JP2004239372A - 摺動部材及び摺動部材を備えたエアシリンダ - Google Patents
摺動部材及び摺動部材を備えたエアシリンダ Download PDFInfo
- Publication number
- JP2004239372A JP2004239372A JP2003030017A JP2003030017A JP2004239372A JP 2004239372 A JP2004239372 A JP 2004239372A JP 2003030017 A JP2003030017 A JP 2003030017A JP 2003030017 A JP2003030017 A JP 2003030017A JP 2004239372 A JP2004239372 A JP 2004239372A
- Authority
- JP
- Japan
- Prior art keywords
- sliding
- sliding member
- cylinder tube
- piston
- air cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Actuator (AREA)
- Sealing Devices (AREA)
Abstract
【課題】高温環境下における耐久性を向上させることが可能な摺動部材及び摺動部材を備えたエアシリンダを提供する。
【解決手段】エアシリンダは、フッ素ゴム製のパッキン30が装着されたピストン20と、PTFE分散Ni−P複合めっき層32が形成されたシリンダチューブ11とを組み合わせ、パッキン30が摺動するシリンダチューブ11の摺動面32aに、フッ素系の潤滑グリース35を塗布することで構成されている。
【選択図】 図2
【解決手段】エアシリンダは、フッ素ゴム製のパッキン30が装着されたピストン20と、PTFE分散Ni−P複合めっき層32が形成されたシリンダチューブ11とを組み合わせ、パッキン30が摺動するシリンダチューブ11の摺動面32aに、フッ素系の潤滑グリース35を塗布することで構成されている。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
この発明は、例えば、摺動部材及び摺動部材を備えたエアシリンダに関するものである。
【0002】
【従来の技術】
従来、半導体製造ラインにおいて、ワーク(ウェハ等)の搬送やチャッキング等にエアシリンダが多用されている。エアシリンダは、筒状のシリンダチューブと、シリンダチューブ内を軸線方向に沿って移動可能なピストンとから構成され、ピストンの外周面には、円環状のゴム製パッキンが装着されている。エアシリンダは、圧縮エアを利用することで、ピストンがシリンダチューブ内を往復移動し、ピストンの外周面に装着されたパッキンが、シリンダチューブの内周面と摺動するようになっている。
【0003】
一般に、耐食性や耐摩耗性を向上させるため、シリンダチューブの内周面に陽極酸化(アルマイト)皮膜を生成したエアシリンダが使用されている。特に、ウェハの熱処理や加熱試験等が行なわれる高温環境下では、耐熱性が高く、摩擦係数の小さいフッ素ゴム製のパッキンを使用したり、摺動面にフッ素系の潤滑グリースを塗布する等の方法が提案されている(例えば、特許文献1参照。)。このようにすることで、高温環境下におけるエアシリンダの耐久性をある程度向上させることが可能となる。
【0004】
【特許文献1】
特開2000−74009号公報
【0005】
【発明が解決しようとする課題】
ところが、上述のエアシリンダを高温環境下で長期間使用すると、シリンダチューブの素材と陽極酸化皮膜との界面において熱膨張差によるひずみが生じ、その結果、陽極酸化皮膜に微小なクラックが無数に発生する。そのため、シリンダチューブは、その内周面の状態が粗くなるとともに、摺動面での摩擦係数が徐々に上昇する傾向がある。よって、ピストンに装着されたパッキンの磨耗が進み、パッキンとシリンダチューブとのシール性が次第に低下することになり、パッキンとシリンダチューブとの界面から駆動用の圧縮エアの漏れが生じ、一定の作動タクトを保持しながらピストンを駆動させることができなくなる。従って、エアシリンダに対し、高温環境下における耐久性をより一層向上させることが要求されている。
【0006】
本発明は上記の課題に鑑みてなされたものであり、その目的は、高温環境下における耐久性を向上させることが可能な摺動部材及び摺動部材を備えたエアシリンダを提供することにある。
【0007】
【課題を解決するための手段】
上記の課題を解決するために、請求項1に記載の発明では、耐熱性樹脂からなる摺動体と、前記摺動体が摺動するとともに、固体潤滑材が分散された複合めっきを形成した摺動面を有する被摺動体とを組み合わせたことをその要旨とする。
【0008】
この構成にすれば、摺動体は耐熱性を有し、かつ摺動面は固体潤滑材が分散された複合めっきが形成されているため、高温環境下でも、摺動体と被摺動体との摺動性を保つことができる。よって、高温環境下における摺動部材の耐久性を向上させることができる。
【0009】
請求項2に記載の発明では、前記複合めっきはNi−P複合めっきであることをその要旨とする。
この構成にすれば、前記請求項1に記載の発明とほぼ同等の作用が発揮される。
【0010】
請求項3に記載の発明では、請求項1又は2に記載の発明において、前記耐熱性樹脂は、フッ素ゴムであることをその要旨とする。
この構成にすれば、摺動体は、耐熱性・耐摩耗性に優れたフッ素ゴムからなるため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、摺動体の熱変形や磨耗を小さく抑えることができる。
【0011】
請求項4に記載の発明では、請求項1〜3のうちいずれか1項に記載の発明において、前記固体潤滑材は、フッ素樹脂であることをその要旨とする。
この構成にすれば、固体潤滑材は、耐熱性・耐摩耗性に優れたフッ素樹脂からなるため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、摺動面における潤滑性を保つことができる。この場合、摺動面における摩擦係数が低く抑えられ、摺動体と被摺動体との摺動性を高く保つことができる。従って、高温環境下における摺動部材の耐久性を、より一層向上させることができる。
【0012】
請求項5に記載の発明では、請求項4に記載の発明において、前記フッ素樹脂は、ポリテトラフルオロエチレンであることをその要旨とする。
この構成にすれば、ポリテトラフルオロエチレンは、自己潤滑性を有するとともに、耐熱性・耐摩耗性に優れていることから、前記請求項3に記載の発明とほぼ同等の作用が発揮される。
【0013】
請求項6に記載の発明では、請求項1〜3のうちいずれか1項に記載の発明において、前記固体潤滑材は、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物の中から選ばれるものであることをその要旨とする。
【0014】
この構成にすれば、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物は、いずれも自己潤滑性を有するとともに、耐熱性・耐摩耗性に優れていることから、前記請求項3に記載の発明とほぼ同等の作用が発揮される。
【0015】
請求項7に記載の発明では、請求項1〜6のうちいずれか1項に記載の発明において、前記摺動面には潤滑グリースが塗布されていることをその要旨とする。
この構成にすれば、潤滑グリースが塗布されることにより、摺動面における潤滑性を高めることができる。よって、摺動面における摩擦係数が更に低く抑えられ、摺動体と被摺動体との摺動性をより高く保つことができる。
【0016】
請求項8に記載の発明では、請求項7に記載の発明において、前記潤滑グリースは、フッ素系グリース、合成油系グリース、ウレア系グリース、シリコーングリースの中から選ばれるものであることをその要旨とする。
【0017】
この構成にすれば、フッ素系グリース、合成油系グリース、ウレア系グリース、シリコーングリースは、いずれも耐熱性に優れているため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、摺動面における潤滑性を高く保つことができる。よって、高温環境下における摺動部材の耐久性を、更に向上させることができる。
【0018】
請求項9に記載の発明では、フッ素ゴムからなる摺動体と、前記摺動体が摺動するとともに、ポリテトラフルオロエチレンが分散されたNi−P複合めっきを形成した摺動面を有する被摺動体とを組み合わせ、前記摺動面にフッ素系グリースを塗布したことをその要旨とする。
【0019】
この構成にすれば、摺動体はフッ素ゴムからなり、摺動面には、ポリテトラフルオロエチレンが分散されかつフッ素系の潤滑グリースが塗布されているため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、同摺動面における潤滑性を高く保つことができる。よって、摺動面における摩擦係数が低く抑えられ、摺動体の磨耗を小さく抑えることができるとともに、同摺動体と被摺動体との摺動性を高く保つことができる。従って、高温環境下における摺動部材の耐久性を向上させることができる。
【0020】
請求項10に記載の発明では、請求項1〜9のうちいずれか1項に記載の摺動部材を備えたエアシリンダであることをその要旨とする。
この構成にすれば、請求項1〜9に記載の発明とほぼ同等の作用効果が発揮されるため、高温環境下におけるエアシリンダの耐久性を向上させることができる。
【0021】
【発明の実施の形態】
以下、本発明を具体化した一実施形態について、図面を参照に説明する。
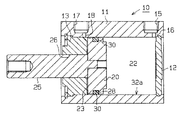
図1に示すように、エアシリンダ10は、シリンダチューブ11を備えている。シリンダチューブ11の両端開口部のうち、図1の右側に位置する一方の開口部はヘッドカバー12によって閉塞され、左側に位置する他方の開口部はロッドカバー13によって閉塞されている。これらシリンダチューブ11とヘッドカバー12とによってエアシリンダ本体が構成されている。
【0022】
シリンダチューブ11の一端部には、第1流体給排ポート15が形成されている。この第1流体給排ポート15は、流路16を介してシリンダチューブ11の内部空間に連通している。シリンダチューブ11の他端部には、第2流体給排ポート17が形成されている。この第2流体給排ポート17は、流路18を介して、シリンダチューブ11の内部空間に連通している。
【0023】
シリンダチューブ11の内部空間には、ピストン20がシリンダチューブ11の長手方向に沿って摺動可能に収容されている。シリンダチューブ11の内部空間は、このピストン20の存在によってヘッド側圧力作用室22とロッド側圧力作用室23とに区画されている。ヘッド側圧力作用室22には第1流体給排ポート15が連通されている一方、ロッド側圧力作用室23には第2流体給排ポート17が連通されている。ピストン20には移動部材としてのロッド25が一体的に設けられ、このロッド25は、ロッドカバー13に貫通形成されたロッド挿通孔26を介して外部に突出されている。
【0024】
第1流体給排ポート15から圧縮エアを供給するとともに第2流体給排ポート17から圧縮エアを排出することにより、ピストン20がロッド側圧力作用室23側へ移動してロッド25が突出される。一方、第2流体給排ポート17から圧縮エアを供給するとともに第1流体給排ポート15から圧縮エアを排出することにより、ピストン20がヘッド側圧力作用室22側へ移動してロッド25が没入される。
【0025】
ピストン20の外周面には、円環状のパッキン収容溝28が形成され、このパッキン収容溝28には、柔軟性を有するゴム製のパッキン30が収容されている。このパッキン30によって、ピストン20の外周面とシリンダチューブ11の内周面とのシールが図られている。つまり、ヘッド側圧力作用室22とロッド側圧力作用室23との間で、ピストン20の外周面とシリンダチューブ11の内周面との界面から、圧縮エアが漏れないようになっている。
【0026】
次に、本実施形態の要部について説明する。
図1、図2に示すように、摺動体としてのパッキン30は、耐熱性・耐摩耗性に優れたフッ素ゴムから形成されている。そのフッ素ゴムとして、具体的には、フッ化ビニリデン系フッ素ゴム(FKM)、テトラフルオロエチレン−プロピレン系フッ素ゴム、四フッ化エチレン・プロピレン系(TFE−P)、含フッ素シリコーン系ゴム(FVMQ)、フルオロホスファゼン系フッ素ゴム(FPZ)、含フッ素サーモプラスチック系フッ素ゴム等が挙げられる。
【0027】
また、パッキン30の耐摩耗性を更に向上させるため、フッ素ゴムからなるパッキン30の表面処理を行なうのがより望ましい。表面処理法としては、例えば、塩素等によるハロゲン化処理、シリコーン系表面処理剤等による表面コーティング、有機酸、無機酸等による表面改質、プラズマエッチング、或いはコロナ放電等による表面改質、ポリマーの架橋密度を向上させることによる表面硬化等が挙げられる。
【0028】
シリンダチューブ11は、アルミニウムやステンレス等の金属から形成されており、その内周面には、固体潤滑材としてのポリテトラフルオロエチレン(PTFE)粒子33が分散されたNi−P複合めっき層(以下、単に「PTFE分散Ni−P複合めっき層」という)32が形成されている。PTFE分散Ni−P複合めっき層32には、無数のポリテトラフルオロエチレン粒子33がニッケル皮膜34の全体に均一に共析している。本実施形態では、ロッド25が出没するとき、ピストン20に装着されたパッキン30の外周面が摺動する摺動面32aは、PTFE分散Ni−P複合めっき層32によって形成されている。
【0029】
PTFE分散Ni−P複合めっき層32は、無電解めっきによって生成される。まず、母材となるシリンダチューブ11の表面前処理を行なう。表面前処理としては、母材とPTFE分散Ni−P複合めっき層32との密着性を高めるため、シリンダチューブ11の水洗浄や酸洗浄を行い、表面に付着した埃や油分等を除去した後、PTFE分散Ni−P複合めっき層32のニッケルの初期核形成を促す触媒を担持させる。次に、ポリテトラフルオロエチレン粒子33が適当に分散されたNi−Pめっき液中に、前処理されたシリンダチューブ11を浸漬させることにより、その表面全体にPTFE分散Ni−P複合めっき層32を析出させている。
【0030】
固体潤滑材としては、ポリテトラフルオロエチレン(PTFE)以外のフッ素樹脂を好適に使用することもできる。そのフッ素樹脂として、具体的には、四フッ化エチレン−パーフロオロアルコキシ−エチレン共重合樹脂(PFA)、四フッ化エチレン−六フッ化プロピレン共重合樹脂(FEP)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン−クロロトリフルオロエチレン共重合体(ECTFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)等が挙げられる。
【0031】
また、フッ素樹脂以外の固体潤滑材を好適に使用することもできる。具体的には、グラファイト(C)、二硫化モリブデン(MoS2)、二硫化タングステン(WS2)、窒化ホウ素(BN)、フッ化黒鉛((CF)n,(C2F)n)、高分子フッ素化合物等が挙げられる。
【0032】
PTFE分散Ni−P複合めっき層32の表面には、フッ素系の潤滑グリース35が塗布されている。ピストン20の外周面に装着されたパッキン30と、シリンダチューブ11の内周面に形成されたPTFE分散Ni−P複合めっき層32との界面には潤滑グリース35が介在されており、同シリンダチューブ11に対しピストン20を滑らかに摺動させている。
【0033】
また、フッ素系の潤滑グリース35以外に、合成油系グリース、ウレア系グリース、シリコーングリース等を好適に使用することもできる。
以下、前記実施形態を具体化した実施例及び比較例について説明する。
(実施例)
ピストン20の外周面には、フッ素ゴムからなるパッキン30が装着されている。アルミニウム製のシリンダチューブ11の摺動面32aは、PTFE分散Ni−P複合めっき層32によって形成され、摺動面32aには、フッ素系の潤滑グリース35が塗布されている。上記のように構成したエアシリンダ10を、高温環境下での耐久性試験に供した。
(比較例)
実施例のシリンダチューブ11の摺動面32aに、陽極酸化(アルマイト)皮膜を形成したエアシリンダ10を、高温環境下での耐久性試験に供した。
【0034】
<耐久性試験>
本試験では、試験環境の温度を+100度に設定し、エアシリンダ10の耐久性評価試験を行なった。耐久性試験に用いた耐久性評価装置及びその評価方法について説明する。
【0035】
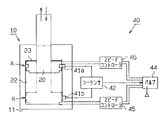
耐久性評価装置40の概略図を図3に基づいて示す。試験用のエアシリンダ10のシリンダチューブ11には、ロッド側端部(図3に示すA位置)とヘッド側端部(図3に示すB位置)とに、それぞれ位置検知スイッチ41a、41bが取付けられている。シーケンサ42は、エアバルブ44の信号制御や、電気信号がエアバルブ44へ出力されてから位置検知スイッチ41a,41bの電気信号が入力されるまでの時間計測等を行なうものであり、スピードコントローラ45は、ピストン20の移動速度を調整するためのものである。エアシリンダ10のピストン20は、エアバルブ44からヘッド側圧力作用室22又はロッド側圧力作用室23に対し圧縮エアの供給・停止が繰り返されることで、シリンダチューブ11内を予め設定された作動タクトで往復移動するように設定されている。
【0036】
耐久性試験の評価方法を図3、図4に基づいて説明する。エアシリンダ10の初期状態としては、ピストン20がロッド側端部のA位置に停止し、エアバルブ44がオフされている。まず、エアバルブ44がオンされ、圧縮エアがロッド側圧力作用室23に供給されるとともに、ヘッド側圧力作用室22から圧縮エアが排出されることで、ピストン20がヘッド側に移動開始する。すると、位置検知スイッチ41aがオンからオフに切り替わり、ピストン20がB位置に到達するまでの間、圧縮エアがロッド側圧力作用室23に供給され続ける。ピストン20がヘッド側端部のB位置に到達すると、位置検知スイッチ41bがオフからオンに切り替わり、エアバルブ44がオフされる。そして、圧縮エアのロッド側圧力作用室23への供給が一時停止され、ピストン20がヘッド側端部のB位置に一時停止する。
【0037】
続いて、エアバルブ44が再びオンされ、圧縮エアがヘッド側圧力作用室22に供給されるとともに、ロッド側圧力作用室23から圧縮エアが排出されることで、ピストン20がロッド側に移動開始する。すると、位置検知スイッチ41bがオンからオフに切り替わり、ピストン20が再びA位置に到達するまでの間、圧縮エアがヘッド側圧力作用室22に供給され続ける。ピストン20がロッド側端部のA位置に到達すると、位置検知スイッチ41aがオフからオンに切り替わり、エアバルブ44がオフされる。そして、圧縮エアのヘッド側圧力作用室22への供給が一時停止され、ピストン20がロッド側端部のA位置に一時停止する。
【0038】
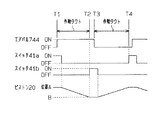
上述のように、エアシリンダ10の耐久性試験では、シリンダチューブ11内におけるロッド側端部(A位置)とヘッド側端部(B位置)との間で、ピストン20を往復移動させている。本実施形態では、試験環境の温度を+100度に設定し、エアシリンダ10を連続的に往復移動させることにより、初期状態からの作動タクトの変化率について評価を行なった。ここでいう「作動タクト」とは、エアバルブ44がONするT1から位置検知スイッチ41bがオフからオンに切り替わるT2までの時間、又はエアバルブ44がオフするT3から位置検知スイッチ41aがオフからオンに切り替わるT4までの時間を指す。
【0039】
図5に示すように、耐久性試験の結果、比較例のエアシリンダ10では、作動タクトの初期状態からの変化率が、始動開始から上昇している。つまり、ピストン20を連続的に往復移動させるに伴い、初期状態と比べて、ピストン20の移動速度に遅延が生じている。その結果、比較例のエアシリンダ10は、ピストン20の往復移動回数が200万回に到達する前に、正常に駆動できなくなる。
【0040】
これに対し、実施例のエアシリンダ10では、作動タクトの初期状態からの変化率が、始動開始から約100%前後で推移している。つまり、ピストン20を連続的に往復移動させても、ピストン20の移動速度が、初期状態と比べてほぼ一定に維持されている。その結果、エアシリンダ10は、ピストン20の往復移動回数が1000万回に到達した後も、正常に駆動している。
【0041】
上記結果から、実施例のエアシリンダ10では、フッ素ゴムからなるパッキン30をPTFE分散Ni−P複合めっき層32に摺動させ、その摺動面32aにフッ素系の潤滑グリース35を塗布することにより、高温環境下での耐久性を著しく向上させることが可能となる。
【0042】
この場合、シリンダチューブ11の素材とPTFE分散Ni−P複合めっき層32との界面において熱膨張差が小さく抑えられており、そのため、ひずみによるクラック等が生じにくくなっている。このことから、高温環境下にてエアシリンダ10を長期間使用したとしても、摺動面32aの状態は良好に保持されている。ピストン20に装着されたパッキン30の外周面が摺動するシリンダチューブ11の摺動面32aには、自己潤滑性を有するポリテトラフルオロエチレン粒子33が分散されるとともに、フッ素系の潤滑グリース35が塗布されている。このため、シリンダチューブ11の摺動面32aの潤滑性が高められている。更に、潤滑性が高められたシリンダチューブ11の摺動面32aと、フッ素ゴムからなるパッキン30とを組み合わせることで、それらの相互作用によりシリンダチューブ11の摺動面32aの摩擦係数が低く抑えられている。
【0043】
また、フッ素ゴムからなるパッキン30及びポリテトラフルオロエチレン粒子33は、いずれも耐熱性に優れたフッ素系の樹脂から形成されている。このため、高温環境下において、パッキン30及びポリテトラフルオロエチレン粒子33は、熱変形や熱変性が生じにくくなっている。フッ素系の潤滑グリース35は、特に、蒸発損失の小さい潤滑グリースとして使用されており、高温環境下においても蒸発量が少ないことから、シリンダチューブ11の摺動面32aの潤滑性を高く保つことができる。これらの理由から、高温環境下においても、摺動面における潤滑性が高く保持されるとともに、摺動面における摩擦係数が低く抑えられる。よって、ピストン20に装着されたパッキン30の磨耗が小さく抑えられることから、パッキン30とシリンダチューブ11の内周面とのシール性が保持され、それらの界面から駆動用の圧縮エアが漏れるのを防いでいる。従って、高温環境下で長期間に亘って、実施例のエアシリンダ10を駆動させたとしても、作動タクトをほぼ一定に維持しながら、ピストン20を正常に作動させることが可能となる。
【0044】
従って、本実施形態によれば以下のような効果を得ることができる。
(1)エアシリンダ10は、フッ素ゴム製のパッキン30が装着されたピストン20と、PTFE分散Ni−P複合めっき層32が形成されたシリンダチューブ11とを組み合わせ、パッキン30が摺動するシリンダチューブ11の摺動面32aに、フッ素系の潤滑グリース35を塗布することで構成されている。この場合、高温環境下でエアシリンダ10を使用した場合に、シリンダチューブ11とPTFE分散Ni−P複合めっき層32との熱膨張差を小さく抑えることができることから、シリンダチューブ11の摺動面32aにクラックが生じにくくなる。また、シリンダチューブ11の摺動面32aは、フッ素系の潤滑グリース35が塗布されているため、潤滑性を向上させることもできる。これらの相互作用によって、シリンダチューブ11の摺動面32aの摩擦係数が低く抑えられ、ピストン20に装着されたパッキン30の磨耗量を小さく抑えることができる。従って、高温環境下におけるエアシリンダ10の耐久性を向上させることができる。また、シリンダチューブ11の摺動面32aの摩擦係数が低く抑えられることから、パーティクル発生の原因となるパッキン30の磨耗や、PTFE分散Ni−P複合めっき層32の剥離が抑制される。よって、パーティクルの発生が軽減されるため、例えば、半導体製造ラインでのクリーンルーム内において、エアシリンダ10を好適に使用することができる。
【0045】
(2)シリンダチューブ11の表面全体には、PTFE分散Ni−P複合めっき層32が形成されている。このため、エアシリンダ10に、シリンダチューブ11がアースされる構造を持たせることで、パッキン30が摺動するシリンダチューブ11の摺動面32aに生じる静電気を、導電性を有するニッケル皮膜34を通じて除電することができる。
【0046】
(3)シリンダチューブ11の摺動面32aが、固体潤滑材としてのポリテトラフルオロエチレン(PTFE)粒子33が分散されたPTFE分散Ni−P複合めっき層32によって形成されている。この場合、ポリテトラフルオロエチレン粒子33は、はっ水性を有している。このことから、シリンダチューブ11の表面全体のはっ水性を高めることもできる。よって、シリンダチューブ11の表面に油分や埃等が付着しにくくなり、エアシリンダ10を清浄に保つことができる。
【0047】
(4)シリンダチューブ11の摺動面32aには、フッ素系の潤滑グリース35が塗布されている。この場合、フッ素系の潤滑グリース35は、特に、蒸発損失の小さい潤滑グリースとして使用されているため、その蒸発量が低く抑えることができる。よって、高温環境下で長期間に亘って、エアシリンダ10を駆動させたとしても、シリンダチューブ11の摺動面32aの潤滑性を高く保つことができる。
【0048】
(変形例)
なお、本実施形態は、次のように変形してもよい。
・本実施形態では、シリンダチューブ11の摺動面32aは、PTFE分散Ni−P複合めっき層32によって形成されていた。これ以外の構成として、シリンダチューブ11の摺動面32aにおいて、固体潤滑材が分散された複合めっきを、金めっき、銀めっき、銅めっき、クロムめっき、亜鉛めっき等により形成してもよい。この場合、固体潤滑材としては、ポリテトラフルオロエチレン、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物等が挙げられる。
・本実施形態では、エアシリンダ10は、フッ素ゴム製のパッキン30が装着されたピストン20と、PTFE分散Ni−P複合めっき層32が形成されたシリンダチューブ11とを組み合わせ、シリンダチューブ11の摺動面32aに、フッ素系の潤滑グリース35を塗布することで構成されていた。これ以外の構成として、フッ素系の潤滑グリース35を省略することもできる。
・本実施形態では、摺動部材はエアシリンダ10に具体化されていた。これ以外の構成として、摺動部材を、例えばモータや遠心ポンプ等の軸受部等に具体化することもできる。
【0049】
次に、上記実施形態及び別例によって把握される技術的思想を以下に列挙する。
(1)前記金属めっき層は、無電解複合めっきにより形成されることを特徴とする請求項1〜9のうちいずれか1項に記載の摺動部材の製造方法。
【0050】
【発明の効果】
以上詳述したように、本発明によれば、高温環境下における摺動部材の耐久性を向上させることができる。
【図面の簡単な説明】
【図1】本実施形態におけるエアシリンダの断面図。
【図2】同じくエアシリンダの摺動面付近の拡大断面図。
【図3】耐久性評価装置の概略図。
【図4】耐久性試験の評価方法を説明するための図。
【図5】耐久性評価の試験結果を示す図。
【符号の説明】
10…エアシリンダ、11…シリンダチューブ(被摺動体)、30…パッキン(摺動体)、32…PTFE分散Ni−P複合めっき層、32a…摺動面、33…ポリテトラフルオロエチレン粒子(固体潤滑材)、35…潤滑グリース。
【発明の属する技術分野】
この発明は、例えば、摺動部材及び摺動部材を備えたエアシリンダに関するものである。
【0002】
【従来の技術】
従来、半導体製造ラインにおいて、ワーク(ウェハ等)の搬送やチャッキング等にエアシリンダが多用されている。エアシリンダは、筒状のシリンダチューブと、シリンダチューブ内を軸線方向に沿って移動可能なピストンとから構成され、ピストンの外周面には、円環状のゴム製パッキンが装着されている。エアシリンダは、圧縮エアを利用することで、ピストンがシリンダチューブ内を往復移動し、ピストンの外周面に装着されたパッキンが、シリンダチューブの内周面と摺動するようになっている。
【0003】
一般に、耐食性や耐摩耗性を向上させるため、シリンダチューブの内周面に陽極酸化(アルマイト)皮膜を生成したエアシリンダが使用されている。特に、ウェハの熱処理や加熱試験等が行なわれる高温環境下では、耐熱性が高く、摩擦係数の小さいフッ素ゴム製のパッキンを使用したり、摺動面にフッ素系の潤滑グリースを塗布する等の方法が提案されている(例えば、特許文献1参照。)。このようにすることで、高温環境下におけるエアシリンダの耐久性をある程度向上させることが可能となる。
【0004】
【特許文献1】
特開2000−74009号公報
【0005】
【発明が解決しようとする課題】
ところが、上述のエアシリンダを高温環境下で長期間使用すると、シリンダチューブの素材と陽極酸化皮膜との界面において熱膨張差によるひずみが生じ、その結果、陽極酸化皮膜に微小なクラックが無数に発生する。そのため、シリンダチューブは、その内周面の状態が粗くなるとともに、摺動面での摩擦係数が徐々に上昇する傾向がある。よって、ピストンに装着されたパッキンの磨耗が進み、パッキンとシリンダチューブとのシール性が次第に低下することになり、パッキンとシリンダチューブとの界面から駆動用の圧縮エアの漏れが生じ、一定の作動タクトを保持しながらピストンを駆動させることができなくなる。従って、エアシリンダに対し、高温環境下における耐久性をより一層向上させることが要求されている。
【0006】
本発明は上記の課題に鑑みてなされたものであり、その目的は、高温環境下における耐久性を向上させることが可能な摺動部材及び摺動部材を備えたエアシリンダを提供することにある。
【0007】
【課題を解決するための手段】
上記の課題を解決するために、請求項1に記載の発明では、耐熱性樹脂からなる摺動体と、前記摺動体が摺動するとともに、固体潤滑材が分散された複合めっきを形成した摺動面を有する被摺動体とを組み合わせたことをその要旨とする。
【0008】
この構成にすれば、摺動体は耐熱性を有し、かつ摺動面は固体潤滑材が分散された複合めっきが形成されているため、高温環境下でも、摺動体と被摺動体との摺動性を保つことができる。よって、高温環境下における摺動部材の耐久性を向上させることができる。
【0009】
請求項2に記載の発明では、前記複合めっきはNi−P複合めっきであることをその要旨とする。
この構成にすれば、前記請求項1に記載の発明とほぼ同等の作用が発揮される。
【0010】
請求項3に記載の発明では、請求項1又は2に記載の発明において、前記耐熱性樹脂は、フッ素ゴムであることをその要旨とする。
この構成にすれば、摺動体は、耐熱性・耐摩耗性に優れたフッ素ゴムからなるため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、摺動体の熱変形や磨耗を小さく抑えることができる。
【0011】
請求項4に記載の発明では、請求項1〜3のうちいずれか1項に記載の発明において、前記固体潤滑材は、フッ素樹脂であることをその要旨とする。
この構成にすれば、固体潤滑材は、耐熱性・耐摩耗性に優れたフッ素樹脂からなるため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、摺動面における潤滑性を保つことができる。この場合、摺動面における摩擦係数が低く抑えられ、摺動体と被摺動体との摺動性を高く保つことができる。従って、高温環境下における摺動部材の耐久性を、より一層向上させることができる。
【0012】
請求項5に記載の発明では、請求項4に記載の発明において、前記フッ素樹脂は、ポリテトラフルオロエチレンであることをその要旨とする。
この構成にすれば、ポリテトラフルオロエチレンは、自己潤滑性を有するとともに、耐熱性・耐摩耗性に優れていることから、前記請求項3に記載の発明とほぼ同等の作用が発揮される。
【0013】
請求項6に記載の発明では、請求項1〜3のうちいずれか1項に記載の発明において、前記固体潤滑材は、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物の中から選ばれるものであることをその要旨とする。
【0014】
この構成にすれば、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物は、いずれも自己潤滑性を有するとともに、耐熱性・耐摩耗性に優れていることから、前記請求項3に記載の発明とほぼ同等の作用が発揮される。
【0015】
請求項7に記載の発明では、請求項1〜6のうちいずれか1項に記載の発明において、前記摺動面には潤滑グリースが塗布されていることをその要旨とする。
この構成にすれば、潤滑グリースが塗布されることにより、摺動面における潤滑性を高めることができる。よって、摺動面における摩擦係数が更に低く抑えられ、摺動体と被摺動体との摺動性をより高く保つことができる。
【0016】
請求項8に記載の発明では、請求項7に記載の発明において、前記潤滑グリースは、フッ素系グリース、合成油系グリース、ウレア系グリース、シリコーングリースの中から選ばれるものであることをその要旨とする。
【0017】
この構成にすれば、フッ素系グリース、合成油系グリース、ウレア系グリース、シリコーングリースは、いずれも耐熱性に優れているため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、摺動面における潤滑性を高く保つことができる。よって、高温環境下における摺動部材の耐久性を、更に向上させることができる。
【0018】
請求項9に記載の発明では、フッ素ゴムからなる摺動体と、前記摺動体が摺動するとともに、ポリテトラフルオロエチレンが分散されたNi−P複合めっきを形成した摺動面を有する被摺動体とを組み合わせ、前記摺動面にフッ素系グリースを塗布したことをその要旨とする。
【0019】
この構成にすれば、摺動体はフッ素ゴムからなり、摺動面には、ポリテトラフルオロエチレンが分散されかつフッ素系の潤滑グリースが塗布されているため、高温環境下で長期間に亘って、摺動体を被摺動体に摺動させたとしても、同摺動面における潤滑性を高く保つことができる。よって、摺動面における摩擦係数が低く抑えられ、摺動体の磨耗を小さく抑えることができるとともに、同摺動体と被摺動体との摺動性を高く保つことができる。従って、高温環境下における摺動部材の耐久性を向上させることができる。
【0020】
請求項10に記載の発明では、請求項1〜9のうちいずれか1項に記載の摺動部材を備えたエアシリンダであることをその要旨とする。
この構成にすれば、請求項1〜9に記載の発明とほぼ同等の作用効果が発揮されるため、高温環境下におけるエアシリンダの耐久性を向上させることができる。
【0021】
【発明の実施の形態】
以下、本発明を具体化した一実施形態について、図面を参照に説明する。
図1に示すように、エアシリンダ10は、シリンダチューブ11を備えている。シリンダチューブ11の両端開口部のうち、図1の右側に位置する一方の開口部はヘッドカバー12によって閉塞され、左側に位置する他方の開口部はロッドカバー13によって閉塞されている。これらシリンダチューブ11とヘッドカバー12とによってエアシリンダ本体が構成されている。
【0022】
シリンダチューブ11の一端部には、第1流体給排ポート15が形成されている。この第1流体給排ポート15は、流路16を介してシリンダチューブ11の内部空間に連通している。シリンダチューブ11の他端部には、第2流体給排ポート17が形成されている。この第2流体給排ポート17は、流路18を介して、シリンダチューブ11の内部空間に連通している。
【0023】
シリンダチューブ11の内部空間には、ピストン20がシリンダチューブ11の長手方向に沿って摺動可能に収容されている。シリンダチューブ11の内部空間は、このピストン20の存在によってヘッド側圧力作用室22とロッド側圧力作用室23とに区画されている。ヘッド側圧力作用室22には第1流体給排ポート15が連通されている一方、ロッド側圧力作用室23には第2流体給排ポート17が連通されている。ピストン20には移動部材としてのロッド25が一体的に設けられ、このロッド25は、ロッドカバー13に貫通形成されたロッド挿通孔26を介して外部に突出されている。
【0024】
第1流体給排ポート15から圧縮エアを供給するとともに第2流体給排ポート17から圧縮エアを排出することにより、ピストン20がロッド側圧力作用室23側へ移動してロッド25が突出される。一方、第2流体給排ポート17から圧縮エアを供給するとともに第1流体給排ポート15から圧縮エアを排出することにより、ピストン20がヘッド側圧力作用室22側へ移動してロッド25が没入される。
【0025】
ピストン20の外周面には、円環状のパッキン収容溝28が形成され、このパッキン収容溝28には、柔軟性を有するゴム製のパッキン30が収容されている。このパッキン30によって、ピストン20の外周面とシリンダチューブ11の内周面とのシールが図られている。つまり、ヘッド側圧力作用室22とロッド側圧力作用室23との間で、ピストン20の外周面とシリンダチューブ11の内周面との界面から、圧縮エアが漏れないようになっている。
【0026】
次に、本実施形態の要部について説明する。
図1、図2に示すように、摺動体としてのパッキン30は、耐熱性・耐摩耗性に優れたフッ素ゴムから形成されている。そのフッ素ゴムとして、具体的には、フッ化ビニリデン系フッ素ゴム(FKM)、テトラフルオロエチレン−プロピレン系フッ素ゴム、四フッ化エチレン・プロピレン系(TFE−P)、含フッ素シリコーン系ゴム(FVMQ)、フルオロホスファゼン系フッ素ゴム(FPZ)、含フッ素サーモプラスチック系フッ素ゴム等が挙げられる。
【0027】
また、パッキン30の耐摩耗性を更に向上させるため、フッ素ゴムからなるパッキン30の表面処理を行なうのがより望ましい。表面処理法としては、例えば、塩素等によるハロゲン化処理、シリコーン系表面処理剤等による表面コーティング、有機酸、無機酸等による表面改質、プラズマエッチング、或いはコロナ放電等による表面改質、ポリマーの架橋密度を向上させることによる表面硬化等が挙げられる。
【0028】
シリンダチューブ11は、アルミニウムやステンレス等の金属から形成されており、その内周面には、固体潤滑材としてのポリテトラフルオロエチレン(PTFE)粒子33が分散されたNi−P複合めっき層(以下、単に「PTFE分散Ni−P複合めっき層」という)32が形成されている。PTFE分散Ni−P複合めっき層32には、無数のポリテトラフルオロエチレン粒子33がニッケル皮膜34の全体に均一に共析している。本実施形態では、ロッド25が出没するとき、ピストン20に装着されたパッキン30の外周面が摺動する摺動面32aは、PTFE分散Ni−P複合めっき層32によって形成されている。
【0029】
PTFE分散Ni−P複合めっき層32は、無電解めっきによって生成される。まず、母材となるシリンダチューブ11の表面前処理を行なう。表面前処理としては、母材とPTFE分散Ni−P複合めっき層32との密着性を高めるため、シリンダチューブ11の水洗浄や酸洗浄を行い、表面に付着した埃や油分等を除去した後、PTFE分散Ni−P複合めっき層32のニッケルの初期核形成を促す触媒を担持させる。次に、ポリテトラフルオロエチレン粒子33が適当に分散されたNi−Pめっき液中に、前処理されたシリンダチューブ11を浸漬させることにより、その表面全体にPTFE分散Ni−P複合めっき層32を析出させている。
【0030】
固体潤滑材としては、ポリテトラフルオロエチレン(PTFE)以外のフッ素樹脂を好適に使用することもできる。そのフッ素樹脂として、具体的には、四フッ化エチレン−パーフロオロアルコキシ−エチレン共重合樹脂(PFA)、四フッ化エチレン−六フッ化プロピレン共重合樹脂(FEP)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン−クロロトリフルオロエチレン共重合体(ECTFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)等が挙げられる。
【0031】
また、フッ素樹脂以外の固体潤滑材を好適に使用することもできる。具体的には、グラファイト(C)、二硫化モリブデン(MoS2)、二硫化タングステン(WS2)、窒化ホウ素(BN)、フッ化黒鉛((CF)n,(C2F)n)、高分子フッ素化合物等が挙げられる。
【0032】
PTFE分散Ni−P複合めっき層32の表面には、フッ素系の潤滑グリース35が塗布されている。ピストン20の外周面に装着されたパッキン30と、シリンダチューブ11の内周面に形成されたPTFE分散Ni−P複合めっき層32との界面には潤滑グリース35が介在されており、同シリンダチューブ11に対しピストン20を滑らかに摺動させている。
【0033】
また、フッ素系の潤滑グリース35以外に、合成油系グリース、ウレア系グリース、シリコーングリース等を好適に使用することもできる。
以下、前記実施形態を具体化した実施例及び比較例について説明する。
(実施例)
ピストン20の外周面には、フッ素ゴムからなるパッキン30が装着されている。アルミニウム製のシリンダチューブ11の摺動面32aは、PTFE分散Ni−P複合めっき層32によって形成され、摺動面32aには、フッ素系の潤滑グリース35が塗布されている。上記のように構成したエアシリンダ10を、高温環境下での耐久性試験に供した。
(比較例)
実施例のシリンダチューブ11の摺動面32aに、陽極酸化(アルマイト)皮膜を形成したエアシリンダ10を、高温環境下での耐久性試験に供した。
【0034】
<耐久性試験>
本試験では、試験環境の温度を+100度に設定し、エアシリンダ10の耐久性評価試験を行なった。耐久性試験に用いた耐久性評価装置及びその評価方法について説明する。
【0035】
耐久性評価装置40の概略図を図3に基づいて示す。試験用のエアシリンダ10のシリンダチューブ11には、ロッド側端部(図3に示すA位置)とヘッド側端部(図3に示すB位置)とに、それぞれ位置検知スイッチ41a、41bが取付けられている。シーケンサ42は、エアバルブ44の信号制御や、電気信号がエアバルブ44へ出力されてから位置検知スイッチ41a,41bの電気信号が入力されるまでの時間計測等を行なうものであり、スピードコントローラ45は、ピストン20の移動速度を調整するためのものである。エアシリンダ10のピストン20は、エアバルブ44からヘッド側圧力作用室22又はロッド側圧力作用室23に対し圧縮エアの供給・停止が繰り返されることで、シリンダチューブ11内を予め設定された作動タクトで往復移動するように設定されている。
【0036】
耐久性試験の評価方法を図3、図4に基づいて説明する。エアシリンダ10の初期状態としては、ピストン20がロッド側端部のA位置に停止し、エアバルブ44がオフされている。まず、エアバルブ44がオンされ、圧縮エアがロッド側圧力作用室23に供給されるとともに、ヘッド側圧力作用室22から圧縮エアが排出されることで、ピストン20がヘッド側に移動開始する。すると、位置検知スイッチ41aがオンからオフに切り替わり、ピストン20がB位置に到達するまでの間、圧縮エアがロッド側圧力作用室23に供給され続ける。ピストン20がヘッド側端部のB位置に到達すると、位置検知スイッチ41bがオフからオンに切り替わり、エアバルブ44がオフされる。そして、圧縮エアのロッド側圧力作用室23への供給が一時停止され、ピストン20がヘッド側端部のB位置に一時停止する。
【0037】
続いて、エアバルブ44が再びオンされ、圧縮エアがヘッド側圧力作用室22に供給されるとともに、ロッド側圧力作用室23から圧縮エアが排出されることで、ピストン20がロッド側に移動開始する。すると、位置検知スイッチ41bがオンからオフに切り替わり、ピストン20が再びA位置に到達するまでの間、圧縮エアがヘッド側圧力作用室22に供給され続ける。ピストン20がロッド側端部のA位置に到達すると、位置検知スイッチ41aがオフからオンに切り替わり、エアバルブ44がオフされる。そして、圧縮エアのヘッド側圧力作用室22への供給が一時停止され、ピストン20がロッド側端部のA位置に一時停止する。
【0038】
上述のように、エアシリンダ10の耐久性試験では、シリンダチューブ11内におけるロッド側端部(A位置)とヘッド側端部(B位置)との間で、ピストン20を往復移動させている。本実施形態では、試験環境の温度を+100度に設定し、エアシリンダ10を連続的に往復移動させることにより、初期状態からの作動タクトの変化率について評価を行なった。ここでいう「作動タクト」とは、エアバルブ44がONするT1から位置検知スイッチ41bがオフからオンに切り替わるT2までの時間、又はエアバルブ44がオフするT3から位置検知スイッチ41aがオフからオンに切り替わるT4までの時間を指す。
【0039】
図5に示すように、耐久性試験の結果、比較例のエアシリンダ10では、作動タクトの初期状態からの変化率が、始動開始から上昇している。つまり、ピストン20を連続的に往復移動させるに伴い、初期状態と比べて、ピストン20の移動速度に遅延が生じている。その結果、比較例のエアシリンダ10は、ピストン20の往復移動回数が200万回に到達する前に、正常に駆動できなくなる。
【0040】
これに対し、実施例のエアシリンダ10では、作動タクトの初期状態からの変化率が、始動開始から約100%前後で推移している。つまり、ピストン20を連続的に往復移動させても、ピストン20の移動速度が、初期状態と比べてほぼ一定に維持されている。その結果、エアシリンダ10は、ピストン20の往復移動回数が1000万回に到達した後も、正常に駆動している。
【0041】
上記結果から、実施例のエアシリンダ10では、フッ素ゴムからなるパッキン30をPTFE分散Ni−P複合めっき層32に摺動させ、その摺動面32aにフッ素系の潤滑グリース35を塗布することにより、高温環境下での耐久性を著しく向上させることが可能となる。
【0042】
この場合、シリンダチューブ11の素材とPTFE分散Ni−P複合めっき層32との界面において熱膨張差が小さく抑えられており、そのため、ひずみによるクラック等が生じにくくなっている。このことから、高温環境下にてエアシリンダ10を長期間使用したとしても、摺動面32aの状態は良好に保持されている。ピストン20に装着されたパッキン30の外周面が摺動するシリンダチューブ11の摺動面32aには、自己潤滑性を有するポリテトラフルオロエチレン粒子33が分散されるとともに、フッ素系の潤滑グリース35が塗布されている。このため、シリンダチューブ11の摺動面32aの潤滑性が高められている。更に、潤滑性が高められたシリンダチューブ11の摺動面32aと、フッ素ゴムからなるパッキン30とを組み合わせることで、それらの相互作用によりシリンダチューブ11の摺動面32aの摩擦係数が低く抑えられている。
【0043】
また、フッ素ゴムからなるパッキン30及びポリテトラフルオロエチレン粒子33は、いずれも耐熱性に優れたフッ素系の樹脂から形成されている。このため、高温環境下において、パッキン30及びポリテトラフルオロエチレン粒子33は、熱変形や熱変性が生じにくくなっている。フッ素系の潤滑グリース35は、特に、蒸発損失の小さい潤滑グリースとして使用されており、高温環境下においても蒸発量が少ないことから、シリンダチューブ11の摺動面32aの潤滑性を高く保つことができる。これらの理由から、高温環境下においても、摺動面における潤滑性が高く保持されるとともに、摺動面における摩擦係数が低く抑えられる。よって、ピストン20に装着されたパッキン30の磨耗が小さく抑えられることから、パッキン30とシリンダチューブ11の内周面とのシール性が保持され、それらの界面から駆動用の圧縮エアが漏れるのを防いでいる。従って、高温環境下で長期間に亘って、実施例のエアシリンダ10を駆動させたとしても、作動タクトをほぼ一定に維持しながら、ピストン20を正常に作動させることが可能となる。
【0044】
従って、本実施形態によれば以下のような効果を得ることができる。
(1)エアシリンダ10は、フッ素ゴム製のパッキン30が装着されたピストン20と、PTFE分散Ni−P複合めっき層32が形成されたシリンダチューブ11とを組み合わせ、パッキン30が摺動するシリンダチューブ11の摺動面32aに、フッ素系の潤滑グリース35を塗布することで構成されている。この場合、高温環境下でエアシリンダ10を使用した場合に、シリンダチューブ11とPTFE分散Ni−P複合めっき層32との熱膨張差を小さく抑えることができることから、シリンダチューブ11の摺動面32aにクラックが生じにくくなる。また、シリンダチューブ11の摺動面32aは、フッ素系の潤滑グリース35が塗布されているため、潤滑性を向上させることもできる。これらの相互作用によって、シリンダチューブ11の摺動面32aの摩擦係数が低く抑えられ、ピストン20に装着されたパッキン30の磨耗量を小さく抑えることができる。従って、高温環境下におけるエアシリンダ10の耐久性を向上させることができる。また、シリンダチューブ11の摺動面32aの摩擦係数が低く抑えられることから、パーティクル発生の原因となるパッキン30の磨耗や、PTFE分散Ni−P複合めっき層32の剥離が抑制される。よって、パーティクルの発生が軽減されるため、例えば、半導体製造ラインでのクリーンルーム内において、エアシリンダ10を好適に使用することができる。
【0045】
(2)シリンダチューブ11の表面全体には、PTFE分散Ni−P複合めっき層32が形成されている。このため、エアシリンダ10に、シリンダチューブ11がアースされる構造を持たせることで、パッキン30が摺動するシリンダチューブ11の摺動面32aに生じる静電気を、導電性を有するニッケル皮膜34を通じて除電することができる。
【0046】
(3)シリンダチューブ11の摺動面32aが、固体潤滑材としてのポリテトラフルオロエチレン(PTFE)粒子33が分散されたPTFE分散Ni−P複合めっき層32によって形成されている。この場合、ポリテトラフルオロエチレン粒子33は、はっ水性を有している。このことから、シリンダチューブ11の表面全体のはっ水性を高めることもできる。よって、シリンダチューブ11の表面に油分や埃等が付着しにくくなり、エアシリンダ10を清浄に保つことができる。
【0047】
(4)シリンダチューブ11の摺動面32aには、フッ素系の潤滑グリース35が塗布されている。この場合、フッ素系の潤滑グリース35は、特に、蒸発損失の小さい潤滑グリースとして使用されているため、その蒸発量が低く抑えることができる。よって、高温環境下で長期間に亘って、エアシリンダ10を駆動させたとしても、シリンダチューブ11の摺動面32aの潤滑性を高く保つことができる。
【0048】
(変形例)
なお、本実施形態は、次のように変形してもよい。
・本実施形態では、シリンダチューブ11の摺動面32aは、PTFE分散Ni−P複合めっき層32によって形成されていた。これ以外の構成として、シリンダチューブ11の摺動面32aにおいて、固体潤滑材が分散された複合めっきを、金めっき、銀めっき、銅めっき、クロムめっき、亜鉛めっき等により形成してもよい。この場合、固体潤滑材としては、ポリテトラフルオロエチレン、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物等が挙げられる。
・本実施形態では、エアシリンダ10は、フッ素ゴム製のパッキン30が装着されたピストン20と、PTFE分散Ni−P複合めっき層32が形成されたシリンダチューブ11とを組み合わせ、シリンダチューブ11の摺動面32aに、フッ素系の潤滑グリース35を塗布することで構成されていた。これ以外の構成として、フッ素系の潤滑グリース35を省略することもできる。
・本実施形態では、摺動部材はエアシリンダ10に具体化されていた。これ以外の構成として、摺動部材を、例えばモータや遠心ポンプ等の軸受部等に具体化することもできる。
【0049】
次に、上記実施形態及び別例によって把握される技術的思想を以下に列挙する。
(1)前記金属めっき層は、無電解複合めっきにより形成されることを特徴とする請求項1〜9のうちいずれか1項に記載の摺動部材の製造方法。
【0050】
【発明の効果】
以上詳述したように、本発明によれば、高温環境下における摺動部材の耐久性を向上させることができる。
【図面の簡単な説明】
【図1】本実施形態におけるエアシリンダの断面図。
【図2】同じくエアシリンダの摺動面付近の拡大断面図。
【図3】耐久性評価装置の概略図。
【図4】耐久性試験の評価方法を説明するための図。
【図5】耐久性評価の試験結果を示す図。
【符号の説明】
10…エアシリンダ、11…シリンダチューブ(被摺動体)、30…パッキン(摺動体)、32…PTFE分散Ni−P複合めっき層、32a…摺動面、33…ポリテトラフルオロエチレン粒子(固体潤滑材)、35…潤滑グリース。
Claims (10)
- 耐熱性樹脂からなる摺動体と、前記摺動体が摺動するとともに、固体潤滑材が分散された複合めっきを形成した摺動面を有する被摺動体とを組み合わせたことを特徴とする摺動部材。
- 前記複合めっきは固体潤滑材が分散されたNi−P複合めっきであることを特徴とする請求項1に記載の摺動部材。
- 前記耐熱性樹脂は、フッ素ゴムであることを特徴とする請求項1又は2に記載の摺動部材。
- 前記固体潤滑材は、フッ素樹脂であることを特徴とする請求項1〜3のうちいずれか1項に記載の摺動部材。
- 前記フッ素樹脂は、ポリテトラフルオロエチレンであることを特徴とする請求項4に記載の摺動部材。
- 前記固体潤滑材は、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化黒鉛、高分子フッ素化合物の中から選ばれるものであることを特徴とする請求項1〜3のうちいずれか1項に記載の摺動部材。
- 前記摺動面には、潤滑グリースが塗布されていることを特徴とする請求項1〜6のうちいずれか1項に記載の摺動部材。
- 前記潤滑グリースは、フッ素系グリース、合成油系グリース、ウレア系グリース、シリコーングリースの中から選ばれるものであることを特徴とする請求項7に記載の摺動部材。
- フッ素ゴムからなる摺動体と、前記摺動体が摺動するとともに、ポリテトラフルオロエチレンが分散されたNi−P複合めっきを形成した摺動面を有する被摺動体とを組み合わせ、前記摺動面にフッ素系グリースを塗布したことを特徴とする摺動部材。
- 請求項1〜9のうちいずれか1項に記載の摺動部材を備えたことを特徴とするエアシリンダ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003030017A JP2004239372A (ja) | 2003-02-06 | 2003-02-06 | 摺動部材及び摺動部材を備えたエアシリンダ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003030017A JP2004239372A (ja) | 2003-02-06 | 2003-02-06 | 摺動部材及び摺動部材を備えたエアシリンダ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004239372A true JP2004239372A (ja) | 2004-08-26 |
Family
ID=32957022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003030017A Pending JP2004239372A (ja) | 2003-02-06 | 2003-02-06 | 摺動部材及び摺動部材を備えたエアシリンダ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004239372A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007240531A (ja) * | 2006-03-08 | 2007-09-20 | Liebherr-France Sas | 液圧シリンダ用の位置測定システム |
| JP2007271075A (ja) * | 2006-03-10 | 2007-10-18 | Jtekt Corp | 水素供給システム |
| JPWO2007018173A1 (ja) * | 2005-08-09 | 2009-02-19 | 株式会社ベスト | 排気管球面継手用環状シール体及びその製造方法 |
| WO2009054402A1 (ja) * | 2007-10-24 | 2009-04-30 | Ihi Corporation | 耐摩耗補強方法及び摺動構造体 |
| FR2942514A1 (fr) * | 2009-02-25 | 2010-08-27 | Louis Ramond | Verin a air comprime double effet, dispositif de distribution de matiere plastique a obturation comprenant un tel verin et dispositif d'injection de matiere plastique comprenant un tel dispositif de distribution |
-
2003
- 2003-02-06 JP JP2003030017A patent/JP2004239372A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2007018173A1 (ja) * | 2005-08-09 | 2009-02-19 | 株式会社ベスト | 排気管球面継手用環状シール体及びその製造方法 |
| US8240040B2 (en) | 2005-08-09 | 2012-08-14 | Best Corporation | Method for producing an annular seal member for use in spherical exhaust pipe joint |
| JP5095222B2 (ja) * | 2005-08-09 | 2012-12-12 | 株式会社ベスト | 排気管球面継手用環状シール体及びその製造方法 |
| KR101404365B1 (ko) * | 2005-08-09 | 2014-06-09 | 가부시키가이샤 베스트 | 배기관 구면 이음매용 환상 밀봉체 및 그 제조 방법 |
| JP2007240531A (ja) * | 2006-03-08 | 2007-09-20 | Liebherr-France Sas | 液圧シリンダ用の位置測定システム |
| JP2007271075A (ja) * | 2006-03-10 | 2007-10-18 | Jtekt Corp | 水素供給システム |
| WO2009054402A1 (ja) * | 2007-10-24 | 2009-04-30 | Ihi Corporation | 耐摩耗補強方法及び摺動構造体 |
| JP2009103241A (ja) * | 2007-10-24 | 2009-05-14 | Ihi Corp | 耐摩耗補強方法及び摺動構造体 |
| CN101835991A (zh) * | 2007-10-24 | 2010-09-15 | 株式会社Ihi | 耐磨损增强方法以及滑动构造体 |
| RU2435091C1 (ru) * | 2007-10-24 | 2011-11-27 | АйЭйчАй КОРПОРЕЙШН | Способ износоустойчивого упрочнения и конструкция скольжения |
| EP2211061A4 (en) * | 2007-10-24 | 2012-05-30 | Ihi Corp | ABRASION STRENGTH ENGINEERING AND SHIFT STRUCTURE |
| FR2942514A1 (fr) * | 2009-02-25 | 2010-08-27 | Louis Ramond | Verin a air comprime double effet, dispositif de distribution de matiere plastique a obturation comprenant un tel verin et dispositif d'injection de matiere plastique comprenant un tel dispositif de distribution |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7189989B2 (ja) | シールリング | |
| US20170268674A1 (en) | Method of manufacturing an annular seal | |
| US20100132381A1 (en) | Low wear piston sleeve | |
| JP2009522528A (ja) | 環状シールおよび環状シールを含むポンプ | |
| JP2004239372A (ja) | 摺動部材及び摺動部材を備えたエアシリンダ | |
| JP2012092976A (ja) | 回転軸シール | |
| JP2004190605A (ja) | 流体機械 | |
| KR20230048257A (ko) | 동적 금속 시일 | |
| JPH10325414A (ja) | 直動装置 | |
| JP2009264449A (ja) | バルブステムシール | |
| CN101688526A (zh) | 轴密封 | |
| JP2002047480A (ja) | シール材 | |
| JP2010159846A (ja) | 液体および気体用シール機構 | |
| JP4750495B2 (ja) | 往復動圧縮機 | |
| JP2002021863A (ja) | 転がり軸受 | |
| JP2000074009A (ja) | 耐熱用エアシリンダー | |
| TW201923230A (zh) | 樹脂構件 | |
| Nikas | Friction and wear of seals | |
| JP2014218966A (ja) | エギゾーストバルブ | |
| KR101079168B1 (ko) | 저마찰 첨가재가 함유된 실리콘 불소수지 코팅방법 | |
| JP2024535539A (ja) | コーティング材を施した封止部、並びにその製造方法及び使用方法 | |
| JPH10159983A (ja) | 密封装置 | |
| RU2797898C1 (ru) | Динамическое металлическое уплотнение | |
| JPH0617898A (ja) | 半導体製造設備用無潤滑ボールねじ | |
| JP2010156234A (ja) | 内燃機関の排気弁若しくは給気弁の磨耗抑制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040928 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20061219 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070508 |