JP2004237676A - インクジェットヘッド - Google Patents
インクジェットヘッド Download PDFInfo
- Publication number
- JP2004237676A JP2004237676A JP2003031671A JP2003031671A JP2004237676A JP 2004237676 A JP2004237676 A JP 2004237676A JP 2003031671 A JP2003031671 A JP 2003031671A JP 2003031671 A JP2003031671 A JP 2003031671A JP 2004237676 A JP2004237676 A JP 2004237676A
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric
- liquid chamber
- individual liquid
- substrate
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
【課題】振動板及び圧電・電歪素子を支持する基板の厚みに影響されず、かつ個別液室の寸法制度が高く、特性ばらつきも少なく、更にノズルの高密度化に好適な構造を有するインクジェットヘッドを得る。
【解決手段】吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドにおいて、前記個別液室の内壁の一部を振動板を有する振動部として形成し、前記圧電・電歪素子を該振動部上の該個別液室側に配置する。
【選択図】 図2
【解決手段】吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドにおいて、前記個別液室の内壁の一部を振動板を有する振動部として形成し、前記圧電・電歪素子を該振動部上の該個別液室側に配置する。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、新規な構造のユニモルフ型インクジェットヘッド、及び該インクジェットヘッドを得るための製造方法である。更に詳しくは、仕様の変更に容易に対応可能なインクジェットヘッドおよびその製造方法である。
【0002】
【従来の技術】
近年、光学や精密加工等の分野において、サブミクロンのオーダーで光路長や位置を調整する変位素子や微小変位を電気的変化として検知する検出素子が所望されるようになってきており、これに応えるものとして、強誘電体を用いた圧電・電歪材料に電界を加えた時に起こる逆圧電効果や電歪効果に基づくところの変位あるいは、その逆の現象を利用した素子である、アクチュエーターやセンサーの如き圧電・電歪素子の開発が進められている。
【0003】
ところで、インクジェットプリントヘッド等においては、そのような圧電・電歪素子構造として、従来から知られているユニモルフ型が好適に採用されている。そして、そこでは、そのような素子を用いたプリンターの印字品質・印字速度等の向上が要求されており、それに応えるべく、かかる圧電・電歪膜型素子の小型高密度化、低電圧駆動化、高速応答性化、長尺多ノズル化を図るための開発が進められている。
【0004】
それらの克服のために、特許文献1には、圧電スピーカーとして、圧電セラミックスとセラミックス振動板を同時に焼結することで強固な接合強度をもたらす技術が開示されている。また、特許文献2には、シリコン基板上にゾルゲル法あるいはスパッタ法で圧電膜を成膜し、インクジェットヘッドを製造する方法が記載されている。この方法は、シリコン基板を加工し、個別液室(圧力室)を形成し、ヘッドを得る方法である。
【0005】
また、特許文献3には、インク流路が形成された基板と、ノズルを有するノズル板からなるインクジェットヘッドにおいて、ノズルのインク吐出口の穴径が小さく形成され、流路と連通する側の穴径が流路の径よりも大きく形成されたインクジェットヘッドが記載されている。特許文献4には、基板上に圧電膜を形成したのち、これを下部電極に転写する工程を用いて圧電膜型アクチュエーターを製造する方法が記載されている。
【0006】
【特許文献1】
特開昭62−213399号公報
【特許文献2】
米国特許第5265315号明細書
【特許文献3】
特開平3−297651号公報
【特許文献4】
特開2002−134806号公報
【0007】
【発明が解決しようとする課題】
図1には、ユニモルフ型インクジェットヘッドの従来例の断面図を示した。図中、1は圧電・電歪膜、2は下部電極、3は振動板、4は個別液室、6はノズル7が形成されたノズルプレートである。インクジェットヘッドのノズルを高密度化するためには、個別液室4の幅及び隔壁9の幅を小さくする必要があり、それらが小さくなっても液滴が吐出するだけの十分な変位量が必要である。
このような方法により高密度化した、ユニモルフ型の圧電・電歪素子においては、大きな屈曲変位や発生力を得るために、振動板3となる基板の厚さを薄くすることが重要とされるが、かかる基板の厚さを減少させると、強度が低下する、厚みムラの影響のためにばらつきが大きくなるという問題が生じる場合があった。
【0008】
特許文献1の方法では圧電体と振動板を強固な接合強度で接合することが可能であるが、この方法は高温で異種の材料を焼結することから、振動板及び圧電セラミックスそのものが収縮し、大面積での作成を行う場合にはミクロンオーダーの寸応精度を合わせることが困難な場合があった。
【0009】
また、特許文献2の方法では、シリコン基板の厚みが個別液室の深さとなり、必要な吐出液滴量や吐出圧力に適応良く対応することが出来ない場合があった。例えば、基板サイズが6インチの場合の汎用品の厚みは500〜700μmであり、8インチの場合は、600〜800μmである。これらの基板を用いて、個別液室を作製する場合、この基板の厚みが個別液室の深さとなり、吐出液滴量の設定等のヘッドスペック上、好ましくない場合が発生する。また、基板を研磨等で薄膜化し対応した場合、研磨による厚みむらによりヘッドの長尺化に対応出来ない等の問題が生じる場合あった。特許文献3に記載のインクジェットヘッドでは、ノズルプレートと連通孔基板との間で気泡が溜る場合がある。
【0010】
本発明の目的は、上記問題点を解決したユニモルフ型のアクチュエーター及びインクジェットヘッドを提供することにある。また、本発明の他の目的は、多ノズルで信頼性の高いアクチュエーター及びインクジェットヘッドを提供することにある。即ち、低駆動電圧で大変位が得られ、応答速度が速く、発生力の大きい、多ノズル化・高集積化が可能であるアクチュエーター・インクジェットヘッドを提供することにある。また本発明の他の目的は、隔壁部の剛性が高く、個別液室の深さを200μm以下に浅く出来、液滴の吐出スピードに優れたインクジェットヘッドを提供することにある。
【0011】
【課題を解決するための手段】
本発明のインクジェットヘッドは、吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドにおいて、前記個別液室の内壁の一部を振動板を有する振動部として形成し、前記圧電・電歪素子を該振動部上の該個別液室側に配置したことを特徴とする。すなわち、本発明のインクジェットヘッドは、圧電・電歪素子より下部に振動板が、圧電・電歪素子より上部に個別液室の少なくとも一部が位置する構成を有するものである。ここで、個別液室、圧電・電歪素子および振動板の位置関係は、インクの吐出方向を基準にして、ノズル側を上、基板側を下とする方向を基準としたものである。「圧電・電歪素子より下部に振動板」を有するとは、振動板の最も上の面が圧電・電歪素子の最も下の面よりも下にあることを表す。また、「圧電・電歪素子より上部に個別液室の少なくとも一部が位置する」とは、個別液室の最も上の面が圧電・電歪素子の最も下の面よりも上にあることを表す。
【0012】
本発明によれば、圧電・電歪素子を個別液室側に入れたことにより、圧電・電歪素子での圧力発生が、振動板及び圧電・電歪素子を支持する基板の厚みに影響されなくなり、かつ個別液室及び圧電・電歪素子の幅の低減化も容易となり、個別液室の寸法制度が高く、特性ばらつきも少なく、更にノズルの高密度化に好適な構造を有するインクジェットヘッドを得ることが出来る。
【0013】
【発明の実施の形態】
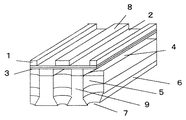
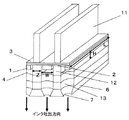
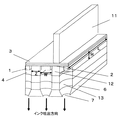
本発明のインクジェットヘッドの主要部を、4つの側面を断面として表した模式的斜視図(図2及び図4)に示した。すなわち図2及び図4は、ヘッドの正面側、背面側及び左右両側面を断面として表わしており、また、吐出口を有するノズルが下方に向いている状態の斜視図となっている。これらの図中、11は基板であり、振動板3まで部分的にエッチング加工されている。基板の加工により残された部分11は、図2の構成では一個の個別液室に一個対応しているが、図4の構成では、複数個の個別液室に対して一個対応している。11の上に振動板3と下部電極2が形成されている。振動板3は基板の一部として形成されたものであっても良いし、基板上に新たに成膜された膜あるいは接合された膜であっても良い。振動板3と下部電極2との積層体が個別液室4の内壁を構成している部分は振動板に基づく振動部となっており、この振動部上に圧電・電歪膜1が配置されている。圧電・電歪膜1の上面には上部電極(不図示)が設けられており、下部電極の圧電・電歪膜1の下の領域とこの上部電極で、圧電・電歪膜1を挟持した構成を有する圧電・電歪素子が構成されている。
【0014】
このインクジェットヘッドでは、振動板の面方向に対して垂直方向に中心軸を有する下端に吐出口を有するノズルが伸びて、吐出口の開口面と振動板の面とが平行に位置するようになっている。この構成により、個別液室の長手方向と直行するノズルの下端に位置する吐出口から振動板の面方向と直行する方向に液体が吐出する。この液体の吐出方向を図中に示した。
【0015】
本発明によれば、圧電・電歪素子を個別液室側に入れたことにより、圧電・電歪素子での圧力発生が、振動板及び圧電・電歪素子を支持する基板の厚みに影響されなくなり、かつ個別液室及び圧電・電歪素子の幅の低減化も容易となり、個別液室の寸法制度が高く、特性ばらつきも少なく、更にノズルの高密度化に好適な構造を有するインクジェットヘッドを得ることが出来る。
【0016】
個別液室4の深さは、個別液室プレート12の厚みで調整することが出来る。本発明のインクジェットヘッドの圧電・電歪膜1は下部電極2と上部電極(不図示)の一対の電極間に圧電・電歪膜を挟持されていることが好ましい。図示した構成のように、下部電極2からなる面の所定部に圧電・電歪膜を設け、その上部に更に上部電極を設けて、例えば下部電極を共通電極として、上部電極を選択(駆動)電極として利用することで、画像デジタル情報を高精度に圧電・電歪膜に伝達することができる。
【0017】
上部電極及び下部電極のうちの個別液室と接する部分は液体に対する耐性を有する材料から構成される。例えば、電極の液体と接する面にパッシベーション膜を形成することで液体に対する耐性を電極に付与することができる。
上記の構成のインクジェットヘッドは、例えば、吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドの製造方法において、
基板の振動板となる部分に下部電極を形成する工程と、
該下部電極上に圧電・電歪膜を形成する工程と、
該圧電・電歪膜上に上部電極を形成して圧電・電歪素子とする工程と、
該圧電・電歪素子の少なくとも一部を内包する個別液室を形成する工程と、
該個別液室に連通し、吐出口を有するノズルを形成する工程と、
を有することを特徴とするインクジェットヘッドの製造方法により製造する事が出来る。
【0018】
特に、本発明の基板は、シリコン基板、SOI基板(silicon on insulator)あるいはSOS基板(silicon on sapphire)が好ましい。これらの基板を使用することによって、低駆動電圧で変位が大きく、機械的強度が高く、膜厚均一性に優れた振動板を得ることができる。本発明の振動板の形成方法は、上記基板のドライエッチング及びウェットエッチングの少なくとも一つの方法によることが好ましい。また、本発明の振動板の形成方法は、薄膜プロセスによる方法によることが好ましい。
【0019】
本発明のインクジェットヘッドの各構成要素について更に詳説する。
圧電・電歪膜の厚み(インク吐出方向における厚さ)は、1μm以上30μm以下が好ましく、1μm以上10μm以下がより好ましい。振動板の厚みは、1μm以上30μm以下が好ましく、より好ましくは、1μm以上10μm以下である。個別液室の幅(図2及び4のW、個別液室プレート間の間隔)は、任意に設定出来るが、30μm以上500μm以下が好ましく、より好ましくは、30μm以上150μm以下である。
【0020】
個別液室の長さ(図2及び4のL、ノズルの中心軸に直行する方向での、個別液室の内壁面(ノズルの中心軸に平行な面)の間の距離。)は、任意に設定出来るが、50μm以上6000μm以下が好ましく、より好ましくは300μm以上3000μm以下である。個別液室の深さ(図2及び4のH、インク吐出方向の長さ)は、任意に設定出来るが、30μm以上400μm以下が好ましく、より好ましくは50μm以上200μm以下である。ノズルは、その中心軸に垂直な断面を円や星型、三角形、四角形などとした形状を採ることが出来るが、好ましくは、かかる断面が円、星型である。断面が円形の場合のノズル径は5μm以上50μm以下が好ましく、より好ましくは、7μm以上30μm以下である。
【0021】
また、個別液室とノズルを繋げる連通孔13が設けられることが好ましい。図2の模式図は、ノズルプレート6の上に2枚の板材を利用して連通孔が形成された例であるが、連通孔が無い場合でも良い。図2は、さらに個別液室が形成された板材と振動板等が設けられた基板とからなる例である。連通孔13の径はノズル径より大きい。ノズルはノズルプレート間でテーパー形状を有しているのが好ましく、ノズル径が10〜30μmである場合、連通孔側の穴径は15〜60μmが好ましい。
【0022】
ノズルプレート6の厚みは、30μm以上150μm以下であることが好ましい。連通孔のインク吐出方向における長さは、30μm以上300μm以下であることが好ましい。ノズルプレート6は、更に図3の断面図に示されるように一つの基材内にノズル7と連通孔13が形成されたものであっても良い。
【0023】
連通孔部、ノズル部の作成方法としては、各穴を形成した基材を接合する方法、あるいは各部分を電鋳、メッキ、蒸着、射出成型等の方法で作製する方法が採れる。穴を形成する基材としては、シリコン基材、SUS基材、Ni基材、ポリマー材料やカーボン材料、カーボンやシリカを含んだ複合材料等がある。電鋳、メッキ、蒸着等の方法による場合は、穴あるいは凹部を形成する部分が、レジスト、あるいはマスク等を利用したパターニングによって形成されるように成膜を行なう。ノズル部、連通孔部を形成する板材の好ましいヤング率は、0.1GPa以上である。0.1GPa以上のとき、隔壁部が薄くなっても振動板/圧電・電歪素子を含む構成におけるアクチュエータ部の変位に対して隔壁部が変位せず、吐出性能が低下しない。
【0024】
本発明で呼称する圧電・電歪膜とは、圧電膜および/または電歪膜の意味である。圧電・電歪膜に用いられる材料としては、ペロブスカイト型化合物が挙げられる。例えば、チタン酸ジルコン酸鉛PZT[Pb(ZrxTi1−x)O3]やチタン酸バリウムBaTiO3などの圧電材料やリラクサ系材料の電歪材料がある。チタン酸ジルコン酸鉛(PZT)のxは0.40から0.65のMPB(morphotropic phase boundary)組成が好ましいが、それ以外の組成比でも良い。PZTの結晶構造は正方晶、菱面体晶のいずれの結晶構造でも良い。BaTiO3は、正方晶で(001)配向された膜が好ましい。また、BaTiO3は微量の鉛、ビスマスが含有されていても良い。
【0025】
本発明で使用する電歪材料としては以下の物が選択出来る。例えば、PMN[Pb(MgxNb1−x)O3]、PNN[Pb(NbxNi1−x)O3]、PSN[Pb(ScxNb1−x)O3]、PZN[Pb(ZnxNb1−x)O3]、PMN−PT{(1−y)[Pb(MgxNb1−x)O3]−y[PbTiO3]}、PSN−PT{(1−y)[Pb(ScxNb1−x)O3]−y[PbTiO3]}、PZN−PT{(1−y)[Pb(ZnxNb1−x)O3]−y[PbTiO3]}、LN[LiNbO3]、KN[KNbO3]である。
【0026】
ここで、xおよびyは1以下で0以上の数である。例えば、PMNの場合xは0.2〜0.5、PNNの場合xは0.2〜0.5、PSNではxは0.4〜0.7、PZNの場合xは0.1〜0.5、PMN−PTのyは0.2〜0.4、PSN−PTのyは0.35〜0.5、PZN−PTのyは0.03〜0.35が好ましい。また、PMN−PT、PZN−PT、PNN−PT、PSN−PTにZrがTiの一部に代替されて含まれたPMN−PZT、PZN−PZT、PNN−PZT、PSN−PZT化合物であっても良い。
【0027】
圧電・電歪膜は単一組成であっても良いし、2種類以上の組み合わせでも良い。又、上記主成分に微量の元素をドーピングした組成物であっても良い。本発明の圧電・電歪膜は、優れた圧電性を発現するために、圧電・電歪膜は結晶制御されたものが良く、X線回折で特定の結晶構造の特定の方位が50%以上あるものが好ましく、さらには、90%以上のものがより好ましい。又、圧電・電歪膜の結晶粒径の大きさは、0.02μm以上が好ましい。結晶粒径は、粒状でも良く、膜厚方向に流い島状であっても良い。また、単結晶膜においては、上記結晶粒径の大きさは、視認出来ない場合もある。
【0028】
電極材料としては、金属や導電性金属酸化物が用いられる。金属としては、例えば、Pt,Au,Ni,Ir,Os,Cr、SUSなどである。導電性金属酸化物としては、好ましくは、ペロブスカイト型化合物で、例えば、SrRuO3,Laドープ−SrTiO3、Laドープ−SrCoO3、Nbドープ−SrTiO3、BaPbO3、LaNiO3、LaCrO3、CaRuO3などである。上部電極と下部電極材料は、異種材料であっても、同じ材料であっても良い。また、電極の下部に接着性向上のためにアンカー層を有していても良い。アンカー層としては、例えば、Ti、Cr、Pb、Ir等の金属材料やTiO2、IrO等の金属酸化物が用いられる。電極の膜厚は、0.05〜1.0μmが好ましく、より好ましくは、0.1〜0.3μmである。
【0029】
振動板材料としては、後述するように選択する製造方法により変わるが、Si、SiO2、YSZ,PSZ、ZrO2等や、あるいは電極が振動板を兼ねても良い。電極が振動板を兼ねる場合には、電極の厚みは、上記範囲ではなく、0.5μm〜6μmであることが好ましい。振動板の好ましいヤング率としては、10〜300GPaである。例えば、Si基板を振動板として用いた場合は、100〜160GPaである。
【0030】
次に、各先に挙げた工程を有する本発明のインクジェットヘッドの製造方法について更に説明する。本発明のインクジェットヘッドは、振動板及び/又は圧電・電歪膜の厚みが1μm以上30μm以下であることが好ましく、より好ましくは1μm以上10μm以下である。そのために得られるインクジェットヘッドの全体の厚みが数百μm〜1mm程度となり、大面積ヘッドを作成する場合に、極薄膜基板を用いなければいけない製造工程上の不都合を解消した製造方法であり、用いる基板の厚みに左右されずにアクチュエータ部が薄膜となる製造方法である。
【0031】
更に、本発明の製造方法は、更に上記工程の他に、上部電極および/または圧電・電歪膜をパターニングする工程を含んでもいても良い。また、本発明の製造方法は、好ましくは圧電・電歪膜上にパッシベーション膜を形成する工程を有する製造方法である。
【0032】
本発明の工程を順次より詳細に説明する。下部電極形成工程は、圧電・電歪膜に電界をかける一方の電極を形成する方法であり、基板上にスパッタ法、ゾルゲル法、印刷法、蒸着法、メッキ、電鋳法、MO−CVD、PLD法などの方法で電極を形成することができる。下部電極の作製条件は下部電極の厚さ、材料、使用する方法等によって好適な条件を選択する。電極材料としては、前述したとおりであり、電極層は、結晶制御されものであっても良い。例えば、金属材料では、(111)あるいは(100)に配向または単結晶化された膜であり、酸化物電極の場合も同様に(100)、(111)あるいは(110)に配向または単結晶化されているのが、好ましい態様である。
【0033】
圧電・電歪膜を形成する工程は、スパッタ法、蒸着法、MBE法、ゾルゲル法(水蒸気加熱も含む)、水熱合成法、CVD法、MO−CVD法、ガスデポジション法、PLD法等の薄膜プロセスにより行なうことができる。また、別の方法として、焼結法、溶融単結晶法により作成した圧電・電歪膜を接合・接着による方法を利用しても良い。また、特許文献4に記載のように基材上に圧電・電歪膜を形成したのち、下部電極にこれを転写する工程を用いて作成しても良い。圧電・電歪膜の作製条件は、圧電・電歪膜の厚さ、材料、使用する方法等によって好適な条件を選択する。
【0034】
上部電極の形成工程には、下部電極と同様な工程を採ることができる。電極は、アクチュエータを個別に駆動するために、上部電極か下部電極のどちらかが個々の圧電・電歪膜に独立して接続された選択電極として形成される。先に説明したように製造工程上は、上部電極を選択電極としてパターン化することが好ましい。上部電極の形成工程は、圧電・電歪膜が形成された後の工程であるため、圧電・電歪膜のキューリー温度を超える温度で上部電極を成膜する事は好ましくなく、400℃以下、より好ましくは300℃以下で成膜するのが良い。
【0035】
上部電極のその他の作製条件は、上部電極の厚さ、材料、使用する方法等によって好適な条件を選択する。上部電極及び圧電・電歪膜のパターニング方法は、ドライエッチング及びウェットエッチングの少なくとも一つの方法により行う。ドライエッチングとしては、ICP法あるいはFIB法を用いることが好ましい。また、ウェットエッチングとしては、フッ酸系エッチャントを用いて行うことが好ましい。ウェットエッチング工程は、加熱下で行っても良い。ドライエッチング及びウェットエッチングの条件は、上部電極及び圧電・電歪膜の厚さ、材料、使用する方法等によって好適な条件を選択する。
【0036】
個別液室の形成は、上記の圧電・電歪膜及び上部電極のパターニング工程後に行うことが好ましい。個別液室形成工程は、別途、個別液室となる凹部と該凹部に対応したノズル部を有する部材を接合・接着する工程である。また、別の方法として、該凹部及びノズル部の型をレジスト材料で圧電・電歪膜上に作成しておきメッキ法、電鋳法等により型で覆われた部分以外の部分に壁材を成膜することで形成しても良い。好ましい工程は、前者の方法である。前者の部材の作成方法としては、例えば、一枚のあるいは複数枚のSUSなどの金属板やシリコン基材を用いて、ノズル部、連通孔部、個別液室を作成し、これらを積層して部材とする方法を挙げることができる。
【0037】
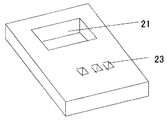
図5は共通液室及び個別液室を形成した基材の模式図、図6は共通液室及び連通孔を形成した基材の模式図、図7は連通孔を形成した基材の模式図、図8はノズルを形成した基材の模式図を表す。図5の21は共通液室であり、絞り25を通って個別液室22に液体が流れ込む。絞り25は、共通液室に液体が逆流しにくい、一方向に流体抵抗のある構造が好ましい。図5及び6の23は図8のノズル24と個別液室22をつなぐ流路の連通孔である。それぞれの板状の基材の厚みは異なっていても良いし、同じであっても良い。このような基材の作製方法は、特に限定されないが、エッチングあるいは打ち抜き加工あるいは射出成形で基材を作成するのが好ましい。好ましいノズルの形状および径は、前述した通りである。エッチングあるいは打ち抜き加工の条件は、基材の厚さ、材料等によって好適な条件を選択する。射出成形の場合は、剛性確保の点で複合材料を用いることが好ましい。
【0038】
本発明の製造方法では、振動板の形成工程が、基板のドライエッチング及びウェットエッチングの少なくとも一つの工程であることが好ましい。エッチング方法を用いることによって、振動板を膜厚の均一な薄膜の状態で残すことができると共に、振動板の可動部の空間を確保することができる。ドライエッチング法を用いる場合、ICP法あるいはFIB法を用いることが好ましい。また、ウェットエッチング法を用いる場合、フッ酸系エッチャントを用いて行うことが好ましい。ドライエッチング及びウェットエッチング工程の条件は、振動板の厚さ、材料等によって好適な条件を選択する。
【0039】
エッチングによる振動板形成工程は、下部電極、圧電・電歪膜、上部電極等が形成された基板を上記形成物がない面からエッチング加工により基板の一部あるいは全部を除去する工程として行なうことができる。エッチングにより除去される部分は、個別液室に対応した部分を含む。振動板の可動部の空間を確保するという観点からは、基板の厚み方向に、個別液室に対応した部分及びその近傍だけを除去する方法でも良い。基板として、SOI基板あるいはSOS基板を用いた場合、SiO2層をエッチングを停止させる層(エッチストップ層)として利用し、残ったSOI層あるいはSOS層を振動板として利用することが好ましい態様である。この場合のSOI基板、SOS基板のハンドルウエハ部の結晶面は(110)であることがウェットエッチングで垂直方向に加工できる点で、好ましい。
【0040】
また、本発明の製造方法における振動板の形成工程には、基板上へ薄膜を形成するための薄膜プロセスも好ましく利用できる。薄膜プロセスとしては、スパッタ法、蒸着法、MBE法、ゾルゲル法(水蒸気加熱も含む)、水熱合成法、CVD法、MO−CVD法、メッキ、電鋳法及びPLD法等を用いることができる。薄膜プロセスの処理条件は振動板の膜厚、材料、使用する方法等によって好適な条件を選択する。薄膜プロセスにより振動板を作成した場合は、振動板部分だけを残すように基板部分は全て加工除去しても良い。
【0041】
また、圧電・電歪膜及び電極上に必要に応じてパッシベーション膜を形成する場合、パッシベーション膜の膜厚は0.1〜10μmが好ましく、より好ましくは、0.2〜5μmである。パッシベーション膜の形成方法としては、スパッタ法、塗布法、CVD法、蒸着等がある。塗布法としては、スクリーン印刷やゾルゲル法などの方式である。形成時に付与する温度は、低温が好ましく、より好ましくは400℃以下、更に好ましくは300℃以下が良い。
【0042】
パッシベーション膜としては、例えば、SiO2、SiN及びSiON等の材料から構成することができる。パッシベーション膜の表面平滑性は、後の接合処理による個別液室形成工程のために平滑であることが望ましいが、個別液室の作製を、接着剤により行う場合には、接着剤の厚みを厚くすることにより補正することが出来る。これは、接着剤の厚みを厚く塗布した後、均一加圧し、接着することにより各素子の表面粗さを補正した接着が出来るためである。又、この場合は、余った接着剤が個別液室、連通孔、ノズル等の部位に入りこまないよう基板内にたまり部を設けることは、有用な手段である。
【0043】
この場合の接着層の厚みは、5μm以上が好ましく、より好ましくは10μm以上である。使用出来る接着剤は、有機系接着剤、有機無機ハイブリッド型接着剤や無機系接着剤であるが、好ましくは、有機無機ハイブリッド型接着剤あるいは無機系接着剤が良い。次に本発明を、実施例を挙げて説明する。
【0044】
【実施例】
(実施例1)
厚み625μmのSOI基板(SOI層およびハンドルウェハ層の結晶面が(110)でSOI層の膜厚が2μm、ボックス層のSiO2膜厚が0.3μm)のSOI層上にSrRuO3(100)の下部電極をスパッタ法により0.2μmで成膜した。この電極上に電歪膜のPMN−PT(組成比PMN66%−PT34%)膜をゾルゲル法により結晶性92%、膜厚3.5μmで成膜した。この電歪膜上に、下部電極と同様に上部電極として、SrRuO3膜をスパッタ法により0.1μmを、メタルマスクを介して成膜した。電歪膜をパターニングしたのち、パッシベーション膜として、ゾルゲル薄膜(加熱温度200℃)のSiO2膜を約0.3μmの厚みで積層した。この上にSUS304で作成した個別液室とノズル部を(ノズル径17μm)有する構造部材を接着剤で貼りあわせた。
【0045】
この構造部材のノズルプレートの厚みは80μm、個別液室部の厚みは150μmである。このノズルプレートと個別液室のSUS基材も、同じ接着剤で貼りあわせたものを用いた。個別液室の幅は55μm、長さは2.5mm、隔壁部の幅は30μmになるように打ち抜き加工したSUS304基材を用いた。個別液室部を接着後、SOI基板のハンドルウェハ部をアルカリエッチング(TMAH溶液)し、個別液室部に相当する部分を除去し、SOI層が振動板となるように薄膜化した。エッチングでは、基板を上面から見た形状が、幅60μm、長さ3.0mmの平行四辺形状にエッチングした。また、個別液室に液体を入れる共通液室を連通させ、共通液室に液体を入れる挿入孔を、SOI基板全体を貫通させて作成した。こうして、本発明のインクジェットヘッドを得た。Si振動板の厚みムラは、個別液室100室を測定したところ、2%以内の±20nmにすべておさまる精度の良いものであった。
【0046】
このヘッドを用いて、周波数10kHz、20Vの駆動電圧を掛けて吐出特性を評価したところ、粘度3cpsの溶液を約11m/秒の速度で効率良く安定して、吐出することが出来た。
【0047】
(実施例2)
下部電極を0.15μm厚のPt,電歪膜をゾルゲル法で形成した2μm厚のPZT圧電膜(Zr/Ti=50/50、結晶性(001)配向性が92%)、上部電極を0.2μm厚の金電極に変え、個別液室の幅を110μm、長さを3mm、隔壁部の幅を60μmにかえて実施例1と同様にヘッドを作成した。実施例2のヘッドはハンドルウェハ部のエッチング除去部を、個別液室5個相当分を除去し、5個の個別液室間ごとに50μm幅の基材を隔壁部に相当する部分上に残して作成した。
実施例1と同様に評価したところ、周波数10kHz、駆動電圧30Vで効率良く液滴の吐出が確認出来た。
【0048】
(実施例3)
実施例1のSOI基板の厚みを625μmから825μm(SOI層およびハンドルウェハ層の結晶面が(110)でSOI層の膜厚が2.5μm、ボックス層の膜厚が0.2μmの基板)に変え、基板のエッチング時間を調節して、幅50μm、長さ2.5mmの平行四辺形状にエッチングして振動板を得た以外は実施例1と同様にインクジェットヘッドを作成し、周波数8kHz、駆動電圧25Vで効率良く液滴の吐出が確認出来た。
【0049】
(比較例1)
厚み625μmのSi基板上に下部電極として、SrTiO3をスパッタ法で成膜し、実施例1と同様に下部電極上にゾルゲル法でPMN−PTの電歪膜を成膜した。さらに、基板の二つの面のうち下部電極及びPMN−PT電歪膜が形成されている面と反対側の面に、実施例1と同様の組成・方法により上部電極を成膜した。ヘッドの個別液室の深さを150μmとするために、基板を研磨により薄膜化した後、ドライプロセスで個別液室を作製した。次に、実施例1で用いたものと同じ仕様のノズルプレートと上記加工済みSi基板を接着剤で接合処理しインクジェットヘッドを得た。
【0050】
このようにして得たヘッドは、基板の研磨むらにより接合不良が発生し、不吐出のノズル部が10%以上存在し、好ましくなかった。また、薄膜化工程で、電歪膜の剥離も発生し、生産効率的に劣るものであった。基板の厚みを、そのまま個別液室の深さとして、ヘッドを作製した場合は、不吐出のノズルは、存在しなかったが、実施例1と比べて、吐出スピードが10〜15%遅くなり、ノズル間の吐出特性も、ばらつきが大きくなった。
【0051】
【発明の効果】
以上、説明したように本発明のユニモルフ型インクジェットヘッドは新規構成で精度良く、かつ安定した液滴吐出が可能であり、また、厚みの異なる基板を用いても精度が良く、特性ばらつきの少ないインクジェットヘッドを得ることが出来る。
本発明は、圧電・電歪膜を形成する基板は一部残す例を説明したが、図2の基板11の全てを除去したインクジェットヘッドあるいはアクチュエータを作成しても良い。
【図面の簡単な説明】
【図1】従来技術によるインクジェットヘッドの模式断面図である。
【図2】本発明のインクジェットヘッドの模式断面図である。
【図3】本発明の連通孔及びノズルの模式断面図である。
【図4】本発明のインクジェットヘッドの他の実施形態の断面図である。
【図5】本発明の共通液室及び個別液室を形成した基材の模式図である。
【図6】本発明の共通液室及び連通孔を形成した基材の模式図である。
【図7】本発明の連通孔を形成した基材の模式図である。
【図8】本発明のノズルを形成した基材の模式図である。
【符号の説明】
1 圧電・電歪膜
2 下部電極
3 振動板
4 個別液室
5 連通孔プレート
6 ノズルプレート
7 ノズル
8 上部電極
9 隔壁
11 基板
12 個別液室プレート
13 連通孔
21 共通液室
22 個別液室
23 連通孔
24 ノズル
25 絞り
30 個別液室を形成する基材
H 個別液室の厚み
W 個別液室の幅
Z 隔壁の幅
【発明の属する技術分野】
本発明は、新規な構造のユニモルフ型インクジェットヘッド、及び該インクジェットヘッドを得るための製造方法である。更に詳しくは、仕様の変更に容易に対応可能なインクジェットヘッドおよびその製造方法である。
【0002】
【従来の技術】
近年、光学や精密加工等の分野において、サブミクロンのオーダーで光路長や位置を調整する変位素子や微小変位を電気的変化として検知する検出素子が所望されるようになってきており、これに応えるものとして、強誘電体を用いた圧電・電歪材料に電界を加えた時に起こる逆圧電効果や電歪効果に基づくところの変位あるいは、その逆の現象を利用した素子である、アクチュエーターやセンサーの如き圧電・電歪素子の開発が進められている。
【0003】
ところで、インクジェットプリントヘッド等においては、そのような圧電・電歪素子構造として、従来から知られているユニモルフ型が好適に採用されている。そして、そこでは、そのような素子を用いたプリンターの印字品質・印字速度等の向上が要求されており、それに応えるべく、かかる圧電・電歪膜型素子の小型高密度化、低電圧駆動化、高速応答性化、長尺多ノズル化を図るための開発が進められている。
【0004】
それらの克服のために、特許文献1には、圧電スピーカーとして、圧電セラミックスとセラミックス振動板を同時に焼結することで強固な接合強度をもたらす技術が開示されている。また、特許文献2には、シリコン基板上にゾルゲル法あるいはスパッタ法で圧電膜を成膜し、インクジェットヘッドを製造する方法が記載されている。この方法は、シリコン基板を加工し、個別液室(圧力室)を形成し、ヘッドを得る方法である。
【0005】
また、特許文献3には、インク流路が形成された基板と、ノズルを有するノズル板からなるインクジェットヘッドにおいて、ノズルのインク吐出口の穴径が小さく形成され、流路と連通する側の穴径が流路の径よりも大きく形成されたインクジェットヘッドが記載されている。特許文献4には、基板上に圧電膜を形成したのち、これを下部電極に転写する工程を用いて圧電膜型アクチュエーターを製造する方法が記載されている。
【0006】
【特許文献1】
特開昭62−213399号公報
【特許文献2】
米国特許第5265315号明細書
【特許文献3】
特開平3−297651号公報
【特許文献4】
特開2002−134806号公報
【0007】
【発明が解決しようとする課題】
図1には、ユニモルフ型インクジェットヘッドの従来例の断面図を示した。図中、1は圧電・電歪膜、2は下部電極、3は振動板、4は個別液室、6はノズル7が形成されたノズルプレートである。インクジェットヘッドのノズルを高密度化するためには、個別液室4の幅及び隔壁9の幅を小さくする必要があり、それらが小さくなっても液滴が吐出するだけの十分な変位量が必要である。
このような方法により高密度化した、ユニモルフ型の圧電・電歪素子においては、大きな屈曲変位や発生力を得るために、振動板3となる基板の厚さを薄くすることが重要とされるが、かかる基板の厚さを減少させると、強度が低下する、厚みムラの影響のためにばらつきが大きくなるという問題が生じる場合があった。
【0008】
特許文献1の方法では圧電体と振動板を強固な接合強度で接合することが可能であるが、この方法は高温で異種の材料を焼結することから、振動板及び圧電セラミックスそのものが収縮し、大面積での作成を行う場合にはミクロンオーダーの寸応精度を合わせることが困難な場合があった。
【0009】
また、特許文献2の方法では、シリコン基板の厚みが個別液室の深さとなり、必要な吐出液滴量や吐出圧力に適応良く対応することが出来ない場合があった。例えば、基板サイズが6インチの場合の汎用品の厚みは500〜700μmであり、8インチの場合は、600〜800μmである。これらの基板を用いて、個別液室を作製する場合、この基板の厚みが個別液室の深さとなり、吐出液滴量の設定等のヘッドスペック上、好ましくない場合が発生する。また、基板を研磨等で薄膜化し対応した場合、研磨による厚みむらによりヘッドの長尺化に対応出来ない等の問題が生じる場合あった。特許文献3に記載のインクジェットヘッドでは、ノズルプレートと連通孔基板との間で気泡が溜る場合がある。
【0010】
本発明の目的は、上記問題点を解決したユニモルフ型のアクチュエーター及びインクジェットヘッドを提供することにある。また、本発明の他の目的は、多ノズルで信頼性の高いアクチュエーター及びインクジェットヘッドを提供することにある。即ち、低駆動電圧で大変位が得られ、応答速度が速く、発生力の大きい、多ノズル化・高集積化が可能であるアクチュエーター・インクジェットヘッドを提供することにある。また本発明の他の目的は、隔壁部の剛性が高く、個別液室の深さを200μm以下に浅く出来、液滴の吐出スピードに優れたインクジェットヘッドを提供することにある。
【0011】
【課題を解決するための手段】
本発明のインクジェットヘッドは、吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドにおいて、前記個別液室の内壁の一部を振動板を有する振動部として形成し、前記圧電・電歪素子を該振動部上の該個別液室側に配置したことを特徴とする。すなわち、本発明のインクジェットヘッドは、圧電・電歪素子より下部に振動板が、圧電・電歪素子より上部に個別液室の少なくとも一部が位置する構成を有するものである。ここで、個別液室、圧電・電歪素子および振動板の位置関係は、インクの吐出方向を基準にして、ノズル側を上、基板側を下とする方向を基準としたものである。「圧電・電歪素子より下部に振動板」を有するとは、振動板の最も上の面が圧電・電歪素子の最も下の面よりも下にあることを表す。また、「圧電・電歪素子より上部に個別液室の少なくとも一部が位置する」とは、個別液室の最も上の面が圧電・電歪素子の最も下の面よりも上にあることを表す。
【0012】
本発明によれば、圧電・電歪素子を個別液室側に入れたことにより、圧電・電歪素子での圧力発生が、振動板及び圧電・電歪素子を支持する基板の厚みに影響されなくなり、かつ個別液室及び圧電・電歪素子の幅の低減化も容易となり、個別液室の寸法制度が高く、特性ばらつきも少なく、更にノズルの高密度化に好適な構造を有するインクジェットヘッドを得ることが出来る。
【0013】
【発明の実施の形態】
本発明のインクジェットヘッドの主要部を、4つの側面を断面として表した模式的斜視図(図2及び図4)に示した。すなわち図2及び図4は、ヘッドの正面側、背面側及び左右両側面を断面として表わしており、また、吐出口を有するノズルが下方に向いている状態の斜視図となっている。これらの図中、11は基板であり、振動板3まで部分的にエッチング加工されている。基板の加工により残された部分11は、図2の構成では一個の個別液室に一個対応しているが、図4の構成では、複数個の個別液室に対して一個対応している。11の上に振動板3と下部電極2が形成されている。振動板3は基板の一部として形成されたものであっても良いし、基板上に新たに成膜された膜あるいは接合された膜であっても良い。振動板3と下部電極2との積層体が個別液室4の内壁を構成している部分は振動板に基づく振動部となっており、この振動部上に圧電・電歪膜1が配置されている。圧電・電歪膜1の上面には上部電極(不図示)が設けられており、下部電極の圧電・電歪膜1の下の領域とこの上部電極で、圧電・電歪膜1を挟持した構成を有する圧電・電歪素子が構成されている。
【0014】
このインクジェットヘッドでは、振動板の面方向に対して垂直方向に中心軸を有する下端に吐出口を有するノズルが伸びて、吐出口の開口面と振動板の面とが平行に位置するようになっている。この構成により、個別液室の長手方向と直行するノズルの下端に位置する吐出口から振動板の面方向と直行する方向に液体が吐出する。この液体の吐出方向を図中に示した。
【0015】
本発明によれば、圧電・電歪素子を個別液室側に入れたことにより、圧電・電歪素子での圧力発生が、振動板及び圧電・電歪素子を支持する基板の厚みに影響されなくなり、かつ個別液室及び圧電・電歪素子の幅の低減化も容易となり、個別液室の寸法制度が高く、特性ばらつきも少なく、更にノズルの高密度化に好適な構造を有するインクジェットヘッドを得ることが出来る。
【0016】
個別液室4の深さは、個別液室プレート12の厚みで調整することが出来る。本発明のインクジェットヘッドの圧電・電歪膜1は下部電極2と上部電極(不図示)の一対の電極間に圧電・電歪膜を挟持されていることが好ましい。図示した構成のように、下部電極2からなる面の所定部に圧電・電歪膜を設け、その上部に更に上部電極を設けて、例えば下部電極を共通電極として、上部電極を選択(駆動)電極として利用することで、画像デジタル情報を高精度に圧電・電歪膜に伝達することができる。
【0017】
上部電極及び下部電極のうちの個別液室と接する部分は液体に対する耐性を有する材料から構成される。例えば、電極の液体と接する面にパッシベーション膜を形成することで液体に対する耐性を電極に付与することができる。
上記の構成のインクジェットヘッドは、例えば、吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドの製造方法において、
基板の振動板となる部分に下部電極を形成する工程と、
該下部電極上に圧電・電歪膜を形成する工程と、
該圧電・電歪膜上に上部電極を形成して圧電・電歪素子とする工程と、
該圧電・電歪素子の少なくとも一部を内包する個別液室を形成する工程と、
該個別液室に連通し、吐出口を有するノズルを形成する工程と、
を有することを特徴とするインクジェットヘッドの製造方法により製造する事が出来る。
【0018】
特に、本発明の基板は、シリコン基板、SOI基板(silicon on insulator)あるいはSOS基板(silicon on sapphire)が好ましい。これらの基板を使用することによって、低駆動電圧で変位が大きく、機械的強度が高く、膜厚均一性に優れた振動板を得ることができる。本発明の振動板の形成方法は、上記基板のドライエッチング及びウェットエッチングの少なくとも一つの方法によることが好ましい。また、本発明の振動板の形成方法は、薄膜プロセスによる方法によることが好ましい。
【0019】
本発明のインクジェットヘッドの各構成要素について更に詳説する。
圧電・電歪膜の厚み(インク吐出方向における厚さ)は、1μm以上30μm以下が好ましく、1μm以上10μm以下がより好ましい。振動板の厚みは、1μm以上30μm以下が好ましく、より好ましくは、1μm以上10μm以下である。個別液室の幅(図2及び4のW、個別液室プレート間の間隔)は、任意に設定出来るが、30μm以上500μm以下が好ましく、より好ましくは、30μm以上150μm以下である。
【0020】
個別液室の長さ(図2及び4のL、ノズルの中心軸に直行する方向での、個別液室の内壁面(ノズルの中心軸に平行な面)の間の距離。)は、任意に設定出来るが、50μm以上6000μm以下が好ましく、より好ましくは300μm以上3000μm以下である。個別液室の深さ(図2及び4のH、インク吐出方向の長さ)は、任意に設定出来るが、30μm以上400μm以下が好ましく、より好ましくは50μm以上200μm以下である。ノズルは、その中心軸に垂直な断面を円や星型、三角形、四角形などとした形状を採ることが出来るが、好ましくは、かかる断面が円、星型である。断面が円形の場合のノズル径は5μm以上50μm以下が好ましく、より好ましくは、7μm以上30μm以下である。
【0021】
また、個別液室とノズルを繋げる連通孔13が設けられることが好ましい。図2の模式図は、ノズルプレート6の上に2枚の板材を利用して連通孔が形成された例であるが、連通孔が無い場合でも良い。図2は、さらに個別液室が形成された板材と振動板等が設けられた基板とからなる例である。連通孔13の径はノズル径より大きい。ノズルはノズルプレート間でテーパー形状を有しているのが好ましく、ノズル径が10〜30μmである場合、連通孔側の穴径は15〜60μmが好ましい。
【0022】
ノズルプレート6の厚みは、30μm以上150μm以下であることが好ましい。連通孔のインク吐出方向における長さは、30μm以上300μm以下であることが好ましい。ノズルプレート6は、更に図3の断面図に示されるように一つの基材内にノズル7と連通孔13が形成されたものであっても良い。
【0023】
連通孔部、ノズル部の作成方法としては、各穴を形成した基材を接合する方法、あるいは各部分を電鋳、メッキ、蒸着、射出成型等の方法で作製する方法が採れる。穴を形成する基材としては、シリコン基材、SUS基材、Ni基材、ポリマー材料やカーボン材料、カーボンやシリカを含んだ複合材料等がある。電鋳、メッキ、蒸着等の方法による場合は、穴あるいは凹部を形成する部分が、レジスト、あるいはマスク等を利用したパターニングによって形成されるように成膜を行なう。ノズル部、連通孔部を形成する板材の好ましいヤング率は、0.1GPa以上である。0.1GPa以上のとき、隔壁部が薄くなっても振動板/圧電・電歪素子を含む構成におけるアクチュエータ部の変位に対して隔壁部が変位せず、吐出性能が低下しない。
【0024】
本発明で呼称する圧電・電歪膜とは、圧電膜および/または電歪膜の意味である。圧電・電歪膜に用いられる材料としては、ペロブスカイト型化合物が挙げられる。例えば、チタン酸ジルコン酸鉛PZT[Pb(ZrxTi1−x)O3]やチタン酸バリウムBaTiO3などの圧電材料やリラクサ系材料の電歪材料がある。チタン酸ジルコン酸鉛(PZT)のxは0.40から0.65のMPB(morphotropic phase boundary)組成が好ましいが、それ以外の組成比でも良い。PZTの結晶構造は正方晶、菱面体晶のいずれの結晶構造でも良い。BaTiO3は、正方晶で(001)配向された膜が好ましい。また、BaTiO3は微量の鉛、ビスマスが含有されていても良い。
【0025】
本発明で使用する電歪材料としては以下の物が選択出来る。例えば、PMN[Pb(MgxNb1−x)O3]、PNN[Pb(NbxNi1−x)O3]、PSN[Pb(ScxNb1−x)O3]、PZN[Pb(ZnxNb1−x)O3]、PMN−PT{(1−y)[Pb(MgxNb1−x)O3]−y[PbTiO3]}、PSN−PT{(1−y)[Pb(ScxNb1−x)O3]−y[PbTiO3]}、PZN−PT{(1−y)[Pb(ZnxNb1−x)O3]−y[PbTiO3]}、LN[LiNbO3]、KN[KNbO3]である。
【0026】
ここで、xおよびyは1以下で0以上の数である。例えば、PMNの場合xは0.2〜0.5、PNNの場合xは0.2〜0.5、PSNではxは0.4〜0.7、PZNの場合xは0.1〜0.5、PMN−PTのyは0.2〜0.4、PSN−PTのyは0.35〜0.5、PZN−PTのyは0.03〜0.35が好ましい。また、PMN−PT、PZN−PT、PNN−PT、PSN−PTにZrがTiの一部に代替されて含まれたPMN−PZT、PZN−PZT、PNN−PZT、PSN−PZT化合物であっても良い。
【0027】
圧電・電歪膜は単一組成であっても良いし、2種類以上の組み合わせでも良い。又、上記主成分に微量の元素をドーピングした組成物であっても良い。本発明の圧電・電歪膜は、優れた圧電性を発現するために、圧電・電歪膜は結晶制御されたものが良く、X線回折で特定の結晶構造の特定の方位が50%以上あるものが好ましく、さらには、90%以上のものがより好ましい。又、圧電・電歪膜の結晶粒径の大きさは、0.02μm以上が好ましい。結晶粒径は、粒状でも良く、膜厚方向に流い島状であっても良い。また、単結晶膜においては、上記結晶粒径の大きさは、視認出来ない場合もある。
【0028】
電極材料としては、金属や導電性金属酸化物が用いられる。金属としては、例えば、Pt,Au,Ni,Ir,Os,Cr、SUSなどである。導電性金属酸化物としては、好ましくは、ペロブスカイト型化合物で、例えば、SrRuO3,Laドープ−SrTiO3、Laドープ−SrCoO3、Nbドープ−SrTiO3、BaPbO3、LaNiO3、LaCrO3、CaRuO3などである。上部電極と下部電極材料は、異種材料であっても、同じ材料であっても良い。また、電極の下部に接着性向上のためにアンカー層を有していても良い。アンカー層としては、例えば、Ti、Cr、Pb、Ir等の金属材料やTiO2、IrO等の金属酸化物が用いられる。電極の膜厚は、0.05〜1.0μmが好ましく、より好ましくは、0.1〜0.3μmである。
【0029】
振動板材料としては、後述するように選択する製造方法により変わるが、Si、SiO2、YSZ,PSZ、ZrO2等や、あるいは電極が振動板を兼ねても良い。電極が振動板を兼ねる場合には、電極の厚みは、上記範囲ではなく、0.5μm〜6μmであることが好ましい。振動板の好ましいヤング率としては、10〜300GPaである。例えば、Si基板を振動板として用いた場合は、100〜160GPaである。
【0030】
次に、各先に挙げた工程を有する本発明のインクジェットヘッドの製造方法について更に説明する。本発明のインクジェットヘッドは、振動板及び/又は圧電・電歪膜の厚みが1μm以上30μm以下であることが好ましく、より好ましくは1μm以上10μm以下である。そのために得られるインクジェットヘッドの全体の厚みが数百μm〜1mm程度となり、大面積ヘッドを作成する場合に、極薄膜基板を用いなければいけない製造工程上の不都合を解消した製造方法であり、用いる基板の厚みに左右されずにアクチュエータ部が薄膜となる製造方法である。
【0031】
更に、本発明の製造方法は、更に上記工程の他に、上部電極および/または圧電・電歪膜をパターニングする工程を含んでもいても良い。また、本発明の製造方法は、好ましくは圧電・電歪膜上にパッシベーション膜を形成する工程を有する製造方法である。
【0032】
本発明の工程を順次より詳細に説明する。下部電極形成工程は、圧電・電歪膜に電界をかける一方の電極を形成する方法であり、基板上にスパッタ法、ゾルゲル法、印刷法、蒸着法、メッキ、電鋳法、MO−CVD、PLD法などの方法で電極を形成することができる。下部電極の作製条件は下部電極の厚さ、材料、使用する方法等によって好適な条件を選択する。電極材料としては、前述したとおりであり、電極層は、結晶制御されものであっても良い。例えば、金属材料では、(111)あるいは(100)に配向または単結晶化された膜であり、酸化物電極の場合も同様に(100)、(111)あるいは(110)に配向または単結晶化されているのが、好ましい態様である。
【0033】
圧電・電歪膜を形成する工程は、スパッタ法、蒸着法、MBE法、ゾルゲル法(水蒸気加熱も含む)、水熱合成法、CVD法、MO−CVD法、ガスデポジション法、PLD法等の薄膜プロセスにより行なうことができる。また、別の方法として、焼結法、溶融単結晶法により作成した圧電・電歪膜を接合・接着による方法を利用しても良い。また、特許文献4に記載のように基材上に圧電・電歪膜を形成したのち、下部電極にこれを転写する工程を用いて作成しても良い。圧電・電歪膜の作製条件は、圧電・電歪膜の厚さ、材料、使用する方法等によって好適な条件を選択する。
【0034】
上部電極の形成工程には、下部電極と同様な工程を採ることができる。電極は、アクチュエータを個別に駆動するために、上部電極か下部電極のどちらかが個々の圧電・電歪膜に独立して接続された選択電極として形成される。先に説明したように製造工程上は、上部電極を選択電極としてパターン化することが好ましい。上部電極の形成工程は、圧電・電歪膜が形成された後の工程であるため、圧電・電歪膜のキューリー温度を超える温度で上部電極を成膜する事は好ましくなく、400℃以下、より好ましくは300℃以下で成膜するのが良い。
【0035】
上部電極のその他の作製条件は、上部電極の厚さ、材料、使用する方法等によって好適な条件を選択する。上部電極及び圧電・電歪膜のパターニング方法は、ドライエッチング及びウェットエッチングの少なくとも一つの方法により行う。ドライエッチングとしては、ICP法あるいはFIB法を用いることが好ましい。また、ウェットエッチングとしては、フッ酸系エッチャントを用いて行うことが好ましい。ウェットエッチング工程は、加熱下で行っても良い。ドライエッチング及びウェットエッチングの条件は、上部電極及び圧電・電歪膜の厚さ、材料、使用する方法等によって好適な条件を選択する。
【0036】
個別液室の形成は、上記の圧電・電歪膜及び上部電極のパターニング工程後に行うことが好ましい。個別液室形成工程は、別途、個別液室となる凹部と該凹部に対応したノズル部を有する部材を接合・接着する工程である。また、別の方法として、該凹部及びノズル部の型をレジスト材料で圧電・電歪膜上に作成しておきメッキ法、電鋳法等により型で覆われた部分以外の部分に壁材を成膜することで形成しても良い。好ましい工程は、前者の方法である。前者の部材の作成方法としては、例えば、一枚のあるいは複数枚のSUSなどの金属板やシリコン基材を用いて、ノズル部、連通孔部、個別液室を作成し、これらを積層して部材とする方法を挙げることができる。
【0037】
図5は共通液室及び個別液室を形成した基材の模式図、図6は共通液室及び連通孔を形成した基材の模式図、図7は連通孔を形成した基材の模式図、図8はノズルを形成した基材の模式図を表す。図5の21は共通液室であり、絞り25を通って個別液室22に液体が流れ込む。絞り25は、共通液室に液体が逆流しにくい、一方向に流体抵抗のある構造が好ましい。図5及び6の23は図8のノズル24と個別液室22をつなぐ流路の連通孔である。それぞれの板状の基材の厚みは異なっていても良いし、同じであっても良い。このような基材の作製方法は、特に限定されないが、エッチングあるいは打ち抜き加工あるいは射出成形で基材を作成するのが好ましい。好ましいノズルの形状および径は、前述した通りである。エッチングあるいは打ち抜き加工の条件は、基材の厚さ、材料等によって好適な条件を選択する。射出成形の場合は、剛性確保の点で複合材料を用いることが好ましい。
【0038】
本発明の製造方法では、振動板の形成工程が、基板のドライエッチング及びウェットエッチングの少なくとも一つの工程であることが好ましい。エッチング方法を用いることによって、振動板を膜厚の均一な薄膜の状態で残すことができると共に、振動板の可動部の空間を確保することができる。ドライエッチング法を用いる場合、ICP法あるいはFIB法を用いることが好ましい。また、ウェットエッチング法を用いる場合、フッ酸系エッチャントを用いて行うことが好ましい。ドライエッチング及びウェットエッチング工程の条件は、振動板の厚さ、材料等によって好適な条件を選択する。
【0039】
エッチングによる振動板形成工程は、下部電極、圧電・電歪膜、上部電極等が形成された基板を上記形成物がない面からエッチング加工により基板の一部あるいは全部を除去する工程として行なうことができる。エッチングにより除去される部分は、個別液室に対応した部分を含む。振動板の可動部の空間を確保するという観点からは、基板の厚み方向に、個別液室に対応した部分及びその近傍だけを除去する方法でも良い。基板として、SOI基板あるいはSOS基板を用いた場合、SiO2層をエッチングを停止させる層(エッチストップ層)として利用し、残ったSOI層あるいはSOS層を振動板として利用することが好ましい態様である。この場合のSOI基板、SOS基板のハンドルウエハ部の結晶面は(110)であることがウェットエッチングで垂直方向に加工できる点で、好ましい。
【0040】
また、本発明の製造方法における振動板の形成工程には、基板上へ薄膜を形成するための薄膜プロセスも好ましく利用できる。薄膜プロセスとしては、スパッタ法、蒸着法、MBE法、ゾルゲル法(水蒸気加熱も含む)、水熱合成法、CVD法、MO−CVD法、メッキ、電鋳法及びPLD法等を用いることができる。薄膜プロセスの処理条件は振動板の膜厚、材料、使用する方法等によって好適な条件を選択する。薄膜プロセスにより振動板を作成した場合は、振動板部分だけを残すように基板部分は全て加工除去しても良い。
【0041】
また、圧電・電歪膜及び電極上に必要に応じてパッシベーション膜を形成する場合、パッシベーション膜の膜厚は0.1〜10μmが好ましく、より好ましくは、0.2〜5μmである。パッシベーション膜の形成方法としては、スパッタ法、塗布法、CVD法、蒸着等がある。塗布法としては、スクリーン印刷やゾルゲル法などの方式である。形成時に付与する温度は、低温が好ましく、より好ましくは400℃以下、更に好ましくは300℃以下が良い。
【0042】
パッシベーション膜としては、例えば、SiO2、SiN及びSiON等の材料から構成することができる。パッシベーション膜の表面平滑性は、後の接合処理による個別液室形成工程のために平滑であることが望ましいが、個別液室の作製を、接着剤により行う場合には、接着剤の厚みを厚くすることにより補正することが出来る。これは、接着剤の厚みを厚く塗布した後、均一加圧し、接着することにより各素子の表面粗さを補正した接着が出来るためである。又、この場合は、余った接着剤が個別液室、連通孔、ノズル等の部位に入りこまないよう基板内にたまり部を設けることは、有用な手段である。
【0043】
この場合の接着層の厚みは、5μm以上が好ましく、より好ましくは10μm以上である。使用出来る接着剤は、有機系接着剤、有機無機ハイブリッド型接着剤や無機系接着剤であるが、好ましくは、有機無機ハイブリッド型接着剤あるいは無機系接着剤が良い。次に本発明を、実施例を挙げて説明する。
【0044】
【実施例】
(実施例1)
厚み625μmのSOI基板(SOI層およびハンドルウェハ層の結晶面が(110)でSOI層の膜厚が2μm、ボックス層のSiO2膜厚が0.3μm)のSOI層上にSrRuO3(100)の下部電極をスパッタ法により0.2μmで成膜した。この電極上に電歪膜のPMN−PT(組成比PMN66%−PT34%)膜をゾルゲル法により結晶性92%、膜厚3.5μmで成膜した。この電歪膜上に、下部電極と同様に上部電極として、SrRuO3膜をスパッタ法により0.1μmを、メタルマスクを介して成膜した。電歪膜をパターニングしたのち、パッシベーション膜として、ゾルゲル薄膜(加熱温度200℃)のSiO2膜を約0.3μmの厚みで積層した。この上にSUS304で作成した個別液室とノズル部を(ノズル径17μm)有する構造部材を接着剤で貼りあわせた。
【0045】
この構造部材のノズルプレートの厚みは80μm、個別液室部の厚みは150μmである。このノズルプレートと個別液室のSUS基材も、同じ接着剤で貼りあわせたものを用いた。個別液室の幅は55μm、長さは2.5mm、隔壁部の幅は30μmになるように打ち抜き加工したSUS304基材を用いた。個別液室部を接着後、SOI基板のハンドルウェハ部をアルカリエッチング(TMAH溶液)し、個別液室部に相当する部分を除去し、SOI層が振動板となるように薄膜化した。エッチングでは、基板を上面から見た形状が、幅60μm、長さ3.0mmの平行四辺形状にエッチングした。また、個別液室に液体を入れる共通液室を連通させ、共通液室に液体を入れる挿入孔を、SOI基板全体を貫通させて作成した。こうして、本発明のインクジェットヘッドを得た。Si振動板の厚みムラは、個別液室100室を測定したところ、2%以内の±20nmにすべておさまる精度の良いものであった。
【0046】
このヘッドを用いて、周波数10kHz、20Vの駆動電圧を掛けて吐出特性を評価したところ、粘度3cpsの溶液を約11m/秒の速度で効率良く安定して、吐出することが出来た。
【0047】
(実施例2)
下部電極を0.15μm厚のPt,電歪膜をゾルゲル法で形成した2μm厚のPZT圧電膜(Zr/Ti=50/50、結晶性(001)配向性が92%)、上部電極を0.2μm厚の金電極に変え、個別液室の幅を110μm、長さを3mm、隔壁部の幅を60μmにかえて実施例1と同様にヘッドを作成した。実施例2のヘッドはハンドルウェハ部のエッチング除去部を、個別液室5個相当分を除去し、5個の個別液室間ごとに50μm幅の基材を隔壁部に相当する部分上に残して作成した。
実施例1と同様に評価したところ、周波数10kHz、駆動電圧30Vで効率良く液滴の吐出が確認出来た。
【0048】
(実施例3)
実施例1のSOI基板の厚みを625μmから825μm(SOI層およびハンドルウェハ層の結晶面が(110)でSOI層の膜厚が2.5μm、ボックス層の膜厚が0.2μmの基板)に変え、基板のエッチング時間を調節して、幅50μm、長さ2.5mmの平行四辺形状にエッチングして振動板を得た以外は実施例1と同様にインクジェットヘッドを作成し、周波数8kHz、駆動電圧25Vで効率良く液滴の吐出が確認出来た。
【0049】
(比較例1)
厚み625μmのSi基板上に下部電極として、SrTiO3をスパッタ法で成膜し、実施例1と同様に下部電極上にゾルゲル法でPMN−PTの電歪膜を成膜した。さらに、基板の二つの面のうち下部電極及びPMN−PT電歪膜が形成されている面と反対側の面に、実施例1と同様の組成・方法により上部電極を成膜した。ヘッドの個別液室の深さを150μmとするために、基板を研磨により薄膜化した後、ドライプロセスで個別液室を作製した。次に、実施例1で用いたものと同じ仕様のノズルプレートと上記加工済みSi基板を接着剤で接合処理しインクジェットヘッドを得た。
【0050】
このようにして得たヘッドは、基板の研磨むらにより接合不良が発生し、不吐出のノズル部が10%以上存在し、好ましくなかった。また、薄膜化工程で、電歪膜の剥離も発生し、生産効率的に劣るものであった。基板の厚みを、そのまま個別液室の深さとして、ヘッドを作製した場合は、不吐出のノズルは、存在しなかったが、実施例1と比べて、吐出スピードが10〜15%遅くなり、ノズル間の吐出特性も、ばらつきが大きくなった。
【0051】
【発明の効果】
以上、説明したように本発明のユニモルフ型インクジェットヘッドは新規構成で精度良く、かつ安定した液滴吐出が可能であり、また、厚みの異なる基板を用いても精度が良く、特性ばらつきの少ないインクジェットヘッドを得ることが出来る。
本発明は、圧電・電歪膜を形成する基板は一部残す例を説明したが、図2の基板11の全てを除去したインクジェットヘッドあるいはアクチュエータを作成しても良い。
【図面の簡単な説明】
【図1】従来技術によるインクジェットヘッドの模式断面図である。
【図2】本発明のインクジェットヘッドの模式断面図である。
【図3】本発明の連通孔及びノズルの模式断面図である。
【図4】本発明のインクジェットヘッドの他の実施形態の断面図である。
【図5】本発明の共通液室及び個別液室を形成した基材の模式図である。
【図6】本発明の共通液室及び連通孔を形成した基材の模式図である。
【図7】本発明の連通孔を形成した基材の模式図である。
【図8】本発明のノズルを形成した基材の模式図である。
【符号の説明】
1 圧電・電歪膜
2 下部電極
3 振動板
4 個別液室
5 連通孔プレート
6 ノズルプレート
7 ノズル
8 上部電極
9 隔壁
11 基板
12 個別液室プレート
13 連通孔
21 共通液室
22 個別液室
23 連通孔
24 ノズル
25 絞り
30 個別液室を形成する基材
H 個別液室の厚み
W 個別液室の幅
Z 隔壁の幅
Claims (1)
- 吐出口に連通する個別液室、振動板および圧電・電歪素子を有するユニモルフ型インクジェットヘッドにおいて、前記個別液室の内壁の一部を振動板を有する振動部として形成し、前記圧電・電歪素子を該振動部上の該個別液室側に配置したことを特徴とするインクジェットヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003031671A JP2004237676A (ja) | 2003-02-07 | 2003-02-07 | インクジェットヘッド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003031671A JP2004237676A (ja) | 2003-02-07 | 2003-02-07 | インクジェットヘッド |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004237676A true JP2004237676A (ja) | 2004-08-26 |
Family
ID=32958178
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003031671A Pending JP2004237676A (ja) | 2003-02-07 | 2003-02-07 | インクジェットヘッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004237676A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006069151A (ja) * | 2004-09-06 | 2006-03-16 | Canon Inc | 圧電膜型アクチュエータの製造方法及び液体噴射ヘッド |
| JP2007088441A (ja) * | 2005-08-23 | 2007-04-05 | Canon Inc | 圧電体、圧電素子、液体吐出ヘッド、液体吐出装置及び圧電体の製造方法 |
| US7524039B2 (en) | 2005-05-18 | 2009-04-28 | Fujifilm Corp. | Liquid ejection head and image forming apparatus |
| US7575307B2 (en) | 2005-03-14 | 2009-08-18 | Fujifilm Corp. | Liquid ejection head, method of manufacturing same, and image forming apparatus |
-
2003
- 2003-02-07 JP JP2003031671A patent/JP2004237676A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006069151A (ja) * | 2004-09-06 | 2006-03-16 | Canon Inc | 圧電膜型アクチュエータの製造方法及び液体噴射ヘッド |
| US7575307B2 (en) | 2005-03-14 | 2009-08-18 | Fujifilm Corp. | Liquid ejection head, method of manufacturing same, and image forming apparatus |
| US7524039B2 (en) | 2005-05-18 | 2009-04-28 | Fujifilm Corp. | Liquid ejection head and image forming apparatus |
| JP2007088441A (ja) * | 2005-08-23 | 2007-04-05 | Canon Inc | 圧電体、圧電素子、液体吐出ヘッド、液体吐出装置及び圧電体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3833070B2 (ja) | 液体噴射ヘッドおよび製造方法 | |
| KR100672883B1 (ko) | 압전 소자 | |
| KR100581257B1 (ko) | 압전소자, 잉크젯헤드, 각속도센서 및 이들의 제조방법,그리고 잉크젯방식 기록장치 | |
| KR100485551B1 (ko) | 압전 소자 구조와 액체 분사 기록 헤드, 및 그 제조 방법 | |
| US7768178B2 (en) | Piezoelectric device, piezoelectric actuator, and liquid discharge device having piezoelectric films | |
| KR100309405B1 (ko) | 잉크제트헤드 | |
| KR100875315B1 (ko) | 유전체 소자, 압전 소자, 잉크젯 헤드 및 잉크젯 헤드제조 방법 | |
| JP4100953B2 (ja) | Si基板上に単結晶酸化物導電体を有する積層体及びそれを用いたアクチュエーター及びインクジェットヘッドとその製造方法 | |
| US7882607B2 (en) | Method of manufacturing an actuator device | |
| JP4086535B2 (ja) | アクチュエータ及びインクジェットヘッドの製造方法 | |
| JP5115330B2 (ja) | 液体噴射ヘッドおよびそれを備えた液体噴射装置 | |
| US7045935B2 (en) | Actuator and liquid discharge head, and method for manufacturing liquid discharge head | |
| JP5311775B2 (ja) | 圧電体素子、インクジェットヘッド及び圧電体素子の製造方法 | |
| US7497962B2 (en) | Method of manufacturing liquid discharge head and method of manufacturing substrate for liquid discharge head | |
| US8485639B2 (en) | Inkjet print head and method for manufacturing the same | |
| JP2004237676A (ja) | インクジェットヘッド | |
| JP2010214800A (ja) | 液体噴射ヘッドの製造方法、圧電素子の製造方法 | |
| JP2010221434A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP4086864B2 (ja) | 液体吐出ヘッドの製造方法および液体吐出ヘッド用基板の製造方法 | |
| JP2010173197A (ja) | 液体噴射ヘッド、液体噴射装置、アクチュエーター装置及び液体噴射ヘッドの製造方法 | |
| JP3666506B2 (ja) | インクジェット記録装置の製造方法 | |
| JP4314009B2 (ja) | アクチュエータおよび液体噴射ヘッド | |
| JP3903056B2 (ja) | 圧電素子の製造方法および液体噴射記録ヘッドの製造方法 | |
| JP2006080500A (ja) | 圧電体素子及び該素子を備えた液体吐出ヘッド | |
| JP2004071945A (ja) | アクチュエータおよび液体噴射ヘッド |