JP2004235082A - 角形密閉式電池及びその製造方法 - Google Patents
角形密閉式電池及びその製造方法 Download PDFInfo
- Publication number
- JP2004235082A JP2004235082A JP2003024141A JP2003024141A JP2004235082A JP 2004235082 A JP2004235082 A JP 2004235082A JP 2003024141 A JP2003024141 A JP 2003024141A JP 2003024141 A JP2003024141 A JP 2003024141A JP 2004235082 A JP2004235082 A JP 2004235082A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- nugget
- sealing plate
- battery
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000003466 welding Methods 0.000 claims abstract description 217
- 238000007789 sealing Methods 0.000 claims abstract description 143
- 238000009751 slip forming Methods 0.000 claims abstract description 9
- 238000005304 joining Methods 0.000 claims description 9
- 238000000034 method Methods 0.000 claims description 8
- 238000002844 melting Methods 0.000 claims 1
- 230000008018 melting Effects 0.000 claims 1
- 238000012360 testing method Methods 0.000 description 31
- 239000000463 material Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 9
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 230000001678 irradiating effect Effects 0.000 description 6
- 229910018131 Al-Mn Inorganic materials 0.000 description 5
- 229910018461 Al—Mn Inorganic materials 0.000 description 5
- 230000035515 penetration Effects 0.000 description 5
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- JNDMLEXHDPKVFC-UHFFFAOYSA-N aluminum;oxygen(2-);yttrium(3+) Chemical compound [O-2].[O-2].[O-2].[Al+3].[Y+3] JNDMLEXHDPKVFC-UHFFFAOYSA-N 0.000 description 4
- 239000003792 electrolyte Substances 0.000 description 4
- 229910052744 lithium Inorganic materials 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- 229910019901 yttrium aluminum garnet Inorganic materials 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000008151 electrolyte solution Substances 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 239000011295 pitch Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011255 nonaqueous electrolyte Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910013872 LiPF Inorganic materials 0.000 description 1
- 101150058243 Lipf gene Proteins 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000006258 conductive agent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000881 depressing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910000625 lithium cobalt oxide Inorganic materials 0.000 description 1
- BFZPBUKRYWOWDV-UHFFFAOYSA-N lithium;oxido(oxo)cobalt Chemical compound [Li+].[O-][Co]=O BFZPBUKRYWOWDV-UHFFFAOYSA-N 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
Abstract
【課題】膨化の発生が抑制可能な角形密閉式電池を提供する。
【解決手段】外装缶10の開口部に嵌着されている封口板31の露出面と当該外装缶10との境界部において、第1の溶接によりナゲット61が連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、前記外装缶10の側面に、前記外装缶10と前記封口板31とにわたるナゲット63が形成されており、前記ナゲット63が形成されている位置は、前記ナゲット61が形成されている位置よりも前記開口部から遠ざかる方向に存在する。
【選択図】 図2
【解決手段】外装缶10の開口部に嵌着されている封口板31の露出面と当該外装缶10との境界部において、第1の溶接によりナゲット61が連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、前記外装缶10の側面に、前記外装缶10と前記封口板31とにわたるナゲット63が形成されており、前記ナゲット63が形成されている位置は、前記ナゲット61が形成されている位置よりも前記開口部から遠ざかる方向に存在する。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、外装缶の開口部と封口板とをレーザ溶接することにより封止された角形密閉式電池に関する。
【0002】
【従来の技術】
近年、携帯電話、AV機器、コンピュータなどの携帯機器の需要が高まるに伴い、電池に対する高性能化への要求が急速に高まっており、中でも、ニッケルカドミウム電池、ニッケル−水素電池、リチウム二次電池といった二次電池に対して高い要望がある。
【0003】
このような電池は一般的に密閉式であって、電池の形状としては、円筒形や角形が一般的であり、その中でも、角形密閉式電池は、携帯機器に搭載するに際してスペース効率が優れている点で注目されている。
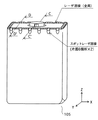
図10(A)は、従来の角形密閉式電池の斜視図である。
従来の角形密閉式電池1005は、金属製の板体を深絞り加工することによって、有底筒状に成形してこの外装缶が作製され、その外装缶に正極・負極からなる発電素体を収納し、外装缶の開口部に封口板を装着し、外装缶の開口部と封口板の外周とが溶接され、封止されている。
【0004】
このような角形密閉式電池は、単体で使用される場合の他、複数個が1つの筐体の中に内包されて、より高電圧の出力が可能なパック電池として使用される場合もある。
近年、このようなパック電池は、軽薄短小化に加え、高容量化が図られているため、筐体内部の無駄な空間は殆ど無い。
【0005】
ところで、充放電に伴い発生するガスによる内圧の上昇により、角形密閉式電池の外装缶表面(主に幅が広い2面)が、数100μm程度外側に変形する現象(以下、「膨化」という。)が生じる場合がある。
角形密閉式電池がパック電池の筐体内に内包される際、既に30%〜50%充電状態にあり、内圧に換算すると0.005〜0.01MPa程度となっている。
【0006】
この時点で、膨化が著しい場合には、角形密閉式電池を上記筐体内の所定の場所にセットできなくなる恐れがある。
また、上記セットが実施できたとしても、内包されている角形密閉式電池の膨化により、上記筐体に無理な力が加わっている場合、この筐体を封止するために実施する超音波溶着が不良となる恐れがある。
【0007】
ここで、超音波溶着とは、例えば、上下2つに分割される樹脂製の筐体に、超音波振動と同時に圧力を加えることで、分割部分の嵌合部に強力な摩擦熱を発生させ、この嵌合部表面を溶融させ、接合することを言う。
さらに、上記筐体内に角形密閉式電池をセットし、この筐体を封止できたとしても、その後、角形密閉式電池の内圧が上昇し、膨化がさらに進行した場合、パック電池の筐体が内部から圧迫され、筐体の変形、亀裂などを招く恐れがある。
【0008】
特に、上記筐体内において、各角形密閉式電池が膨れる方向に、複数の角形密閉式電池を重ねて配置した場合には、各角形密閉式電池の膨化による寸法変化量(以下、「膨化量」という。)の総和が、このパック電池内部の寸法変化量となり、筐体の変形がより助長されることとなる。
このため、パック電池を設計するうえで、角形密閉式電池の膨化量を少しでも小さく抑えることが重要な課題となっている。
【0009】
このような課題に対して、外装缶の板厚を部分的にアップして、内圧による変形に対する耐力を向上し、膨化を抑制する角形密閉式電池もある。(例えば、特許文献1参照)
【0010】
【特許文献1】
特開平11−135080号公報
【0011】
【発明が解決しようとする課題】
しかしながら、外装缶の板厚を部分的にアップする場合、電池質量が増加することとなり、軽量化の要請に逆行することとなる。
また、通常、外装缶の外寸は、厳格に規定されているため、外装缶の板厚をアップした場合、外装缶内部の空間が減少することとなり、規定量の電解液を注入することが困難となる。
【0012】
本発明は、このような課題に鑑みなされたものであって、膨化の発生を抑制可能な角形密閉式電池及びその製造方法を提供することを目的とする。
【0013】
【課題を解決するための手段】
上記の目的を達成するために、本発明に係る角形密閉式電池は、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットが形成されており、前記第2のナゲットが形成されている位置は、前記第1のナゲットが形成されている位置よりも前記開口部から遠ざかる方向に存在することを特徴とし、また、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、第1のナゲットの深さよりもさらに深い深さまで、外装缶と封口板とにわたる第2のナゲットが離散的に形成されていることを特徴とする。
【0014】
また、本発明に係る電池の製造方法は、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含み、前記第2の溶接ステップでは、前記第2のナゲットの形成される位置が、前記第1のナゲットが形成される位置よりも前記開口部から遠ざかる方向に存在するように溶接位置が決められていることを特徴とし、また、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記第1の溶接ステップよりもさらに深く、前記境界部を離散的に溶融することにより、外装缶と封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含むことを特徴とする。
【0015】
【発明の実施の形態】
本発明の実施の形態について、図面を参照しながら詳細に説明する。
(第1の実施形態)
図1は、本実施形態に係る角形密閉式電池の斜視図であり、図2は、図1におけるA−A’線断面図である。
【0016】
この角形密閉式電池5は、リチウム二次電池であって、有底角筒形の外装缶10の内部に、電極体20に非水電解液が含浸された発電素体が収納され、外装缶10の開口部を封口体30で封口した構造である。
外装缶10は、Al−Mn系合金の板が有底角筒形に成形されたものである。
このAl−Mn系合金は、JIS規格に照らし合わせると、A3005に最も近い材料(以下、「A3005相当」という。)であり、アルミニウムを主成分としているため軽量であり、またマンガンが添加されていることにより、アルミニウム単体と比べて引っ張り強度が大きい。
【0017】
図2に示すように、封口体30は、外装缶10の開口部に嵌まり込むよう成形された封口板31に、負極端子32が、円筒状の集電板33と内接するガスケット34を介して貫通して取り付けられた構成である。
封口板31は、外装缶10の材料と同じAl−Mn系合金の板、即ち、A3005相当が、外装缶10の開口部と同じ長方形状に成形されたものである。
【0018】
外装缶10と封口板31との境界部は、全周に渡ってレーザ溶接され、封止されている。
また、図1に示すように、外装缶10の開口部の長辺を含む2つの平面、即ち、図1のZX平面に平行な面(以下、「広幅面」という。)それぞれにおいて、開口部の近傍6箇所にスポットレーザ溶接が実施されている。
【0019】
また、図2に示すように、負極端子32は、外観が円筒状であって、材料としてSPCCにNiメッキが施された頭部32(A)が、安全弁を形成するためのゴム板32(B)を収容した状態で、同じく材料としてSPCCにNiメッキが施され、給電路及び電解液注入口を兼ね備えた管状のスリーブ部32(C)に抵抗溶接されたものである。
【0020】
封口板31の中央部には、負極端子32のスリーブ部32(C)を貫通させるための貫通孔31(A)が形成されており、封口板31の外表面における貫通孔31(A)の周りは、負極端子32のスリーブ部32(C)が嵌まり込むように切り欠き部31(B)が形成されている。
負極端子32におけるスリーブ部32(C)の電池内部側の外周には、円筒状の集電板33が外接しており、これらの負極端子32及び集電板33は、ガスケット34によって封口板31と絶縁された状態で、スリーブ部32(C)の先端部が、かしめ圧着されることにより封口板31に固定されている。
【0021】
電極体20は、負極板と正極板とがセパレータを介して積層された状態で巻回され、その後に断面楕円状に成形されたものである。
負極板は、層状カーボン(グラファイト粉末)が板状の芯体に塗着されたものであって、この負極板には、ばね性を有してスリーブ部32(C)への給電路を形成する負極タブ35が接続されている。
【0022】
一方、正極板は、正極活物質としてのリチウム含有酸化物(例えばコバルト酸リチウム)と導電剤(例えばアセチレンブラック)とからなる正極合剤が、板状の芯体に塗着されたものであって、正極端子兼用の外装缶10と直接接触して電気的に接続されている。
電極体20に含浸される非水電解液は、例えば、エチレンカーボネート及びジメチルカーボネートからなる混合溶媒に、溶質としてのLiPF6を溶解したものである。
【0023】
電極体20と封口板31との間及び電極体20と外装缶の底部との間には、それぞれ絶縁性樹脂からなる絶縁スリーブ40及び41が介挿され、これによって電極体20は、外装缶10内の定位置に固定されると共に、封口体30及び外装缶の底部との接触が防止されるようになっている。
(電池の製造方法)
次に、この角形密閉式電池5の製造方法について説明する。
【0024】
外装缶10は、Al−Mn系合金の平板を、パンチとダイスを用いて深絞り加工を施して有底角筒形に成型することにより作製する。
封口板31は、Al−Mn系合金の平板に対して、その厚み方向に押圧力を加えることにより切り欠き部31(B)に相当する凹みを形成すると共に、封口板31の外縁及び貫通孔31(A)を打ち抜くことによって作製することができる。
【0025】
具体的には、上記合金平板に対して、鍛造加工技術(特に硬貨を製造するコイニング技術)を用いて、切り欠き部31(B)に相当する形状の凸部を有するパンチで平板を押圧することによって切り欠き部31(B)に相当する凹みを形成し、その後に、貫通孔31(A)の縁に相当するところ及び封口板31の外縁に相当するところをパンチ及びダイでせん断加工することによって作製することができる。
【0026】
封口体30は、封口板31の貫通孔31(A)に、ガスケット34及び負極端子32を嵌めこみ、負極端子32のスリーブ部32(C)に集電板33を嵌め込んで(ただし負極端子32においてゴム板32(B)及び頭部32(A)のキャップは除いておく。)、スリーブ部32(C)の先端部をかしめ圧着することにより作製する。
【0027】
電極体20は、リード板21付きの帯状の負極板を帯状のセパレータで覆い、これと帯状の正極板とを積層させ、巻回した後、断面が楕円形状となるよう押しつぶすことによって作製する。
このように作製した電極体20を、外装缶10の中に挿入すると共に、リード板21を絶縁スリーブに通し、集電板33と電気的に接続する。
【0028】
次に、図3(A)に示すように、封口体30を外装缶10の開口部に圧入して嵌め込み、以下に説明するように封口板31と外装缶10との境界部11に沿って、図3(B)に示すように、レーザ光50(A)を照射しながら走査することによって溶接を行う。
上記レーザ光の照射には、イットリウムアルミニウムガーネット(YAG)を用いてパルス状に発光させる(例えば、レーザパルス繰返数:50pps)レーザ光発振装置が用いられ、図3(B)に示すように、レーザ光50(A)は、封口板31と外装缶10との境界部11上に、封口板31に対する角度θ1がほぼ90°となるように照射され、小さな円形状のスポット(スポット径:数百μm)が形成されるように集光される。
【0029】
このようなレーザ光照射方式は、スポットが照射される部分を局所的に溶融させることができるので、溶接箇所の周囲にある部材(ガスケット34や絶縁スリーブ40、41など)に熱的損傷は加わりにくい。
図4に示すように、レーザ光が照射されたスポットの部分では、封口板31と外装缶10との境界部11が溶融して深さ0.20から0.25mm程度の溶融池が生じるが、その溶融池は短時間で凝固し、(第1のナゲットの一例としての)ナゲット61を形成する。
【0030】
上記レーザ光発振装置で発振する際のレーザパルス繰返数並びに走査速度は、レーザ光50(A)のスポットが、直前のパルスで照射したスポットと適度にオーバーラップするよう(通常40〜60%程度のオーバーラップ率となるよう)調整する。
このように、レーザ光50(A)を照射しながら、レーザ光50(A)のスポットに向けてアシストガスを噴射し、このアシストガス雰囲気中で溶接を行うことによって、溶接箇所の酸化が防止されるようになっている。
【0031】
アシストガスとしては、一般に窒素ガスが用いられるが、アルゴンガスなどの不活性ガスや水素ガス、酸素などが用いられる場合もある。
このようにしてレーザ光50(A)を照射しながら走査することによって、境界部11の全周にわたって溶接を行い、封止を完了する。
ここで、便宜的に、上述の溶接を封止溶接という。
【0032】
封止溶接を実施する際、外装缶10と封口板31との境界部を密着させるための溶接治具が用いられる。
この溶接治具は、外装缶10の開口部近傍の幅広面を両側から挟み込むためのものであり、その目的は、溶接時において外装缶10と封口板31との密着度合いを高めることにある。
【0033】
なお、封止溶接では、外装缶10の開口部全周が溶接されるため、この溶接治具が溶かされないように、図3(B)に示すように、溶接治具の上端が、外装缶10の開口部上端から少し低い位置にある。
続いて、図3(C)に示すように、上述のレーザ光発振装置と同様のものを用いて、広幅面の封口板31側の端部近傍をこの広幅面に対する角度θ2がほぼ90°となるようにレーザ光50(B)を照射して、小さな円形状のスポット(スポット径:数百μm)を形成するように集光する。
【0034】
このとき、上述の封止溶接とは異なり、レーザ光照射中おける走査は実施されないため、接合はスポット的に行なわれる。
このようなスポット的なレーザ溶接を1つの広幅面において6箇所、つまり、広幅面は2面あるため、合計で12箇所実施されることとなる。
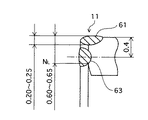
図4に示すように、このレーザ光が照射されたスポットの部分では、封口板31の側面部と外装缶10の側面部とが溶融して溶融池が生じるが、その溶融池は短時間で凝固し、(第2のナゲットの一例としての)ナゲット63を形成する。
【0035】
このとき、ナゲット63の中心位置は、封口板31の露出面から約0.4mm離れたところにあり、封口板31におけるナゲット63の最下端NLは、封口板31の露出面から0.6mmから0.65mm離れた位置にある。
ここで、便宜的に、上述の溶接を側面溶接という。
そして、図3(D)に示すように、負極端子32のスリーブ部32(C)の開口に注入用配管が挿入され、この配管を介して電解液が注入される。
【0036】
電解液の注入完了後、図3(E)に示すように、最後にゴム板32(B)を頭部32(A)内にセットし、頭部32(A)とスリーブ部32(C)とを抵抗溶接する。
(ナゲット63による効果について)
図5に示すように、従来の角形密閉式電池1005は、ナゲット63(12個)がない点のみが、第1の実施形態の角形密閉式電池5と異なる。
【0037】
この従来の角形密閉式電池1005の膨化形状に着目すると、封口板側と電池底側とでは、封口板側の変形量が大きく、変形のピーク点は、電池中央より封口板側にシフトしていることが判った。
この理由は、缶の平面部を梁に例えると、外装缶の封口板側の支点は、封口板との溶接深さは0.2mm程度であるため、接合面積が小さく、回転端を支点とする変形の形態に近いものと捉えることができる。
【0038】
一方、缶底側に着目すると、缶側面と缶底とは一体成形されており、缶底厚みは0.5mm程度あり、缶底と缶側面との境界部分が丸みを帯びているため、構造的に強く、固定端を支点とする変形の形態に近いものと捉えることができる。
このため、缶平面に等分布荷重(内圧)が働いても、外装缶の封口板側の変形量が大きく、変形のピーク点が外装缶の封口板側にシフトする。
【0039】
本実施の形態における角形密閉式電池5は、図4に示すように、封口板31の露出面の外周に沿って深さ0.20mm〜0.25mmのナゲット61が形成されると共に、12箇所において、この露出面を基準として深さほぼ0.4mmの位置にもナゲット63が形成されている。
したがって、従来の角形密閉式電池に比べ、本実施の形態の角形密閉式電池5は、ナゲット63があることにより、外装缶10の封口板側は、接合範囲が電池長手方向に拡大されることとなるため、封口板側における変形の形態としては、回転端を支点とする変形の形態から固定端を支点とする変形の形態へと近づいている。
【0040】
つまり、図5の従来例においては、深さ0.20mm〜0.25mmと浅いナゲット61だけで外装缶端部が接合されているため、この接合点を中心として回転方向に外装缶が変形する可能性もあるが、本第1の実施形態では、ナゲット61に加えてナゲット63があることにより、外装缶端部がより強固に固定されて、回転方向の変形を抑止し、外装缶の変形量、即ち、膨化量を抑制することができる。
【0041】
(評価試験)
発明者らは、側面溶接の膨化に対する抑止効果を確認するため、評価試験を実施した。
この評価試験は、封止溶接が実施されている従来の角形密閉式電池(以下、「従来品」という。)及び封止溶接と側面溶接とが実施されており、溶接点数がそれぞれ異なる3パターンの角形密閉式電池(以下、「テスト品」という。)について、内圧を段階的に増加させ、各段階における膨化量を測定するものである。
【0042】
なお、発明者らは、これらと合わせて、外装缶10の材料にMgを添加して、外装缶10の強度をさらに高めた角形密閉式電池(以下、「比較参考品」という。)についても同様の評価試験を実施した。
ここで、便宜上、従来品、テスト品及び比較参考品を総称して試験品という。
また、発明者らは、電池サイズの異なる2つの型式の角形密閉式電池を用意し、これらそれぞれについて上記評価試験を実施した。
【0043】
表1及び表2に各試験品の溶接対象部品の仕様を示す。
【0044】
【表1】
 型式がUF463450の角形密閉式電池は、型式がUF383450の角形密閉式電池よりもサイズ的に大きい。
型式がUF463450の角形密閉式電池は、型式がUF383450の角形密閉式電池よりもサイズ的に大きい。
ここで、長辺側面とは、膨化が顕著に発生している外装缶10の面積が最も大きな平面、即ち、先に述べた広幅面のことである。
【0045】
また、缶底とは、文字通り外装缶10の底部であり、封口板31の露出している面に対向する面である。
そして、短辺側面とは、長辺側面と缶底とに対してそれぞれ垂直な位置関係にある外装缶10の面、即ち、図1のYZ平面に平行な面(以下、「狭幅面」という。)である。
【0046】
外装缶10の肉厚に関しても、型式がUF463450の角形密閉式電池の方が、型式がUF383450の角形密閉式電池よりも、若干厚くなっている部分がある。
今回、側面溶接として、溶接の点数、溶接点のピッチなどを変えた、3つのパターンでレーザ溶接を試みた。
表2に、側面溶接としての仕様を示す。
【0047】
【表2】
このうち、テスト品2及びテスト品5が本実施の形態における角形密閉式電池5の溶接仕様となっている。
(試験結果)
評価試験の結果を表3及び表4に示す。
【0048】
【表3】
外装缶のサイズが小さい角形密閉式電池(型式:UF383450)では、側面溶接の3パターン(テスト品1〜3)全てにおいて、従来品1よりも各圧力における膨化量が小さくなっている。
【0049】
これは、従来品1は、封止のために実施される溶接部を支点として外装缶が変形しているのに対し、テスト品1〜3は、広幅面において接合された溶接部近傍を支点として変形が起こっているためと考えられる。
また、溶接点数が多く、溶接点のピッチが狭いものほど、膨化量は、緩やかな減少傾向を示している。
【0050】
これは、側面溶接の溶接点数が多いほど、変形の支点部分がより強固に固定され、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくためであると考えられる。
通常、角形密閉式電池の内圧は、充電状態、劣化度合により変化するが、通常使用範囲であれば、0.01MPa〜0.03MPa程度と考えられている。
【0051】
この圧力範囲において、テスト品1は、従来品1に比べて、膨化量の差が0.06mm〜0.16mm生じ、テスト品で2は、従来品1と0.07mm〜0.20mmの膨化量の差が生じ、テスト品3は、従来品1と0.14mm〜0.23mmの膨化量の差が生じている。
一方、上記圧力範囲において、高強度な材料を外装缶に使用した比較参考品1は、従来品1と比べて、膨化量の差が0.01mm〜0.02mmしか生じておらず、膨化に対する抑止効果は、側面溶接に比べ小さいと言える。
【0052】
【表4】
外装缶が大きな角形密閉式電池(型式:UF463450)においても、側面溶接の3パターン(テスト品4〜6)全てにおいて、従来品2よりも各圧力における膨化量が小さくなっている。
【0053】
これも、型式UF383450のテスト品1〜3において、従来品1よりも各圧力における膨化量が小さくなっている理由と同様、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づいたためと考えられる。
溶接点数が多く、溶接点のピッチが狭いものほど、膨化量は、緩やかな減少傾向を示していることも、UF383450と同様の特徴である。
【0054】
通常の使用時における圧力である0.01MPa〜0.03MPaにおいて、テスト品4は、従来品2と0.03mm〜0.05mmの膨化量の差が生じ、テスト品で5は、従来品2と0.05mm〜0.10mmの膨化量の差が生じ、テスト品6は、従来品2と0.07mm〜0.15mmの膨化量の差が生じている。
【0055】
一方、上記圧力範囲において、高強度な材料を外装缶に使用した比較参考品2は、従来品2と0.00mm〜0.01mmの膨化量の差しか生じておらず、膨化に対する抑止効果は、側面溶接に比べ小さいと言える。
以上のように、第1の実施形態における角形密閉式電池は、封止のために実施される封口板と外装缶との境界部全域において行なわれる封止溶接に加え、外装缶の側面であって、前記溶接位置を基点として封口板の端部から遠ざかる位置に、外装缶と封口板とを接合する側面溶接が施されているため、内圧が上昇した場合において、従来の封止溶接の溶接部を支点とする外装缶の変形の形態から、この封止溶接の溶接位置よりもさらに電池の中心方向に位置する側面溶接の溶接部近傍も支点とする外装缶の変形の形態となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化を抑制することができる。
【0056】
なお、第1の実施の形態では、側面溶接において、1つの広幅面につき6点、広幅面は2面あるため合計で12点実施しているが、これに限らず、少なくとも1点以上あればよい。
その場合、溶接点数が増えるほど、膨化の抑制効果が大きくなる。
また、側面溶接は、レーザ光照射中における走査を実施しないとしたが、走査を実施してもよい。
【0057】
その場合、走査方向に伸びる線状のナゲット部が形成される。
また、側面溶接においては、この走査を外装缶10の開口部の全周または当該全周の一部の区間において実施し、連続的に接合してもよい。
この走査方向は、例えば、図1のX軸方向に限るものではなく、Z軸方向に実施しても良い。
【0058】
また、第1の実施形態では、封止溶接の実施後に、側面溶接を実施したが、これに限らず、側面溶接の実施後に、封止溶接を実施してもよい。
また、封止溶接及び側面溶接の実施には、レーザ溶接を実施しているが、これは、封口板及び外装缶がアルミムウムを主たる材料としていたため、アルミニウムの溶接に適した溶接工法を用いたにすぎない。
【0059】
つまり、封止溶接及び側面溶接の材料次第では、レーザ溶接を実施する必要はなく、例えば、これらの材料が鉄やステンレスなどであった場合、レーザ溶接に代えて、抵抗溶接を実施することもできる。
(第2の実施形態)
図6は、第2の実施形態に係る角形密閉式電池の斜視図であり、図7は、図6におけるC−C’線断面図である。
【0060】
この角形密閉式電池105は、第1の実施形態の角形密閉式電池5と同じリチウム二次電池であって、この電池を構成する部材も角形密閉式電池5と全て同じであり、以下の点で角形密閉式電池5とは異なる。
即ち、第2の実施形態の角形密閉式電池105では、第1の実施形態の角形密閉式電池5において実施されていた側面溶接に代わり、封口板31の露出面に対してほぼ垂直となる方向から、外装缶10の幅広面に面した開口部端面上の12箇所にレーザ光を照射して、封口板31と外装缶10とを接合する溶接(以下、「深溶接」という。)が実施されている。
【0061】
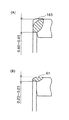
これにより、図8(A)に示すように、角形密閉式電池105のナゲット形状、つまり、図6のC−C’断面におけるナゲットの形状が、角形密閉式電池5のナゲット形状、即ち、図4のナゲット形状とは異なる。
より具体的には、図8(A)に示すように、深溶接におけるナゲット163が、第1の実施形態における角形密閉式電池5において存在していた封止溶接による(第1のナゲットの一例としての)ナゲット61と側面溶接による(第2のナゲットの一例としての)ナゲット63の位置に跨るように形成されている。
【0062】
また、深溶接が行なわれなかったD−D’断面上では、図8(B)に示すように、第1の実施形態と同様の封止溶接によるナゲット61が形成されている。
(電池の製造方法)
次に、この角形密閉式電池105の製造方法について説明する。
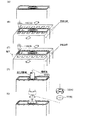
第1の実施形態において説明したように、外装缶10を作成する工程から電極体20を、外装缶10の中に挿入すると共に、リード板21を絶縁スリーブに通し、集電板33と電気的に接続し、図9(A)に示すように、封口体30を外装缶10の開口部に圧入して嵌め込む工程までは、第1の実施形態と同様であるので、説明を省略する。
【0063】
封口体30を外装缶10の開口部に圧入して嵌め込んだ後、外装缶10における幅の広い面、即ち、幅広面の端面と封口板31との境界部11付近12箇所(1幅広面について6箇所)に、封口板31に対する角度θ3がほぼ90°となるように、イットリウムアルミニウムガーネット(YAG)を用いてパルス状に発光させるレーザ光発振装置を用い、レーザ光150(A)を照射して、小さな楕円形状のスポット(スポット径:数百μm)を形成するように集光し、封口板31と外装缶10とを接合する深溶接を実施する。
【0064】
このとき、後述の封止溶接よりも深く溶け込ませるために、封止溶接を実施するときよりも出力を高めてレーザ光150(A)を照射する。
なお、この深溶接におけるレーザ光照射位置は、後述の封止溶接におけるレーザ光照射軌跡上の12箇所である。
より具体的には、図8(A)に示すように、封口板31と外装缶10との境界部11上のレーザ光150(A)が照射されたスポットの部分において、深さ0.60から0.65mm程度の溶融池を生じる程度にレーザ光150の出力を調整する。
【0065】
なお、上記溶融池は、短時間で凝固し、ナゲット163を形成する。
深溶接を実施する際、外装缶10と封口板31とを密着させるための溶接治具が用いられる。
この溶接治具は、外装缶10の開口部近傍の幅広面を両側から挟み込むためのものであり、その目的は、溶接時において外装缶10と封口板31との密着度合いを高めることにある。
【0066】
図9(B)に示すように、この溶接治具の形状は、深溶接の実施によりこの溶接治具が溶かされないよう、幅広面における前記開口部近傍の深溶接が行なわれない区間のみを押圧できる櫛状となっている。
レーザ光150を照射しながら、レーザ光150(A)のスポットに向けてアシストガスを噴射し、溶接箇所の酸化が防止するのは、第1の実施形態における封止溶接及び側面溶接と同様である。
【0067】
そして、図9(C)に示すように、封口板31と外装缶10との境界部11に沿って、レーザ光150(B)を照射しながら走査することによって溶接を行う。
この溶接方法は、第1の実施形態における封止溶接の方法と同じであるため、説明を省略する。
【0068】
封止溶接を実施する際においても、上述の溶接治具が用いられるが、封止溶接では、外装缶10の開口部全周が溶接されるため、溶接治具が溶かされないように、図9(C)に示すように、溶接治具が、深溶接における溶接治具位置よりも、この開口部から遠ざかる方向にずらされている。
なお、厳密には、上述の境界部11上の12箇所には、既に、深溶接によるナゲットが存在し、この面が入射光に対して直角ではなくなっており、レーザ光のスポット径は、楕円となって面積が拡大するため十分な加熱が困難となるが、既にこの部位は、深溶接によって封口板31と外装缶10とが接合されているため問題はない。
【0069】
ここで、発明者らは、封止溶接を実施した後に、深溶接を実施することも試みたが、その場合、封止溶接により形成されたナゲットの表面上の凹凸が、深溶接におけるレーザ光を乱反射させ、深さ方向における十分な溶け込み量(0.60mm〜0.65mm)を確保できないことが明らかとなった。
つまり、深溶接は、封止溶接の前に実施する必要がある。
【0070】
そして、図9(D)に示すように、第1の実施形態と同様に、負極端子32のスリーブ部32(C)の開口に注入用配管が挿入され、この配管を介して電解液が注入され、さらに、図9(E)に示すように、ゴム板32(B)が頭部32(A)内にセットされた状態で、頭部32(A)とスリーブ部32(C)とが抵抗溶接される。
【0071】
(ナゲット163による効果について)
第2実施の形態における角形密閉式電池105は、図6及び図8(A)、(B)に示すように、封口板31の露出面の外周に沿って深さ0.20mm〜0.25mmのナゲット61が形成されると共に、12箇所において、この露出面から深さ0.60mm〜0.65mmまでにわたるナゲット163が形成されている。
【0072】
したがって、従来の角形密閉式電池に比べ、第2の実施形態の角形密閉式電池105は、ナゲット163があることにより、外装缶10の封口板側は、接合範囲が電池長手方向に拡大されることとなるため、封口板側において、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づいており、その結果、外装缶の変形量、即ち、膨化量を抑制することができる。
【0073】
さらに、第2の実施形態におけるナゲット163の形成は、第1の実施形態におけるナゲット63の形成に比べ、容易に形成することができる。
これは、封止溶接及び深溶接のレーザ光照射角度が同一であるため、レーザ光発振装置のレーザ照射口を図6のXY平面上を平行移動することのみで、封止溶接と深溶接とを実施できるためである。
【0074】
つまり、レーザ照射口をXY平面上において平行移動するという動作は、封止溶接において実施される通常の動作であり、現存の設備で実施可能である。
一方、第1の実施形態においては、封止溶接のレーザ光照射角度と側面溶接のレーザ光照射角度同士でほぼ垂直の関係となるため、外装缶10を90度傾けるか、もしくは、レーザ光発振装置を90度傾ける必要が生じ、これらを実現するための新たな設備の追加を余儀なくされ、さらに、このような90度回転を実施するための時間が必要となる。
【0075】
このため、第2の実施形態の角形密閉式電池105は、第1の実施形態の角形密閉式電池5よりも、低コストで作成することができる。
(評価試験)
発明者らは、深溶接の膨化に対する抑止効果を確認するため、第2実施の形態における角形密閉式電池105(テスト品7)について評価試験を実施した。
【0076】
この角形密閉式電池105は、上述のUF383450とサイズ的に同じであり、材質的には、A3005相当である。
表5に、評価試験の結果を示す。また、比較のために、従来品1及びテスト品2の結果も合わせて示す。
(試験結果)
【0077】
【表5】
角形密閉式電池の通常時の圧力である、0.01MPa〜0.03MPaにおいて、深溶接がなされたテスト品7は、側面溶接がなされたテスト品2よりも0.02mm〜0.05mm程度膨化量が大きい。
【0078】
つまり、深溶接は、膨化に対する抑止効果があるものの、側面溶接の膨化に対する抑止効果に比べると、抑止効果が若干小さいことが明らかとなった。
ただし、溶接コストについては、先にも述べたように、深溶接の方が、側面溶接よりも低くなる。
以上のように、第2の実施形態における角形密閉式電池は、封止のために実施される封口板と外装缶との境界部全域において行なわれる封止溶接に加え、さらに、この境界部近傍における離散的位置にこの封止溶接よりも溶け込み深さが深い、封口板と外装缶とを接合する深溶接が施されているため、内圧が上昇した場合において、従来の封止溶接の溶接部を支点とする外装缶の変形の形態から、この封止溶接の接合位置よりもさらに深い位置、即ち、より電池の中心方向に位置する深溶接の接合部近傍も支点とする外装缶の変形の形態となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化を抑制することができる。
【0079】
なお、第2の実施の形態では、深溶接において、1つの広幅面につき6点、広幅面は2面あるため合計で12点実施しているが、これに限らず、少なくとも1点以上あればよい。
その場合、溶接点数が増えるほど、膨化の抑制効果が大きくなる。
また、このように深溶接を離散的に実施することにより、全周溶接である封止溶接ではできなかった、以下の利点がある。
【0080】
即ち、外装缶10と封口板31とを境界部を全周溶接する封止溶接では、外装缶10の開口部の全周にわたり母材が溶融されるため、外装缶10の幅広面側から押圧し、外装缶10と封口板31とを密着させる溶接治具は、この開口部近傍から距離をおいた範囲で、前記押圧を実施せざるを得なかった。
このため、溶接時における外装缶10と封口板31との密着度合いが、必ずしも良好とは言えない。
【0081】
これに対して、外装缶10と封口板31との境界部11を離散的に溶接する深溶接では、前記境界部11であって、深溶接が行なわれない区間となる前記開口部近傍を外装缶10の幅広面側から押圧することができる。
このため、深溶接における外装缶10と封口板31との密着度合いは、封止溶接よりも向上し、溶接品質が向上する。
【0082】
【発明の効果】
以上の説明から明らかなように、本発明に係る角形密閉式電池は、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットが形成されており、前記第2のナゲットが形成されている位置は、前記第1のナゲットが形成されている位置よりも前記開口部から遠ざかる方向に存在することを特徴とし、また、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、第1のナゲットの深さよりもさらに深い深さまで、外装缶と封口板とにわたる第2のナゲットが離散的に形成されていることを特徴とする。
【0083】
本発明に係る角形密閉式電池では、第2のナゲットの存在により、第2のナゲットがなかった従来の角形密閉式電池よりも、封口板側の封口板と外装缶との溶接面積が封口板の露出面から遠ざかる方向に拡大する。
ここで、この封口板側の外装缶の変形に着目すれば、従来、第1のナゲットを支点とする変形であったものが、第1のナゲット及び第2のナゲットを支点とする変形となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化が抑制される。
【0084】
また、第2の溶接は、離散的に実施されるため、連続的に溶接する場合よりも、溶接に要する時間が短くなり、コストが低減される。
また、本発明に係る電池の製造方法は、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含み、前記第2の溶接ステップでは、前記第2のナゲットの形成される位置が、前記第1のナゲットが形成される位置よりも前記開口部から遠ざかる方向に存在するように溶接位置が決められていることを特徴とし、また、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記第1の溶接ステップよりもさらに深く、前記境界部を離散的に溶融することにより、外装缶と封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含むことを特徴とする。
【0085】
これにより、角形密閉式電池に第1のナゲット及び第2のナゲットが形成される。
ここで、この封口板側の外装缶の変形に着目すれば、従来、第1のナゲットを支点とする変形であったものが、本発明に係る角形密閉式電池の製造方法により作成された角形電池では、第1のナゲット及び第2のナゲットを支点とする変形となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化が抑制される。
【0086】
また、前記第2の溶接ステップでは、第2のナゲットが局部的に形成されるため、第1の溶接ステップのように連続的に溶接する場合よりも、溶接に要する時間が短くなり、コストが低減される。
また、前記第1の溶接ステップおよび前記第2の溶接ステップでは、レーザ溶接が用いられ、前記第1の溶接ステップは、前記第2の溶接ステップが実施された後に実施されるとしてもよい。
【0087】
一般的に、既に溶接が行なわれた面、即ち、溶融して凝固した面に新たなレーザ溶接を実施する場合、その溶接面は、平らではなく、傾いたり、波打ったりしているため、同じスポット径のレーザ光を照射したとしても、被照射部の面積が、溶接面が平らな場合よりも大きくなり、その結果、被照射部におけるレーザ光のエネルギ密度が下がる。
【0088】
第2の溶接ステップでは、第1の溶接ステップよりも深くナゲットを形成するため、第1の溶接ステップよりも高エネルギ密度のレーザ光を照射する必要があり、既に第1の溶接ステップにより溶接が行なわれた面に対して第2の溶接ステップによる溶接を実施した場合、上記理由により被照射部におけるレーザ光のエネルギ密度が下がるため、ナゲットを深く形成することは困難となる。
【0089】
そこで、第2の溶接ステップよりも後に第1の溶接ステップを実施することにより、第2の溶接ステップにおいて、平らな面への溶接が可能となり、溶接条件が改善され、深いナゲットが容易に形成される。
【図面の簡単な説明】
【図1】本実施形態に係る角形密閉式電池の斜視図である。
【図2】図1におけるA−A’線断面図である。
【図3】(A)は、封口体を外装缶の開口部に圧入して嵌め込んだ状態を示す図である。
(B)は、封止溶接の実施状況を示す図である。
(C)は、側面溶接の実施状況を示す図である。
(D)は、電解液の注入の状況を示す図である。
(E)は、スリーブ部に、頭部を抵抗溶接する状況を示す図である。
【図4】封止溶接及び側面溶接を実施した箇所の溶け込み状況を示す図である。
【図5】従来の角形密閉式電池の変形状況を示す図である。
【図6】第2の実施形態に係る角形密閉式電池の斜視図である。
【図7】図6におけるC−C’線断面図である。
【図8】(A)は、深溶接を実施した箇所の溶け込み状況を示す図である。
(B)は、封止溶接を実施した箇所の溶け込み状況を示す図である。
【図9】(A)は、封口体を外装缶の開口部に圧入して嵌め込んだ状態を示す図である。
(B)は、深溶接の実施状況を示す図である。
(C)は、封止溶接の実施状況を示す図である。
(D)は、電解液の注入の状況を示す図である。
(E)は、スリーブ部に、頭部を抵抗溶接する状況を示す図である。
【図10】(A)は、従来の角形密閉式電池の斜視図である。
(B)は、従来の角形密閉式電池において、膨化が生じた状態の斜視図である。
【符号の説明】
5 角形密閉式電池
10 外装缶
11 境界部
20 電極体
21 リード板
30 封口体
31 封口板
31(A) 貫通孔
31(B) 切り欠き部
32 負極端子
32(A) 頭部
32(B) ゴム板
32(C) スリーブ部
33 集電板
34 ガスケット
35 負極タブ
40、41 絶縁スリーブ
50(A)、(B) レーザ光
61、63 ナゲット
105 角形密閉式電池
150(A)、(B) レーザ光
163 ナゲット
【発明の属する技術分野】
本発明は、外装缶の開口部と封口板とをレーザ溶接することにより封止された角形密閉式電池に関する。
【0002】
【従来の技術】
近年、携帯電話、AV機器、コンピュータなどの携帯機器の需要が高まるに伴い、電池に対する高性能化への要求が急速に高まっており、中でも、ニッケルカドミウム電池、ニッケル−水素電池、リチウム二次電池といった二次電池に対して高い要望がある。
【0003】
このような電池は一般的に密閉式であって、電池の形状としては、円筒形や角形が一般的であり、その中でも、角形密閉式電池は、携帯機器に搭載するに際してスペース効率が優れている点で注目されている。
図10(A)は、従来の角形密閉式電池の斜視図である。
従来の角形密閉式電池1005は、金属製の板体を深絞り加工することによって、有底筒状に成形してこの外装缶が作製され、その外装缶に正極・負極からなる発電素体を収納し、外装缶の開口部に封口板を装着し、外装缶の開口部と封口板の外周とが溶接され、封止されている。
【0004】
このような角形密閉式電池は、単体で使用される場合の他、複数個が1つの筐体の中に内包されて、より高電圧の出力が可能なパック電池として使用される場合もある。
近年、このようなパック電池は、軽薄短小化に加え、高容量化が図られているため、筐体内部の無駄な空間は殆ど無い。
【0005】
ところで、充放電に伴い発生するガスによる内圧の上昇により、角形密閉式電池の外装缶表面(主に幅が広い2面)が、数100μm程度外側に変形する現象(以下、「膨化」という。)が生じる場合がある。
角形密閉式電池がパック電池の筐体内に内包される際、既に30%〜50%充電状態にあり、内圧に換算すると0.005〜0.01MPa程度となっている。
【0006】
この時点で、膨化が著しい場合には、角形密閉式電池を上記筐体内の所定の場所にセットできなくなる恐れがある。
また、上記セットが実施できたとしても、内包されている角形密閉式電池の膨化により、上記筐体に無理な力が加わっている場合、この筐体を封止するために実施する超音波溶着が不良となる恐れがある。
【0007】
ここで、超音波溶着とは、例えば、上下2つに分割される樹脂製の筐体に、超音波振動と同時に圧力を加えることで、分割部分の嵌合部に強力な摩擦熱を発生させ、この嵌合部表面を溶融させ、接合することを言う。
さらに、上記筐体内に角形密閉式電池をセットし、この筐体を封止できたとしても、その後、角形密閉式電池の内圧が上昇し、膨化がさらに進行した場合、パック電池の筐体が内部から圧迫され、筐体の変形、亀裂などを招く恐れがある。
【0008】
特に、上記筐体内において、各角形密閉式電池が膨れる方向に、複数の角形密閉式電池を重ねて配置した場合には、各角形密閉式電池の膨化による寸法変化量(以下、「膨化量」という。)の総和が、このパック電池内部の寸法変化量となり、筐体の変形がより助長されることとなる。
このため、パック電池を設計するうえで、角形密閉式電池の膨化量を少しでも小さく抑えることが重要な課題となっている。
【0009】
このような課題に対して、外装缶の板厚を部分的にアップして、内圧による変形に対する耐力を向上し、膨化を抑制する角形密閉式電池もある。(例えば、特許文献1参照)
【0010】
【特許文献1】
特開平11−135080号公報
【0011】
【発明が解決しようとする課題】
しかしながら、外装缶の板厚を部分的にアップする場合、電池質量が増加することとなり、軽量化の要請に逆行することとなる。
また、通常、外装缶の外寸は、厳格に規定されているため、外装缶の板厚をアップした場合、外装缶内部の空間が減少することとなり、規定量の電解液を注入することが困難となる。
【0012】
本発明は、このような課題に鑑みなされたものであって、膨化の発生を抑制可能な角形密閉式電池及びその製造方法を提供することを目的とする。
【0013】
【課題を解決するための手段】
上記の目的を達成するために、本発明に係る角形密閉式電池は、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットが形成されており、前記第2のナゲットが形成されている位置は、前記第1のナゲットが形成されている位置よりも前記開口部から遠ざかる方向に存在することを特徴とし、また、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、第1のナゲットの深さよりもさらに深い深さまで、外装缶と封口板とにわたる第2のナゲットが離散的に形成されていることを特徴とする。
【0014】
また、本発明に係る電池の製造方法は、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含み、前記第2の溶接ステップでは、前記第2のナゲットの形成される位置が、前記第1のナゲットが形成される位置よりも前記開口部から遠ざかる方向に存在するように溶接位置が決められていることを特徴とし、また、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記第1の溶接ステップよりもさらに深く、前記境界部を離散的に溶融することにより、外装缶と封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含むことを特徴とする。
【0015】
【発明の実施の形態】
本発明の実施の形態について、図面を参照しながら詳細に説明する。
(第1の実施形態)
図1は、本実施形態に係る角形密閉式電池の斜視図であり、図2は、図1におけるA−A’線断面図である。
【0016】
この角形密閉式電池5は、リチウム二次電池であって、有底角筒形の外装缶10の内部に、電極体20に非水電解液が含浸された発電素体が収納され、外装缶10の開口部を封口体30で封口した構造である。
外装缶10は、Al−Mn系合金の板が有底角筒形に成形されたものである。
このAl−Mn系合金は、JIS規格に照らし合わせると、A3005に最も近い材料(以下、「A3005相当」という。)であり、アルミニウムを主成分としているため軽量であり、またマンガンが添加されていることにより、アルミニウム単体と比べて引っ張り強度が大きい。
【0017】
図2に示すように、封口体30は、外装缶10の開口部に嵌まり込むよう成形された封口板31に、負極端子32が、円筒状の集電板33と内接するガスケット34を介して貫通して取り付けられた構成である。
封口板31は、外装缶10の材料と同じAl−Mn系合金の板、即ち、A3005相当が、外装缶10の開口部と同じ長方形状に成形されたものである。
【0018】
外装缶10と封口板31との境界部は、全周に渡ってレーザ溶接され、封止されている。
また、図1に示すように、外装缶10の開口部の長辺を含む2つの平面、即ち、図1のZX平面に平行な面(以下、「広幅面」という。)それぞれにおいて、開口部の近傍6箇所にスポットレーザ溶接が実施されている。
【0019】
また、図2に示すように、負極端子32は、外観が円筒状であって、材料としてSPCCにNiメッキが施された頭部32(A)が、安全弁を形成するためのゴム板32(B)を収容した状態で、同じく材料としてSPCCにNiメッキが施され、給電路及び電解液注入口を兼ね備えた管状のスリーブ部32(C)に抵抗溶接されたものである。
【0020】
封口板31の中央部には、負極端子32のスリーブ部32(C)を貫通させるための貫通孔31(A)が形成されており、封口板31の外表面における貫通孔31(A)の周りは、負極端子32のスリーブ部32(C)が嵌まり込むように切り欠き部31(B)が形成されている。
負極端子32におけるスリーブ部32(C)の電池内部側の外周には、円筒状の集電板33が外接しており、これらの負極端子32及び集電板33は、ガスケット34によって封口板31と絶縁された状態で、スリーブ部32(C)の先端部が、かしめ圧着されることにより封口板31に固定されている。
【0021】
電極体20は、負極板と正極板とがセパレータを介して積層された状態で巻回され、その後に断面楕円状に成形されたものである。
負極板は、層状カーボン(グラファイト粉末)が板状の芯体に塗着されたものであって、この負極板には、ばね性を有してスリーブ部32(C)への給電路を形成する負極タブ35が接続されている。
【0022】
一方、正極板は、正極活物質としてのリチウム含有酸化物(例えばコバルト酸リチウム)と導電剤(例えばアセチレンブラック)とからなる正極合剤が、板状の芯体に塗着されたものであって、正極端子兼用の外装缶10と直接接触して電気的に接続されている。
電極体20に含浸される非水電解液は、例えば、エチレンカーボネート及びジメチルカーボネートからなる混合溶媒に、溶質としてのLiPF6を溶解したものである。
【0023】
電極体20と封口板31との間及び電極体20と外装缶の底部との間には、それぞれ絶縁性樹脂からなる絶縁スリーブ40及び41が介挿され、これによって電極体20は、外装缶10内の定位置に固定されると共に、封口体30及び外装缶の底部との接触が防止されるようになっている。
(電池の製造方法)
次に、この角形密閉式電池5の製造方法について説明する。
【0024】
外装缶10は、Al−Mn系合金の平板を、パンチとダイスを用いて深絞り加工を施して有底角筒形に成型することにより作製する。
封口板31は、Al−Mn系合金の平板に対して、その厚み方向に押圧力を加えることにより切り欠き部31(B)に相当する凹みを形成すると共に、封口板31の外縁及び貫通孔31(A)を打ち抜くことによって作製することができる。
【0025】
具体的には、上記合金平板に対して、鍛造加工技術(特に硬貨を製造するコイニング技術)を用いて、切り欠き部31(B)に相当する形状の凸部を有するパンチで平板を押圧することによって切り欠き部31(B)に相当する凹みを形成し、その後に、貫通孔31(A)の縁に相当するところ及び封口板31の外縁に相当するところをパンチ及びダイでせん断加工することによって作製することができる。
【0026】
封口体30は、封口板31の貫通孔31(A)に、ガスケット34及び負極端子32を嵌めこみ、負極端子32のスリーブ部32(C)に集電板33を嵌め込んで(ただし負極端子32においてゴム板32(B)及び頭部32(A)のキャップは除いておく。)、スリーブ部32(C)の先端部をかしめ圧着することにより作製する。
【0027】
電極体20は、リード板21付きの帯状の負極板を帯状のセパレータで覆い、これと帯状の正極板とを積層させ、巻回した後、断面が楕円形状となるよう押しつぶすことによって作製する。
このように作製した電極体20を、外装缶10の中に挿入すると共に、リード板21を絶縁スリーブに通し、集電板33と電気的に接続する。
【0028】
次に、図3(A)に示すように、封口体30を外装缶10の開口部に圧入して嵌め込み、以下に説明するように封口板31と外装缶10との境界部11に沿って、図3(B)に示すように、レーザ光50(A)を照射しながら走査することによって溶接を行う。
上記レーザ光の照射には、イットリウムアルミニウムガーネット(YAG)を用いてパルス状に発光させる(例えば、レーザパルス繰返数:50pps)レーザ光発振装置が用いられ、図3(B)に示すように、レーザ光50(A)は、封口板31と外装缶10との境界部11上に、封口板31に対する角度θ1がほぼ90°となるように照射され、小さな円形状のスポット(スポット径:数百μm)が形成されるように集光される。
【0029】
このようなレーザ光照射方式は、スポットが照射される部分を局所的に溶融させることができるので、溶接箇所の周囲にある部材(ガスケット34や絶縁スリーブ40、41など)に熱的損傷は加わりにくい。
図4に示すように、レーザ光が照射されたスポットの部分では、封口板31と外装缶10との境界部11が溶融して深さ0.20から0.25mm程度の溶融池が生じるが、その溶融池は短時間で凝固し、(第1のナゲットの一例としての)ナゲット61を形成する。
【0030】
上記レーザ光発振装置で発振する際のレーザパルス繰返数並びに走査速度は、レーザ光50(A)のスポットが、直前のパルスで照射したスポットと適度にオーバーラップするよう(通常40〜60%程度のオーバーラップ率となるよう)調整する。
このように、レーザ光50(A)を照射しながら、レーザ光50(A)のスポットに向けてアシストガスを噴射し、このアシストガス雰囲気中で溶接を行うことによって、溶接箇所の酸化が防止されるようになっている。
【0031】
アシストガスとしては、一般に窒素ガスが用いられるが、アルゴンガスなどの不活性ガスや水素ガス、酸素などが用いられる場合もある。
このようにしてレーザ光50(A)を照射しながら走査することによって、境界部11の全周にわたって溶接を行い、封止を完了する。
ここで、便宜的に、上述の溶接を封止溶接という。
【0032】
封止溶接を実施する際、外装缶10と封口板31との境界部を密着させるための溶接治具が用いられる。
この溶接治具は、外装缶10の開口部近傍の幅広面を両側から挟み込むためのものであり、その目的は、溶接時において外装缶10と封口板31との密着度合いを高めることにある。
【0033】
なお、封止溶接では、外装缶10の開口部全周が溶接されるため、この溶接治具が溶かされないように、図3(B)に示すように、溶接治具の上端が、外装缶10の開口部上端から少し低い位置にある。
続いて、図3(C)に示すように、上述のレーザ光発振装置と同様のものを用いて、広幅面の封口板31側の端部近傍をこの広幅面に対する角度θ2がほぼ90°となるようにレーザ光50(B)を照射して、小さな円形状のスポット(スポット径:数百μm)を形成するように集光する。
【0034】
このとき、上述の封止溶接とは異なり、レーザ光照射中おける走査は実施されないため、接合はスポット的に行なわれる。
このようなスポット的なレーザ溶接を1つの広幅面において6箇所、つまり、広幅面は2面あるため、合計で12箇所実施されることとなる。
図4に示すように、このレーザ光が照射されたスポットの部分では、封口板31の側面部と外装缶10の側面部とが溶融して溶融池が生じるが、その溶融池は短時間で凝固し、(第2のナゲットの一例としての)ナゲット63を形成する。
【0035】
このとき、ナゲット63の中心位置は、封口板31の露出面から約0.4mm離れたところにあり、封口板31におけるナゲット63の最下端NLは、封口板31の露出面から0.6mmから0.65mm離れた位置にある。
ここで、便宜的に、上述の溶接を側面溶接という。
そして、図3(D)に示すように、負極端子32のスリーブ部32(C)の開口に注入用配管が挿入され、この配管を介して電解液が注入される。
【0036】
電解液の注入完了後、図3(E)に示すように、最後にゴム板32(B)を頭部32(A)内にセットし、頭部32(A)とスリーブ部32(C)とを抵抗溶接する。
(ナゲット63による効果について)
図5に示すように、従来の角形密閉式電池1005は、ナゲット63(12個)がない点のみが、第1の実施形態の角形密閉式電池5と異なる。
【0037】
この従来の角形密閉式電池1005の膨化形状に着目すると、封口板側と電池底側とでは、封口板側の変形量が大きく、変形のピーク点は、電池中央より封口板側にシフトしていることが判った。
この理由は、缶の平面部を梁に例えると、外装缶の封口板側の支点は、封口板との溶接深さは0.2mm程度であるため、接合面積が小さく、回転端を支点とする変形の形態に近いものと捉えることができる。
【0038】
一方、缶底側に着目すると、缶側面と缶底とは一体成形されており、缶底厚みは0.5mm程度あり、缶底と缶側面との境界部分が丸みを帯びているため、構造的に強く、固定端を支点とする変形の形態に近いものと捉えることができる。
このため、缶平面に等分布荷重(内圧)が働いても、外装缶の封口板側の変形量が大きく、変形のピーク点が外装缶の封口板側にシフトする。
【0039】
本実施の形態における角形密閉式電池5は、図4に示すように、封口板31の露出面の外周に沿って深さ0.20mm〜0.25mmのナゲット61が形成されると共に、12箇所において、この露出面を基準として深さほぼ0.4mmの位置にもナゲット63が形成されている。
したがって、従来の角形密閉式電池に比べ、本実施の形態の角形密閉式電池5は、ナゲット63があることにより、外装缶10の封口板側は、接合範囲が電池長手方向に拡大されることとなるため、封口板側における変形の形態としては、回転端を支点とする変形の形態から固定端を支点とする変形の形態へと近づいている。
【0040】
つまり、図5の従来例においては、深さ0.20mm〜0.25mmと浅いナゲット61だけで外装缶端部が接合されているため、この接合点を中心として回転方向に外装缶が変形する可能性もあるが、本第1の実施形態では、ナゲット61に加えてナゲット63があることにより、外装缶端部がより強固に固定されて、回転方向の変形を抑止し、外装缶の変形量、即ち、膨化量を抑制することができる。
【0041】
(評価試験)
発明者らは、側面溶接の膨化に対する抑止効果を確認するため、評価試験を実施した。
この評価試験は、封止溶接が実施されている従来の角形密閉式電池(以下、「従来品」という。)及び封止溶接と側面溶接とが実施されており、溶接点数がそれぞれ異なる3パターンの角形密閉式電池(以下、「テスト品」という。)について、内圧を段階的に増加させ、各段階における膨化量を測定するものである。
【0042】
なお、発明者らは、これらと合わせて、外装缶10の材料にMgを添加して、外装缶10の強度をさらに高めた角形密閉式電池(以下、「比較参考品」という。)についても同様の評価試験を実施した。
ここで、便宜上、従来品、テスト品及び比較参考品を総称して試験品という。
また、発明者らは、電池サイズの異なる2つの型式の角形密閉式電池を用意し、これらそれぞれについて上記評価試験を実施した。
【0043】
表1及び表2に各試験品の溶接対象部品の仕様を示す。
【0044】
【表1】
ここで、長辺側面とは、膨化が顕著に発生している外装缶10の面積が最も大きな平面、即ち、先に述べた広幅面のことである。
【0045】
また、缶底とは、文字通り外装缶10の底部であり、封口板31の露出している面に対向する面である。
そして、短辺側面とは、長辺側面と缶底とに対してそれぞれ垂直な位置関係にある外装缶10の面、即ち、図1のYZ平面に平行な面(以下、「狭幅面」という。)である。
【0046】
外装缶10の肉厚に関しても、型式がUF463450の角形密閉式電池の方が、型式がUF383450の角形密閉式電池よりも、若干厚くなっている部分がある。
今回、側面溶接として、溶接の点数、溶接点のピッチなどを変えた、3つのパターンでレーザ溶接を試みた。
表2に、側面溶接としての仕様を示す。
【0047】
【表2】
(試験結果)
評価試験の結果を表3及び表4に示す。
【0048】
【表3】
【0049】
これは、従来品1は、封止のために実施される溶接部を支点として外装缶が変形しているのに対し、テスト品1〜3は、広幅面において接合された溶接部近傍を支点として変形が起こっているためと考えられる。
また、溶接点数が多く、溶接点のピッチが狭いものほど、膨化量は、緩やかな減少傾向を示している。
【0050】
これは、側面溶接の溶接点数が多いほど、変形の支点部分がより強固に固定され、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくためであると考えられる。
通常、角形密閉式電池の内圧は、充電状態、劣化度合により変化するが、通常使用範囲であれば、0.01MPa〜0.03MPa程度と考えられている。
【0051】
この圧力範囲において、テスト品1は、従来品1に比べて、膨化量の差が0.06mm〜0.16mm生じ、テスト品で2は、従来品1と0.07mm〜0.20mmの膨化量の差が生じ、テスト品3は、従来品1と0.14mm〜0.23mmの膨化量の差が生じている。
一方、上記圧力範囲において、高強度な材料を外装缶に使用した比較参考品1は、従来品1と比べて、膨化量の差が0.01mm〜0.02mmしか生じておらず、膨化に対する抑止効果は、側面溶接に比べ小さいと言える。
【0052】
【表4】
【0053】
これも、型式UF383450のテスト品1〜3において、従来品1よりも各圧力における膨化量が小さくなっている理由と同様、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づいたためと考えられる。
溶接点数が多く、溶接点のピッチが狭いものほど、膨化量は、緩やかな減少傾向を示していることも、UF383450と同様の特徴である。
【0054】
通常の使用時における圧力である0.01MPa〜0.03MPaにおいて、テスト品4は、従来品2と0.03mm〜0.05mmの膨化量の差が生じ、テスト品で5は、従来品2と0.05mm〜0.10mmの膨化量の差が生じ、テスト品6は、従来品2と0.07mm〜0.15mmの膨化量の差が生じている。
【0055】
一方、上記圧力範囲において、高強度な材料を外装缶に使用した比較参考品2は、従来品2と0.00mm〜0.01mmの膨化量の差しか生じておらず、膨化に対する抑止効果は、側面溶接に比べ小さいと言える。
以上のように、第1の実施形態における角形密閉式電池は、封止のために実施される封口板と外装缶との境界部全域において行なわれる封止溶接に加え、外装缶の側面であって、前記溶接位置を基点として封口板の端部から遠ざかる位置に、外装缶と封口板とを接合する側面溶接が施されているため、内圧が上昇した場合において、従来の封止溶接の溶接部を支点とする外装缶の変形の形態から、この封止溶接の溶接位置よりもさらに電池の中心方向に位置する側面溶接の溶接部近傍も支点とする外装缶の変形の形態となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化を抑制することができる。
【0056】
なお、第1の実施の形態では、側面溶接において、1つの広幅面につき6点、広幅面は2面あるため合計で12点実施しているが、これに限らず、少なくとも1点以上あればよい。
その場合、溶接点数が増えるほど、膨化の抑制効果が大きくなる。
また、側面溶接は、レーザ光照射中における走査を実施しないとしたが、走査を実施してもよい。
【0057】
その場合、走査方向に伸びる線状のナゲット部が形成される。
また、側面溶接においては、この走査を外装缶10の開口部の全周または当該全周の一部の区間において実施し、連続的に接合してもよい。
この走査方向は、例えば、図1のX軸方向に限るものではなく、Z軸方向に実施しても良い。
【0058】
また、第1の実施形態では、封止溶接の実施後に、側面溶接を実施したが、これに限らず、側面溶接の実施後に、封止溶接を実施してもよい。
また、封止溶接及び側面溶接の実施には、レーザ溶接を実施しているが、これは、封口板及び外装缶がアルミムウムを主たる材料としていたため、アルミニウムの溶接に適した溶接工法を用いたにすぎない。
【0059】
つまり、封止溶接及び側面溶接の材料次第では、レーザ溶接を実施する必要はなく、例えば、これらの材料が鉄やステンレスなどであった場合、レーザ溶接に代えて、抵抗溶接を実施することもできる。
(第2の実施形態)
図6は、第2の実施形態に係る角形密閉式電池の斜視図であり、図7は、図6におけるC−C’線断面図である。
【0060】
この角形密閉式電池105は、第1の実施形態の角形密閉式電池5と同じリチウム二次電池であって、この電池を構成する部材も角形密閉式電池5と全て同じであり、以下の点で角形密閉式電池5とは異なる。
即ち、第2の実施形態の角形密閉式電池105では、第1の実施形態の角形密閉式電池5において実施されていた側面溶接に代わり、封口板31の露出面に対してほぼ垂直となる方向から、外装缶10の幅広面に面した開口部端面上の12箇所にレーザ光を照射して、封口板31と外装缶10とを接合する溶接(以下、「深溶接」という。)が実施されている。
【0061】
これにより、図8(A)に示すように、角形密閉式電池105のナゲット形状、つまり、図6のC−C’断面におけるナゲットの形状が、角形密閉式電池5のナゲット形状、即ち、図4のナゲット形状とは異なる。
より具体的には、図8(A)に示すように、深溶接におけるナゲット163が、第1の実施形態における角形密閉式電池5において存在していた封止溶接による(第1のナゲットの一例としての)ナゲット61と側面溶接による(第2のナゲットの一例としての)ナゲット63の位置に跨るように形成されている。
【0062】
また、深溶接が行なわれなかったD−D’断面上では、図8(B)に示すように、第1の実施形態と同様の封止溶接によるナゲット61が形成されている。
(電池の製造方法)
次に、この角形密閉式電池105の製造方法について説明する。
第1の実施形態において説明したように、外装缶10を作成する工程から電極体20を、外装缶10の中に挿入すると共に、リード板21を絶縁スリーブに通し、集電板33と電気的に接続し、図9(A)に示すように、封口体30を外装缶10の開口部に圧入して嵌め込む工程までは、第1の実施形態と同様であるので、説明を省略する。
【0063】
封口体30を外装缶10の開口部に圧入して嵌め込んだ後、外装缶10における幅の広い面、即ち、幅広面の端面と封口板31との境界部11付近12箇所(1幅広面について6箇所)に、封口板31に対する角度θ3がほぼ90°となるように、イットリウムアルミニウムガーネット(YAG)を用いてパルス状に発光させるレーザ光発振装置を用い、レーザ光150(A)を照射して、小さな楕円形状のスポット(スポット径:数百μm)を形成するように集光し、封口板31と外装缶10とを接合する深溶接を実施する。
【0064】
このとき、後述の封止溶接よりも深く溶け込ませるために、封止溶接を実施するときよりも出力を高めてレーザ光150(A)を照射する。
なお、この深溶接におけるレーザ光照射位置は、後述の封止溶接におけるレーザ光照射軌跡上の12箇所である。
より具体的には、図8(A)に示すように、封口板31と外装缶10との境界部11上のレーザ光150(A)が照射されたスポットの部分において、深さ0.60から0.65mm程度の溶融池を生じる程度にレーザ光150の出力を調整する。
【0065】
なお、上記溶融池は、短時間で凝固し、ナゲット163を形成する。
深溶接を実施する際、外装缶10と封口板31とを密着させるための溶接治具が用いられる。
この溶接治具は、外装缶10の開口部近傍の幅広面を両側から挟み込むためのものであり、その目的は、溶接時において外装缶10と封口板31との密着度合いを高めることにある。
【0066】
図9(B)に示すように、この溶接治具の形状は、深溶接の実施によりこの溶接治具が溶かされないよう、幅広面における前記開口部近傍の深溶接が行なわれない区間のみを押圧できる櫛状となっている。
レーザ光150を照射しながら、レーザ光150(A)のスポットに向けてアシストガスを噴射し、溶接箇所の酸化が防止するのは、第1の実施形態における封止溶接及び側面溶接と同様である。
【0067】
そして、図9(C)に示すように、封口板31と外装缶10との境界部11に沿って、レーザ光150(B)を照射しながら走査することによって溶接を行う。
この溶接方法は、第1の実施形態における封止溶接の方法と同じであるため、説明を省略する。
【0068】
封止溶接を実施する際においても、上述の溶接治具が用いられるが、封止溶接では、外装缶10の開口部全周が溶接されるため、溶接治具が溶かされないように、図9(C)に示すように、溶接治具が、深溶接における溶接治具位置よりも、この開口部から遠ざかる方向にずらされている。
なお、厳密には、上述の境界部11上の12箇所には、既に、深溶接によるナゲットが存在し、この面が入射光に対して直角ではなくなっており、レーザ光のスポット径は、楕円となって面積が拡大するため十分な加熱が困難となるが、既にこの部位は、深溶接によって封口板31と外装缶10とが接合されているため問題はない。
【0069】
ここで、発明者らは、封止溶接を実施した後に、深溶接を実施することも試みたが、その場合、封止溶接により形成されたナゲットの表面上の凹凸が、深溶接におけるレーザ光を乱反射させ、深さ方向における十分な溶け込み量(0.60mm〜0.65mm)を確保できないことが明らかとなった。
つまり、深溶接は、封止溶接の前に実施する必要がある。
【0070】
そして、図9(D)に示すように、第1の実施形態と同様に、負極端子32のスリーブ部32(C)の開口に注入用配管が挿入され、この配管を介して電解液が注入され、さらに、図9(E)に示すように、ゴム板32(B)が頭部32(A)内にセットされた状態で、頭部32(A)とスリーブ部32(C)とが抵抗溶接される。
【0071】
(ナゲット163による効果について)
第2実施の形態における角形密閉式電池105は、図6及び図8(A)、(B)に示すように、封口板31の露出面の外周に沿って深さ0.20mm〜0.25mmのナゲット61が形成されると共に、12箇所において、この露出面から深さ0.60mm〜0.65mmまでにわたるナゲット163が形成されている。
【0072】
したがって、従来の角形密閉式電池に比べ、第2の実施形態の角形密閉式電池105は、ナゲット163があることにより、外装缶10の封口板側は、接合範囲が電池長手方向に拡大されることとなるため、封口板側において、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づいており、その結果、外装缶の変形量、即ち、膨化量を抑制することができる。
【0073】
さらに、第2の実施形態におけるナゲット163の形成は、第1の実施形態におけるナゲット63の形成に比べ、容易に形成することができる。
これは、封止溶接及び深溶接のレーザ光照射角度が同一であるため、レーザ光発振装置のレーザ照射口を図6のXY平面上を平行移動することのみで、封止溶接と深溶接とを実施できるためである。
【0074】
つまり、レーザ照射口をXY平面上において平行移動するという動作は、封止溶接において実施される通常の動作であり、現存の設備で実施可能である。
一方、第1の実施形態においては、封止溶接のレーザ光照射角度と側面溶接のレーザ光照射角度同士でほぼ垂直の関係となるため、外装缶10を90度傾けるか、もしくは、レーザ光発振装置を90度傾ける必要が生じ、これらを実現するための新たな設備の追加を余儀なくされ、さらに、このような90度回転を実施するための時間が必要となる。
【0075】
このため、第2の実施形態の角形密閉式電池105は、第1の実施形態の角形密閉式電池5よりも、低コストで作成することができる。
(評価試験)
発明者らは、深溶接の膨化に対する抑止効果を確認するため、第2実施の形態における角形密閉式電池105(テスト品7)について評価試験を実施した。
【0076】
この角形密閉式電池105は、上述のUF383450とサイズ的に同じであり、材質的には、A3005相当である。
表5に、評価試験の結果を示す。また、比較のために、従来品1及びテスト品2の結果も合わせて示す。
(試験結果)
【0077】
【表5】
【0078】
つまり、深溶接は、膨化に対する抑止効果があるものの、側面溶接の膨化に対する抑止効果に比べると、抑止効果が若干小さいことが明らかとなった。
ただし、溶接コストについては、先にも述べたように、深溶接の方が、側面溶接よりも低くなる。
以上のように、第2の実施形態における角形密閉式電池は、封止のために実施される封口板と外装缶との境界部全域において行なわれる封止溶接に加え、さらに、この境界部近傍における離散的位置にこの封止溶接よりも溶け込み深さが深い、封口板と外装缶とを接合する深溶接が施されているため、内圧が上昇した場合において、従来の封止溶接の溶接部を支点とする外装缶の変形の形態から、この封止溶接の接合位置よりもさらに深い位置、即ち、より電池の中心方向に位置する深溶接の接合部近傍も支点とする外装缶の変形の形態となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化を抑制することができる。
【0079】
なお、第2の実施の形態では、深溶接において、1つの広幅面につき6点、広幅面は2面あるため合計で12点実施しているが、これに限らず、少なくとも1点以上あればよい。
その場合、溶接点数が増えるほど、膨化の抑制効果が大きくなる。
また、このように深溶接を離散的に実施することにより、全周溶接である封止溶接ではできなかった、以下の利点がある。
【0080】
即ち、外装缶10と封口板31とを境界部を全周溶接する封止溶接では、外装缶10の開口部の全周にわたり母材が溶融されるため、外装缶10の幅広面側から押圧し、外装缶10と封口板31とを密着させる溶接治具は、この開口部近傍から距離をおいた範囲で、前記押圧を実施せざるを得なかった。
このため、溶接時における外装缶10と封口板31との密着度合いが、必ずしも良好とは言えない。
【0081】
これに対して、外装缶10と封口板31との境界部11を離散的に溶接する深溶接では、前記境界部11であって、深溶接が行なわれない区間となる前記開口部近傍を外装缶10の幅広面側から押圧することができる。
このため、深溶接における外装缶10と封口板31との密着度合いは、封止溶接よりも向上し、溶接品質が向上する。
【0082】
【発明の効果】
以上の説明から明らかなように、本発明に係る角形密閉式電池は、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットが形成されており、前記第2のナゲットが形成されている位置は、前記第1のナゲットが形成されている位置よりも前記開口部から遠ざかる方向に存在することを特徴とし、また、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、さらに、第2の溶接により、第1のナゲットの深さよりもさらに深い深さまで、外装缶と封口板とにわたる第2のナゲットが離散的に形成されていることを特徴とする。
【0083】
本発明に係る角形密閉式電池では、第2のナゲットの存在により、第2のナゲットがなかった従来の角形密閉式電池よりも、封口板側の封口板と外装缶との溶接面積が封口板の露出面から遠ざかる方向に拡大する。
ここで、この封口板側の外装缶の変形に着目すれば、従来、第1のナゲットを支点とする変形であったものが、第1のナゲット及び第2のナゲットを支点とする変形となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化が抑制される。
【0084】
また、第2の溶接は、離散的に実施されるため、連続的に溶接する場合よりも、溶接に要する時間が短くなり、コストが低減される。
また、本発明に係る電池の製造方法は、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含み、前記第2の溶接ステップでは、前記第2のナゲットの形成される位置が、前記第1のナゲットが形成される位置よりも前記開口部から遠ざかる方向に存在するように溶接位置が決められていることを特徴とし、また、角形密閉式電池の製造方法であって、外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、前記第1の溶接ステップよりもさらに深く、前記境界部を離散的に溶融することにより、外装缶と封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含むことを特徴とする。
【0085】
これにより、角形密閉式電池に第1のナゲット及び第2のナゲットが形成される。
ここで、この封口板側の外装缶の変形に着目すれば、従来、第1のナゲットを支点とする変形であったものが、本発明に係る角形密閉式電池の製造方法により作成された角形電池では、第1のナゲット及び第2のナゲットを支点とする変形となり、回転端を支点とする変形の形態から固定端を支点とする変形の形態に近づくため、外装缶の変形、即ち、膨化が抑制される。
【0086】
また、前記第2の溶接ステップでは、第2のナゲットが局部的に形成されるため、第1の溶接ステップのように連続的に溶接する場合よりも、溶接に要する時間が短くなり、コストが低減される。
また、前記第1の溶接ステップおよび前記第2の溶接ステップでは、レーザ溶接が用いられ、前記第1の溶接ステップは、前記第2の溶接ステップが実施された後に実施されるとしてもよい。
【0087】
一般的に、既に溶接が行なわれた面、即ち、溶融して凝固した面に新たなレーザ溶接を実施する場合、その溶接面は、平らではなく、傾いたり、波打ったりしているため、同じスポット径のレーザ光を照射したとしても、被照射部の面積が、溶接面が平らな場合よりも大きくなり、その結果、被照射部におけるレーザ光のエネルギ密度が下がる。
【0088】
第2の溶接ステップでは、第1の溶接ステップよりも深くナゲットを形成するため、第1の溶接ステップよりも高エネルギ密度のレーザ光を照射する必要があり、既に第1の溶接ステップにより溶接が行なわれた面に対して第2の溶接ステップによる溶接を実施した場合、上記理由により被照射部におけるレーザ光のエネルギ密度が下がるため、ナゲットを深く形成することは困難となる。
【0089】
そこで、第2の溶接ステップよりも後に第1の溶接ステップを実施することにより、第2の溶接ステップにおいて、平らな面への溶接が可能となり、溶接条件が改善され、深いナゲットが容易に形成される。
【図面の簡単な説明】
【図1】本実施形態に係る角形密閉式電池の斜視図である。
【図2】図1におけるA−A’線断面図である。
【図3】(A)は、封口体を外装缶の開口部に圧入して嵌め込んだ状態を示す図である。
(B)は、封止溶接の実施状況を示す図である。
(C)は、側面溶接の実施状況を示す図である。
(D)は、電解液の注入の状況を示す図である。
(E)は、スリーブ部に、頭部を抵抗溶接する状況を示す図である。
【図4】封止溶接及び側面溶接を実施した箇所の溶け込み状況を示す図である。
【図5】従来の角形密閉式電池の変形状況を示す図である。
【図6】第2の実施形態に係る角形密閉式電池の斜視図である。
【図7】図6におけるC−C’線断面図である。
【図8】(A)は、深溶接を実施した箇所の溶け込み状況を示す図である。
(B)は、封止溶接を実施した箇所の溶け込み状況を示す図である。
【図9】(A)は、封口体を外装缶の開口部に圧入して嵌め込んだ状態を示す図である。
(B)は、深溶接の実施状況を示す図である。
(C)は、封止溶接の実施状況を示す図である。
(D)は、電解液の注入の状況を示す図である。
(E)は、スリーブ部に、頭部を抵抗溶接する状況を示す図である。
【図10】(A)は、従来の角形密閉式電池の斜視図である。
(B)は、従来の角形密閉式電池において、膨化が生じた状態の斜視図である。
【符号の説明】
5 角形密閉式電池
10 外装缶
11 境界部
20 電極体
21 リード板
30 封口体
31 封口板
31(A) 貫通孔
31(B) 切り欠き部
32 負極端子
32(A) 頭部
32(B) ゴム板
32(C) スリーブ部
33 集電板
34 ガスケット
35 負極タブ
40、41 絶縁スリーブ
50(A)、(B) レーザ光
61、63 ナゲット
105 角形密閉式電池
150(A)、(B) レーザ光
163 ナゲット
Claims (5)
- 外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、
さらに、第2の溶接により、前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットが形成されており、
前記第2のナゲットが形成されている位置は、前記第1のナゲットが形成されている位置よりも前記開口部から遠ざかる方向に存在することを特徴とする角形密閉式電池。 - 外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部において、第1の溶接により第1のナゲットが連続的に形成されている角形密閉式電池であって、
さらに、第2の溶接により、第1のナゲットの深さよりもさらに深い深さまで、外装缶と封口板とにわたる第2のナゲットが離散的に形成されていることを特徴とする角形密閉式電池。 - 角形密閉式電池の製造方法であって、
外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、
前記外装缶の側面に、前記外装缶と前記封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含み、
前記第2の溶接ステップでは、前記第2のナゲットの形成される位置が、前記第1のナゲットが形成される位置よりも前記開口部から遠ざかる方向に存在するように溶接位置が決められていることを特徴とする電池製造方法。 - 角形密閉式電池の製造方法であって、
外装缶開口部に嵌着されている封口板の露出面と当該外装缶との境界部を連続的に接合し、第1のナゲットを形成する第1の溶接ステップと、
前記第1の溶接ステップよりもさらに深く、前記境界部を離散的に溶融することにより、外装缶と封口板とにわたる第2のナゲットを形成する第2の溶接ステップとを含むことを特徴とする電池製造方法。 - 前記第1の溶接ステップおよび前記第2の溶接ステップでは、レーザ溶接が用いられ、前記第1の溶接ステップは、前記第2の溶接ステップが実施された後に実施されることを特徴とする請求項4記載の電池製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024141A JP2004235082A (ja) | 2003-01-31 | 2003-01-31 | 角形密閉式電池及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024141A JP2004235082A (ja) | 2003-01-31 | 2003-01-31 | 角形密閉式電池及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004235082A true JP2004235082A (ja) | 2004-08-19 |
Family
ID=32952756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003024141A Withdrawn JP2004235082A (ja) | 2003-01-31 | 2003-01-31 | 角形密閉式電池及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004235082A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008166031A (ja) * | 2006-12-27 | 2008-07-17 | Sanyo Electric Co Ltd | 密閉型電池及びその製造方法 |
| JP2010205441A (ja) * | 2009-02-27 | 2010-09-16 | Sanyo Electric Co Ltd | 角形密閉電池の製造方法及び角形密閉電池 |
| WO2014002560A1 (ja) * | 2012-06-28 | 2014-01-03 | トヨタ自動車株式会社 | 電池およびその製造方法 |
| WO2014002598A1 (ja) * | 2012-06-27 | 2014-01-03 | トヨタ自動車株式会社 | 電池及びその製造方法 |
| JP2014100714A (ja) * | 2012-11-16 | 2014-06-05 | Toyota Industries Corp | 密閉容器及び密閉容器の製造方法 |
| JP2015111573A (ja) * | 2014-12-22 | 2015-06-18 | トヨタ自動車株式会社 | 電池およびその製造方法 |
| CN115070207A (zh) * | 2022-07-25 | 2022-09-20 | 中创新航科技股份有限公司 | 一种电池盖板焊接方法 |
| JP2023063139A (ja) * | 2021-10-22 | 2023-05-09 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池の製造方法 |
-
2003
- 2003-01-31 JP JP2003024141A patent/JP2004235082A/ja not_active Withdrawn
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008166031A (ja) * | 2006-12-27 | 2008-07-17 | Sanyo Electric Co Ltd | 密閉型電池及びその製造方法 |
| US8304106B2 (en) | 2006-12-27 | 2012-11-06 | Sanyo Electric Co., Ltd. | Hermetic cell and method for producing same |
| JP2010205441A (ja) * | 2009-02-27 | 2010-09-16 | Sanyo Electric Co Ltd | 角形密閉電池の製造方法及び角形密閉電池 |
| KR20150023457A (ko) * | 2012-06-27 | 2015-03-05 | 도요타지도샤가부시키가이샤 | 전지 및 그 제조 방법 |
| CN104412412B (zh) * | 2012-06-27 | 2016-11-16 | 丰田自动车株式会社 | 电池及其制造方法 |
| JP2014010897A (ja) * | 2012-06-27 | 2014-01-20 | Toyota Motor Corp | 電池及びその製造方法 |
| US9508963B2 (en) | 2012-06-27 | 2016-11-29 | Toyota Jidosha Kabushiki Kaisha | Battery and method for producing same |
| WO2014002598A1 (ja) * | 2012-06-27 | 2014-01-03 | トヨタ自動車株式会社 | 電池及びその製造方法 |
| KR101664647B1 (ko) * | 2012-06-27 | 2016-10-11 | 도요타지도샤가부시키가이샤 | 전지 및 그 제조 방법 |
| CN104412412A (zh) * | 2012-06-27 | 2015-03-11 | 丰田自动车株式会社 | 电池及其制造方法 |
| EP2869359A4 (en) * | 2012-06-27 | 2015-06-10 | Toyota Motor Co Ltd | BATTERY AND METHOD FOR THE PRODUCTION THEREOF |
| WO2014002560A1 (ja) * | 2012-06-28 | 2014-01-03 | トヨタ自動車株式会社 | 電池およびその製造方法 |
| JP2014010937A (ja) * | 2012-06-28 | 2014-01-20 | Toyota Motor Corp | 電池およびその製造方法 |
| JP2014100714A (ja) * | 2012-11-16 | 2014-06-05 | Toyota Industries Corp | 密閉容器及び密閉容器の製造方法 |
| JP2015111573A (ja) * | 2014-12-22 | 2015-06-18 | トヨタ自動車株式会社 | 電池およびその製造方法 |
| JP2023063139A (ja) * | 2021-10-22 | 2023-05-09 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池の製造方法 |
| JP7389781B2 (ja) | 2021-10-22 | 2023-11-30 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池の製造方法 |
| CN115070207A (zh) * | 2022-07-25 | 2022-09-20 | 中创新航科技股份有限公司 | 一种电池盖板焊接方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4278222B2 (ja) | 密閉式電池用封口板、密閉式電池及びその製造方法 | |
| JP5250599B2 (ja) | 電池モジュール、及び二次電池の端子連結方法 | |
| JP6657843B2 (ja) | 二次電池 | |
| JP5590391B2 (ja) | 二次電池 | |
| JP6089784B2 (ja) | 角形二次電池 | |
| JP5587061B2 (ja) | 抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 | |
| CN112424986B (zh) | 可再充电电池和用于焊接可再充电电池的方法 | |
| US9406912B2 (en) | Sealed battery having a safety valve | |
| EP1779962A1 (en) | Method for welding thin plates of different metal, joined body of thin plates of different metal, electric device, and electric device assembly | |
| JP2014212012A (ja) | 二次電池の製造方法および二次電池 | |
| KR20110035868A (ko) | 2차 전지 | |
| JP3066338B2 (ja) | 電 池 | |
| US9634298B2 (en) | Hermetically sealed battery and method for manufacturing the same | |
| KR20060097603A (ko) | 전지 및 그 제조 방법 | |
| KR101116533B1 (ko) | 이차 전지 및 그 제조 방법 | |
| JP5856929B2 (ja) | 角形二次電池およびその製造方法 | |
| JP3596866B2 (ja) | リチウム二次電池及びその製造方法 | |
| JP2011077501A (ja) | 電気化学セル及びその製造方法 | |
| JP2004235082A (ja) | 角形密閉式電池及びその製造方法 | |
| JP2014135203A (ja) | 角形二次電池 | |
| JP2023063139A (ja) | 二次電池の製造方法 | |
| JP5248210B2 (ja) | リチウムイオン二次電池 | |
| JPH11250871A (ja) | 密閉式電池の製造方法 | |
| US20230019424A1 (en) | Horn, terminal component, and secondary battery | |
| JP2006278013A (ja) | 電池及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051219 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20071210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071213 |