JP2004307149A - テープ搬送装置 - Google Patents
テープ搬送装置 Download PDFInfo
- Publication number
- JP2004307149A JP2004307149A JP2003103723A JP2003103723A JP2004307149A JP 2004307149 A JP2004307149 A JP 2004307149A JP 2003103723 A JP2003103723 A JP 2003103723A JP 2003103723 A JP2003103723 A JP 2003103723A JP 2004307149 A JP2004307149 A JP 2004307149A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- transport
- transport belt
- belt
- processing unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Advancing Webs (AREA)
Abstract
【課題】テープ状の半導体パッケージ基板等の製造装置の積層構造のテープを導き搬送する装置において、テープに対して摩擦等の負荷を生じさせずに搬送を可能にするテープ搬送装置を提供する。
【解決手段】処理部を経てテープを搬送するテープ搬送装置が、閉ループを形成する搬送ベルトと、該搬送ベルトと対向して配置された閉ループを形成する搬送ベルトとの間に挟まれた位置に、処理部を配置し、該処理部に対して、搬送ベルトを水平方向の0度角〜垂直方向の90度角まで傾斜を可変とし、前記搬送ベルトは装置幅方向に複数配置され、該搬送ベルトの間にあり、かつ搬送方向に複数形成された穴を備える吸着溝によって、搬送されるテープと搬送ベルトとを密着させ、テープを搬送するテープ搬送装置。
【選択図】図1
【解決手段】処理部を経てテープを搬送するテープ搬送装置が、閉ループを形成する搬送ベルトと、該搬送ベルトと対向して配置された閉ループを形成する搬送ベルトとの間に挟まれた位置に、処理部を配置し、該処理部に対して、搬送ベルトを水平方向の0度角〜垂直方向の90度角まで傾斜を可変とし、前記搬送ベルトは装置幅方向に複数配置され、該搬送ベルトの間にあり、かつ搬送方向に複数形成された穴を備える吸着溝によって、搬送されるテープと搬送ベルトとを密着させ、テープを搬送するテープ搬送装置。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、搬送中に複数の処理部を経て、テープ状の半導体パッケージ基板等の積層構造のテープを導き搬送するテープ搬送装置に関する。
【0002】
【従来の技術】
テープ状半導体パッケージ基板等の製造装置では、所定幅で長尺状の積層構造のテープに対して、例えば印刷処理や切削処理、検査等の処理部へ導かれるように構成されている。処理部の前後にはテープを正確に搬送位置決め出来るように、ニップ式のローラー又はダンベル形状のローラー11によりテープ2を挟み、ローラー又はダンベル形状のローラー11を駆動することでテープ2を搬送している。
【0003】
図4は、従来のテープ搬送装置の一例を説明する斜視図である。テープ2は水平方向にローラー11により搬送されている。また、テープの左右端部に穴部を設け、該穴部を基準にしてテープを搬送する公知のスプロケット方式や、印刷加工等に用いるウエブ搬送装置も知られている。(特許文献1参照)
【0004】
【特許文献1】
特開平8−268606号公報
【0005】
【発明が解決しようとする課題】
しかしながら、このようなテープ搬送装置を用いてテープを搬送する場合であっても、搬送されるテープ本体が長尺方向に樋状に撓んだり、テープ本体が幅方向にずれた場合には、正しい位置でニップされずに搬送不良を起こしてしまうことが多かった。
【0006】
処理部において正確な位置決めを行うために、処理部前後に配置されているローラー間で搬送されるテープに張力をかけなければならず、テープに対して負荷を与えてしまい、テープ状半導体パッケージ基板等の場合に断線等が生じて生産性が悪かった。
【0007】
本発明の課題は、積層構造のテープを導き搬送するテープ搬送装置において、テープが、摩擦等の負荷を受けずに搬送を可能にするテープ搬送装置を提供することによって、搬送不良や、テープ状半導体パッケージ基板等の場合に断線等の製品不良や、生産性の向上を損なう問題を解消することにある。
【0008】
【課題を解決するための手段】
本発明の請求項1に係る発明は、テープ状の半導体パッケージ基板等の製造装置において、処理部を経てテープを搬送するテープ搬送装置が、閉ループを形成する搬送ベルトと、該搬送ベルトと対向して配置された閉ループを形成する搬送ベルトとの間に挟まれた位置に、処理部を配置し、該処理部に対して、搬送ベルトを水平方向の0度角〜垂直方向の90度角まで傾斜を可変とし、前記搬送ベルトは装置幅方向に複数配置され、該搬送ベルトの間にあり且つ設備の固定位置に、搬送方向に複数形成された穴を備える吸着溝を配置されたことを特徴とするテープ搬送装置である。
【0009】
本発明の請求項2に係る発明は、前記搬送ベルトが、該搬送ベルトと対向して配置された搬送ベルトと同期運転することを特徴とする請求項1記載のテープ搬送装置である。
【0010】
本発明の請求項3に係る発明は、前記搬送ベルト及び該搬送ベルトと対向して配置された搬送ベルトが、搬送方向に対して前進又は後進可能なことを特徴とする請求項1、又は2記載のテープ搬送装置である。
【0011】
本発明の請求項4に係る発明は、前記処理部が、昇降式の機能を有するテーブルを備えたことを特徴とする請求項1乃至3のいずれか1項の記載のテープ搬送装置である。
【0012】
本発明の請求項5に係る発明は、前記複数形成された穴が、搬送されるテープと搬送ベルトとを密着させる為に負圧発生源へと接続されていることを特徴とする請求項1乃至4のいずれか1項の記載のテープ搬送装置である。
【0013】
本発明の請求項6に係る発明は、前記複数形成された穴の搬送方向の最後の穴が、テープを密着から開放し得るように、負圧破壊の為の正圧発生源へと接続されていることを特徴とする請求項1乃至5のいずれか1項の記載のテープ搬送装置である。
【0014】
【作用】
本発明のテープ搬送装置において、装置幅方向に複数本並ぶように配置された搬送ベルト上にテープが乗せられると、搬送ベルト間に配置されていて負圧発生源に連なっている穴により、テープが搬送ベルト側に吸着されて密着する。搬送ベルトが搬送方向に動作すると、テープは搬送ベルトとともに動作する事となる。
【0015】
搬送ベルトは処理部を介して対向するように配置されている。このとき搬送方向上流側の搬送ベルトの駆動と下流側の搬送ベルトの駆動とは同期運転され、搬送ベルトにテープが密着してテープに無負荷のままでありながら、あたかもローラーでニップして搬送しているのと同じ効果をさせることが可能である。
【0016】
処理部には昇降式のテーブルが設置され、アクチュエータにより上下動する。このテーブルの上下昇を微小制御することにより、テープに対して微小な張力を与えることも可能で、処理部における多様な処理に対応可能である。
【0017】
【発明の実施の形態】
以下、本発明の一実施例の図1〜図3を参照して説明する。
【0018】
図1は、本発明のテープ搬送装置の一実施例を説明する側面概略図である。図面中央に処理部10が配置されている。搬送ベルト1は処理部10を介して対向するように左右に配置されている。図面左側よりテープ2が装置に供給され、左側の搬送ベルト1上に載置され、搬送ベルト1の駆動に同調して、処理部10を通過し、右側搬送ベルト1上に載置され、図面右側からテープ2が装置外に搬出される。このとき搬送方向上流側の搬送ベルト1の駆動と下流側の搬送ベルト1の駆動とは同期運転される。搬送ベルト1間に配置されていて負圧発生源6に連なっている複数の穴8を備えた吸着溝7により、テープ2が搬送ベルト1側に吸着されて密着する。
【0019】
前記吸着溝7は、左右の搬送ベルト1の間の固定され、搬送ベルト1の表面より少し低い高さに調整されている。その高さの差は、1mm〜1.5mm程度が好ましい。また吸着溝7内の負圧は、テープ2が搬送ベルト1に軽く密着する程度の調整することが重要である。更に、テープ2が柔らかい場合は、搬送ベルト1及び吸着溝7配置数を増やし、調整することも必要となる。
【0020】
搬送ベルト1が搬送方向に動作すると、テープ2は搬送ベルト1とともに動作する事となる。処理部10には昇降式のテーブル4が設置され、アクチュエータ3により上下動する。このテーブル4が上昇することにより、テープ2に対して張力を与えることも可能で、処理部10における多様な処理に対応可能である。
【0021】
図2は、本発明のテープ搬送装置の一実施例を説明する上面概略図である。搬送方向と垂直方向に複数本並ぶように配置された搬送ベルト1上にテープ2が乗せられると、搬送ベルト1間に配置されていて負圧発生源6に連なっている穴8を備えた吸着溝7により、テープ2が搬送ベルト1側に吸着されて密着する。搬送ベルト1が搬送方向に動作すると、テープ2は搬送ベルト1とともに動作する事となる。搬送ベルト1の間にあり、かつ搬送方向に複数形成された穴8の列である吸着溝7は複数配置可能である。
【0022】
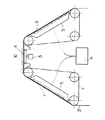
図3は、本発明のテープ搬送装置の一実施例を説明する斜視図である。図面中央の位置に処理部10があり、処理部に対して、搬送ベルト1はを水平方向の0度角〜垂直方向の90度角まで傾斜を可変となる。例えば、搬送ベルト1はを水平方向の0度角の場合は、上部の駆動ロールの中心軸(O−O)を中心にして、2本の下部の駆動ロールが外側に移動しながら外側の駆動ロールの中心軸(RO−RO)を上部に押し上げて平行にする。図3に示す傾斜は45度角であり、標準的に設定する状態である。前記角度は、テープの材質、厚さにより摩擦等の負荷が最小で最適な状態に調整する。
【0023】
【発明の効果】
本発明のテープ搬送装置によれば、テープに対して搬送時に負荷を与えてしまうことがなく、テープ状半導体パッケージ基板等の場合に断線等が生じずに品質が向上する。更に、摩擦等の負荷が最小で最適な状態に調整するため、搬送不良が発生しないために生産性が大幅に向上する。
【図面の簡単な説明】
【図1】本発明のテープ搬送装置の一実施例を説明する側面概略図である。
【図2】本発明のテープ搬送装置の一実施例を説明する上面概略図である。
【図3】本発明のテープ搬送装置の一実施例を説明する斜視図である。
【図4】従来のテープ搬送装置の一例を説明する斜視図である。
【符号の説明】
1…搬送ベルト
2…テープ
3…アクチュエータ
4…昇降式テーブル
5…負圧チャンバー
6…負圧発生源
7…吸着溝
8…負圧発生穴
9…駆動モータ
10…処理部
11…(ニップ式又はダンベル形状の)ロール
【発明の属する技術分野】
本発明は、搬送中に複数の処理部を経て、テープ状の半導体パッケージ基板等の積層構造のテープを導き搬送するテープ搬送装置に関する。
【0002】
【従来の技術】
テープ状半導体パッケージ基板等の製造装置では、所定幅で長尺状の積層構造のテープに対して、例えば印刷処理や切削処理、検査等の処理部へ導かれるように構成されている。処理部の前後にはテープを正確に搬送位置決め出来るように、ニップ式のローラー又はダンベル形状のローラー11によりテープ2を挟み、ローラー又はダンベル形状のローラー11を駆動することでテープ2を搬送している。
【0003】
図4は、従来のテープ搬送装置の一例を説明する斜視図である。テープ2は水平方向にローラー11により搬送されている。また、テープの左右端部に穴部を設け、該穴部を基準にしてテープを搬送する公知のスプロケット方式や、印刷加工等に用いるウエブ搬送装置も知られている。(特許文献1参照)
【0004】
【特許文献1】
特開平8−268606号公報
【0005】
【発明が解決しようとする課題】
しかしながら、このようなテープ搬送装置を用いてテープを搬送する場合であっても、搬送されるテープ本体が長尺方向に樋状に撓んだり、テープ本体が幅方向にずれた場合には、正しい位置でニップされずに搬送不良を起こしてしまうことが多かった。
【0006】
処理部において正確な位置決めを行うために、処理部前後に配置されているローラー間で搬送されるテープに張力をかけなければならず、テープに対して負荷を与えてしまい、テープ状半導体パッケージ基板等の場合に断線等が生じて生産性が悪かった。
【0007】
本発明の課題は、積層構造のテープを導き搬送するテープ搬送装置において、テープが、摩擦等の負荷を受けずに搬送を可能にするテープ搬送装置を提供することによって、搬送不良や、テープ状半導体パッケージ基板等の場合に断線等の製品不良や、生産性の向上を損なう問題を解消することにある。
【0008】
【課題を解決するための手段】
本発明の請求項1に係る発明は、テープ状の半導体パッケージ基板等の製造装置において、処理部を経てテープを搬送するテープ搬送装置が、閉ループを形成する搬送ベルトと、該搬送ベルトと対向して配置された閉ループを形成する搬送ベルトとの間に挟まれた位置に、処理部を配置し、該処理部に対して、搬送ベルトを水平方向の0度角〜垂直方向の90度角まで傾斜を可変とし、前記搬送ベルトは装置幅方向に複数配置され、該搬送ベルトの間にあり且つ設備の固定位置に、搬送方向に複数形成された穴を備える吸着溝を配置されたことを特徴とするテープ搬送装置である。
【0009】
本発明の請求項2に係る発明は、前記搬送ベルトが、該搬送ベルトと対向して配置された搬送ベルトと同期運転することを特徴とする請求項1記載のテープ搬送装置である。
【0010】
本発明の請求項3に係る発明は、前記搬送ベルト及び該搬送ベルトと対向して配置された搬送ベルトが、搬送方向に対して前進又は後進可能なことを特徴とする請求項1、又は2記載のテープ搬送装置である。
【0011】
本発明の請求項4に係る発明は、前記処理部が、昇降式の機能を有するテーブルを備えたことを特徴とする請求項1乃至3のいずれか1項の記載のテープ搬送装置である。
【0012】
本発明の請求項5に係る発明は、前記複数形成された穴が、搬送されるテープと搬送ベルトとを密着させる為に負圧発生源へと接続されていることを特徴とする請求項1乃至4のいずれか1項の記載のテープ搬送装置である。
【0013】
本発明の請求項6に係る発明は、前記複数形成された穴の搬送方向の最後の穴が、テープを密着から開放し得るように、負圧破壊の為の正圧発生源へと接続されていることを特徴とする請求項1乃至5のいずれか1項の記載のテープ搬送装置である。
【0014】
【作用】
本発明のテープ搬送装置において、装置幅方向に複数本並ぶように配置された搬送ベルト上にテープが乗せられると、搬送ベルト間に配置されていて負圧発生源に連なっている穴により、テープが搬送ベルト側に吸着されて密着する。搬送ベルトが搬送方向に動作すると、テープは搬送ベルトとともに動作する事となる。
【0015】
搬送ベルトは処理部を介して対向するように配置されている。このとき搬送方向上流側の搬送ベルトの駆動と下流側の搬送ベルトの駆動とは同期運転され、搬送ベルトにテープが密着してテープに無負荷のままでありながら、あたかもローラーでニップして搬送しているのと同じ効果をさせることが可能である。
【0016】
処理部には昇降式のテーブルが設置され、アクチュエータにより上下動する。このテーブルの上下昇を微小制御することにより、テープに対して微小な張力を与えることも可能で、処理部における多様な処理に対応可能である。
【0017】
【発明の実施の形態】
以下、本発明の一実施例の図1〜図3を参照して説明する。
【0018】
図1は、本発明のテープ搬送装置の一実施例を説明する側面概略図である。図面中央に処理部10が配置されている。搬送ベルト1は処理部10を介して対向するように左右に配置されている。図面左側よりテープ2が装置に供給され、左側の搬送ベルト1上に載置され、搬送ベルト1の駆動に同調して、処理部10を通過し、右側搬送ベルト1上に載置され、図面右側からテープ2が装置外に搬出される。このとき搬送方向上流側の搬送ベルト1の駆動と下流側の搬送ベルト1の駆動とは同期運転される。搬送ベルト1間に配置されていて負圧発生源6に連なっている複数の穴8を備えた吸着溝7により、テープ2が搬送ベルト1側に吸着されて密着する。
【0019】
前記吸着溝7は、左右の搬送ベルト1の間の固定され、搬送ベルト1の表面より少し低い高さに調整されている。その高さの差は、1mm〜1.5mm程度が好ましい。また吸着溝7内の負圧は、テープ2が搬送ベルト1に軽く密着する程度の調整することが重要である。更に、テープ2が柔らかい場合は、搬送ベルト1及び吸着溝7配置数を増やし、調整することも必要となる。
【0020】
搬送ベルト1が搬送方向に動作すると、テープ2は搬送ベルト1とともに動作する事となる。処理部10には昇降式のテーブル4が設置され、アクチュエータ3により上下動する。このテーブル4が上昇することにより、テープ2に対して張力を与えることも可能で、処理部10における多様な処理に対応可能である。
【0021】
図2は、本発明のテープ搬送装置の一実施例を説明する上面概略図である。搬送方向と垂直方向に複数本並ぶように配置された搬送ベルト1上にテープ2が乗せられると、搬送ベルト1間に配置されていて負圧発生源6に連なっている穴8を備えた吸着溝7により、テープ2が搬送ベルト1側に吸着されて密着する。搬送ベルト1が搬送方向に動作すると、テープ2は搬送ベルト1とともに動作する事となる。搬送ベルト1の間にあり、かつ搬送方向に複数形成された穴8の列である吸着溝7は複数配置可能である。
【0022】
図3は、本発明のテープ搬送装置の一実施例を説明する斜視図である。図面中央の位置に処理部10があり、処理部に対して、搬送ベルト1はを水平方向の0度角〜垂直方向の90度角まで傾斜を可変となる。例えば、搬送ベルト1はを水平方向の0度角の場合は、上部の駆動ロールの中心軸(O−O)を中心にして、2本の下部の駆動ロールが外側に移動しながら外側の駆動ロールの中心軸(RO−RO)を上部に押し上げて平行にする。図3に示す傾斜は45度角であり、標準的に設定する状態である。前記角度は、テープの材質、厚さにより摩擦等の負荷が最小で最適な状態に調整する。
【0023】
【発明の効果】
本発明のテープ搬送装置によれば、テープに対して搬送時に負荷を与えてしまうことがなく、テープ状半導体パッケージ基板等の場合に断線等が生じずに品質が向上する。更に、摩擦等の負荷が最小で最適な状態に調整するため、搬送不良が発生しないために生産性が大幅に向上する。
【図面の簡単な説明】
【図1】本発明のテープ搬送装置の一実施例を説明する側面概略図である。
【図2】本発明のテープ搬送装置の一実施例を説明する上面概略図である。
【図3】本発明のテープ搬送装置の一実施例を説明する斜視図である。
【図4】従来のテープ搬送装置の一例を説明する斜視図である。
【符号の説明】
1…搬送ベルト
2…テープ
3…アクチュエータ
4…昇降式テーブル
5…負圧チャンバー
6…負圧発生源
7…吸着溝
8…負圧発生穴
9…駆動モータ
10…処理部
11…(ニップ式又はダンベル形状の)ロール
Claims (6)
- テープ状の半導体パッケージ基板等の製造装置において、処理部を経てテープを搬送するテープ搬送装置が、閉ループを形成する搬送ベルトと、該搬送ベルトと対向して配置された閉ループを形成する搬送ベルトとの間に挟まれた位置に、処理部を配置し、該処理部に対して、搬送ベルトを水平方向の0度角〜垂直方向の90度角まで傾斜を可変とし、前記搬送ベルトは装置幅方向に複数配置され、該搬送ベルトの間にあり且つ装置の固定位置に、搬送方向に複数形成された穴を備える吸着溝を配置されたことを特徴とするテープ搬送装置。
- 前記搬送ベルトが、該搬送ベルトと対向して配置された搬送ベルトと同期運転することを特徴とする請求項1記載のテープ搬送装置。
- 前記搬送ベルト及び該搬送ベルトと対向して配置された搬送ベルトが、搬送方向に対して前進又は後進可能なことを特徴とする請求項1、又は2記載のテープ搬送装置。
- 前記処理部が、昇降式の機能を有するテーブルを備えたことを特徴とする請求項1乃至3のいずれか1項の記載のテープ搬送装置。
- 前記複数形成された穴が、搬送されるテープと搬送ベルトとを密着させる為に負圧発生源へと接続されていることを特徴とする請求項1乃至4のいずれか1項の記載のテープ搬送装置。
- 前記複数形成された穴の搬送方向の最後の穴が、テープを密着から開放し得るように、負圧破壊の為の正圧発生源へと接続されていることを特徴とする請求項1乃至5のいずれか1項の記載のテープ搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003103723A JP2004307149A (ja) | 2003-04-08 | 2003-04-08 | テープ搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003103723A JP2004307149A (ja) | 2003-04-08 | 2003-04-08 | テープ搬送装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004307149A true JP2004307149A (ja) | 2004-11-04 |
Family
ID=33466742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003103723A Pending JP2004307149A (ja) | 2003-04-08 | 2003-04-08 | テープ搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004307149A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1650088A1 (en) | 2004-10-21 | 2006-04-26 | Toyoda Gosei Co., Ltd. | Air bag system |
| JP2018199580A (ja) * | 2012-04-03 | 2018-12-20 | 株式会社ニコン | パターン形成装置 |
| JP2020107740A (ja) * | 2018-12-27 | 2020-07-09 | 日東電工株式会社 | シート状粘着材の切断方法およびシート状粘着材の切断装置 |
-
2003
- 2003-04-08 JP JP2003103723A patent/JP2004307149A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1650088A1 (en) | 2004-10-21 | 2006-04-26 | Toyoda Gosei Co., Ltd. | Air bag system |
| JP2018199580A (ja) * | 2012-04-03 | 2018-12-20 | 株式会社ニコン | パターン形成装置 |
| JP2020107740A (ja) * | 2018-12-27 | 2020-07-09 | 日東電工株式会社 | シート状粘着材の切断方法およびシート状粘着材の切断装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101678987B (zh) | 织物折叠装置、织物折叠方法以及穿着物品的制造方法 | |
| KR20090008257A (ko) | 벨트 컨베이어 분류기 | |
| TW201809745A (zh) | 光學膜貼合裝置及方法 | |
| JP2004307149A (ja) | テープ搬送装置 | |
| JP2012082048A (ja) | 長尺極薄材料搬送装置 | |
| JPH107301A (ja) | 搬送ベルトとこの搬送ベルトを用いたシート材搬送機構 | |
| JPH1192006A (ja) | 印刷物処理装置 | |
| WO2022113885A1 (ja) | ガラスロールの製造方法 | |
| JP2751067B2 (ja) | 搬送装置 | |
| JPH012966A (ja) | 板材搬送装置 | |
| JPS61166405A (ja) | アツプ,ダウン・コンベア | |
| JP3647301B2 (ja) | 物品の搬送装置 | |
| JPH01252457A (ja) | 軟質物の振り分け装置 | |
| JP3291243B2 (ja) | シート搬送集積装置 | |
| JPH06271030A (ja) | カーブコンベア | |
| WO2025150242A1 (ja) | 吸収性物品の折り装置及び折り方法 | |
| JP7819665B2 (ja) | シートの曲げ加工装置 | |
| JP2000000688A (ja) | 帯状鋼板の長手方向の連続溶接方法および連続溶接設備 | |
| JPH09117899A (ja) | 基板の分割方法、およびチップ型電子部品の製造方法 | |
| JP2007222777A (ja) | 粉塵除去装置 | |
| JP2004217395A (ja) | ウエブ材料位置決め張力付加装置 | |
| US20060082045A1 (en) | Apparatus and method for stacking media sheets | |
| JP2894027B2 (ja) | 板状ワークの搬送装置 | |
| JPS58220041A (ja) | シ−ト搬送方法及び装置 | |
| JPH0363196A (ja) | 合流機構を有するシート状ワークの搬送コンベア装置 |