機構32をシフトするようにしてもよく、分割機31とワーク供給機構32とを相対的にシフトすることに特徴がある。
【0039】
また、駆動モータ55によって送りねじ56を正逆回転させ、フレーム37を連続的にスライド移動するようにしたが、フレーム37を間欠的にシフトさせてもよい。但し、この場合、ワーク3の供給を停止した後に一定量シフトさせることが望ましい。間欠的なシフトとしては、ワーク3の幅以上のシフト量ではベルトに摩耗溝が付き易いので、往復させるとき、往の位置と復の位置とが一致しないようにシフトしていくことが好ましく、また、ワーク3の幅以下のシフト量では溝的摩耗は少ないが、ベルトの同じ場所を長時間使用するとベルトの幅方向に段差が付き易いため、短時間の使用でシフトしていくことが望ましい。
【0040】
また、間欠的にシフトする場合は、一定時間ごと、または一定量のワーク3を供給・分割するごとに、ワーク3の供給を一時停止して定量シフトすることが望ましい。
【0041】
なお、前記実施形態においては、下側ベルト38及び上側ベルト39を複数のプーリやローラによって搬送するように構成したが、複数のプーリやローラの配置関係は、一例を模式的に表したものであり、前記実施形態に限定されるものではない。
【0042】
さらに、前記実施形態においては、多数の電子部品を一列に連接した短冊状のワークを供給・分割する場合について説明したが、この発明は電子部品の搬送に限定されるものではなく、あらゆるワークの供給・分割に適用できる。
【0043】
【発明の効果】
以上説明したように、この発明によれば、ワークを供給するワーク供給手段と、2つのベルトの間にワークを挟持して搬送し、2つのベルトを屈曲させて個々の部品に分割する分割機とを備え、ワーク供給手段と分割機とを相対的にシフトさせることにより、ベルトによって搬送されるワークの位置が一箇所に定まらず、ベルトの一点集中的摩耗をなくすことができる。従って、分割不良を防止できるとともに、ベルトの長寿命化を図り、経済的である。
【図面の簡単な説明】
【図1】この発明の第1の実施形態を示し、部品の分割装置の正面図。
【図2】同実施形態の部品の分割装置の平面図。
【図3】同実施形態を示し、(a)(b)は作用説明図。
【図4】(a)〜(c)はワークを示す平面図。
【図5】従来の部品の分割装置の正面図。
【図6】従来の下側ベルト、上側ベルト及びワークの関係を示す斜視図。
【符号の説明】
2…チップ部品、3…ワーク、31…分割機、32…ワーク供給機構、38…下側ベルト、39…上側ベルト
【発明の属する技術分野】
この発明は、板状のシート基板に、例えば微細電子部品をマトリックス状に創成し、縦横に分割(ブレイク)して個々の電子部品とする部品の分割装置に関する。
【0002】
【従来の技術】
図4(a)は、板状のシート基板1を示し、このシート基板1には多数個の微細電子部品2がマトリックス状に配置されている。図4(b)は、シート基板1を縦方向に複数に分割して短冊状に形成した複数本のワーク3を示し、短冊状のワーク3にはチップ部品2が一列に連接して設けられている。さらに、各チップ部品2の間にはワーク3の長手方向と直交する分割溝4が設けられている。また、図4(c)は、ワーク3を分割溝4に沿って横方向に分割して個々の電子部品2(以下、チップ部品2という)とした状態を示す。
【0003】
前述のように構成されたワーク3は、後述する分割機によって分割溝4に沿って屈曲することにより、個々のチップ部品2に分割される。
【0004】
図5は、従来の分割機5を示し、分割機5は下側ベルト6と上側ベルト7との2つのベルトを備えている。下側ベルト6は無端ベルトからなり、下側第1プーリ8、下側第2プーリ9、下側第3プーリ10に掛け渡されている。さらに、下側第1プーリ8と下側第2プーリ9との間には小径の圧接ローラ11が配設され、この圧接ローラ11によって下側ベルト6は下向きに屈曲されている。
【0005】
また、下側第1プーリ8と下側第2プーリ9との間で、圧接ローラ11に近接してガイドローラ12が配設され、下側ベルト6がガイドローラ12と圧接ローラ11との間を通るように掛け渡されている。さらに、下側第3プーリ10とガイドローラ12との間には下側ベルト6の張力を調整するテーンションプーリ13が設けられている。
【0006】
前記上側ベルト7も無端ベルトからなり、上側第1プーリ14及び上側第2プーリ15、上側第2プーリ15の上方に隔離して配置された駆動プーリ16及び駆動プーリ16と略同じ高さで上側第1プーリ14の上方に配置された上側第3プーリ17に掛け渡されている。さらに、上側第1プーリ14は下側第1プーリ8と、上側第2プーリ15は下側第2プーリ9とそれぞれ近接して配置されている。従って、上側ベルト7は上側第1プーリ14から圧接ローラ11までは下側ベルト6と僅かな間隙を保持して張設され、圧接ローラ11の位置では下側ベルト6と接触し、下側ベルト6と同様に圧接ローラ11を介して下方へ屈曲する屈曲部18が形成されている。なお、図5においては、下側ベルト6と上側ベルト7との境界が理解しやすいように圧接ローラ11の位置でも離して描いているが、実際には下側ベルト6と上側ベルト7との間でワーク3を挟持搬送できるように接触状態にある。
【0007】
また、前記屈曲部18には圧接ローラ11と対向してブレイクローラ19が配設され、圧接ローラ11とブレイクローラ19により下側ベルト6と上側ベルト7とが挟持されている。さらに、屈曲部18より上流側にブレイクローラ19に近接して押えローラ20が配設されている。
【0008】
また、駆動プーリ16と上側第3プーリ17との間には上側ベルト7の張力を調整するテーンションプーリ21が設けられている。さらに、下側第2プーリ9と上側第2プーリ15との間の下方にはチップ部品2を収納する収納容器22が設けられている。
【0009】
前述のように構成された分割機5は、モータ等の駆動源によって駆動プーリ16が回転駆動すると、上側ベルト7が上側第1、上側第2及び上側第3プーリ14,15,17に案内されて矢印方向に走行する。下側ベルト6は屈曲部18において上側ベルト7と接触して、その摩擦力により従動して矢印方向に走行する。なお、下側第3プーリ10を駆動プーリとして上側ベルト7と等速になるように同期して駆動される方法でもよい。
【0010】
また、ワーク3が下側ベルト6と上側ベルト7とに挟持されて搬送される過程で、斜めに位置ずれが発生すると、分割溝4の搬送方向に対する直交度合いが崩れてしまい、分割ミスの原因となり、一定した品質が保てなくなる。そこで、図6に示すように、下側ベルト6にワーク3が収納される収納溝23が設けられている。さらに、上側ベルト7には収納溝23に収納されたワーク3を押圧する凸条24が設けられ、載置姿勢規制用壁体23aによってワーク3の搬送姿勢を保持するようになっている。
【0011】
このように構成された分割機5によれば、ワーク3は常に同一の収納溝23内に収納されて搬送され、屈曲部18においてワーク3が屈曲されるため、分割溝4に沿って各チップ部品2に分割される。分割された各チップ部品2は下側第2プーリ9と上側第2プーリ14との間から落下して収納容器22に収納される。
【0012】
【発明が解決しようとする課題】
しかしながら、ワーク3は常に同一の収納溝23内に収納されて搬送され、屈曲部18においてワーク3が屈曲されて各チップ部品2に分割される。従って、収納溝23の載置姿勢規制用壁体23aは徐々に摩耗するため、長期間に亘り安定した分割を行うことは困難である。
【0013】
従来、下側ベルト6に収納溝23を設けず、上下の平坦な無端ベルトによりワーク3を挟持して分割する方法もあるが、この場合もワーク3は常にベルトの一定の位置(一般的には幅方向の中央部)で挟持するようになっているため、ワーク3を挟持する部分が短期間に摩耗してしまい、ベルトの摩耗によるワーク3の分割不良が生じると共に、短期間でベルトを新しいものと交換しなければならない等の問題がある。
【0014】
この発明は、前記事情に着目してなされたもので、その目的とするところは、ベルトの一点集中的摩耗をなくし、分割不良の発生を防止できると共に、ベルトの長寿命化により、長期間交換が不要で、経済的な部品の分割装置を提供することにある。
【0015】
【課題を解決するための手段】
この発明は、前記目的を達成するために、請求項1は、複数の部品を連接したワークを供給するワーク供給手段と、走行する2つのベルトを対向して設け、前記ワーク供給手段によって前記2つのベルトの間に供給された前記ワークを挟持して搬送し、前記2つのベルトを屈曲させて個々の部品に分割する分割機とを備えた部品の分割装置において、前記ワーク供給手段と前記分割機とを前記ベルトの幅方向に相対的にシフトさせる手段を設けたことを特徴とする。
【0016】
請求項2は、請求項1は、前記シフトさせる手段は、前記分割機を、前記ワーク供給手段におけるワークの供給位置に対して前記ベルトの幅以内でシフトさせることを特徴とする。
【0017】
請求項3は、請求項1または2の前記分割機と前記ワーク供給手段との相対的なシフトは、前記各ベルトの幅方向の無段階な往復動作であることを特徴とする。
【0018】
請求項4は、請求項1または2の前記分割機と前記ワーク供給手段との相対的なシフトは、前記各ベルトの幅方向の間欠的な往復動作であることを特徴とする。
【0019】
請求項5は、請求項4の前記間欠的な往復動作は、一定時間ごとの定量シフトであることを特徴とする。
【0020】
請求項6は、請求項4の前記間欠的な往復動作は、前記ワークを一定量搬送して分割するごとの定量シフトであることを特徴とする。
【0021】
請求項7は、請求項4〜6のいずれかの前記間欠的な往復動作は、前記ワーク供給手段からのワーク供給停止時であることを特徴とする。
【0022】
前記構成によれば、ワーク供給手段と分割機がベルトの幅方向にシフトするため、ベルトに挟持されて搬送されるワークの位置が一箇所に定まらず、ベルト幅の両端面間でシフトされる。従って、ベルトの一点集中的摩耗をなくし、分割不良を防止できる。
【0023】
【発明の実施の形態】
以下、この発明の実施の形態を図面に基づいて説明する。
【0024】
図1〜図3は部品の分割装置の一つの実施形態を示し、図1は正面図、図2は平面図、図3(a)(b)は作用説明図である。部品の分割装置30は、分割機31とワーク供給手段としてのワーク供給機構32とから構成されている。
【0025】
分割機31の基台33の一端部には支持部材34が立設され、この支持部材34には複数個の搬送ローラ35に掛け渡された無端ベルトからなる搬送ベルト36が設けられている。この搬送ベルト36によって、図4(b)に示すように、多数のチップ部品2が一列に連接された短冊状のワーク3がその長手方向に沿って分割機31に供給されるようになっている。
【0026】
分割機31のフレーム37には下側ベルト38と上側ベルト39の2つのベルトを対向して設けたベルト駆動機構40が設けられている。下側ベルト38は無端ベルトからなり、下側駆動プーリ41、下側従動プーリ42,43及びテンションプーリ44に掛け渡されている。
【0027】
下側ベルト38の上流端には下側従動プーリ42が配置され、前記ワーク供給機構32の搬送ベルト36の下流端と下側ベルト38の上流端が略同一レベルに位置している。さらに、下側駆動プーリ41と下側従動プーリ42との間には小径の圧接ローラ45が下側ベルト38の裏面に圧接した状態に設けられている。
【0028】
上側ベルト39も無端ベルトからなり、上側駆動プーリ47、上側従動プーリ48,49及びテンションプーリ50に掛け渡されている。さらに、上側駆動プーリ47と上側従動プーリ48との間には大径のブレイクローラ51が設けられ、このブレイクローラ51は下側ベルト38と上側ベルト39を介して圧接ローラ45と対向しており、下側ベルト38と上側ベルト39を挟持している。さらに、ブレイクローラ51は圧接ローラ45より僅かに下流側にずれており、挟持した下側ベルト38と上側ベルト39の間にワーク3の厚さ以下の隙間を生じさせるように設定されている。
【0029】
下側駆動プーリ41と上側駆動プーリ47はベルト駆動モータ52によって同期して駆動され、下側ベルト38及び上側ベルト39がそれぞれ矢印方向に等速で走行するようになっている。
【0030】
また、前記基台33の上面には下側ベルト38及び上側ベルト39の走行方向と直交する方向に複数のガイドレール53が敷設されている。このガイドレール53にはスライダ54を介して前記フレーム37が載置されている。従って、フレーム37はガイドレール53にガイドされて下側ベルト38及び上側ベルト39の走行方向と直交する方向にスライド移動自在である。
【0031】
さらに、基台33の上面における略中央部には駆動モータ55が固定されている。この駆動モータ55の回転軸にはガイドレール53と平行に送りねじ56が突設され、この送りねじ56はフレーム37に設けられたねじ孔57と螺合している。従って、送りねじ56の回転によってフレーム37がガイドレール53にガイドされてスライド移動するようになっている。
【0032】
また、フレーム37には後方に突出してドック58が固定されている。さらに、基台33の上面にはドック58に対向して後退リミットセンサ59と前進リミットセンサ60が設けられている。そして、フレーム37の前進限及び後退限を検出するようになっている。
【0033】
次に、前述のように構成された部品の分割装置の作用について説明する。
図3(a)に示すように、ワーク供給装置32の搬送ベルト36によって多数のチップ部品2が一列に連接された短冊状のワーク3がその長手方向に沿って分割機31に供給される。ワーク3は、まずベルト駆動機構40の下側ベルト38の上流端に移載され、下側ベルト38によって載置されて搬送される。
【0034】
ワーク3が圧接ローラ45とブレイクローラ51により挟持された下側ベルト38と上側ベルト39との僅かな隙間に挟持されると、ブレイクローラ51の圧接ローラ45に対する下流側へのずれによるワーク3への屈曲力によってワーク3が分割溝4から個々のチップ部品2に分割される。
【0035】
一方、このとき、駆動モータ55によって送りねじ56が回転しているため、この送りねじ56と螺合するねじ孔57によって回転運動が直線運動に変換され、フレーム37がガイドレール53上をスライド移動して前進または後退する。そして、後退リミットセンサ59または前進リミットセンサ60によって後退限または前進限が検出されると、駆動モータ55がいったん停止し、その後、駆動モータ55が逆転してフレーム37がガイドレール53上をスライド移動して前進または後退する。
【0036】
フレーム37がスライド移動すると、基台33に固定されたワーク供給機構32の搬送ベルト36に対する分割機31の下側ベルト38及び上側ベルト39がベルトの幅方向にシフトする。従って、下側ベルト38に載置されて搬送されるワーク3の位置が一箇所に定まらず、ベルト幅の両端面間で無段階にシフトされる。つまり、下側ベルト38及び上側ベルト39の一点集中的摩耗をなくし、分割不良を防止できる。
【0037】
フレーム37がスライド移動する速度は超微速に設定されており、1本のワーク3が下側ベルト38に移載開始から移載終了までにシフトされる量は、ワーク3の位置ずれによる影響が無視できるように設定されている。
【0038】
なお、前記実施形態においては、ワーク供給機構32を固定し、分割機31をベルトの幅方向にシフトするように構成したが、分割機31を固定し、ワーク供給機構32をシフトするようにしてもよく、分割機31とワーク供給機構32とを相対的にシフトすることに特徴がある。
【0039】
また、駆動モータ55によって送りねじ56を正逆回転させ、フレーム37を連続的にスライド移動するようにしたが、フレーム37を間欠的にシフトさせてもよい。但し、この場合、ワーク3の供給を停止した後に一定量シフトさせることが望ましい。間欠的なシフトとしては、ワーク3の幅以上のシフト量ではベルトに摩耗溝が付き易いので、往復させるとき、往の位置と復の位置とが一致しないようにシフトしていくことが好ましく、また、ワーク3の幅以下のシフト量では溝的摩耗は少ないが、ベルトの同じ場所を長時間使用するとベルトの幅方向に段差が付き易いため、短時間の使用でシフトしていくことが望ましい。
【0040】
また、間欠的にシフトする場合は、一定時間ごと、または一定量のワーク3を供給・分割するごとに、ワーク3の供給を一時停止して定量シフトすることが望ましい。
【0041】
なお、前記実施形態においては、下側ベルト38及び上側ベルト39を複数のプーリやローラによって搬送するように構成したが、複数のプーリやローラの配置関係は、一例を模式的に表したものであり、前記実施形態に限定されるものではない。
【0042】
さらに、前記実施形態においては、多数の電子部品を一列に連接した短冊状のワークを供給・分割する場合について説明したが、この発明は電子部品の搬送に限定されるものではなく、あらゆるワークの供給・分割に適用できる。
【0043】
【発明の効果】
以上説明したように、この発明によれば、ワークを供給するワーク供給手段と、2つのベルトの間にワークを挟持して搬送し、2つのベルトを屈曲させて個々の部品に分割する分割機とを備え、ワーク供給手段と分割機とを相対的にシフトさせることにより、ベルトによって搬送されるワークの位置が一箇所に定まらず、ベルトの一点集中的摩耗をなくすことができる。従って、分割不良を防止できるとともに、ベルトの長寿命化を図り、経済的である。
【図面の簡単な説明】
【図1】この発明の第1の実施形態を示し、部品の分割装置の正面図。
【図2】同実施形態の部品の分割装置の平面図。
【図3】同実施形態を示し、(a)(b)は作用説明図。
【図4】(a)〜(c)はワークを示す平面図。
【図5】従来の部品の分割装置の正面図。
【図6】従来の下側ベルト、上側ベルト及びワークの関係を示す斜視図。
【符号の説明】
2…チップ部品、3…ワーク、31…分割機、32…ワーク供給機構、38…下側ベルト、39…上側ベルト
Claims (7)
- 複数の部品を連接したワークを供給するワーク供給手段と、
走行する2つのベルトを対向して設け、前記ワーク供給手段によって前記2つのベルトの間に供給された前記ワークを挟持して搬送し、前記2つのベルトを屈曲させて個々の部品に分割する分割機とを備えた部品の分割装置において、
前記ワーク供給手段と前記分割機とを前記ベルトの幅方向に相対的にシフトさせる手段を設けたことを特徴とする部品の分割装置。 - 前記シフトさせる手段は、前記分割機を、前記ワーク供給手段におけるワークの供給位置に対して前記ベルトの幅以内でシフトさせることを特徴とする請求項1記載の部品の分割装置。
- 前記分割機と前記ワーク供給手段との相対的なシフトは、前記各ベルトの幅方向の無段階な往復動作であることを特徴とする請求項1または2記載の部品の分割装置。
- 前記分割機と前記ワーク供給手段との相対的なシフトは、前記各ベルトの幅方向の間欠的な往復動作であることを特徴とする請求項1または2記載の部品の分割装置。
- 前記間欠的な往復動作は、一定時間ごとの定量シフトであることを特徴とする請求項4記載の部品の分割装置。
- 前記間欠的な往復動作は、前記ワークを一定量搬送して分割するごとの定量シフトであることを特徴とする請求項4記載の部品の分割装置。
- 前記間欠的な往復動作は、前記ワーク供給手段からのワーク供給停止時であることを特徴とする請求項4〜6のいずれかに記載の部品の分割装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003013364A JP2004228285A (ja) | 2003-01-22 | 2003-01-22 | 部品の分割装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003013364A JP2004228285A (ja) | 2003-01-22 | 2003-01-22 | 部品の分割装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004228285A true JP2004228285A (ja) | 2004-08-12 |
Family
ID=32901711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003013364A Pending JP2004228285A (ja) | 2003-01-22 | 2003-01-22 | 部品の分割装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004228285A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011103477A (ja) * | 2003-05-09 | 2011-05-26 | Transform Solar Pty Ltd | 半導体ストリップの切り離しおよび組み立て |
-
2003
- 2003-01-22 JP JP2003013364A patent/JP2004228285A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011103477A (ja) * | 2003-05-09 | 2011-05-26 | Transform Solar Pty Ltd | 半導体ストリップの切り離しおよび組み立て |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| SU1272972A3 (ru) | Транспортирующее устройство дл держателей с боковыми поверхност ми,расположенными параллельно к направлению транспортировани ,преимущественно дл сборочных машин | |
| CN206654498U (zh) | 一种电池片传送校正装置 | |
| JP4312454B2 (ja) | 物品の流れを制御する装置のための物品ガイド | |
| US7650731B2 (en) | Belt tensioner for coupon insertion apparatus | |
| JP2012082045A (ja) | 搬送装置 | |
| US5342040A (en) | Turning device for sheets of paper in a feed web | |
| JPS6017701B2 (ja) | シ−トの打抜き方法及び装置 | |
| JP5006006B2 (ja) | 紙葉類断裁装置 | |
| JP2004228285A (ja) | 部品の分割装置 | |
| JP2012082048A (ja) | 長尺極薄材料搬送装置 | |
| JP4161571B2 (ja) | 材料供給装置 | |
| JP4150609B2 (ja) | フィルム搬送装置 | |
| JP2004345727A (ja) | ラベルの貼付装置 | |
| CN218520367U (zh) | 在线检测输送线 | |
| KR910004449A (ko) | 종이 장 이송장치 | |
| CN110421624B (zh) | 一种裁断机输送带循环系统 | |
| JP6495204B2 (ja) | 搬送装置 | |
| JP2002284323A (ja) | 搬送装置 | |
| JPH11334828A (ja) | 積層用紙搬送装置 | |
| CN223673964U (zh) | 一种天地盖纸板皮带供料机构 | |
| JP6364513B1 (ja) | 搬送装置 | |
| JP2001198893A (ja) | トレイ容器打抜装置 | |
| JP2004269177A (ja) | シート状ワークの印刷部におけるフィーダコンベヤユニット | |
| JP2004307149A (ja) | テープ搬送装置 | |
| KR20250036814A (ko) | 박스 피복용 장치 |