JP2004232088A - 鉄基焼結合金製バルブシートおよびその製造方法 - Google Patents
鉄基焼結合金製バルブシートおよびその製造方法 Download PDFInfo
- Publication number
- JP2004232088A JP2004232088A JP2003412900A JP2003412900A JP2004232088A JP 2004232088 A JP2004232088 A JP 2004232088A JP 2003412900 A JP2003412900 A JP 2003412900A JP 2003412900 A JP2003412900 A JP 2003412900A JP 2004232088 A JP2004232088 A JP 2004232088A
- Authority
- JP
- Japan
- Prior art keywords
- iron
- valve seat
- powder
- sintered alloy
- based sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/008—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of engine cylinder parts or of piston parts other than piston rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/20—Making machine elements valve parts
- B21K1/24—Making machine elements valve parts valve bodies; valve seats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/02—Selecting particular materials for valve-members or valve-seats; Valve-members or valve-seats composed of two or more materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2301/00—Using particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2303/00—Manufacturing of components used in valve arrangements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49298—Poppet or I.C. engine valve or valve seat making
- Y10T29/49306—Valve seat making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
【解決手段】 バルブ着座側部とヘッド着座側部とが一体にされた二層構造とする。バルブ着座側部は、体積率で10〜25%の気孔率と6.1 〜7.1g/cm3の焼結後密度とを有し、基地相中にC、Cr、Mo、Co、Si、Ni、S、Feのうちから選ばれた1種または2種以上の元素からなる硬質粒子を分散させた鉄基焼結合金材とする。なお、基地相と前記硬質粒子を含む基地部を、Ni、Cr、Mo、Cu、Co、V、Mn、W、C、Si、Sのうちから選ばれた1種または2種以上を合計で10.0〜40.0%含有し、残部が実質的にFeからなる組成とすることが好ましい。ヘッド着座側部は、体積率で10〜20%の気孔率と6.4 〜7.1g/cm3の焼結後密度とを有する鉄基焼結合金材とする。これにより、内燃機関運転時に酸化鉄の生成が促進され耐摩耗性が顕著に向上する。
【選択図】 図1
Description
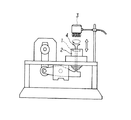
図5に示す単体リグ摩耗試験機を用いて単体リグ試験を実施した。バルブシート1をシリンダヘッド相当品の治具2に圧入したのち、試験機に装着した熱源(LPG+Air )3によりバルブ4およびバルブシート1を加熱しながらクランク機構によりバルブ4を上下させ、バルブ沈み量により摩耗量を測定した。なお、試験条件は、次のとおりである。
試験時間:9.0 hr
カム回転数:3000rpm
バルブ回転数:20rpm
スプリング荷重:35kgf (345N)(セット時)
バルブ材:SUH35
リフト量:9.0 mm
(2)酸化試験(酸化鉄生成量確認試験)
バルブシートをバルブ着座側部材とヘッド着座側部材とに分割し、充分洗浄脱脂したのち、バルブ着座側部材を試験材として加熱炉に装入し、次に示す試験条件
加熱温度:500 ℃
加熱時間:10min 、20min 、30min
加熱雰囲気:大気雰囲気
で熱処理を行い、熱処理後の酸化増量(%)を測定した。なお、酸化増量は、次式
酸化増量(%)={(熱処理後の試験材重量)−(熱処理前の試験材重量)}
/(熱処理前の試験材重量)×100 (%)
により算出した。

Claims (7)
- 内燃機関のシリンダヘッドに圧入されるバルブシートであって、該バルブシートがバルブ着座側部とヘッド着座側部とが一体で焼結された二層構造を有し、前記バルブ着座側部が体積率で10〜25%の気孔率と6.1 〜7.1g/cm3の焼結後密度とを有し、基地相中に硬質粒子を分散させた鉄基焼結合金材からなり、前記ヘッド着座側部が体積率で10〜20%の気孔率と6.4 〜7.1g/cm3の焼結後密度とを有する鉄基焼結合金材からなることを特徴とする鉄基焼結合金製バルブシート。
- 前記硬質粒子が、C、Cr、Mo、Co、Si、Ni、S、Feのうちから選ばれた1種または2種以上の元素からなる粒子であり、面積率で5〜40%分散していることを特徴とする請求項1に記載の鉄基焼結合金製バルブシート。
- 前記バルブ着座側部は、前記基地相と前記硬質粒子を含む基地部の組成が、質量%で、Ni:2.0 〜23.0%、Cr:0.4 〜15.0%、Mo:3.0 〜15.0%、Cu:0.2 〜3.0 %、Co:3.0 〜15.0%、V:0.1 〜0.5 %、Mn:0.1 〜0.5 %、W:0.2 〜6.0 %、C:0.8 〜2.0 %、Si:0.1 〜1.0 %、S:0.1 〜1.0 %のうちから選ばれた1種または2種以上を合計で10.0〜40.0%含有し、残部が実質的にFeからなる組成を有する鉄基焼結合金材であり、前記ヘッド着座側部は、基地相の組成が、質量%で、C、Ni、Cr、Mo、Cu、Co、V、Mnのうちから選ばれた1種または2種以上を合計で0.3 〜15.0%含有し、残部が実質的にFeからなる組成を有する鉄基焼結合金材であることを特徴とする請求項1または2に記載の鉄基焼結合金製バルブシート。
- 前記バルブ着座側部および前記ヘッド着座側部が、前記基地相中に、さらに固体潤滑剤粒子を面積率で0.3 〜3.5 %分散させた鉄基焼結合金材であることを特徴とする請求項1ないし3のいずれかに記載の鉄基焼結合金製バルブシート。
- 前記固体潤滑剤粒子が、硫化物および弗化物のうちから選ばれた1種または2種以上であることを特徴とする請求項4に記載の鉄基焼結合金製バルブシート。
- バルブ着座側部用とヘッド着座側部用のそれぞれの原料粉を順次金型に充填したのち、圧縮・成形し、上下二層よりなる一体の圧粉体を得る成形工程と、該圧粉体を保護雰囲気中で加熱し焼結させて二層構造の焼結体を得る焼結工程と、を有する鉄基焼結合金製バルブシートの製造方法であって、前記バルブ着座側部用の原料粉が、該原料粉の全量に対し質量%で、純鉄粉を20〜70%と、Ni、Cr、Mo、Cu、Co、V、Mn、W、Cのうちから選ばれた1種または2種以上を合計で3〜30質量%含有し残部実質的にFeからなる合金鉄粉を10〜50%と、C、Cr、Mo、Co、Si、Ni、S、Feのうちから選ばれた1種または2種以上の元素からなる硬質粒子粉を5〜40%と、あるいはさらに前記原料粉全量100 重量部に対し固体潤滑剤粉を0.2 〜3.0 重量部と、を配合し混合したものであり、前記ヘッド着座側部用の原料粉が、該原料粉全量に対し質量%で、純鉄粉を85%以上と、C、Ni、Cr、Mo、Cu、Co、V、Mnのうちから選ばれた1種または2種以上の合金元素粉を合計で、0.3 〜15%と、あるいはさらに前記原料粉全量100 重量部に対し固体潤滑剤粉を0.2 〜3.0 重量部と、を配合し混合したものであり、前記焼結体のバルブ着座側部が、6.1 〜7.1g/cm3の焼結後密度と、体積率で10〜25%の気孔率を有し、前記焼結体のヘッド着座側部が、焼結後密度で6.4 〜7.1g/cm3の焼結後密度と、体積率で10〜20%の気孔率とを有するように、前記成形工程の圧縮・成形条件、および前記焼結工程の焼結条件、を調整することを特徴とする鉄基焼結合金製バルブシートの製造方法。
- 前記合金鉄粉の一部または全部に代えて、Ni、Cr、Mo、Cu、Co、V、Mn、W、Cのうちから選ばれた1種または2種以上の合金元素粉を合計で、前記バルブ着座側部用の原料粉全量に対し質量%で、0.3 〜15%配合することを特徴とする請求項6に記載の鉄基焼結合金製バルブシートの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003412900A JP3926320B2 (ja) | 2003-01-10 | 2003-12-11 | 鉄基焼結合金製バルブシートおよびその製造方法 |
| US10/752,090 US7089902B2 (en) | 2003-01-10 | 2004-01-07 | Sintered alloy valve seat and method for manufacturing the same |
| CNB2004100024017A CN1311145C (zh) | 2003-01-10 | 2004-01-09 | 烧结合金阀座及其制造方法 |
| BRPI0400016-1A BRPI0400016B1 (pt) | 2003-01-10 | 2004-01-12 | sede de válvula de liga sinterizada e método para fabricação da mesma. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003004489 | 2003-01-10 | ||
| JP2003412900A JP3926320B2 (ja) | 2003-01-10 | 2003-12-11 | 鉄基焼結合金製バルブシートおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004232088A true JP2004232088A (ja) | 2004-08-19 |
| JP3926320B2 JP3926320B2 (ja) | 2007-06-06 |
Family
ID=32964684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003412900A Expired - Lifetime JP3926320B2 (ja) | 2003-01-10 | 2003-12-11 | 鉄基焼結合金製バルブシートおよびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7089902B2 (ja) |
| JP (1) | JP3926320B2 (ja) |
| CN (1) | CN1311145C (ja) |
| BR (1) | BRPI0400016B1 (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2319767C1 (ru) * | 2006-05-15 | 2008-03-20 | Юлия Алексеевна Щепочкина | Спеченный антифрикционный материал на основе железа |
| RU2353694C1 (ru) * | 2007-10-02 | 2009-04-27 | Юлия Алексеевна Щепочкина | Спеченный сплав на основе железа |
| JP2009155696A (ja) * | 2007-12-27 | 2009-07-16 | Hitachi Powdered Metals Co Ltd | 摺動部材用鉄基焼結合金 |
| JP2011157845A (ja) * | 2010-01-29 | 2011-08-18 | Nippon Piston Ring Co Ltd | 冷却能に優れた内燃機関用バルブシート |
| WO2013080591A1 (ja) * | 2011-11-29 | 2013-06-06 | Tpr株式会社 | バルブシート |
| WO2015033415A1 (ja) * | 2013-09-05 | 2015-03-12 | Tpr株式会社 | バルブシート |
| CN105316600A (zh) * | 2014-07-30 | 2016-02-10 | 斗山英维高株式会社 | 阀座 |
| CN105531387A (zh) * | 2013-09-09 | 2016-04-27 | 日本活塞环株式会社 | 内燃机用高导热性活塞环 |
| JP6309700B1 (ja) * | 2017-03-28 | 2018-04-11 | 株式会社リケン | 焼結バルブシート |
| WO2018179590A1 (ja) * | 2017-03-28 | 2018-10-04 | 株式会社リケン | 焼結バルブシート |
| JP2018162519A (ja) * | 2012-03-07 | 2018-10-18 | Ntn株式会社 | 焼結軸受及びその製造方法 |
| JP2020037732A (ja) * | 2018-09-03 | 2020-03-12 | ユソン エンタープライズ カンパニー,リミテッド | 高温耐摩耗用鐵系焼結合金及びこれを利用したバルブシートの製造方法 |
| KR20240024986A (ko) | 2021-07-20 | 2024-02-26 | 닛폰 피스톤 린구 가부시키가이샤 | 내연 기관용 철기 소결 합금제 밸브 시트 |
| WO2024154811A1 (ja) | 2023-01-19 | 2024-07-25 | 日本ピストンリング株式会社 | 内燃機関用鉄基焼結合金製バルブシートおよびその製造方法 |
| CN119187541A (zh) * | 2024-09-11 | 2024-12-27 | 中铁工程装备集团有限公司 | 一种耐磨合金粉末、耐磨钢带及其表面强化方法与掘进机主驱动密封跑道 |
| KR20250073193A (ko) | 2023-01-19 | 2025-05-27 | 닛폰 피스톤 린구 가부시키가이샤 | 내연 기관용 철기 소결 합금제 밸브 시트 및 그 제조 방법 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100340748C (zh) * | 2004-11-03 | 2007-10-03 | 重庆力帆实业(集团)有限公司 | 水冷双燃料发动机排气门座 |
| CN100340747C (zh) * | 2004-11-03 | 2007-10-03 | 重庆力帆实业(集团)有限公司 | 水冷双燃料发动机进气门座 |
| JP4582587B2 (ja) * | 2005-10-12 | 2010-11-17 | 日立粉末冶金株式会社 | 耐摩耗性焼結部材の製造方法 |
| US20090162241A1 (en) * | 2007-12-19 | 2009-06-25 | Parker Hannifin Corporation | Formable sintered alloy with dispersed hard phase |
| JP5649830B2 (ja) * | 2010-02-23 | 2015-01-07 | 株式会社リケン | バルブシート |
| JP5823697B2 (ja) * | 2011-01-20 | 2015-11-25 | 株式会社リケン | 鉄基焼結合金製バルブシート |
| JP5939384B2 (ja) * | 2012-03-26 | 2016-06-22 | 日立化成株式会社 | 焼結合金およびその製造方法 |
| KR101438602B1 (ko) * | 2012-04-02 | 2014-09-05 | 현대자동차 주식회사 | 밸브시트용 소결합금 및 이를 이용한 밸브시트 제조방법 |
| JP6290107B2 (ja) * | 2013-01-31 | 2018-03-07 | 日本ピストンリング株式会社 | 耐摩耗性に優れた内燃機関用バルブシートおよびその製造方法 |
| US9540714B2 (en) | 2013-03-15 | 2017-01-10 | Ut-Battelle, Llc | High strength alloys for high temperature service in liquid-salt cooled energy systems |
| CN103216288B (zh) * | 2013-03-28 | 2015-02-11 | 浙江吉利汽车研究院有限公司杭州分公司 | 一种乙醇汽油发动机的进排气门座圈 |
| CN103600064B (zh) * | 2013-10-10 | 2016-03-16 | 铜陵新创流体科技有限公司 | 一种粉末冶金进排气阀座圈及其制备方法 |
| US9683280B2 (en) | 2014-01-10 | 2017-06-20 | Ut-Battelle, Llc | Intermediate strength alloys for high temperature service in liquid-salt cooled energy systems |
| JP6305811B2 (ja) | 2014-03-31 | 2018-04-04 | 日本ピストンリング株式会社 | バルブシート用鉄基焼結合金材およびその製造方法 |
| CN103924162A (zh) * | 2014-04-09 | 2014-07-16 | 马鞍山市兴隆铸造有限公司 | 一种耐高温耐磨气门座圈 |
| US9683279B2 (en) | 2014-05-15 | 2017-06-20 | Ut-Battelle, Llc | Intermediate strength alloys for high temperature service in liquid-salt cooled energy systems |
| US9605565B2 (en) | 2014-06-18 | 2017-03-28 | Ut-Battelle, Llc | Low-cost Fe—Ni—Cr alloys for high temperature valve applications |
| CN104550917A (zh) * | 2014-12-25 | 2015-04-29 | 铜陵市经纬流体科技有限公司 | 一种阀门用耐磨粉末冶金材料及其制备方法 |
| DE102015211623A1 (de) * | 2015-06-23 | 2016-12-29 | Mahle International Gmbh | Verfahren zur Herstellung eines Ventilsitzringes |
| CN105478780A (zh) * | 2015-11-25 | 2016-04-13 | 芜湖市鸿坤汽车零部件有限公司 | 一种发动机用气缸盖粉末冶金制备方法 |
| DE102016109539A1 (de) * | 2016-05-24 | 2017-12-14 | Bleistahl-Produktions Gmbh & Co Kg. | Ventilsitzring |
| CN106041099B (zh) * | 2016-06-23 | 2018-08-03 | 合肥工业大学 | 一种高强减摩双层铁基粉末冶金材料及其制备方法 |
| CN106282783B (zh) * | 2016-10-18 | 2018-05-15 | 江苏上淮动力有限公司 | 发动机的进排气门座圈和进排气门组合 |
| CN106637093A (zh) * | 2016-10-26 | 2017-05-10 | 奚杰 | 多元多层纳米膜粉末冶金气门座及其制备方法 |
| CN106545375A (zh) * | 2016-12-06 | 2017-03-29 | 江苏四达动力机械集团有限公司 | 一种气门密封结构及其密封工艺 |
| CN107043897A (zh) * | 2017-03-14 | 2017-08-15 | 常熟市双月机械有限公司 | 一种高硬度的气门阀座 |
| DE102018209682A1 (de) * | 2018-06-15 | 2019-12-19 | Mahle International Gmbh | Verfahren zum Herstellen eines pulvermetallurgischen Erzeugnisses |
| JP7453118B2 (ja) * | 2020-10-12 | 2024-03-19 | トヨタ自動車株式会社 | 硬質粒子、摺動部材、及び焼結合金の製造方法 |
| US11988294B2 (en) | 2021-04-29 | 2024-05-21 | L.E. Jones Company | Sintered valve seat insert and method of manufacture thereof |
| CN113789482A (zh) * | 2021-09-01 | 2021-12-14 | 安徽金亿新材料股份有限公司 | 一种高吸能嫦娥钢、气门座圈及其制备方法 |
| DE102021210268A1 (de) * | 2021-09-16 | 2023-03-16 | Mahle International Gmbh | Schichtgesinterter Ventilsitzring, Verfahren zu dessen Herstellung, Kombinationen damit und deren Verwendung |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58152982A (ja) * | 1982-03-09 | 1983-09-10 | Honda Motor Co Ltd | 高剛性を有する二層焼結合金製バルブシ−トリング |
| US4546737A (en) * | 1983-07-01 | 1985-10-15 | Sumitomo Electric Industries, Ltd. | Valve-seat insert for internal combustion engines |
| DE3564980D1 (en) * | 1984-06-12 | 1988-10-20 | Sumitomo Electric Industries | Valve-seat insert for internal combustion engines and its production |
| JPS6110644A (ja) | 1984-06-25 | 1986-01-18 | 鹿島建設株式会社 | 鉄骨構造の柱、梁の接合装置 |
| SE9201678D0 (sv) * | 1992-05-27 | 1992-05-27 | Hoeganaes Ab | Pulverkkomposition foer tillsats i jaernbaserade pulverblandningar |
| GB9311051D0 (en) * | 1993-05-28 | 1993-07-14 | Brico Eng | Valve seat insert |
| JP3794452B2 (ja) | 1998-07-31 | 2006-07-05 | 日本ピストンリング株式会社 | バルブシート用鉄基焼結合金材 |
| US6139598A (en) | 1998-11-19 | 2000-10-31 | Eaton Corporation | Powdered metal valve seat insert |
| JP3952344B2 (ja) * | 1998-12-28 | 2007-08-01 | 日本ピストンリング株式会社 | バルブシート用耐摩耗性鉄基焼結合金材および鉄基焼結合金製バルブシート |
-
2003
- 2003-12-11 JP JP2003412900A patent/JP3926320B2/ja not_active Expired - Lifetime
-
2004
- 2004-01-07 US US10/752,090 patent/US7089902B2/en not_active Expired - Lifetime
- 2004-01-09 CN CNB2004100024017A patent/CN1311145C/zh not_active Expired - Lifetime
- 2004-01-12 BR BRPI0400016-1A patent/BRPI0400016B1/pt not_active IP Right Cessation
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2319767C1 (ru) * | 2006-05-15 | 2008-03-20 | Юлия Алексеевна Щепочкина | Спеченный антифрикционный материал на основе железа |
| RU2353694C1 (ru) * | 2007-10-02 | 2009-04-27 | Юлия Алексеевна Щепочкина | Спеченный сплав на основе железа |
| JP2009155696A (ja) * | 2007-12-27 | 2009-07-16 | Hitachi Powdered Metals Co Ltd | 摺動部材用鉄基焼結合金 |
| JP2011157845A (ja) * | 2010-01-29 | 2011-08-18 | Nippon Piston Ring Co Ltd | 冷却能に優れた内燃機関用バルブシート |
| US9581056B2 (en) | 2011-11-29 | 2017-02-28 | Tpr Co., Ltd. | Valve seat |
| WO2013080591A1 (ja) * | 2011-11-29 | 2013-06-06 | Tpr株式会社 | バルブシート |
| JP2013113220A (ja) * | 2011-11-29 | 2013-06-10 | Tpr Co Ltd | バルブシート |
| KR101563446B1 (ko) * | 2011-11-29 | 2015-10-26 | 티피알 가부시키가이샤 | 밸브 시트 |
| JP2018162519A (ja) * | 2012-03-07 | 2018-10-18 | Ntn株式会社 | 焼結軸受及びその製造方法 |
| WO2015033415A1 (ja) * | 2013-09-05 | 2015-03-12 | Tpr株式会社 | バルブシート |
| CN105102776A (zh) * | 2013-09-05 | 2015-11-25 | 帝伯爱尔株式会社 | 阀座 |
| US10036287B2 (en) | 2013-09-05 | 2018-07-31 | Tpr Co., Ltd. | Valve seat |
| CN105102776B (zh) * | 2013-09-05 | 2016-10-12 | 帝伯爱尔株式会社 | 阀座 |
| US9556761B2 (en) | 2013-09-05 | 2017-01-31 | Tpr Co., Ltd. | Valve seat |
| JP5856359B2 (ja) * | 2013-09-05 | 2016-02-09 | Tpr株式会社 | バルブシートの製造方法 |
| CN105531387A (zh) * | 2013-09-09 | 2016-04-27 | 日本活塞环株式会社 | 内燃机用高导热性活塞环 |
| CN105316600A (zh) * | 2014-07-30 | 2016-02-10 | 斗山英维高株式会社 | 阀座 |
| JP6309700B1 (ja) * | 2017-03-28 | 2018-04-11 | 株式会社リケン | 焼結バルブシート |
| WO2018179590A1 (ja) * | 2017-03-28 | 2018-10-04 | 株式会社リケン | 焼結バルブシート |
| US10584618B2 (en) | 2017-03-28 | 2020-03-10 | Kabushiki Kaisha Riken | Sintered valve seat |
| JP2020037732A (ja) * | 2018-09-03 | 2020-03-12 | ユソン エンタープライズ カンパニー,リミテッド | 高温耐摩耗用鐵系焼結合金及びこれを利用したバルブシートの製造方法 |
| KR20240024986A (ko) | 2021-07-20 | 2024-02-26 | 닛폰 피스톤 린구 가부시키가이샤 | 내연 기관용 철기 소결 합금제 밸브 시트 |
| WO2024154811A1 (ja) | 2023-01-19 | 2024-07-25 | 日本ピストンリング株式会社 | 内燃機関用鉄基焼結合金製バルブシートおよびその製造方法 |
| KR20250073192A (ko) | 2023-01-19 | 2025-05-27 | 닛폰 피스톤 린구 가부시키가이샤 | 내연 기관용 철기 소결 합금제 밸브 시트 및 그 제조 방법 |
| KR20250073193A (ko) | 2023-01-19 | 2025-05-27 | 닛폰 피스톤 린구 가부시키가이샤 | 내연 기관용 철기 소결 합금제 밸브 시트 및 그 제조 방법 |
| EP4653561A1 (en) | 2023-01-19 | 2025-11-26 | Nippon Piston Ring Co., Ltd. | Valve seat formed of iron-based sintered alloy for internal combustion engines and method for producing same |
| CN119187541A (zh) * | 2024-09-11 | 2024-12-27 | 中铁工程装备集团有限公司 | 一种耐磨合金粉末、耐磨钢带及其表面强化方法与掘进机主驱动密封跑道 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0400016B1 (pt) | 2012-02-07 |
| US20040187830A1 (en) | 2004-09-30 |
| CN1311145C (zh) | 2007-04-18 |
| JP3926320B2 (ja) | 2007-06-06 |
| CN1517518A (zh) | 2004-08-04 |
| BRPI0400016A (pt) | 2004-12-28 |
| US7089902B2 (en) | 2006-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3926320B2 (ja) | 鉄基焼結合金製バルブシートおよびその製造方法 | |
| JP3928782B2 (ja) | バルブシート用焼結合金の製造方法 | |
| JP3952344B2 (ja) | バルブシート用耐摩耗性鉄基焼結合金材および鉄基焼結合金製バルブシート | |
| JP4624600B2 (ja) | 焼結合金、その製造方法およびバルブシート | |
| KR100868152B1 (ko) | 내연기관용 철계 소결 합금제 밸브 시트재 | |
| US20020084004A1 (en) | Iron-based sintered alloy material for valve seat and valve seat made of iron-based sintered alloy | |
| JP5887374B2 (ja) | 鉄基焼結合金製バルブシート | |
| EP3358156B1 (en) | Sintered valve seat | |
| US10273838B2 (en) | Valve seat insert for internal combustion engine having excellent wear resistance | |
| JP2005248234A (ja) | バルブシート用鉄基焼結合金材 | |
| US20040069094A1 (en) | Iron-based sintered alloy material for valve sheet and process for preparing the same | |
| JP3942136B2 (ja) | 鉄基焼結合金 | |
| JP3186816B2 (ja) | バルブシート用焼結合金 | |
| JP3434527B2 (ja) | バルブシート用焼結合金 | |
| JP6392530B2 (ja) | 鉄基焼結合金製バルブシート | |
| JP4335189B2 (ja) | 内燃機関用バルブとバルブシートの組合せ体 | |
| JP7331290B2 (ja) | 内燃機関用鉄基焼結合金製バルブシート | |
| JP3794452B2 (ja) | バルブシート用鉄基焼結合金材 | |
| KR101363024B1 (ko) | 고온 내마모용 철계 소결 합금 및 이를 이용한 밸브 시이트의 제조 방법 | |
| JP3573872B2 (ja) | 焼結合金製接合型バルブシートおよび接合型バルブシート用焼結合金材の製造方法 | |
| JPH0633184A (ja) | 耐摩耗性に優れたバルブシート用焼結合金の製造方法 | |
| KR101363025B1 (ko) | 고온 내마모용 철계 소결 합금 및 이를 이용한 밸브 시이트의 제조 방법 | |
| JP2002115513A (ja) | 鉄基燒結合金製2層バルブシートおよびその製造方法 | |
| JP3264092B2 (ja) | 耐摩耗性鉄基焼結合金およびその製造方法 | |
| JP2006193831A (ja) | バルブシート用耐摩耗性鉄基焼結合金材および鉄基焼結合金製バルブシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3926320 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100309 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110309 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120309 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120309 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140309 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |