JP2004232046A - 高純度ルテニウムスパッタリングターゲットとその製造方法 - Google Patents
高純度ルテニウムスパッタリングターゲットとその製造方法 Download PDFInfo
- Publication number
- JP2004232046A JP2004232046A JP2003023343A JP2003023343A JP2004232046A JP 2004232046 A JP2004232046 A JP 2004232046A JP 2003023343 A JP2003023343 A JP 2003023343A JP 2003023343 A JP2003023343 A JP 2003023343A JP 2004232046 A JP2004232046 A JP 2004232046A
- Authority
- JP
- Japan
- Prior art keywords
- ruthenium
- sputtering target
- purity
- plate
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Electrodes Of Semiconductors (AREA)
- Hall/Mr Elements (AREA)
- Physical Vapour Deposition (AREA)
Abstract
【課題】クラックを発生させずに大型化でき、しかも半導体メモリーのキャパシタ用電極等を形成する製膜時にパーティクルの発生を抑えることができる高純度ルテニウムスパッタリングターゲットの製造方法及びスパッタリングターゲットの提供。
【解決手段】インゴットから切り出したルテニウム板を相互に接合して大型の高純度ルテニウムスパッタリングターゲットを製造する方法において、少なくとも2枚のルテニウム板の端面を表面粗度Rmaxが20μm以下になるように研削加工する工程、研削加工されたルテニウム板を互いの端面が接触するように突き合せる工程、および、突合わせたルテニウム板を引き続き、圧縮接合装置内で10−1Pa以下の真空中、または純度4N以上の不活性ガス雰囲気中で1100℃以上に加熱するとともに、対向する端面を1MPa以上の面圧に圧縮して接合する工程を含む製造方法などによって提供。
【選択図】 図1
【解決手段】インゴットから切り出したルテニウム板を相互に接合して大型の高純度ルテニウムスパッタリングターゲットを製造する方法において、少なくとも2枚のルテニウム板の端面を表面粗度Rmaxが20μm以下になるように研削加工する工程、研削加工されたルテニウム板を互いの端面が接触するように突き合せる工程、および、突合わせたルテニウム板を引き続き、圧縮接合装置内で10−1Pa以下の真空中、または純度4N以上の不活性ガス雰囲気中で1100℃以上に加熱するとともに、対向する端面を1MPa以上の面圧に圧縮して接合する工程を含む製造方法などによって提供。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、高純度ルテニウムスパッタリングターゲットとその製造方法に関し、更に詳しくは、クラックを発生させずに大型化でき、しかも半導体メモリーのキャパシタ用電極等を形成する製膜時にパーティクルの発生を抑えることができる高純度ルテニウムスパッタリングターゲットとその製造方法に関する。
【0002】
【従来の技術】
半導体メモリーのキャパシタ用電極や、巨大磁気抵抗効果(GMR)やトンネル磁気抵抗効果(TMR)などを用いた磁気ヘッドや、反強磁性結合(AFC:Antiferromagnetically−coupled)メディアを記録層に用いた磁気ディスクには、その構成要素となる非磁性中間膜材料としてルテニウムが用いられている。
【0003】
これらの用途に用いられるルテニウム膜は、高純度ルテニウムスパッタリングターゲット(以下、スパッタリングターゲット、或いは単にターゲットともいう)を使用し、スパッタリング法により製膜される。
【0004】
近年、半導体デバイスの高集積化にともなうチップサイズの大型化や歩留まり向上のため、使用されるSiウエハーの大型化が進んでいる。Siウエハーの大型化に伴って非磁性中間膜を始めとしてデバイスを構成する薄膜を形成するためのスパッタリングターゲットにも大型化が求められてきている。
【0005】
また、磁気ヘッドの分野でも、歩留まり向上、コスト低減のため基板の大型化が求められており、この基板の大型化に伴ってデバイスを構成する薄膜を形成するためのスパッタリングターゲットも同様に大型化が求められるようになってきている。
【0006】
ところで、従来のルテニウムスパッタリングターゲットは、ホットプレス、プラズマ焼結やHIP(熱間等方プレス)等を用い粉末冶金法で製造されてきたが、粉末冶金法で作製されたスパッタリングターゲットには、ガス元素が多量に含有され、密度も100%にはならないという欠点があった。このため、この粉末冶金法で作製したスパッタリングターゲットを用いて製膜すると、パーティクルと呼ばれる数ミクロンのゴミが発生しやすいことも知られている。
【0007】
上記理由から、電子ビーム熔解法によりルテニウムスパッタリングターゲットを作製する方法が提案され(例えば、特許文献1参照)、水素プラズマ熔解法等の熔解法を用いてルテニウムスパッタリングターゲットを作製する方法が提案されている(例えば、特許文献2参照)。
【0008】
ところが、熔解法で作製したルテニウムスパッタリングターゲットは、20〜30mm程度の大きな結晶粒を含む多結晶体となっており、また、ルテニウムは室温で脆性が強いため、粒界あるいは結晶粒内部にクラックが入り割れてしまうことがあった。また、ルテニウムスパッタリングターゲットを大気中で1000℃以上に加熱すると、粒界にRuO2が発生して膨張して、粒界にクラックが入り割れることもあった。また、大気中で1000℃以上に加熱すると毒性を持つRuO4が発生する場合もあり、熱間加工も難しい材料であった。
【0009】
一方、ルテニウムの熱間圧延が可能と報告されているが(非特許文献1参照)、1200℃を超える温度で鉄系の金属ロールにより圧延すると、ルテニウムが変形しやすく、窒化珪素などのセラミックロールを用いるとルテニウムが割れやすいため、圧延ロールとして使用できる適当な材料が無く、また真空中で熱間圧延を行なうには装置設計が難しくなるため、工業的にルテニウムの熱間圧延を行うことは極めて難しい。
【0010】
そのため、ルテニウムの大型スパッタリングターゲットを製造するためには、大型のインゴットを作製して切り出すか、小径のインゴットから切り出したルテニウム板を電子線(EB)で溶接して大型化することが提案されている(例えば、特許文献3参照)。
【0011】
しかし、大型のインゴットから切り出すにはインゴット製造用に大型熔解設備が必要となり、クラックを発生させずに切り出す方法も難しく、切り出しに長時間を要するなどの問題を有していた。また、小径のインゴットから切り出したルテニウム板を電子線(EB)で溶接して大型化する場合でも、上記クラックの発生は避けられなかった。
【0012】
このような状況下、どのようなインゴットから切り出したルテニウム板を用いてもクラックが発生せず、容易に大型のルテニウムスパッタリングターゲットを製造できる方法が切望されていた。
【0013】
【特許文献1】
特開2000−178722号公報(特許請求の範囲)
【特許文献2】
特開2002−105631号公報(特許請求の範囲)
【特許文献3】
特開平11−61393号公報(特許請求の範囲)
【非特許文献1】
V.Krupin et.al.:Nauchn Tr Moskv
skij Inst Stali Splavov
pp.49−54
【0014】
【発明が解決しようとする課題】
本発明の目的は、上記のような状況に鑑み、クラックを発生させずに大型化でき、しかも半導体メモリーのキャパシタ用電極等を形成する製膜時にパーティクルの発生を抑えることができる高純度ルテニウムスパッタリングターゲットとその製造方法を提供することにある。
【0015】
【課題を解決するための手段】
本発明者らは、上記目的を達成すべく鋭意検討した結果、ルテニウムインゴットから切り出したルテニウム板を、その端面が平坦になるように研削加工した後、平坦になったルテニウム板の互いの端面をつき合せ、真空中または不活性ガス雰囲気中で特定温度に加熱し、端面部分を特定圧力で圧縮して接合することにより、クラックを発生させることなく、接合強度が高い大型のスパッタリングターゲットが得られることを見出し、また、かかる方法で得られたターゲットは、実質的にルテニウムからなり、アルカリ(土類)金属元素や遷移金属などの不純物がいずれも極めて少ないので、優れたスパッタリング性能が発揮されることを確認して、本発明を完成するに至った。
【0016】
すなわち、本発明の第1の発明によれば、インゴットから切り出したルテニウム板を相互に接合して大型の高純度ルテニウムスパッタリングターゲットを製造する方法において、少なくとも2枚のルテニウム板の端面を表面粗度Rmaxが20μm以下になるように研削加工する第1の工程、研削加工されたルテニウム板を互いの端面が接触するように突き合せる第2の工程、および、突き合わせたルテニウム板を引き続き、圧縮接合装置内で10−1Pa以下の真空中、または純度4N以上の不活性ガス雰囲気中で1100℃以上の温度に加熱するとともに、対向する端面を1MPa以上の面圧で圧縮して接合する第3の工程を含むことを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0017】
また、本発明の第2の発明によれば、第1の発明において、第3の工程で、加熱温度が1100℃〜1900℃に設定されることを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0018】
また、本発明の第3の発明によれば、第1の発明において、第3の工程で、面圧が1MPa〜30MPaに設定されることを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0019】
さらに、本発明の第4の発明によれば、第1の発明において、さらに、第1の工程から第3の工程を必要な回数だけ繰り返すことにより大型化することを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0020】
一方、本発明の第5の発明によれば、第1〜4のいずれかの製造方法により得られる高純度ルテニウムスパッタリングターゲットが提供される。
【0021】
また、本発明の第6の発明によれば、第5の発明において、純度が99.995重量%以上であり、不可避的不純物として白金族元素が含まれることを特徴とする高純度ルテニウムスパッタリングターゲットが提供される。
【0022】
さらに、本発明の第7の発明によれば、第5又は6の発明において、接合強度が150MPa以上であることを特徴とする高純度ルテニウムスパッタリングターゲットが提供される。
【0023】
【発明の実施の形態】
以下、本発明の高純度ルテニウムスパッタリングターゲットとその製造方法について詳細に説明する。
【0024】
1.高純度ルテニウムスパッタリングターゲットの製造方法
本発明は、(1)ルテニウムインゴットから切り出した複数のルテニウム板の端面を研削加工する工程、(2)ルテニウム板の端面を突き合せる工程、(3)真空中または不活性ガス雰囲気中で加熱、圧縮して接合する工程を含む高純度ルテニウムスパッタリングターゲットの製造方法である。この(1)〜(3)よりなる工程を単位工程として、さらに必要な回数だけ繰り返すことにより大型のターゲットを製造できる。
【0025】
(1)研削加工
先ず、本発明では、ルテニウムインゴットを所定の大きさに切り出し、得られたルテニウム板の端面が平坦になるように研削加工する。
【0026】
インゴットの製造に用いるルテニウム原料は、特に限定されないが、市販の純度3N程度の粉末を使用できる。これを用いて水素プラズマで熔解、高純度化したルテニウムインゴット、電子ビーム熔解や真空プラズマ熔解で高純度のルテニウムインゴットが製造される。原料中に混入していたアルカリ(土類)金属元素、遷移金属元素は、それらの大半がルテニウムを熔解する過程で除去される。
【0027】
インゴットの大きさは、特に限定されるわけではないが、直径30〜150mm程度が好ましい。直径が30mm未満のものでは、大型のターゲットを製造するのに多くの工程を必要とし効率的ではなく、一方、150mmを超えるものでは板材にクラックが発生しやすい。
【0028】
次に、インゴットの上下面をワイヤーソー等で切断して、上下面の平行度が5度以下、好ましくは3度以下の面を持つ板を作製する。板の形状は、接合の容易さ等を考慮して正方形、正六角形の多角形とすることが好ましい。
上下面の平行度が5度を超えると、圧縮接合装置に設置して接合面(上面)に垂直方向の圧力を加えると、下面では横方向にも力が加わるため板が横方向に移動することがある。ただし、円板の移動を抑制する機構を付け加えた装置を用いれば、平行度が5度程度であれば圧縮でき問題はない。
【0029】
さらに、上記板の端面を平面研削装置、旋盤等で研削加工し、端面の表面粗度Rmaxが20μm以下、望ましくは5μm以下にする。端面の表面粗度が20μmより大きくてもルテニウム板の接合は可能であるが、接合応力が低い場合は実効的な接合面積が小さくなり、機械的な強度が低下するため好ましくない。また、接合部に貫通欠陥が発生しやすくなり、端面の平行度が悪いと接合面が密着できないため接合ができなくなるなどの問題もある。
【0030】
(2)端面の突き合わせ
次に、上記した多角形のルテニウム板を2枚以上、互いの面が接触するように突き合わせる。板形状は、正方形、正六角形の多角形に切断しているため、複数の板を容易に突き合わせることができる。
このような状態で圧縮接合装置の冶具に設置する。圧縮接合装置としては、ホットプレス装置などが使用される。また、インゴットを圧縮する冶具としては、BN、Si3N4、Al2O3、SiC、グラファイトなどが知られているが、本発明では1100℃以上でルテニウムと反応しない材料で構成することが望ましく、この中では最も反応性が低いグラファイトを用いることが好ましい。
【0031】
(3)圧縮接合
そして、引き続き、10−1Pa以下、より好ましくは2×10−2Pa以下の真空中、又は純度4N以上望ましくは6N以上の不活性ガス雰囲気中で、加熱、圧縮しルテニウム板を接合する。
【0032】
真空度が10−1Pa未満では、加熱中にルテニウムインゴット表面の酸化が起こる。RuO2は1000℃以上で分解するが、粒界部が酸化するとその部分が膨張して体積変化を起こすため、粒界が脆くなり接合時に割れやすくなる。
また、不活性ガス雰囲気中でも純度が4Nより悪いと、ガス中の酸素により加熱中にルテニウム板表面の酸化が起こってしまい好ましくない。不活性ガスとしては、アルゴン、ヘリウムなどが使用できる。
【0033】
加熱温度は、1100℃以上でルテニウムの融点(2310℃)以下、特に1200℃〜1900℃が好ましい。1100℃未満では、接合強度が不足し、1900℃を超えると、グラファイトを用いた場合、ルテニウム中へ炭素が拡散するため、保持時間を短くするなどの考慮が必要となる。
【0034】
面圧は、1MPa(10kg/cm2)〜30MPa、好ましくは2MPa〜20MPaで接合することが望ましい。面圧が1MPa未満では拡散接合は起きるが、加熱中に発生する応力で接合面が動くなどの問題が発生して実際的ではない。一方、面圧が20MPaを超えるとルテニウム板が変形するか、結晶の配向によって変形抵抗が違うため形状が変化するなどの問題が生じ、また、グラファイトが割れる、グラファイトにルテニウムがめり込む等の問題が生じる。
【0035】
圧縮接合に要する時間は、加熱温度、面圧などの条件にもよるが、0.5〜5時間、好ましくは1〜3時間とする。0.5時間未満では接合強度が十分ではなく、5時間を超えるとルテニウム板にクラックが発生しやすい。
以上の条件であれば、接合面に適度な塑性変形が起き、変形速度も1時間に0.05%から1%程度であって、しかも結晶の配向による変形抵抗も小さく維持しながら接合することができる。
【0036】
(4)大型化
接合されたルテニウム板を用いて、上記の(1)〜(3)の工程を単位工程として、さらに単位工程を必要な回数だけ繰り返すことにより大型のターゲットを製造できる。
【0037】
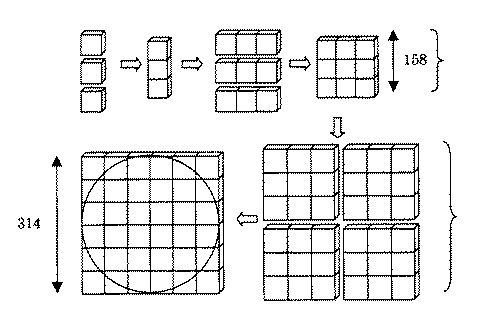
この工程は、図3に示す要領で行うことができる。ここでは、上記の単位工程で、正方形のルテニウム板(以下、単位板ともいう)が3枚接合した長方形の板(12組)が得られているものとする。
次に、この長方形の板の長い辺のいずれか少なくとも一面を研削加工する。端面が平坦になった長方形の板(3組づつ)を冶具(例えば、カーボン製押し型とカーボン製押し棒)で挟み圧縮接合する。加熱温度、圧力は前記のとおりであるが、板が大きくなるにしたがって、少しずつ温和な条件にすることがクラックの発生を抑制する上で無難である。これにより、単位板が9枚接合した正方形の板が4組得られる。
さらに、この板の前後、左右の接合される面を研削加工する。端面が平坦になった正方形の板4枚を田の字になるように冶具で挟み圧縮接合する。これにより、単位板が36枚接合した大きな正方形の板(1組)を得ることができる。
また、大きなインゴット(単位板)を用いれば、製造条件とくに圧縮接合の際に加熱、加圧条件を最適化することで最終的に得られるルテニウム板を大型化しうるという利点がある。
【0038】
2.ルテニウムスパッタリングターゲット
上記の方法で得られた正方形の板を円形に切断し、先端の四方に位置する部分を切り落とし、表面を平坦に研磨することで、高純度ルテニウムスパッタリングターゲットができあがる。
【0039】
得られたターゲットは、金属・非金属不純物が極低濃度域まで低減され、Rh、Pd、Os、Ir、Ptなどの白金族元素の含有量も不可避的な量に止まっている。
金属・非金属不純物は、ナトリウム、カリウム、マグネシウム、或いはカルシウムなどのアルカリ(土類)金属元素の各含有量が0.1重量ppm以下、タングステン、クロム、マンガン、コバルト、ニッケル、鉄或いは銅などの遷移金属元素(白金族元素以外)が0.1重量ppm以下、放射性同位体元素(U又はTh)が1重量ppb以下であり、しかもガス成分元素(H、O、N又はSから選ばれる1種以上)の合計含有量が30重量ppm以下である。また、炭素(C)は、10ppm以下、特に5ppm以下であることが好ましい。
【0040】
【実施例】
以下に本発明の実施例を示すが、本発明はこれらの実施例によって何ら限定されるものではない。
【0041】
(実施例1)
純度99.9重量%のルテニウム原料600gをプレスによって固め、水冷銅ハースに置き、炉内をArガスで置換した後、水素含有プラズマ作動ガスにより、炉内圧をそれぞれ調節しながら、プラズマアーク熔解を計60分間行い、直径78mm、厚さ約7mmの高純度ルテニウムインゴットを作製した。
このインゴットの上下面をワイヤーカットで切断し、1辺が約53mm、厚さ3.5mm、平行度1.5度である正方形のルテニウム板を作製した。接合される端面の表面粗度Rmaxは約10μmであった。
得られたルテニウム板をグロー放電質量分析装置(VG ELEMENTALANALYSIS 製グロー放電質量分析装置 VG9000)で分析したところ、Pt、Irなどの白金族を除いて99.995重量%以上の純度であった。
図1に示すように、カーボン製押し型(2)の上でルテニウム板(単位板)2枚を突き合わせ、この上にカーボン製押し棒(3)をセットした。これをホットプレス装置の真空室(5)で1.5×10−2Paまで真空引きを行い、カーボンヒーター(4)により1500℃まで加熱した。また、ロードセル(7)で確認しながら、油圧シリンダー(6)によりルテニウム板に面圧として17MPaを印加した。その後、1500℃で2時間保持し、接合を行った。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。加工後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが、変化は無かった。
さらに、強度評価として、スパッタ装置(アネルバ製のSPF−210H)を用いて、予め作成しておいたφ100mmのRuターゲットの上に、上記ヒートサイクル後のルテニウム板を置いて、Ar圧0.5Pa、RFパワー100Wで2時間スパッタを3回行った。スパッタリング後のルテニウム板の接合部に変化は無かった。
【0042】
(実施例2)
処理温度を1100℃にした以外は、実施例1と同様の方法で接合を行った。
この接合済みルテニウム板について3点曲げ試験によって接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが、変化は無かった。
更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが、変化は無かった。
【0043】
(実施例3)
ルテニウム板2枚の接合面を平面研削盤で研磨し、表面粗度を0.8μmにした以外は実施例1と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。
更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0044】
(実施例4)
面圧を26MPaにした以外は実施例1と同様の方法でルテニウム板を接合した。
板が加圧方向に約1%変形し、先端部の結晶粒が一部脱落した。但し、ターゲットとして使用する上で問題となるものではなかった。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。
更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0045】
(実施例5)
面圧を2MPaにした以外は実施例3と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0046】
(実施例6)
面圧を10MPaにした以外は実施例3と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0047】
(実施例7)
処理温度を1900℃にした以外は実施例1と同様の方法で接合を行った。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0048】
(実施例8)
実施例3と同様の方法で53mm角のルテニウム板(単位板)を接合した板を2組作製し、その端面を研削して表面粗度をRmax0.9μmとした。それらを図2に示すように、カーボン製押し型(2)の上で突き合わせ、カーボン製押し棒(2)をセットした後、実施例1に記載した要領で、面圧3MPa、真空度1.5×10−2Pa、1500℃の条件で、2時間かけて圧縮接合を行った。
これからφ100mmのスパッタリングターゲットを作製してスパッタ試験を行った。スパッタリングターゲットにするための切断、表面研削、ボンディングの加工をする過程で接合部の分離などは無かった。
【0049】
(実施例9)
実施例1と同様の方法で53mm角のルテニウム板(単位板)を36枚作製し、その端面を研削して表面粗度Rmaxを1μm以下に加工した。
そのうち3枚を突き合わせ、面圧3MPa、真空度1.5×10−2Pa、1500℃、2時間の条件で、図3に示すように縦に接合を行った。同じ操作を繰り返し、長方形の板を12組作製した。それらを3組づつ接合して、158mm角のルテニウム板(大きな正方形の板)を4枚作製した。158mm角となったのは研削加工のためである。更に、この158mm角の板を4枚接合することで、314mm角のさらに大きなルテニウム板を作製した。
これの表面を研磨して、φ300mmのスパッタリングターゲットを作製してスパッタ試験を行った。スパッタリングターゲットに加工するための切断、表面研削、ボンディング加工の過程で接合部の分離などは無かった。
【0050】
(比較例1)
処理温度を1050℃にした以外は実施例1と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したところ接合した板が分離した。
【0051】
(比較例2)
処理温度を1950℃にした以外は実施例1と同様の方法でルテニウム円板を加圧した。
得られたルテニウム板をグロー放電質量分析装置で分析した結果、炭素が11ppm検出された。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0052】
(比較例3)
端面の表面粗度を23μmにした以外は実施例1と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したところ接合部に多くのクラックが発生していた。
【0053】
(比較例4)
実施例1に示した方法で作製したルテニウム板を、EB溶接機に入れて電圧150Kv、電流8.5mA、溶接速度1m/min、真空度1.1×10−1Paとし、従来の方法で溶接を行った。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。
またルテニウム板4枚を田の字形に合わせてEB溶接を行い、106mm角の板を作製した。その板からφ100mmの円板を切り抜いて、スパッタリングターゲットを作製した。このスパッタリングターゲットには、EB溶接に伴うクラックが3ヶ所で発生した。
【0054】
(効果の確認)
実施例7と比較例4で作製したφ100mmのルテニウムスパッタリングターゲットを用い、アネルバ製のスパッタ装置(SPF−210H)で製膜を行って、チャンバーに発生するパーティクルを測定した。
製膜条件はAr圧0.5Pa、DC電流0.5A、ターゲット−基板間距離を65mmとして、ルテニウムの膜厚200nmを5回製膜した。パーティクルの測定のため、ポリッシュ済みの3インチウエハーをチャンバーの底に置いて、5回製膜後にその上のパーティクルをSEMで測定した。
SEMの倍率は2000倍とし、測定領域を100μm角としてウエハーの中心とウエハーの中心から上下左右に1cm離れた4箇所、計5箇所の1μm以上のパーティクルをカウントした。同様の測定をスパッタリングターゲットごとに各3回実施し、全体の平均値をとった。
実施例7のパーティクルの平均値は2.2ヶとなった。比較例4の平均値は6.6ヶとなり、本発明のスパッタリングターゲットの方がパーティクルの発生が少ないことを実証できた。
以上の結果から、実施例のスパッタリングターゲットは、従来のものよりも高性能であることが分かる。
【0055】
【表1】
 【0056】
【0056】
【発明の効果】
本発明によれば、ルテニウムインゴットから切り出したルテニウム板を突き合わせて、特定条件で圧縮接合することにより、板材にクラックを生じることなく容易に大型の高純度ルテニウムスパッタリングターゲットを製造することが可能となる。
これにより得られた大型の高純度ルテニウムスパッタリングターゲットは、接合強度も十分であり、スパッタリングの際、パーティクルの発生も少なく、半導体メモリーのキャパシタ用電極や、巨大磁気抵抗効果(GMR)やトンネル磁気抵抗効果(TMR)などを用いた磁気ヘッドや、反強磁性結合メディアを記録層に用いた磁気ディスク等の製造の大面積化に対応して、効率良く構成要素となる非磁性中間膜を形成できることから、その工業的価値は極めて大きい。
【図面の簡単な説明】
【図1】ルテニウム板をカーボン製冶具に設置した状態を示す模式図である。
【図2】ルテニウム板2枚を接合した板を2組作製し、カーボン製冶具に設置した状態を示す模式図である。
【図3】3回の圧縮接合を行い、大型スパッタリングターゲットを作製する方法を示す模式図である。
【符号の説明】
1 ルテニウム板
2 カーボン製押し型
3 カーボン製押し棒
4 カーボンヒーター
5 真空室
6 油圧シリンダー
7 ロードセル
【発明の属する技術分野】
本発明は、高純度ルテニウムスパッタリングターゲットとその製造方法に関し、更に詳しくは、クラックを発生させずに大型化でき、しかも半導体メモリーのキャパシタ用電極等を形成する製膜時にパーティクルの発生を抑えることができる高純度ルテニウムスパッタリングターゲットとその製造方法に関する。
【0002】
【従来の技術】
半導体メモリーのキャパシタ用電極や、巨大磁気抵抗効果(GMR)やトンネル磁気抵抗効果(TMR)などを用いた磁気ヘッドや、反強磁性結合(AFC:Antiferromagnetically−coupled)メディアを記録層に用いた磁気ディスクには、その構成要素となる非磁性中間膜材料としてルテニウムが用いられている。
【0003】
これらの用途に用いられるルテニウム膜は、高純度ルテニウムスパッタリングターゲット(以下、スパッタリングターゲット、或いは単にターゲットともいう)を使用し、スパッタリング法により製膜される。
【0004】
近年、半導体デバイスの高集積化にともなうチップサイズの大型化や歩留まり向上のため、使用されるSiウエハーの大型化が進んでいる。Siウエハーの大型化に伴って非磁性中間膜を始めとしてデバイスを構成する薄膜を形成するためのスパッタリングターゲットにも大型化が求められてきている。
【0005】
また、磁気ヘッドの分野でも、歩留まり向上、コスト低減のため基板の大型化が求められており、この基板の大型化に伴ってデバイスを構成する薄膜を形成するためのスパッタリングターゲットも同様に大型化が求められるようになってきている。
【0006】
ところで、従来のルテニウムスパッタリングターゲットは、ホットプレス、プラズマ焼結やHIP(熱間等方プレス)等を用い粉末冶金法で製造されてきたが、粉末冶金法で作製されたスパッタリングターゲットには、ガス元素が多量に含有され、密度も100%にはならないという欠点があった。このため、この粉末冶金法で作製したスパッタリングターゲットを用いて製膜すると、パーティクルと呼ばれる数ミクロンのゴミが発生しやすいことも知られている。
【0007】
上記理由から、電子ビーム熔解法によりルテニウムスパッタリングターゲットを作製する方法が提案され(例えば、特許文献1参照)、水素プラズマ熔解法等の熔解法を用いてルテニウムスパッタリングターゲットを作製する方法が提案されている(例えば、特許文献2参照)。
【0008】
ところが、熔解法で作製したルテニウムスパッタリングターゲットは、20〜30mm程度の大きな結晶粒を含む多結晶体となっており、また、ルテニウムは室温で脆性が強いため、粒界あるいは結晶粒内部にクラックが入り割れてしまうことがあった。また、ルテニウムスパッタリングターゲットを大気中で1000℃以上に加熱すると、粒界にRuO2が発生して膨張して、粒界にクラックが入り割れることもあった。また、大気中で1000℃以上に加熱すると毒性を持つRuO4が発生する場合もあり、熱間加工も難しい材料であった。
【0009】
一方、ルテニウムの熱間圧延が可能と報告されているが(非特許文献1参照)、1200℃を超える温度で鉄系の金属ロールにより圧延すると、ルテニウムが変形しやすく、窒化珪素などのセラミックロールを用いるとルテニウムが割れやすいため、圧延ロールとして使用できる適当な材料が無く、また真空中で熱間圧延を行なうには装置設計が難しくなるため、工業的にルテニウムの熱間圧延を行うことは極めて難しい。
【0010】
そのため、ルテニウムの大型スパッタリングターゲットを製造するためには、大型のインゴットを作製して切り出すか、小径のインゴットから切り出したルテニウム板を電子線(EB)で溶接して大型化することが提案されている(例えば、特許文献3参照)。
【0011】
しかし、大型のインゴットから切り出すにはインゴット製造用に大型熔解設備が必要となり、クラックを発生させずに切り出す方法も難しく、切り出しに長時間を要するなどの問題を有していた。また、小径のインゴットから切り出したルテニウム板を電子線(EB)で溶接して大型化する場合でも、上記クラックの発生は避けられなかった。
【0012】
このような状況下、どのようなインゴットから切り出したルテニウム板を用いてもクラックが発生せず、容易に大型のルテニウムスパッタリングターゲットを製造できる方法が切望されていた。
【0013】
【特許文献1】
特開2000−178722号公報(特許請求の範囲)
【特許文献2】
特開2002−105631号公報(特許請求の範囲)
【特許文献3】
特開平11−61393号公報(特許請求の範囲)
【非特許文献1】
V.Krupin et.al.:Nauchn Tr Moskv
skij Inst Stali Splavov
pp.49−54
【0014】
【発明が解決しようとする課題】
本発明の目的は、上記のような状況に鑑み、クラックを発生させずに大型化でき、しかも半導体メモリーのキャパシタ用電極等を形成する製膜時にパーティクルの発生を抑えることができる高純度ルテニウムスパッタリングターゲットとその製造方法を提供することにある。
【0015】
【課題を解決するための手段】
本発明者らは、上記目的を達成すべく鋭意検討した結果、ルテニウムインゴットから切り出したルテニウム板を、その端面が平坦になるように研削加工した後、平坦になったルテニウム板の互いの端面をつき合せ、真空中または不活性ガス雰囲気中で特定温度に加熱し、端面部分を特定圧力で圧縮して接合することにより、クラックを発生させることなく、接合強度が高い大型のスパッタリングターゲットが得られることを見出し、また、かかる方法で得られたターゲットは、実質的にルテニウムからなり、アルカリ(土類)金属元素や遷移金属などの不純物がいずれも極めて少ないので、優れたスパッタリング性能が発揮されることを確認して、本発明を完成するに至った。
【0016】
すなわち、本発明の第1の発明によれば、インゴットから切り出したルテニウム板を相互に接合して大型の高純度ルテニウムスパッタリングターゲットを製造する方法において、少なくとも2枚のルテニウム板の端面を表面粗度Rmaxが20μm以下になるように研削加工する第1の工程、研削加工されたルテニウム板を互いの端面が接触するように突き合せる第2の工程、および、突き合わせたルテニウム板を引き続き、圧縮接合装置内で10−1Pa以下の真空中、または純度4N以上の不活性ガス雰囲気中で1100℃以上の温度に加熱するとともに、対向する端面を1MPa以上の面圧で圧縮して接合する第3の工程を含むことを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0017】
また、本発明の第2の発明によれば、第1の発明において、第3の工程で、加熱温度が1100℃〜1900℃に設定されることを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0018】
また、本発明の第3の発明によれば、第1の発明において、第3の工程で、面圧が1MPa〜30MPaに設定されることを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0019】
さらに、本発明の第4の発明によれば、第1の発明において、さらに、第1の工程から第3の工程を必要な回数だけ繰り返すことにより大型化することを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法が提供される。
【0020】
一方、本発明の第5の発明によれば、第1〜4のいずれかの製造方法により得られる高純度ルテニウムスパッタリングターゲットが提供される。
【0021】
また、本発明の第6の発明によれば、第5の発明において、純度が99.995重量%以上であり、不可避的不純物として白金族元素が含まれることを特徴とする高純度ルテニウムスパッタリングターゲットが提供される。
【0022】
さらに、本発明の第7の発明によれば、第5又は6の発明において、接合強度が150MPa以上であることを特徴とする高純度ルテニウムスパッタリングターゲットが提供される。
【0023】
【発明の実施の形態】
以下、本発明の高純度ルテニウムスパッタリングターゲットとその製造方法について詳細に説明する。
【0024】
1.高純度ルテニウムスパッタリングターゲットの製造方法
本発明は、(1)ルテニウムインゴットから切り出した複数のルテニウム板の端面を研削加工する工程、(2)ルテニウム板の端面を突き合せる工程、(3)真空中または不活性ガス雰囲気中で加熱、圧縮して接合する工程を含む高純度ルテニウムスパッタリングターゲットの製造方法である。この(1)〜(3)よりなる工程を単位工程として、さらに必要な回数だけ繰り返すことにより大型のターゲットを製造できる。
【0025】
(1)研削加工
先ず、本発明では、ルテニウムインゴットを所定の大きさに切り出し、得られたルテニウム板の端面が平坦になるように研削加工する。
【0026】
インゴットの製造に用いるルテニウム原料は、特に限定されないが、市販の純度3N程度の粉末を使用できる。これを用いて水素プラズマで熔解、高純度化したルテニウムインゴット、電子ビーム熔解や真空プラズマ熔解で高純度のルテニウムインゴットが製造される。原料中に混入していたアルカリ(土類)金属元素、遷移金属元素は、それらの大半がルテニウムを熔解する過程で除去される。
【0027】
インゴットの大きさは、特に限定されるわけではないが、直径30〜150mm程度が好ましい。直径が30mm未満のものでは、大型のターゲットを製造するのに多くの工程を必要とし効率的ではなく、一方、150mmを超えるものでは板材にクラックが発生しやすい。
【0028】
次に、インゴットの上下面をワイヤーソー等で切断して、上下面の平行度が5度以下、好ましくは3度以下の面を持つ板を作製する。板の形状は、接合の容易さ等を考慮して正方形、正六角形の多角形とすることが好ましい。
上下面の平行度が5度を超えると、圧縮接合装置に設置して接合面(上面)に垂直方向の圧力を加えると、下面では横方向にも力が加わるため板が横方向に移動することがある。ただし、円板の移動を抑制する機構を付け加えた装置を用いれば、平行度が5度程度であれば圧縮でき問題はない。
【0029】
さらに、上記板の端面を平面研削装置、旋盤等で研削加工し、端面の表面粗度Rmaxが20μm以下、望ましくは5μm以下にする。端面の表面粗度が20μmより大きくてもルテニウム板の接合は可能であるが、接合応力が低い場合は実効的な接合面積が小さくなり、機械的な強度が低下するため好ましくない。また、接合部に貫通欠陥が発生しやすくなり、端面の平行度が悪いと接合面が密着できないため接合ができなくなるなどの問題もある。
【0030】
(2)端面の突き合わせ
次に、上記した多角形のルテニウム板を2枚以上、互いの面が接触するように突き合わせる。板形状は、正方形、正六角形の多角形に切断しているため、複数の板を容易に突き合わせることができる。
このような状態で圧縮接合装置の冶具に設置する。圧縮接合装置としては、ホットプレス装置などが使用される。また、インゴットを圧縮する冶具としては、BN、Si3N4、Al2O3、SiC、グラファイトなどが知られているが、本発明では1100℃以上でルテニウムと反応しない材料で構成することが望ましく、この中では最も反応性が低いグラファイトを用いることが好ましい。
【0031】
(3)圧縮接合
そして、引き続き、10−1Pa以下、より好ましくは2×10−2Pa以下の真空中、又は純度4N以上望ましくは6N以上の不活性ガス雰囲気中で、加熱、圧縮しルテニウム板を接合する。
【0032】
真空度が10−1Pa未満では、加熱中にルテニウムインゴット表面の酸化が起こる。RuO2は1000℃以上で分解するが、粒界部が酸化するとその部分が膨張して体積変化を起こすため、粒界が脆くなり接合時に割れやすくなる。
また、不活性ガス雰囲気中でも純度が4Nより悪いと、ガス中の酸素により加熱中にルテニウム板表面の酸化が起こってしまい好ましくない。不活性ガスとしては、アルゴン、ヘリウムなどが使用できる。
【0033】
加熱温度は、1100℃以上でルテニウムの融点(2310℃)以下、特に1200℃〜1900℃が好ましい。1100℃未満では、接合強度が不足し、1900℃を超えると、グラファイトを用いた場合、ルテニウム中へ炭素が拡散するため、保持時間を短くするなどの考慮が必要となる。
【0034】
面圧は、1MPa(10kg/cm2)〜30MPa、好ましくは2MPa〜20MPaで接合することが望ましい。面圧が1MPa未満では拡散接合は起きるが、加熱中に発生する応力で接合面が動くなどの問題が発生して実際的ではない。一方、面圧が20MPaを超えるとルテニウム板が変形するか、結晶の配向によって変形抵抗が違うため形状が変化するなどの問題が生じ、また、グラファイトが割れる、グラファイトにルテニウムがめり込む等の問題が生じる。
【0035】
圧縮接合に要する時間は、加熱温度、面圧などの条件にもよるが、0.5〜5時間、好ましくは1〜3時間とする。0.5時間未満では接合強度が十分ではなく、5時間を超えるとルテニウム板にクラックが発生しやすい。
以上の条件であれば、接合面に適度な塑性変形が起き、変形速度も1時間に0.05%から1%程度であって、しかも結晶の配向による変形抵抗も小さく維持しながら接合することができる。
【0036】
(4)大型化
接合されたルテニウム板を用いて、上記の(1)〜(3)の工程を単位工程として、さらに単位工程を必要な回数だけ繰り返すことにより大型のターゲットを製造できる。
【0037】
この工程は、図3に示す要領で行うことができる。ここでは、上記の単位工程で、正方形のルテニウム板(以下、単位板ともいう)が3枚接合した長方形の板(12組)が得られているものとする。
次に、この長方形の板の長い辺のいずれか少なくとも一面を研削加工する。端面が平坦になった長方形の板(3組づつ)を冶具(例えば、カーボン製押し型とカーボン製押し棒)で挟み圧縮接合する。加熱温度、圧力は前記のとおりであるが、板が大きくなるにしたがって、少しずつ温和な条件にすることがクラックの発生を抑制する上で無難である。これにより、単位板が9枚接合した正方形の板が4組得られる。
さらに、この板の前後、左右の接合される面を研削加工する。端面が平坦になった正方形の板4枚を田の字になるように冶具で挟み圧縮接合する。これにより、単位板が36枚接合した大きな正方形の板(1組)を得ることができる。
また、大きなインゴット(単位板)を用いれば、製造条件とくに圧縮接合の際に加熱、加圧条件を最適化することで最終的に得られるルテニウム板を大型化しうるという利点がある。
【0038】
2.ルテニウムスパッタリングターゲット
上記の方法で得られた正方形の板を円形に切断し、先端の四方に位置する部分を切り落とし、表面を平坦に研磨することで、高純度ルテニウムスパッタリングターゲットができあがる。
【0039】
得られたターゲットは、金属・非金属不純物が極低濃度域まで低減され、Rh、Pd、Os、Ir、Ptなどの白金族元素の含有量も不可避的な量に止まっている。
金属・非金属不純物は、ナトリウム、カリウム、マグネシウム、或いはカルシウムなどのアルカリ(土類)金属元素の各含有量が0.1重量ppm以下、タングステン、クロム、マンガン、コバルト、ニッケル、鉄或いは銅などの遷移金属元素(白金族元素以外)が0.1重量ppm以下、放射性同位体元素(U又はTh)が1重量ppb以下であり、しかもガス成分元素(H、O、N又はSから選ばれる1種以上)の合計含有量が30重量ppm以下である。また、炭素(C)は、10ppm以下、特に5ppm以下であることが好ましい。
【0040】
【実施例】
以下に本発明の実施例を示すが、本発明はこれらの実施例によって何ら限定されるものではない。
【0041】
(実施例1)
純度99.9重量%のルテニウム原料600gをプレスによって固め、水冷銅ハースに置き、炉内をArガスで置換した後、水素含有プラズマ作動ガスにより、炉内圧をそれぞれ調節しながら、プラズマアーク熔解を計60分間行い、直径78mm、厚さ約7mmの高純度ルテニウムインゴットを作製した。
このインゴットの上下面をワイヤーカットで切断し、1辺が約53mm、厚さ3.5mm、平行度1.5度である正方形のルテニウム板を作製した。接合される端面の表面粗度Rmaxは約10μmであった。
得られたルテニウム板をグロー放電質量分析装置(VG ELEMENTALANALYSIS 製グロー放電質量分析装置 VG9000)で分析したところ、Pt、Irなどの白金族を除いて99.995重量%以上の純度であった。
図1に示すように、カーボン製押し型(2)の上でルテニウム板(単位板)2枚を突き合わせ、この上にカーボン製押し棒(3)をセットした。これをホットプレス装置の真空室(5)で1.5×10−2Paまで真空引きを行い、カーボンヒーター(4)により1500℃まで加熱した。また、ロードセル(7)で確認しながら、油圧シリンダー(6)によりルテニウム板に面圧として17MPaを印加した。その後、1500℃で2時間保持し、接合を行った。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。加工後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが、変化は無かった。
さらに、強度評価として、スパッタ装置(アネルバ製のSPF−210H)を用いて、予め作成しておいたφ100mmのRuターゲットの上に、上記ヒートサイクル後のルテニウム板を置いて、Ar圧0.5Pa、RFパワー100Wで2時間スパッタを3回行った。スパッタリング後のルテニウム板の接合部に変化は無かった。
【0042】
(実施例2)
処理温度を1100℃にした以外は、実施例1と同様の方法で接合を行った。
この接合済みルテニウム板について3点曲げ試験によって接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが、変化は無かった。
更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが、変化は無かった。
【0043】
(実施例3)
ルテニウム板2枚の接合面を平面研削盤で研磨し、表面粗度を0.8μmにした以外は実施例1と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。
更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0044】
(実施例4)
面圧を26MPaにした以外は実施例1と同様の方法でルテニウム板を接合した。
板が加圧方向に約1%変形し、先端部の結晶粒が一部脱落した。但し、ターゲットとして使用する上で問題となるものではなかった。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。
更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0045】
(実施例5)
面圧を2MPaにした以外は実施例3と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0046】
(実施例6)
面圧を10MPaにした以外は実施例3と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0047】
(実施例7)
処理温度を1900℃にした以外は実施例1と同様の方法で接合を行った。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。結果を表1に示す。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0048】
(実施例8)
実施例3と同様の方法で53mm角のルテニウム板(単位板)を接合した板を2組作製し、その端面を研削して表面粗度をRmax0.9μmとした。それらを図2に示すように、カーボン製押し型(2)の上で突き合わせ、カーボン製押し棒(2)をセットした後、実施例1に記載した要領で、面圧3MPa、真空度1.5×10−2Pa、1500℃の条件で、2時間かけて圧縮接合を行った。
これからφ100mmのスパッタリングターゲットを作製してスパッタ試験を行った。スパッタリングターゲットにするための切断、表面研削、ボンディングの加工をする過程で接合部の分離などは無かった。
【0049】
(実施例9)
実施例1と同様の方法で53mm角のルテニウム板(単位板)を36枚作製し、その端面を研削して表面粗度Rmaxを1μm以下に加工した。
そのうち3枚を突き合わせ、面圧3MPa、真空度1.5×10−2Pa、1500℃、2時間の条件で、図3に示すように縦に接合を行った。同じ操作を繰り返し、長方形の板を12組作製した。それらを3組づつ接合して、158mm角のルテニウム板(大きな正方形の板)を4枚作製した。158mm角となったのは研削加工のためである。更に、この158mm角の板を4枚接合することで、314mm角のさらに大きなルテニウム板を作製した。
これの表面を研磨して、φ300mmのスパッタリングターゲットを作製してスパッタ試験を行った。スパッタリングターゲットに加工するための切断、表面研削、ボンディング加工の過程で接合部の分離などは無かった。
【0050】
(比較例1)
処理温度を1050℃にした以外は実施例1と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したところ接合した板が分離した。
【0051】
(比較例2)
処理温度を1950℃にした以外は実施例1と同様の方法でルテニウム円板を加圧した。
得られたルテニウム板をグロー放電質量分析装置で分析した結果、炭素が11ppm検出された。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したが変化は無かった。更に実施例1と同様にスパッタ装置を用いて強度評価を行ったが変化は無かった。
【0052】
(比較例3)
端面の表面粗度を23μmにした以外は実施例1と同様の方法でルテニウム板を接合した。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。
接合後のルテニウム板をグロー放電質量分析装置で分析した結果、不純物の増加は見られなかった。
さらに、接合済みルテニウム板を真空焼成炉恒温槽に入れ、0.001Paの真空度で30℃から190℃まで5℃/分で昇温し、さらに1℃/分で200℃まで昇温した。その後、炉中で3時間かけて30℃まで下ろした。これを連続して10サイクルのヒートサイクル試験を行い、その変化を倍率40倍の実体顕微鏡で観察したところ接合部に多くのクラックが発生していた。
【0053】
(比較例4)
実施例1に示した方法で作製したルテニウム板を、EB溶接機に入れて電圧150Kv、電流8.5mA、溶接速度1m/min、真空度1.1×10−1Paとし、従来の方法で溶接を行った。
この接合済みルテニウム板について3点曲げ試験を行って接合強度を測定した。
またルテニウム板4枚を田の字形に合わせてEB溶接を行い、106mm角の板を作製した。その板からφ100mmの円板を切り抜いて、スパッタリングターゲットを作製した。このスパッタリングターゲットには、EB溶接に伴うクラックが3ヶ所で発生した。
【0054】
(効果の確認)
実施例7と比較例4で作製したφ100mmのルテニウムスパッタリングターゲットを用い、アネルバ製のスパッタ装置(SPF−210H)で製膜を行って、チャンバーに発生するパーティクルを測定した。
製膜条件はAr圧0.5Pa、DC電流0.5A、ターゲット−基板間距離を65mmとして、ルテニウムの膜厚200nmを5回製膜した。パーティクルの測定のため、ポリッシュ済みの3インチウエハーをチャンバーの底に置いて、5回製膜後にその上のパーティクルをSEMで測定した。
SEMの倍率は2000倍とし、測定領域を100μm角としてウエハーの中心とウエハーの中心から上下左右に1cm離れた4箇所、計5箇所の1μm以上のパーティクルをカウントした。同様の測定をスパッタリングターゲットごとに各3回実施し、全体の平均値をとった。
実施例7のパーティクルの平均値は2.2ヶとなった。比較例4の平均値は6.6ヶとなり、本発明のスパッタリングターゲットの方がパーティクルの発生が少ないことを実証できた。
以上の結果から、実施例のスパッタリングターゲットは、従来のものよりも高性能であることが分かる。
【0055】
【表1】
【発明の効果】
本発明によれば、ルテニウムインゴットから切り出したルテニウム板を突き合わせて、特定条件で圧縮接合することにより、板材にクラックを生じることなく容易に大型の高純度ルテニウムスパッタリングターゲットを製造することが可能となる。
これにより得られた大型の高純度ルテニウムスパッタリングターゲットは、接合強度も十分であり、スパッタリングの際、パーティクルの発生も少なく、半導体メモリーのキャパシタ用電極や、巨大磁気抵抗効果(GMR)やトンネル磁気抵抗効果(TMR)などを用いた磁気ヘッドや、反強磁性結合メディアを記録層に用いた磁気ディスク等の製造の大面積化に対応して、効率良く構成要素となる非磁性中間膜を形成できることから、その工業的価値は極めて大きい。
【図面の簡単な説明】
【図1】ルテニウム板をカーボン製冶具に設置した状態を示す模式図である。
【図2】ルテニウム板2枚を接合した板を2組作製し、カーボン製冶具に設置した状態を示す模式図である。
【図3】3回の圧縮接合を行い、大型スパッタリングターゲットを作製する方法を示す模式図である。
【符号の説明】
1 ルテニウム板
2 カーボン製押し型
3 カーボン製押し棒
4 カーボンヒーター
5 真空室
6 油圧シリンダー
7 ロードセル
Claims (7)
- インゴットから切り出したルテニウム板を相互に接合して大型の高純度ルテニウムスパッタリングターゲットを製造する方法において、
少なくとも2枚のルテニウム板の端面を表面粗度Rmaxが20μm以下になるように研削加工する第1の工程、研削加工されたルテニウム板を互いの端面が接触するように突き合せる第2の工程、および、突き合せたルテニウム板を引き続き、圧縮接合装置内で10−1Pa以下の真空中または純度4N以上の不活性ガス雰囲気中で1100℃以上の温度に加熱するとともに、対向する端面を1MPa以上の面圧で圧縮して接合する第3の工程を含むことを特徴とする高純度ルテニウムスパッタリングターゲットの製造方法。 - 第3の工程において、加熱温度が1100℃〜1900℃に設定されることを特徴とする請求項1に記載の高純度ルテニウムスパッタリングターゲットの製造方法。
- 第3の工程において、面圧が1MPa〜30MPaに設定されることを特徴とする請求項1に記載の高純度ルテニウムスパッタリングターゲットの製造方法。
- さらに、第1の工程から第3の工程を必要な回数だけ繰り返すことにより大型化することを特徴とする請求項1に記載の高純度ルテニウムスパッタリングターゲットの製造方法。
- 請求項1〜4のいずれかに記載の製造方法により得られる高純度ルテニウムスパッタリングターゲット。
- 純度が99.995重量%以上であり、不可避的不純物として白金族元素が含まれることを特徴とする請求項5に記載の高純度ルテニウムスパッタリングターゲット。
- 接合強度が150MPa以上であることを特徴とする請求項5又は6に記載の高純度ルテニウムスパッタリングターゲット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003023343A JP2004232046A (ja) | 2003-01-31 | 2003-01-31 | 高純度ルテニウムスパッタリングターゲットとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003023343A JP2004232046A (ja) | 2003-01-31 | 2003-01-31 | 高純度ルテニウムスパッタリングターゲットとその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004232046A true JP2004232046A (ja) | 2004-08-19 |
Family
ID=32952171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003023343A Pending JP2004232046A (ja) | 2003-01-31 | 2003-01-31 | 高純度ルテニウムスパッタリングターゲットとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004232046A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116875952A (zh) * | 2023-07-10 | 2023-10-13 | 云南贵金属实验室有限公司 | 一种低氧高密度Ru溅射靶材、制备方法及其用途 |
-
2003
- 2003-01-31 JP JP2003023343A patent/JP2004232046A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116875952A (zh) * | 2023-07-10 | 2023-10-13 | 云南贵金属实验室有限公司 | 一种低氧高密度Ru溅射靶材、制备方法及其用途 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6719630B2 (ja) | スパッタリングターゲットの製造方法 | |
| US7713364B2 (en) | Manganese alloy sputtering target and method for producing the same | |
| JP5426173B2 (ja) | Mo系スパッタリングターゲット板,および,その製造方法 | |
| JPWO2009107763A1 (ja) | 金属系スパッタリングターゲット材 | |
| KR100457724B1 (ko) | 스퍼터링용 텅스텐 타겟트 및 그 제조방법 | |
| JP7654734B2 (ja) | スパッタリングターゲット及び、スパッタリングターゲットの製造方法 | |
| US7871563B2 (en) | Process for the refurbishing of a sputtering target | |
| JP5684821B2 (ja) | タングステンターゲットの製造方法 | |
| JP2757287B2 (ja) | タングステンターゲットの製造方法 | |
| JP2003055758A (ja) | スッパタリング用タングステン焼結体ターゲット及びその製造方法 | |
| JP2003049264A (ja) | タングステンスパッタリングターゲットおよびその製造方法 | |
| JP4854215B2 (ja) | 熱電材料とその製造方法 | |
| JP2004232046A (ja) | 高純度ルテニウムスパッタリングターゲットとその製造方法 | |
| KR20230017181A (ko) | 금속-Si 계 분말, 그 제조 방법, 그리고 금속-Si 계 소결체, 스퍼터링 타깃 및 금속-Si 계 박막의 제조 방법 | |
| JP2003277924A (ja) | ルテニウムスパッタリングターゲットの製造方法及びそれにより得られたターゲット | |
| JP2004346392A (ja) | ルテニウムスパッタリングターゲットとその製造方法 | |
| JP5038553B2 (ja) | スパッタリングターゲットの製造方法 | |
| JP2997697B2 (ja) | 高融点金属接合体およびイオン注入装置用イオンガン部品ならびにこれらの製造方法 | |
| JP4023282B2 (ja) | イリジウムスパッタリングターゲットの製造方法及びその方法で得られたターゲット | |
| JP2004332082A (ja) | 高純度ルテニウムスパッタリングターゲットとその製造方法 | |
| JP2005171389A (ja) | スパッタリング用タングステンターゲットの製造方法 | |
| JP2004156114A (ja) | 高純度ルテニウムスパッタリングターゲットの製造方法及びそれにより得られたターゲット | |
| JP2009249641A (ja) | パーティクル発生の少ない相変化膜形成用スパッタリングターゲットおよびその製造方法。 | |
| JP4068486B2 (ja) | 抵抗溶接用電極材料およびその製造方法 | |
| JP4685059B2 (ja) | マンガン合金スパッタリングターゲット |