JP2014010897A - 電池及びその製造方法 - Google Patents
電池及びその製造方法 Download PDFInfo
- Publication number
- JP2014010897A JP2014010897A JP2012144377A JP2012144377A JP2014010897A JP 2014010897 A JP2014010897 A JP 2014010897A JP 2012144377 A JP2012144377 A JP 2012144377A JP 2012144377 A JP2012144377 A JP 2012144377A JP 2014010897 A JP2014010897 A JP 2014010897A
- Authority
- JP
- Japan
- Prior art keywords
- opening
- lid
- battery
- lid member
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/169—Lids or covers characterised by the methods of assembling casings with lids by welding, brazing or soldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Laser Beam Processing (AREA)
Abstract
【解決手段】 電池1は、電池ケース2内に電極体9を収容し、電池ケース2は、開口部3kを有する有底筒状のケース本体3と、開口部3k内に挿入されてこれを封口する板状の蓋部材4と、を有し、蓋部材4の厚み方向TH外側から照射されたエネルギビームLSにより、開口部3kと蓋周縁部4fとを気密に溶接してなる。特定部位11において、ケース本体3の開口部3kの内周面3iaと、蓋部材4の蓋周縁部4fの周縁面4uaとが互いに密着した状態で溶接され、特定部位におけるビード10aの形状が、その周方向SH断面において、中心角θ160〜200度の扇型をなし、扇型の中心10acが、内周面3ia及び周縁面4ua上に位置する形態にされてなる。
【選択図】 図5
Description
このような電池の形態としては、例えば、金属ケースに電極体を収容した電池、具体的には、有底角筒状のケース本体とその開口部に挿入した蓋部材とをレーザ溶接により封止した角型電池が知られている(特許文献1の各図参照)。
このため、溶接において、以下のようになると考えられる。即ち、エネルギビームを相対的に移動させて、ケース本体と蓋部材との溶接を行うと、受熱により、ケース本体の開口部及び蓋部材の周縁部のうち、未だ溶接されていない部分にも熱が伝わって温度が上昇する。このため、エネルギビーム照射により形成された溶融したビードが冷却されて徐々に固化するにあたり、溶融したビードからケース本体あるいは蓋部材への熱伝導による熱の移動は比較的少なく、溶融したビードの表面からこれに接する空気やシールドガスへの熱伝導あるいは赤外線による熱放射による熱の放散の方が多くなると考えられる。しかも、ビード(溶融金属)は、断面が概略半円形状の扇形となっている。このため、ビードはその外表面側からほぼ均一に冷却され、断面円弧状の外表面から扇形の中心に向かって固化が進行する。これと共に、溶融金属中に含まれていた水素等の微気泡も、扇形の中心に向かって移動する。そして、最後には、扇形の中心付近に微気泡が集まる。
かくして、この電池では、特定部位において、ビード内に亀裂の基点等になりやすい閉気孔を含みにくく、良好な溶接強度を有する電池とすることができる。
これにより、前述したように、扇形のビード内に水素等による閉気孔が形成されにくい。
しかも、気泡が形成される場合でも、前述の板状の空間を通じて、電池ケース内に連通する開気孔となる。この開気孔は、亀裂の起点になりにくく、むしろ、密着している内周面と周縁面との間を離すような応力が掛かった場合に、応力を分散して、板状の空間の先端部分からの亀裂の発生を防ぐ効果が得られる。つまり開気孔によって逆に亀裂が生じ難くなる。
かくして、この電池の製造方法によれば、特定部位において、ビード内に亀裂の基点等になりやすい閉気孔を含みにくく、良好な溶接強度を有する電池を製造できる。
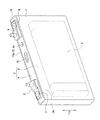
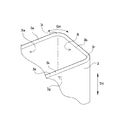
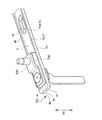
この蓋部材4のうち周縁に位置する蓋周縁部4fは、矩形状のうちの長辺をなす一対の蓋長辺部4a,4aと、短辺をなす一対の蓋短辺部4b,4bと、これら蓋長辺部4aと蓋短辺部4bとの間をそれぞれ結んで1/4円弧状に曲がる4つの蓋R部4r,4rとからなる(図3参照)。このうち蓋長辺部4a,4aは、それぞれケース本体3の開口長辺部3a,3aと対向している。また、蓋短辺部4b,4bは、それぞれケース本体3の開口短辺部3b,3bと対向している。また、蓋R部4r,4rは、それぞれケース本体3の開口R部3r,3rと対向している。
なお、蓋部材4の蓋長辺部4aは、ケース本体3の開口長辺部3aと密着した状態、具体的には、ケース本体3の開口部3kの内周面3iのうち、厚み方向THに沿う開口長辺部3aの内周面3iaと、蓋部材4の蓋周縁部4fの周縁面4uのうち、厚み方向THに沿う蓋長辺部4aの周縁面4uaとが、密着した状態で、次述するように溶接されている(図5参照)。
但し、開口長辺部3aの内周面3iaと蓋長辺部4aの周縁面4uaとを押圧しても、両者の表面にはそれぞれ凹凸があるため、両者を完全に隙間の無い状態に密着させることはできない。このため、前述したように、開口長辺部3aの内周面3iaと蓋長辺部4aの周縁面4uaとの間には、僅かな厚みの板状の空間PSが形成されている。そして、この空間PSは、電池ケース2の内部空間(ケース本体3及び蓋部材4で囲まれる空間)KSに連通している。
この結果から容易に理解できるように、実施形態及び比較形態の何れの電池ケース2についても、内圧変動幅ΔPを大きくすると、ビード10a,21aに亀裂が生じるまでのサイクル数が、急激に減少することが判る。但し、比較形態の電池ケース(◆印)に比して、実施形態の電池ケース(●印)は、4倍あるいはこれ以上のサイクル数に耐えられる耐久性を得られることが判る。この結果から、実施形態に掛かる電池1においては、電池ケース2(ケース本体3と蓋部材4)との溶接で、特に特定部位11において、耐久性の良好な溶接がなされていることが判る。
例えば、実施形態においては、レーザビームLSを揺動させつつ溶接するウィービング溶接を行って、溶接部分の広い範囲に亘ってビームを照射し、広い範囲に亘って開口部等を溶融できるようにした。しかし、これに代えて、溶接部分の広い範囲に亘ってビームを照射できるように、レーザビームLSのスポット径を大きくしたり、ビームを絞るレンズの焦点距離を短することもできる。
また、実施形態では、レーザビームLSを用いた例を示したが、電子ビームを用いて溶接することもできる。
2 電池ケース
3 ケース本体
3k 開口部
3a 開口長辺部
3b 開口短辺部
3r 開口R部
3i (開口部の)内周面
3ia (開口長辺部の)内周面
3g (ケース本体の)外側面
3ga (開口長辺部の)外側面
4 蓋部材
4f 蓋周縁部
4a 蓋長辺部(特定部位)
4b 蓋短辺部
4r 蓋R部
4u (蓋周縁部の)周縁面
4ua (蓋長辺部の)周縁面
4g (蓋周縁部の)外側面
9 電極体
10,21 ビード
10a,21a (特定部位における)ビード
10ag (特定部位におけるビードの)外周面
10ac (特定部位におけるビードのうち)扇形の中心
θ (扇形の)中心角
11 特定部位
BK 開気孔
BH 閉気孔
LS エネルギビーム(レーザビーム)
TH (蓋部材の)厚み方向
SH (蓋部材の)周方向
Claims (6)
- 金属製の電池ケース内に電極体を収容してなり、
上記電池ケースは、
開口部を有する有底筒状のケース本体と、
上記開口部内に挿入されて上記開口部を封口する板状の蓋部材と、を有し、
上記蓋部材の厚み方向外側から照射されたエネルギビームにより、上記蓋部材の全周に亘り、上記ケース本体の上記開口部と上記蓋部材の周縁の蓋周縁部とを気密に溶接してなる
電池であって、
上記蓋部材の周方向の少なくとも一部をなす特定部位において、
上記ケース本体の上記開口部のうち上記厚み方向に沿う内周面と、
上記蓋部材の上記蓋周縁部のうち上記厚み方向に沿う周縁面とが互いに密着した状態で溶接され、
上記特定部位におけるビードの形状が、
上記ビードの上記周方向断面において、中心角160〜200度の扇型をなし、
上記扇型の中心が、上記内周面及び上記周縁面上に位置する形態にされてなる
電池。 - 請求項1に記載の電池であって、
前記特定部位において、前記ビードは、
前記ケース本体の外側面よりも外側に突出し、かつ、
前記蓋部材の外側面よりも外側に突出する形態にされてなる
電池。 - 請求項1または請求項2に記載の電池であって、
前記電池ケースは、直方体形状をなし、
前記ケース本体は、一対の開口長辺部、一対の開口短辺部、及び、上記開口長辺部と上記開口短辺部との間をそれぞれ結んで弧状に曲がる4つの開口R部からなる矩形状の前記開口部を有する、有底角筒状であり、
前記蓋部材は、一対の上記開口長辺部にそれぞれ対向する一対の蓋長辺部、一対の上記開口短辺部にそれぞれ対向する一対の蓋短辺部、及び、4つの上記開口R部にそれぞれ対向する4つの蓋R部からなる前記蓋周縁部を有する矩形板状であり、
前記特定部位は、
上記蓋部材の周方向のうち、一対の上記蓋長辺部が位置する部位である
電池。 - 金属製の電池ケース内に電極体を収容してなり、
上記電池ケースは、
開口部を有する有底筒状のケース本体と、
上記開口部内に挿入されて上記開口部を封口する板状の蓋部材と、を有し、
上記蓋部材の厚み方向外側から照射されたエネルギビームにより、上記蓋部材の全周に亘り、上記ケース本体の上記開口部と上記蓋部材の周縁の蓋周縁部とを気密に溶接してなる
電池の製造方法であって、
上記ケース本体の上記開口部内に、上記蓋部材を挿入する挿入工程と、
上記蓋部材の厚み方向外側からエネルギビームを照射して、上記ケース本体の上記開口部と上記蓋部材の周縁の蓋周縁部とを気密に溶接する溶接工程とを備え、
上記溶接工程は、
上記蓋部材の周方向の少なくとも一部をなす特定部位において、
上記ケース本体の上記開口部のうち上記厚み方向に沿う内周面と、上記蓋部材の上記蓋周縁部のうち上記厚み方向に沿う周縁面とを、互いに密着した状態とし、
上記特定部位におけるビードの形状が、上記ビードの上記周方向断面において、中心角160〜200度の扇型をなし、上記扇型の中心が、上記内周面及び上記周縁面上に位置する形態に溶接する
電池の製造方法。 - 請求項4に記載の電池の製造方法であって、
前記溶接工程は、
前記特定部位において、前記ビードを、
前記ケース本体の外側面よりも外側に突出し、かつ、
前記蓋部材の外側面よりも外側に突出する形態に形成する
電池の製造方法。 - 請求項4または請求項5に記載の電池の製造方法であって、
前記電池ケースは、直方体形状をなし、
前記ケース本体は、一対の開口長辺部、一対の開口短辺部、及び、上記開口長辺部と上記開口短辺部との間をそれぞれ結んで弧状に曲がる4つの開口R部からなる矩形状の前記開口部を有する、有底角筒状であり、
前記蓋部材は、一対の上記開口長辺部にそれぞれ対向する一対の蓋長辺部、一対の上記開口短辺部にそれぞれ対向する一対の蓋短辺部、及び、4つの上記開口R部にそれぞれ対向する4つの蓋R部からなる前記蓋周縁部を有する矩形板状であり、
前記溶接工程は、
前記特定部位である、上記蓋部材の周方向のうち一対の上記蓋長辺部が位置する部位について、一対の上記開口長辺部同士間を圧縮して、上記開口長辺部の前記内周面と上記蓋長辺部の前記周縁面とをそれぞれ互いに密着させた状態で、溶接を行う
電池の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012144377A JP5708574B2 (ja) | 2012-06-27 | 2012-06-27 | 電池及びその製造方法 |
| CN201380034463.3A CN104412412B (zh) | 2012-06-27 | 2013-04-24 | 电池及其制造方法 |
| US14/408,596 US9508963B2 (en) | 2012-06-27 | 2013-04-24 | Battery and method for producing same |
| EP13810322.1A EP2869359B1 (en) | 2012-06-27 | 2013-04-24 | Battery and method for producing same |
| PCT/JP2013/061988 WO2014002598A1 (ja) | 2012-06-27 | 2013-04-24 | 電池及びその製造方法 |
| CA2876551A CA2876551C (en) | 2012-06-27 | 2013-04-24 | Battery and method for producing same |
| KR1020147036083A KR101664647B1 (ko) | 2012-06-27 | 2013-04-24 | 전지 및 그 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012144377A JP5708574B2 (ja) | 2012-06-27 | 2012-06-27 | 電池及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014010897A true JP2014010897A (ja) | 2014-01-20 |
| JP5708574B2 JP5708574B2 (ja) | 2015-04-30 |
Family
ID=49782773
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012144377A Active JP5708574B2 (ja) | 2012-06-27 | 2012-06-27 | 電池及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9508963B2 (ja) |
| EP (1) | EP2869359B1 (ja) |
| JP (1) | JP5708574B2 (ja) |
| KR (1) | KR101664647B1 (ja) |
| CN (1) | CN104412412B (ja) |
| CA (1) | CA2876551C (ja) |
| WO (1) | WO2014002598A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015159514A1 (ja) * | 2014-04-15 | 2015-10-22 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| WO2015114445A3 (en) * | 2014-01-30 | 2015-11-26 | Toyota Jidosha Kabushiki Kaisha | Welding method and welding structure |
| JP2017004832A (ja) * | 2015-06-12 | 2017-01-05 | トヨタ自動車株式会社 | 密閉型電池 |
| WO2018216533A1 (ja) * | 2017-05-22 | 2018-11-29 | イーグル工業株式会社 | 金属の接合構造及び金属の溶接方法 |
| JP2021157918A (ja) * | 2020-03-26 | 2021-10-07 | 日本碍子株式会社 | 二次電池及び二次電池の製造方法 |
| WO2025029095A1 (ko) * | 2023-08-03 | 2025-02-06 | 주식회사 엘지에너지솔루션 | 배터리 셀 및 배터리 셀의 제조 방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11130196B2 (en) * | 2017-03-30 | 2021-09-28 | Nio Usa, Inc. | Single-position sequential laser welding system |
| JP6863050B2 (ja) * | 2017-04-28 | 2021-04-21 | トヨタ自動車株式会社 | レーザ溶接方法及びレーザ溶接装置 |
| CN107335914B (zh) * | 2017-05-19 | 2019-05-10 | 大族激光科技产业集团股份有限公司 | 动力电池及其密封钉的焊接方法 |
| US10547043B2 (en) * | 2017-07-18 | 2020-01-28 | Ford Global Technologies, Llc | Weld patterns for battery assembly joints |
| KR102775448B1 (ko) * | 2019-01-31 | 2025-03-05 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP7266567B2 (ja) * | 2020-11-09 | 2023-04-28 | プライムプラネットエナジー&ソリューションズ株式会社 | 角型電池 |
| CN113346167B (zh) * | 2021-06-04 | 2024-02-02 | 中创新航科技股份有限公司 | 电池盖板的焊接方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004235082A (ja) * | 2003-01-31 | 2004-08-19 | Sanyo Electric Co Ltd | 角形密閉式電池及びその製造方法 |
| JP2011204396A (ja) * | 2010-03-24 | 2011-10-13 | Sanyo Electric Co Ltd | 密閉型電池とその製造方法 |
| JP2012079476A (ja) * | 2010-09-30 | 2012-04-19 | Sanyo Electric Co Ltd | 角形密閉型電池の製造方法 |
| JP2012104414A (ja) * | 2010-11-11 | 2012-05-31 | Toyota Motor Corp | 密閉型電池及び密閉型電池の製造方法 |
| WO2014002523A1 (ja) * | 2012-06-27 | 2014-01-03 | トヨタ自動車株式会社 | 電池 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0810586B2 (ja) * | 1986-12-08 | 1996-01-31 | 松下電器産業株式会社 | 密閉形電池 |
| JPH01115052A (ja) | 1987-10-29 | 1989-05-08 | Matsushita Electric Ind Co Ltd | 角形密閉式電池 |
| JPH01286249A (ja) * | 1988-05-12 | 1989-11-17 | Matsushita Electric Ind Co Ltd | 角形密閉式電池 |
| JP2001155698A (ja) * | 1999-11-29 | 2001-06-08 | Nec Mobile Energy Kk | 密閉型電池 |
| JP4803023B2 (ja) * | 2006-12-26 | 2011-10-26 | トヨタ自動車株式会社 | 電池及び電池の製造方法、並びに電池を搭載した車両 |
| JP5229594B2 (ja) * | 2008-12-16 | 2013-07-03 | トヨタ自動車株式会社 | 密閉型電池 |
-
2012
- 2012-06-27 JP JP2012144377A patent/JP5708574B2/ja active Active
-
2013
- 2013-04-24 CA CA2876551A patent/CA2876551C/en active Active
- 2013-04-24 KR KR1020147036083A patent/KR101664647B1/ko active Active
- 2013-04-24 US US14/408,596 patent/US9508963B2/en active Active
- 2013-04-24 WO PCT/JP2013/061988 patent/WO2014002598A1/ja not_active Ceased
- 2013-04-24 CN CN201380034463.3A patent/CN104412412B/zh active Active
- 2013-04-24 EP EP13810322.1A patent/EP2869359B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004235082A (ja) * | 2003-01-31 | 2004-08-19 | Sanyo Electric Co Ltd | 角形密閉式電池及びその製造方法 |
| JP2011204396A (ja) * | 2010-03-24 | 2011-10-13 | Sanyo Electric Co Ltd | 密閉型電池とその製造方法 |
| JP2012079476A (ja) * | 2010-09-30 | 2012-04-19 | Sanyo Electric Co Ltd | 角形密閉型電池の製造方法 |
| JP2012104414A (ja) * | 2010-11-11 | 2012-05-31 | Toyota Motor Corp | 密閉型電池及び密閉型電池の製造方法 |
| WO2014002523A1 (ja) * | 2012-06-27 | 2014-01-03 | トヨタ自動車株式会社 | 電池 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015114445A3 (en) * | 2014-01-30 | 2015-11-26 | Toyota Jidosha Kabushiki Kaisha | Welding method and welding structure |
| WO2015159514A1 (ja) * | 2014-04-15 | 2015-10-22 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| US11020820B2 (en) | 2014-04-15 | 2021-06-01 | Panasonic Intellectual Property Management Co., Ltd. | Laser welding method |
| JP2017004832A (ja) * | 2015-06-12 | 2017-01-05 | トヨタ自動車株式会社 | 密閉型電池 |
| WO2018216533A1 (ja) * | 2017-05-22 | 2018-11-29 | イーグル工業株式会社 | 金属の接合構造及び金属の溶接方法 |
| JPWO2018216533A1 (ja) * | 2017-05-22 | 2020-03-19 | イーグル工業株式会社 | 金属の接合構造及び金属の溶接方法 |
| JP2021157918A (ja) * | 2020-03-26 | 2021-10-07 | 日本碍子株式会社 | 二次電池及び二次電池の製造方法 |
| JP7449139B2 (ja) | 2020-03-26 | 2024-03-13 | 日本碍子株式会社 | 二次電池及び二次電池の製造方法 |
| WO2025029095A1 (ko) * | 2023-08-03 | 2025-02-06 | 주식회사 엘지에너지솔루션 | 배터리 셀 및 배터리 셀의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2869359B1 (en) | 2017-02-01 |
| EP2869359A1 (en) | 2015-05-06 |
| CA2876551A1 (en) | 2014-01-03 |
| WO2014002598A1 (ja) | 2014-01-03 |
| US20150200386A1 (en) | 2015-07-16 |
| CN104412412B (zh) | 2016-11-16 |
| JP5708574B2 (ja) | 2015-04-30 |
| EP2869359A4 (en) | 2015-06-10 |
| CA2876551C (en) | 2017-01-24 |
| KR20150023457A (ko) | 2015-03-05 |
| KR101664647B1 (ko) | 2016-10-11 |
| US9508963B2 (en) | 2016-11-29 |
| CN104412412A (zh) | 2015-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5708574B2 (ja) | 電池及びその製造方法 | |
| JP5862682B2 (ja) | 電池容器、及びその製造方法 | |
| JP2011204396A (ja) | 密閉型電池とその製造方法 | |
| CN218769655U (zh) | 圆柱形二次电池、电池组以及车辆 | |
| JP5480335B2 (ja) | 角型電池及び角型電池の製造方法 | |
| JP5120867B2 (ja) | 密閉型電池 | |
| JP5260990B2 (ja) | 密閉型電池及びその製造方法 | |
| JP2009140870A (ja) | 密閉電池用端子及び密閉電池 | |
| US20150372261A1 (en) | Battery | |
| JPWO2012063381A1 (ja) | 電池モジュールと電池モジュール溶接方法 | |
| US10741801B2 (en) | Rectangular battery and method of manufacturing rectangular battery | |
| KR101838382B1 (ko) | 밀폐형 전지 및 그 제조 방법 | |
| JP2011129266A (ja) | 角形密閉電池の製造方法 | |
| JP2010157415A (ja) | 密閉型電池用封口体及びこれを用いてなる密閉型電池 | |
| JP2006019089A (ja) | 密閉型電池及びその製造方法 | |
| JP6031958B2 (ja) | 密閉容器及び密閉容器の製造方法 | |
| JP2015109140A (ja) | 密閉型電池の製造方法 | |
| JP2015115223A (ja) | 密閉型電池の製造方法 | |
| JP2013025978A (ja) | 密閉型電池の製造方法 | |
| JP2010067495A (ja) | 扁平形電池 | |
| JP2016091932A (ja) | 電流遮断装置、電流遮断装置の製造方法、および、二次電池 | |
| KR20240172079A (ko) | 축전 디바이스 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150216 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5708574 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |