JP2004235440A - マイクロパッケージとその製造方法 - Google Patents
マイクロパッケージとその製造方法 Download PDFInfo
- Publication number
- JP2004235440A JP2004235440A JP2003022179A JP2003022179A JP2004235440A JP 2004235440 A JP2004235440 A JP 2004235440A JP 2003022179 A JP2003022179 A JP 2003022179A JP 2003022179 A JP2003022179 A JP 2003022179A JP 2004235440 A JP2004235440 A JP 2004235440A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- lid member
- active
- lid
- bonding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Landscapes
- Micromachines (AREA)
Abstract
【課題】大口径のウェハどうしを良好に接合したマイクロパッケージを提供する。
【解決手段】マイクロパッケージは、マイクロセンサ2またはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハ1と、蓋部材3と、素子ウェハ1と蓋部材3とを素子ウェハ1の各能動部分の周囲で気密に封止する接合部とからなる。素子ウェハ1は、接合部に対して能動部分と反対の側に信号取り出し部を備え、また、蓋部材3は、接合部で接合されている位置の外周部の一部が、能動部分に面する部分より厚さの薄い梁部8と、前記の外周部の梁部8以外に設けられる開口部とを備える。さらに、信号取り出し部の上の蓋部材3が除かれている。
【選択図】 図1
【解決手段】マイクロパッケージは、マイクロセンサ2またはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハ1と、蓋部材3と、素子ウェハ1と蓋部材3とを素子ウェハ1の各能動部分の周囲で気密に封止する接合部とからなる。素子ウェハ1は、接合部に対して能動部分と反対の側に信号取り出し部を備え、また、蓋部材3は、接合部で接合されている位置の外周部の一部が、能動部分に面する部分より厚さの薄い梁部8と、前記の外周部の梁部8以外に設けられる開口部とを備える。さらに、信号取り出し部の上の蓋部材3が除かれている。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、半導体素子のパッケージ技術に関するものである。
【0002】
【従来の技術】
マイクロパッケージ技術では、ウェハに製作された多数のマイクロセンサまたはマイクロアクチュエータを、損傷を防ぐために、パッケージに気密に封止する。たとえば、また、WO9517014公報(特表平9−506712号公報)に記載される赤外線検出器では、マイクロセンサが形成された基板ウェハを、気密封止するための蓋ウェハと、パターニングされたハンダを介して接合している。また、特表平9−506712号公報に記載された真空マイクロパッケージでは、ウェハに多数の素子ウェハがマイクロセンサまたはマイクロアクチュエータがマイクロマシニング技術をもって作製され、この素子ウェハが赤外線透過性材料のキャップとハンダなどで気密封止される。ウェハ同士で気密接合することで低コスト化などが可能となる。また、特開平10−115556号公報に示される赤外線検出器では、マイクロセンサが形成されたチップを真空封止するためのシリコン片(赤外線透過窓として動作する)と、パターニングされたハンダを介して接合している。オンチップで真空封止されたチップを得られるため装置の小型化が可能となる。
【0003】
【特許文献1】
WO9517014公報(第3−4頁、図2)
【特許文献2】
特表平9−506712号公報
【特許文献3】
特開平10−115556号公報(第3−4頁、図1)
【0004】
【発明が解決しようとする課題】
従来のマイクロパッケージにおいては、特に大口径のウェハ同士を接合する際に、それぞれのウェハの反り形状が問題となっていた。ウェハは少なからずとも反りを有しており、単に2つのウェハの表面を合わせただけではウェハ内に作製された全ての素子が均一に接合できない。また、接合させるためにウェハ間に荷重をかけると、封着材料がはみ出して良好な接合ができないことがある。
【0005】
この発明の目的は、大口径のウェハどうしを良好に接合したマイクロパッケージを提供することである。
【0006】
【課題を解決するための手段】
本発明に係るマイクロパッケージは、マイクロセンサまたはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハと、蓋部材と、素子ウェハと蓋部材とを素子ウェハの各能動部分の周囲で気密に封止する接合部とからなる。素子ウェハは、接合部に対して能動部分と反対の側に信号取り出し部を備え、また、蓋部材は、接合部で接合されている位置の外周部の一部が、能動部分に面する部分より厚さの薄い梁部と、前記の外周部の梁部以外に設けられる開口部とを備える。さらに、信号取り出し部の上の蓋部材が除かれている。
【0007】
【発明の実施の形態】
以下、添付の図面を参照して本発明の実施の形態を説明する。なお、図面において、同じ参照記号は同一または同等のものを示す。
マイクロパッケージは、マイクロセンサまたはマイクロアクチュエータがマイクロマシニング技術をもって作製された素子ウェハとキャップとがハンダなどで気密封止された構造を備える。本発明に係るマイクロパッケージでは、接合する蓋(キャップ)となる蓋ウェハに素子毎の大きさで素子の外周側に切り込みを加え、微細な梁で、キャリアとなる基板に接続・保持する。素子ウェハと所定の間隔を保つために必要なストッパを蓋側のウェハに設け、素子ウェハと蓋ウェハのキャップ部分を所定間隔に保持する。2つのウェハの接合時に、ウェハの反りを矯正する荷重を素子上の蓋ウェハに印加することで、ウェハの反りを矯正する。また、必要により、素子の上の蓋ウェハに荷重を印加して2つのウェハを接合する。梁を切断することにより、素子ごとに気密封止されたマイクロパッケージが得られる。
【0008】
実施の形態1.
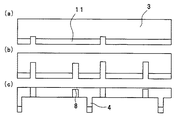
図1は、実施の形態1のマイクロパッケージの図2のa−a’で示した破線部の断面図であり、図2は、マイクロパッケージの構造を図式的に示す上面図である。素子ウェハ1の表面には、素子ごとに、マイクロマシニング技術をもって作製されるマイクロセンサ2が基板と分離されて作製されている。また、素子ウェハ1の表面には、マイクロセンサ2から電気信号を取り出すボンディングパッド9と、蓋ウェハ3との接合のため封止位置にほぼ四角形状のメタライズ部7が設けられている。一方、蓋ウェハ3は、キャップ部分と、素子ウェハ1と対向する側に設けた、キャップ部分と素子ウェハ1との間隔を一定に保たせるためのストッパ4とからなる。さらに、蓋ウェハ3の表面には、メタライズ部7に対向する封止位置に設けられるほぼ四角形状のメタライズ部5とその上のハンダ層6が作り込まれている。メタライズ部5とハンダ層6とは、メタライズ部7に対向する位置にあり、2つのメタライズ部5、7と、その間のハンダ層6をもって接合部を形成し、各素子部分(能動部)の気密封止をする。
【0009】
さらに、図2に示されるように、蓋ウェハ3のキャップ部には、蓋ウェハ3の素子を覆わない部分(素子として機能しない部分)に、具体的にはメタライズ部5の外周近傍に、開口部が、ほぼ四角形状で(梁8の部分を除いて)形成される。さらに、素子を覆う部分10より厚さの十分薄い部分である梁8が形成される。上述の開口部と梁8とが、接合部の外周部にほぼ四角形状で配置される。また、ストッパ4は、対向するウェハ1の非能動部(素子として動作しない部分)に対応した位置に、柱状または枠状に形成される。ストッパ4を介して素子ウェハ1と蓋ウェハ3を対向させることにより、蓋ウェハ3のキャップ部分と素子ウェハ1との間隔を一定に保たせる。なお、素子と電気的に接続されるボンディングパッド(信号取り出し部)9が、非能動部に設けられる。
【0010】
このような蓋ウェハ3を用いることで、能動部の外周部で接合ができる。蓋ウェハ3にストッパ4を設けているので、蓋ウェハ3に反り矯正荷重を印加して接合できる。また、接合の後に、梁8を切断して不要なキャップ部分を除去することによってボンディングパッド9を露出させ、ボンディングパッド9において外部回路への接続ができる。
【0011】
組立の際には、素子ウェハ1と蓋ウェハ3は、それぞれ治具で保持された後、アライメントされる。たとえば、赤外顕微鏡を用いて、蓋ウェハ3と、蓋ウェハ3を透過させた素子ウェハ1とを同時に検知することでアライメント可能である。
【0012】
封止のための装置には、たとえば以下のような機構を持たせた。素子ウェハ1を保持する治具と、蓋ウェハ3を保持する治具を用意し、さらに、ウェハを所定の温度に昇温する加熱機構、これらの治具を可動し圧着させる機構、ウェハの反りを矯正する荷重機構、素子の接合を補助する荷重機構、封止環境を実現するための真空排気機構、ハンダ表面酸化膜を除去する機構を備える。
【0013】
図3〜図5は、マイクロパッケージの作製方法を順次示す。アライメントされた治具を封止装置に導入する。まず、ハンダ表面の酸化膜を除去するために真空引き後に、還元ガスを導入した。還元ガスとしては5%水素を含有したアルゴンガスを用いた。アルゴンガスは爆発の危険を回避するための希釈ガスであり、特に機能は発しないため、ガス組成はこれに限らない。次に、たとえば400℃、数秒に蓋ウェハ3を昇温して酸化膜を除去した。還元後、ウェハを冷却してハンダ6を固化させ、封止雰囲気とした真空状態にする(図3)。ここでは、1mPa以下に真空引きを行なった。
【0014】
所望の封止雰囲気が実現した後、ウェハ同士を重ねて、矢印で示すようにストッパ4とキャップ部分に荷重a、bを印加する(図4)。荷重aは主にストッパ4上に印加する。このことで、ウェハ3に内在する反りを矯正し、各素子での接合面間隔を一定に保持できる。荷重量はウェハにより異なったが、たとえば1kgf印加した。構造破壊なくウェハ反りが矯正される荷重が選択される。
【0015】
次に各ウェハをハンダの溶解温度以上に昇温した。封止するハンダは融点183℃の鉛スズを用いたため、たとえば230℃程度に昇温した。ここで、気密封止する全ての蓋のキャップ部分に個別に一定の荷重を印加する。荷重としてはたとえば接合面積当たり0.1g/mm2とした。封着後に、ハンダ6が十分固化する温度、たとえば100℃以下に冷却することで、ウェハ同士の気密封止が完了する。
【0016】
封止装置からウェハを取り出し、図5に示すように、蓋ウェハ3の不要な保持部分を除去する。この時、梁8の部分を破壊する。梁8が切断されたマイクロパッケージは、マイクロセンサまたはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハと、各能動部分に面する蓋部材と、各蓋部材を素子ウェハの各能動部分の周囲で素子ウェハと接合する接合部とからなる。
【0017】
図6は、この蓋ウェハ3の不要な保持部分を除去したとき(図5に示す状態)の上面図を示す。全ての梁8をレーザで切断することで、蓋ウェハ3の不要部分が分離される。簡便には素子ウェハ1から蓋ウェハ3を剥がすことで機械的強度が小さい梁8が破壊され分離することが可能であった。この状態で、必要なキャップ部分3’のみで素子ウェハ1の素子部分を気密接合したマイクロパッケージが完成する。このマイクロパッケージは、複数の能動部分を形成した素子ウェハ1と、各能動部分に面する蓋部材3‘と、各蓋部材3’を素子ウェハ1の各能動部分の周囲で素子ウェハと接合する接合部5,6,7とからなる。さらに、電気信号を取り出すボンディングパッド9が露出しているので、ウェハ状態でデバイス特性評価、選別試験などが実施可能である。最終的に、一般的なダイシングをすることで素子が完成する。
【0018】
この製造法では、蓋ウェハ3に荷重を加えてウェハの反りを矯正しながら、気密封止が可能となる。また、各素子の上に封止される各キャップ部分は連続する1つのウェハ3として取り扱えるため、素子と蓋のアライメントも容易であり、作業性を損なうこともない。
【0019】
次に、蓋ウェハ3の作製について説明する。蓋ウェハ3はシリコンを用いたときには、よく知られているアルカリ溶液のウエットエッチングや6弗化硫黄ガスをベースとした高速ドライエッチング法などを用いて形成できる。梁8も同様にしてエッチング加工で形成する。シリコンの多段エッチング方法は多岐にわたるが、ここでは図7に示すように作製した。まず、シリコンウェハ3にマスク材11を形成する。材質はたとえばクロムを用いたが、チタンなどの金属膜か酸化シリコンなども適用可能である。通常のリソグラフによる微細加工技術をもって、マスク材11を一番深く加工する部分のみ開口し、シリコンを加工する(a)。続いて二番目に深くエッチングする部分のマスク材11を開口し、シリコンを加工する(b)。このとき、最初に開口した部分も同時に深堀される。同様の工程をくり返すことで、多段の深さを有するシリコンウェハが完成する(c)。最後にキャップ部分にメタライズ層とハンダのパターンを形成する。簡便にはリフトオフ法を用いた蒸着法で形成できる。このようにマイクロパッケージを作製すれば、蓋ウェハが単一の材料から形成できる。
【0020】
なお、高度な真空度を維持するために、気密部分に、たとえば鉄/ジルコン/バナジウムからなるゲッタを備えてもよい。また、低熱伝導性を有するキセノンガスやマイクロセンサの貼り付き防止のための乾燥空気、窒素ガスなどを気密封止してもよい。
【0021】
さらには、シリコンの赤外線透過性を利用し、素子が赤外センサである場合には、キャップ部分となる面に赤外反射防止膜を形成してもよい。ゲルマニウム製のキャップも利用可能である。ガラス基板を用いて蓋ウェハを作製して、キャップ部分の可視光透過性を利用した光学素子のマイクロパッケージとしてもよい。
【0022】
実施の形態2.
図8は、蓋ウェハ3の望ましい形状の1例を示す。蓋ウェハ23のストッパ24として、たとえば高耐熱性を有するポリイミド膜をキャップ部分の上に形成する。その他に、メッキで作製される金属膜などもストッパ24として利用可能である。この構造では、素子ウェハ1に対向するキャップ部分がエッチング加工されることがない。このため、鏡面仕上げされたウェハを用いてもその鏡面が損なわれることなく作製可能である。これは蓋ウェハ23を介して光が透過する光学素子に適している。蓋ウェハ23に面荒れが生じると光の透過性が損なわれるためである。ポリイミド膜は高温で圧力をかけると対向するウェハと接合されることがあるが、ハンダ接合では200℃程度で接合できるため、ポリイミドストッパ12が素子ウェハ1に接合されることなく、蓋ウェハ3の不要部分を除去できる。
【0023】
さらに、光の透過性を向上するために、蓋ウェハの表面側に反射防止膜を形成しておくことも有用である。反射防止膜は、封止前に作製する必要はなく、封止後で蓋ウェハ3の不要部分を除去する前に形成することが簡便である。このときパッド部分9は蓋ウェハ3の不要部分でおおわれているため、信号取り出し機能を損なうことはない。
【0024】
実施の形態3.
図9に示す実施の形態3のマイクロパッケージの蓋ウェハ43の構造は、素子の集積度が若干低下するものの、作製が簡便である。蓋ウェハ43として、ウェハの中間と両側の表面に誘電体である酸化シリコンを有するものを用いる。これにより簡便な加工により蓋ウェハが形成できる。まず、開口したい部分の表面に配置された酸化シリコン膜をパターニングし、その後、よく知られたアルカリ水溶液によるシリコン結晶異方性加工を行う。簡便的には、梁48の部分でウェハ中に配置した酸化シリコン膜を露出させないように、基板厚と結晶面を考慮して設計する。ウェハ43は結晶異方性で加工されるため、全ての溝を垂直に加工できないため、多少集積度が低下する。作製された蓋ウェハ43は、フッ酸などの薬液を用いてウェハの中間に設けてある不要な酸化シリコンを除去する。ストッパ44とメタライズ部5の形成は異方性エッチの前後いずれでも可能であるが、望ましくは異方性エッチ後に不要な酸化シリコンを除去する前に実施することが好ましい。これは、蓋ウェハ3内の封止される部分と不要部分とが酸化シリコンで全て接続され強度が高い状態であるためである。
【0025】
実施の形態4.
図10は、実施の形態4のマイクロパッケージの構造を示す。蓋ウェハ63の梁68に誘電体である酸化シリコンなどの薄膜を用いる。梁68が不要な部分は予め除去される。作製方法としては実施の形態1や3に示された方法などが適用可能である。この構造により、簡便な加工により蓋ウェハが作製できる。
【0026】
また、蓋ウェハ3の梁8の平面形状としては、図2に示される以外にも、図11に示す構造も可能である。この構造では、4角形状の4隅に梁8が設けられる。多数の梁8を配置することで、素子毎に印加する荷重を正確に封止部の中心にする必要がなく、封止部分に均等な荷重印加が可能になる。
【0027】
実施の形態5.
図12は、より精度のよいアライメント精度を有するマイクロパッケージ作製方法を示す。実施の形態1では、予めアライメントされた治具付きウェハを封止装置内で機械精度をもって重ね合わせ接合した。この実施の形態の方法では、素子ウェハ1と蓋ウェハ3にそれぞれリソグラフィによるアライメントマーク13を作製する。アライメントマーク13が貫通穴の場合には、レーザを透過させてレーザ強度をみることでアライメントされる。また、真空装置内に通常の接写顕微鏡や、シリコン基板を用いるときには赤外顕微鏡などを用いてアライメント可能である。アライメントマークを用いて精度よくアライメントができる。
【0028】
実施の形態6.
図13は、蓋ウェハ3の不要部分を除去する別の方法を示す。この方法では、蓋ウェハ3の不要部分を除去すると同時に素子ウェハも切断する。図13に示す蓋ウェハ3において、ボンディングパッド9と離れた位置に梁8を設け、また、隣接素子の間の梁8の位置を近接させておく。蓋ウェハ3の開口部はボンディングパッド9が1列に形成されている部分に並行に設けられる。図の中央の複数の梁8を結ぶ線(左右方向の線12)に沿って素子ウェハ1を蓋ウェハ3ごと切断する。線12に沿った切断予定部分には、各素子に必要なものは含まれていない。これにより、梁8が分離されると同時に、不要な蓋ウェハ部分が除去できる。ウェハの切断を端から端まで行わず、ウェハ外周の素子から反対側のウェハ外周素子部分まで選択的に切断することで、不要な蓋ウェハはウェハ上に保持され、切断装置に切りかすが巻き込まれることなく加工できる。
【0029】
実施の形態7.
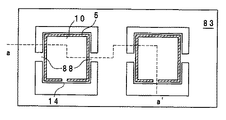
図14は、複雑な封止プロセスを用いず気密封止可能なマイクロパッケージを示す。図14は、図15に示した平面図のa−a’断面図である。メタライズ部5は、蓋ウェハ83のキャップ部分の下部に配置されるが、梁88を設けない部分14の近傍には、封止のためのハンダ6およびメタライズ部5を設けていない。この部分14が排気穴として機能する。この構成で、実施の形態1と同様に、ウェハのアライメント、ハンダの還元、ハンダ溶着を行う。メタライズ部5を設けていない部分14には、近傍から回り込むハンダは生じるが、この段階では気密封止されない。この完成していないウェハを、よく知られた蒸着装置を用いて、たとえばハンダ15を真空蒸着して、排気穴(部分14)を蒸着膜で封じる。素子内部は、蒸着時に行なう真空引きで真空状態となる。蒸着は、望ましくは蒸着源に対して傾斜させ、側面での膜付きを促進するようにして実施することが望ましい。蒸着後に不要な蓋ウェハを除去することで、マイクロパッケージが同様に完成する。このように、ハンダ接合工程と蒸着による封止工程を分けることで、ハンダ接合に必要な設備を簡略化できる。
【0030】
特に、光学素子として利用する場合にはキャップ上に金属層を設けることは不可能になるため、キャップ上に犠牲層を用いたリフトオフ法などによる封止ハンダ除去方法などを用いることで除去可能である。
【0031】
【発明の効果】
マイクロパッケージにおいて、素子ウェハと蓋部材を、ウェハに形成した能動部分(素子)の単位で接合できる。
【図面の簡単な説明】
【図1】実施の形態1のマイクロパッケージの断面図
【図2】図1に示すマイクロパッケージの上面図
【図3】マイクロパッケージの製造工程を示す図
【図4】マイクロパッケージの次の製造工程を示す図
【図5】マイクロパッケージの次の製造工程を示す図
【図6】図5に示すマイクロパッケージの上面図
【図7】蓋ウェハの製作を説明するための図
【図8】実施の形態2のマイクロパッケージの断面図
【図9】実施の形態3のマイクロパッケージの断面図
【図10】実施の形態4のマイクロパッケージの断面図
【図11】蓋ウェハの梁の位置の別の例を示す図
【図12】より精度のよいアライメント精度を有する作製方法を示す図
【図13】蓋ウェハの不要な部分を除去する方法を示す図
【図14】複雑な封止プロセスを用いずに気密封止可能なマイクロパッケージの断面図
【図15】複雑な封止プロセスを用いずに気密封止可能なマイクロパッケージの上面図
【符号の説明】
1 素子ウェハ、 2 マイクロセンサ、 3 蓋ウェハ、 4 ストッパ、 6 ハンダ層、 8 梁部、 9 ボンディングパッド。
【発明の属する技術分野】
本発明は、半導体素子のパッケージ技術に関するものである。
【0002】
【従来の技術】
マイクロパッケージ技術では、ウェハに製作された多数のマイクロセンサまたはマイクロアクチュエータを、損傷を防ぐために、パッケージに気密に封止する。たとえば、また、WO9517014公報(特表平9−506712号公報)に記載される赤外線検出器では、マイクロセンサが形成された基板ウェハを、気密封止するための蓋ウェハと、パターニングされたハンダを介して接合している。また、特表平9−506712号公報に記載された真空マイクロパッケージでは、ウェハに多数の素子ウェハがマイクロセンサまたはマイクロアクチュエータがマイクロマシニング技術をもって作製され、この素子ウェハが赤外線透過性材料のキャップとハンダなどで気密封止される。ウェハ同士で気密接合することで低コスト化などが可能となる。また、特開平10−115556号公報に示される赤外線検出器では、マイクロセンサが形成されたチップを真空封止するためのシリコン片(赤外線透過窓として動作する)と、パターニングされたハンダを介して接合している。オンチップで真空封止されたチップを得られるため装置の小型化が可能となる。
【0003】
【特許文献1】
WO9517014公報(第3−4頁、図2)
【特許文献2】
特表平9−506712号公報
【特許文献3】
特開平10−115556号公報(第3−4頁、図1)
【0004】
【発明が解決しようとする課題】
従来のマイクロパッケージにおいては、特に大口径のウェハ同士を接合する際に、それぞれのウェハの反り形状が問題となっていた。ウェハは少なからずとも反りを有しており、単に2つのウェハの表面を合わせただけではウェハ内に作製された全ての素子が均一に接合できない。また、接合させるためにウェハ間に荷重をかけると、封着材料がはみ出して良好な接合ができないことがある。
【0005】
この発明の目的は、大口径のウェハどうしを良好に接合したマイクロパッケージを提供することである。
【0006】
【課題を解決するための手段】
本発明に係るマイクロパッケージは、マイクロセンサまたはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハと、蓋部材と、素子ウェハと蓋部材とを素子ウェハの各能動部分の周囲で気密に封止する接合部とからなる。素子ウェハは、接合部に対して能動部分と反対の側に信号取り出し部を備え、また、蓋部材は、接合部で接合されている位置の外周部の一部が、能動部分に面する部分より厚さの薄い梁部と、前記の外周部の梁部以外に設けられる開口部とを備える。さらに、信号取り出し部の上の蓋部材が除かれている。
【0007】
【発明の実施の形態】
以下、添付の図面を参照して本発明の実施の形態を説明する。なお、図面において、同じ参照記号は同一または同等のものを示す。
マイクロパッケージは、マイクロセンサまたはマイクロアクチュエータがマイクロマシニング技術をもって作製された素子ウェハとキャップとがハンダなどで気密封止された構造を備える。本発明に係るマイクロパッケージでは、接合する蓋(キャップ)となる蓋ウェハに素子毎の大きさで素子の外周側に切り込みを加え、微細な梁で、キャリアとなる基板に接続・保持する。素子ウェハと所定の間隔を保つために必要なストッパを蓋側のウェハに設け、素子ウェハと蓋ウェハのキャップ部分を所定間隔に保持する。2つのウェハの接合時に、ウェハの反りを矯正する荷重を素子上の蓋ウェハに印加することで、ウェハの反りを矯正する。また、必要により、素子の上の蓋ウェハに荷重を印加して2つのウェハを接合する。梁を切断することにより、素子ごとに気密封止されたマイクロパッケージが得られる。
【0008】
実施の形態1.
図1は、実施の形態1のマイクロパッケージの図2のa−a’で示した破線部の断面図であり、図2は、マイクロパッケージの構造を図式的に示す上面図である。素子ウェハ1の表面には、素子ごとに、マイクロマシニング技術をもって作製されるマイクロセンサ2が基板と分離されて作製されている。また、素子ウェハ1の表面には、マイクロセンサ2から電気信号を取り出すボンディングパッド9と、蓋ウェハ3との接合のため封止位置にほぼ四角形状のメタライズ部7が設けられている。一方、蓋ウェハ3は、キャップ部分と、素子ウェハ1と対向する側に設けた、キャップ部分と素子ウェハ1との間隔を一定に保たせるためのストッパ4とからなる。さらに、蓋ウェハ3の表面には、メタライズ部7に対向する封止位置に設けられるほぼ四角形状のメタライズ部5とその上のハンダ層6が作り込まれている。メタライズ部5とハンダ層6とは、メタライズ部7に対向する位置にあり、2つのメタライズ部5、7と、その間のハンダ層6をもって接合部を形成し、各素子部分(能動部)の気密封止をする。
【0009】
さらに、図2に示されるように、蓋ウェハ3のキャップ部には、蓋ウェハ3の素子を覆わない部分(素子として機能しない部分)に、具体的にはメタライズ部5の外周近傍に、開口部が、ほぼ四角形状で(梁8の部分を除いて)形成される。さらに、素子を覆う部分10より厚さの十分薄い部分である梁8が形成される。上述の開口部と梁8とが、接合部の外周部にほぼ四角形状で配置される。また、ストッパ4は、対向するウェハ1の非能動部(素子として動作しない部分)に対応した位置に、柱状または枠状に形成される。ストッパ4を介して素子ウェハ1と蓋ウェハ3を対向させることにより、蓋ウェハ3のキャップ部分と素子ウェハ1との間隔を一定に保たせる。なお、素子と電気的に接続されるボンディングパッド(信号取り出し部)9が、非能動部に設けられる。
【0010】
このような蓋ウェハ3を用いることで、能動部の外周部で接合ができる。蓋ウェハ3にストッパ4を設けているので、蓋ウェハ3に反り矯正荷重を印加して接合できる。また、接合の後に、梁8を切断して不要なキャップ部分を除去することによってボンディングパッド9を露出させ、ボンディングパッド9において外部回路への接続ができる。
【0011】
組立の際には、素子ウェハ1と蓋ウェハ3は、それぞれ治具で保持された後、アライメントされる。たとえば、赤外顕微鏡を用いて、蓋ウェハ3と、蓋ウェハ3を透過させた素子ウェハ1とを同時に検知することでアライメント可能である。
【0012】
封止のための装置には、たとえば以下のような機構を持たせた。素子ウェハ1を保持する治具と、蓋ウェハ3を保持する治具を用意し、さらに、ウェハを所定の温度に昇温する加熱機構、これらの治具を可動し圧着させる機構、ウェハの反りを矯正する荷重機構、素子の接合を補助する荷重機構、封止環境を実現するための真空排気機構、ハンダ表面酸化膜を除去する機構を備える。
【0013】
図3〜図5は、マイクロパッケージの作製方法を順次示す。アライメントされた治具を封止装置に導入する。まず、ハンダ表面の酸化膜を除去するために真空引き後に、還元ガスを導入した。還元ガスとしては5%水素を含有したアルゴンガスを用いた。アルゴンガスは爆発の危険を回避するための希釈ガスであり、特に機能は発しないため、ガス組成はこれに限らない。次に、たとえば400℃、数秒に蓋ウェハ3を昇温して酸化膜を除去した。還元後、ウェハを冷却してハンダ6を固化させ、封止雰囲気とした真空状態にする(図3)。ここでは、1mPa以下に真空引きを行なった。
【0014】
所望の封止雰囲気が実現した後、ウェハ同士を重ねて、矢印で示すようにストッパ4とキャップ部分に荷重a、bを印加する(図4)。荷重aは主にストッパ4上に印加する。このことで、ウェハ3に内在する反りを矯正し、各素子での接合面間隔を一定に保持できる。荷重量はウェハにより異なったが、たとえば1kgf印加した。構造破壊なくウェハ反りが矯正される荷重が選択される。
【0015】
次に各ウェハをハンダの溶解温度以上に昇温した。封止するハンダは融点183℃の鉛スズを用いたため、たとえば230℃程度に昇温した。ここで、気密封止する全ての蓋のキャップ部分に個別に一定の荷重を印加する。荷重としてはたとえば接合面積当たり0.1g/mm2とした。封着後に、ハンダ6が十分固化する温度、たとえば100℃以下に冷却することで、ウェハ同士の気密封止が完了する。
【0016】
封止装置からウェハを取り出し、図5に示すように、蓋ウェハ3の不要な保持部分を除去する。この時、梁8の部分を破壊する。梁8が切断されたマイクロパッケージは、マイクロセンサまたはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハと、各能動部分に面する蓋部材と、各蓋部材を素子ウェハの各能動部分の周囲で素子ウェハと接合する接合部とからなる。
【0017】
図6は、この蓋ウェハ3の不要な保持部分を除去したとき(図5に示す状態)の上面図を示す。全ての梁8をレーザで切断することで、蓋ウェハ3の不要部分が分離される。簡便には素子ウェハ1から蓋ウェハ3を剥がすことで機械的強度が小さい梁8が破壊され分離することが可能であった。この状態で、必要なキャップ部分3’のみで素子ウェハ1の素子部分を気密接合したマイクロパッケージが完成する。このマイクロパッケージは、複数の能動部分を形成した素子ウェハ1と、各能動部分に面する蓋部材3‘と、各蓋部材3’を素子ウェハ1の各能動部分の周囲で素子ウェハと接合する接合部5,6,7とからなる。さらに、電気信号を取り出すボンディングパッド9が露出しているので、ウェハ状態でデバイス特性評価、選別試験などが実施可能である。最終的に、一般的なダイシングをすることで素子が完成する。
【0018】
この製造法では、蓋ウェハ3に荷重を加えてウェハの反りを矯正しながら、気密封止が可能となる。また、各素子の上に封止される各キャップ部分は連続する1つのウェハ3として取り扱えるため、素子と蓋のアライメントも容易であり、作業性を損なうこともない。
【0019】
次に、蓋ウェハ3の作製について説明する。蓋ウェハ3はシリコンを用いたときには、よく知られているアルカリ溶液のウエットエッチングや6弗化硫黄ガスをベースとした高速ドライエッチング法などを用いて形成できる。梁8も同様にしてエッチング加工で形成する。シリコンの多段エッチング方法は多岐にわたるが、ここでは図7に示すように作製した。まず、シリコンウェハ3にマスク材11を形成する。材質はたとえばクロムを用いたが、チタンなどの金属膜か酸化シリコンなども適用可能である。通常のリソグラフによる微細加工技術をもって、マスク材11を一番深く加工する部分のみ開口し、シリコンを加工する(a)。続いて二番目に深くエッチングする部分のマスク材11を開口し、シリコンを加工する(b)。このとき、最初に開口した部分も同時に深堀される。同様の工程をくり返すことで、多段の深さを有するシリコンウェハが完成する(c)。最後にキャップ部分にメタライズ層とハンダのパターンを形成する。簡便にはリフトオフ法を用いた蒸着法で形成できる。このようにマイクロパッケージを作製すれば、蓋ウェハが単一の材料から形成できる。
【0020】
なお、高度な真空度を維持するために、気密部分に、たとえば鉄/ジルコン/バナジウムからなるゲッタを備えてもよい。また、低熱伝導性を有するキセノンガスやマイクロセンサの貼り付き防止のための乾燥空気、窒素ガスなどを気密封止してもよい。
【0021】
さらには、シリコンの赤外線透過性を利用し、素子が赤外センサである場合には、キャップ部分となる面に赤外反射防止膜を形成してもよい。ゲルマニウム製のキャップも利用可能である。ガラス基板を用いて蓋ウェハを作製して、キャップ部分の可視光透過性を利用した光学素子のマイクロパッケージとしてもよい。
【0022】
実施の形態2.
図8は、蓋ウェハ3の望ましい形状の1例を示す。蓋ウェハ23のストッパ24として、たとえば高耐熱性を有するポリイミド膜をキャップ部分の上に形成する。その他に、メッキで作製される金属膜などもストッパ24として利用可能である。この構造では、素子ウェハ1に対向するキャップ部分がエッチング加工されることがない。このため、鏡面仕上げされたウェハを用いてもその鏡面が損なわれることなく作製可能である。これは蓋ウェハ23を介して光が透過する光学素子に適している。蓋ウェハ23に面荒れが生じると光の透過性が損なわれるためである。ポリイミド膜は高温で圧力をかけると対向するウェハと接合されることがあるが、ハンダ接合では200℃程度で接合できるため、ポリイミドストッパ12が素子ウェハ1に接合されることなく、蓋ウェハ3の不要部分を除去できる。
【0023】
さらに、光の透過性を向上するために、蓋ウェハの表面側に反射防止膜を形成しておくことも有用である。反射防止膜は、封止前に作製する必要はなく、封止後で蓋ウェハ3の不要部分を除去する前に形成することが簡便である。このときパッド部分9は蓋ウェハ3の不要部分でおおわれているため、信号取り出し機能を損なうことはない。
【0024】
実施の形態3.
図9に示す実施の形態3のマイクロパッケージの蓋ウェハ43の構造は、素子の集積度が若干低下するものの、作製が簡便である。蓋ウェハ43として、ウェハの中間と両側の表面に誘電体である酸化シリコンを有するものを用いる。これにより簡便な加工により蓋ウェハが形成できる。まず、開口したい部分の表面に配置された酸化シリコン膜をパターニングし、その後、よく知られたアルカリ水溶液によるシリコン結晶異方性加工を行う。簡便的には、梁48の部分でウェハ中に配置した酸化シリコン膜を露出させないように、基板厚と結晶面を考慮して設計する。ウェハ43は結晶異方性で加工されるため、全ての溝を垂直に加工できないため、多少集積度が低下する。作製された蓋ウェハ43は、フッ酸などの薬液を用いてウェハの中間に設けてある不要な酸化シリコンを除去する。ストッパ44とメタライズ部5の形成は異方性エッチの前後いずれでも可能であるが、望ましくは異方性エッチ後に不要な酸化シリコンを除去する前に実施することが好ましい。これは、蓋ウェハ3内の封止される部分と不要部分とが酸化シリコンで全て接続され強度が高い状態であるためである。
【0025】
実施の形態4.
図10は、実施の形態4のマイクロパッケージの構造を示す。蓋ウェハ63の梁68に誘電体である酸化シリコンなどの薄膜を用いる。梁68が不要な部分は予め除去される。作製方法としては実施の形態1や3に示された方法などが適用可能である。この構造により、簡便な加工により蓋ウェハが作製できる。
【0026】
また、蓋ウェハ3の梁8の平面形状としては、図2に示される以外にも、図11に示す構造も可能である。この構造では、4角形状の4隅に梁8が設けられる。多数の梁8を配置することで、素子毎に印加する荷重を正確に封止部の中心にする必要がなく、封止部分に均等な荷重印加が可能になる。
【0027】
実施の形態5.
図12は、より精度のよいアライメント精度を有するマイクロパッケージ作製方法を示す。実施の形態1では、予めアライメントされた治具付きウェハを封止装置内で機械精度をもって重ね合わせ接合した。この実施の形態の方法では、素子ウェハ1と蓋ウェハ3にそれぞれリソグラフィによるアライメントマーク13を作製する。アライメントマーク13が貫通穴の場合には、レーザを透過させてレーザ強度をみることでアライメントされる。また、真空装置内に通常の接写顕微鏡や、シリコン基板を用いるときには赤外顕微鏡などを用いてアライメント可能である。アライメントマークを用いて精度よくアライメントができる。
【0028】
実施の形態6.
図13は、蓋ウェハ3の不要部分を除去する別の方法を示す。この方法では、蓋ウェハ3の不要部分を除去すると同時に素子ウェハも切断する。図13に示す蓋ウェハ3において、ボンディングパッド9と離れた位置に梁8を設け、また、隣接素子の間の梁8の位置を近接させておく。蓋ウェハ3の開口部はボンディングパッド9が1列に形成されている部分に並行に設けられる。図の中央の複数の梁8を結ぶ線(左右方向の線12)に沿って素子ウェハ1を蓋ウェハ3ごと切断する。線12に沿った切断予定部分には、各素子に必要なものは含まれていない。これにより、梁8が分離されると同時に、不要な蓋ウェハ部分が除去できる。ウェハの切断を端から端まで行わず、ウェハ外周の素子から反対側のウェハ外周素子部分まで選択的に切断することで、不要な蓋ウェハはウェハ上に保持され、切断装置に切りかすが巻き込まれることなく加工できる。
【0029】
実施の形態7.
図14は、複雑な封止プロセスを用いず気密封止可能なマイクロパッケージを示す。図14は、図15に示した平面図のa−a’断面図である。メタライズ部5は、蓋ウェハ83のキャップ部分の下部に配置されるが、梁88を設けない部分14の近傍には、封止のためのハンダ6およびメタライズ部5を設けていない。この部分14が排気穴として機能する。この構成で、実施の形態1と同様に、ウェハのアライメント、ハンダの還元、ハンダ溶着を行う。メタライズ部5を設けていない部分14には、近傍から回り込むハンダは生じるが、この段階では気密封止されない。この完成していないウェハを、よく知られた蒸着装置を用いて、たとえばハンダ15を真空蒸着して、排気穴(部分14)を蒸着膜で封じる。素子内部は、蒸着時に行なう真空引きで真空状態となる。蒸着は、望ましくは蒸着源に対して傾斜させ、側面での膜付きを促進するようにして実施することが望ましい。蒸着後に不要な蓋ウェハを除去することで、マイクロパッケージが同様に完成する。このように、ハンダ接合工程と蒸着による封止工程を分けることで、ハンダ接合に必要な設備を簡略化できる。
【0030】
特に、光学素子として利用する場合にはキャップ上に金属層を設けることは不可能になるため、キャップ上に犠牲層を用いたリフトオフ法などによる封止ハンダ除去方法などを用いることで除去可能である。
【0031】
【発明の効果】
マイクロパッケージにおいて、素子ウェハと蓋部材を、ウェハに形成した能動部分(素子)の単位で接合できる。
【図面の簡単な説明】
【図1】実施の形態1のマイクロパッケージの断面図
【図2】図1に示すマイクロパッケージの上面図
【図3】マイクロパッケージの製造工程を示す図
【図4】マイクロパッケージの次の製造工程を示す図
【図5】マイクロパッケージの次の製造工程を示す図
【図6】図5に示すマイクロパッケージの上面図
【図7】蓋ウェハの製作を説明するための図
【図8】実施の形態2のマイクロパッケージの断面図
【図9】実施の形態3のマイクロパッケージの断面図
【図10】実施の形態4のマイクロパッケージの断面図
【図11】蓋ウェハの梁の位置の別の例を示す図
【図12】より精度のよいアライメント精度を有する作製方法を示す図
【図13】蓋ウェハの不要な部分を除去する方法を示す図
【図14】複雑な封止プロセスを用いずに気密封止可能なマイクロパッケージの断面図
【図15】複雑な封止プロセスを用いずに気密封止可能なマイクロパッケージの上面図
【符号の説明】
1 素子ウェハ、 2 マイクロセンサ、 3 蓋ウェハ、 4 ストッパ、 6 ハンダ層、 8 梁部、 9 ボンディングパッド。
Claims (7)
- マイクロセンサまたはマイクロアクチュエータの複数の能動部分をウェハに形成した素子ウェハと、蓋部材と、素子ウェハと蓋部材とを素子ウェハの各能動部分の周囲で気密に封止する接合部とからなり、
素子ウェハは、接合部に対して能動部分と反対の側に信号取り出し部を備え、
蓋部材は、接合部で接合されている位置の外周部の一部が、能動部分に面する部分より厚さの薄い梁部と、前記の外周部の梁部以外に設けられる開口部とを備え、
信号取り出し部の上の蓋部材が除かれていることを特徴とするマイクロパッケージ。 - 前記の蓋部材は、素子の能動部分でない位置に、能動部分の蓋となる部分から一定の高さを有するスペーサを備える
ことを特徴とする請求項1に記載されたマイクロパッケージ。 - 蓋部材において、スペーサが、その他の部分と異なる材料からなることを特徴とする請求項2に記載されたマイクロパッケージ。
- 少なくとも素子ウェハを横切る一辺にそって、蓋部材の梁が配置され、信号取り出し部が、その一辺から外れた場所に設けられ、その一辺にそって、蓋部材と素子ウェハとが切断されていることを特徴とする請求項1に記載されたマイクロパッケージ。
- マイクロセンサまたはマイクロアクチュエータの複数の能動部分をウェハに形成し、
ウェハと接合される蓋部材であって、ウェハの能動部分に面する部分の外周部の一部が他の部分より厚さの薄い梁部であり、かつ、前記の外周部の梁部以外が開口部である蓋部材を作製し、
素子ウェハを、その各能動部分の周囲で接合材で蓋部材と接合し、
次に、蓋部材の梁部を切断する
ことを特徴とするマイクロパッケージ製造法。 - 蓋部材の梁部の切断の際に続いてウェハも切断することを特徴とする請求項5に記載されたマイクロパッケージ製造法。
- 前記の接合において、接合の際に外周部の一部は接合材で接合されていない状態で梁部を切断した後に、非接合部を蒸着膜で封じることを特徴とする請求項5に記載されたマイクロパッケージ製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003022179A JP2004235440A (ja) | 2003-01-30 | 2003-01-30 | マイクロパッケージとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003022179A JP2004235440A (ja) | 2003-01-30 | 2003-01-30 | マイクロパッケージとその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004235440A true JP2004235440A (ja) | 2004-08-19 |
Family
ID=32951314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003022179A Pending JP2004235440A (ja) | 2003-01-30 | 2003-01-30 | マイクロパッケージとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004235440A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006270098A (ja) * | 2005-03-24 | 2006-10-05 | Memsic Inc | 集積回路用ウエハレベルパッケージ |
| JP2007149816A (ja) * | 2005-11-25 | 2007-06-14 | Seiko Epson Corp | 電子部品及びその製造方法、並びに電子機器 |
| JP2007165494A (ja) * | 2005-12-13 | 2007-06-28 | Dainippon Printing Co Ltd | センサーパッケージおよびその製造方法 |
| JP2007165495A (ja) * | 2005-12-13 | 2007-06-28 | Dainippon Printing Co Ltd | センサーパッケージおよびその製造方法 |
| EP1967489A2 (en) | 2007-03-06 | 2008-09-10 | Hitachi Metals, Ltd. | Functional device package |
| JP2012147007A (ja) * | 2003-09-15 | 2012-08-02 | Nuvotronics Llc | デバイスパッケージ、ならびにその製造方法および試験方法 |
| JP2017098530A (ja) * | 2015-09-22 | 2017-06-01 | アナログ デバイスィズ インコーポレイテッドAnalog Devices, Inc. | ウェハキャップ型充電式電源 |
| JP2023083507A (ja) * | 2018-07-11 | 2023-06-15 | 三菱電機株式会社 | パッケージ素子の製造方法およびパッケージ素子 |
-
2003
- 2003-01-30 JP JP2003022179A patent/JP2004235440A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012147007A (ja) * | 2003-09-15 | 2012-08-02 | Nuvotronics Llc | デバイスパッケージ、ならびにその製造方法および試験方法 |
| JP2006270098A (ja) * | 2005-03-24 | 2006-10-05 | Memsic Inc | 集積回路用ウエハレベルパッケージ |
| JP2007149816A (ja) * | 2005-11-25 | 2007-06-14 | Seiko Epson Corp | 電子部品及びその製造方法、並びに電子機器 |
| JP2007165494A (ja) * | 2005-12-13 | 2007-06-28 | Dainippon Printing Co Ltd | センサーパッケージおよびその製造方法 |
| JP2007165495A (ja) * | 2005-12-13 | 2007-06-28 | Dainippon Printing Co Ltd | センサーパッケージおよびその製造方法 |
| EP1967489A2 (en) | 2007-03-06 | 2008-09-10 | Hitachi Metals, Ltd. | Functional device package |
| US7939938B2 (en) | 2007-03-06 | 2011-05-10 | Hitachi Metals, Inc. | Functional device package with metallization arrangement for improved bondability of two substrates |
| JP2017098530A (ja) * | 2015-09-22 | 2017-06-01 | アナログ デバイスィズ インコーポレイテッドAnalog Devices, Inc. | ウェハキャップ型充電式電源 |
| JP2018195585A (ja) * | 2015-09-22 | 2018-12-06 | アナログ ディヴァイスィズ インク | ウェハキャップ型充電式電源 |
| JP2023083507A (ja) * | 2018-07-11 | 2023-06-15 | 三菱電機株式会社 | パッケージ素子の製造方法およびパッケージ素子 |
| JP7507924B2 (ja) | 2018-07-11 | 2024-06-28 | 三菱電機株式会社 | パッケージ素子の製造方法およびパッケージ素子 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6448109B1 (en) | Wafer level method of capping multiple MEMS elements | |
| US6521477B1 (en) | Vacuum package fabrication of integrated circuit components | |
| US6479320B1 (en) | Vacuum package fabrication of microelectromechanical system devices with integrated circuit components | |
| TWI447867B (zh) | 微機電元件封裝方法 | |
| US7943411B2 (en) | Apparatus and method of wafer bonding using compatible alloy | |
| US7485956B2 (en) | Microelectronic package optionally having differing cover and device thermal expansivities | |
| JP2006525133A (ja) | 集積回路要素の真空パッケージ製造 | |
| EP0849578A1 (en) | Evacuatable package and a method of producing the same | |
| CN103377956B (zh) | 封装结构与基材的接合方法 | |
| US20140346643A1 (en) | Integrated bondline spacers for wafer level packaged circuit devices | |
| US7615406B2 (en) | Electronic device package manufacturing method and electronic device package | |
| JP2003294451A (ja) | マイクロ慣性センサ及びその製造方法 | |
| Wang et al. | Wafer-level vacuum sealing by transfer bonding of silicon caps for small footprint and ultra-thin MEMS packages | |
| EP2346083B1 (en) | Mems sensor | |
| JP2006121109A (ja) | ウエハレベルパッケージの製造方法 | |
| JP4475976B2 (ja) | 気密封止パッケージ | |
| TW201304023A (zh) | 具微機電元件之封裝結構之製法 | |
| US20200385264A1 (en) | Generating a mems device with glass cover and mems device | |
| CN101156242A (zh) | 封装电子组件的生产方法和封装电子组件 | |
| JP2004235440A (ja) | マイクロパッケージとその製造方法 | |
| JP2012033718A (ja) | 半導体装置及びその製造方法 | |
| TW201811662A (zh) | 用於具有傾斜的光學窗的微機械裝置的製造方法以及相對應的微機械裝置 | |
| US7598125B2 (en) | Method for wafer level packaging and fabricating cap structures | |
| US7510947B2 (en) | Method for wafer level packaging and fabricating cap structures | |
| JPH11326366A (ja) | 半導体電子部品装置及びその製造方法 |