JP2004232631A - 金属加工用モジュール式ツーリング装置 - Google Patents
金属加工用モジュール式ツーリング装置 Download PDFInfo
- Publication number
- JP2004232631A JP2004232631A JP2003431904A JP2003431904A JP2004232631A JP 2004232631 A JP2004232631 A JP 2004232631A JP 2003431904 A JP2003431904 A JP 2003431904A JP 2003431904 A JP2003431904 A JP 2003431904A JP 2004232631 A JP2004232631 A JP 2004232631A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- insert
- mounting surface
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
- B23Q3/063—Work-clamping means adapted for holding workpieces having a special form or being made from a special material for holding turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/10—Auxiliary devices, e.g. bolsters, extension members
- B23Q3/103—Constructional elements used for constructing work holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q37/00—Metal-working machines, or constructional combinations thereof, built-up from units designed so that at least some of the units can form parts of different machines or combinations; Units therefor in so far as the feature of interchangeability is important
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/003—Combinations of clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/006—Supporting devices for clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/14—Clamps for work of special profile
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Jigs For Machine Tools (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
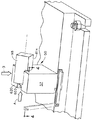
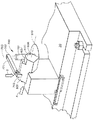
【解決手段】 モジュール式ツーリング装置(10)は、取付面(30)を有する基部(20)と、該取付面に半永久的に挿入することができる挿入体(50)とからなる。典型的には、取付面は、基部の面にあるポケットである。挿入体は、加工のために、加工物を適切な位置及び配向に支持及び/又は固定することができる加工物支持部(71)を有する。基部、ポケット、及び挿入体は、基部及び金属加工機械に対して特徴的な位置及び配向をもたらすように構成される。このモジュール式ツーリング装置は、基部ツーリングを交換し、取り外し、又は移動させる必要がなく、挿入体のファミリーからの挿入体部材を挿入し、対応する加工物部材を適切に配置し配向することによって、関連するが細部は異なる加工物部材のファミリーを加工することを可能にする。
【選択図】 図1
Description
Manufacturing Engineering and Technology (第4版), 著者 Serope Kalpakjian、Steven R. Schmid.
ここで用いられる「金属加工機械」という用語は、金属加工物を切削し、成形し、接合し、又は他の方法で処理するための何らかの機械を指す。この用語は、限定ではないが、フライス盤、平削り盤、型削り盤、ボール盤、たてタレット旋盤、研削盤、EDM及びECM機械、ブローチ盤、ベンディング・ブレーキ、打ち抜きプレス、溶接装置を含むことができる。広義の文脈においては、この用語は旋盤又はダイカスト機のような多様な形態の装置を含むこともできる。
10 モジュール式ツーリング装置
20 基部
30、40 取付面
33、43、53、63 位置決め部
50、60、150、160、250、260、650 挿入体
71、76 加工物支持部
90 固定部
98、198、298 加工物
Claims (10)
- ガスタービンエンジンの圧縮機ブレードである加工物(98)に金属加工作業を行うためのモジュール式ツーリング装置(10)であって、
(a)位置決め部(33)を有する少なくとも1つの取付面(30)を含む基部(20)と、
(b)位置決め部(53)とその表面上の加工物支持部(71)とを含む、前記取付面と関連した少なくとも1つの挿入体(50)と、
を備え、
前記挿入体の位置決め部が、前記取付面の位置決め部と関連するように構成され、前記基部に対して前記加工物支持部(71)の位置を定めるようになったことを特徴とするモジュール式ツーリング装置(10)。 - 前記取付面(30)がポケットを備え、前記挿入体(50)が、前記ポケットの開口部(36)内に摺動することによって該ポケットと関連するように構成されたことを特徴とする請求項1に記載のモジュール式ツーリング装置(10)。
- a)前記挿入体を前記ポケット内に分離可能に固定するための挿入体固定部(90)と、
b)前記挿入体を前記ポケット(30)と一方向だけに関連させることができるようにするポケット配向部(58)と、
c)前記加工物(98)を前記挿入体の加工物支持部(71)と一方向だけに関連させることができるようにする加工物配向部(106)と、
から選択された構成を更に備えることを特徴とする請求項2に記載のモジュール式ツーリング装置(10)。 - 二者択一的に同じポケット(30)内に挿入するために、各々が位置決め部を有し、かつ各々が表面上にそれぞれの加工物支持部を有する、少なくとも第1の挿入体(50)と第2の挿入体(60)とを備えることを特徴とする請求項1に記載のモジュール式ツーリング装置(10)。
- ガスタービンエンジンの圧縮機ブレードである加工物(98)に金属加工作業を行うためのモジュール式ツーリング装置(10)であって、
(a)各々が位置決め部(33及び43)を有する、少なくとも第1の取付面(30)と第2の取付面(40)とを含む基部(20)と、
(b)各々が、位置決め部(53及び63)とその表面上の加工物支持部(71及び76)とを含み、前記第1及び第2の取付面に対応して該第1及び第2の取付面と関連する、少なくとも第1の挿入体(50)と第2の挿入体(60)とを含む少なくとも第1の組の挿入体と、
を備え、
各挿入体位置決め部が、前記取付面の対応する位置決め部と関連するように構成され、前記基部に対して各々の加工物支持部の位置を定め、そこに含まれる全ての挿入体の前記加工物支持部(71及び76)が、全体的に協働して加工物を支持し、前記基部(20)に対してその加工物の位置を定めることを特徴とするモジュール式ツーリング装置(10)。 - 更に第2の組の挿入体(150、160)を備え、前記第1の加工物(198)と関連するが細部は異なる第2の加工物(298)に金属加工作業を行うために、前記第1の組の挿入体(50、60)を前記第2の組の挿入体と交換することができることを特徴とする請求項5に記載のモジュール式ツーリング装置(10)。
- モジュール式ツーリング装置(10)を用いて、ガスタービンエンジンの圧縮機ブレードである加工物(98)に金属加工作業を行う方法であって、
(a)位置決め部(33)を有する少なくとも1つの取付面(30)を含む共通の基部(20)と、位置決め部(53)とその表面上の加工物支持部(71)とを含む第1の挿入体(50)とを備えるモジュール式ツーリング装置を準備し、
(b)前記共通の基部を金属加工機械のテーブル(8)に配置し、
(c)前記第1の挿入体の位置決め部が、前記取付面の位置決め部と関連して構成され、前記共通の基部に対して該第1の挿入体の前記加工物支持部の位置を定めるよう、前記第1の挿入体を前記取付面に関連させて該取付面に固定し、
(d)前記共通の基部を前記金属加工機械と位置合わせし、
(e)前記位置合わせされた共通の基部を前記テーブルに半永久的に固定し、
(f)第1の加工物(198)を準備し、
(g)前記第1の加工物が前記金属加工機械に対して該加工物の加工のために特徴的な位置及び配向をとるように、前記第1の加工物を前記第1の挿入体の加工物支持部上に配置して固定し、
(h)前記金属加工機械を用いて前記第1の加工物を加工し、
(i)加工された前記第1の加工物を前記第1の挿入体から取り除く、
段階を含む方法。 - 前記段階(a)が、位置決め部(63)とその表面上の加工物支持部とを含む第2の挿入体(60)を準備する段階を更に含み、前記共通の基部が、位置決め部(43)を含む第2の取付面(40)を含み、前記段階(c)は、前記第2の挿入体の位置決め部が、前記第2の取付面の位置決め部と関連して構成され、該共通の基部に対して第2の挿入体の加工物支持部の位置を定めるように、該第2の挿入体を前記第2の取付面に関連させて固定する段階を更に含み、前記段階(g)は、前記第1の加工物が前記金属加工機械に対して該加工物の加工のために特徴的な位置及び配向をとるように、該第1の加工物を前記第1の挿入体の加工物支持部及び前記第2の挿入体の第2の加工物支持部に配置して固定する段階を含み、前記方法において、(j)加工された前記第1の加工物を評価し、加工された該加工物が満足に加工されたかどうかを判断する段階を更に含み、加工された前記加工物が満足に加工されなかった場合には、次の第1の加工物(198)の加工のために、段階(d)乃至段階(i)を繰り返し、前記加工された加工物が満足に加工された場合には、次の第1の加工物(198)の加工のために、段階(f)乃至段階(i)を繰り返すことを特徴とする請求項7に記載の方法。
- モジュール式ツーリング装置(10)を用いて、ガスタービンエンジンの圧縮機ブレードのファミリーである加工物(198、298)のファミリーに金属加工作業を行う方法であって、
(a)位置決め部(33)を有する少なくとも1つの取付面(30)を含む共通の基部(20)と、位置決め部(53)及びその表面上の加工物支持部(71)を含み、関連するが細部は異なる挿入体部材の第1のファミリーの第1の部材を含む第1の挿入体(50)とを備えるモジュール式ツーリング装置を準備し、
(b)前記共通の基部を金属加工機械のテーブル(8)に配置し、
(c)前記第1の挿入体の位置決め部が、前記取付面の位置決め部と関連して構成され、前記共通の基部に対して該第1の挿入体の前記加工物支持部の位置を定めるよう、前記第1の挿入体を前記取付面に関連させて固定し、
(d)前記共通の基部を前記金属加工機械と位置合わせし、
(e)前記位置合わせされた共通の基部を前記テーブルに半永久的に固定し、
(f)関連するが細部は異なる加工物部材のファミリーから選択された第1の加工物(198)を準備し、
(g)前記第1の加工物が前記金属加工機械に対して該加工物の加工のために特徴的な位置及び配向をとるように、前記第1の加工物を前記第1の挿入体の加工物支持部に配置して固定し、
(h)前記金属加工機械を用いて前記第1の加工物を加工し、
(i)前記加工された第1の加工物を前記第1の挿入体から取り除き、
(j)前記第1の挿入体を前記共通の基部の取付面から取り除き、
(k)位置決め部とその表面上の加工物支持部とを含む、挿入体部材の前記第1のファミリーの第2の部材を含む第2の挿入体(150)を準備し、加工物部材の前記ファミリーから選択された第2の加工物(298)を準備し、
(l)前記第2の挿入体の位置決め部が、前記取付面の位置決め部と関連して構成され、前記共通の基部に対して該第2の挿入体の加工物支持部の位置を定めるように、前記第2の挿入体を前記取付面に関連させて固定し、
(m)前記第2の加工物が前記金属加工機械に対して該加工物の加工のために特徴的な位置及び配向をとるように、前記第2の加工物を前記第2の挿入体の加工物支持部上に配置して固定し、
(n)前記金属加工機械を用いて前記第2の加工物を加工し、
(o)前記加工された第2の加工物を前記第2の挿入体から取り除く、
段階を含み、
前記第1の加工物を加工する前記段階(h)と前記第2の加工物を加工する前記段階(n)の間に、前記共通の基部を前記金属加工工具と位置合わせする段階がないことを特徴とする方法。 - 前記段階(a)が、位置決め部(63)とその表面上の加工物支持部(76)とを含み、関連するが細部は異なる挿入体部材の第2のファミリーの第1の部材を含む第3の挿入体(60)を準備する段階を更に含み、前記共通の基部が、位置決め部(43)を含む第2の取付面(40)を更に含み、前記段階(c)は、前記第3の挿入体の位置決め部が、前記第2の取付面の位置決め部と関連して構成され該共通の基部に対して該第3の挿入体の加工物支持部の位置を定めるように、該第3の挿入体を該第2の取付面に関連させて固定する段階を更に含み、前記段階(g)は、前記第1の加工物(198)が前記金属加工機械に対して前記第1の加工物の加工のために特徴的な位置及び配向をとるように、該第1の加工物を該第1の挿入体の加工物支持部及び該第3の挿入体の該加工物支持部上に配置して固定する段階を含み、前記段階(j)は、該共通の基部の該第2の取付面から該第3の挿入体を取り除く段階を更に含み、前記段階(k)は、位置決め部とその表面上の加工物支持部とを含む、挿入体部材の第2のファミリーの第2の部材を含む第4の挿入体(160)を準備する段階を更に含み、前記段階(l)は、前記第4の挿入体の位置決め部が、該第2の取付面の位置決め部と関連して構成され、該共通の基部に対して該第4の挿入体の加工物支持部の位置を定めるように、該第4の挿入体を該第2の取付面に関連させて固定する段階を更に含み、前記段階(m)は、前記第2の加工物(298)が該金属加工機械に対して該加工物の加工のために特徴的な位置及び配向をとるように、該第2の加工物を該第3の挿入体及び該第4の挿入体の加工物支持部に配置して固定する段階を含むことを特徴とする請求項9に記載の方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US43723802P | 2002-12-30 | 2002-12-30 | |
| US43749702P | 2002-12-30 | 2002-12-30 | |
| US43723602P | 2002-12-30 | 2002-12-30 | |
| US10/370,869 US20040124573A1 (en) | 2002-12-30 | 2003-02-20 | Modular metalworking tooling apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004232631A true JP2004232631A (ja) | 2004-08-19 |
| JP4575662B2 JP4575662B2 (ja) | 2010-11-04 |
Family
ID=32512544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003431904A Expired - Fee Related JP4575662B2 (ja) | 2002-12-30 | 2003-12-26 | 金属加工用モジュール式ツーリング装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20040124573A1 (ja) |
| EP (1) | EP1435276B1 (ja) |
| JP (1) | JP4575662B2 (ja) |
| CA (1) | CA2453916C (ja) |
| DE (1) | DE60305141T2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009502524A (ja) * | 2005-07-27 | 2009-01-29 | ハイマー ゲーエムベーハー | ツールホルダーにおけるチップ除去ツール用の位置決めデバイス |
| KR101530638B1 (ko) * | 2015-01-23 | 2015-06-22 | 윤영빈 | 시편 가공장치 |
| JP2016078191A (ja) * | 2014-10-20 | 2016-05-16 | 株式会社Ihi | 加工対象物、および、その固定装置と方法 |
| JP2022530106A (ja) * | 2019-04-26 | 2022-06-27 | サフラン・エアクラフト・エンジンズ | 複合ブレードの修理方法 |
| CN121315642A (zh) * | 2025-11-04 | 2026-01-13 | 沈阳航空航天大学 | 一种多功能增等减材复合制造装置及使用方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6993821B2 (en) * | 2002-12-30 | 2006-02-07 | General Electric Company | Manufacturing cell using tooling apparatus |
| US20070107181A1 (en) * | 2005-11-09 | 2007-05-17 | Vau James M | Datum transfer method and apparatus |
| SE534081C2 (sv) * | 2009-10-12 | 2011-04-26 | Lars Bengtsson | Arrangemang för att åstadkomma en enkel bearbetbarhet för backar i skruvstycken eller chuckar |
| CN102303255A (zh) * | 2011-07-29 | 2012-01-04 | 安庆机床有限公司 | 一种双端面铣床上的工件定位装置 |
| WO2013165790A1 (en) * | 2012-05-01 | 2013-11-07 | United Technologies Corporation | Extraction tool assembly |
| US9533387B2 (en) | 2012-07-12 | 2017-01-03 | Specialty Technologies L.L.C. | Apparatus and control for modular manufacturing system |
| CN103659663A (zh) * | 2013-12-03 | 2014-03-26 | 常州深倍超硬材料有限公司 | 复合片耐热测试装夹工装 |
| CN110480385A (zh) * | 2019-09-17 | 2019-11-22 | 昆山市海盛机械有限公司 | 一种螺母加工用工装 |
| JP6971357B1 (ja) * | 2020-06-03 | 2021-11-24 | Dmg森精機株式会社 | 金属製品の再加工方法 |
| GB2597507B (en) * | 2020-07-24 | 2022-08-31 | Rolls Royce Plc | A fixture for supporting a plurality of gas turbine engine components to be imaged |
| CN112247618B (zh) * | 2020-09-30 | 2022-04-12 | 西安三航动力科技有限公司 | 一种航空发动机叶片榫根端面加工的专用夹具及方法 |
| CN112872809B (zh) * | 2021-01-09 | 2022-01-25 | 天津九为新材料有限公司 | 一种临时性支护结构建筑模板成型加工系统 |
| CN112975661B (zh) * | 2021-02-25 | 2022-06-10 | 台州科技职业学院 | 一种机械加工用具有定位结构的活塞销打磨装置 |
| CN112975489B (zh) * | 2021-02-25 | 2022-01-21 | 浙江得固建筑特种工程有限公司 | 一种立柱托换装置 |
| CN116944875A (zh) * | 2023-08-15 | 2023-10-27 | 江南数控机床有限公司 | 一种对向双刀塔车铣复合机 |
| CN119141278B (zh) * | 2024-09-25 | 2025-04-29 | 广东德玛士智能装备有限公司 | 一种用于加工轴件的双头高效卧式机床 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120431U (ja) * | 1985-01-18 | 1986-07-29 | ||
| JPH06297222A (ja) * | 1993-04-09 | 1994-10-25 | Hitachi Ltd | 工作物支持装置およびそれを用いた工作機械 |
| JPH07246532A (ja) * | 1994-03-11 | 1995-09-26 | Yamakawa Ind Co Ltd | 金型切削加工における金型支持方法およびそれに用いる支持治具 |
| JPH1058255A (ja) * | 1996-04-04 | 1998-03-03 | Sung-Bu Park | 工作機械のクランプ装置 |
| JPH11828A (ja) * | 1997-06-06 | 1999-01-06 | United Technol Corp <Utc> | 精度の高い形状の部品を製造するための固定装置 |
| JP2000107970A (ja) * | 1998-10-07 | 2000-04-18 | Okuma Corp | 工作機械の工作物位置決め用治具 |
| JP2002013510A (ja) * | 2000-06-30 | 2002-01-18 | Pascal Kk | メカニカルクランプ |
| JP2002113626A (ja) * | 2000-10-05 | 2002-04-16 | Torai Engineering Kk | 治具装置およびワークの加工方法 |
| JP2002307271A (ja) * | 2001-04-12 | 2002-10-23 | Nisshin Kogyo Kk | 両頭平面研削盤および研削方法 |
Family Cites Families (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1329728A (en) * | 1919-05-05 | 1920-02-03 | Frank H Sovereign | Universal clamping-tool |
| US2369425A (en) * | 1943-04-05 | 1945-02-13 | Gen Mills Inc | Work holder and indexing means |
| US2676413A (en) * | 1943-11-09 | 1954-04-27 | Wharton William | Design and construction of jigs and fixtures |
| US2422773A (en) * | 1945-07-24 | 1947-06-24 | Richard H Colwill | Toolmaker's utility block |
| US2625861A (en) * | 1946-11-08 | 1953-01-20 | Swanson Tool & Machine Product | Work mounting fixture |
| US2995962A (en) * | 1959-03-27 | 1961-08-15 | Richard M Dietz | Work-piece holder |
| US3194548A (en) * | 1962-05-21 | 1965-07-13 | Feinmechanik G M B H | Clamping arrangement |
| DE1903576C3 (de) * | 1969-01-24 | 1974-03-21 | Vereinigte Flugtechnische Werkefokker Gmbh, 2800 Bremen | System zum Aufbau von Vorrichtungen zum Aufspannen von Werkstücken |
| US3712606A (en) * | 1970-12-04 | 1973-01-23 | G Cole | Clamping device |
| US3766046A (en) * | 1972-03-23 | 1973-10-16 | Ind Modular Syst Corp | Jig holder for clamping articles in place during treatment thereof |
| US3824744A (en) * | 1972-07-31 | 1974-07-23 | R Petrant | Multi-purpose work holding means |
| US4140305A (en) * | 1977-09-16 | 1979-02-20 | Dart Industries Inc. | Universal planetary clamping device |
| SE425951B (sv) * | 1978-11-13 | 1982-11-29 | Smt Machine Co Ab | Detaljvexlare vid svarvar |
| US4340211A (en) * | 1979-03-09 | 1982-07-20 | Pietro Chiappetti | Adjustable vee block clamp |
| DE3031368C2 (de) * | 1980-08-20 | 1982-10-14 | Maschinenfabrik Hilma Gmbh, 5912 Hilchenbach | Schwenkspanner |
| US4382215A (en) * | 1981-07-16 | 1983-05-03 | General Electric Company | System and method of precision machining |
| JPS5822232U (ja) * | 1981-08-04 | 1983-02-10 | 相生精機株式会社 | 工作機械へのクランプパレツト交換装置 |
| US4790695A (en) * | 1982-05-24 | 1988-12-13 | Abernethy Robert R | Modular drill jig and method of making same |
| US4445678A (en) * | 1982-05-24 | 1984-05-01 | George Irwin S | Precision aligned split V-block |
| DE3300553A1 (de) * | 1983-01-10 | 1984-07-12 | Maier & Co, Hallein | Bausatz fuer kleinwerkzeugmaschinen |
| US4540164A (en) * | 1983-05-17 | 1985-09-10 | Shade Jr Edwin J | Workpiece holder |
| US4669227A (en) * | 1985-06-24 | 1987-06-02 | Treppner Bernaht C | Angle plate apparatus with precisely adjustable workpiece holder |
| ATE62167T1 (de) * | 1986-09-04 | 1991-04-15 | Rudi Bluemle | Spanneinrichtung fuer werkstuecke. |
| US4765531A (en) * | 1987-05-14 | 1988-08-23 | Kulicke And Soffa Industries Inc. | Quick change work station apparatus for automatic wire bonders |
| US4834358A (en) * | 1988-02-04 | 1989-05-30 | Carr Lane Mfg. Co. | Modular fixturing system |
| US4829720A (en) * | 1988-06-20 | 1989-05-16 | Cavalieri Dominic A | Turbine blade positioning fixture |
| US5056766A (en) * | 1989-06-16 | 1991-10-15 | Eddy Engibarov | Precision machine vise |
| US4928939A (en) * | 1989-08-03 | 1990-05-29 | Bell Michael G | Locator and clamping means for a jig fixture |
| SE9003525D0 (sv) * | 1990-11-06 | 1990-11-06 | Sten Wallsten Nikom Ab | Anordning foer bearbetning av laangstraeckta foeremaal |
| US5174715A (en) * | 1990-12-13 | 1992-12-29 | General Electric Company | Turbine nozzle |
| US5060920A (en) * | 1990-12-20 | 1991-10-29 | Eddy Engibarov | Quick change jaw assembly for high precision machining |
| US5141213A (en) * | 1991-10-07 | 1992-08-25 | Chern Sen Kuen | Vise |
| FR2691659B1 (fr) * | 1992-05-26 | 1994-08-19 | Aerospatiale | Outillage de préhension pour l'usinage de pièces sur une machine-outil. |
| JPH06510244A (ja) * | 1992-07-06 | 1994-11-17 | キスリヒ,ハインツ | 多孔式工作テーブル上に締め付け装置を取付けるためのモジュラー設計アダプタ |
| US5312154A (en) * | 1993-02-01 | 1994-05-17 | Darrel Woodall | Apparatus for holding down workpieces to be machined |
| US5497980A (en) * | 1993-05-17 | 1996-03-12 | Chick; James P. | Assembly for use in precision machining |
| US5462263A (en) * | 1993-08-20 | 1995-10-31 | Prototype Systems, Inc. | Modular tooling system for die model verification |
| JPH08118175A (ja) * | 1994-10-21 | 1996-05-14 | Imao Corp:Kk | 取付用ベース部材及びそのベース部材に取り付けられる取付具 |
| DE4442803C1 (de) * | 1994-12-01 | 1996-01-04 | Shanview Patents Ltd | Spannvorrichtung zum Festspannen eines Werkstücks auf einem Spanntisch |
| US5516086A (en) * | 1994-12-16 | 1996-05-14 | Tankersley; James E. | Workpiece holding method and apparatus |
| US6139412A (en) * | 1996-04-30 | 2000-10-31 | United Technologies Corporation | Fixture for manufacturing precisely shaped parts |
| US5869194A (en) * | 1996-04-30 | 1999-02-09 | United Technologies Corporation | Blank for manufacturing precisely shaped parts |
| US5791640A (en) * | 1996-05-24 | 1998-08-11 | Micron Technology, Inc. | Clamping device |
| DE69738843D1 (de) * | 1996-10-07 | 2008-08-28 | Phd Inc | Greifer |
| US5931726A (en) * | 1997-12-19 | 1999-08-03 | Peters; Jeffrey T. | Adjustment plate |
| US6068541A (en) * | 1997-12-22 | 2000-05-30 | United Technologies Corporation | Method for using a fixture enabling more accurate machining of a part |
| US6032348A (en) * | 1998-03-20 | 2000-03-07 | Northrop Grumman Corporation | Method of forming a modularized adjustable holding fixture |
| JP2957158B1 (ja) * | 1998-04-07 | 1999-10-04 | 株式会社浅井鉄工所 | 小形異形物の掴持装置 |
| US6126158A (en) * | 1998-11-23 | 2000-10-03 | Engibarov; Eddy | Soft jaw for a machine vise |
| DE69815532T2 (de) * | 1998-11-25 | 2004-04-29 | Tornos S.A. | Spannvorrichtung für einen Werkstück oder eine Stange |
| US6000688A (en) * | 1999-01-25 | 1999-12-14 | Giangrasso; Joseph A. | Machinists' production V-block |
| US6062553A (en) * | 1999-07-09 | 2000-05-16 | Strehl; Edward A. | Vice jaw assembly with floating spacer and gripping blocks for use with a tool holder |
| US6158728A (en) * | 1999-12-01 | 2000-12-12 | Smith; Gregory C. | Workpiece holding device |
| US6554265B2 (en) * | 2000-04-11 | 2003-04-29 | Randall C. Andronica | Universal workholding V fixture convertable to other applications |
| US6364302B2 (en) * | 2000-07-14 | 2002-04-02 | Ultimate Standard Tooling International Llc | Modular system and fixture for positioning and clamping a workpiece |
| FR2816636B1 (fr) * | 2000-11-16 | 2003-07-18 | Snecma Moteurs | Grenaillage des sommets des aubes refroidies |
| US6435497B1 (en) * | 2001-06-07 | 2002-08-20 | Thomas W. Borter | V-block for drilling round objects |
| US6672578B1 (en) * | 2002-09-13 | 2004-01-06 | Mike R. Martens | Vise jaw with work piece support surface |
| US6681464B1 (en) * | 2002-12-30 | 2004-01-27 | General Electric Company | Tooling apparatus |
-
2003
- 2003-02-20 US US10/370,869 patent/US20040124573A1/en not_active Abandoned
- 2003-12-18 CA CA2453916A patent/CA2453916C/en not_active Expired - Fee Related
- 2003-12-22 DE DE60305141T patent/DE60305141T2/de not_active Expired - Lifetime
- 2003-12-22 EP EP03258095A patent/EP1435276B1/en not_active Expired - Lifetime
- 2003-12-26 JP JP2003431904A patent/JP4575662B2/ja not_active Expired - Fee Related
-
2005
- 2005-03-07 US US11/073,506 patent/US20050152758A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120431U (ja) * | 1985-01-18 | 1986-07-29 | ||
| JPH06297222A (ja) * | 1993-04-09 | 1994-10-25 | Hitachi Ltd | 工作物支持装置およびそれを用いた工作機械 |
| JPH07246532A (ja) * | 1994-03-11 | 1995-09-26 | Yamakawa Ind Co Ltd | 金型切削加工における金型支持方法およびそれに用いる支持治具 |
| JPH1058255A (ja) * | 1996-04-04 | 1998-03-03 | Sung-Bu Park | 工作機械のクランプ装置 |
| JPH11828A (ja) * | 1997-06-06 | 1999-01-06 | United Technol Corp <Utc> | 精度の高い形状の部品を製造するための固定装置 |
| JP2000107970A (ja) * | 1998-10-07 | 2000-04-18 | Okuma Corp | 工作機械の工作物位置決め用治具 |
| JP2002013510A (ja) * | 2000-06-30 | 2002-01-18 | Pascal Kk | メカニカルクランプ |
| JP2002113626A (ja) * | 2000-10-05 | 2002-04-16 | Torai Engineering Kk | 治具装置およびワークの加工方法 |
| JP2002307271A (ja) * | 2001-04-12 | 2002-10-23 | Nisshin Kogyo Kk | 両頭平面研削盤および研削方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009502524A (ja) * | 2005-07-27 | 2009-01-29 | ハイマー ゲーエムベーハー | ツールホルダーにおけるチップ除去ツール用の位置決めデバイス |
| US8276896B2 (en) | 2005-07-27 | 2012-10-02 | Haimer Gmbh | Positioning device for cutting tools in tool cases |
| JP2016078191A (ja) * | 2014-10-20 | 2016-05-16 | 株式会社Ihi | 加工対象物、および、その固定装置と方法 |
| KR101530638B1 (ko) * | 2015-01-23 | 2015-06-22 | 윤영빈 | 시편 가공장치 |
| JP2022530106A (ja) * | 2019-04-26 | 2022-06-27 | サフラン・エアクラフト・エンジンズ | 複合ブレードの修理方法 |
| JP7507173B2 (ja) | 2019-04-26 | 2024-06-27 | サフラン・エアクラフト・エンジンズ | 複合ブレードの修理方法 |
| CN121315642A (zh) * | 2025-11-04 | 2026-01-13 | 沈阳航空航天大学 | 一种多功能增等减材复合制造装置及使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040124573A1 (en) | 2004-07-01 |
| DE60305141T2 (de) | 2007-02-15 |
| EP1435276B1 (en) | 2006-05-10 |
| DE60305141D1 (de) | 2006-06-14 |
| CA2453916C (en) | 2010-07-13 |
| EP1435276A1 (en) | 2004-07-07 |
| CA2453916A1 (en) | 2004-06-30 |
| US20050152758A1 (en) | 2005-07-14 |
| JP4575662B2 (ja) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4671599B2 (ja) | ツーリング装置を用いる製造セル | |
| JP4575662B2 (ja) | 金属加工用モジュール式ツーリング装置 | |
| JP4671598B2 (ja) | ツーリング装置 | |
| US10399209B2 (en) | Vise jaw base plate adapters including soft jaws | |
| JP3988986B2 (ja) | 精密バイス | |
| US6971643B1 (en) | Quick change jaw plates for machine tool vices | |
| US5219376A (en) | Apparatus and method for mounting an EDM electrode | |
| JPS6068200A (ja) | プレス並びにその製造方法 | |
| CN218696196U (zh) | 一种固定装置 | |
| CN212635038U (zh) | 一种汽车塑料样件cnc铣削工装 | |
| US11241771B2 (en) | Auto-positioning hydraulic pneumatic fixture | |
| CN221622004U (zh) | 一种斜槽口中心定位的工装夹具 | |
| US4142398A (en) | Quick-change system for progressive die tooling | |
| CN214350966U (zh) | 一种多面角度斜槽工件铣用夹具 | |
| RU242367U1 (ru) | Универсальная система закрепления заготовок | |
| CN218964748U (zh) | 一种可调式精密虎钳模块式装卸夹具 | |
| CN223749022U (zh) | 便于固定航空金属加工件的工作台板 | |
| CN217343142U (zh) | 工件整形装置 | |
| CN210451048U (zh) | 一种u型座双头钻镗孔专机 | |
| JPH06126567A (ja) | 曲面自在位置決め及びクランプ装置 | |
| CN209850382U (zh) | 一种螺母压板夹具 | |
| JP2026005273A (ja) | ワークバイス並びにワークバイスの中間ジョー及びワーク台 | |
| CN113500434A (zh) | 自定位精密空油压夹治具 | |
| CN117900869A (zh) | 一种航空长梁类零件加工装夹夹具及加工方法 | |
| JPH09155673A (ja) | 中ぐり加工機のワーク位置決め装置及び位置決め方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100401 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100401 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100401 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100705 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100727 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100820 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| A072 | Dismissal of procedure [no reply to invitation to correct request for examination] |
Free format text: JAPANESE INTERMEDIATE CODE: A072 Effective date: 20100831 |
|
| LAPS | Cancellation because of no payment of annual fees |